UNIVERSIDADE DO EXTREMO SUL CATARINENSE - UNESC
CURSO DE TECNOLOGIA EM CERÂMICA
BRUNO DE FREITAS GAI
ESMALTAÇÃO INORGÂNICA EM LÂMINAS DE AÇO
CRICIÚMA, JUNHO DE 2009
BRUNO DE FREITAS GAI
ESMALTAÇÃO INORGÂNICA EM LÂMINAS DE AÇO
Trabalho de Conclusão de Curso, apresentado
para obtenção do grau de Tecnólogo em
Cerâmica no curso de Tecnologia em Cerâmica
da Universidade do Extremo Sul Catarinense,
UNESC.
Orientador: Prof. Esp. Gilson Menegali
CRICIÚMA, JUNHO DE 2009
2
BRUNO DE FREITAS GAI
ESMALTAÇÃO INORGÂNICA EM LÂMINAS DE AÇO
Trabalho de Conclusão de Curso aprovado pela
Banca Examinadora para obtenção do Grau de
Tecnólogo em Cerâmica, no Curso de
Tecnologia em Cerâmica da Universidade do
Extremo Sul Catarinense, UNESC.
Criciúma, 01 de junho de 2009
BANCA EXAMINADORA
Prof. Gilson Menegali, Esp. – (UNESC) – Orientador
Prof. Oscar Rubem Klegues Montedo, Dr. Eng. – (UNESC)
Prof. Márcio Roberto Rocha, Dr. Eng. – (UNESC)
3
À minha família que mesmo distante sempre
esteve presente em todos os meus passos.
4
AGRADECIMENTOS
Grande é a minha lista de agradecimentos (o que me torna uma pessoa de
sorte). Primeiramente, obrigado a minha família, imensa e solidária.
Aos meus colegas de trabalho: Célia Fernandes de Brito, Fábio Coral, Bianca
Bianco, Reginaldo Dias, Roberto Gaspar, Luciano Brustolim, Ciro Alves, Denilson
Dias, Luciano Jacinto, Nair Aparecida Ramos e Adriano Carminati sem os quais eu
não teria obtido êxito necessário em minhas pesquisas.
Aos meus colegas de turma, em especial: Luciana Fontana, Cristhian Bez
Fontana, Josilaine Joaquim e Jaqueline Botega sempre amigos, compreensivos,
aplicados e companheiros.
Reitero aqui minhas palavras, sendo este um trabalho individual e muitas
vezes solitário, de que não se pode empreendê-lo sem a ajuda dos que nos cercam
e querem bem, meu muito obrigado a todos.
5
“A combinação físico-química do metal com
o esmalte vítreo foi desenvolvida com tanta
perfeição que o produto obtido é chamado
de material compósito.”
PEMCO
6
RESUMO
A esmaltação inorgânica em lâminas de aço refere-se a um grande avanço
tecnológico na proteção e conservação deste metal. Desta maneira, implica na
utilização de técnicas e controles refinados ao longo do processo de manufatura de
esmaltes e artigos esmaltados. Apesar de ser um processo já aplicado em modelos
industriais desde o século XIX em países como Alemanha e Bélgica, a incidência no
Brasil ainda é relativamente prematura e carece de aprimoramentos. Por este
motivo, o presente trabalho descreve os métodos de aplicação usados pelo setor
esmaltador, bem como as especificações e controles das matérias-primas e
produtos acabados através de pesquisas bibliográficas e descritivas consultando
manuais, livros, publicações e entrevistando produtores e consumidores de esmaltes
reunindo conhecimentos técnicos e práticos fundamentais para a construção do
conhecimento.
Palavras-chave: Esmaltes. Esmaltação. Fritas. Moagem. Vidrados. Aço.
7
LISTA DE ILUSTRAÇÕES
Figura 1 - A família do ferro e do aço – do ponto de vista do esmaltador .........20
Figura 2 - Formatos favoráveis versus desfavoráveis 1 ......................................21
Figura 3 - Formatos favoráveis versus desfavoráveis 2 ......................................22
Figura 4 - Formatos favoráveis versus desfavoráveis 3 ......................................23
Figura 5 - Vista microscópica da interface aço/esmalte ......................................24
Figura 6 - Superfície do aço depois de desengraxada.........................................25
Figura 7 - Família dos principais tipos de esmaltes.............................................28
Figura 8 - Secção transversal de um fundente típico (200:1) ..............................30
Figura 9 - Estrutura de bolhas – Esmalte fundente..............................................30
Figura 10 - Forno rotativo .......................................................................................32
Figura 11 - Forno contínuo .....................................................................................32
Figura 12 - Movimento de bolas em diferentes velocidades ...............................42
Figura 13 - Distribuição de tamanhos de partículas.............................................42
Figura 14 - Design típico de equipamentos para moagem ..................................43
Figura 15 - Partículas do esmaltes em suspensão...............................................49
Figura 16 - Teste BAYER de tamanho de partícula ..............................................52
Figura 17 - Teste de densidade - picnômetro .......................................................53
Figura 18 - Teste de peso de aplicação .................................................................54
Figura 19 - Teste de viscosidade ...........................................................................55
Figura 20 - Teste de fluidez ....................................................................................56
Figura 21 - Teste de impacto ..................................................................................57
Figura 22 - Teste de resistência da superfície ......................................................57
Figura 23 - Pistola para aplicação em spray .........................................................59
Figura 24 - Cabine para aplicação manual............................................................61
Figura 25 - Aplicação automática de spray...........................................................61
Figura 26 - Trajetória da aplicação eletrostática ..................................................63
Figura 27 - Densidade em relação ao clima e a trajetória de esmaltes
eletrostáticos .....................................................................................................64
Figura 28 - Equipamento automático para esmaltação de panelas ....................66
Figura 29 - Vista esquemática de aplicação eletroforética ..................................67
Figura 30 - Aplicação de pó eletrostático..............................................................70
8
Figura 31 - Interação entre o fundente e a cobertura em diferentes técnicas de
aplicação ............................................................................................................71
Figura 32 - Boa/má formação de estrutura de bolhas em 2C/1Q ........................73
Figura 33 - Circulação de ar em secadores tipo "U" com 2 linhas .....................75
Figura 34 - Forno a rolo para panelas de alumínio...............................................81
Figura 35 - Consumo de energia em diferentes tipos de fornos.........................82
Figura 36 - Forno contínuo tipo "U" a gás ............................................................82
Figura 37 - Curva de queima em fornos contínuos ..............................................83
Figura 38 - Mediação de escorrimento (antes e depois da queima) ...................84
Figura 39 - Fusão da partícula do esmalte ............................................................85
Figura 40 - Relação da elongação do metal durante a queima do esmalte........85
Figura 41 - Curva de tensão medida com o método Pöshmann .........................86
Figura 42 - Teste de resistência ao choque térmico ............................................87
Figura 43 - Medida de camada - espessura...........................................................88
Figura 44 - Teste de aderência ...............................................................................89
Figura 45 - Pistola de impacto especificada pela ISO 4532 .................................89
Figura 46 - Módulo de elasticidade dinâmica em função da temperatura..........90
Figura 47 - Teste de abrasão segundo ISO 6370-1...............................................91
Figura 48 - Teste de porosidade com alta voltagem ............................................92
Figura 49 - Classificação da resistência ácida de acordo com a EN 14483-1 ....93
Figura 50 - Teste para caracterização de propriedades pirolíticas.....................94
Figura 51 - a-c: defeitos causados pelo metal base; d-e: defeitos no fundente; fg: defeitos em brancos diretos; h: defeito em coberturas ............................98
Figura 52 - a-c: defeitos em coberturas; d-e: defeitos em aplicação 2C/1Q; f-h:
defeitos em aplicação de pó eletrostático úmido...........................................99
9
LISTA DE TABELAS
Tabela 1 - Propriedades de acabamentos de superfície ......................................18
Tabela 2 - Pré-Tratamento Típico para o Processo de Esmaltação ....................26
Tabela 3 - Concentração máxima de elementos em efluentes ............................27
Tabela 4 - Reações durante a fusão de esmaltes sobre o aço ............................29
Tabela 5 - Quartzos tipicamente usados em esmaltes vítreos ............................37
Tabela 6 - Cátions corantes....................................................................................39
Tabela 7 - Compatibilidade de pigmentos e tipos de esmaltes...........................39
Tabela 8 - Especificação americana de água para esmaltação...........................40
Tabela 9 - Escala de distintos tipos de balanças .................................................44
Tabela 10 - Formulação de fundentes ...................................................................44
Tabela 11 - Formulação de fundentes coloridos ..................................................45
Tabela 12 - Formulação de fundentes para 2C/1Q................................................45
Tabela 13 - Formulação de diretos com resistência química ..............................46
Tabela 14 - Formulação de brancos de titânios super opacos ...........................46
Tabela 15 - Formulação de coberturas coloridas .................................................47
Tabela 16 - Efeito de diferentes tipos de argilas ..................................................51
Tabela 17 - Grau de Moagem..................................................................................52
Tabela 18 - Densidade aproximada por tipo de esmalte ......................................53
Tabela 19 - Parâmetros em diferentes pistolas de pó eletrostáticos..................59
Tabela 20 - Características de diferentes tipos de sistemas de spray ...............62
Tabela 21 - Formulação para aplicação eletrostática úmida (ESTA) ..................63
Tabela 22 - Parâmetros de aplicação com disco de alta rotação........................64
Tabela 23 - Formulação de esmaltes para aplicação eletroforética (EPE) .........68
Tabela 24 - Características do pó eletrostático (POESTA) ..................................69
Tabela 25 - Características da aplicação 2C/1Q ...................................................72
Tabela 26 - Variações em processos de aplicação 2C/1Q ...................................73
Tabela 27 - Reações durante a queima de fundentes ..........................................77
Tabela 28 - Temperatura de queima para diferentes aplicações.........................78
Tabela 29 - Defeitos resultantes de espessuras de esmalte irregulares ............97
10
LISTA DE ABREVIATURAS E SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
ASTM – American Society for Testing and Materials
BAYER – Conglomerado farmacêutico alemão
CIE – Commission International de l’Eclairage
DIN – Instituto de Normatização Alemão
DWE – Esmaltes brancos diretos
EPE – Aplicação eletroforética de esmaltes
EN – European Standardization Organisations
ESTA – Aplicação eletrostática a úmido
ISO – International Organization of Standardization
NF – French Standard
POESTA – Aplicação eletrostática a seco
2C/1Q – Aplicação de esmaltes em duas camadas e uma queima
2C/2Q – Aplicação de esmaltes em duas camadas e duas queimas
11
SUMARIO
1 INTRODUÇÃO .......................................................................................................14
1.1 Objetivos ............................................................................................................15
1.1.1 Objetivo Geral.................................................................................................15
1.1.2 Objetivos Específicos ....................................................................................15
1.2 Justificativa e importância do estudo .............................................................15
1.4 Apresentação da empresa................................................................................16
1.5 Metodologia da pesquisa..................................................................................16
2 Terminologias .......................................................................................................18
2.1 Vantagens do esmalte vítreo............................................................................19
2.2 Produtos acabados ...........................................................................................19
2.3 Lâminas de aço..................................................................................................19
3 Pré-tratamento de lâminas de aço ......................................................................23
4 Principais tipos de esmaltes ...............................................................................27
4.1 Aderência ...........................................................................................................28
4.2 Esmaltes de cobertura e brancos diretos .......................................................31
5 Manufatura de esmaltes.......................................................................................31
6 Adições de moagem.............................................................................................33
6.1 Argilas e substâncias similares .......................................................................34
6.2 Agentes de “setting”.........................................................................................35
6.3 Adições refratárias ............................................................................................36
6.4 Opacificantes.....................................................................................................38
6.5 Óxidos corantes (pigmentos)...........................................................................38
6.6 Água ...................................................................................................................40
7 Moagem de esmaltes ...........................................................................................40
7.1 Propriedades e testes de comportamento reológico .....................................48
7.2 Grau de moagem ...............................................................................................51
7.3 Densidade ..........................................................................................................52
7.4 Comportamento reológico................................................................................53
7.5 Teste de imersão ...............................................................................................54
7.6 Teste de imersão de placa calibrada ...............................................................54
7.7 Viscosímetro rotativo........................................................................................54
12
8 Propriedades e testes de pó eletrostático .........................................................55
8.1 Grau de moagem ...............................................................................................55
8.2 Fluidez ................................................................................................................56
8.3 Adesão ...............................................................................................................56
8.4 Resistência elétrica superficial ........................................................................57
9 Aplicação de esmaltes .........................................................................................58
9.1 Spray ..................................................................................................................58
9.2 Pó eletrostático úmido (ESTA).........................................................................61
9.3 Disco de alta rotação eletrostático ..................................................................64
9.4 Imersão...............................................................................................................65
9.5 Flow coating ......................................................................................................66
9.6 Eletroforética (EPE)...........................................................................................67
9.7 Pó eletrostático seco (POESTA) ......................................................................68
10 Processo de aplicação 2C/1Q ...........................................................................71
11 Secagem..............................................................................................................73
12 Queima ................................................................................................................76
13 Propriedades e testes de esmaltes aplicados .................................................83
13.1 Propriedades térmicas....................................................................................84
13.1.1 Fluidez ...........................................................................................................84
13.1.2 Expansão térmica e transição vítrea ..........................................................85
13.1.3 Resistência ao calor.....................................................................................86
13.1.4 Resistência ao choque térmico...................................................................87
13.2 Características mecânicas .............................................................................87
13.2.1 Espessura de camada..................................................................................88
13.2.2 Aderência ......................................................................................................88
13.2.3 Impacto..........................................................................................................89
13.2.4 Elasticidade ..................................................................................................90
13.2.5 Abrasão .........................................................................................................90
13.2.6 Porosidade....................................................................................................91
13.3 Propriedades ópticas......................................................................................92
13.4 Propriedades químicas ...................................................................................92
13.4.1 Resistência a ácidos frios ...........................................................................92
13.4.2 Resistência a solução de soda cáustica quente........................................93
13.4.3 Resistência a solução de detergente quente.............................................93
13
13.4.4 Resistência a água fervente e água em vapor ...........................................94
13.5 Outros testes padronizados ...........................................................................94
14 Defeitos ...............................................................................................................94
15 Esmaltação de esmaltes vítreos na indústria brasileira ...............................100
REFERÊNCIAS.......................................................................................................102
ANEXO – Especificações de matérias-primas para moagem............................105
14
1 INTRODUÇÃO
A história dos esmaltes vítreos para metais inicia em períodos anteriores a
Cristo onde muitas vezes eram aplicados em metais nobres tais como ouro e prata.
Hoje, são usados em muitos tipos de produtos como panelas, fogões, aquecedores,
refrigeradores, lavadoras de roupas e banheiras. Também, são usados para fins
especializados como trocadores de calor e equipamentos de produção de alimentos.
A principal mudança instrumental entre a produção artística e a comercial foi no
século XIX com a aplicação de esmaltes vítreos em lâminas de aço para a
fabricação de utensílios de cozinha. Rapidamente foram efetuados progressos
durante o século XX para estender a aplicação de esmaltes em uma variedade maior
de produtos, utilizando um metal ferroso base mais econômico (PEI 101, 1995).
Esmaltes vítreos para lâminas de aço são acabamentos inorgânicos que
interagem com o metal durante a fusão em temperaturas entre 550 a 950ºC e
fornecem ao metal resistência térmica e inibição a oxidação (PEI 101, 1995).
Os esmaltes vítreos devem ser aplicados em metais como aço de baixo
carbono, ferro fundido, alumínio, cobre e aço inoxidável. Como a vasta maioria das
indústrias utiliza lâminas de aço de baixo carbono como metal base, o presente
trabalho tratará somente de esmaltes vítreos para este fim (PEMCO, 2008).
As principais questões que norteiam esta pesquisa foram delinear os
aspectos físicos e químicos das matérias-primas e as características requeridas por
cada modelo de aplicação utilizado pelas indústrias, a fim de definir uma
metodologia para a esmaltação inorgânica em lâminas de aço e para os processos
afins.
15
1.1 Objetivos
De maneira a alcançar os resultados esperados, esta pesquisa será orientada
pelos objetivos descritos nos próximos subitens.
1.1.1 Objetivo Geral
Esta pesquisa teve como objetivo geral descrever os métodos de aplicação
para a esmaltação inorgânica de lâminas de aço.
1.1.2 Objetivos Específicos
- Compreender as características requeridas pelos processos utilizados na
indústria de esmaltação de lâminas de aço para a aplicação de esmaltes vítreos.
- Definir as especificações de matérias-primas necessárias para a formulação
de esmaltes vítreos para lâminas de aço e compreender melhor os vários aspectos
afins.
- Descrever os processos de fabricação de esmaltes vítreos para lâminas de
aço e os procedimentos de controle e aprovação.
1.2 Justificativa e importância do estudo
Dentre as mais diversas técnicas utilizadas para recobrimento de lâminas de
aço visando estética e durabilidade, a esmaltação feita com vidrados é a mais nobre
e a que traz consigo maior valor agregado.
O setor esmaltador brasileiro conta com várias empresas de grande porte
como MABE (Dako), Esmaltec, Atlas, BSH Continental, Electrolux e Whirlpool,
fabricando juntas mais de 5 mil unidades por dia de fogões e outros
eletrodomésticos esmaltados, o que é traduzido em cerca de 550 toneladas de
esmaltes por mês. Este mercado chega a movimentar anualmente R$ 36.000.000,00
(PEMCO, 2008).
No entanto, as instituições de ensino ou mesmo as literaturas de apoio à área
técnica brasileira de esmaltação são carentes, enquanto a Europa conta com um
instituto de estudo do Porcelain Enamel o PEI (Porcelain Enamel Institute).
16
Assim, o presente trabalho visa trazer à língua portuguesa e à realidade
brasileira maiores detalhes sobre a tecnologia de esmaltação inorgânica em lâminas
de aço se utilizando da descrição dos métodos de aplicação de esmaltes e
processos relacionados.
1.4 Apresentação da empresa
A PEMCO Emelier do Brasil Ltda. é uma empresa produtora de esmaltes
vítreos para lâminas de aço e vidros, situada em Criciúma, Santa Catarina. Faz parte
do Grupo PEMCO, que está presente em 5 países, sendo que sua matriz foi fundada
na Bélgica há quase 100 anos.
Estruturada há 12 anos, conta com grande participação na indústria produtora
de eletrodomésticos e decoração de vidros.
1.5 Metodologia da pesquisa
Para alcançar os objetivos deste trabalho, foram realizadas pesquisas de
natureza quantitativa, visando à obtenção e coleta de dados de caráter objetivos. A
principal finalidade de tais pesquisas foi investigar as relações causais existentes
entre as matérias-primas utilizadas na formulação de esmaltes vítreos para
esmaltação inorgânica em lâminas de aço de baixo conteúdo de carbono, para
posterior descrição dos distintos métodos de aplicação de esmaltes.
Os procedimentos técnicos descritos neste trabalho são pautados em
pesquisas bibliográficas e documentais, através de literatura direcionada à indústria
e ao emprego, livros, artigos e consulta de sites sobre esmaltes vítreos, bem como
através de visitas realizadas aos clientes da empresa em questão.
Pesquisas bibliográficas abrangem a leitura, análise e interpretação de livros,
periódicos, textos legais, documentos mimeografados ou xerocopiados, mapas,
fotos, manuscritos etc. Todo material recolhido e submetido a uma triagem, a partir
da qual é possível estabelecer um plano de leitura atenta e sistemática, que se faz
acompanhar de anotações e fichamentos que, eventualmente, servem de
fundamentação teórica do estudo (SEVERINO, 2007).
O tipo de pesquisa que se classifica como descritiva, tem por premissa buscar
a resolução de problemas, melhorando as práticas por meio da observação, análise
17
e descrições objetivas, através de entrevistas com peritos para a padronização de
técnicas e validação de conteúdo (THOMAS; NELSON; SILVERMAN, 2007).
18
2 Terminologias
A terminologia dos esmaltes vítreos manufaturados e o seu processamento
industrial atualmente é um pouco confusa. O termo esmaltação é ambíguo e pode
ser usado para o processo de esmaltação, a cobertura já queimada de esmalte ou o
produto acabado, incluindo vernizes e outros produtos/processos similares (ver
tabela 1). A correta definição deve distinguir claramente o metal base do material
fundido ou frita vítrea solidificada e o material fundido sobre a superfície do metal
base:
Esmalte é um composto vítreo solidificado inteiramente inorgânico formado
principalmente de óxidos. De acordo com a EN 1900, esmalte é uma substância
resultante da fusão ou sinterização de constituintes inorgânicos e desenvolvidos
para formar uma camada superficial fundida ou capaz de ser fundida, em uma ou
mais camadas e sua temperatura de queima é superior a 500°C (este definição
também compreende os vidrados cerâmicos). A esmaltação é o processo de
manufatura do artigo esmaltado.
Acabamento esmaltado é o composto que compreende o esmalte vítreo e o
metal base desenvolvido, quando o esmalte é fundido sobre e através do metal em
uma ou mais camadas.
A norma citada acima define o esmalte, diferindo da pintura ou plástico, como
uma superfície de proteção dos metais. Certamente, não há dúvida de que a
esmaltação é somente um dos vários métodos de proteção de superfície; no entanto,
sua produção é especial pela resistência à abrasão, resistência química e tempo de
processamento como o descrito na tabela abaixo (PEMCO Brugge BVBA, 2008).
Tabela 1 - Propriedades de acabamentos de superfície
Esmalte
Verniz
Resina de
Esmalte
para
Industrial
Silicone
para Aço
Alumínio
Temperatura de Processamento
160°C
220°C
550°C
820°C
Tempo de Processamento
60 min.
30 min.
7 min.
5 min.
Dependência de Formato
AA
A
A-B
C
Resistência ao Calor
140°C
200°C
350-400°C 450-550°C
Resistência à Abrasão
D
B
A
AA
Resistência ao impacto
AA
A
B
BC
Resistência Química
A-B
A-B
A
AA
Legenda: A = Ótima; B = Boa; C = Regular e D = Ruim.
Fonte: adaptado de PEMCO Brugge BVBA, 2008
Esmalte
Cerâmico
1050°C
20-30 min.
A
600ºC
AA
C
AA
19
2.1 Vantagens do esmalte vítreo
A aplicação de esmaltes vítreos como cobertura de artigos de metal feita em
aço, ferro fundido e alumínio oferecem uma indispensável proteção contra a
corrosão de ácidos e álcalis. É somente afetado lentamente por ácidos fortes,
soluções alcalinas quentes e fluoreto de hidrogênio. Entretanto, artigos esmaltados
oferecem um grande valor funcional como: superfície sem poros, dureza, higiene,
limpabilidade, não toxidade, inibição de bactérias, aparência, durabilidade, coloração
estável e versatilidade (PEMCO Brugge BVBA, 2008).
2.2 Produtos acabados
A aplicação geralmente solicita condições extremas à proteção superficial
dada pelos esmaltes. São exemplos de artigos de uso diário expostos a severas
condições, utensílios para cozinha, trocadores de calor, máquinas de lavar e secar,
lavadoras de louça, mobília, banheiras, pias, etc (Porcelain Enamel, 1961).
2.3 Lâminas de aço
O ferro é o segundo metal mais abundante na terra e com certeza o mais
barato. Mesmo que o ferro puro tenha pouca utilização, suas diversas ligas somam
90% da produção mundial. A maior utilização deste metal são as ligas entre carbono
e ferro chamadas de aço (PEI 201, 1995).
O aço tem extrema importância por sua resistência e ductibilidade. Pode ser
moldado, dobrado, estampado e tratado termicamente para melhorar suas
características mecânicas (PEI 201, 1995).
No entanto, um dos maiores problemas do aço é a corrosão atmosférica.
Oportunamente, aos esmaltes vítreos podem ser aplicados sobre o aço promovendo
uma excelente barreira contra a oxidação nas mais adversas condições.
A esmaltação inorgânica requer lâminas de aço com baixo teor de carbono
uma vez que a sua liberação durante a queima causa defeitos desastrosos na
superfície. Os processos de descarburetação a quente obtém aço com cerca de
20
0,03% de carbono, enquanto os de redução a frio podem reduzir o carbono a valores
menores que 0,008%, o que é ideal para a esmaltação (PEI 201, 1995).
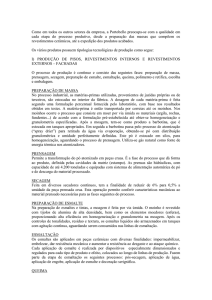
O aço de baixo deve conter quantidades de carbono inferiores a 1,7% como
podemos ver na figura 1. Para a produção de lâminas de aço, o conteúdo de
carbono não pode ser maior a 0,17% (em laminação a quente) e 0,08% (em
laminação a frio) (PEMCO Brugge BVBA, 2008).
Figura 1 - A família do ferro e do aço – do ponto de vista do esmaltador, Fonte: adaptação de PEMCO
Brugge BVBA, 2008
As lâminas de aço para esmaltação inorgânica diferem em muitos pontos das
utilizadas em outras aplicações: requisitos especiais concernem propriedades
mecânicas, composição química e, principalmente, a capacidade de desenvolver
aderência com a camada de imediata interação (PEMCO Brugge BVBA, 2008).
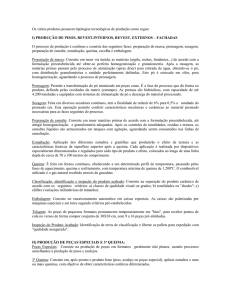
A forma do artigo esmaltado deve estar associado ao método de esmaltação
e de maneira a evitar defeitos ou não uniformidade de camada de esmalte. Pode-se
observar nas figuras 2, 3 e 4 como redesenhar alguns artigos para melhor
processamento.
21
Figura 2 - Formatos favoráveis versus desfavoráveis 1, Fonte: adaptação de PEMCO Brugge BVBA,
2008
22
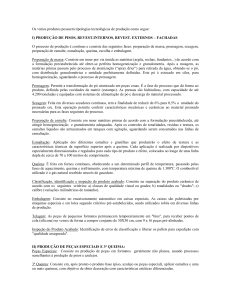
Figura 3 - Formatos favoráveis versus desfavoráveis 2, Fonte: adaptação de PEMCO Brugge BVBA,
2008
23
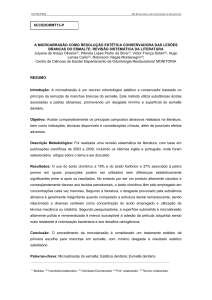
Figura 4 - Formatos favoráveis versus desfavoráveis 3, Fonte: adaptação de PEMCO Brugge BVBA,
2008
3 Pré-tratamento de lâminas de aço
A genuína esmaltação inorgânica em lâminas de aço tem similaridades com
sistemas de pintura ou coberturas de pó orgânico. No entanto, não podem ser
removidas mecanicamente do seu substrato metálico. A ligação esmalte-metal é
durável e não pode ser removida (ver figura 5). Esse é o resultado das reações
químicas ocorridas durante a queima que envolvem os ingredientes do esmalte e da
superfície do aço (MOORE, 1954).
24
Figura 5 - Vista microscópica da interface aço/esmalte, Fonte: adaptação de PEMCO Brugge BVBA,
2008
Para obter as reações esperadas nas devidas intensidades, é necessário
remover qualquer material indesejado da superfície do aço. Tais materiais
geralmente protegem a superfície da lâmina prevenindo a oxidação, contaminação
durante a fabricação e armazenamento ou lubrificante necessários para a
conformação de determinados produtos como banheiras e pias.
Estes materiais devem ser removidos completamente antes da esmaltação. O
pré-tratamento envolve basicamente desengraxe (ver figura 6), enxágüe e
passivado, sendo que o último é desnecessário se a lâmina for esmaltada
diretamente e não estocada (MOORE, 1954).
Partes oxidadas não podem ser removidas somente com as soluções
alcalinas utilizadas na operação de desengraxe. Sua remoção envolve um ciclo
adicional de tratamento ácido e novamente outro ciclo alcalino para a remoção de
óleos e lubrificantes que possam ter ficado na estrutura abaixo da oxidação.
A solução alcalina para o desengraxe é basicamente composta por: 50% de
silicato de sódio, 30% de soda cáustica, 10% de carbonato de sódio, 5% de fosfato
de sódio e 5% de surfactantes (MOORE, 1954).
25
Figura 6 - Superfície do aço depois de desengraxada, Fonte: PEMCO Brugge BVBA, 2008
A solução ácida usada para a remoção de oxidação sobre a lâmina de aço é
geralmente ácido sulfúrico (a 5-7%) e ácido hidroclorídrico (a 15-20%). Em alguns
casos específicos são usados ainda ácido fosfórico (a 15-20%) e ácido nítrico (a
5%).
A solução usada para enxágüe deve ter pH controlado entre 6,5 e 7,3. Os
cloretos e sulfatos não podem ser superiores a 50 mg por litro (PEMCO Brugge
BVBA, 2008).
Existem casos nos quais se deve acelerar a formação de uma forte adesão
entre o esmalte e a lâmina de aço. Assim, um processo de deposição de níquel (Ni)
é necessário, utilizando uma solução contendo cerca de 10 a 12 g por litro de sulfato
de níquel. Devido às complicações ambientais, o processo de deposição de níquel é
restrito às lâminas de aço utilizadas para a esmaltação de brancos diretos (esmaltes
brancos aplicados sem a necessidade de uma camada intermediária de fundentes)
(PEMCO Brugge BVBA, 2008).
Seqüências de pré-tratamento geralmente usadas para a esmaltação vítrea
são demonstradas na tabela 2.
26
Processo
Método
Desengraxe
Desengraxe
Desengraxe
Enxágüe
Enxágüe
Remoção de
Óxidos
(H2SO4)
Enxágüe
Enxágüe
Tabela 2 - Pré-Tratamento Típico para o Processo de Esmaltação
Esmaltação
POESTA
EPE
DWE
2C/1F
Convencional
(Diretos)
(Diretos)
Imersão
Spray
Imersão
Imersão
Spray
70-80°C, 4%
70-80°C, 4%
70-80°C, 4% 60-70°C, 2%
50-70°C, *
70-80°C, 4% 60-70°C, 2%
70-80°C, 3% 60-70°C, 1% 50-70°C, 5% 70-80°C, 3% 60-70°C, 1%
TA
TA
TA
TA
TA
TA
TA
TA
TA
TA
50-70°C, 57%
-
-
-
-
50-70°C, 57%
TA - pH 2-3
TA - pH 3-4
60-70°C, 34%
TA
TA
-
-
-
-
se necessário
-
-
60-80°C, 612%
-
se necessário
-
-
TA, pH 2-3
-
se necessário
-
-
30/70°C **
-
-
-
RT, pH 2
-
-
se necessário
se necessário
-
TA
TA
-
Neutralização 60-80°C, 0,5%
-
-
TA
TA
60-80°C,
0,5%
80-120°C
80°C depois
de EPE
Desengraxe
Enxágüe
Enxágüe
Remoção de
Óxidos
(H2SO4)
Enxágüe
Deposição de
Níquel
Ativação
(CuCl2
H3PO4)
Enxágüe
Enxágüe
Secagem
<100°C
TA - pH 2-3
TA - pH 3-4
60-70°C, 34%
TA
TA
-
<100°C
-
***
80-120°C
TA: Temperatura Ambiente
*
Desengraxe eletrolítico e/ou ultra-sônico pode ser usado para a redução do tempo do
processo
**
Baixa/alta temperatura para redução / alternando com deposições de Níquel
***
Neutralização é usada somente em partes que são imediatamente armazenadas
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Na tabela 3 podem verificar as concentrações máximas de metais nos
efluentes:
27
Tabela 3 - Concentração máxima de elementos em efluentes
Componente
Alemanha 1990
Holanda 1979
Alumínio
2,0 mg/l
Cádmio
0,2 mg/l
0,1 mg/l
Cloro - Total
0,5 mg/l
2,0 mg/l
Cromo VI
0,1 mg/l
Chumbo
0,5 mg/l
0,1 mg/l
Cobalto
1,0 mg/l
Flúor
50,0 mg/l
Ferro
3,0 mg/l
Cobre
0,5 mg/l
3,0 mg/l
Níquel
0,5 mg/l
3,0 mg/l
Nitrogênio*
5,0 mg/l
Enxofre
1,0 mg/l
1,0 mg/l
Zinco
2,0 mg/l
3,0 mg/l
DQO**
100,0 mg/l
* de nitrato
** demanda química de oxigênio
Fonte: adaptação de PEMCO Brugge BVBA, 2008
USA
1,0 mg/l
5,0 mg/l
5,0 mg/l
-
4 Principais tipos de esmaltes
Levando em consideração a grande variedade de requisitos solicitados pelo
processo de esmaltação, muitos esmaltes “especiais” foram desenvolvidos através
da manufatura de fritas (ver figura 7). A primeira divisão é feita entre esmaltes
fundentes e cobertas. Cada um destes grupos é subdividido de acordo com os
requerimentos de cada esmalte (Email Quality, 2007).
Os esmaltes mais freqüentemente usados são os fundentes e diretos, que
são usados para firmar a última camada aplicada sobre o aço e protegê-la do
contato com o metal. Além do que, distinguem-se dos demais pela utilização de
óxido de cobalto e óxido de cobre, pois promovem adesão em adições no esmalte
entre 0,3 e 3% (Email Quality, 2007).
28
Figura 7 - Família dos principais tipos de esmaltes, Fonte: adaptação de PEMCO Brugge BVBA, 2008
4.1 Aderência
A interface formada entre o esmalte e o metal base é resultado de complexas
reações químicas e físicas.
Na primeira fase do processo de queima, a superfície do metal oxida.
Somente essa fina camada será “molhada” pelo esmalte à temperatura de fusão
(aproximadamente 600°C). O óxido de ferro penetra através do esmalte; ao mesmo
tempo, os íons de cobalto e níquel são reduzidos formando cristais “dêntricos” (em
forma de ganchos) de cobalto metálico, níquel e metais associados ao ferro, o que
acelera a oxidação do ferro presente no aço. Assim, a superfície do aço se torna
mais rugosa criando muitos pontos em forma de âncora (pontos de acoplamento)
(MOORE, 1954).
29
Tabela 4 - Reações durante a fusão de esmaltes sobre o aço
Aço
Esmalte
Oxidação do ferro
Desgaseificação do biscoito
Desgaseificação e decomposição de resíduos
Decomposição de silicones e aditivos de
oleosos
moagem
"Molhamento" pelo esmalte
Fusão do esmalte
Aceleração da Oxidação do Ferro
Difusão dos íons de Co, Ni, F e Fe
Saturação do oxido de ferro na interface do
Mudança da estrutura metalúrgica
esmalte e penetração do oxigênio
Fonte: adaptação de PEMCO Brugge BVBA, 2008
A partir das reações citadas anteriormente (ver também tabela 8), pode-se
dizer que a adesão do esmalte ao aço depende diretamente da concentração de
cobalto e níquel no esmalte, das condições de redução da interface e os parâmetros
de queima. Devido também a diferentes composições e especialmente ao conteúdo
de carbono, a qualidade do aço tem uma significante importância (MOORE, 1954).
Além das reações citadas anteriormente, uma série de processos importantes
acontecem durante a queima de fundentes e diretos:
- O óxido de ferro formado é dissolvido no esmalte em estado líquido. Devido
ao gradiente de concentração ele é difundido até a camada de esmalte. Quando a
camada está saturada, o esmalte começa a devitrivicar parcialmente.
- Nestes locais ocorre uma super saturação de óxido de ferro trivalente e a
formação de cristais vermelhos (cabeças de cobre). Entretanto, o coeficiente térmico
de expansão não é afetado significantemente pela devitrificação.
- O esmalte tem pouca resistência mecânica e é sensível a defeitos causados
pela liberação de hidrogênio (escamas de peixe) (PEMCO Brugge BVBA, 2008).
As adições na moagem, como argilas, sílica, feldspato e sais presentes no
esmalte aplicado são dissolvidos pelo menos parcialmente, tornando os esmaltes
fundentes mais refratários durante o processo de queima e ao mesmo tempo, mais
resistentes á futuras queimas (2C/2Q). Por este motivo, a formulação de fundentes é
feita com sílica, óxido de zircônio e feldspato com grânulos grosseiros, pois os
mesmos são decompostos mais vagarosamente que materiais mais finos (PEMCO
Brugge BVBA, 2008).
30
Figura 8 - Secção transversal de um fundente típico (200:1), Fonte: PEMCO Brugge BVBA, 2008
Os esmaltes diretos que não necessitam de queimas subseqüentes utilizam
geralmente pequenas quantidades de aditivos finamente moídos. A completa
decomposição das adições feitas na moagem (quartzo e alumina) não é favorável,
sendo que pode causar problemas superficiais e redução da aderência (PEMCO
Brugge BVBA, 2008).
A decomposição da argila, que ocorre por volta de 500°C, sempre é
acompanhada pela formação de vapor de água que permanece parcialmente no
esmalte formando bolhas. A “estrutura de bolhas” é uma característica dos esmaltes
fundentes e diretos e depende diretamente das condições de queima (ver figura 9).
O desenvolvimento adequado da estrutura auxilia na resistência mecânica do
vidrado. Fundentes isentos de argila tem pouca elasticidade e são mais sensíveis a
impactos (PEMCO Brugge BVBA, 2008).
Figura 9 - Estrutura de bolhas – Esmalte fundente, Fonte: adaptação de PEMCO Brugge BVBA, 2008
31
4.2 Esmaltes de cobertura e brancos diretos
Os esmaltes de cobertura e brancos diretos são responsáveis pelos efeitos
estéticos, pela estabilidade química e mecânica do esmaltado. Tais esmaltes
geralmente são classificados de acordo com a sua opacidade.
- Esmaltes transparentes não têm opacidade natural. Tal opacidade é
promovida por aditivos de moagem que são selecionados de acordo com a
colorimetria desejada, a resistência mecânica e expansão térmica.
- Esmaltes majólica são transparentes com a presença fraca de marrom e
cinza. São usados como esmaltes intermediários para a aplicação de esmaltes
brancos. São utilizados também como esmaltes para ferro fundido.
- Esmaltes semi-opacos são brancos e inadequados para esmaltação sem
adições de moagem ou óxidos corantes.
- Esmaltes de zircônio obtêm a opacidade através da recristalização. São
extremamente resistentes a detergentes, mas débeis aos ácidos.
Todos os esmaltes que têm suficiente opacidade para serem processados em
uma simples camada são chamados de esmaltes super opacos como os
borotitanatos (Vitreous Emails, 1984).
5 Manufatura de esmaltes
Para a manufatura de esmaltes vítreos usados para esmaltação inorgânica,
as matérias-primas devem passar por um processo de controle intensivo antes da
formulação, homogeneização e introdução nos formos de fusão. Lotes típicos são
compostos por cerca de 20 matérias-primas como quartzo, bórax, óxido de alumínio,
dióxido de titânio e complexos fluoretos. Os fornos de esmaltação requerem
temperaturas entre 1200 a 1400°C. São geralmente utilizados dois tipos de fornos:
- Fornos giratórios (ver figura 10) são cilindros revestidos de material refratário
com queimadores na parte frontal e a exaustão dos gases no lado oposto
juntamente com a absorção de flúor e de partículas sólidas. As matérias-prima
homogeneizadas são inseridas em um orifício na lateral do cilindro, onde também é
retirado o vidrado e depositado em um recipiente com água formando a frita. Este
tipo de forno ainda é usado para a produção em pequenas quantidades. Para
diminuir a emissão de gases, utilizam oxigênio puro e não mais ar para a combustão.
32
Figura 10 - Forno rotativo, Fonte: adaptação de PEMCO Brugge BVBA, 2008
- Fornos contínuos (ver figura 11) têm forma de caixa. A matéria-prima é
inserida na parte traseira e o vidrado é retirado continuamente do lado oposto. A
camada de material em estado de fusão é relativamente pequena (1 a 2 cm) assim
como o tempo de permanência do vidrado (20 a 30 minutos). Em contraste com os
fornos rotativos, os vidrados têm um tratamento térmico uniforme.
Figura 11 - Forno contínuo, Fonte: adaptação de PEMCO Brugge BVBA, 2008
Geralmente, fornos de fusão de vidrados utilizam gás ou energia elétrica. De
acordo com o tipo de forno a produção pode variar entre 8 a 20 toneladas diárias.
Amostras devem ser retiradas periodicamente com a finalidade de testar a qualidade
33
do material respeitando regulamentação das normas ISO 9000 e EN 29000 (PEMCO
Brugge BVBA, 2008).
6 Adições de moagem
Aditivo de moagem é o nome dado aos materiais auxiliares usados na
moagem de esmaltes vítreos. São classificadas da seguinte forma:
- argilas e substâncias similares;
- agentes de “setting” (geralmente sais solúveis);
- adições refratárias;
- opacificantes;
- óxidos corantes (pigmentos);
- água.
Todas as propriedades das fritas utilizadas na formulação de esmaltes estão
sujeitas à modificações através de adições feitas em sua formulação. Essas adições
provêem características acessórias aos esmaltes como viscosidade e densidade
ótimas para a aplicação, temperatura de queima e retardadores de oxidação do
metal base (PEI 402, 1995).
O número de adições de moagem depende grandemente da coloração
individual e do processo de esmaltação. Para aplicações úmidas (imersão, spray ou
flow coating) são utilizados até 15 materiais diferentes. Já em aplicações
eletrostáticas é necessário somente um aditivo refratário, um opacificante e
encapsulantes
para
aumentar
as
propriedades
eletrostáticas
(BRUCE;
SHARON,1949).
As adições utilizadas dependem da tipologia do esmalte que se deseja obter.
Os esmaltes mais utilizados são: os fundentes: esmaltes pretos com alto grau de
aderência, que podem ser utilizados diretamente sobre o metal base e geralmente
são negros ou azulados com superfície opaca; easy-clean ou diretos: esmaltes com
superfície brilhante que também podem ser aplicados diretamente sobre o metal
base por conterem óxidos reagentes como metal; apresentam colorações diversas,
mas geralmente tentem ao negro e ao azul, têm grande resistência aos ácidos;
coberturas: esmaltes essencialmente vítreos que necessitam da aplicação de um
esmalte fundente, pois não reagem com o metal de maneira a obter aderência,
apresentam diversas colorações principalmente brancas; auto-limpantes: esmaltes
34
porosos que permitem a deposição de resíduos, de coloração diversa e, também
como as cobertas, necessitam de uma interface com o metal através de um fundente
(PEI 402, 1995).
As principais adições são: alumina (Al2O 3), trióxido de antimônio (Sb2O3),
bentonita, bórax, argilas, carbonato de magnésio (MgCO3), carbonato de potássio
(K2CO3), goma arábica, quartzo (SiO2), aluminato de sódio (NaAlO2), nitrito de sódio
(NaNO2), dióxido de titânio (TiO2) e uréia (CO(NH3)2).
6.1 Argilas e substâncias similares
Argilas são uma mistura de minerais naturais resultante do intemperismo de
alumíno silicatos alcalinos. Para a esmaltação, são utilizadas unicamente argilas
caoliníticas (Al2O3.2SiO2.2H2O). Em pequenas quantidades, podem ser usadas
argilas montmoriloníticas (Al2O3.4SiO2.nH2O).
Além da composição química, a qualidade comercial das argilas depende
vitalmente do tamanho das partículas (geralmente < 2 µm) e a quantidade de
impurezas. Em presença de água, apresentam suspensões estáveis. Algumas
pequenas adições de eletrólitos (sais solúveis) podem aumentar ou diminuir a
hidratação das partículas de argila alterando a viscosidade da suspensão. Estas
características são utilizadas para manter as partículas de fritas suspensas.
As principais impurezas das argilas são quartzo, feldspato e mica, que em
quantidades superiores a 30% de adição são geralmente nocivas para o esmalte. No
entanto, sabemos que quanto menos argila é adicionada, menor é o poder
suspensivo do esmalte.
Muitos tipos de argilas contém mais de 3% de óxido de ferro, o que não causa
defeitos em esmaltes fundentes, diretos e auto-limpantes, mas quantidades
superiores podem gerar alterações em coberturas e esmaltes brancos diretos.
Substâncias orgânicas com uma forma molecular alongada podem gerar
suspensões estáveis. Pequenas quantidades destas substâncias coloidais são
usadas em substituição às argilas (< 1%). As mais comuns são a goma arábica e o
CMC (carboxi metil celulose). Ambos podem causar defeitos pela liberação de gases
na sua decomposição (BRUCE; SHARON,1949).
35
6.2 Agentes de “setting”
O uso de sais de set-up está aliado ao uso de argilas, servem para ativá-las e
não substituí-las. Estes sais se dissociam eletricamente em fragmentos na solução
como derivados de constituintes metálicos chamados cátions e constituintes ácidos
chamados ânions.
Os cátions são derivados de metais alcalinos monovalentes como o sódio e o
potássio. Devido à diferença de tamanhos de cátions, os sais de potássio são mais
efetivos para a manutenção reológica da suspensão, comparados aos de sódio. Sais
derivados de elementos bivalentes como o magnésio, cálcio e bário não têm uma
ação tão rápida como os citados anteriormente. No entanto, dado o tempo
necessário para a estabilização, podem promover uma suspensão mais duradouras
(BRUCE; SHARON,1949).
Um efeito adicional pode ser esperado uma vez que os hidróxidos são
precipitados na suspensão com adições de sais de magnésio e potássio: os sais
alcalinos liquefazem na suspensão de argilas e formam substâncias complexas
como ácido cítrico e pirofosfato de sódio que reduzem a viscosidade (BRUCE,
SHARON; 1949).
Grandes quantidades de sais na formulação não alteraram a viscosidade da
suspensão de argilas e podem causar dificuldades na aplicação e defeitos como
migração de sais durante a secagem (BRUCE; SHARON, 1949).
Os principais sais usados são:
- Bórax – Na2B4O7.1OH2O: Retarda a oxidação do metal base desde a aplicação até
a secagem do esmalte. É utilizado em fundentes e diretos em quantidades inferiores
a 0,5%.
- Nitrito de Sódio – NaNO2: Reduz o tempo de drenagem, aumenta a viscosidade da
solução, a resistência mecânica do biscoito e a resistência a abrasão. Deve ser
usado em quantidades inferiores a 0,25% em esmaltes fundentes e diretos. Pode
causar linhas de sal se a secagem não for feita corretamente. Em coberturas causa
uma coloração creme e reduz a viscosidade de fritas de baixa temperatura à base de
titânio.
- Carbonato de Potássio – K2CO3: Utilizado para obter a reologia correta de
aplicação, pois mantém a solução estável em relação à densidade e à consistência.
Aumenta a resistência mecânica do biscoito e reduz a resistência á abrasão. Usado
36
em quantidades inferiores a 0,4% principalmente em esmaltes de cobertura
coloridos, nos quais também auxilia a drenagem e melhora a superfície do esmalte
queimado.
- Aluminato de Sódio – NaAlO2: Aumenta consideravelmente a consistência da
solução e reduz o tempo de drenagem em esmaltes fundentes e diretos, tendo seu
efeito moderado em cobertas onde aumenta a resistência mecânica do biscoito e a
resistência à abrasão. Usado em quantidades inferiores a 0,2%.
- Carbonato de Magnésio – MgCO3: Mantém constantes as características
reológicas dos esmaltes umectados e melhora a atomização de esmaltes aplicados
por spray. Deve ser usado em quantidades inferiores a 0,5% em esmaltes fundentes
e diretos. Pode ser usado em esmaltes cobertura em quantidades similares, mas
causa redução da resistência mecânica do biscoito.
- Tris Nitro (tris(hidroximetil)nitrometano): Usado para prevenir o crescimento de
bactérias que deterioram a suspensão em esmaltes que usam como floculantes
substâncias orgânicas como a Goma Arábica. Usado em pequenas quantidades
como 0,01% em todos os esmaltes.
- Uréia – CO(NH3)2: Diminui o efeito de “fio de cabelo” comum em coberturas. No
entanto age negativamente em todas as resistências do esmalte como a mecânica
do biscoito e a resistência à abrasão. Torna o esmalte menos consistente. Usado em
quantidades próximas a 1% (BRUCE; SHARON,1949).
6.3 Adições refratárias
Este grupo compreende adições utilizadas em esmaltes fundentes e diretos.
Ele inclui matérias-primas que são dissolvidas no esmalte durante a queima e
modificam as características químicas da composição para torná-las menos fusíveis.
Os materiais mais comumente usados são quartzo e feldspato, e com menor
freqüência, alumina e areia de zircônio (BRUCE; SHARON, 1949).
O tamanho das partículas de quartzo usadas para indústria de esmaltação
está entre 0,02 e 0,08 mm. A distribuição comercial de partículas feita por difração a
laser é definida na tabela 5. O quartzo finamente moído é usado para melhorar a
maticidade da superfície de alguns esmaltes de cobertura. Devem-se tomar
precauções durante o manuseio do quartzo uma vez que a sua inalação pode
causar silicose (doença pulmonar) (BRUCE; SHARON, 1949)
37
Tabela 5 - Quartzos tipicamente usados em esmaltes vítreos
Tipo
M2
M4
*M6
M8
M10
M300
Tamanho Médio
71 µm
53 µm
35 µm
27 µm
22 µm
14 µm
> 100 µm
40%
28%
8%
4%
1%
0,50%
> 63 µm
55%
43%
24%
15%
8%
2%
Superfície
1400
1900
2550
3000
3600
4800
específica
cm²/g
cm²/g
cm²/g
cm²/g
cm²/g
cm²/g
* Geralmente usados em fundentes e diretos
Fonte: adaptação de PEMCO Brugge BVBA, 2008
M500
4 µm
14800
cm²/g
O quartzo puro deve conter no mínimo 99,4% de SiO2, o restante geralmente
é dividido entre Fe2O3, Al2O3, TiO2 e K2O.
O feldspato está disponível em diferentes distribuições granulométricas. O
potássico é utilizado para a formulação de esmaltes vítreos com a seguinte
composição: 19% de Al2O3, 67% de SiO2 e 13% de Na2O + K2O. Outros tipos de
feldspato como o sódico e o cálcico são raramente usados. A existência de
partículas incorretamente moídas pode causar rugosidade na superfície do esmalte.
O feldspato não é perigoso e pode, em alguns casos, substituir o quartzo.
A areia de zircônio é um produto natural comercializado com um grande grau
de pureza. A sua utilização em esmaltes fundentes e diretos está limitada a
esmaltação de tanques para água quente e trocadores de calor. Além da excelente
resistência térmica, a areia de zircônio pode ser usada como opacificante entre 2 e
4%.
A alumina é usada em esmaltes fundentes para aumentar a resistência
durante a queima e ainda para obter maticidade e rugosidade em esmaltes de
cobertura bem como a resistência à abrasão.
Os materiais inertes acima citados são adicionados em esmaltes fundentes e
diretos em quantidade entre 5 e 35%, dependendo das condições de queima e da
reatividade dos esmaltes (BRUCE; SHARON, 1949).
Em temperaturas superiores a 820°C são adicionados tipicamente de 5 a 10%
para esmaltes de cobertura lisos ou esmaltes fundentes que não têm uma camada
superior aplicada. Adições acima de 20% são recomendas para temperaturas
superiores a 830°C. Como regra geral, cerca de 30 a 50% do quartzo é dissolvido no
esmalte durante a queima (BRUCE; SHARON,1949).
38
6.4 Opacificantes
Além da utilização de fritas para recristalização na formulação de esmaltes,
coberturas podem ser parcialmente opacificadas para inserção de formadores de
bolhas (carbonatos, compostos orgânicos) ou mais efetivamente pelos seguintes
materiais:
- Dióxido de Titânio – TiO2: Opacificante que aumenta a resistência ácida e a
refratariedade. Reduz a aderência. Usado em quantidades inferiores a 5% em
esmaltes fundentes e diretos. Em coberturas auxilia na estabilidade da coloração e é
usado em quantidades de até 4%.
- Dióxido de Zircônio – ZrO2: Não somente clareia os óxidos, mas também estabiliza
a coloração. A despeito da sua alta refratariedade, ele pode ser largamente
dissolvido em alguns esmaltes e assim reduzir a estabilidade da coloração. Este
opacificante é geralmente usado em coberturas que contenham pigmentos a base
de cádmio. Usado em quantidades inferiores a 3%.
- Óxido de Estanho – SnO2: É um clássico opacificante para esmaltes transparentes.
Pode ser usado para clarear alguns esmaltes de cobertura coloridos em quantidades
entre 1 a 5%.
- Óxido de Zinco – ZnO: Tem efeito similar ao SnO2 (BRUCE; SHARON,1949).
6.5 Óxidos corantes (pigmentos)
A coloração sempre teve um papel importante nos esmaltes vítreos. Existem
duas possibilidades para alcançar a cor e a estética desejadas: colorir o vidrado
durante a fusão ou adicionar óxidos corantes (pigmentos) durante a moagem do
esmalte.
No primeiro caso, óxidos de cobalto, cobre, manganês, cromo ou ferro são
adicionados na formulação do vidrado durante a fusão. O número de cores obtidas é
naturalmente restrito sendo que o vermelho rubi somente é obtido com a fusão de
ouro coloidal. O efeito de coloração geralmente depende do estado de valência, da
coordenação e da quantidade de cátions do metal que futuramente será influenciado
pelas condições de queima e a composição do esmalte.
39
Cátion
Co 2+
Cr 3+
Cor
Azul
Verde
Cr 6+
Tabela 6 - Cátions corantes
Cu 2+
Cu +
Fe 2+
Fe 3+
Mn 3+
Mn 4+
Amarelo Azul/Cinza Vermelho Azul/Cinza Amarelo Violeta
Marrom
Fonte: adaptação de PEMCO Brugge BVBA, 2008
O segundo caso consiste em adicionar pigmentos na moagem de esmaltes.
Estes óxidos são pigmentos inorgânicos calcinados apresentando uma cor intensa e
uma excelente cobertura. No entanto, podem ser decompostos e perder suas
características se expostos à altas temperaturas ou por reações químicas durante a
fusão do esmalte. Assim, a solução química produzida pelo esmalte em estado de
fusão deve ser considerada para que se mantenham as características da coloração
desejada mesmo depois de repetidas queimas (BRUCE; SHARON,1949).
A composição da maioria dos pigmentos são óxidos ou compostos óxidos de
metais pesados, alguns sulfuretos, metais coloidais dissolvidos ou compostos os
quais a cor deriva da forma específica da estrutura cristalina (BRUCE;
SHARON,1949).
Os pigmentos mais usados pela indústria cerâmica podem ser atribuídos aos
seguintes grupos: óxido de ferro (Fe2O3), óxido de cromo (Cr2O3), pigmentos de
espinélio (XY2O4), pigmentos de rutílo (TiO2), óxido de zircônio, e pigmentos de
cádmo (BRUCE; SHARON,1949).
Geralmente pigmentos reagem de maneira muito específica em diferentes
tipos de esmaltes. Assim, uma seleção compatível com as condições de queima e
adições de moagem deve ser feita de acordo com a tabela abaixo:
Tabela 7 - Compatibilidade de pigmentos e tipos de esmaltes
Fundentes e
Brancos de
Transparentes Semi-Opacos
Diretos
Titânio
++
+++
++
+
++
+++
Espinélio
Rutilo
Pigmentos
de Zircônio
Óxido de
Ferro
Pigmentos
+++
de Cadmo
Óxido de
+++
Cromo
Ouro Rubi
+
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Esmaltes para
Alumínio
+
+
-
+
-
-
-
+++
+
-
+++
+
-
-
++
++
-
40
6.6 Água
Considerando o seu consumo, a água é a mais importante matéria-prima
utilizada para esmaltação. Mesmo que evaporada durante a secagem, deve-se
assegurar que nenhum sal dissolvido pela companhia fornecedora permaneça no
biscoito, o que pode ocasionar vários defeitos no esmalte. Além do que, podem
interferir no comportamento reológico da suspensão (BRUCE; SHARON, 1949).
Os limites sugeridos na tabela a seguir devem ser obedecidos para a
obtenção de bons resultados durante a esmaltação:
Tabela 8 - Especificação americana de água para esmaltação
CaO
MgO
SO4
Precisa de Ajuste
31
7,5
25
Ideal
43
10
102
Precisa de
53
18
105
Tratamento
Valores em mg/l
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Cl
13
18
18
7 Moagem de esmaltes
A redução do tamanho de partículas é uma parte importante do processo de
produção de esmaltes para aplicação sobre lâminas de aço de baixo carbono. Nesta
etapa são usados moinhos cilíndricos intermitentes com revestimento de alta
densidade (alta alumina) ou porcelana e corpos moedores feitos de material com
dureza similar ao revestimento (PEI 401, 1995).
A operação de moagem requer um rigoroso controle, uma vez que afeta as
propriedades de aplicação, tanto em seco quanto a úmido, permitindo a correta
distribuição dos tamanhos de partículas. Deve ser conduzida de modo a evitar
contaminação entre diferentes tipos de esmaltes (PEI 401, 1995).
O comprimento e o diâmetro do moinho são importantes não tão somente
pela capacidade produtiva, mas também nas etapas de carga e descarga. Um
moinho com comprimento muito maior que o diâmetro, torna-se difícil de carregar
uma vez que o material tende a formar pilhas logo abaixo do orifício de entrada que
se localiza na lateral do cilindro. O contrário também não é benéfico sendo que o
torque necessário para o início da moagem pode causar dano ao conjunto motor
(polias, correias, motor, etc.).
41
A relação entre comprimento e diâmetro deve estar em torno respectivamente
de 3:2 e 3:4, dimensões que são consideradas de grande eficiência (FELLOWS;
MCLAUGHLIN, 1939).
A velocidade do moinho geralmente é expressa em revoluções por minuto
(RPM). No entanto, a velocidade a ser considerada é a periférica, que varia de
acordo com o diâmetro interno.
As operações de moagem levam em consideração um método chamado de
“porcentagem da velocidade critica” que define a velocidade que trará mais eficiência
á operação (ver figura 12) (PEI 401, 1995).
A seguinte equação calcula a velocidade de operação para ter toda a carga
de bolas operando da forma mais efetiva:
N = revoluções por minuto
R = raio do moinho em pés
(K) é a razão do raio interior da carga de bolas com respeito ao raio do
moinho quando este está operando com o melhor ângulo de ruptura, e (P) é a fração
do volume do moinho ocupada pela carga. Por tanto, sabendo somente o raio do
moinho e a porcentagem do volume de esferas no moinho, podemos calcular a
velocidade teórica do moinho apropriada (PEI 401, 1995).
Esferas de alumina de alta densidade são recomendadas como corpos
moedores. No caso de utilização de outros materiais com densidades inferiores a 3,6
g/cm3, deve-se tomar cuidado com a contaminação que o resíduo gerado durante a
moagem possa causar.
O tamanho dos corpos moedores é importante por estar relacionado á
velocidade de maior eficiência da operação e pela distribuição de tamanho de
partículas desejada.
42
Figura 12 - Movimento de bolas em diferentes velocidades, Fonte: adaptação de PEMCO Brugge
BVBA, 2008
Figura 13 - Distribuição de tamanhos de partículas (A – 5,0% em malha ASTM 200, B – 8,0% em
malha ASTM 325 e C – 1% em malha ASTM 325), Fonte: PEMCO Brugge BVBA, 2008
Esferas de 5 cm de diâmetro atuam na redução de partículas relativamente
grandes como as de fritas durante a primeira etapa onde prevalece à moagem por
impacto entre os corpos moedores, o material a ser moído e as paredes internas do
moinho. Já as de 3 cm ou menores atuam logo em seguida friccionando as
partículas menores.
Em relação à eficiência que a distribuição de tamanhos dos corpos moedores
pode trazer à moagem de esmaltes vítreos para metais, recomenda-se a seguinte:
20 – 25% - Bolas Grandes – 4 a 5 cm
50 – 60% - Bolas Médias – 3 cm
20 – 25% - Bolas Pequenas – 2 a 2,5 cm
43
É importante lembrar que devido à redução constante dos corpos moedores,
torna-se necessária a adição de bolas grandes e a seleção em forma periódica (PEI
401, 1995)
Os corpos moedores devem ocupar cerca de 50-55% do volume interno do
moinho. Uma carga acima destes valores poderia causar excessivo tempo de
moagem.
O volume de carga deve ser medido pela cobertura dos corpos moedores
pelo material a ser moído lembrando que se deve girar o moinho algumas vezes
para acomodar os espaços vazios gerados pela forma esferoidal dos corpos
moedores (PEI 401, 1995).
Após a operação de moagem, aplica-se a seleção de partículas através de
peneiras objetivando retirar resíduos de materiais que não foram devidamente
reduzidos que podem afetar a superfície do esmalte aplicado (PEMCO, 2008).
Figura 14 - Design típico de equipamentos para moagem, Fonte: adaptação de PEMCO Brugge
BVBA, 2008
A produção de esmalte líquido deve ser considerada como um processo de
manufatura industrial de matéria-prima. A especificação de carregamento de
moinhos é chamada de “fórmula de moagem” que descreve a natureza e quantidade
de materiais a serem moídos ou misturados, assim como a quantidade de água e em
alguns casos o tempo de adição de esmaltes e/ou aditivos.
É muito importante ter certos níveis de precisão nos processos de pesagem e
controle. Balanças analíticas ou mesmo mais precisas podem ser usadas para a
pesagem da formulação dos esmaltes, mas não são necessárias. Na tabela a seguir
podemos perceber que 10 g é uma medida inútil para a manufatura de matériasprimas:
44
Tabela 9 - Escala de distintos tipos de balanças
Balança
Escala
Escala Analítica
1 mg - 210 g
Escala de Laboratório
0,02 g - 2000 g
Escala Pequena
0,2 g - 10 kg
Escala de MP
1 kg - 150 kg
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Exatidão
± 0,1 mg
± 0,01 g
± 0,1 g
± 0,01 g
As fórmulas de moagem descritas na tabela 10 são exemplos de esmaltes
fundentes para várias faixas de temperatura:
Tabela 10 - Formulação de fundentes
Fórmula
Sem Quartzo Baixa Temp. Média Temp.
Frita Muito Dura
20
Frita Dura
20
20
40
Frita Normal
40
30
40
Frita Mole
20
50
20
Argila
5a7
5a7
5a7
Quartzo
6 a 15
10 a 20
Bórax
0,1 a 0,2
0,1 a 0,2
0,1 a 0,2
Nitrito de Sódio
0,05 a 0,01
0,05 a 0,01
0,05 a 0,01
Água
50 a 55
50 a 55
50 a 55
Tamanho de Partícula 3 a 8 (3600)
2 a 6 (3600) 2 a 6 (3600)
Densidade (g/cm³)
1,62 a 1,75
1,68 a 1,75
1,68 a 1,75
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Alta Temp.
40
40
20
5a7
15 a 30
0,1 a 0,2
0,05 a 0,01
50 a 55
3 a 8 (3600)
1,68 a 1,75
Grades
20
50
30
5a7
15 a 20
0,1 a 0,2
0,05 a 0,01
50 a 55
2 a 6 (3600)
1,68 a 1,75
Todas as argilas com bom poder de suspensão e homogeneidade podem ser
empregadas. O quartzo deve ser suficientemente fino, não contendo partículas
acima de 100 µm de diâmetro, o que causaria defeitos na superfície de esmaltes
como pontos brancos de quartzo não dissolvido.
Em casos em que se deseje uma cobertura lisa e brilhante, as quantidades de
quartzo e argila devem ser diminuídas ao mínimo (PEMCO Brugge BVBA, 2008).
Fundentes com adição de óxidos corantes não resistentes à ácidos são
geralmente extremamente lisos obtendo cores escuras como preto, azul e marrom.
Nos últimos anos são utilizados esmaltes a base de cério para obter cores mais
claras, sempre lembrando que a adição de opacificantes reduz severamente a
aderência. Fundentes opacificados não têm estabilidade a repetidas queimas assim,
somente esmaltes com uma excepcional aderência e brilhos são usados para este
fim (PEMCO Brugge BVBA, 2008).
A seguir, podemos acompanhar na tabela 11 a formulação básica de
fundentes coloridos:
45
Tabela 11 - Formulação de fundentes coloridos
Preto e Azul Preto e Azul
Fórmula
Satinado
Brilhante
Fritas
100
100
Óxidos Corantes
2a3
2a3
Argila
6
5
Bentonita
Quartzo
10
Ácido Bórico
0,2
0,2
Nitrito de Sódio
0,1
0,1
Água
50
50
Tamanho de Partícula
2 a 4 (3600)
2 a 4 (3600)
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Marrom
100
3a6
1
1
0,3
0,1
45
3 a 5 (3600)
Assim como veremos posteriormente, esmaltes fundentes para processos de
aplicação de duas camadas e uma queima estão constantemente substituídos os
convencionais. Devido aos altos requerimentos de qualidade são diferentes e não
devem ser confundidos nem misturados. A formulação de fundentes 2C/1Q é
descrita na tabela a seguir:
Tabela 12 - Formulação de fundentes para 2C/1Q
Fórmula
Úmido/Úmido
Úmido/Seco
Fritas
100
100
Argila
0a3
0a2
Aerosil (Quartzo Ultrafino)
1a2
1a2
Carbonato de Magnésio
0,1 a 0,2
Quartzo
15 a 30
0 a 10
Carbonato de Potássio
0,1 a 0,2
0,2 a 0,3
Nitrito de Sódio
0,1
0,1 a 0,2
Agente Orgânico
0,1 a 0,2
0,1 a 0,2
Bentonita
0 a 0,2
0 a 0,2
Água
48 a 50
52 a 58
Tamanho de Partícula
0,5 a 2 (16900)
0,5 a 2 (16900)
Densidade (g/cm³)
1,60 a 1,75
1,50 a 1,65
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Independente
100
1a3
1a2
0,05
0 a 10
0,1 a 0,2
0,1 a 0,2
0 a 0,2
48 a 52
1 a 3 (16900)
1,65 a 1,72
Para a aplicação de resistência ácida e ao detergente em esmaltes diretos,
que por sua vez estão substituindo os fundentes usados para acabamento, uma
variedade de fórmulas é usada dependendo do tipo de esmalte e sua aplicação (ver
tabela 13).
Em esmaltes fundentes são usados vários aditivos buscando melhorar as
características do esmalte original como: características reológicas (silicato de sódio
hidratado, magnésio, cloreto de magnésio, nitrato de bário), estabilização da
estrutura de bolhas (carbonato de magnésio básico), aderência (trióxido de
46
antimônio) e opacificação (dióxido de titânio). Para obter pontos brancos são
adicionados 20% ou mais de esmaltes bancos de titânio pré-moídos, o que
influenciará negativamente na aderência (PEMCO Brugge BVBA, 2008).
Tabela 13 - Formulação de diretos com resistência química
Resist. Ácida
para Coloridos
Fórmula
Altamente Resist.
ao Ácido*
Fritas
100
100
Óxidos Corantes
0,5 a 4
Argila
4a6
5a7
Bentonita
0,3 a 0,4
Carbonato de Magnésio
0,1 a 0,2
Quartzo
5 a 10
10 a 20
Ácido Bórico
0,2
0,2 a 0,3
Nitrito de Sódio
0,1 a 0,2
0
Água
48-50
54 a 56
Tamanho de Partícula
0,5 a 3 (3600)
10 a 12 (16900)
Densidade (g/cm³)
1,70 a 1,72
1,56 a 1,70
Temp. de Queima [°C]
820-840
830-860
* aplicação de pó eletrostático úmido
** aplicação de flow coating
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Resist. a
Detergentes
Resist. a Água
Quente**
100
5 a 7,5
0,2 a 0,3
1
15
0,1 a 0,2
0,1 a 0,2
50
4 a 5 (3600)
1,72 a 1,76
830-840
100
6a9
0,05
25 a 40
0,25
0,1 a 0,2
54 a 58
8 a 20 (3600)
1,78 a 1,88
840-870
Para esmaltes de cobertura incluindo esmaltes brancos diretos (DWE) as
fórmulas comumente utilizadas são descritas na tabela 14.
Tabela 14 - Formulação de brancos de titânios super opacos
Fórmula
Brancos
Diretos
Esmalte Branco de Titânio
100
Argila
4a6
Bentonita
0,5
Quartzo
0a4
Aerosil (Quartzo Ultrafino)
Aluminato de Sódio
0,6
Carbonato de Potássio
0,1
Nitrito de Sódio
0,05
Água
58 a 64
Uréia
Tamanho de Partícula
4 a 5 (16900)
Densidade (g/cm³)
1,56 a 1,65
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Cobertura
Brancos para
2C/1Q
100
3a4
0 a 10
0 a 1,5
0,2 a 0,4
0,2 a 0,4
45 a 52
0,2 a 0,5
0,5 (3600)
1,70 a 1,72
100
3a4
0a4
0 a 1,5
0,2
0,2
45 a 50
0,2 a 0,5
0,5 (3600)
1,70 a 1,72
Somente argilas que causem o mínimo de efeito sobre a coloração são
usadas em esmaltes super opacos. Freqüentemente a adição de 5% de quartzo
finamente moído pode aumentar a resistência ao choque térmico destes esmaltes o
que aumenta a temperatura de amolecimento. A resistência ácida de acordo com a
47
norma EN 14483-1-9 pode ser melhorada com a substituição de 0,8 partes de argila
por cerca de 1,5% em peso sílica altamente dispersa (aerosil/ultrasil) (PEMCO
Brugge BVBA, 2008).
Quando óxidos corantes são adicionados á coberturas, a densidade do líquido
(suspensão) não deve ser inferior a especificada, pois pode ocorrer segregação de
partículas (no caso do uso de pigmentos de cádmo, a precipitação pode ser ainda
maior).
A quantidade de óxidos corantes depende da natureza e da cor requerida. A
utilização usual está em torno de 3-5% em cobertas transparentes e 1-1,5% em
cobertas opacas (em casos especiais como “vermelho-sangue” são usados até
10%). Para esmaltes pretos são usados óxidos com o mínimo de componentes de
cromo possível.
Esmaltes mate são importantes para aplicações em arquitetura, banheiras e
sanitários. Eles produzem superfícies mate e geralmente preparados segundo
descrito na tabela 15. Além disso, efeitos mate podem ser obtidos através da
adição/combinação de alumínio hidratado (3-5%), quartzo finamente moído (ou
cristobalita) (10-20%) e nitrato de boro (0,2-1%).
Tabela 15 - Formulação de coberturas coloridas
Fórmula
Coloridos
Esmalte Transparente
100
Esmalte Mate
Argila
4
Quartzo
0a5
Aluminato de Sódio
0,2
Carbonato de Potássio
0,2
Óxidos Corantes
3a5
Água
44 a 48
Uréia
0,2 a 0,5
Tamanho de Partícula
0,5 a 5 (3600)
Densidade (g/cm³)
1,70 a 1,72
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Mates
50 a 90
10 a 50
4a5
3 a 15
0,2
0,2
2a4
44 a 48
0,3 a 0,5
0,5 a 5 (3600)
1,72
Condições incorretas das suspensões dos esmaltes geralmente ocorrem por:
uso de argilas incorretas, uso de muitos sais de “setting”, adição não exata de
pigmentos e controle inadequado de grau de moagem, densidade e comportamento
reológico (PEMCO Brugge BVBA, 2008).
Ainda, adicionar sais de “setting” (set-up, ajuste) depois da moagem ou
reduzir a viscosidade adicionando pirofosfato ou ácido cítrico á suspensão é um mau
48
hábito e pode causar equívocos. Se não houver outro modo de corrigir o dano, como
adicionar o material fora de especificação em quantidades não superiores a 10% em
outro esmalte em condições normais, deve-se adicionar sais de “set-up” dissolvidos
em água quente em pequenas quantidades (sempre esperando que a solução seja
estabilizada antes de outra adição). Lembrando que em fundentes e diretos deve ser
usado nitrito de sódio e em coberturas cloreto ou carbonato de potássio.
7.1 Propriedades e testes de comportamento reológico
Reologia é o ramo da física que estuda a viscosidade, plasticidade,
elasticidade e o escoamento da matéria, ou seja, um estudo das mudanças na forma
e no fluxo de um material, englobando todas estas variantes (PEI 502, 1995).
Cada método de aplicação requer um determinado conjunto reológico para
alcançar a camada necessária de esmalte de maneira a desenvolver todas as
características esperadas.
Esmaltes fundentes e diretos, aplicados por imersão, apresentarão camadas
entre 230 e 250 µm com uma densidade de aproximadamente 1,7 g/cm³ e
viscosidade de 3 a 4 Pa.s, salvo em aplicações em metais para aquecedores que ao
necessitarem de maiores camadas, necessitam maiores valores de densidade e
viscosidade e esmaltes fundentes usados como base de auto-limpantes em duas
camadas e uma queima, que necessitam de valores menores obtendo camadas
mais finas.
Esmaltes auto-limpantes, aplicados por flow coating, geralmente em duas
camadas e uma queima, apresentarão camadas entre 300 e 320 µm com uma
densidade de 1,5 g/cm³ e viscosidade de 1,5 a 3 Pa.s. Já em duas camadas e duas
queimas, apresentam valores similares aos fundentes e diretos.
Esmaltes cobertura, aplicados por spray, geralmente em duas camadas e
duas queimas, apresentarão camadas entre 230 e 250 µm com uma densidade de
1,78 g/cm³ e viscosidade de 5 a 6 Pa.s.
É importante salientar que os diferentes tipos de esmaltes requerem
diferentes tamanhos de partículas principalmente pelo tipo de aplicação geralmente
utilizado. Esmaltes fundentes e diretos, peneirados em malha 40 ASTM, devem
apresentar 5% de resíduo em malha 200 ASTM; desta forma serão melhor aplicados
por imersão uma vez que partículas mais finas poderiam gerar defeitos como “linha
49
de cabelo” e camadas não homogêneas com bordas mais grossas. Já esmaltes
cobertura, peneirados em malha 60 ASTM, devem apresentar 15% de resíduo em
malha 325 ASTM para que se obtenha uma camada homogênea utilizando o método
de spray. No caso de auto-limpantes, o tamanho de partículas é uma função
secundária no que tange a aplicação por flow coating. São peneirados em malha 40
ASTM e apresentam 10% de resíduo em malha 200 ASTM. Aplicações eletrostáticas
requerem esmaltes com tamanhos de partículas completamente passantes em
malhas 325 ASTM (PEI 502, 1995).
As propriedades da suspensão do esmalte devem ser acompanhadas
rigorosamente. Principalmente em aplicações de imersão e spray. Muitos métodos
foram desenvolvidos para reduzir os defeitos causados por diferenças no
comportamento reológico da linha de produção. Estes testes devem ser feitos por
pessoas capacitadas e preferencialmente por quem prepara as formulações de
moagem.
Para melhor entendimento dos testes, algumas características básicas devem
ser explicadas brevemente.
A suspensão de esmalte é um sistema coloidal onde uma fase é finamente
distribuída em outra (as partículas sólidas em água). Devido ao pequeno tamanho
das partículas, a superfície interna das partículas dispersas é muito maior que a
externa da suspensão. (ver figura 15).
Figura 15 - Partículas do esmaltes em suspensão, Fonte: adaptação de PEMCO Brugge BVBA, 2008
A suspensão líquida pode se tornar gel se a distância entre as partículas
sólidas for menor que a média de diâmetro das partículas.
Esta solução não está em equilíbrio termodinâmico, mas em estado
intermediário entre líquido e gel que é diretamente influenciado pela dissolução,
50
precipitação e reação de troca de íons. Estas propriedades podem mudar como
tempo e dependem da concentração de água da suspensão.
O comportamento de um sistema líquido é melhor caracterizado pelas
propriedades reológicas como viscosidade e tixotropia. A taxa de fluxo depende da
força aplicada contra a resistência interna do líquido. A água pura é um líquido
newtoniano no qual o fluxo é igual à força que atua nele. Líquidos não newtonianos
como o esmalte, começam a fluir depois que uma força mínima é aplicada (chamada
viscosidade estrutural). Figurativamente falando, essa força é necessária para
superar a força estrutural do sistema. O início do movimento é chamado de “ponto
de rendimento” (PEMCO Brugge BVBA, 2008).
A tixotropia pode ser definida como: transição da suspensão de gel para
líquido e vice-versa ou, a capacidade do esmalte de deixar uma camada específica
sobre uma superfície imediatamente quando a sua força estrutural não é superada
(em aplicações por imersão).
Uma suspensão de esmalte é um líquido viscoso intrínseco com um ponto de
rendimento e com comportamento tixotrópico.
Na prática, a taxa de fluxo de esmaltes para aplicação por imersão, flow
coating, spray, etc. são muito diferentes podendo variar entre 10 s-1 até 100.000 s-1.
Os valores mais baixos são encontrados em aplicações por imersão onde as peças
são banhadas e suspensas. A pasta será drenada até que a força da gravidade
sobreponha á resistência estrutural (o ponto de rendimento). Assim, o ponto de
rendimento regula a camada a ser obtida.
Quando aplicado em panelas por discos de alta rotação, a força da gravidade
e suplementada pela força centrífuga. Assim, o ponto de rendimento deve ser mais
alto para superar a somatória de forças e manter a camada desejada.
Em aplicação por spray, a suspensão é atomizada com ar comprimido e
jateada em direção a peça. A taxa de fluxo deve ser em torno de 100.000 s-1.
Conseqüentemente a solução deve apresentar alta viscosidade estrutural.
Em aplicações eletroforéticas (EPE), o movimento das partículas de esmalte
em direção a peça é guiado unicamente pelo efeito eletroforético (efeito não
mecânico). Assim, a taxa de fluxo é inferior aos esmaltes que são influenciados por
parâmetros eletroquímicos. No entanto, os parâmetros da solução (viscosidade,
condutividade, densidade, ph) devem ser mais criticamente controlados.
51
Obviamente, através das explicações anteriores, as características da
suspensão são influenciadas pelos agentes de suspensão e as argilas e pode variar
de acordo com o tipo de material usado como pode ser observado na tabela 16.
Bentonita é altamente tixotrópica assim como substâncias orgânicas coloidais. Este
fato explica o sucesso da substituição da argila por este material (PEMCO Brugge
BVBA, 2008).
Tabela 16 - Efeito de diferentes tipos de argilas
Argilas
Habilidade Relativa
de "Setting"
Bentonita
25
Argila Azul
5
Argila Branca
3
Caulim
0,5
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Tixotropia
Resistência do
Biscoito
Alta
Média
Média
Baixa
Baixa
Média
Média
Alta
Sabendo que as argilas e os sais de ajuste são substâncias intrusas no
esmalte, elas devem ser economicamente usadas. O mínimo de adição de argilas
deve ser usado para manter a suspensão e a relativa alta densidade evitando o uso
de agentes de ajuste.
Excessos de sais aumentam a quantidade de água necessária e podem
causar defeitos superficiais. A água é rapidamente saturada pelos sais de ajuste o
que a torna incapaz que compensar as variações durante a aplicação. Outro ponto
negativo é que depois da secagem, um esmalte com muita água gera um biscoito
muito sensível, danos mecânicos e deposição de finas partículas (pigmentos e
argilas) na superfície causando linhas visíveis no esmalte queimado além do que,
muita água reduz a eficiência do processo de secagem (PEMCO Brugge BVBA,
2008).
7.2 Grau de moagem
O grau de moagem é testado como o material ainda no moinho o que permite
continuar a moagem caso necessário. Se o esmalte estiver excessivamente fino,
deve ser adicionado em quantidades não maiores que 10% em esmaltes
corretamente moídos.
Para testar o grau de moagem, analises de tamanhos de partículas são feitas
com curvas granulométricas (com informações estatísticas) e um teste de retenção
52
em malhas. O primeiro é utilizado para controlar lotes de matérias-primas. O
segundo para controles de rotina de produção em esmaltes úmidos e secos.
Dispositivos simples de fácil manuseio são disponibilizados pela BAYER (ver
figura 16).
A abertura da malha depende da aplicação do esmalte proposto. Para
aplicações em spray e imersão, malhas com 100 µm (abertura de 3.600 fios/cm²)
são usadas. Para aplicações eletrostáticas em úmido e eletroforéticas onde os
esmaltes são mais finamente moídos, são usadas malhas com 300 µm (abertura de
16.900 fios/cm²) são essenciais. O teste de retenção sobre malha é estandardizado
de acordo com a ISO 3310/1 (PEMCO Brugge BVBA, 2008).
A tabela 17 descreve os valores comumente obtidos nas diferentes técnicas
de aplicação.
Tabela 17 - Grau de Moagem
Tipo de Esmalte
Esmaltes Diretos e Lisos
Coberturas com Aplicação Manual
Esmaltes Fundentes
Esmaltes Diretos para Termo-Tanque
Esmaltes com Pontos Brancos
Esmalte de Cobertura para Pó Eletr. Úmido
Esmaltes Fundentes para 2C/1Q
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Grau de
Moagem
Fios/cm²
0,5 a 0,3
0,5 a 0,3
1,0 a 6,0
8,0 a 16,0
1,0 a 10,0
4,0 a 10,0
0,5 a 0,3
3600
3600
3600
3600
3600
16900
16900
Figura 16 - Teste BAYER de tamanho de partícula
7.3 Densidade
A densidade é o peso de 1 cm³ de esmalte em gramas. É resultado da
densidade individual dos componentes, incluindo a água, sendo assim um teste
53
importante para o ajuste da suspensão. Os esmaltes vítreos, o quartzo e as argilas
têm uma densidade média de 2,6 g/cm³. A água tem 1 g/cm³ enquanto a densidade
dos óxidos corantes pode variar entre 2,6 a 4,0 g/cm³. O grau de moagem não tem
influência na densidade (PEMCO Brugge BVBA, 2008).
A tabela 18 descreve as densidades praticadas para cada tipo de esmalte.
Figura 17 - Teste de densidade - picnômetro, Fonte: PEMCO Brugge BVBA, 2008
Tabela 18 - Densidade aproximada por tipo de esmalte
Tipo de Esmalte
Densidade (g/cm³)
Esmaltes Fundentes para 2C/1Q
1,50 a 1,65
Esmaltes Fundentes
1,65 a 1,78
Esmaltes Diretos
1,68 a 1,76 - (ESTA: 1,56 a 1,65)
Esmaltes Brancos de Titânio
1,65 a 1,75 - (ESTA: 1,56 a 1,65)
Esmaltes Coloridos
1,70 a 1,75
Esmaltes Diretos para Termo-Tanques
1,78 a 1,90
* ESTA: aplicação eletrostática a úmido
Fonte: adaptação de PEMCO Brugge BVBA, 2008
7.4 Comportamento reológico
Dada a fórmula de moagem, o correto grau de moagem e os corretos ajustes
de densidade, as variações nas propriedades de aplicação sob condições normais
não são tão constantes. A lixiviação dos componentes dos esmaltes tem fortes
efeitos nas características reológicas. Assim, vários métodos são usados para a
caracterização destas propriedades (PEMCO Brugge BVBA, 2008).
54
7.5 Teste de imersão
O fluxo de uma suspensão pode ser simulado em um plano o qual é imerso
em drenado obliquamente durante o tempo de aplicação normal. Deve-se considerar
que a velocidade de drenagem afeta o resultado. Depois de drenado, o esmalte
retido no plano é pesado. Conhecendo a área aplicada, calcula-se a quantidade de
esmalte necessária para cada cm² de substrato. Este teste é conhecido como “peso
de aplicação” (PEMCO Brugge BVBA, 2008).
7.6 Teste de imersão de placa calibrada
O teste de imersão de placa calibrada foi desenvolvido para determinar a
consistência do esmalte sem a necessidade de pesá-lo. É efetuado com uma placa
perfurada com diversos diâmetros que pode definir relações entre esmaltes similares
(ver figura 18). Quanto mais perfurações abertas depois da imersão, maior a fluidez
do esmalte (PEMCO Brugge BVBA, 2008).
Figura 18 - Teste de peso de aplicação, Fonte: PEMCO Brugge BVBA, 2008
7.7 Viscosímetro rotativo
Grande variedade de viscosímetros são usados para a medição da
viscosidade ou de todos os dados reológicos (ver figura19).
55
Para testes de maior precisão é aconselhado o sistema de cilindro co-axial
com controle de velocidade automático no qual é calculada a diferença de torque
entre o cilindro interno e o externo (PEMCO Brugge BVBA, 2008).
Figura 19 - Teste de viscosidade, Fonte: adaptação de PEMCO Brugge BVBA, 2008
Caso os aparelhos descritos acima não sejam suficientes para o controle dos
aspectos reológicos sugeridos palas formulações, devem-se aplicar testes de
condutividade, de pH ou mesmo de análise química da água utilizada no processo
(PEMCO Brugge BVBA, 2008).
8 Propriedades e testes de pó eletrostático
Testes específicos criados para a análise das propriedades do pó eletrostático
são descritos a seguir.
8.1 Grau de moagem
A distribuição de partículas do pó eletrostático pode ser determinada pelo
método BAYER, descrito anteriormente (abertura 0,06 mm = 60 µm = 10.000
fios/cm²).
Com equipamentos de deflecção a laser (XRF), pode-se obter o desvio
padrão (PEMCO Brugge BVBA, 2008).
56
8.2 Fluidez
A fluidez do pó é a capacidade que ele tem de criar uma suspensão com o ar.
Essa propriedade é essencial para o transporte do pó através de tubulações da
cabine de aplicação e para o funcionamento das pistolas. A fluidez é geralmente
medida com um fluidímetro da marca SAMES, tipo AS100 (ver figura 20) ou
compatível. De maneira a tornar os resultados reproduzíveis, os seguintes
parâmetros são importantes: homogeneidade do pó, temperatura e umidade do
sistema de ar, velocidade do sistema de ar e a geometria do leito de escoamento do
pó. A medida é expressa em g/30s (PEMCO Brugge BVBA, 2008).
Figura 20 - Teste de fluidez, Fonte: PEMCO Brugge BVBA, 2008
8.3 Adesão
Para a medição de adesão, um aparato especial foi desenvolvido (ver figura
21). Uma lâmina de aço aplicada (200 x 200 mm com 20g de pó) (não queimada) é
golpeada por uma força conhecida. O quociente do pó permanecido na lâmina antes
e depois do golpe é multiplicado por 100 é resulta no valor da adesão em
percentagem. Como a adesão diminui com o tempo, o teste é repedido em intervalos
de 15 minutos. O requerimento mínimo é de 60% de adesão (PEMCO Brugge BVBA,
2008).
57
Figura 21 - Teste de impacto, Fonte: PEMCO Brugge BVBA, 2008
8.4 Resistência elétrica superficial
A resistência elétrica do pó pode ser determinada por um simples princípio:
80g de pó são dispostos entre dois eletrodos (ver figura 22) em forma de copo.
Aplicando uma corrente elétrica, um dispositivo mede a resistência (graduado em
1016 Ω).
A corrente sempre escolhe o percurso de menor resistência e o faz
geralmente ao longo da superfície. A medida em Ω é idêntica a resistência
superficial. Uma multiplicação com o cociente da superfície em cm² e a camada de
pó resulta na resistência superficial em Ω.cm.
Esta medida pode ser influenciada pela umidade do pó tendo uma ligação
direta na umidade de armazenagem e indireta na adesão (PEMCO Brugge BVBA,
2008).
Figura 22 - Teste de resistência da superfície, Fonte: PEMCO Brugge BVBA, 2008
58
9 Aplicação de esmaltes
Muitos métodos de aplicação foram desenvolvidos ou adaptados buscando
maior qualidade e menores custos. Desde a aplicação por spray, imersão e flow
coating até as mais tecnológicas como aplicação eletrostática e eletroforética com
possibilidades ilimitadas. Para reduzir ainda mais o custo das aplicações, tem-se
aplicado cada vez mais processos de duas aplicações e uma queima (2C/1F).
A seleção do método “correto” de aplicação depende de diversos fatores e
não pode ser generalizada. Alguns cálculos e considerações são necessários para
encontrar o equipamento ótimo que pode diferir de empresa para empresa e de linha
para linha. Isso também vale para o pré-tratamento, uma vez que linhas modernas
de esmaltação não devem ser somente econômicas, mas também ambientalmente
corretas (PEMCO Brugge BVBA, 2008).
Podem-se alcançar os parâmetros citados acima seguindo os seguintes
aspectos:
- o processo deve ser desenhado para que a produção seja a mais efetiva
possível;
- custos de manutenção e investimentos devem ser considerados em
paralelo.
- custos de educação de colaboradores podem variar de país para país, mas
está conectado ao tipo de técnica empregada. Sendo assim, em países com
mão-de-obra barata, aplicações manuais são mais econômicas que linhas industriais
automáticas.
- a linha deve ser completa evitando estoques intermediários sendo que o
processo de transporte deve ser único e inequívoco.
- aspectos qualitativos devem ser considerados desde a entrada das
matérias-primas até a saída dos produtos acabados.
Maiores detalhes são adicionados na descrição dos vários métodos de
aplicação (PEMCO Brugge BVBA, 2008).
9.1 Spray
Em todas as aplicações por spray a suspensão de esmalte é atomizada por ar
comprimido e jateada em direção a peça. A atomização feita pelas pistolas (ver
59
figura 23) é resultado alta velocidade entre o fluido e o ar pressurizado que é
influenciada pela compressão do ar e pelo diâmetro de saída da pistola.
As válvulas da saída são feitas de aço inoxidável excepcionalmente duro ou
tungstênio e a pistola de alumínio ou ligas leves (PEMCO Brugge BVBA, 2008).
Figura 23 - Pistola para aplicação em spray, Fonte: PEMCO Brugge BVBA, 2008
O tamanho das gotas depende do fluxo de ar comprimido. Sabemos que a
tubulação de ar comprimido causa perda de pressão dependendo da distância e do
consumo. Assim, uma pressão superior deve ser disponibilizada e regulada através
de válvulas. A pressão de atomização varia entre 2,8 e 3,5 bar. Com sistemas mais
modernos que utilizam HVLP (high volume low pressure) a pressão de atomização
está entre 0,8 e 1,8 bar (ver tabela 19).
Tabela 19 - Parâmetros em diferentes pistolas de pó eletrostáticos
Parâmetro
Unidade
Pistola de
Mão
Abertura Nozzle
[mm]
1,8 a 2,6
Pressão de Spray
[bar]
2,8 a 3,5
Consumo de Esmalte
[litros/min]
0,6 a 0,8
Consumo de Ar
[litros/min]
240
Distância da Peço
[cm]
20 a 40
Eficiência de Transferência
[%]
40 a 50
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Pistola
HVLP
Pistola
Automática
0,8 a 1,8
100
15 a 20
50 a 65
1,4 a 2,2
4,0 a 4,5
1,5 a 2,0
-
Baixas pressões são vantajosas pelo menor consumo de ar e alta
transferência de esmalte. No entanto, menor pressão que no necessário pode
60
causar a formação de camadas não uniformes e acúmulo de esmalte no bico da
pistola (PEMCO Brugge BVBA, 2008).
Sob condições de produção, geralmente pistolas manuais ou fixas não
aderem à camada requerida. Além disso, a aplicação manual é economicamente
inviável do ponto de vista da produção massiva. Como conseqüência, pistolas
automáticas e robôs têm sido introduzidos e são ferramentas indispensáveis.
Combinadas a sistemas de transporte moderno, a capacidade das linhas de
produção pode ser melhorada cada vez mais.
Com pistolas automáticas, uma variedade de problemas são resolvidos
automaticamente, ou com o mínimo trabalho manual utilizando pistolas de pequeno
porte para partes de difícil acesso ou um pequeno grupo de pistolas. Desta maneira,
esmaltes podem ser aplicados em cavidades e espaços oblíquos. Pistolas em
braços robotizados, mesmo que representem um alto investimento, são capazes de
repetir todos os movimentos manuais com alta precisão. Robôs são particularmente
apropriados para a manufatura de banheiras assim como peças e médio e grande
porte (PEMCO Brugge BVBA, 2008).
A efetividade do esmalte durante a aplicação obviamente depende do tempo
e do diâmetro de abertura da pistola (nozzle). O que significa que 100 litros de
solução por hora, correspondendo ao peso de 170 kg de esmalte com densidade de
1,70 g/cm³ com um total de 70% de sólidos (119 kg de esmalte + adições de
moagem).
Assumindo uma eficiência de transferência de 50% e uma camada aplicada
(queimada) de 140 µm (350 g/m²) um máximo de 170 m² de superfície pode ser
esmaltado por hora (PEMCO Brugge BVBA, 2008).
Um sistema simples de esmaltação por spray com somente uma pistola é
relativamente barato (ver figura 24). Trata-se de um procedimento fácil de aprender
e não requer grande experiência. Garante uma operação flexível, formas complexas
podem ser esmaltadas, tem manutenção barata e se simples automação. Em casos
onde é necessário esmaltar ambos os lados da peça, podem se usadas cabines com
aberturas nos dois lados da linha de transporte. Ainda, para peças como panelas,
são usados pratos rotativos como na figura 25 (PEMCO Brugge BVBA, 2008).
61
Figura 24 - Cabine para aplicação manual, Fonte: adaptação de PEMCO Brugge BVBA, 2008
Pistolas podem ser ajustadas para produzir efeitos de recobrimento
específicos como spray em vórtex para cavidades e prolongamentos de jato para
partes côncavas (PEMCO Brugge BVBA, 2008).
Figura 25 - Aplicação automática de spray, Fonte: PEMCO Brugge BVBA, 2008
9.2 Pó eletrostático úmido (ESTA)
Com a introdução da aplicação de pó eletrostático úmido no final dos anos 60
uma nova era começou para a indústria de esmaltação.
O princípio básico é o carregamento eletronegativo das partículas de esmalte
aplicando uma voltagem acima de 120.000 Volts (120 kV). As partículas carregadas
62
se movimentam através do campo elétrico gerado até o metal carregado
positivamente (aterrado) onde são depositados com alta eficiência. No processo de
ESTA, valores de eficiência entre 60 e 80% são alcançados enquanto o processo de
spray normal alcança entre 40 e 60%.
As características do processo ESTA são a combinação da atomização
mecânica da suspensão com o carregamento elétrico feito pelas pistolas. O
transporte das partículas desde as pistolas até as peças é predominantemente
mecânico. Por efeito adicional eletrostático, baixas pressões de ar são necessárias
nas pistolas (ver tabela 20). Como resultado, a energia cinética das pistolas é
reduzida e a deposição segue o fluxo do campo elétrico (WAMKEH, 2001).
Tabela 20 - Características de diferentes tipos de sistemas de spray
Parâmetro
Pistola de
Mão
Velocidade da Cadeia [m/min]
1,5 a 3
Voltagem [kV]
Pressão de Atomização
2,8 a 3,5
Consumo de Esmalte por Pistola [L/min]
0,6 a 0,8
Número de Pistolas
1
Distância da Peça [cm]
20 a 40
Eficiência de Transferência [%]
40 a 50
Climatização
Não
Capacidade
Baixa
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Pistola
Automática
Pistola
Robô
Aplicação
Eletrostática
Úmida
2a4
0,8 a 4
1a2
2 a 10
50 a 60
Não
Alta
1,2
1a2
Não
Média
2a6
50 a 120
0,8 a 3
0,35 a 0,65
4 a 12
30 a 50
60 a 80
Sim
Alta
Em todas as aplicações eletrostáticas, a suspensão é preferencialmente
depositada nas bordas (ver figura 26), enquanto as demais áreas recebem menor
quantidade de esmalte. Devido a isto, algumas áreas precisam ser pré-jateadas.
Uma malha de metal isolada é mantida suspensa atrás do sistema de
transporte para melhorar a condutividade elétrica das peças até o aterramento o que
cria uma espécie de repelimento que mantém a orientação do jato em direção a
peça aplicada.
Para promover uma fina deposição de partículas, as características da
suspensão devem seguir as disposições da tabela 21 (PEMCO Brugge BVBA,
2008).
63
Tabela 21 - Formulação para aplicação eletrostática úmida (ESTA)
Fórmula
Coberturas
Diretos
Frita
100
100*
Argila
4a6
6a7
Bentonita
0,3 a 0,6
0,3 a 0,5
Agente de "Setting"
0,4 a 0,8
0,2 a 0,4
Água
58 a 64
54 a 56
Uréia
0,2 a 0,5
Tamanho de Partícula
2 a 6 (16900)
10 a 12 (16900)
Densidade (g/cm³)
1,55 a 1,65
1,56 a 1,60
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Fundentes para
2C/1Q
100*
1a2
0 a 0,2
1a2
55 a 65
0,5 a 2 (16900)
1,50 a 1,65
Figura 26 - Trajetória da aplicação eletrostática, Fonte: adaptação de PEMCO Brugge BVBA, 2008
Devido à alta concentração de água e a fina atomização da suspensão, parte
da água evapora durante o transporte até a peça. Conseqüentemente o esmalte
depositado tem uma densidade maior. Para evitar irregularidades, esmaltes com
pouca quantidade de água devem ser evitados. Também devido a isso, a
temperatura deve ser controlada para não aumentar a evaporação de água (ver
figura 27).
Por outro lado, esmaltes com alto conteúdo de água podem causar depósitos
no bico da pistola o que ocasiona a perda de voltagem reduzindo a carga das
partículas. O que também acontece quando o teor de umidade da atmosfera da
cabine de aplicação exceder 65%. Valores entre 50 e 60% devem ser mantidos
(WAMKEH, 2001).
64
Figura 27 - Densidade em relação ao clima e a trajetória de esmaltes eletrostáticos, Fonte: adaptação
de PEMCO Brugge BVBA, 2008
A manutenção do sistema deve incluir a limpeza periódica dos bicos das
pistolas uma vez que sua obstrução pode causar menor fluxo e defeitos em peças
aplicadas (WAMKEH, 2001).
9.3 Disco de alta rotação eletrostático
Com a experiência da aplicação eletrostática a úmido, no final dos anos 80
um novo método de aplicação foi desenvolvido no reino unido. Em substituição a
pistola, discos de alta rotação são usados para a aplicação. Pela força centrífuga, o
suporte é eletricamente carregado e o esmalte é projetado na peça. Para obter uma
maior eficiência de transferência, o sistema de transporte de peças circunda o disco.
A aplicação com disco de alta rotação requer parâmetros específicos do esmalte os
quais são dispostos na tabela 22 (PEMCO Brugge BVBA, 2008).
Tabela 22 - Parâmetros de aplicação com disco de alta rotação
Velocidade da Cadeia (m/min)
2a3
Voltagem (kV)
85
Diâmetro do Disco (mm)
20
Rotação (rpm)
13.000 a 17.000
Fluxo (ml/min)
300
Distância da Peça (cm)
55,0
Eficiência de Transferência (%)
Ca. 70
Tamanho de Partícula
6 a 12 (16900)
Densidade (g/cm³)
1,60 a 1,65
Peso do Prato (gr./dm²)
10 a 14
Fonte: adaptação de PEMCO Brugge BVBA, 2008
65
9.4 Imersão
Quando o objeto a ser esmaltado é imerso no esmalte em suspensão e
suspenso, certa quantidade de esmalte permanece em virtude da capacidade
tixotrópica (viscosidade estrutural) do esmalte. O excesso é drenado por influência
da gravidade ou mesmo por movimentos giratórios.
Este foi o primeiro método de aplicação utilizado e de longe o mais barato
uma vez que são necessários poucos equipamentos produzindo pouco desperdício
e unicamente uma etapa. Entretanto, é necessário muito trabalho manual e
constância do comportamento reológico (PEMCO Brugge BVBA, 2008).
Mesmo que a aplicação por imersão pareça simples, é um processo no qual
foram investidas diversas automações. Quando peças retas e sem muitas
irregularidades são esmaltadas o processo não tem maiores preocupações. No
entanto, quando formas complexas são esmaltadas, são necessários equipamentos
que impeçam a deposição inadequada de esmaltes como paletas que circundam a
borda de panelas e drenam o excesso de esmaltes (PEMCO Brugge BVBA, 2008).
Os métodos de aplicação variam com as formas e tamanhos de peças
esmaltadas e sua eficiência é dificilmente comparável.
Assim, como exemplo, pode-se comparar um mecanismo de aplicação de
fundentes em panelas:
- Aplicação manual por pessoas preparadas com um assistente para a
transferência até a linha de secagem – 200 unidades/h.
- Aplicação em dispositivos rotativos semi-automáticos no qual uma pessoa
não necessariamente capacitada mergulha as panelas no esmalte e a deposita em
um disco rotativo para que drenem e sejam transferidas diretamente ao sistema de
secagem – 400 unidades/h.
- Aplicação automática onde uma pessoa não necessariamente capacitada
somente carrega e descarrega a máquina – 600 unidades/h.
- Máquina completamente automática (ver figura 28) integrada ao secador –
1.000 unidades/h.
66
Figura 28 - Equipamento automático para esmaltação de panelas, Fonte: adaptação de PEMCO
Brugge BVBA, 2008
A aplicação de peças grandes e pesadas sempre traz problemas de linhas de
drenagem que podem ser minimizados com movimentos rotacionais, ou pequenas
batidas que podem ser feitas com braços robôs depois de verificada a efetividade de
ajustes no esmalte.
Os tanques de imersão devem contar com dispositivos de recirculação e
separadores magnéticos para evitar a contaminação com resíduos de estampagem
e corte do metal base (PEMCO Brugge BVBA, 2008).
9.5 Flow coating
Durante a aplicação por flow coating a solução de esmalte é precipitada sobre
a peça que é drenada pela força da gravidade. Este método é usado para a
aplicação de cobertura em um só lado de panelas e potes e tem uma amplitude
limitada. Isto se dá, pois muito material tem de retornar ao tanque de abastecimento
e é facilmente contaminado.
Por outro lado, oferece bom rendimento em aplicação de esmaltes autolimpantes com processos de duas camadas e uma queima (PEMCO Brugge BVBA,
2008).
67
9.6 Eletroforética (EPE)
Como a aplicação eletrostática, a eletroforética é muito usada atualmente. As
partículas do esmalte e grande parte das adições de moagem são suspensas em um
material com alta constante dielétrica (água a 18°C tem valor-ε de 81) e são
negativamente carregadas. Sob a influência de um campo magnético é aplicada
uma voltagem em corrente contínua transportando as partículas até a peça (ânodo)
(ver figura 29). O veículo suspensivo (geralmente água) é transportado em sentido
oposto em direção ao cátodo. Devido a este efeito eletro-osmótico a camada de
esmalte é desidratada e forma uma camada densa mantida até a queima do material
(WAMKEH, 2001).
Figura 29 - Vista esquemática de aplicação eletroforética, Fonte: adaptação de PEMCO Brugge
BVBA, 2008
A velocidade de deposição de partículas carregadas segue a seguinte
equação: v = 2ε.2ε0.Ud.E/3η, onde v = velocidade,
ε e ε0
= constante dialética do
material e do vácuo, Ud = potencial eletroquímico da partícula hidratada e
η
=
viscosidade da suspensão. Influenciada pela viscosidade da suspensão e pelo
campo eletromagnético aplicado, são utilizadas voltagens entre 60 e 120 Volt
(~10V/cm) o qual gera uma densidade de 5 A/dm². Devido a alta quantidade de
sólidos (entre 60 a 70%) e uma condutividade elétrica em torno de 2 a 3 mS/cm,
camadas de 90 a 150 µm são obtidas entre 10 e 30 segundos (WAMKEH, 2001).
Para permitir alta qualidade, somente esmaltes com baixa condutividade são
usados. Os parâmetros a serem controlados são dispostos na tabela 23.
68
Tabela 23 - Formulação de esmaltes para aplicação eletroforética (EPE)
Fórmula
%/Medida
Frita EPE
100
Argila
4
Bentonita
0,5
carboxi Metil Celulose (CMC)
0
Cloreto de Sódio ou Brometo de Sódio
0,01 a 0,02
Conservante
0,02
Água (Deionizada)
60,0
Tamanho de Partícula
4 a 10 (16900)
Densidade (g/cm³)
1,68
Condutividade (µS)
< 3000
pH
11 a 12
Temperatura (°C)
18 a 22
Urdidura ao Redor (%)
30 a 40
Viscosidade (mPa S)
70 a 120
Fonte: adaptação de PEMCO Brugge BVBA, 2008
As
vantagens
da
aplicação
eletroforética
são:
superfícies
lisas,
homogeneidade de camada, excelente cobertura de bordas, baixo consumo de
esmalte, alto nível de automação, processo seguro e com baixos níveis de
reprovação. As desvantagens concernem á dificuldade de mudança de cores e alto
investimento (WAMKEH, 2001).
9.7 Pó eletrostático seco (POESTA)
Em uma aplicação de pó eletrostático a seco (POESTA), uma corrente
contínua negativa com voltagem entre 60 a 100 kV é aplicada na ponta de um
eletrodo tipo corona. Sob estas condições, os elétrons são emitidos e acelerados até
a peça aterrada. Por impacto, os constituintes do ar envolvente, principalmente íons
de oxigênio nitrogênio negativamente carregados, são formados. Enquanto os íons
de nitrogênio são atraídos pelo eletrodo perdendo a sua carga, os íons de oxigênio
preenchem o espaço entre a peça e a pistola.
O esmalte é transportado do seu reservatório através de um leito fluído até o
eletrodo onde acumula carga negativa até o máximo. Deixando a pistola, as
partículas movem-se até o ânodo pela combinação de forças aerodinâmicas e
elétricas com a velocidade de cerca de 6 a 10 m/min (WAMKEH, 2001).
A deposição das partículas de esmalte geralmente segue um fluxo não
uniforme através do campo eletromagnético imposto pelo ar turbulento.
As partículas eletricamente negativas aderem firmemente ao metal.
69
Para evitar a rápida dissipação de elétrons através do metal base, o esmalte
deve ter uma alta resistência superficial. Por este motivo as partículas são revestidas
com silicone hidrofóbico que também atribuem adesão por interação química.
Na prática, existe um balanço definido entre a adesão do pó e a sua fluidez,
dependendo do equipamento, da voltagem aplicada, do clima e da geometria das
peças (WAMKEH, 2001).
A caracterização dos esmaltes para aplicação eletrostática a seco (POESTA)
é definida na tabela 24.
Tabela 24 - Características do pó eletrostático (POESTA)
Fluidez
70 a 150 g/30 s
Adesão
> 60% depois de 15 min
Deposição
30 a 40%
Penetração
depende da parte
Resistência Superficial
> 1E+14 Ω cm
Distrib. de Tamanho de Partícula
10 a 80 µm (ø 15 a 20 µm)
Efeito de Separação
limitada ao mínimo
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Como o aumento da deposição de pó a atração da superfície do metal diminui
(de acordo com a lei de Coulomb) e forças repulsivas começam a repelir as
partículas e o spray é cessado (WAMKEH, 2001).
Se continuarmos a deposição de pó na mesma superfície, ocorra um
fenômeno chamado “ionização reversa” que causa um defeito chamado “casca de
laranja”.
Assim como a aplicação ESTA, o esmalte se concentra nas bordas e
cavidades não são perfeitamente cobertas. Isto pode ser minimizado com a
utilização de pistolas especificas para estes locais com parâmetros elétricos
devidamente ajustados ou, se possível, redesenhar a peça de maneira a tornar a
esmaltação mais eficaz.
Na prática, somente 30 a 40% do esmalte original é depositado sobre a peça.
O pó que não adere à peça deve retornar ao reservatório da cabine da aplicação.
Tal operação deve ser feita cuidadosamente para não danificar a camada de silicone
das partículas e não expor a tubulação á abrasão o que é possível usando uma
velocidade de alimentação em torno de 10 a 15 m/s. Qualquer contaminação deve
ser removida por peneiras ou separadores magnéticos (WAMKEH, 2001).
70
O processo de recirculação muda a distribuição de partículas do esmalte
(aglomeração de partículas finas) o que também pode ser influenciado pela
umidade. Este fenômeno pode causar diferenças de tonalidades e diferenças de
adesão devido a carregamento desuniforme das partículas. Por este motivo, pó
virgem deve ser constantemente misturado ao sistema de recirculação.
A atmosfera da cabine de aplicação deve ser controlada para manter uma
temperatura entre 20 a 25°C e uma umidade relativa não superior a 50%. Baixos
valores de vapor d’água (< 1 g/Nm³) e conteúdo de óleo (< 0,1 ppm) devem ser
observados (WAMKEH, 2001).
Genericamente, a tecnologia de aplicação de pó eletrostático a seco tem as
seguintes vantagens:
- não há necessidade de preparação de esmalte em suspensão;
- mínimo desperdício;
- alta produtividade, completa automação;
- eliminação de secador;
- possível integração com o sistema de pré-tratamento;
- sem desperdício de água;
- alta qualidade.
As desvantagens são o alto investimento, a necessidade de ar pressurizado e
um número limitado de cores disponíveis.
Figura 30 - Aplicação de pó eletrostático, Fonte: PEMCO Brugge BVBA, 2008
71
10 Processo de aplicação 2C/1Q
Uma única camada queimada – como o termo implica – produz somente uma
camada de esmalte que deve conter todas as funções antes divididas entre o
fundente e a cobertura. Esta única camada deve:
- cobrir a superfície do aço;
- ter aderência;
- proteger o aço de ataques químicos e físicos;
- ter a aparência visual desejada.
Se todas estas funções podem ser atribuídas a uma simples camada
queimada, aplicada em somente uma operação, o processo necessariamente se
torna complexo. Isto é especialmente verdade para a aplicação de brancos diretos
(DWE) a qual, uma qualidade consistente somente pode ser alcançada com aço
descarburizado combinado com um exaustivo pré-tratamento de 20 etapas. Assim,
os parâmetros de preparação do esmalte vítreo úmido e seco tornem-se criticamente
importantes (PEMCO Brugge BVBA, 2008).
Além do mais, atualmente temos regulamentações ambientais estritas e
constante aumento do custo energético, água e materiais químicos.
Estas considerações nos levam a introdução de aplicação em duas camadas
e uma queima (2C/1Q) que caracteriza a aplicação sobreposta de fundente e
cobertura (esmaltes brancos, coloridos e auto-limpantes) antes da queima.
Figura 31 - Interação entre o fundente e a cobertura em diferentes técnicas de aplicação, Fonte:
adaptação de PEMCO Brugge BVBA, 2008
72
A maior diferença ocorre pela forte interação entre fundente e cobertura,
durante todo o processo de queima (ver figura 31) (PEMCO Brugge BVBA, 2008).
A mistura entre os dois esmaltes ocasiona defeitos e deve ser evitada.
Cuidados com a coordenação de todos os parâmetros do processo são
essenciais e não estão relacionados ao método especifico de aplicação.
Tabela 25 - Características da aplicação 2C/1Q
Positivo
Negativo
Descarburizado ou especial para esmaltação;
Aço convencional
Lâmina de Aço
Conteúdo de carbono inferior a 30/1000%
Alta concentração de carbono
Espessura da lâmina superior a 0,8 mm
fina camada de óxido de fero
Construção
Chapas retas esmaltadas de um só lado
Formatos complexos
Pré-Tratamento
Superfície limpa
Resíduos de desengraxe
Fundente com baixa camada e
Fundente com alta tensão superficial
Esmalte Vítreo
Cobertura com baixa tensão superficial
pouca resistência ao vapor d'água
Adições de Moagem
Pequenas quantidades de argila
Pouco conteúdo de quartzo
Grau de Moagem
Partículas finamente moídas
Partículas grosseiras e muito finas
Superior a 100 µm úmido/seco ou
Aplicação
Inferior a 60 µm em um lado, aplicação úmida
seco/seco nos dois lado
Alta concentração de vapor
Queima
Curva sistemática de queima
d'água na atmosfera do forno
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Parâmetro
Para uma genuína aplicação em 2C/1Q, é essencial o uso de aço
descarburizado. Sob estas circunstancias, é possível obter resultados similares a
aplicação DWE. No entanto, são mais sensíveis a variações nos processos.
A maior vantagem da utilização do processo de 2C/1Q é a eliminação da
deposição de níquel sobre o aço desengraxado. Porém, é necessária grande
atenção durante o desengraxe, o enxágüe e possível neutralização (PEMCO Brugge
BVBA, 2008).
A seleção de fundente pode ser considerada a chave do sucesso da
aplicação. Muitos defeitos são causados pela camada pobre (inferior a 30 µm) ou má
formulação. Isso não se aplica somente ao fundente que deve ter alta tensão
superficial (>290 Nm/m) e excelente aderência, mas também as adições de moagem
que devem estabelecer a correta influência durante a queima.
A seleção da cobertura primeiramente depende da cor e da estrutura da
superfície desejada. Á princípio, todos os esmaltes de cobertura podem ser usados
desde que a tesão superficial, a expansão térmica e as propriedades da suspensão
sejam completamente harmônicas com as do fundente. Esmaltes com baixa
viscosidade são particularmente favorecidos, pois permitem a rápida liberação de
73
bolhas de gás durante a queima (ver figura 32). A espessura da cobertura varia
muito para cada artigo esmaltado, mas é geralmente entre 100 e 150 µm (PEMCO
Brugge BVBA, 2008).
Os processos químicos e físicos durante a queima devem ser controlados
assim como não se deve permitir a alta concentração de vapor d’água na atmosfera
do forno uma vez que poder gerar defeitos associados ao hidrogênio, especialmente
em aplicações em ambos os lados do aço.
Figura 32 - Boa/má formação de estrutura de bolhas em 2C/1Q, Fonte: adaptação de PEMCO Brugge
BVBA, 2008
As características da esmaltação 2C/1Q diferem muito de acordo com o nicho
industrial e a região. A tabela 26 traz uma visão geral das variações de processos
encontrados na prática (PEMCO Brugge BVBA, 2008).
Tabela 26 - Variações em processos de aplicação 2C/1Q
Processo
Técnica
Aplicações
Úmido/Úmido
Pó Eletrostático Úmido (ESTA)/Pó Eletrostático Úmido (ESTA)
Spray/Spray
Imersão/Spray
Aplicação Eletroforética (EPE)/Aplicação Eletroforética (EPE)
Fogões e Painéis de Arquitetura
Fogões, Sanitários, Panelas e Placas de Sinalização
Tanques de Água Quente e Fogões
Fogões, Máquinas de Lavar e Secar
Úmido/Seco
Pó Eletrostático Úmido (ESTA)/Pó Eletrostático Seco (POESTA)
Spray/Pó Eletrostático Seco (POESTA)
Fogões
Tanques de Água Quente e Portas de Microondas
Seco/Seco
Pó Eletrostático Seco (POESTA)/Pó Eletrostático Seco (POESTA)
Fogões, Sanitários e Painéis de Arquitetura
Fonte: adaptação de PEMCO Brugge BVBA, 2008
11 Secagem
Depois de aplicado com uma das técnicas descritas anteriormente, a peça
esmaltada deve ser seca (drenada) antes de tratamentos posteriores. A solução
drenada é chamada de “biscoito”, termo emprestado do processamento cerâmico.
74
Quando o biscoito é completamente seco, ele é forte o suficiente para ser
tocado em processos manuais. Esta força pode ser afetada por variações nos sais
de “setting”. (PEI 601, 1995).
O esmalte completamente seco é chamado de biscoito. Quando o biscoito
está completamente seco, este se torna forte o suficiente para o manuseio. O tempo
de drenagem da água durante o processo de secagem depende em parte da
formulação do esmalte e também do método de aplicação. A aplicação por spray faz
parte da água seja evaporada antes da formação da camada pela atomização, onde
a água é sujeita a maior superfície específica. Por outro lado, a aplicação por
imersão e por flow-coating quase não apresenta evaporação e temperaturas
ambientes que possam gerar maior evaporação causariam defeitos como o de
migração de sais e a não homogeneidade da camada ao longo da peça (PEI 601,
1995).
A temperatura típica da operação é de 120 a 230ºC. A velocidade do ciclo
está relacionada à drenagem específica, à formulação do esmaltes e deve evitar o
surgimento de bolhas na superfície (PEI 601, 1995).
A quantidade de água removida depende diretamente da formulação usada e
indiretamente do processo de aplicação. Obviamente, soluções com grandes
quantidades de água envolverão custos extras relativos à evaporação. Em contraste
a imersão, um pouco de água evapora durante a aplicação por spray e é removida
na exaustão de ar (DEITZEL, 1981).
Em instalações simples, as peças permanecem em prateleiras até que sejam
secas, o que pode levar de 4 a 6 horas. Durante este tempo as peças são expostas
a poeira e sujeira. Devido á sensibilidade da peça úmida a danos mecânicos e
deposição inalienável de pó, defeitos podem ser facilmente provocados por este
método. Assim, os gastos com retrabalho de peças danificadas é ainda maior do que
os custos com um secador.
O procedimento de esmaltação requer a secagem imediata após a aplicação.
Por este motivo o secador deve ficar o mais próximo possível da saída da
esmaltação.
Na prática, secadores a ar quente (tipo convecção) e infravermelho (tipo
radiante) são mais utilizados dependendo do volume e do tempo disponível para
secagem (DEITZEL, 1981).
75
Em um secador de ar quente, as peças passam através de uma corrente de
ar quente que evapora e transporta a umidade. O ar quente é gerado indiretamente
por trocadores de calor ou gases dos fornos a gás ou óleo (que podem ser usados
diretamente). Este tipo de secador trabalha com uma temperatura entre 80 a 120°C
e a velocidade é suficiente para não balançar as peças na linha de transporte. Para
reduzir o consumo de energia, as peças são processadas contra a corrente em
secadores do tipo “U”.
A qualquer temperatura, o ar tem um limite de absorção de vapor d’água
(saturação). Em alguns secadores, nem todo o ar é retornado ao trocador de calor,
sendo eliminado para a atmosfera.
O tempo de secagem é de aproximadamente 10 a 25 minutos sendo que as
peças são transportadas suspensas em cintos (ver figura 33). A saída e a entrada do
secador são protegidas com cortinas de ar para evitar a perda de calor (PEMCO
Brugge BVBA, 2008).
Figura 33 - Circulação de ar em secadores tipo "U" com 2 linhas, Fonte: adaptação de PEMCO
Brugge BVBA, 2008
Em secadores de infravermelho a transferência de calor é feita por radiação.
Afortunadamente a água absorve bem a radiação infravermelha em processos de
exposição direta. O tempo de secagem é relativamente pequeno (4 a 8 minutos).
Devido à emissão linear do calor, torna-se difícil a secagem de partes
côncavas e ocultas.
Assim como os secadores de ar quente, a água evaporada deve ser removida
por um sistema de exaustão bem como são necessários sistemas de convecção e
ventilação (DEITZEL, 1981).
76
Geralmente dois tipos de irradiadores de infravermelho são utilizados: claros e
escuros.
No primeiro caso, os irradiadores são aquecidos por gás ou eletricamente e
chegam a 600°C. Devido ao alto consumo de energia, estes são exclusivamente
usados em sistemas automáticos. A secagem de panelas nos quais a parte interna é
irradiada diretamente, a secagem levas cerca de 2 minutos.
No segundo caso, onde não há significante luz visível, o irradiador pode ser
aquecido por: tubos irradiados eletricamente, painéis aquecidos por gás ou
irradiadores diretos (necessita de ventilação para evitar o contato dos produtos da
combustão com as peças) (DEITZEL, 1981).
A temperatura da superfície das peças esta em torno de 100 a 200°C.
Ainda, existem dois tipos de transferência de calor no princípio da secagem:
No sacador de ar quente, a água evapora desde a superfície do biscoito. A água é
difundida de dentro para fora de maneira a equalizar o seu conteúdo dentro do
biscoito. Sais dissolvidos migram juntamente com a água até a superfície onde se
concentram. A taxa de secagem é determinada pela difusão da água e é reduzida
quando a quantidade de água presente diminui e é inibida pela camada de sais.
Quando a secagem é incompleta, a superfície fica rígida e retém umidade no interior
do biscoito. Desta maneira, o biscoito pode quebrar durante o transporte. O que
piora nestas condições é que ao quebrar, o biscoito libera esmalte que pode
precipitar sobre outras peças.
No sacador infravermelho, a água evapora no ponto onde há absorção de
calor. Neste caso a difusão funciona em segundo plano. Como conseqüência, os
sais não migram e não são geradas as irregularidades citadas acima (DEITZEL,
1981).
12 Queima
A queima representa a ultima etapa do processo de esmaltação. A
temperatura e o tempo de queima são característicos para cada formulação de
esmalte. Porém, são necessárias algumas adaptações segundo o tipo de forno, a
taxa de aquecimento, a espessura da lâmina de aço e o formato da peça.
77
Como a queima está associada a muitos processos químicos e físicos,
desvios das condições ótimas de queima podem representar a deteriorização das
características do esmalte (DEITZEL, 1981).
Quando são queimados fundentes e diretos acontecem reações segundo
descrito na tabela 27.
Tabela 27 - Reações durante a queima de fundentes
Temperatura
Superfície da Lâmina de Aço
22°C - 550°C
Oxidação do Ferro
550°C - 720°C
720°C - 860°C
Molhamento da Camada Oxidada
e Degaseificação
Fase de Transição da Oxidação
Galvânica e Formação de
Dentritos
Camada do Esmalte Vítreo
Desgaseificação do Biscoito e
Decomposição de Matéria Orgânica
Sinterização do Esmalte e Difusão
do Na, Fe, Co e Ni
Solução do FeO e Fe3O4
Dissolução da Argila
Formação da estrutura de Bolhas
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Para obter uma boa aderência entre o aço e o esmalte, primeiramente a
superfície do aço deve ser oxidada pelo vapor d’água e/ou pelo oxigênio enquanto o
hidrogênio é parcialmente absorvido pelo aço. Em temperaturas acima do ponto de
amolecimento, o esmalte começa fluir e ”molha” a superfície do aço. Sob estas
condições a aderência promove a oxidação do cobre o do níquel com o ferro
metálico e a liberação de monóxido de carbono (PEMCO Brugge BVBA, 2008).
As partículas metálicas de cobalto e níquel são precipitadas formando
dentrítos (pequenas estruturas em forma de ganchos) o que acelera a oxidação
(corrosão) do aço pelo processo eletroquímico.
A oxidação da superfície do aço é um forte indicador da formação de
aderência, sendo altamente influenciado por:
- comportamento oxidante do aço;
- reatividade do esmalte;
- condições de queima (temperatura, tempo, atmosfera).
Em esmaltes de cobertura, o processo é mais simples, mesmo que a camada
de fundente continue a reagir durante a queima da cobertura (2C/2Q), devendo
seguir os seguintes parâmetros:
- ser queimado sobre uma fina camada de esmalte fundente;
- reduzir ao mínimo a penetração de oxigênio na cobertura;
- permitir a formação de uma zona intermediária entre o fundente e a
cobertura;
78
- permitir a dissolução dos sais e das argilas através da emissão de gases
(dióxido de carbono);
- promover a recristalização do dióxido de titânio (aproximadamente 50%), em
esmaltes brancos (DEITZEL, 1981).
Na tabela 28 podemos observar como a temperatura de queima varia
somente em virtude do tipo de peça a ser esmaltada.
Tabela 28 - Temperatura de queima para diferentes aplicações
Diretos
Utensílios Leves
800 a 840°C
Utensílios Pesados
820 a 860°C
"Ranges"
810 a 860°C
Lâminas com Aplic. Majólica
Arquitetura e Placas de Sinalização
Banheiras
Utensílios Leves DWE*
790 a 830°C
* diretos brancos
Fonte: adaptação de PEMCO Brugge BVBA, 2008
Fundentes
800 a 830°C
830 a 880°C
780 a 830°C
780 a 830°C
820 a 870°C
820 a 850°C
-
Coberturas
800 a 820°C
830 a 850°C
780 a 820°C
750 a 820°C
800 a 850°C
820 a 840°C
-
Os requisitos para a queima de esmaltes vítreos para lâminas de aço são
comparativamente simples:
- apropriadas temperatura e ciclo de queima;
- aquecimento uniforme e retirada de gases;
- atmosfera do forno livre de contaminantes e baixo teor de sulfatos, vapor
d’água e produtos da combustão.
Durante o processo de queima são desenvolvidas as seguintes reações
simultaneamente:
- oxidação do metal base;
- derretimento do esmalte e amolecimento do metal base;
- corrosão eletromecânica da superfície do metal base com forte formação de
rugosidades;
- dissolução da sílica nas argilas;
- a água presente nos esmaltes oxida com o metal base formando hidrogênio;
- oxidação do carbono presente no metal base devido à presença dos óxidos
metálicos do esmalte;
- adsorção do hidrogênio pelo metal base;
- desenvolvimento da aderência do esmalte no metal base.
79
No caso de coberturas, são realizadas além das anteriores, as seguintes
reações:
- derretimento do esmalte cobertura sobre o esmalte fundente;
- selamento da superfície da cobertura após a desgaseificação completa do
metal base;
- dissolução dos sais presentes nas argilas;
- recristalização do zircônio e titânio.
Existem diversos tipos de fornos utilizados para a queima de lâminas de aço
esmaltadas como os de tipo ‘‘U’’, do tipo ‘‘L’’, horizontais, verticais e intermitentes. As
temperaturas de queima variam entre 550 a 950ºC, sendo que a permanência das
peças na zona de queima pode chegar até 5 minutos (PEI 601, 1995).
Dado que a taxa de dilatação do metal base (cerca de 170x10-7/
ºC)
em
desacordo com a do esmalte (varia entre 200 e 350x10-7/ ºC) não gera problemas ao
produto final, a curva de queima é relativamente acentuada, o suficiente para não
gerar demasiado choque térmico ao esmalte, evitando trincas. Como regra geral, os
esmaltes sempre ficam sobre compressão imprimida pelo metal (PEI 601, 1995).
O principal método de transferência de calor entre o esmalte e o forno é
através de radiação emitida pela superfície do gás queimado ou da resistência
elétrica. Outra forma de transmissão é a por convecção de calor entre as regiões
mais quentes e as mais frias por diferença de densidade. A transferência de calor
por convecção afeta minimamente a queima do esmaltes (PEI 601, 1995).
A temperatura deve ser mantida o mais constante possível. Reduções na
temperatura de queima não significam grandes economias sendo que não
representariam nem 15% de redução de custos. Além disso, seriam necessários
esmaltes mais reativos, e conseqüentemente mais caros, para obter a aderência
desejada (PEMCO Brugge BVBA, 2008).
Por outro lado, quando os custos da redução de energia e da substituição de
esmaltes são equivalentes, a redução de temperatura pode ser viável já que reduz a
deformação do aço durante a transição γ/β a 721°C.
Esmaltes são queimados em fornos especialmente desenhados. Vários tipos
são usados como intermitentes ou tipos “U” com mais de 10 metros de comprimento.
Eles podem ser distinguidos por:
- tamanho de chama;
- fonte de energia (gás, eletricidade ou óleo);
80
- transferência de energia (direta ou indireta);
- isolação das paredes;
- método de operação (intermitente ou contínuo).
A seleção do tipo “correto” de forno é crucial para a obtenção de resultados
perfeitos e reproduzíveis. Para tanto, alguns requerimentos devem ser analisados:
- distribuição uniforme de temperatura de maneira que a temperatura não
varie mais de 10°C em nenhum ponto;
- regulagem precisa e eficiente de temperatura;
- independência entre a regulagem e o carregamento;
- regulagem de tempo de queima;
- combustão completamente selada em fornos a gás ou óleo de queima
direta;
- baixa incidência de manutenção e, quando necessário, sejam rápidas;
- a máxima capacidade do forno não deve ser utilizada possibilitando
acomodação de picos de produção;
- as peças não podem estar a menos de 20 cm de distância durante a
queima.
A escolha do melhor método de aquecimento deve ser orientada por:
- combustíveis sólidos, como coque, não são utilizados, bem como geradores
de calor a gás;
- eletricidade é limpa, fácil de regular, não libera gases, permite fornos
pequenos e é de fácil manutenção. Por outro lado a eletricidade é relativamente cara
e somente utilizada quando gás ou óleo não estão disponíveis (conteúdo energético
= 3.600 kJ/Nm³);
- gás natural também é limpo, pobre em enxofre, precisa de uma recuperação
de gás ou trocador de calor. Geralmente tem um preço fixado ao óleo e pode ser
usado em queimas de chama direta com baixo consumo específico de energia
(conteúdo energético = 33.000 kJ/Nm³);
- combustíveis fósseis leves como óleo diesel precisam de reservatórios e
podem ser usados como o gás natural. O conteúdo de enxofre pode variar de cada
fornecedor. É interessante notar que alguns combustíveis contém traços de vanádio
o que pode causar severos danos ao forno (conteúdo energético = 42.000 kJ/Nm³).
- fornos tipo caixa são pequenos, aquecidos eletricamente, e usados para
peças pequenas com processo de queima controlado. Com a integração com
81
computadores, curvas de queima e efeitos de alta concentração de umidade podem
ser reproduzidos;
- fornos intermitentes são fornos parecidos com o anterior, usados para
utensílios que permitem a queima intermitente. Quando aquecidos eletricamente, as
resistências estão localizadas nas paredes internas. No caso de aquecimento por
gás ou óleo, a combustão é feita em câmaras separadas construídas de tijolos com
baixo valor de transmissão de calor.
A peça geralmente é deposita em pontos metálicos feitos de ligas resistentes
ao calor ou pendurada em ganchos e carregadas para dentro do forno com ajuda de
prolongadores de metal ou carros.
Cada forno deve ser equipado com pelo menos 36 zonas de controladas por
dispositivos automáticos para a eventual correção de temperatura.
Dependendo do tipo de peça e do volume carregado, o tempo de queima
pode variar entre 5 e 20 minutos.
- fornos a túnel têm aberturas em ambos os lados permitindo a carga por um
lado e a descarga por outro simultaneamente. Dependendo do tipo de esmalte, são
necessários módulos de pré-aquecimento e resfriamento (ver figura 34). São
preferíveis para queimas de baixa temperatura, pois a perda de temperatura pode
ser mantida a limites aceitáveis.
- fornos contínuos se distinguem pelo seu modesto gradiente de temperatura
e a completa integração com os módulos de pré-aquecimento e resfriamento (ver
figura 35). Outra característica é o baixo consumo de energia possibilitado por
cortinas de retenção tanto na entrada quanto na saída do forno (PEMCO Brugge
BVBA, 2008).
Figura 34 - Forno a rolo para panelas de alumínio, Fonte: adaptação de PEMCO Brugge BVBA, 2008
82
Figura 35 - Consumo de energia em diferentes tipos de fornos, Fonte: adaptação de PEMCO Brugge
BVBA, 2008
Existem dois tipos de fornos contínuos: os longitudinais e os tipos “U” (que
podem ser em formato de “U” ou “L”) (ver figura 36). O último é predominantemente
usado pela indústria esmaltadora.
Figura 36 - Forno contínuo tipo "U" a gás, Fonte: adaptação de PEMCO Brugge BVBA, 2008
A curva de temperatura em um forno deve ser controlada em intervalos
regulares ou integralmente, quando necessário com o auxílio de termopares que são
fixados em diferentes alturas ao longo do forno (figura 37) (PEMCO Brugge BVBA,
2008).
83
Figura 37 - Curva de queima em fornos contínuos, Fonte: adaptação de PEMCO Brugge BVBA, 2008
Conhecimentos importantes podem ser obtidos sobre a operação de queima
ou mesmo sobre a eficiência do processo através da análise da curva de queima. A
verdadeira temperatura de queima é aquela que permanece pelos menos por dois
minutos na peça com uma variação de no máximo 20°C. Se a temperatura máxima
somente é atingida depois do ponto de reversão (centro da zona de queima) e
continua aumentando, é uma indicação de que o forno está com a capacidade de
carga excedida.
A atmosfera do forno também tem uma influência decisiva na qualidade da
esmaltação. O vapor de água penetra na câmara de queima como resultado da
secagem incompleta das peças. Se a troca de ar ou resfriamento do ar do forno não
for suficiente para manter um nível aceitável de umidade, podem ocorrer defeitos
como cabeças de cobre em esmaltes fundentes, entretanto, tende a aumentar a
aderência.
Os gases como dióxido de enxofre, dióxido de carbono, NOx e flúor devem
ser retirados da atmosfera do forno pois podem danificar os esmaltes. Sua emissão
deve seguir os estritos parâmetros estabelecidos para cada país (a liberação de flúor
dos esmaltes geralmente não excede os limites permitidos) (PEMCO Brugge BVBA,
2008).
13 Propriedades e testes de esmaltes aplicados
Uma grande variedade de métodos foram desenvolvidos para avaliar e
controlar a qualidade dos artigos de aço esmaltados com esmaltes inorgânicos.
Muitos destes testes são padronizados pelo Porcelain Enamel Institute Technical
84
Committee C-22, ISO, EN, ASTM e ABNT válidas em muitos países (PEI 1101,
1995).
13.1 Propriedades térmicas
Excelentes propriedades térmicas são necessárias para uma boa esmaltação
de lâminas de aço uma vez que grande parte dos artigos esmaltados é exposta a
condições severas de temperatura (Email Quality, 2007).
13.1.1 Fluidez
A indústria usa um método simples para analisar a fluidez de esmaltes que
também é chamado de “fluxo de fusão”. Além dos testes estandardizados pela ISO
4534, são usados outros dois métodos: o teste na produção e por microscópio
acompanhando o aquecimento.
Em produção, pequenas quantidades de esmaltes são prensadas, com o
mínimo de umidade possível, para formar um disco compacto. Então, são dispostos
alinhadamente sobre uma lâmina de aço já esmaltada (ver figura 38) e submetidos à
temperatura de queima até que estejam no formato de esfera (o qual o tempo
também pode ser medido como indicador de fluidez). Logo em seguida são postos
verticalmente até que o escorrimento cesse. O desvio do padrão é calculado com a
seguinte fórmula: ΔFF = FF (amostra) – FF (padrão).
Figura 38 - Mediação de escorrimento (antes e depois da queima), Fonte: adaptação de Email
Quality, 2007
Por microscópio acompanhando o aquecimento (HSM), são analisadas as
formas adquiridas por cada esmalte em diferentes temperaturas de queima (ver
figura 39) (Email Quality, 2007).
85
Figura 39 - Fusão da partícula do esmalte, Fonte: adaptação de Email Quality, 2007
13.1.2 Expansão térmica e transição vítrea
Esmaltes e lâminas de aço, como todos os materiais, expandem com o
aquecimento. Substâncias com uma composição homogenia têm a expansão
térmica como uma característica física. É medido tanto linearmente quanto em
volume. Dependendo da estrutura molecular, a taxa de expansão pode variar em
faixas diferentes de temperatura.
A expansão térmica do compósito esmalte/aço é particularmente importante.
Mesmo que o esmalte (vidro) tenha alta resistência à compressão, a tensão obtém
baixos valores. O que significa que o esmalte durante a aplicação e uso deve estar
sempre sobre uma compressão que não sobreponha à sua resistência (ver figura 40)
(Email Quality, 2007).
Figura 40 - Relação da elongação do metal durante a queima do esmalte, Fonte: adaptação de Email
Quality, 2007
86
Devido a sua composição uniforme, o aço tem uma expansão uniforme
também. Desta maneira, o esmalte deve ser adequado aos valores propostos por ele
(que variam de acordo com a forma da peça esmaltada). Cantos, bordas, saliências
necessitam de esmaltes com expansão térmica ainda mais alta que os aplicados em
superfícies lisas. Da mesma forma, esmaltes aplicados nas partes internas de
panelas, por exemplo, devem ter uma expansão térmica inferior para não sofrer
tensão durante o resfriamento. As tesão residuais são facilmente verificadas durante
o teste de choque térmico onde peças esmaltadas ainda quentes são submergidas
em água à temperatura ambiente (ISO 2747).
A expansão térmica é medida por um equipamento chamado dilatômetro
descrito na DIN 51045-1.
Na figura 41 podemos verificar a tesão, medida com o método Pöshmann (ver
DIN 51175), o qual pode aderir uma medição rápida e precisa das propriedades
físicas correspondentes para o desenvolvimento de esmaltes (Email Quality, 2007).
Figura 41 - Curva de tensão medida com o método Pöshmann, Fonte: adaptação de Email Quality,
2007
13.1.3 Resistência ao calor
Para testar a resistência ao calor, artigos representativos são usados sem
nenhuma modificação sendo aquecido em um forno de controle a uma temperatura
50°C acima da usualmente utilizada normalmente. A taxa de aquecimento deve ser
87
constante e a temperatura superficial deve ser controlada em contato com um
termômetro. Assim que o artigo atingir a temperatura desejada, deve manter-se
durante o tempo especificado e deixado esfriar em condições de uso.
O teste é repetido até que sejam notadas alterações superficiais como a
coloração (Email Quality, 2007).
13.1.4 Resistência ao choque térmico
As contrações ocorridas durante o alívio das tensões existentes no esmalte
dependem muito da taxa de resfriamento. O teste de choque térmico e efetuado
aquecendo o artigo até a temperatura crítica e logo em seguida submergido em
água fria (ver ISO 2747 e também a figura 42).
No caso de o esmalte não ter sido danificado (liberando lascas), o ciclo é
repetido aumentando-se 50°C até que ocorram danos (Email Quality, 2007).
Figura 42 - Teste de resistência ao choque térmico, Fonte: Email Quality, 2007
13.2 Características mecânicas
As propriedades mecânicas como a camada de esmalte aplicada, aderência,
impacto ou abrasão são grandemente influenciadas pela antiguidade dos artigos e
pela composição do aço. Alguns aspectos relevantes são a porosidade, a
rugosidade, a resistência a torção e a elasticidade dos artigos esmaltados.
88
Os seguintes testes são comumente aplicados para garantir ótimas
propriedades mecânicas (Email Quality, 2007).
13.2.1 Espessura de camada
A camada aplicada de esmaltes não é tão somente importante por questões
econômicas, mas também para atingir os requerimentos de qualidade exigidos.
Os dispositivos que medem a camada de esmaltes vítreos aplicados sobre
metais utilizam o princípio de atração magnética (ver figura 43). Como o descrito na
EN ISO 2178 as calibrações devem ser feitas com fitas não magnéticas sobrepostas
sobre o metal (Email Quality, 2007).
Figura 43 - Medida de camada - espessura, Fonte: Email Quality, 2007
13.2.2 Aderência
A aderência de esmaltes pode ser caracterizada através de impactos
calibrados imprimidos sobre a superfície do artigo esmaltado. Este teste é descrito
na EN-10209 anexo D (ver figura 44) (PEMCO Brugge BVBA, 2008).
89
Figura 44 - Teste de aderência, Fonte: adaptação de PEMCO Brugge BVBA, 2008
13.2.3 Impacto
A resistência ao impacto de artigos esmaltados é descrita pela ISO 4532 (ver
figura 45). Este teste utiliza uma pistola que aplica uma força de aproximadamente
20N sobre a superfície do esmalte o qual deve ser analisado até 24 horas depois do
impacto (Email Quality, 2007).
Figura 45 - Pistola de impacto especificada pela ISO 4532, Fonte: Email Quality, 2007
90
13.2.4 Elasticidade
As propriedades térmicas e mecânicas são fortemente influenciadas pela
elasticidade dos esmaltes. Mesmo que a elasticidade seja medida pelo teste de
tensão, ela também pode ser medida através de ressonância por freqüência
utilizando um vibrômetro a laser (método dinâmico) que pode ser efetuado em
temperaturas até 600°C.
Geralmente, esmaltes apresentam um módulo de elasticidade na ordem de 45
a 65 GPa que é influenciado pelo tipo de esmalte e pela estrutura de bolhas
(porosidade).
Com o aumento da temperatura, o módulo de elasticidade diminui como pode
ser observado na figura 46 (Email Quality, 2007).
Figura 46 - Módulo de elasticidade dinâmica em função da temperatura, Fonte: adaptação de Email
Quality, 2007
13.2.5 Abrasão
A resistência à abrasão é testada de acordo com ISO 6370-1 usando o
equipamento mostrado na figura 47.
91
Figura 47 - Teste de abrasão segundo ISO 6370-1, Fonte: Email Quality, 2007
Uma mistura de esferas de aço, óxido de alumínio e água é vibrada na
superfície de um pedaço retirado do artigo esmaltado e a perda de massa é medida
após certo número de revoluções (Email Quality, 2007).
13.2.6 Porosidade
Poros são interrupções locais limitadas no na superfície do artigo esmaltado e
podem aderir efeitos negativos. Eles devem ser diferenciados em: abertos
interconectados, abertos não interconectados e fechados que podem ser abertos por
abrasão ou alta voltagem.
Poros abertos que alcançam a superfície do metal são defeitos graves e
podem gerar severas corrosões. Podem ser facilmente observados com o teste de
baixa voltagem (ISO 8289) no qual uma solução eletrolítica penetra nos poros e
forma hidróxido de sódio por influência da corrente elétrica.
Poros fechados são medidos utilizando o teste de alta voltagem (EN 14430)
(ver figura 48). Trata-se de um teste destrutivo usado quando são necessárias
camadas de esmaltes livres de poros (Email Quality, 2007).
92
Figura 48 - Teste de porosidade com alta voltagem, Fonte: Email Quality, 2007
13.3 Propriedades ópticas
A cor é uma impressão visual causada pela luz proveniente de uma fonte ou
objeto irradiado. Em esmaltes a cor é medida através de colorimetria onde os
equipamentos e a metodologia utilizada são regulamentados pelo CIE. Estes
dispositivos são chamados colorímetros ou espectofotômetros. Eles fazem uso de
filtros vermelhos, verdes e azuis para emular a percepção do olho humano da luz e
da cor (Email Quality, 2007).
13.4 Propriedades químicas
Os testes utilizados para determinar a natureza e a severidade de ataque são
os seguintes: resistência a ácidos frios, ferventes, solução de soda cáustica quente,
detergente quente, água fervente e vapor d’água (Email Quality, 2007).
13.4.1 Resistência a ácidos frios
Este teste foi desenvolvido para a rápida avaliação de resistência ácida em
esmaltes vítreos. Devido ao fato de que ácidos são mais utilizados dia-a-dia do que
soluções alcalinas, não é surpresa que seja o carro chefe da durabilidade química.
Assim como determina a EN-14483-1, o esmalte é submetido ao ataque de
soluções aquosas frias de ácido cítrico (EN-14483-2-10 se fervente), hidroclorídrico
(EN-14483-2-12 se fervente) e sulfúrico (EN-14483-2-11 se fervente) e, analisados
segundo a figura 49 (Email Quality, 2007).
93
Figura 49 - Classificação da resistência ácida de acordo com a EN 14483-1, Fonte: adaptação de
Email Quality, 2007
13.4.2 Resistência a solução de soda cáustica quente
Mesmo que os esmaltes sejam desenvolvidos sendo principalmente
resistentes a ácidos, em alguns casos também são afetados por soluções alcalinas
como em máquinas de lavar. É interessante notar que a resistência alcalina nunca
será maior que a ácida tendo um limitante de concentração de 10-3 mol/l (pH 11).
Soluções alcalinas quentes deterioram o esmalte rapidamente ocasionando sérios
defeitos.
Mesmo assim, um método similar ao usado com ácidos é aplicado seguindo a
EN-14483-4-9 (Email Quality, 2007).
13.4.3 Resistência a solução de detergente quente
Máquinas de lavar roupa, louça, secadoras, etc. devem ser resistentes a
detergentes quentes como o caracterizado na EN-14483-3. Uma solução de
detergente padronizada é aplicada a 95°C na peça esmaltada em movimento
rotativo durante 24 horas. O teste é repedido até que seja provocado dano
superficial (Email Quality, 2007).
94
13.4.4 Resistência a água fervente e água em vapor
Tanto o teste com água quente quanto o com água condensada têm uma
grande importância prática e são padronizados pela EN-14483-2-13. Tais testes
medem a perda de massa depois de 48 horas de exposição. Valores entre 5 e 10
g/m² são esperados (Email Quality, 2007).
13.5 Outros testes padronizados
Além dos testes mencionados acima, uma variedade de testes padronizados
são utilizados como: toxidade (ISO-4531-1 e 2), intemperismo (EN-14483-1-9),
propriedades de esmaltes auto-limpantes (ISO-8291) e propriedades pirolíticas (NFA92-031) (ver figura 50) (Email Quality, 2007).
Figura 50 - Teste para caracterização de propriedades pirolíticas, Fonte: Email Quality, 2007
14 Defeitos
Defeitos em artigos esmaltados podem ser caracterizados como interrupções
locais limitadas na densidade ou na estrutura assim como a penetração de uma
camada de esmalte em outra e nem sempre podem ser visíveis a olho nu.
Podem ser divididos em: relacionados ao aço, relacionados ao esmalte base,
em diretos, em coberturas, associados á esmaltação de 2C/1Q, aplicação a úmido e
a seco (Atlas of Enamels Defects, 1995).
Os principais defeitos encontrados durante a manufatura de artigos
esmaltados com esmaltes vítreos estão dispostos nas figuras 49 e 50 e descritos a
seguir:
95
Relacionados ao aço:
- figura 51 – a – escamas de peixe: são pedaços lascados da superfície em
forma de meia lua ocasionados pela difusão do hidrogênio. São solucionados
usando aço com menor conteúdo de carbono e menor penetração de hidrogênio ou
tornando o esmalte mais aderente;
- figura 51 – b – lascas: são fragmentos do esmalte causados por excesso de
camada, por estruturas de bolhas muito grandes ou baixo coeficiente de expansão;
- figura 51 – c – bolhas: são perfurações circulares maiores a 1 mm causadas
pela presença de dióxido de enxofre na atmosfera do forno ou excessiva liberação
de monóxido de carbono;
Relacionados ao esmalte base
- figura 51 – d – cabeças de cobre: são áreas nas quais o óxido de ferro
eclodiu a superfície. São causados pela saturação do aço devido a baixas camadas
de esmalte, por partículas de ferro presentes no esmalte ou resíduos do prétratamento do aço;
- figura 51 – e – pontos brancos: causados por partículas grosseiras de
aditivos de moagem como quartzo;
Esmaltes diretos:
- figura 51 – f – cabeças de alfinete: são perfurações muito pequenas
causadas pela liberação de carbono do aço ou por impurezas orgânicas residuais do
pré-tratamento;
- figura 51 – g – bolhas de enxofre: são depressões circulares causadas por
resíduos ácidos ou enxofre que reduzem drasticamente a tensão superficial. Se
apresentarem
coloração
amarelada,
podem
ser
contaminações
de
cloro
provenientes da água.
Esmaltes de cobertura:
- figura 51 – h – linhas de cabelo: são pequenas quebras que ocorrem
paralelamente sempre na mesma região. São ocasionadas por alta camada de
esmalte, tensões residuais ou má distribuição de partículas do esmalte,
- figura 52 – a – estrelas: são depressões circulares com exposição do
esmalte base em formato de estrela. Causados por impactos pontuais no aço antes
do processo de esmaltação;
96
- figura 52 – b – ondulações: também são causados por impactos pontuais no
aço antes do processo de esmaltação e acentuados por camadas excessivas de
esmalte;
- figura 52 – c – depósito de escamas: são auréolas amareladas causadas
pela penetração do cromo presente nas ferramentas de manuseio dos artigos
esmaltados;
Associados á esmaltação de 2C/1Q:
- figura 52 – d – escamas: são elevações superficiais uniformes em forma de
meia lua causadas pela elevada umidade durante a secagem e pré-aquecimento
acentuada pela liberação de gases durante a queima;
- figura 52 – e – pontos negros: são perfurações relativamente grandes na
superfície do esmalte causas pela liberação de gases quando a tensão superficial do
esmalte base é muito maior que a da cobertura;
Aplicação a úmido:
- figura 52 – f – linhas de drenagem: são marcas deixadas pelo escorrimento
de perfurações pertencentes ao desenho do artigo esmaltado. Existem aditivos de
moagem que reduzem a tensão superficial da suspensão que permitem a
minimização do defeito.
- figura 52 – g – pele de laranja: são aberturas no esmalte de cobertura com
exposição do esmalte base em forma de sulcos não uniformes. Causados pelo
excesso de pressão nas pistolas de aplicação ou pela utilização do esmalte base
inadequado (tensão superficial muito baixa).
Aplicação a seco:
- figura 52 – h – ionização: causada pela baixa umidade relativa do ar durante
a aplicação com alta voltagem de pó eletrostático.
Em virtude da alta incidência, os defeitos causados pela variação na camada
aplicada são dispostos na tabela 29 (Atlas of Enamels Defects, 1995).
97
Tabela 29 - Defeitos resultantes de espessuras de esmalte irregulares
Tipo de Esmalte
Espessura Excessivamente Baixa
Espessura Excessivamente Alta
Fundente Base
Cabeças de Cobre
Escamas de Peixe
Pelamento
Base Escamada
Pontos de Desgaseificação
Cabeças de Alfinete
Flutuação de Cor
Diferenças no Brilho
Linhas de Cabelo
Casca de Laranja
Linhas de Escorrimento
Quebras de Secagem
Lascas
Ondulações
Entortamento
Cobertura
Fonte: adaptação de PEMCO Brugge BVBA, 2008
98
Figura 51 - a-c: defeitos causados pelo metal base; d-e: defeitos no fundente; f-g: defeitos em brancos
diretos; h: defeito em coberturas, Fonte: IVE - Atlas of Enamel Defects, 1995
99
Figura 52 - a-c: defeitos em coberturas; d-e: defeitos em aplicação 2C/1Q; f-h: defeitos em aplicação
de pó eletrostático úmido, Fonte: IVE - Atlas of Enamel Defects, 1995
100
15 Esmaltação de esmaltes vítreos na indústria brasileira
A indústria esmaltadora brasileira se concentra no estado de São Paulo com
alguns produtores no sul e nordeste. Produzem essencialmente panelas, fogões e
artigos afins com alto nível de terceirização.
Consomem cerca de 550.000,00 kg de esmaltes moídos por mês em
contraposição com outros países que compram esmaltes já em suspensão. Uma
grande maioria (87%) compra esmaltes secos prontos para uso, sendo que o
restante compra fritas e efetua sua própria formulação.
Em relação ao tipo de forno usado, metade utiliza fornos intermitentes a gás
ou elétricos, enquanto a outra metade usa fornos contínuos a gás do tipo “U”
(maiores produtores) ou longitudinais com uma temperatura de queima média de
830 °C, um ciclo de 4 minutos e um comprimento que varia entre 4,5 a 40 m.
Uma fração relativamente baixa de produtores usa aço especial para
esmaltados (30%) que pode ser observado também na alta reatividade da maioria
dos esmaltes utilizados evitando defeitos relacionados à qualidade do aço.
Tratando-se de um país em desenvolvimento, o índice de automação é
relativamente alto (78,4%) mesmo que 51% dos métodos de aplicação sejam por
imersão, 75% por spray, 5,5% com pó eletrostático, 8% por flow coating e não exista
aplicação eletroforética e DWE.
O preço médio praticado por quilo de esmalte seco é cerca de R$ 5,45
(drasticamente reduzido após a crise econômica mundial de 2008) (PEMCO, 2009).
101
16 CONCLUSÃO
Ao comparar os resultados obtidos com os objetivos propostos, pode-se
verificar que a metodologia usada foi satisfatória e promoveu a orientação
necessária para o cumprimento dos mesmos. O processo de esmaltação pôde ser
completamente analisado e relacionado a padrões internacionais, bem como as
especificações e controles das matérias-primas e produtos acabados.
A tecnologia de manufatura de esmaltes ainda é em grande parte importada
sendo que somente processos secundários são feitos nacionalmente (moagem e
empacotamento). Este quadro tem sido mantido á vários anos devido à constante
melhora e incentivos fiscais aduaneiros oferecidos pelo MERCOSUL.
De maneira geral, o cenário industrial é carente de apoio técnico o que
beneficia as indústrias multinacionais que buscam o “know-how” de suas matrizes
em países onde a esmaltação já é um processo mais corriqueiro.
No entanto, a grande concorrência do mercado, dividido entre dois principais
produtores de esmaltes, faz com que dia-a-dia, sejam introduzidas novas técnicas e
produtos buscando a redução de custos e melhora na qualidade resultando na
adaptação dos recursos nacionais e a construção do conhecimento.
Assim, sugere-se que futuros trabalhos sejam pautados na área de adaptação
de matérias-primas nacionais para a produção de esmaltes de cobertura no sistema
2C/1Q (duas camadas e uma queima) e aplicação eletroforética.
102
REFERÊNCIAS
ANDREWS A.I. Porcelain Enamels. Champaign, 1961.
Atlas of Enamel Defects. Reddirch: IVE, 1995
BERGERON C. G. Relation of Bubble Structure of Porcelain Enamel to FishScaling:
Journal
of
the
American
Ceramic
Society.
Volume 36,
Capítulo 11, Novembro 1953, 373-376 p.
BRUCE B. D., SHARON A. V. Effect of Refractory Mill Additions on Molten
Apparent Viscosities of Steel Ground-Coat Enamels: Journal of the American
Ceramic Society. Volume 32, Capítulo 2, Fevereiro 1949, 41-45 p.
SEVERINO Antônio Joaquim. Metodologia do Trabalho Científico. 23. Ed. São
Paulo: Cortez, 2007. 304p.
COWAN R. E., ALLEN A. W., FRIEDBERG A. L. Effect of Temperature on
Modulus of Elasticity of Porcelain Enameled Steel: Journal of the American
Ceramic Society. Volume 39, Capítulo 9, Setembro 1956, 293-300 p.
DANIELSON R. R., FREHAPER M. K. The Effect of Some Substitutes for Tin
Oxide on The Opacity of White Enamels for Sheet Steel1: Journal of the
American Ceramic Society. Volume 6, Capítulo 5, Maio 1923, 634-644 p.
DEITZEL A.H. Emaillierung. Berlin Heidelberg New York. Springer-Verlag, 1981.
DWIGHT G. MOORE, MARY A. MASON. Investigation of Gases Evolved During
Firing of Porcelain Enamels: Journal of the American Ceramic Society. Volume 36,
Capítulo 8, Agosto 1953, 241-249 p.
EMAIL – ENAMELS – EMAUX – SMALTI – ESMALTES: Technical Dictionary in
Five languages. Hagen: DEV, 1994.
Email Quality: Quality Requirements for Vitreous / Porcelain Enamellings. 3rd
English Edition. Hagen: EEA, 2007
FELLOWS R. L., MCLAUGHLIN J. L.. Study of milling and its effect on Properties
of Porcelain Enamel Slips: Journal of the American Ceramic Society. Volume 22,
Capítulo 1-12, Dezembro 1939, 260-264 p.
MOORE D. G., PITTS J. W., RICHMOND J. C., HARRISON W. N. Galvanic
Corrosion Theory for Adherence of Porcelain Enamel Ground Coats to Steel:
Journal of the American Ceramic Society. Volume 37, Capítulo 1, Janeiro 1954, 1-6
p.
PEMCO Brugge BVBA. PEMCO Enamel Manual. Edição 3, Brugge, Janeiro 2007,
1-274 p.
PETZOLD A., PÖSHMANN H. Email und Emailliertechnik. 2 ed. VEB Deutscher
103
Verlag Für Grundstoffindrustie: Auflage 1992.
PORTER F. R., NEAD J. H. Characteristics of Iron and steel for porcelain
enameling: Journal of the American Ceramic Society. Volume 21, Capítulo 1,
Janeiro 1938, 9-16 p.
OLIVEIRA HERBERT V et al. PEI-101 Design & Fabrication of Metal of Porcelain
Enamel.
Norcross,
1995.
28
p.
Disponível
em:
http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out. 2008.
_____. PEI-201 Selection of Porcelain Enamel Steels. Norcross, 1995. 30 p.
Disponível em: http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out.
2008.
_____. PEI-301 Preparation of Sheet Steel of Porcelain Enamel. Norcross, 1995.
42 p. Disponível em: http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09
out. 2008.
_____. PEI-401 Ball Mill Grinding of Materials for Porcelain Enamel. Norcross,
1995. 33 p. Disponível em:http://www.porcelainenamel.com/pubs.htm>. Acesso em:
09 out. 2008.
_____. PEI-402 Mill Additions. Norcross, 1995. 26 p. Disponível
http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out. 2008.
em:
_____. PEI-502 Dipping & Flow Coating for Porcelain Enamel. Norcross, 1995.
29 p. Disponível em: http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09
out. 2008.
_____. PEI-601 Drying and Firing. Norcross, 1995. 26 p. Disponível em:
http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out. 2008.
_____. PEI-901 Special Finishes for Porcelain Enamel. Norcross, 1995. 55 p.
Disponível em: http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out.
2008.
_____. PEI-1101 Manual of Tests, Measurements and Process Control Norcross,
1995. 91 p. Disponível em:http://www.porcelainenamel.com/pubs.htm>. Acesso em:
09 out. 2008.
_____. PEI-1301 Glossary of Porcelain Enamel Terms. Norcross, 1995. 91 p.
Disponível em:http://www.porcelainenamel.com/pubs.htm>. Acesso em: 09 out.
2008.
RICHMOND J. C., MOORE D. G., KIRKPATRICK H. B., HARRISON W. N.. Relation
Between Roughness of Interface and Adherence of Porcelain Enamel to Steel:
Journal of the American Ceramic Society. Volume 36, Capítulo 12, Dezembro 1953,
410-416 p.
THOMAS J.R., NELSON J.K, SILVERMAN S. J. Métodos de pesquisa em
atividade física. 5. ed. Porto Alegre, RS: Artmed, 2007.
104
WAMKE H. Die Elektrotauchemaillierung. Eigenverlag. Friedr. Marienfld, 2001.
Vitreous Emails. London: Borax Holdings Ltd, 1984.
Vitreous Enamel: A Performance Guide. Ticehurst, The Vitreous Development
Concil Ltd., 1984
105
ANEXO – Especificações de matérias-primas para moagem
PEMCO Emelier do Brasil Ltda.
Materia prima: Acido Bórico
Nombre comercial: Acido Bórico
Nombre químico: H3BO3
Componente
Porcentaje
B2O3
55 - 56%
Fe2O3
0.005 0.01 %
Total
*** %
106
PEMCO Emelier do Brasil Ltda.
Materia prima: Aluminato de sodio
Nombre comercial: Aluminato de sodio
Nombre químico: NaAlO2 o Na2Al2O4.H2O
Componente
Porcentaje
H2O Total
36–38%
Aluminato
60 – 62 %
Insoluble
en Agua
0.4 – 0.6%
Cloruros
0.2 – 0.4%
Total
*** %
107
PEMCO Emelier do Brasil Ltda.
Materia prima: Alumina A1
Nombre comercial: Alumina Calcinada
Nombre químico: Al2O3
Componente
Porcentaje
Al2O3
99–99.8 %
Fe2O3
0.02-0.08%
Na2O
0.2-0.8%
Total
*** %
108
PEMCO Emelier do Brasil Ltda.
Materia prima: Harina de Rutilo
Nombre comercial: Harina de Rutilo
Nombre químico: TiO2
Componente
Porcentaje
TiO2
Min. 93%
ZrO2
Max. 2.5%
Fe2O3
Max. 2.5%
SiO2
Max. 2.0%
Total
*** %
109
PEMCO Emelier do Brasil Ltda.
Materia prima: Harina de zirconio
Nombre comercial: Harina de Zirconio
Nombre químico: ZrSiO4
Componente
Porcentaje
Zr2O
Min. 65%
SiO2
Max. 35%
Al2O3
Max.0.50%
Total
*** %
110
PEMCO Emelier do Brasil Ltda.
Materia prima: Bayferrox 303 T
Nombre comercial: Bayferrox 303 T
Nombre químico: Oxido de Hierro sintético negro
Componente
Porcentaje
Fe2O3
Min. 99 %
Total
***%
111
PEMCO Emelier do Brasil Ltda.
Materia prima: Bentonita
Nombre comercial: Bentonita
Nombre químico: Bentonita
Componente
MgO x SiO2
Total
Porcentaje
Máx. 84%
*** %
112
PEMCO Emelier do Brasil Ltda.
Materia prima: Carbonato de Magnesio
Nombre comercial: Carbonato de Magnesio
Nombre químico: Carbonato de Magnesio
Componente
Porcentaje
MgO
min41.5%
CaO
max1.0%
Fe
max0.05%
Total
*** %
113
PEMCO Emelier do Brasil Ltda.
Materia prima: CMC
Nombre comercial: CMC
Nombre químico: Carboxi metil Celulosa
Componente
Total
H20-CPS 25 C Min 25% - Max 50%
Viscosidad 7.2%
Porcentaje
*** %
114
PEMCO Emelier do Brasil Ltda.
Arcilla: H 230
Componente
Porcentaje
K
Max. 2 %
Ti
Max. 2 %
Fe
Max. 10 %
Al
Max. 25 %
Si
Min. 25%
Total
***%
115
PEMCO Emelier do Brasil Ltda.
Arcilla: H 231
Componente
Porcentaje
Ca
Max. 2 %
Mg
Max. 2 %
Fe
Max. 2 %
Ti
Max. 10 %
Al
Max. 25%
Si
Min. 25%
Total
***%
116
PEMCO Emelier do Brasil Ltda.
Materia prima: Nitrito de sodio
Nombre comercial: Nitrito de sodio
Nombre químico: NaNO2
Componente
Porcentaje
NaNO2
Min. 98.5%
Cl
Max. 0.2%
Total
*** %
117
PEMCO Emelier do Brasil Ltda.
Materia prima: Manganeso Oxido
Nombre comercial: Oxido de Manganeso
Nombre químico: MnO2
Componente
Porcentaje
Mn
Min. 50%
MnO2
75 – 80 %
Fe2O3
2–5%
SiO2
Max. 8%
Total
*** %
118
PEMCO Emelier do Brasil Ltda.
Materia prima: Níquel Oxido
Nombre comercial: Oxido de níquel
Nombre químico: Oxido de níquel
Componente
Porcentaje
Ni
76 – 78%
Fe
0.02-0.05%
Cu
Max 0.01%
Total
*** %
119
PEMCO Emelier do Brasil Ltda.
Materia prima: Borax Pentahidratado
Nombre comercial: Penta Borax
Nombre químico: Na2B4O7.5H2O
Componente
B2O3 Teórico 47.8%
Porcentaje
B2O3
Min 47 %
Na2O
Min 21 %
Total
*** %
120
PEMCO Emelier do Brasil Ltda.
Materia prima: Cuarzo #200
Nombre comercial: Cuarzo
Nombre químico: Dioxido de silicio
Componente
Porcentaje
SiO2
> 98%
Al2O3
< 0.5%
Fe2O3
< 0.08%
CaO- MgO
< 0.15%
Perd Calcin
< 0.15%
Total
Requerimiento no debe contener mica, feldespato y carbonatos de ningún tipo.
Granulometría: 3 – 12 % retenido en malla 200
*** %
121
PEMCO Emelier do Brasil Ltda.
Materia prima: Tripolisfosfato de Sodio
Nombre comercial: TPF
Nombre químico: Tripolisfosfato de Sodio
Componente
Na5P3O10
Total
Porcentaje
Min 92 %
*** %
122
PEMCO Emelier do Brasil Ltda.
Materia prima: Trióxido de Antimonio
Nombre comercial: Trióxido de Antimonio
Nombre químico: Trióxido de Antimonio
Componente
Porcentaje
Sb2O3
Máx. 98%
PbO
Min 0.15%
As2O3
Min 0.1%
Fe
Min 0.1%
Total
Observación: # 325 mínimo 0.15% Debe ser polvo Blanco libre de impurezas.
*** %