Controle Estatístico de Qualidade
Capítulo 7
(montgomery)
Capacidade do Processo
Introdução
–
Cartas de Controle
–
Instrumento de monitoramento e detecção de desvios na
estabilidade do processo
Considerando que através das cartas de controle
tenhamos um processo estável durante longos
períodos de tempo, a seguinte questão precisa ser
respondida:
O processo atende de forma eficiente os requisitos
impostos ao produto?
Capacidade do Processo
Introdução
–
No contexto do CEP, os estudos de capacidade do
processo destinam-se a responder esta questão.
–
É importante ressaltar que eficiência deve ser
entendido como baixo nível de não-conformidades.
–
Os índices de capacidade do processo são
parâmetros adimensionais que indiretamente
medem o quanto o processo consegue atender às
especificações.
Capacidade do Processo
Considerações Importantes
–
O uso dos índices de capacidade não tem sentido
se os dados analisados forem provenientes de um
processo fora de controle
–
Motivo: os índices são parâmetros da distribuição estacionária
da característica da qualidade em estudo. Se o processo estiver
fora de controle essa distribuição não será sempre a mesma,
logo não saberemos o que estaremos estimando a partir dos
dados.
Assim,
devemos
primeiro
examinar
o
comportamento das cartas de controle. Uma vez
evidenciada a condição de controle, o estudo de
capacidade pode ser conduzido
Capacidade do Processo
Considerações Importantes
–
É costume tomar como medida de capacidade de
um processo a dispersão 6-sigma na distribuição da
característica da qualidade
LNT = µ ± 3σ
–
–
Se os dados são provenientes de uma distribuição
normal, os LNT incluem 99,73% da variável.
Os LNT expressam a tolerância natural do processo
Capacidade do Processo
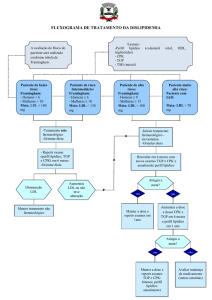
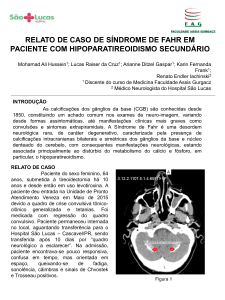
Histograma ou QQ Plot
–
Através do histograma é possível:
Verificar a “forma” da característica da qualidade em
estudo
Estimar a capacidade independentemente de termos a
informação sobre as especificações do produto.
–
Exemplo
10.34
8.70
8.97
11.27
10.32
9.25
11.97
9.79
9.95
9.79
10.80
10.52
9.74
10.03
10.05
9.34
9.19
11.24
9.49
9.88
11.39
9.52
10.31
9.56
9.04
9.96
7.65
11.34
10.41
8.39
Capacidade do Processo
Histograma
–
Exemplo
Histogram
x = 9.94
S = 0.9532
Normal
7
6
LSNT = 12.80
LINT = 7.08
–
99.73%
dentro das
conformidades
5
Frequency
Mean
StDev
N
4
3
2
1
0
8
9
10
11
12
9.94
0.9532
30
Capacidade do Processo
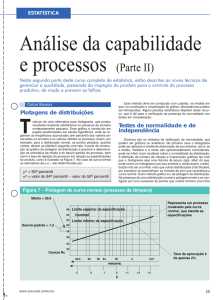
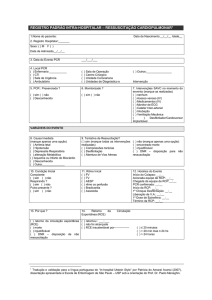
Histograma ou QQ Plot
–
Através do QQ Plot é possível:
–
Verificar a normalidade da característica da qualidade
em estudo
Exemplo
10.34
8.70
8.97
11.27
10.32
9.25
11.97
9.79
9.95
9.79
10.80
10.52
9.74
10.03
10.05
9.34
9.19
11.24
9.49
9.88
11.39
9.52
10.31
9.56
9.04
9.96
7.65
11.34
10.41
8.39
Capacidade do Processo
QQ Plot
Probability Plot
Normal
99
Mean
StDev
N
KS
P-Value
95
90
80
70
Percent
60
50
40
30
20
10
5
1
7
8
9
10
11
12
9.94
0.9532
30
0.087
>0.150
Capacidade do Processo
Razões da Capacidade do Processo
–
–
No entanto, convém termos uma forma simples e
quantitativa de expressar a capacidade de um
processo.
Tal forma foi introduzida por Juran (1974),
chamando-a de razão da capacidade de um
processo (RCP) Cp
LSE − LIE
Cp =
6σ
onde LIE/LSE são os limites de especificação
Capacidade do Processo
Razões da Capacidade do Processo
–
Em aplicações práticas, σ precisa ser estimado. Isso
resulta em uma estimativa para Cp dada por
LSE − LIE
ˆ
Cp =
6σˆ
–
Tolerância especificada (TE)
Tolerância natural (TN)
Note que o índice Cp relaciona a tolerância especificada
com a tolerância natural do processo. Assim,
Cp < 1, TN é maior que TE (preocupante)
Cp = 1, TN é igual TE (precisa melhorar)
Cp > 1, TN é menor que TE (desejável)
Razões da Capacidade do
Processo - Cp
Exemplo – Anel de Pistão
–
–
–
–
Limites de Especificação
74.00mm ± 0.05mm
Do gráfico R, estimamos
R
ˆ
σ = = 0,0099
d2
Logo,
LSE − LIE 74,05 − 73,95
=
= 1,68
Cˆ p =
6σˆ
6(0,0099)
Cp > 1 (desejável)
Razões da Capacidade do
Processo - Cp
–
Outra interpretação útil obtida a partir de Cp é a
percentagem da faixa de especificação utilizada
pelo processo (P)
1
×100
Pp =
C
p
–
Do exemplo de anéis de pistão, temos que
1
Pp =
× 100 = 59,5%
1,68
Razões da Capacidade do
Processo - Cp
–
–
–
Vimos que a razão da capacidade do processo mede a
habilidade do processo de produzir produtos que atendam
as especificações.
A seguir, apresentaremos diversos valores de Cp
juntamente com o número de peças defeituosas ou
unidades não-conformes do produto por milhão (ppm).
Tais quantidades foram obtidas com base nas seguintes
suposições importantíssimas:
A característica da qualidade tem distribuição normal
O processo está sob controle estatístico
A média do processo está centrada entre os limites de
especificação superior e inferior.
Razões da Capacidade do
Processo - Cp
LIE − µ
6
ppm < LIE = Φ
× 10
σ
LSE − µ
6
ppm > LSE = 1 − Φ
× 10
σ
Valores da Razão da Capacidade do
Processo (Cp) e Falhas Associadas (ppm)
para um Processo Normalmente Distribuído
que está sob Controle Estatístico
Falhas no processo (ppm)
Cp
Esp. Unilaterais
Esp. Bilaterais
0,25
226.628
453.255
0,50
66.807
133.614
0,60
35.931
71.861
0,70
17.865
35.729
0,80
8.198
16.395
0,90
3.467
6.934
1,00
1.350
2.700
1,10
484
967
1,20
159
318
1,30
48
96
1,40
14
27
1,50
4
7
1,60
1
2
1,70
0,17
0,34
1,80
0,03
0,06
2,00
0,0009
0,0018
Fonte: Montgomery
Razões da Capacidade do
Processo - Cp
–
Para ilustrar a tabela anterior, temos que
Cp = 1, implica em 2.700 ppm
Cp = 1,50 implica em uma taxa de apenas 4 ppm
No exemplo do anel de pistão, Cp = 1,68 ≅ 1,70. Isso
implica em 0,34 ppm, ou seja, o processo encontra-se
bem calibrado.
Razões da Capacidade do
Processo - Cp
Considerações Importantes
–
As suposições citadas anteriormente são críticas para
precisão e validade dos valores reportados.
–
Somerville e Montgomery (1996) investigaram o impacto da
não-normalidade nos valores apresentados na tabela.
A estabilidade ou controle estatístico do processo é
essencial para uma interpretação correta de qualquer RCP.
Montgomery comenta que é bastante comum se calcular uma
RCP sem levar em conta se o processo está sob controle.
Razões da Capacidade do
Processo - Cp
Considerações Importantes
–
Além disso, é importante ter em mente que calculamos
uma estimativa da RCP, estando sujeito a erros na
estimação
Logo, um intervalo de confiança pode dar uma boa ideia
do erro que podemos estar cometendo.
Posteriormente, iremos discutir sobre intervalos de confiança
para RCP.
O Índice Cpk
Razão de Capacidade para um Processo
Descentrado
–
Note que o índice Cp não leva em conta a
localização da média do processo com relação
aos limites de especificação.
–
Kane (1986) propõe uma medida (Cpk) que
penaliza desvios da média do processo em
relação a posição central (“ótima”), sendo definido
por:
O Índice Cpk
Razão de Capacidade para um Processo
Descentrado
C pk = min(C ps , C pi )
–
onde:
LSE − µ
C ps =
3σ
µ − LIE
C pi =
3σ
O Índice Cpk
Razão de Capacidade para um Processo
Descentrado
–
–
–
–
–
Se Cp = Cpk o processo está centrado no ponto médio das
especificações.
Quando Cpk < Cp o processo está descentrado
A diferença entre Cp e Cpk é uma medida direta de quão fora do
centro o processo está operando.
Além disso, através da tabela apresentada anteriormente, pode-se
obter uma estimativa rápida da melhoria potencial caso o processo
estivesse centralizado.
Por isso, costuma-se dizer que Cp mede a capacidade potencial no
processo, enquanto Cpk mede a capacidade efetiva.
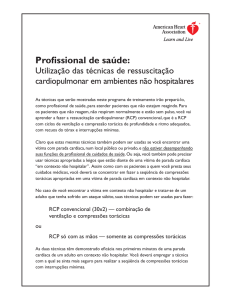
Cp versus Cpk
O Índice Cpm
Razão de Capacidade para um Processo
Descentrado
–
Vimos que o índice Cp não leva em conta a localização da
média do processo com relação aos limites de
especificação.
–
Analisar apenas o Cpk também não é uma boa estratégia.
Por si só, Cpk ainda não é uma medida adequada de
centralização do processo.
O melhor é interpretar conjuntamente Cpk e Cp.
O Índice Cpm
–
Cpk depende inversamente de σ e aumenta quando σ tende
a zero
Tal situação pode tornar Cpk inadequado como medida
de centralização. Um grande valor de Cpk nada nos diz
sobre a localização da média.
Processo A
Cpk=Cp=1,0
Processo B
Cp=2,0>Cpk=1,0
O Índice Cpm
Razão de Capacidade para um Processo
Descentrado
–
Chan et al. (1988) propõe um novo índice, chamado de
Cpm, que visa contornar esses problemas
C pm =
LSE − LIE
6 E( X − T )2
onde T = (LSE + LIE)/2.
– Note que, no denominador, temos o desvio quadrático
esperado em relação ao valor alvo.
O Índice Cpm
Razão de Capacidade para um Processo
Descentrado
–
O índice Cpm pode ser estimado por
Cˆ pm =
Cˆ p
1+V
2
onde
x −T
V=
.
S
,
O Índice Cpm
Razão de Capacidade para um Processo
Descentrado
–
Boyles (1991) elaborou uma análise detalhada sobre esse
índice. Dentre alguns resultados importantes, podemos
citar:
Cpm = Cpk = Cp, quando µ = T
Cpm tende a zero, quando |µ - T| → ∞
Intervalos de Confiança e Teste de
Hipóteses para RCP’s
–
É importante lembrar que na prática trabalhamos
com estimativas pontuais de Cp e Cpk e, como tal,
estão sujeitas à flutuações estatísticas.
–
Em outras palavras, um índice de capacidade do
processo está sujeito a erro estatístico. Logo,
para visualizarmos a precisão dessa estimativa
devemos utilizar intervalos de confiança (IC).
–
Se a característica da qualidade segue
distribuição normal, então podemos obter um IC
de nível (1-α)% para Cp a partir de
Intervalos de Confiança e Teste de
Hipóteses para RCP’s
Intervalo de Confiança para Cp
Cˆ p .
–
χ12−α / 2,n −1
n −1
≤ C p ≤ Cˆ p .
χα2 / 2,n −1
n −1
Exemplo: LSE = 62, LIE = 38, n = 20 e S = 1,75
62 − 38
ˆ
Cp =
= 2,29
6(1,75)
–
Seja α = 5%, temos que
IC (95%) = 2,29.
χ 02.975,19
20 − 1
≤ C p ≤ 2,29.
χ 02.025,19
20 − 1
= 1,57 ≤ C p ≤ 3,01
Intervalos de Confiança e Teste de
Hipóteses para RCP’s
Intervalo de Confiança para Cp
–
Note que o IC é relativamente amplo, indicando que a
estimativa de Cp pode estar sujeita a um erro de estimativa
elevado (baixa precisão)
–
Normalmente, Intervalos de Confiança baseados em
pequenas amostras tendem a ser amplos.
Intervalos de Confiança e Teste de
Hipóteses para RCP’s
Intervalo de Confiança para Cpk
–
–
Para RCP’s mais complicadas como Cpk e Cpm diversos
autores propõem intervalos de confiança aproximados
(Zhang et al. (1990), Bissel (1990), Kushler e Hurley (1992),
Pearn et al. (1992), entre outros).
Se a característica da qualidade segue distribuição normal,
apresentamos um IC de nível (1-α)% para Cpk
1
1
1
1
≤ C pk ≤ Cˆ pk 1 + Zα / 2
Cˆ pk 1 − Zα / 2
+
+
2
2
ˆ
ˆ
9nC pk 2(n − 1)
9nC pk 2(n − 1)
Intervalos de Confiança e Teste de
Hipóteses para RCP’s
Intervalo de Confiança para Cpk
1
1
1
1
ˆ
ˆ
≤ C pk ≤ C pk 1 + Zα / 2
C pk 1 − Zα / 2
+
+
2
2
ˆ
ˆ
9nC pk 2(n − 1)
9nC pk 2(n − 1)
–
–
Exemplo: Cpk = 1,33, n = 20
Seja α = 5%, temos que
IC (95%) = 0,99 ≤ C pk ≤ 1,67
–
Trata-se de um IC extremamente amplo e não-informativo,
visto que o valor de Cpk tanto pode ser inferior a 1 (situação
ruim) como pode ser igual a 1,67 (situação excelente). Isso
se deve ao pequeno tamanho de amostra utilizado.
RCP – Uso de Gráficos de Controle
–
O cálculo e a análise dos índices RCP’s só faz
sentido quando o processo está sob controle.
–
Logo, a análise dos gráficos de controle são de
vital importância para correta interpretação de
Cp, Cpk ou Cpm.
Considerações Finais
–
Índices de capacidade são muito sensíveis à
mudanças na distribuição estacionária.
–
Se ela não for normal, a interpretação dos índices com
base nos valores de referência perde a consistência.
Um índice de capacidade é um parâmetro do
processo cujo valor é estimado através de
estatísticas
O uso de intervalos de confiança pode ajudar a ter uma
ideia do erro de estimação que podemos estar cometendo
Exercício
Um
processo
normalmente
distribuído
tem
especificações LIE=75 e LSE=85. Uma amostra de 25
partes indica que o processo está centrado no meio da
faixa de especificação e o desvio padrão é S=1,5.
a)
b)
Determine uma estimativa pontual para o Cp. O
processo é eficiente?
Determine um intervalo de confiança de 95% para Cp.
Comente sobre a amplitude do intervalo.
Exercício
Um processo está sob controle com X = 100, S = 1,05 e n = 5.
As especificações do processo são 95 ± 8. A
característica da qualidade tem distribuição normal.
a)
b)
c)
Estime a capacidade potencial.
Estime a capacidade efetiva.
De quanto se reduziria a falha do processo se ele
fosse corrigido de modo a operar na especificação
nominal?
Exercício
Suponha uma característica da qualidade tenha
distribuição normal com limites de especificação em
LSE=100 e LIE=90. Uma amostra aleatória de 30
partes resulta em X = 100 e S = 1,6.
a)
b)
c)
Calcule uma estimativa pontual para Cpk.
Calcule uma estimativa pontual para Cpm.
Encontre um intervalo de confiança de 95% para Cpk.