UNIVERSIDADE TUIUTI DO PARANÁ – UTP
SARA LETICIA VON ROEDER MICHELS SCHRAIBER
PROGRAMAS DE AUTOCONTROLE EM INDÚSTRIA DE CARNE SUÍNA
CURITIBA
2016
SARA LETICIA VON ROEDER MICHELS SCHRAIBER
PROGRAMAS DE AUTOCONTROLE EM INDÚSTRIA DE CARNE SUÍNA
Trabalho de conclusão de curso apresentado
Curso de Medicina Veterinária da Faculdade
Ciências Biológicas da Universidade Tuiuti
Paraná, como requisito parcial para a obtenção
Grau de Médico Veterinário.
Orientador Acadêmico: Profª Msc. Ana
Carolina Aust
Orientador Profissional: Profª. Msc.
Fernanda K. Bortollotto
CURITIBA
2016
ao
de
do
do
UNIVERSIDADE TUIUTI DO PARANÁ
REITOR
Prof. Luiz Guilherme Rangel Santos
PRÓ-REITOR ADMINISTRATIVO
Carlos Eduardo Rangel Santos
PRÓ-REITORA ACADÊMICA
Prof. Dra. Carmen Luiza da Silva
DIRETOR DE GRADUAÇÃO
Prof. Dr. João Henrique Faryniuk
COORDENADOR DO CURSO DE MEDICINA VETERINÁRIA
Prof. Dr. Welington Hartmann
COORDENADOR DE ESTÁGIO CURRICULAR
Prof. Dr. Welington Hartmann
TERMO DE APROVAÇÃO
SARA LETICIA VON ROEDER MICHELS SCHRAIBER
PROGRAMAS DE AUTOCONTROLE EM INDÚSTRIA CÁRNEA
Este Trabalho de Conclusão de Curso foi julgado e aprovado para
obtenção do título de Médico (a) Veterinário (a) pela Comissão Examinadora do
Curso de Medicina Veterinária da Universidade Tuiuti do Paraná.
Comissão Examinadora:
Presidente:
Profª Msc. Ana Carolina Aust
___________________________________________________________
Prof. Dr. Celso Grigoletti
___________________________________________________________
Prof. Dr. Welington Hartmann
___________________________________________________________
Curitiba, 01 de Julho de 2016
DEDICATÓRIA
Dedico este trabalho para minha mãe Raquel, sem ela esse sonho jamais
teria se concretizado.Aos meus amigos e a minha Família que sempre me apoiaram
na minha decisão de ser Médica Veterinária, meu muito obrigada.
AGRADECIMENTOS
Primeiramente а Deus onde permitiu qυе tudo isso acontecesse, ао longo
dе minha vida, е nãо somente nestes anos como universitária, mаs que еm todos оs
momentos é o maior mestre qυе alguém pode conhecer.
Agradeço а minha mãе Raquel, heroína qυе mе dеυ apoio, incentivo nаs
horas difíceis, de desânimo е cansaço e "in memorian" ao meu pai Ernesto que sem
eles hoje eu não estaria aqui. Agradeço aos meus bichos de estimação que me
alegram e são os principais responsáveis por eu ter escolhido esta profissão.
A minha orientadora Ana Carolina Aust e Fernanda K. Bortollotto, pelo
suporte nо pouco tempo qυе lhes coube, pelas suas correções е incentivos, e todo o
pessoal do pessoal do frigorífico que me acolheram com muita dedicação e carinho.
Agradeço а todos оs professores pоr mе proporcionar о conhecimento
nãо apenas racional, mаs а manifestação dо caráter е afetividade dа educação nо
processo dе formação profissional, pоr tanto qυе sе dedicaram а mim, nãо somente
pоr terem mе ensinado, mаs por terem mе feito aprender. А palavra mestre, nunca
fará justiça аоs professores dedicados аоs quais sеm nominar terão оs meus
eternos agradecimentos.
Meus agradecimentos аоs amigos Rafaeli, André, Luísa, Izabelle e
Grazielle companheiros dе trabalhos е irmãos nа amizade qυе fizeram parte dа
minha formação е qυе vão continuar presentes еm minha vida cоm certeza.
SUMÁRIO
LISTA DE FIGURAS ____________________________________________ 9
LISTA DE SIGLAS _____________________________________________ 10
RESUMO ____________________________________________________ 11
ABSTRACT __________________________________________________ 12
1. INTRODUÇÃO ______________________________________________ 13
2. OBJETIVOS ________________________________________________ 15
3. ATIVIDADES DESENVOLVIDAS _______________________________ 16
4. DESCRIÇÃO DO LOCAL DE ESTÁGIO __________________________ 17
5 REVISÃO BIBLIOGRÁFICA ____________________________________ 24
5.1
PROGRAMAS
DE
AUTOCONTROLE
EM
ESTABELECIMENTOS
ALIMENTÍCIOS _______________________________________________ 25
5.1.2 ÂMBITO DE APLICAÇÃO DOS PROGRAMAS DE AUTOCONTROLE
____________________________________________________________26
5.1.2.1. Manutenção das Instalações e Equipamentos _______________ 27
5.1.2.2.Vestiários, Sanitários e Barreiras Sanitárias __________________ 27
5.1.2.3. Iluminação ___________________________________________ 28
5.1.2.4. Ventilação ___________________________________________ 28
5.1.2.5. Água de Abastecimento _________________________________ 28
5.1.2.6. Águas Residuais ______________________________________ 29
5.1.2.7. Controle Integrado de Pragas ____________________________ 29
5.1.2.8. LIMPEZA E SANITIZAÇÃO ________________________________ 30
5.1.2.9. Higiene, Hábitos Higiênicos e Saúde dos Operários ___________ 30
5.1.2.10. Procedimentos Sanitários das Operações __________________ 31
5.1.2.11. Controle de Matérias-Primas, Ingredientes e Material de Embala_31
5.1.2.12. Controle de Temperaturas ______________________________ 32
5.1.2.13. Calibração e Aferição de instrumentos de Controle de Processo 32
5.1.2.14 Testes Microbiológicos _________________________________ 33
5.1.3. BOAS PRÁTICAS DE FABRICAÇÃO _________________________ 33
5.1.4. APPCC _________________________________________________ 34
5.1.6. PPHO __________________________________________________ 36
5.1.5.1 PPHO para higienização de instalações, equipamentos e móveis: 38
5.1.5.2 PPHO para controle integrado de vetores e pragas urbanas: ____ 38
5.1.5.3 PPHO para higienização do reservatório de água: _____________ 38
5.1.5.4 PPHO para higiene e saúde dos manipuladores: ______________ 38
6. CONCLUSÃO _____________________________________________ 40
7. REFERÊNCIAS BIBLIOGRÁFICAS ____________________________ 40
LISTA DE FIGURAS
FIGURA 1 - BARREIRA SANITÁRIA .............................................................. 18
FIGURA 2 - ÁREA DE DESOSSA.................................................................... 18
FIGURA 3 - MESA DE INDUSTRIALIZAÇÃO ................................................. 19
FIGURA 4 - MAQUINA EMBUTIDEIRA ........................................................... 19
FIGURA 5 - ÁREA DA LAVANDERIA .............................................................. 20
FIGURA 6 – DEPÓSITO DE CONDIMENTOS................................................. 20
FIGURA 7 - ÁREA DE DESCARREGAMENTO DE MÁTERIA PRIMA .......... ..21
LISTA DE SIGLAS
ABICEPS
Associação
Brasileira
da
Indústria
Produtora
e
Exportadora de Carne Suína
ABPA
Associação Brasileira de Proteína Animal
ANVISA
Agência Nacional de Vigilância Sanitária
APPCC
Análise de Perigos e Pontos Críticos de Controle
BPF
Boas Práticas de Fabricação
DIPOA
Departamento de Inspeção de Produtos de Origem
Animal
EPI
Equipamento de Proteção Individual
MAPA
Ministério da Agricultura Pecuária e Abastecimento
PPHO
Procedimentos Padrões de Higiene Operacional
RIISPOA
Regulamento de Inspeção Industrial e Sanitária de
Produtos de Origem Animal
SIF
Serviço de Inspeção Federal
SIP
Serviço de Inspeção Estadual
RESUMO
PROGRAMAS DE AUTOCONTROLE EM INDÚSTRIA DE CARNE SUÍNA
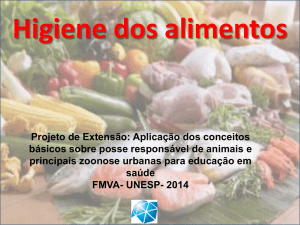
A qualidade dos produtos de origem animal que servem como alimento à
população tem sido alvo de constante preocupação na indústria alimentícia. Isto se
deve ao fato do consumidor estar mais exigente pela busca constante da segurança
alimentar. Para se obter o controle da fabricação de alimentos seguros, as indústrias
têm adotado ferramentas que previnam possíveis falhas durante a manipulação e
produção de seus produtos. Tem-se adotado procedimentos que previnam possíveis
falhas durante a fabricação. Uma das exigências legais proposta pelo Ministério da
Agricultura, Pecuária e Abastecimento (MAPA) para garantir a qualidade higiênicosanitário de alimentos de origem animal é a implantação dos Programas de
Autocontrole que promovam a melhoria da qualidade e possibilite maiores lucros no
menor espaço de tempo possível após a sua implementação. O programa de
autocontrole constitui atualmente a principal ferramenta da agroindústria no controle
dos processos de fabricação, visando a garantia da qualidade e inocuidade dos
alimentos produzidos. Além disso, a implantação desse programa amplia a
competitividade no mercado nacional e viabiliza a comercialização dos produtos. No
período de estágio foram desenvolvidas atividades como verificação de temperatura
de câmaras frias e de matérias primas, verificação de temperatura nas salas de
manipulação de alimentos, acompanhamento do recebimento de matérias-primas,
limpeza e higienização de acordo com o programa de procedimentos e padrões de
higiene operacional. O objetivo deste trabalho foi descrever os processos envolvidos
nos programas de controle de qualidade em uma indústria alimentícia.
Palavras chaves: Frigorífico, Controle de qualidade, Carne suína, Procedimentos
Operacionais e Boas Práticas.
ABSTRACT
SELF-CONTROL PROGRAMS IN INDUSTRY MEAT OF PORK
The quality of products of animal origin that serve as food to the
population has been Constant concern target in the food industry. This is because
consumers being more demanding and due to constant search for food security. To
get control over the manufacture of the industries safe food has adopted tolos to
prevent posible failures during the manipulation and production of their products. It
ha. One of the legal requirements proposed by the minitry of agricultura, livestock
and supply to ensure hygienic sanitary quality of foods of animal origin is the
implantation of self-control programs that promote improved quality and enables
higher profits in the shortest space of time posible after its implementation. Self –
control program currently is the mais agrobusiness tool in controlling the process of
manufacturing, aimed at ensuring the quality and safety of food produced. Mareover
the impantation of this program increases the competitiveness in the domestic
market and enables the commercalization of products. The internship period were
developed activities such a temperatura checking the romos manipulation of food,
monitoring the receipt of raw materials, and cleaning according to the program
procedures and operational higiene standards. The objective of this study was to
describle the processes involved in quality control programs in food industry.
Key words: Refrigerator, quality control, Pork, Operational Procedures and Good
Practices.
13
1. INTRODUÇÃO
Atualmente, a carne suína, é resultado da evolução da indústria
alimentícia, apresentando um baixo teor de gorduras, calorias e colesterol,
pressionada por uma melhor produtividade para tornar a espécie economicamente
mais viável e pelas exigências da população por um produto com menos gordura. A
partir desta ideia foi introduzida na dieta dos animais de criação a ractopamina, um
produto promotor de crescimento, que visa aumentar o ganho de massa magra em
animais de terminação. A ractopamina é classificada como um agonista betaadrenérgico, agindo no metabolismo animal, inibindo a lipogênese, estimulando a
lipólise e retendo o nitrogênio, e aumenta assim a síntese protéica (CROME, 1996).
A ractopamina atua através da liberação de estímulos a partir de receptores
especializados que desencadeiam processos bioquímicos relacionados com o AMP
cíclico. Esta ação determina um aumento na deposição do músculo pela hipertrofia
do diâmetro das fibras musculares, mais especificamente das fibras brancas e
intermediárias (AALHUS, 1990), incrementando o desempenho e as características
de carcaça. Antigamente, o porco apresentava 40 a 45% de carne magra e
espessuras de toucinho de 5 a 6 centímetros. Atualmente, graças aos programas de
genética e nutrição, o suíno moderno apresenta de 55 a 60% de carne magra na
carcaça e apenas 1,5 a 1 centímetro de espessura de toucinho. Nos últimos 20
anos, o teor de Gordura diminuiu 35%, o de Calorias em 20% e o de Colesterol em
15% (MONTANARI, 1998). A riqueza nutritiva da carne suína está principalmente no
conteúdo de proteínas de alto valor biológico, ácidos graxos monoinsaturados,
vitaminas do complexo B (especialmente tiamina), riboflavina, ferro, selênio e
potássio. Quando comparada à carne de aves e à carne bovina, a carne suína pode
conter até 10 vezes a quantidade de micronutrientes. A carne suína apresenta
benefícios indiscutíveis à saúde humana como fonte de proteínas de alto valor
biológico e alta digestibilidade (PARDI, 1993).
O Brasil é o quarto maior exportador mundial de carne suína, atrás da
China, União Européia, Estados Unidos (ABIPECS, 2014). Os estados de Santa
Catarina, Paraná e Rio Grande do Sul são os principais produtores de suínos do
País (ABPA, 2013).
14
Nas últimas décadas, os problemas na produção animal, as crises
sanitárias e doenças em humanos, aumentaram a preocupação com a segurança do
alimento (SEPULVEDA, 2008). Com a globalização e comércio de carne certificada
os consumidores tornaram-se mais rigorosos preocupando-se com o bem estar e
condições humanitárias desses animais apresentando um interesse por alimentos
com identidades locais e regionais garantidas com certificações assegurando maior
qualidade e segurança da carne (ZUIN E ZUIN, 2008).
O Estado do Paraná é o terceiro maior produtor nacional de suínos,
tendo 22 frigoríficos inscritos SIF - Serviço de Inspeção Federal e 55 frigoríficos
inscritos no SIP – Serviço de Inspeção Estadual (IBGE, 2013).
No competitivo mercado de produtos alimentícios, a qualidade dos
produtos deixou de ser uma vantagem competitiva e se tornou requisito fundamental
para a comercialização dos produtos para garantir a produção que não causem dano
algum ao consumidor é de extrema importância para uma indústria de alimentos.
Estes produtos devem assegurar a qualidade e segurança do ponto de vista
microbiológico, físicos, químicos e diversos fatores deverão ser controlados desde a
produção da matéria-prima até a mesa do consumidor.
Dentro de uma fábrica de alimentos existem vários programas que visam
à obtenção de qualidade final do produto e deste modo, deve-se controlar de forma
estratégica cada etapa do processo de fabricação.
15
2. OBJETIVOS
O estágio teve como objetivo geral, complementar a formação profissional
aumentando os conhecimentos dentro da área de Medicina Veterinária, sejam eles
teóricos ou práticos e dando a oportunidade de acompanhar o processo industrial
dentro de um frigorífico.
O estágio teve por objetivos específicos aumentar o conhecimento na
área de inspeção de produtos cárneos, mostrando a importância do Médico
Veterinário em assegurar através dos diferentes e possíveis meios adequados de
inspeção e controle, a qualidade higiênica, sanitária e tecnológica dos alimentos
industrialmente processados e desenvolver a habilidade de comunicação com os
funcionários e discutir as principais manobras de ações corretivas para determinado
problema com os demais profissionais do local acompanhando todo o processo de
produção de alimentos cárneos desde recebimento das matérias primas,
ingredientes e embalagens até expedição do produto final ao mercado consumidor.
Foi verificada a eficiência de todos os procedimentos dos programas de autocontrole
da empresa, boa prática de fabricação, procedimentos padrões de higiene
operacional, analise de perigos e pontos críticos de controle, procedimentos
sanitários operacionais e procedimentos operacionais padrão e plano de inspeção
do SIF local perante a qualidade final do produto.
16
3. ATIVIDADES DESENVOLVIDAS
O estágio curricular foi realizado no período de 25/02/2016 até
22/06/2016, totalizando 420 horas, totalizando 6 horas diárias, de segunda a sextafeira, em um Frigorífico Industrializador de carne suína, localizado em Curitiba no
bairro Campo Comprido/ PR. A supervisão profissional do estágio foi realizada pela
Médica Veterinária Fernanda K. Bortollotto, responsável técnica pelo frigorífico. A
orientação acadêmica foi realizada pela professora, Médica Veterinária Ana Carolina
Aust. Foram desenvolvidas atividades competentes a profissão de Medicina
Veterinária ligadas aos programas de melhoria de qualidade industrial. Entre essas
atividades foram realizadas a verificação de temperatura de câmaras frias e
produtos armazenados nas mesmas e verificação de temperatura de setores do
frigorífico e controle de potabilidade de água. Além disso, foi possível acompanhar o
recebimento de matérias-primas, conferindo a temperatura de recebimento e a
qualidade dos produtos que, em caso de não conformidade, eram devolvidos aos
fornecedores. Orientação aos manipuladores de alimentos quanto a limpeza e
higienização dos setores como salas de manipulação, áreas de recebimento e
expedição, sala de embalagens, triparia, área de salga e defumação e sala de
desossa, de acordo com o programa de procedimentos e padrões de higiene
operacional. Monitoramento das condições de segurança e qualidade relacionados à
iluminação, conforme programa de autocontrole nº 3, garantindo a produção de um
alimento seguro, livre de contaminações principalmente em casos de estilhaçamento
e programa de autocontrole nº 4, que garante a manutenção das condições de
ventilação a fim de controlar odores, vapores e condensações que possam alterar o
produto fabricado ou levar a condições sanitárias inadequadas do ambiente. Todas
as atividades desenvolvidas estão em conformidade com as legislações sanitárias
vigentes.
17
4. DESCRIÇÃO DO LOCAL DE ESTÁGIO
Em 1932 um casal de descendentes italianos abriu as portas de uma
pequena fábrica de lingüiças. Com o passar dos anos a empresa evoluiu para uma
marca representativa no segmento de derivados suínos no Paraná, abastecendo o
mercado regional, atualmente a gestão da empresa está na terceira geração e no
ano de 2010 o frigorífico passou a ser chancelado pelo SIF (Serviço de Inspeção
Federal).
O frigorífico da região de Curitiba que tem como objetivo produzir
rentavelmente a melhor lingüiça suína e outros embutidos, satisfazendo as
necessidades de seus clientes, zelando pela qualidade e mantendo a tradição
sempre. Desenvolvendo ações onde visam cumprir o respeito ao meio ambiente e
almejando a mesma excelência em qualidade e mantendo a tradição de produzir os
melhores derivados de suínos.
Localizado no município de Curitiba/ PR, o frigorífico conta com área total
de 2.500m², sendo que 2.200m² são ocupados pela fábrica em si. O estabelecimento
possui funcionamento em horário comercial (07:00-17:00), dispondo de profissionais
e funcionários capacitados para produção de embutidos. O frigorífico conta com uma
estrutura de área externa e área interna. Na área externa há um estacionamento
para clientes, loja da fabrica, sala do SIF, escritório do frigorífico, portão de entrada
para o frigorífico, área de descarregamento de matéria prima, área de descanso
para os funcionários, lavanderia, deposito de condimentos, banheiros masculinos e
femininos, sala de controle de qualidade, refeitório, oficina de manutenção,
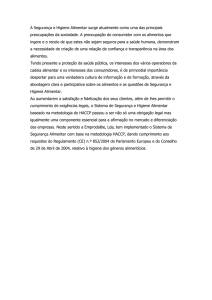
estacionamento para funcionários e área de caldeira. Já na parte interna temos na
entrada a barreira sanitária, setor de lavagem de utensílios, área de recebimento de
matéria prima, setor de desossa, setor de industrialização, setor de pesagem de
lingüiça, setor de salga, cozimento e embalagem, 11 câmaras frias, setor de
expedição, triparia, deposito de embalagens, área de tratamento de carretilhas e
câmara de ossos.
18
FIGURA 1 (BARREIRA SANITÁRIA )
FIGURA 2 (ÁREA DE DESOSSA)
19
FIGURA 3 (MESA DE INDUSTRIALIZAÇÃO)
FIGURA 4 (MAQUINA EMBUTIDEIRA)
20
FIGURA 5 (ÁREA DA LAVANDERIA)
FIGURA 6 (DEPOSITO DE CONDIMENTOS)
21
FIGURA 7 (ÁREA DE DESCARREGAMENTO DE MÁTERIA PRIMA)
A empresa produz grande variedade de produtos e derivados cárneos de suíno,
sendo eles:
Embutidos: Lingüiça grossa, Linguiça especial fina, Linguiça mista, Linguiça de
frango, Blumenau, Linguiça campeira, salsichão, Salsicha tipo viena , Codeguim,
Morcela branca e escura.
Defumados: Costela suína defumada, Paleta cozida e defumada, Pernil cozido e
defumado, Joelho defumado, Bacon defumado, Cracóvia, Paio e Lingüiça calabresa.
Feijoada: Kit feijoada salgado e defumado.
In natura: Cortes com e sem osso como barriga, lombo, paleta, carré, copa, costela,
bisteca, joelho, pernil.
22
Temperados: Cortes com e sem ossos temperados, como lombo, paleta, carré,
costela, copa, bisteca, joelho, pernil.
Salgados: Rabo, Orelha, Pele, Pé, Máscara.
A higienização da fábrica é exercida em todos os setores. Durante os
procedimentos de elaboração e aos manipuladores pede-se para que sigam as
normas de Boas Práticas de Fabricação (BPF). A higiene da fábrica é realizada para
garantir o controle de ocorrências como a contaminação alimentar, a contaminação
cruzada e alterações sensoriais nos alimentos. Esta se aplica dentro da fábrica e
nas dependências externas. A higiene relacionada aos manipuladores é estritamente
pessoal, sendo assim, é necessária a conscientização dos mesmos com palestras,
treinamentos e acima de tudo cobranças e punições. Os modelos dos uniformes são
convenientes ao ambiente de trabalho, sendo de cor branca para os manipuladores
de alimentos, os azuis para a manutenção, o marrom para os funcionários
responsáveis pela higienização, para que não haja contaminação cruzada. É
necessário a utilização de gorros (toucas descartáveis para as pessoas de cabelo
comprido),
botas
(impermeáveis
e
antiderrapantes),
protetores
auriculares,
mangotes, máscaras e aventais.
Os visitantes ou pessoas externas do frigorífico ao acessarem as áreas
restritas a funcionários devem vestir os mesmos uniformes dos colaboradores, estes
cedidos pela empresa. Os colaboradores são orientados a evitar colocar as mãos na
boca ou nariz, coçar regiões no corpo, tossir, espirrar, ou cuspir próximo aos
alimentos. Além disso, não é permitido entrar nas dependências e instalações
industriais sem seguir os procedimentos de correta lavagem de mãos e botas.
Diariamente antes do início da produção de alimentos, um funcionário do
controle da qualidade e um do Serviço de Inspeção Federal percorrem toda a
indústria verificando as situações de conformidade. O controle de qualidade possui
um Check-list Organizacional e de Higienização em que o funcionário preenche as
alterações encontradas, as causas e a ação corretiva tomada para excluir o
problema. Neste Check-list os itens constantes são relacionados a parte estrutural
como equipamentos, mesas, paredes, facas, chairas, monoblocos, embutideiras,
Tamblers, tanques de cozimento, estufas, portas, luminárias, fios suspensos, piso e
outros.
23
CONTRERAS et al. (2002) destaca procedimentos importantes que
devem ser tomados ao longo do processamento industrial, como um rigoroso
programa de sanitização dos equipamentos e instalações, o controle das operações
envolvendo a manipulação das matérias-primas, tudo visando a possibilidade de
contaminações através de equipamentos e utensílios ou pelo manuseio inadequado.
A limpeza é realizada durante todo o dia conforme a necessidade. Ao fim
do expediente, é realizada a higienização dos ambientes, com aplicação dos
detergentes e sanificantes específicos para cada setor. Os colaboradores são
avaliados diariamente durante a entrada na indústria pela Médica Veterinária
responsável e por um funcionário da empresa denominado de 102. De acordo com o
RIISPOA (Regulamento de Inspeção Industrial e Sanitária de Produtos de Origem
Animal) o 102 é um funcionário cedido pela empresa para realizar funções junto ao
SIF do estabelecimento. Durante a avaliação os seguintes pontos são analisados:
presença de brincos e maquiagem, perfumes fortes e barba e cabelo a mostra,
situação dos uniformes e uso de EPI’s (equipamento de proteção individual).
Quando algum funcionário apresenta alguma irregularidade este é advertido
seguindo para demais penalidades. Estas infrações vão contra o que é passado pelo
supervisor da qualidade em palestra de Boas Práticas de Fabricação, durante o
processo de integração do funcionário.
A temperatura da fábrica é avaliada durante todo o dia no mínimo seis
vezes. Essa avaliação é registrada em uma tabela e que deve contar as principais
informações de temperatura de salas, temperatura de câmaras frias e temperatura
dos produtos armazenados nessas câmaras. Todas as salas devem ter temperatura
inferior a 16º e todos os produtos armazenados nas câmaras frias devem estar entre
0 e 7º exceto a cama de congelamento que deve ser inferior a – 8º.
A água utilizada na Indústria é retirada de um poço artesiano, e esta
passa por um processo de cloração (teor de cloro livre: 0,5-1,0mg/L), e deve
apresentar características sensoriais adequadas, ou seja, ser insípida, inodora,
incolor e límpida. Seu pH deve ser próximo da neutralidade ou levemente alcalino
(pH 7,0-7,4). Deve ser isenta de bactérias e impurezas. Para que isso ocorra é
mantido um controle diário do pH e quantidade de cloro livre, e a cada 3 meses, são
analisadas as qualidades microbiológicas e físico químicas, em laboratórios
terceirizados e aptos a este fim.
24
O controle de qualidade dos alimentos visa proporcionar alimentos
seguros aos consumidores, a fim de evitar a ingestão de alimentos contaminados
que podem ocasionar infecções alimentares. Os colaboradores devem conhecer as
boas práticas de fabricação, sua importância e seguir o procedimento corretamente
para que não haja contaminação no produto final.
5. REVISÃO BIBLIOGRÁFICA
O Departamento de Inspeção de Produtos de Origem Animal (DIPOA),
tradicionalmente, utiliza um modelo de inspeção sanitária, baseado no que,
atualmente, denomina-se de controle de processo. Em síntese, esse procedimento
fundamenta-se na inspeção contínua e sistemática de todos os fatores que, de
alguma forma, podem interferir na qualidade higiênico-sanitária dos produtos
expostos ao consumo da população.
Por outro lado, o DIPOA, de forma complementar às atividades rotineiras
de inspeção e acompanhando os avanços das legislações referente às
responsabilidades dos fabricantes, inseriu nas suas tarefas rotineiras a avaliação da
implantação e da execução, por parte da indústria inspecionada, dos chamados
programas de autocontrole. As modernas legislações dirigidas ao controle sanitário
de alimentos tratam esses programas como requisitos básicos para a garantia da
inocuidade dos produtos. No DIPOA, estes Programas incluem o Programa de
Procedimentos Padrão de Higiene Operacional (PPHO), o Programa de Análise de
Perigos e Pontos Críticos de Controle (APPCC) e, num contexto mais amplo, as
Boas Práticas de Fabricação (BPFs).
O controle higiênico-sanitário dos alimentos permite prevenir as
enfermidades que possam atingir o homem por meio do seu consumo, além de
assegurar sua qualidade e reduzir desperdícios. A maneira mais eficaz de se atingir
a segurança do alimento é a adoção dos métodos as Boas Práticas de Fabricação.
As Boas Práticas de Fabricação abrangem um conjunto de medidas que devem ser
adotadas pelas indústrias de alimentos a fim de garantir a qualidade sanitária e a
conformidade dos produtos alimentícios com os regulamentos técnicos. A legislação
25
sanitária federal regulamenta essas medidas em caráter geral, aplicável a todo o tipo
de indústria de alimentos e específico, voltadas às indústrias que processam
determinadas categorias de alimentos, como os produtos de origem animal que são
produtos perecíveis. Os alimentos podem deteriorar-se ou sofrer contaminação em
função da incorreta manipulação, transporte, inadequação das instalações
industriais e armazenamento. Dentre os principais fatores incluem-se a não
conformidade à temperatura e umidade exigidas para a conservação dos produtos,
tanto durante o transporte, quanto a manipulação e estocagem. A conservação
precária das instalações que possibilitam infiltrações de água de chuva, máquinas
em mau estado de conservação, higiene deficiente, manipulação e manipuladores
de baixo nível técnico, utensílios contaminados, água de procedência suspeita ou
não tratada de acordo com os padrões de potabilidade, alimentos embalados
incorretamente deteriorados e contaminados, elementos nocivos à saúde,
principalmente de natureza química, por exemplo, pela ação de substâncias
acidulantes ou pela acidez natural do próprio alimento, substâncias de uso industrial
como
aditivos,
conservadores,
corantes,
entre
outros,
em
concentrações
indesejáveis, a presença de artrópodes e roedores, a sobreposição de embalagens,
o empilhamento ou amontoamento, em qualquer desses casos, o risco à saúde é
eminente, e uma matéria-prima de elevada qualidade pode ter sua destinação
irremediavelmente condenada para o consumo (GERMANO, 2008).
Todos estes aspectos devem ser avaliados e controlados pelos
funcionários da inspeção sendo responsabilidade da empresa de manter as boas
condições da indústria e do produto.
5.1.
PROGRAMAS
DE
AUTOCONTROLE
EM
ESTABELECIMENTOS
ALIMENTÍCIOS
O controle sanitário, no nível industrial, deve ter por objetivo primário a
manutenção e a higiene das instalações, dos equipamentos e dos utensílios, e, em
seguida, o treinamento do pessoal técnico com acesso à linha de produção;
finalmente, os processos de industrialização propriamente ditos, sobretudo, os
26
ingredientes e as substâncias químicas adicionadas durante a preparação dos
alimentos.
De acordo com a ANVISA, é obrigatória, por todas as indústrias
alimentícias, a adesão as Boas Práticas de Fabricação (BPF).
Todo o processo que envolve a produção de alimentos (cortes de carnes,
embutidos, enlatados), de uma forma geral, é visualizado como um macroprocesso.
Esse macroprocesso é constituído por vários processos, sob o ponto de
vista da inocuidade do produto. O macroprocesso é composto basicamente por
quatro grandes categorias: matéria-prima, instalações e equipamentos, pessoal e
metodologia de produção. Todas estas categorias afetam direta ou indiretamente, na
qualidade higiênico-sanitária do produto final. Nesse contexto, a inspeção oficial
realiza avaliação criteriosa, contínua e sistemática durante as verificações de rotina,
tendo como objetivo conferir a implantação e manutenção de Programas de
Autocontrole de determinado estabelecimento (BRASIL, 2005).
Analisando, detalhadamente, as quatro categorias do macroprocesso, é
possível verificar todos os ítens que constam nos Programas de Autocontrole que
são submetidos à verificação.
5.1.2 ÂMBITO DE APLICAÇÃO DOS PROGRAMAS DE AUTOCONTROLE
Manutenção das instalações
Manutenção dos equipamentos
Vestiários, sanitários e barreiras sanitárias
Iluminação
Ventilação
Água de abastecimento
Águas residuais
Controle de pragas
Higiene, hábitos higiênicos e saúde dos funcionários
Limpeza e sanitização programa padrão de higiene operacional
Procedimentos sanitários operacionais
Controle de recebimento de ingredientes e material de embalagem
Controle de recebimento de matéria prima
27
Controle de temperatura
Calibração e aferição de instrumentos de controle de processo
Verificação do programa de APPCC
Testes microbiológicos – testes microbiológicos para atendimento específicos
Embasamento para certificação
Controle de formulações
5.1.2.1. Manutenção das Instalações e Equipamentos
A manutenção pode ser preventiva, preditiva ou corretiva, ou uma
associação dessas modalidades. O importante é que o estabelecimento, em seu
todo, seja mantido conforme projetado, construído e instalado.
O programa de manutenção deve estabelecer procedimentos de
monitoramento que possam identificar, rapidamente as situações emergenciais que
exigem ações imediatas. Da mesma maneira o SIF deve estar preparado para
identificar essas situações. É importante, por ocasião da execução das tarefas de
verificação, considerar as eventuais deficiências e suas conseqüências diretas e
imediatas. É fundamental correlacionar causa e efeito.
5.1.2.2.Vestiários, Sanitários e Barreiras Sanitárias
Os
vestiários
e
sanitários
devem
ser
instalados
separado
e
convenientemente, das áreas de obtenção, manipulação, processamento e
armazenamento, dispor de número e dimensão e equipamentos suficientes ao
atendimento da clientela e ainda mantidos, sempre, organizados e em condições
higiênicas compatíveis com a produção de alimentos.
As barreiras, filtros ou bloqueios sanitários devem estar presentes,
estrategicamente, à entrada das seções, para obrigar a higiene previa das mãos e
antebraços das pessoas que nela adentram. Normalmente essas barreiras dispõem
de pias, sob a forma de calha, torneiras e lavabotas, em número compatível com o
contigente de operários que entram concomitantemente no setor.
28
5.1.2.3. Iluminação
Para a manutenção das condições sanitárias o estabelecimento deverá
possuir uma iluminação de boa qualidade e intensidade suficiente nas áreas de
processamento, manipulação, armazenamento e inspeção de matérias primas e
produtos. Estas mesmas condições de iluminação são necessárias na verificação
dos procedimentos de limpeza de equipamentos e utensílios, bem como nas
barreiras sanitárias, vestiários e sanitários para a avaliação da eficiência dos
procedimentos de higienização.
Deve-se atentar para a qualidade e intensidade da iluminação também
nos pontos de inspeção oficial de matérias-primas e reinspeção de produtos de
forma a permitir a visualização de eventuais contaminações presentes nos mesmos.
O tipo de lâmpada utilizada, assim com a sua disposição no estabelecimento, não
deve permitir distorções de cor nos produtos e a existência de áreas de
sombreamento. A existência de luz natural não dispensa o uso de luz artificial.
Todas as luminárias deverão dispor de protetores para segurança dos produtos
manipulados no setor.
5.1.2.4. Ventilação
A adequada ventilação é fundamental para o controle de odores, vapores
e da condensação visando prevenir a alteração dos produtos e surgimento de
condições sanitárias inadequadas do ambiente. Algumas formas de condensação
são esperadas e podem ser controladas pelo estabelecimento, outras, porém, são
inaceitáveis. No caso das formas esperadas e inevitáveis de condensação, estas
podem ser aceitas na indústria de processamento de alimentos, desde que não
provoquem a alteração de produtos ou levem a criação de condições sanitárias
inadequadas do ambiente.
5.1.2.5. Água de Abastecimento
29
O abastecimento d’água pode ser oriundo de Rede Pública ou Rede de
abastecimento da própria indústria. A fonte de água da rede de abastecimento da
própria indústria pode ser de manancial subterrâneo e/ou de superfície e deve dispor
de água potável em quantidade suficiente para o desenvolvimento de suas
atividades e que atenda os padrões fixados pela legislação brasileira vigente. O
conhecimento prévio da fonte de abastecimento é essencial à elaboração da lista de
verificação.
5.1.2.6. Águas Residuais
As águas residuais devem ser recolhidas e direcionadas à central de
tratamento utilizando tubulação própria, perfeitamente identificada de forma a evitar
cruzamentos de fluxo ou contaminação da água de abastecimento. O sistema de
recolhimento de água residual deve dispor de ralos sifonados que impeçam a
presença de resíduos sólidos e o refluxo de gases. A tubulação interna deve possuir
dimensões suficientes para conduzir a água residual para os locais de destino. Os
estabelecimentos devem possuir um adequado sistema de drenagem dos pisos,
especialmente em locais de descarga de água e outros líquidos residuais.
5.1.2.7. Controle Integrado de Pragas
O programa de controle integrado de pragas deve ser planejado visando
dois objetivos principais: Evitar que o recinto industrial apresente um ambiente
favorável à proliferação de insetos e roedores e evitar que eventuais pragas
ingressem no recinto industrial. Para atender o primeiro objetivo, o acúmulo de água,
resíduos de alimentos, abrigos e focos de reprodução de insetos devem ser
observados.
Para atender o segundo objetivo a atenção deve ser dirigida para
proteção de janelas com telas, portas de vaivém, cortinas de ar, etc., ou seja, os
chamados meios de exclusão. A presença de insetos no recinto industrial é uma
evidência de que há falhas no sistema.
30
5.1.2.8. Limpeza e Sanitização
A limpeza e sanitização dos setores de manipulação, industrialização e
armazenamento de alimentos é um item que consta no programa de qualidade do
PPHO. Nestas atividades devem estar contemplados os procedimentos de limpeza e
sanitização que serão executados antes do início das operações (pré-operacionais)
e durante as mesmas (operacionais). Naturalmente, o monitoramento e a verificação
oficial devem ser executados logo após a conclusão dos procedimentos de limpeza
e tem como objetivo avaliar se os mesmos foram corretamente executados. Isso é
válido também para os procedimentos operacionais.
Assim, a verificação dos
procedimentos operacionais de limpeza deve ser executada logo após a realização
das atividades de higienização.
5.1.2.9. Higiene, Hábitos Higiênicos e Saúde dos Operários
A limpeza sistemática das mãos e antebraços, das superfícies e de
recipientes de acondicionamento, contempladas com a seguinte desinfecção, são
requisitos básicos para garantia da inocuidade dos produtos. O uso de luvas de
malha de aço e máscaras contribui para uma melhor condição sanitária da
manipulação da carne e produtos cárneos. A higiene corporal cotidiana e exercício
sistemático de hábitos higiênicos, como não coçar locais contra-indicados, não
espirrar ou falar sobre matérias-primas e outros, contribuem, sobremaneira, para a
preservação da sanidade do produto. Operários que trabalhem em setores como a
triparia, em que se manipulem ou exista risco de lidar com agentes contaminantes
devem praticar hábitos higiênicos com mais freqüência e usar luvas para proteção
das mãos. Estas pessoas não devem trabalhar ou circular em setores que se
trabalha diretamente com matéria-prima ou produto.
Os operários devem lavar as mãos e antebraços à entrada e saída das
seções, a intervalos regulares e sempre que for necessário.
31
5.1.2.10. Procedimentos Sanitários das Operações
Todas as superfícies dos equipamentos, utensílios e instrumentos de
trabalho que entram em contato com alimentos devem ser limpos e sanitizados
visando evitar condições que possam causar a alteração dos produtos.
Todas as instalações, equipamentos, utensílios e instrumentos que não
entram em contato direto com os produtos, mas estão de alguma forma, implicadas
no processo, devem ser limpas e sanitizados, na freqüência necessária, com o
objetivo de prevenir a ocorrência de condições higiênico-sanitárias insatisfatórias.
Os agentes de limpeza, sanitizantes, coadjuvantes tecnológicos e outros
produtos químicos usados pelo estabelecimento devem ser seguros e efetivos sob
condições de uso. Estes agentes devem ser usados, manipulados e armazenados
de maneira a contaminação dos produtos ou propiciar condições não sanitárias. As
Autorizações de Uso dos Produtos devem estar disponíveis para avaliação da
Inspeção Oficial.
Os produtos devem ser protegidos de eventuais alterações durante a
recepção, processamento, manipulação, armazenamento, expedição e transporte.
5.1.2.11. Controle de Matérias-Primas, Ingredientes e Material de Embalagem
Tudo que entra na composição dos produtos e em contato direto com os
produtos deve ser avaliado, sistematicamente, quanto à sua inocuidade. Os
estabelecimentos devem dispor na recepção de animais de documentos que
informem detalhes sobre a produção primária como a identificação de origem, a
alimentação, o manejo e o perfil sanitário dos animais e da região e a identificação
do responsável técnico pela sanidade do rebanho. Na identificação da origem deve
ser explicitado o nome do proprietário, da propriedade rural, de sua localização.
Na recepção de carne é indispensável o acompanhamento simultâneo da
certificação de origem da matéria-prima, que deve fornecer indicações fidedignas
sobre a identificação da origem, das habilitações, de detalhes sobre o transporte,
destino, temperaturas, volume, produção e outros. A condição sanitária das carnes
também é objeto de controle na recepção das matérias-primas, como condição de
32
ingresso e liberação para armazenamento ou posterior manipulação e/ou
processamento.
As condições de manipulação dos produtos embalados, em todas as
fases do processo, devem ser cuidadosamente observadas. As operações de
transferência desses produtos entre dependências e por ocasião da recepção e da
expedição, bem como o seu manejo nos locais de estocagem, inclusive câmaras
frias, caso não executadas de forma adequada, podem ser causa importante de
danos à embalagem e, conseqüentemente, exposição do conteúdo a todo tipo de
perigo (biológico, físico e químico).
5.1.2.12. Controle de Temperaturas
O controle de temperaturas é essencial à indústria de alimentos para
garantir a inocuidade e qualidade dos produtos e, por esta razão, deve merecer uma
atenção especial. A referência isolada à temperatura significa que se trata da
mensurada no ambiente, ou seja, nas câmaras em geral, na sala de preparação de
produtos, na desossa e outros. Os estabelecimentos devem dispor de registros
dessas temperaturas, preferencialmente, na forma de cartas contínuas ou, em
formulários com anotações registradas no menor intervalo de tempo possível. Nas
câmaras frigoríficas em geral, os intervalos de registros não devem ser superiores a
1 (uma) hora.
5.1.2.13. Calibração e Aferição de instrumentos de Controle de Processo
É fundamental a existência e funcionamento de um plano de aferição e
calibração de instrumentos e dispositivos de controle de processo. A revisão dos
registros de calibração e aferição desses instrumentos é um dos elementos de
verificação do plano APPCC e como tal deve estar prevista no plano.
33
5.1.2.14 Testes Microbiológicos
Não é definido, precisamente, o momento mais adequado para a coleta
de amostras para teste dos microrganismos indicadores, porém salienta-se apenas
que as amostras devem ser colhidas antes do resfriamento.
5.1.3. BOAS PRÁTICAS DE FABRICAÇÃO
Para o adequado funcionamento de uma indústria alimentícia, alguns
programas devem ser implantados, dentre estes, destaca-se o programa de BPF
(Boas Práticas de Fabricação) que se caracteriza por apresentar recomendações
sobre práticas de higiene para a manipulação de alimentos com o objetivo de
produzir produtos seguros. Por meio de regulamentos técnicos, as normas,
princípios e regras que compõem este programa, quando adotados, garantem a
qualidade sanitária e a conformidade dos produtos produzidos (PESSOA, 2006).
O programa de Boas Práticas de Fabricação discorre a favor do correto
manuseio do alimento desde a matéria-prima até o produto final. Tendo como seu
principal objetivo garantir a integridade do alimento e o bem-estar do consumidor.
Abrange diversos requisitos fundamentais para a produção de um alimento. Estas
boas práticas envolvem desde como deverão ser as instalações da indústria,
princípios de higiene pessoal e limpeza do ambiente de produção até a descrição
dos processos envolvidos na fabricação de cada produto.
O Ministério da Agricultura e Abastecimento por meio da Portaria 368/97,
estabelece o "Regulamento Técnico sobre as Condições Higiênico-Sanitárias e de
Boas Práticas de Fabricação para Estabelecimentos Produtores de Alimentos"
(MAPA, 1997).
A Agência Nacional de Vigilância Sanitária (ANVISA), em 15 de setembro
de 2004, publicou a RDC nº. 216. Esta resolução tem por finalidade estabelecer
procedimentos de Boas Práticas para serviços de alimentação, garantindo assim a
qualidade do produto acabado do ponto de vista higiênico-sanitário.
34
Encontra-se nesta resolução o “Regulamento Técnico de Boas Práticas
para Serviços de Alimentação”. As duas legislações possuem a diferença quanto
aos estabelecimentos de aplicação, porém o objetivo é o mesmo, ou seja, assegurar
ao consumidor a inocuidade dos alimentos fabricados (PESSOA, 2006).
Outro programa importante a ser instaurado na indústria alimentícia é o
sistema APPCC. O Ministério da Agricultura Pecuária e Abastecimento, por meio da
Portaria nº 46 de fevereiro de 1998, estabeleceu o programa de Análise de Perigos e
Pontos Críticos de Controle – APPCC, a fim de ser inserido nas indústrias de
produtos de origem animal, sob supervisão do Serviço de Inspeção Federal – SIF. A
empresa deve, portanto, se adequar as condições impostas pelo mercado nacional e
pelo padrão internacional em relação ao modelo sanitário e de qualidade
previamente estabelecidos. Portanto, simplificadamente, o programa APPCC é um
instrumento que identifica, previne, elimina e controla perigos químicos, físicos e
microbiológicos que possam colocar a saúde do consumidor em risco, empregandose a todas as linhas de produção (PESSOA, 2006).
5.1.4. APPCC
O Ministério da Agricultura define os pontos críticos de controle do
seguinte modo, qualquer ponto, operação, procedimento ou etapa do processo de
fabricação ou preparação do produto, onde se aplicam medidas preventivas de
controle sobre um ou mais fatores, com o objetivo de prevenir, reduzir a limites
aceitáveis ou eliminar os perigos para a saúde, a perda da qualidade e a fraude
econômica.
De acordo com Santiago (1972), a APPCC é constituído basicamente de sete
princípios, sendo estes:
Detecção do perigo;
Identificação do ponto crítico;
Estabelecimento do limite crítico;
Monitorização;
Ações corretivas;
35
Procedimentos de verificação;
Registros de resultados.
A legislação determina a obrigatoriedade da implantação gradativa em
todas as indústrias sob o Serviço de Inspeção Federal – SIF, do programa de
Analise de Perigos e Pontos Críticos de Controle (APPCC). Além disso, a adesão ao
PPHO constitui medida efetiva de controle da contaminação e da multiplicação
microbiana em alimentos.
A APPCC não é caracterizada por ser um tipo de inspeção, porém aborda
de forma sistemática os riscos por meio da identificação e controle. A APPCC
analisa os fatores que interferem na inocuidade do alimento, com a finalidade de
alcançar e manter os níveis de sanidade e qualidade. Este programa torna-se eficaz
mediante a associação de todos os demais programas existentes, pois estes
possibilitam condições operacionais e ambientais básicas, de modo com que sejam
produzidos alimentos seguro (TORRANO, 1991).
O desenvolvimento e multiplicação de microrganismos patogênicos e
produção de substâncias químicas em produtos acabados ou semi-acabados, na
linha de produção ou ambiente e a contaminação ou re-contaminação de produtos
semi-acabados ou acabados por microrganismos, substâncias químicas ou materiais
estranhos são todos inaceitáveis e são classificados como perigo de acordo com
este programa.
Denomina-se o risco como a probabilidade de ocorrer o perigo à saúde
pública, interferindo assim na qualidade e/ou integridade econômica do alimento.
Pode-se analisar este risco, por meio de avaliações dos processos que
constituem a produção de determinado alimento, passando pelo recebimento da
matéria-prima até a expedição para o varejo. Nesta análise, busca-se quantificar a
probabilidade destes perigos ocorrerem, aliando a análise o modo com que o
produto é consumido (PESSOA, 2006).
Para obter a eficiência no controle do ponto crítico, são estabelecidos um
padrão ou valor, que não pode ser ultrapassado. Qualquer deslize ao não
cumprimento deste limite crítico, caracteriza-se como desvio. Mediante este desvio,
empregam-se determinadas ações corretivas. Para que este programa funcione
adequadamente devem ser realizado monitoramento de todos estes pontos críticos
36
de controle, por meio de medições com uso de um termômetro e devidamente
registradas.
As medidas preventivas são compostas por todos os procedimentos ou
fatores empregados durante as etapas ou processos de produção, visando sempre à
qualidade do produto final. A empresa, por meio de testes e outros métodos,
verificam a efetividade do programa sobre a qualidade obtida do produto final.
As BPF são consideradas como base para o estabelecimento do APPCC
dentro de uma indústria alimentícia (BRASIL, 1997). O PPHO (Procedimentos
Padrões de Higiene Operacional) surgiu a partir do programa de Boas Práticas de
Fabricação, ou seja, parte destas BPF foi transferida para constituir este novo
programa. Portanto, os PPHO são determinados itens da BPF que, devido a grande
importância dentro do controle efetivo de perigos, implantou-se sobre estes medidas
de monitoramento, possibilitando a produção de registros durante as verificações.
De um modo geral, neste programa são estabelecidas normas e
procedimentos para serem introduzidas e monitoradas, assegurando a higiene das
instalações, equipamentos e utensílios antes, durante e após o processamento da
carne (FIGUEIREDO, 2001).
5.1.5. PPHO
Através da Circular Nº 245/96 DCI/DIPOA o PPHO foi estabelecido, sendo
definido em duas partes principais: procedimentos pré-operacionais e procedimentos
operacionais.
Este programa responsabiliza-se basicamente pela manutenção geral da
indústria, como o uso de substâncias para limpeza e sanitização de utensílios
equipamentos e instalações, condicionamento de materiais tóxicos, controle de
pragas,
higiene
das
superfícies
de
contato
com
os
alimentos
preparados,armazenamento e manuseio adequado de equipamentos e retirada de
lixo e resíduos (FIGUEIREDO, 2001).
De acordo com Figueiredo (2001), o PPHO é constituído por estas categorias:
Qualidade da água
37
Higiene de superfície de produto
Prevenção de contaminação cruzada
Higiene pessoal
Proteção contra contaminação do produto
Identificação e estocagem de produtos tóxicos
Saúde dos manipuladores
Controle integrado de pragas.
O
acompanhamento
das
condições
de
higiene
operacional
são
observados mediante análises laboratoriais, tendo os seus dados devidamente
registrados. Os desvios verificados deverão ser registrados e submetidos a ações
corretivas (SENAI,2000).
Dentro do PPHO, verificam-se os procedimentos operacionais, com o
objetivo de promover a limpeza e sanitização dos utensílios e equipamentos que
fazem parte do processo de fabricação do alimento. Estas atividades são
programadas pelo estabelecimento e realizadas nos intervalos do turno de
trabalho,em horários pré-fixados.
Todos
os
estabelecimentos
produtores
de
alimentos
deverão
disponibilizar a todos os trabalhadores envolvidos e autoridades sanitárias o Manual
de Boas Práticas e de Procedimentos Operacionais Padronizados (PPHO), segundo
a RDC nº216/ANVISA (BRASIL, 2004). Todas as instruções seqüenciais da
fabricação de um alimento, também como a freqüência de execução, devem estar
descritas no PPHO do produto. Além de relatar nome e função dos funcionários
participantes deste processo.
O PPHO necessita de aprovação e assinatura do responsável do
estabelecimento. Devendo permanecer em registro, por no mínimo 30 (trinta) dias a
partir da data de fabricação do produto (BRASIL, 2004).
Dentro de uma indústria alimentícia, algumas atividades como a
higienização de instalações, equipamentos e móveis, controle integrado de vetores e
pragas urbanas, higienização do reservatório de água, higiene e saúde dos
manipuladores,exigem a descrição detalhada de como realizar tal procedimento.
A seguir, estão estabelecidos os itens que deverão conter na descrição do
PPHO no interior de uma indústria alimentícia.
38
5.1.5.1 PPHO para higienização de instalações, equipamentos e móveis:
Natureza da superfície que passará por higienização
Método de higienização selecionado
Princípio ativo utilizado e concentração deste
Tempo de contato dos agentes químicos e ou físicos utilizados para
higienização
Temperatura alcançada durante higienização
5.1.5.2 PPHO para controle integrado de vetores e pragas urbanas:
Medidas preventivas e corretivas com o objetivo de impedir atração, abrigo,
acesso e/ou proliferação de vetores e pragas urbanas.
Especificar o controle químico quando utilizado
Em caso de empresa especializada contratada deverá apresentar comprovante
de execução de serviço, apresentando as informações estabelecidas em legislação
sanitária específica.
5.1.5.3 PPHO para higienização do reservatório de água:
Descrever as mesmas informações em relação à higienização de instalações.
Quando o procedimento for realizado por empresa terceirizada, deverá
apresentar certidão de execução do serviço.
5.1.5.4 PPHO para higiene e saúde dos manipuladores:
Descrição das etapas, freqüência e princípios ativos utilizados em lavagem e
anti-sepsia das mãos dos funcionários
Ações tomadas mediante manipuladores, que possuam lesão como cortes nas
mãos, sintomas de doenças ou desconfiança a respeito de problema de saúde que
comprometa a qualidade higiênico-sanitária dos alimentos.
Detalhar especificamente os exames laboratoriais que serão realizados nos
funcionários e sua periodicidade de execução.
Descrever programa de capacitação em higiene aos manipuladores, a carga
39
horária, conteúdo programático e freqüência de ocorrência, arquivar os registros
com nome dos funcionários participantes.
Todos estes programas (BPF, PPHO, APPCC) quando combinados,
promovem a segurança alimentar, garantindo a inocuidade do produto e qualidade
exigida pelos mercados consumidores. Uma das dimensões da qualidade, no caso a
segurança de alimentos, “conceito que indica que o alimento não causará dano ao
consumidor quando preparado e/ou consumido segundo seu uso intencional” e tem
como foco todos os requisitos da qualidade exigidos pelo cliente, que no caso de
alimentos inclui muitas outras dimensões da qualidade, além da segurança de
alimentos, tais como: cor, odor, sabor, textura e peso.
40
6
CONCLUSÃO
Foi verificado que os programas de Autocontrole deverão ser sustentados
por uma equipe de qualidade instituída e por todos os colaboradores envolvidos nos
processos produtivos visando à qualidade dos alimentos produzidos e a
obrigatoriedade em gerar documentos confiáveis e auditáveis pelos órgãos
fiscalizadores, durante as atividades rotineiras realizadas.
A implantação do autocontrole em uma empresa visa garantir e
normatizar todas as etapas do processo o que facilita a identificação de falhas que
possam ocorrer durante a fabricação bem como a aplicação de medidas de controle
que garantam eliminação de falhas no processo de industrialização.
7
REFERÊNCIAS BIBLIOGRÁFICAS
AALHUS, J. L., JONES, S. D. M., SCHAEFER, A. L., TONG, A. K. W.,ROBERTSON,
41
W. M., MERRILL, J. K., and MURRAY, A. C. 1990. The effect of ractopamine on
performance, carcass composition and meat quality of finishing pigs. Can. J. Anim.
Sci. 70:943-952.
ABIPECS – ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA PRODUTORA E
EXPORTADORA DE CARNE SUÍNA. Abipecs estatísticas 2013. Disponível em:
<http://www.abipecs.org.br>. Acesso em 18 de abril de 2016.
ABPA – ASSOCIAÇÃO BRASILEIRA DE PROTEÍNA ANIMAL. 2014. Disponível em:
<http://www.abpa-br.org>. Acesso em: 16 de abril de 2016.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. ResoluçãoRDC nº. 216, de 15 de setembro de 2004. Dispõe sobre o Regulamento Técnico
de Boas Práticas para Serviços de Alimentação.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Portaria nº. 368, de 07
de setembro de 1997. Regulamento Técnico sobre as Condições Higiênicosanitárias e de Boas Práticas de Elaboração para Estabelecimentos
elaboradores/Industrializadores de Alimentos.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Circular nº 175, de 16
de maio de 2005. Procedimentos de Verificação dos Programas de
Autocontrole.
CROME, P., MCKEITH, F. K., CARR, T. R., JONES, D. J., MOWREY, D. H., and
CANNON, J. E. 1996. Effect of ractopamine on growth performance, carcass
composition and cutting yields of pigs slaughtered at 107 kg and 125 kg. J. Anim.
Sci. 74:709-716.
CONTRERAS, Carmen Castillo- BROMENBERG, Renata- CIPOLLI, Kátia M.V.A.
Bittencourt – MIYAGUSKU, Luciana. Higiene e Sanitização na Indústria de Carnes e
Derivados. – São Paulo: Livraria Varela, 2002.
42
Elementos de apoio para o Sistema APPCC. 2. ed. Brasília, SENAI/DN, 2000. 361 p.
(Série Qualidade e Segurança Alimentar). Projeto Indústria. Convênio
CNI/SENAI/SEBRAE.
FIGUEIREDO, R. M. Guia Prático para evitar doenças veiculadas por alimentos
– Como não comer fungos, bactérias e outros bichos que fazem mal. São Paulo:
Microbiotécnica, 2001.
GERMANO, Pedro Manuel Leal e GERMANO, Maria Izabel Simões. Higiene e
Vigilancia Sanitária De Alimentos – 3.ed. rev.e ampl. – Barueri,SP: Manole, 2008.
IBGE – INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATISTICA. Censo
agropecuário
2013.
Disponível
em:
<http://www.ibge.gov.br/home/estatistica/economia/agropecuaria/censoagro/brasil_2
013/brasil_censoagro2013.pdf>. Acesso em: 05 de junho de 2016.
MONTANARI, M. História da Alimentação. 3 ed. São Paulo/ Estação Liberdade,
1998.
PARDI, M.C.; SANTOS, I. F.; SOUZA, E. R. Ciência, Higiene e Tecnologia da
Carne. v.1, Goiânia: UFG, 1993.
PESSOA,
A.M.K.
Procedimentos
operacionais
higiênico-sanitários
em
Estabelecimentos alimentícios. Brasilia, 2006. 109f. Dissertação (Higiene e
Inspeção de Produtos de Origem Animal). Universidade Castelo Branco,
Brasilia,2006.
SANTIAGO, O. Controle microbiológico de qualidade. Revista Inst. Cândido
Tostes, 1972.
43
SEPULVEDA, W.; Factorys that affect and motivate the purchase of qualitylabelled beef in Spain. Meat Sci., v.80, p.1282-1289, 2008.
TORRANO, A. D. M. Perspectiva para uma moderna política de vigilância sanitária
de alimentos no Brasil. Higiene Alimentar. São Paulo, 1991.
ZUIN, L. F. S.; ZUIN, P. B. Produção de alimentos tradicionais para o
desenvolvimento local/regional e os pequenos produtores rurais. Rev. Bras.
Gest. Desenvolv. Reg. V.4, p. 109-127, 2008.