")
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
APLICAÇÃO DO MASP: PROMOÇÃO
DA ETAPA PLANEJAMENTO (P) DO
CICLO PDCA, VISANDO MELHORIAS
NO SISTEMA DE TRAMITAÇÃO DE
ORDENS DE SERVIÇO DE UMA
INSTITUIÇÃO FINANCEIRA.
FLAVIO SABATHE VERA (UEPA )
[email protected]
Azael de Souza Ribeiro (UEPA )
[email protected]
NIELS KIM DA SILVA TAHARA (UEPA )
[email protected]
Daniel Meireles de Amorim (UEPA )
[email protected]
O artigo em questão aborda a elaboração de um plano de ação
fundamentado na fase P do Ciclo PDCA para a solução de um
problema no setor de manutenção de um centro de serviços de logística
de uma instituição financeira. Através da realizaçãoo de Brainstorming
com os responsáveis pelo setor, foram levantados diversos problemas,
a seleção foi feita durante a fase crítica da técnica e optou-se pela
pendência na alteração do status das ordens de serviço por parte das
agências, conforme será detalhado no estudo de caso. Ainda nesse
contexto, explicam-se as técnicas utilizadas defendidas por diversos
autores pesquisados.
Palavras-chaves: Qualidade, Brainstorming, Ciclo PDCA.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
1. Introdução
A cada dia que passa atender às exigências do consumidor em geral tem se tornado uma tarefa
cada vez mais árdua e sistematizada, porém, vital e necessária para que as empresas
mantenham a competitividade ao proporcionar uma experiência de qualidade aos seus
clientes; a satisfação do cliente é objetivo fim. Logo, a eliminação de defeitos e problemas
diversos — nos serviços ou no produto final — e no processo produtivo, é a motivação da
busca por melhores desempenhos e, consequentemente, o contentamento e fidelidade do
cliente, quer seja externo ou interno.
Para tanto, é necessário que se identifique o problema e suas causas, para então se planejar as
ações adequadas que deverão ser tomadas para a solução, a fim de que o dado inconveniente
seja completamente eliminado ou, pelo menos, abreviado. Com isso, um método de análise e
solução de problemas (MASP) torna-se um elemento de grande importância no
reconhecimento e caracterização dos problemas, causas e seus efeitos.
Assim, tendo em vista a qualidade como algo essencial para clientes internos e externos, a
situação apresentada tem como foco um problema referente ao desempenho do setor de
manutenção no centro de logística de um banco nacional localizado em Belém do Pará. O
Fluxo de conclusão de Ordens de Serviço entre as agências e o setor não segue o trâmite
previsto no regulamento Interno da instituição, causando efeitos colaterais indesejáveis ao
sistema. Efeitos que podem ser evitados como se verá no decorrer do artigo.
Objetiva-se, portanto, identificar, caracterizar e analisar as causas do problema que tem como
base a falta de comprometimento com o processo por parte de alguns atores, gerando a
insatisfação de outros, bem como o desperdício de tempo e, desta forma, contraindo a
produtividade do setor.
A partir do levantamento das principais causas, foi criado um plano de ação que visa o
desenvolvimento de estratégias para aumento de produtividade do setor escolhido baseado na
fase P do ciclo PDCA. Uma vez feito isso, deve-se diminuir o tempo gasto com retrabalho
pelos funcionários e otimizar seu tempo de serviço.
2. Referencial Teórico
2.1 Conceitos básicos
2.1.1 Qualidade
O conceito de qualidade é multifacetado, existem várias definições referentes a aspectos
diferentes, cada uma aplicável a determinados contextos. Paladini (2002) comenta que os
indicadores da qualidade são essencialmente estratégicos e por isso são conhecidos como
indicadores de sobrevivência da empresa.
Segundo Juran (1995), Qualidade é “adequação ao uso”, onde a adequação é definida pelo
consumidor – mesmo quando ele deseja fazer algo fora do que o fabricante imaginou. É
voltada à expectativa do consumidor — ou ao exterior da empresa, como definiu Feigenbaum
(2003) —, ele ganha por larga margem do conceito um pouco mais voltado para o processo,
de Philip Crosby (1992), que é: “Qualidade é conformidade às especificações”.
Neste sentido, diversos autores têm procurado dar uma definição para a qualidade que seja
simples, precisa e abrangente: simples para ser facilmente assimilável em todos os níveis da
2
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
organização; precisa, para não gerar interpretações dúbias; e abrangente, para mostrar sua
importância em todas as atividades produtivas. A qualidade envolveu um conceito dinâmico
que evoluiu e se modificou ao longo do tempo. Shiozawa (1993) expõe que, historicamente, o
conceito de qualidade foi sendo apresentado conforme Tabela 1.
TABELA 1 Conceitos de Qualidade
Ano
Autor
Definição
1950
Deming
Máxima utilidade para o consumidor
1951
Feigenbaum
Perfeita satisfação do usuário
1954
Juran
Satisfação das aspirações do usuário
1961
Juran
Maximização das aspirações do usuário
1964
Juran
Adequação ao uso
1979
Crosby
Conformidade com os requisitos do cliente.
Fonte: (SHIOZAWA, 1993:58).
Fica claro, portanto, que qualidade não é apenas a ausência de defeitos. De nada adiantará, por
exemplo, fabricar um produto ou expor um serviço totalmente sem defeitos, mas cujo preço é
tão elevado que ninguém estará disposto a comprá-lo. Por outro lado, o cliente não comprará
um produto que não cumpra adequadamente a função para a qual foi projetado, ou que não
seja seguro, por mais baixo que seja o preço.
2.3 Diagrama de Pareto
O Gráfico de Pareto é um diagrama que apresenta os itens e a classe na ordem dos números de
ocorrências, apresentando a soma total acumulada. Permite-nos visualizar diversos elementos
de um problema e auxilia na determinação da sua prioridade.
É representado por barras dispostas em ordem decrescente, com a causa principal vista do
lado esquerdo do diagrama, e as causas menores são mostradas em ordem decrescente ao lado
direito. Cada barra representa uma causa; assim, evidencia-se a relevante causa com a
contribuição de cada uma em relação à total.
2.4 Diagrama de Ishikawa ou diagrama de causa e efeito
É uma representação gráfica que permite a organização das informações possibilitando a
identificação das possíveis causas de um determinado problema ou efeito. Também chamado
de diagrama de espinha de peixe. Evidencia as causas principais de uma ação, as quais se
dirigem para as sub-causas, levando ao resultado final.
Ishikawa (1993) usou o diagrama para explicar como vários fatores poderiam ser comuns
entre si e estar relacionados. Segundo o autor, o diagrama pode ser usado nos seguintes
exemplos: quando se necessitar identificar as causas possíveis de um problema; para uma
melhor visualização da relação entre a causa e efeito delas decorrentes; para classificar as
causas dividindo-as em sub-causas, sobre um efeito ou resultado; para saber quais as causas
que estão provocando este problema; para identificar com clareza a relação entre os efeitos e
suas prioridades; em uma análise dos defeitos: perdas, falhas, desajuste do produto, dentre
outros, como objetivo de identificá-los e melhorá-los.
2.5 Técnica dos 5 Por quês
O “5 Porquês” é uma técnica para encontrar a causa raiz de um defeito ou problema. O
princípio é muito simples: ao encontrar um problema, você deve realizar 5 iterações
3
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
perguntando o porquê daquele problema, sempre questionando a causa anterior. Deve ser feito
o questionamento até atingir o nível raiz, no qual não é mais possível determinar o
desdobramento das causas (TOTAL QUALIDADE, 2012).
2.6 Brainstorming
O Brainstorming é uma técnica de ideias em grupo que envolve a contribuição espontânea de
todos os participantes. Soluções criativas e inovadoras para os problemas, rompendo com
paradigmas estabelecidos, são alcançadas com a utilização dessa ferramenta. O clima de
envolvimento e motivação gerado pelo Brainstorming assegura melhor qualidade nas decisões
tomadas pelo grupo, maior comprometimento com a ação e um sentimento de
responsabilidade compartilhado por todos (SEBRAE, 2005).
2.7 Metodologia de análise e solução de problemas (MASP)
MASP é o PDCA em oito etapas; PLAN (planejamento) inclui quatro etapas, sendo elas a
“identificação do problema”, a “observação do problema”, a “análise das causas” e a
“elaboração do plano de ação”; em DO (executar) está a quinta etapa que é a execução do
plano de ação; em CHECK (verificação) está a sexta etapa onde se verifica se o bloqueio foi
efetivo, ou seja, se a causa do problema foi bloqueada; em caso negativo, retorna-se à etapa da
“observação”. Por fim, em ACTION (atuar corretivamente) estão a sétima e a oitava etapas: a
“padronização”, que vai prevenir contra o reaparecimento do problema e a “conclusão”, onde
é recapitulado todo o processo de solução do problema para melhorias no futuro (RAI, 2005).
2.8 Ciclo PDCA
Segundo Ishikawa (1993) e Campos (1994) o ciclo PDCA (Plan, Do, Check, Action) é
composto das seguintes etapas:
- Planejamento (P): consiste em estabelecer metas e estabelecer o método para
alcançar as metas propostas. Nessa etapa, segundo Werkema (1995), destacam-se quatro subfases: identificação do problema; observação; análise e planejamento da ação. O esperado que
se desenvolva nessas sub-fases é detalhado na Tabela 4.
- Execução (D): executar as tarefas exatamente como foi previsto na etapa de
planejamento e coletar dados que serão utilizados na próxima etapa de verificação do
processo. São essenciais a educação e treinamento no trabalho.
- Verificação (C): a partir dos dados coletados na execução deve-se comparar o
resultado alcançado com a meta planejada.
- Atuação Corretiva (A): etapa que consiste em atuar no processo em função dos
resultados obtidos, adotando como padrão o plano proposto, caso a meta tenha sido atingida
ou agindo sobre as causas que contribuíram para que a meta não fosse atingida, caso o plano
não tenha sido efetivo.
2.9 Ferramenta 5W2H
De acordo com Werkema (1995), a ferramenta consiste em definir O QUÊ (what) será feito,
QUANDO (when) será feito, QUEM (who) fará, ONDE (where) será feito, POR QUÊ (why)
será feito e COMO (how) será feito. Esta ferramenta inclui também a determinação da meta a
4
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
ser atingida e quantificada e a determinação dos itens de controle e dos itens de verificação
dos diversos níveis envolvidos.
Há ainda outros 2 tipos de nomenclatura para esta ferramenta, o 5W1H (onde se exclui o “H”
referente ao “How much”) e o mais recente 5W3H (onde inclui-se o “H” referente ao “How
many”, ou Quantos). Todas elas podem ser utilizadas perfeitamente dependendo da
necessidade do gestor, respeitando sempre as características individuais.
2.10 Programa Zero Defeito
O Programa Zero Defeito da Qualidade Total caracteriza-se, segundo os objetivos, em
prevenir os erros e assim diminuir os custos e também desenvolver o comprometimento total
de todos os trabalhadores nas atividades funcionais, buscando compreender como a qualidade
se manifesta e quais as eficazes que possibilitam ao administrador, adaptar a prevenção de
falhas nos processos e nos produtos da cadeia produtiva do desenvolvimento da produção.
Crosby, o pai da filosofia Zero Defeito, se baseia na teoria de que a qualidade é assegurada se
todos se esforçarem em fazer seu trabalho corretamente da primeira vez. Para Crosby (1992) a
qualidade é responsabilidade dos trabalhadores; o autor não considera, no entanto, outros
aspectos que afetem a qualidade e que estão fora do controle dos operários, como os
problemas com a matéria-prima fornecida, erros de projeto e outros.
3. Metodologia
Neste trabalho utilizou-se a etapa P (PLAN) do PDCA, a partir da aplicação da metodologia
MASP, para, então, identificar e priorizar os problemas presentes no setor de manutenção
com a técnica brainstorming aplicada com funcionários do setor.
Após identificação e priorização do problema, utilizou-se o Fluxograma e o Gráfico de Pareto
como ferramentas de auxílio na caracterização do problema.
Então, foi possível realizar a análise de causas, identificando as principais causas do problema
com o auxílio de entrevista realizada com os funcionários responsáveis pela manutenção e a
aplicando as ferramentas 5 Por quês e Diagrama de Ishikawa. Finalmente, após a identificação
das principais causas, foi possível estabelecer um plano de ação com a utilização do 5W2H.
4. Estudo de caso.
Com base no referencial teórico exposto, foi desenvolvido um plano de ação na tentativa de
solucionar um problema que resulta em grandes desperdícios, principalmente de tempo, para a
organização estudada. O artigo apresenta os diversos procedimentos utilizados, sendo eles: o
modelo de análise e solução de problemas com base no ciclo PDCA, gráfico de Pareto,
Fluxograma, entre outras ferramentas da qualidade.
A empresa em estudo é uma instituição financeira brasileira, especificamente o Centro de
Serviços de Logística (CSL) da organização. Atualmente, o banco estudado se encontra
consolidado no mercado, possuindo mais de cinco mil agências por todo país e onze CSL’s
localizados em capitais estratégicas. O centro escolhido se situa na cidade de Belém e atende
a seis estados: Pará, Amapá, Maranhão, Amazonas, Acre e Roraima.
O CSL funciona assessorando as agências quanto à infraestrutura, compra de material
bancário, reformas, conservação e correção de problemas em máquinas e etc. E está dividido
5
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
nos setores de engenharia, logística, manutenção, apoio ao comitê/funcionalismo, entregas e
almoxarifado.
O Estudo propõe-se analisar o setor de manutenção (composto por Automação bancária,
CFTV, PGDM, Carro Oficina, Ar condicionado e No-break), em particular a área de
automação bancária (área responsável por equipamentos usados na automação bancária) a
partir de dados dos meses de março, abril e maio obtidos diretamente com a empresa.
4.1 Identificação do Problema
Foi realizada a pesuisa in loco aplicando-se a técnica brainstorming junto a dois funcionários
que trabalham na área de acompanhamento das Ordens de Serviço (OS) de manutenção.
Assim, foi possível levantar os dados dos problemas enfrentados no setor. A partir da fase
criativa do brainstorming foi possível identificar os seguintes problemas:
- A pendência do status das Ordens de Serviço (OS) no sistema devido a não conclusão por
parte da agência;
- A não captura da OS para manutenção;
- Longo tempo de atendimento por parte do fornecedor;
- Inconsistência das informações fornecidas pelo fornecedor;
- Dificuldade de contato com o Call Center do fornecedor.
A partir da ponderação dos problemas acima junto com os funcionários ligados à atividade de
manutenção, optou-se na fase crítica do brainstorming, pelo problema de pendência do status
das OS’s no sistema. Pois tal problema, segundo os funcionários, causa grande desperdício de
tempo, levando-se em consideração as cobranças e retrabalhos indevidos causados pelo
mesmo e esse desperdício de tempo leva, geralmente, para uma maior quantidade de trabalhos
acumulados.
4.1.1 Histórico do problema
Em virtude de mudanças na forma de trabalho, a coleta de dados referentes ao histórico do
problema tornou-se restrita, por isso tem-se apenas o equivalente a dois meses e meio de
informações. Mas vale ressaltar que, levando-se em consideração o seu volume, os mesmos
serão suficientes para caracterizar o histórico e ressaltar a importância do estudo baseado no
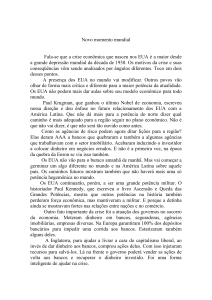
problema escolhido. Abaixo (Figura 1) tem-se a quantidade de OS’s não concluídas pela
agência em comparação com a quantidade concluída pela agência.
FIGURA 1 – OS’s de manutenção.
Fonte: Autores (2013).
6
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Percebe-se que o problema de Ordens de Serviço não concluídas representa 26% do total de
OS, número muito significativo, ressaltando a importância e necessidade de aplicação de
medidas com relação ao problema.
4.2 Observação
4.2.1 Caracterização do Problema
O setor de manutenção atua no sentido de acionar os fornecedores para que o serviço de
manutenção corretiva seja realizado e a agência não fique inoperante. Além disse é importante
destacar que a cobrança do serviço junto ao fornecedor, também é feita pelo setor em questão,
porém essa cobrança só será feita mediante o recebimento do feedback via correio (troca de
mensagens através do sistema interno do banco). Logo, se o setor de manutenção não recebe o
feedback da agência, não é possível identificarmos a real situação do OS gerando retrabalhos
e cobranças indevidas.
De acordo com o fluxograma descrito no Anexo 1, tem-se a representação da atividade no
atual estado, ou seja, com o problema atuando no processo. Analisando a situação percebe-se
que o setor de manutenção é quem, geralmente, procura informações sobre a OS.
Para tornar claro o que deveria acontecer, criou-se o fluxograma descrito no Anexo 2, que
mostra claramente que o correto seria a agência concluir a ordem de serviço após a execução
do mesmo, bem como informar ao CSL, caso o atendimento não ocorra.
Durante a definição do problema, buscou-se descobrir o tipo de Ordem de Serviço mais
exigida do setor de manutenção para se determinar o foco deste estudo. Foram utilizados
somente dados de OS para manutenção de equipamentos na garantia do fornecedor, uma vez
que a empresa não proveu dados referentes à manutenção de materiais que exigem dispêndio
econômico, ou seja, fora do período de garantia.
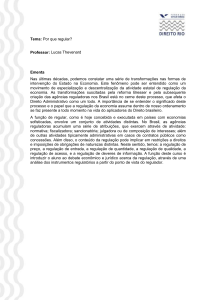
A figura 1 exibe as porcentagens dos tipos de Ordens de Serviço solicitadas ao setor em abril
de 2012; as principais são concernentes a problemas de Automação Bancária, Central
Telefônica e Circuito Fechado de TV (CFTV), conforme se visualiza no gráfico de Pareto
(Figura 2) a seguir.
FIGURA 2 – OS’s de manutenção.
Fonte: Autores (2013).
A partir de análise do gráfico, fica visível a importância dos problemas de Automação
Bancária dentro das OS’s do setor de manutenção, sendo responsável por aproximadamente
92% dos casos.
7
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4.3 Análise das Causas
Para auxílio na identificação das causas do problema, fez-se uma entrevista com os dois
responsáveis pela área de acompanhamento das OS’s de manutenção. Assim, foi possível
utilizar a ferramenta “5 Por quês” para mostrar as principais causas do problema:
- Por que a Ordem de Serviço não é concluída?
Porque os responsáveis pela abertura da OS não mudam o status da mesma para concluído.
- Por que os responsáveis pela abertura da OS não mudam o status da mesma para concluído?
Por falta de comprometimento com o regulamento interno.
- Por que existe falta de comprometimento com o regulamento interno?
Porque não há conhecimento sobre o volume de Ordens de Serviço diárias.
- Por que não há conhecimento sobre o volume de Ordens de Serviço diárias?
Porque não foi enviada nenhuma análise com relação a essas informações para as agências.
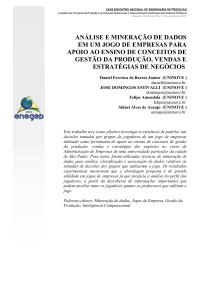
Após a utilização da ferramenta 5 Por quês, demonstrou-se as principais causas do problema
utilizando o Diagrama de Ishikawa na figura 3.
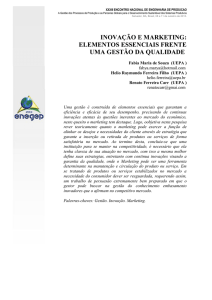
FIGURA 3 – Diagrama de Causa e Efeito do Processo.
Fonte: Autores (2013)
Com referência aos problemas ilustrados no Diagrama de Ishikawa tem-se:
- Falta de Comprometimento: É causado pela falta de conhecimento sobre o volume de
Ordens de Serviço diárias o que acaba por acarretar em um desinteresse dos funcionários
responsáveis por abrir a OS, uma vez que eles não veem a importância da realização desse
trabalho.
- Não envio de informações para as agências: ocorre por não existir a integração desses dados
entre a manutenção e a agência e, com isso, não existir nenhuma análise com relação essas
informações.
4.4 Planejamento de ação
A partir da elaboração da estratégia no plano de ação descrito na Tabela 5, uma única meta foi
estabelecida, a qual prevê um índice de 0% de conclusões de OS’s feitas pelo CSL. Ficando
assim disponível para atuar em toda a sua plenitude, aumentando a produtividade e evitando
retrabalhos.
Utilizando a filosofia do programa zero defeito, temos que a atitude de concluir a OS só será
incorporada às atitudes habituais das agências, caso as mesmas sejam incentivadas a isso.
8
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Programas de reconhecimento e quantificação do trabalho são feitos periodicamente, mas
como a produtividade nas agências está relacionada aos serviços prestados por eles aos
clientes externos, as dependências pouco se importam em atender os clientes internos. Logo,
estímulos também são importantes quando nos referimos à solução do problema, pois através
do programa (incentivos) as pessoas passariam a incorporar a ação de concluir a OS
eliminando assim o problema em questão.
Um das formas encontradas, após um detalhado estudo sobre a situação, de incentivo aos
envolvidos no processo de prestação de serviço, é a concessão de folgas — para a equipe
responsável pelo processo nas agências, não todos de uma vez, mas um membro a cada três
meses —, caso agência não deixe de concluir nenhuma OS por um trimestre. No caso de
empate, prevalecerá o volume de OS’s para a manutenção. É importante destacar que o
controle sobre a abertura e encerramento de OS é alto, logo não será possível abrir e concluir
OS pensando exclusivamente nas folgas. E não se trata de ser uma nova regra, já que é
compromisso do funcionário cumprir sua atribuição, mas uma forma temporária de incentivar
e conscientizar sobre o expediente.
Como objetiva-se como resultado essencial deste estudo de caso, a elaboração de um plano de
ação relativo ao problema abordado e suas causas, escolheu-se o 5W1H, uma variante que não
envolve maiores questionamentos quanto aos custos na sua execução. A estratégia de ação
para a correção do problema deve ser aplicada sobre os meios para bloquear as causas
fundamentais. Sendo assim, elaborou-se o plano de ação a seguir:
TABELA 2 – Plano de ação
Plano 5W1H
Quais ações serão
desenvolvidas?
Realizar estudo
estatístico sobre as
agências que mais
deixaram de
concluir OS’s;
Enviar o resultado
do estudo
realizado acima às
agências que são
responsáveis pelo
problema;
Quando
serão feitas
as ações?
Quem serão os
responsáveis pela
ação?
11e 12/06/12
Estagiário da
manhã responsável
pelo
acompanhamento;
13/06/12
Estagiário da
manhã responsável
pelo
acompanhamento;
Por que serão
feitas as
ações?
Como serão
desenvolvidas?
Posto de
trabalho do
estagiário;
Requisito para
ações futuras;
Filtrar os dados
referentes a OS’s
e trabalhar de
forma estatística
concluídas pelo
CSL e agência
Posto de
trabalho do
estagiário;
Deixar as
agências
cientes da
situação, bem
como da
existência do
problema;
Enviar via email
corporativo para
o gerente de
serviços e para a
agência;
Onde serão
feitas?
9
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Conscientizar
todas as agências
via ofício, quanto
à procedência
correta do
Regulamento
Interno — que
versa sobre a
solicitação,
movimentação e
encerramento de
OS’s — das
agências
subsidiadas para o
Centro Logístico.
Notificar as
agências que,
mesmo após estar
ciente da situação,
ainda persistirem
em não concluir a
OS no sistema
após a conclusão
do serviço
14,15 e
18/06/12
18/06/12
Gerente do Setor
de Manutenção
Estagiário
responsável pelo
acompanhamento e
gerente de grupo,
gerente de setor ou
até mesmo geral;
Posto de
trabalho do
estagiário;
Reiterar a
importância da
conclusão da
OS por parte
da agência,
bem como
lembrar que
esta ação esta
prevista em
Regulamento
interno.
Enviar um ofício
assinado pelo
Gerente de setor
ou de grupo,
contendo
informações
sobre o
Regulamento
interno,
problema e
ganhos visíveis
com a eliminação
do problema (2
estados por dia).
Posto de
trabalho do
estagiário;
Deixar claro
que a agência
não está de
acordo com o
Regulamento
Interno,
estando esta
passível de
punições;
Notificação
redigida pelo
estagiário
responsável pelo
acompanhamento
e assinado pelo
gerente de grupo,
gerente de setor
ou até mesmo
geral;
Fonte: Autores (2013).
4.4.1 Período de aplicação do plano de ação.
O plano de ação desenvolvido possui a duração mínima de uma semana e um dia, levando-se
em consideração o fato de que não será aplicada nenhuma notificação. Mas, caso seja
necessário aplicar aquele, o plano de ação poderá se estender em até um mês, pois é
importante que agência passe por um período de adaptação e incorpore a atitude de encerrar a
OS.
5. Considerações Finais
Neste trabalho aplicou-se o Método de Solução e Análise de Problemas (MASP), a partir da
utilização do ciclo PDCA, onde se utilizou a fase P (PLAN) do ciclo para tratar de um
problema de desempenho do setor de manutenção no centro de logística de um banco
nacional.
A partir da aplicação de ferramentas da qualidade verificou-se que esse problema estava
relacionado principalmente ao problema da pendência das Ordens de Serviço no sistema
devido a não conclusão do processo de baixa por parte da agência. Também foram utilizadas
as ferramentas da qualidade para analisar o problema relacionado às Ordens de Serviço e
procurar suas principais causas.
10
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Constatando-se as causas, percebeu-se que essas estavam atreladas ao não comprometimento
de funcionários e a falta de integração no envio de informações relacionados ao volume de
trabalho, que ocasionavam na não conclusão da Ordens de Serviço e acabavam por afetar o
desempenho no setor.
Então, a metodologia MASP permitiu a aplicação de um plano de ação propondo ações com o
objetivo de bloquear as causas principais do problema.
Logo, foi possível a partir da utilização do MASP com o ciclo PDCA, mostrar a
aplicabilidade das ferramentas da qualidade em problemas reais.
Referências
CAMPOS, V. FALCONI, TQC – Controle da Qualidade Total (no estilo japonês), Fundação Cristiano
Otoni/Escola de Engenharia da Universidade Federal de Minas Gerais. Belo Horizonte. 1992.
CAMPOS, V. FALCONI. Gerenciamento da Rotina do Trabalho do Dia a Dia. 6ª ed., Belo Horizonte, Editora
de Desenvolvimento Gerencial, 1994.
CROSBY, Philip B. . Qualidade é investimento. Rio de Janeiro: José Olympio, 1992.
GARVIN, D. A. Gerenciando a qualidade: a visão estratégica e competitiva. Rio de Janeiro, Qualitymark, 1992.
ISHIKAWA, K.. Controle de Qualidade Total: à maneira japonesa. Editora Campos, Rio de Janeiro, 1993.
JURAN, J. M. Planejamento para a qualidade. 3. ed. São Paulo: Pioneira, 1995.
PALADINI, E.P.. Avaliação Estratégica da Qualidade. São Paulo: Editora Atlas, 2002.
RAI - Revista de Administração e Inovação, São Paulo, v. 2, n. 2, p. 110-126, 2005.
SEBRAE. Manual de Ferramentas da Qualidade. 2005
SHIOZAWA, R. S. C. Qualidade no atendimento e tecnologia de informação. São Paulo: Atlas, 1993:58.
SLACK N, Chambers S, Johnston R. Administração da produção. São Paulo, Atlas, 2002;
SLACK, Nigel et al. Administração da produção. São Paulo: Atlas, 1996.
TOTAL QUALIDADE.
Análise de causas – cinco porquês! Por que não seis? Disponível em:
<www.totalqualidade.com.br>. Acesso em 25 mai. 2011.
WERKEMA, Maria Cristina Catarino. Ferramentas Estatísticas Básicas para o Gerenciamento de Processos.
Série Ferramentas da Qualidade, v. 2. Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da
UFMG, 1995.
11
")