Fundamentos de Materiais Poliméricos II
AULA 6
MOLDAGEM A SOPRO
Introdução ao Processo de Moldagem a Sopro
A moldagem a sopro é utilizada principalmente para a produção de artigos
ocos como garrafas, embalagens e brinquedos.
O processo envolve a formação de um parison ou tubo fundido, o parison é
posicionado entre as duas metades do molde e é soprado ar dentro dele, fazendo
com que o parison tome a forma do molde, o polímero se solidifica rapidamente
após contactar o molde frio, e o artigo acabado é expelido. Os dois processos
básicos para a produção do parison são via extrusão e via injeção e embora
existam variações e, diferenças entre eles quanto à maneira de produzir o parison,
as etapas do processo permanecem as mesmas:
1 – Fusão do material;
2 – Conformação do parison;
3 – Fechamento do parison nas extremidades, exceto na entrada de ar;
4 – Expansão do parison dentro do molde;
5 – Resfriamento da parte moldada;
6 – Retirada do artigo.
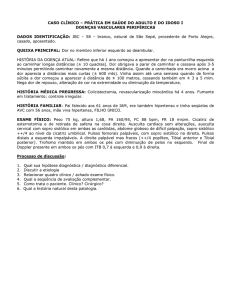
Moldagem a sopro via extrusão: Neste tipo de processo o parison é
formado sem suporte e temos duas subdivisões, ou seja, contínuo e intermitente.
O primeiro é empregado para peças com menos de 5 litros, enquanto que o
segundo propicia um melhor controle de espessura e é utilizado para peças
maiores.
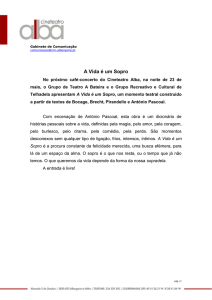
Os processos de moldagem a sopro via extrusão contínuo e intermitente
são ilustrados nas Figuras 1 e 2.
1
Fundamentos de Materiais Poliméricos II
Figura 1 – Processo de moldagem a sopro via extrusão contínuo.
Figura 2 – Processos de moldagem a sopro via extrusão intermitente.
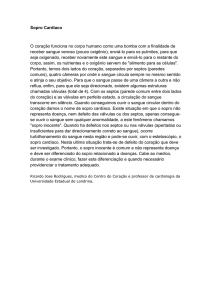
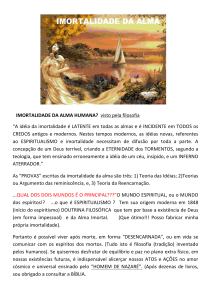
Moldagem a sopro via injeção: O processo de injeção utiliza parison
suportado em um núcleo metálico. O processo de injeção produz uma pré-forma
que é então transferida para o molde de sopro. Seguem-se então as etapas de
sopro, resfriamento e extração do artigo. O processo é ilustrado na Figura 3.
2
Fundamentos de Materiais Poliméricos II
Figura 3 – Sistema de moldagem a sopro via injeção.
Principais vantagens do processo por injeção
- Não são necessárias operações secundárias;
- O controle dimensional do gargalo e da espessura da parede é melhor do
que nos parisons produzidos via extrusão;
- Não existem marcas a serem cortadas ou aparadas no fundo da garrafa
(perdas no esmagamento).
Principais desvantagens do processo por injeção
- Produção limitada a peças pequenas e médias;
- Custo do molde de injeção.
As propriedades viscoelásticas do fundido são de grande importância na
moldagem a sopro, principalmente no processo de moldagem a sopro via
extrusão.
Os perfis de pressão e padrões de fluxo em uma extrusora e na matriz são
governados pelas propriedades viscosas e pela forma dos canais de fluxo. No
3
Fundamentos de Materiais Poliméricos II
intervalo de tempo entre quando o fundido deixa a matriz e quando ele toca as
paredes frias do molde, ele muda sua forma em resposta viscoelástica a diferentes
estímulos tais como:
- Orientação molecular gerada pelo fluxo do fundido na matriz;
- Força gravitacional;
- Pressão de sopro.
A resina ideal para moldagem a sopro deve ser estável ao calor e possuir
boa resistência do fundido. A estabilidade ao calor é necessária para minimizar a
degradação do polímero durante o processamento. A resistência do fundido é
necessária para evitar que o parison se estire e afine, gerando uma espessura
desuniforme no artigo produzido.
Fluxo na matriz
Métodos aproximados foram propostos para modelar os importantes
aspectos de fluxo em uma matriz de moldagem a sopro. Foi encontrado que o
cálculo das forças principais e do perfil de velocidades requer apenas um
conhecimento das propriedades viscosas do fundido, ou seja, a dependência da
viscosidade com a taxa de cisalhamento e a temperatura.
O inchamento do extrudado é uma das manifestações do fluxo que pode
ocorrer na matriz. Outros efeitos que podem ser observados incluem linhas de
soldagem, modificações por cisalhamento e distorção do extrudado. Se o molde
apresenta “spider legs” para manter o mandril no lugar, linhas de solda irão se
formar à medida que o fundido escoa em torno dos suportes. O movimento das
moléculas para unir as linhas de solda e voltar a ser um fundido homogêneo
ocorre de maneira bastante lenta. Dessa forma, o processo deve ser muito bem
controlado para evitar a formação de linhas de solda e fragilização da peça
produzida.
Os efeitos da modificação por cisalhamento é mais pronunciado em
poliolefinas de alto peso molecular e com alta ramificação e em blendas. De uma
maneira geral, o cisalhamento a altas taxas alteram a estrutura do fundido,
4
Fundamentos de Materiais Poliméricos II
diminuindo a resistência das interações entre as moléculas (desmaranhamento).
Este efeito é reversível, mas depende das condições para que o parison recupere
o seu estado inicial não cisalhado.
O fundido deixando a matriz de sopro pode apresentar os efeitos de “pele
de cação” e “fratura do fundido”, que podem afetar o acabamento superficial do
artigo moldado. Diversas medidas podem ser tomadas para eliminar estes
fenômenos tais como aumento de temperatura e redução da taxa de extrusão.
A secção transversal de um extrudado, suas dimensões e aparência são
governados por vários fatores além das dimensões da abertura da matriz. Uma
complicação adicional é que assim que o fundido deixa a matriz para formar o
parison, este fica sujeito às forças gravitacionais, o que pode levar a deformação
ou escoamento. Isso tende a fazer com que o parison fique menos espesso na
parte superior em comparação com a parte inferior.
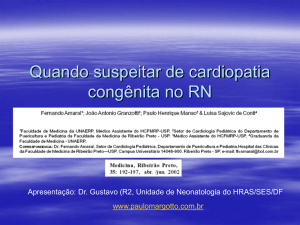
Inchamento do parison
A deformação do fundido que ocorre na matriz gera orientação molecular,
que se manifesta na saída da matriz como inchamento do extrudado. O fluxo na
entrada da matriz, onde as linhas de fluxo são convergentes, envolve um alto
estiramento na direção de fluxo. Isso causa um alto grau de orientação molecular
que, dependendo das condições de projeto da matriz e do processo, pode causar
um alto grau de inchamento. Uma das maneiras de reduzir o inchamento é permitir
que o fundido relaxe as tensões nele geradas dentro da própria matriz. O uso de
uma matriz longa para permitir que os efeitos de entrada sejam minimizados pode,
entretanto, impor cisalhamento no fundido e gerar alguma orientação axial que
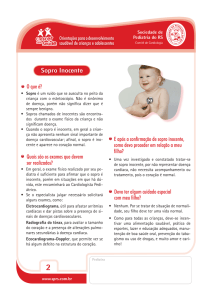
contribuirá para o inchamento. A Figura 4 mostra a formação de um parison e o
fenômeno de inchamento do extrudado.
5
Fundamentos de Materiais Poliméricos II
Figura 4 – Representação de um parison com o fenômeno de inchamento.
O inchamento é uma manifestação de viscoelasticidade do material e,
portanto é um fenômeno dependente do tempo. Uma parte do inchamento ocorre
imediatamente após a saída da matriz enquanto que o restante leva algum tempo
para ocorrer. A qualidade e o custo de um artigo produzido por moldagem a sopro
dependem bastante das razões de inchamento do parison.
Com a diminuição da temperatura o inchamento aumenta e o fenômeno
ocorre de maneira mais lenta. O inchamento aumenta com o aumento da taxa de
fluxo devido ao aumento da orientação molecular na matriz. O inchamento varia
de um polímero para outro e é fortemente afetado pela distribuição do peso
molecular do polímero e pelo grau de ramificação. A forma do canal da matriz tem
bastante influência no inchamento do parison, uma vez que o inchamento é um
processo de recuperação elástica resultante da orientação molecular na matriz.
Escoamento do parison
O escoamento do parison pode causar uma grande variação em espessura
e diâmetro ao longo do parison e, em um caso extremo pode causar a ruptura do
parison. Para um fluido newtoniano o escoamento do parison poderia ser
controlado apenas pelo uso de um material com viscosidade suficientemente alta.
No entanto, polímeros fundidos são materiais viscoelásticos e a resistência ao
escoamento não pode sempre ser correlacionada com a viscosidade. Várias
propostas foram feitas sobre qual propriedade viscoelástica governa o
6
Fundamentos de Materiais Poliméricos II
escoamento do parison. Entre estas propriedades foram sugeridas a compliância
em escoamento linear que é calculada a partir do módulo de relaxação de tensão,
e também a função de aumento da tensão extencional. No entanto, ainda não
dispomos de métodos confiáveis para predizer o escoamento de parison baseados
em propriedades reológicas bem definidas. Neste caso, técnicas empíricas para
avaliar a tendência de escoamento do parison são utilizadas.
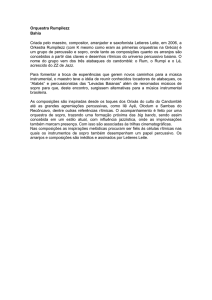
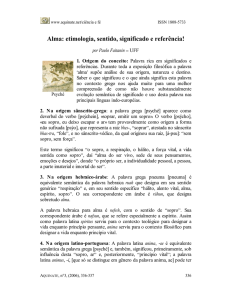
Quando combinamos os efeitos de inchamento e escoamento do parison, a
situação fica muito complexa do ponto de vista reológico. A Figura 5 mostra o
comportamento do comprimento do parison em função do tempo para vários
casos.
Figura 5 – Comprimento do parison em função do tempo para várias
situações.
Sopro do parison
O comportamento do parison durante o processo de sopro é uma
manifestação de suas propriedades reológicas de fluxo extensional. Foi observado
que o parison não infla de maneira uniforme e tende a alargar no centro,
especialmente no caso do PET. Ruptura do parison pode ocorrer se a razão entre
o diâmetro do molde e o diâmetro do parison for muito elevada (razão de sopro).
Existem evidencias de que o comportamento de uma resina no processo de sopro
do parison, pode ser relacionado com seu comportamento em testes de extensão
7
Fundamentos de Materiais Poliméricos II
uniaxial. Materiais que apresentam endurecimento por deformação apresentam
facilidade em inflar com baixa possibilidade de ocorrer ruptura do parison, mesmo
quando a razão de sopro e a pressão são elevadas. Materiais que apresentam
amolecimento por deformação, por outro lado, implica em processo de sopro
instável e possibilidade de ruptura do parison.
8
Fundamentos de Materiais Poliméricos II
Garrafas para leite
Garrafas com alta aparência
9
Fundamentos de Materiais Poliméricos II
10
Fundamentos de Materiais Poliméricos II
MOLDAGEM POR INJEÇÃO - SOPRO
11
Fundamentos de Materiais Poliméricos II
12
Fundamentos de Materiais Poliméricos II
13
Fundamentos de Materiais Poliméricos II
14
Fundamentos de Materiais Poliméricos II
15