Universidade Federal de Ouro Preto
Programa de Pós-Graduação Engenharia Ambiental
Mestrado em Engenharia Ambiental
Cristiane Isaac Cerceau
CARACTERIZAÇÃO DO RESÍDUO COPELA GERADO NA
DETERMINAÇÃO DE OURO PELO MÉTODO CHUMBO-FIREASSAY E ESTUDOS DE RECICLAGEM DO CHUMBO PRESENTE
NESTE RESÍDUO.
Dissertação apresentada ao Programa de PósGraduação
em
Engenharia
Ambiental
da
Universidade Federal de Ouro Preto, como parte
integrante dos requisitos para a obtenção do título:
“Mestre em Engenharia Ambiental - área de
concentração: Saneamento Ambiental”
Orientador: Prof. Dr. Cornélio de Freitas Carvalho
Co-orientador: Prof. Dr. José Fernando de Paiva
Ouro Preto, MG
2011
i
C412c
Cerceau, Cristiane Isaac.
Caracterização do resíduo copela gerado na determinação de ouro pelo
método do chumbo-fire-assay e estudos de reciclagem do chumbo presente
neste resíduo [manuscrito] / Cristiane Isaac Cerceau - 2011.
xvii, 115f.: il., color; graf.; tabs.
Orientador: Prof. Dr. Cornélio de Freitas Carvalho.
Co-orientador: Prof. Dr. José Fernando de Paiva.
Dissertação (Mestrado) - Universidade Federal de Ouro Preto.
Programa de Pós - graduação em Engenharia Ambiental.
Área de concentração: Saneamento ambiental.
1. Resíduos industriais - Teses. 2. Lixiviação - Teses. 3. Chumbo Teses. 4. Método de fire-assay - Teses. I. Universidade Federal de Ouro
Preto. II. Título.
Catalogação: [email protected]
ii
iii
Agradecimentos
Agradeço primeiramente a Deus, por iluminar o meu caminho, me conceder saúde, paz,
serenidade e força pra realizar meus projetos de vida.
À Universidade Federal de Ouro Preto, em especial ao Programa de Pós-Graduação em
Engenharia Ambiental, pela oportunidade concedida.
Ao meu orientador, professor Dr. Cornélio, pela oportunidade, apoio, sugestões e
ensinamentos.
Ao meu co-orientador, professor Dr. José Fernando pelo apoio, sugestões e
contribuições.
Aos professores Magela, Robson, Maurício, Hermínio, César Mendonça, Kátia e Luiz
Cláudio (UFMG), que me auxiliaram no desenvolvimento das análises deste trabalho.
À SGS Geosol, especialmente Fernanda e Marcos.
Aos técnicos dos laboratórios de ensino, pelo auxílio. Em especial ao João, pela
solidariedade e longas horas de trabalho.
Aos colegas do mestrado e do laboratório pela convivência e amizade. Especialmente ao
Daniel e Carol.
Às amigas Mila, Keice, Débora, Heloisa, Betânia, Elaine, Flávia, Mariza e tia Ângela
pela amizade, companheirismo e solidariedade.
Aos meus pais e irmãos pelo apoio, dedicação e por acreditarem em mim e nos meus
sonhos. Especialmente à minha querida mamãe “guerreira”, meu exemplo de vida.
Amo vocês!!!
A nossa linda Ouro Preto, com suas ladeiras intermináveis. Valeu Ouro Preto!!!
iv
SUMÁRIO
LISTA DE FIGURAS..................................................................................................viii
LISTA DE TABELAS...................................................................................................xii
LISTA DE NOTAÇÕES E SÍMBOLOS.....................................................................xv
RESUMO....................................................................................................................xviii
ABSTRACT..................................................................................................................xix
CAPÍTULO 1...................................................................................................................1
1. INTRODUÇÃO...........................................................................................................1
1.1. O RESÍDUO COPELA..............................................................................................1
1.2. RECICLAGEM DO CHUMBO.................................................................................2
1.3. OBJETIVOS...............................................................................................................3
CAPÍTULO 2...................................................................................................................4
2. REVISÃO BIBLIOGRÁFICA...................................................................................4
2.1. O OURO.....................................................................................................................4
2.1.1. Importância, Uso e Aplicação.................................................................................4
2.1.2. Determinação de Au em Laboratório Químico.......................................................5
2.1.2.1. Descrição do Método do Pb-FA...........................................................................9
2.1.2.2. Resíduo Gerado na Metologia do Pb-FA...........................................................11
2.2. O CHUMBO.............................................................................................................12
2.2.1. Propriedades e Ocorrência.....................................................................................12
2.2.2. Aplicações do Chumbo e de Seus Compostos.......................................................13
2.2.3. Produção Mundial e Nacional...............................................................................14
2.2.4. Contaminação Ambiental e Humana.....................................................................17
2.3. GESTÃO AMBIENTAL DE RESÍDUOS PERIGOSOS........................................19
2.4. TRATAMENTO E DISPOSIÇAO DE RESÍDUOS PERIGOSOS.........................22
2.4.1. Liberação dos Constituintes de Interesse...............................................................23
2.4.2. Concentração Gravimétrica...................................................................................23
2.4.3. Processos Pirometalúrgicos...................................................................................25
2.4.4. Fusão Alcalina.......................................................................................................27
2.4.4.1. Reversão de Sais Sódicos para Soda Cáustica e Enxofre..................................30
2.4.5. Processos Hidrometalúrgicos................................................................................32
2.4.6. Processos Eletrohidrometalúrgicos........................................................................35
v
2.4.7. Cementação...........................................................................................................37
2.4.8. Precipitação Química.............................................................................................38
2.4.9. Estabilização/Solidificação....................................................................................40
2.4.10. Co-processamento...............................................................................................41
2.4.11. Disposição em Aterro Industrial..........................................................................43
CAPÍTULO 3.................................................................................................................45
3. MATERIAIS E MÉTODOS.....................................................................................45
3.1. SELEÇÃO E PREPARAÇÃO DO RESÍDUO........................................................45
3.1.1. Amostragem...........................................................................................................45
3.1.2. Preparação Física da Amostra...............................................................................46
3.2. CARACTERIZAÇÃO DO RESÍDUO.....................................................................47
3.2.1. Caracterização Química.........................................................................................47
3.2.2. Caracterização Mineralógica.................................................................................47
3.2.3. Determinação de Pb nas Diferentes Frações Granulométricas do Resíduo
Copela..............................................................................................................................47
3.2.4. Determinação da Densidade do Resíduo Copela...................................................48
3.3. CLASSIFICAÇÃO DO RESÍDUO..........................................................................48
3.3.1. Ensaio de Lixiviação.............................................................................................48
3.3.2. Ensaio de Corrosividade........................................................................................49
3.4. VERIFICAÇÃO DA LIBERAÇÃO DOS CONSTITUINTES DO RESÍDUO
COPELA..........................................................................................................................49
3.5.
METODOLOGIA
DE
DETERMINAÇÃO
DE
Pb
POR
GRAVIMETRIA.............................................................................................................51
3.5.1. Princípio.................................................................................................................51
3.5.2. Procedimento.........................................................................................................51
3.5.3. Determinação do Limite de Detecção (LD)..........................................................51
3.6. ROTAS PARA TRATAMENTO DO RESÍDUO COPELA..................................52
3.6.1. Fusão Alcalina para Produção e Recuperação de Chumbo...................................52
3.6.1.1. Procedimento Experimental...............................................................................52
3.6.1.2. Determinação Qualitativa dos Produtos Gerados no Processo de Fusão
Alcalina............................................................................................................................53
3.6.1.3. Classificação do Resíduo e do Efluente Gerados...............................................54
3.6.2. Processo Hidrometalúrgico....................................................................................54
vi
3.6.2.1. Lixiviação Química.............................................................................................55
3.6.2.2. Precipitação do Chumbo Lixiviado....................................................................55
3.6.2.3. Classificação do Resíduo e do Efluente Gerados...............................................56
3.7. CUSTO DOS PROCESSOS PARA RECUPERAÇÃO DE Pb...............................57
CAPÍTULO 4.................................................................................................................59
4. RESULTADOS E DISCUSSÃO...............................................................................59
4.1. CARACTERIZAÇÃO DO RESÍDUO.....................................................................59
4.2. CLASSIFICAÇÃO AMBIENTAL DO RESÍDUO.................................................63
4.3. VERIFICAÇÃO DA LIBERAÇÃO DOS CONSTITUINTES DO RESÍDUO
COPELA..........................................................................................................................66
4.4.
METODOLOGIA
DE
DETERMINAÇÃO
DE
Pb
POR
GRAVIMETRIA.............................................................................................................77
4.5. ROTAS PARA TRATAMENTO DO RESÍDUO COPELA...................................79
4.5.1. Fusão Alcalina para Produção e Recuperação de Chumbo...................................79
4.5.1.1. Determinação das Condições Ótimas e Identificação do Material Formado no
Processo de Fusão Alcalina............................................................................................79
4.5.1.2. Reações Químicas...............................................................................................86
4.5.1.3. Classificação do Resíduo e do Efluente Gerados...............................................87
4.5.2. Processo Hidrometalúrgico....................................................................................89
4.5.2.1. Classificação do Resíduo e do Efluente Gerados...............................................95
4.6. CUSTO DOS PROCESSOS PARA RECUPERAÇÃO DE Pb...............................97
CAPÍTULO 5.................................................................................................................99
5. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS...................99
5.1. CONCLUSÕES........................................................................................................99
5.2. PROPOSTAS PARA NOVOS ESTUDOS............................................................100
CAPÍTULO 6...............................................................................................................102
6. REFERÊNCIAS.......................................................................................................102
vii
LISTA DE FIGURAS
Figura 2.1.: Esquema da metodologia do Pb-FA para determinação de Au em
laboratório........................................................................................................................10
Figura 2.2.: Representação gráfica da produção mundial de chumbo metálico e da
produção de minério/concentrado de Pb no período de 2000-2008 (DNPM,
2009)................................................................................................................................14
Figura 2.3.: Representação gráfica da produção x consumo mundial de chumbo
metálico
no
período
de
2000
a
2008
(DNPM,
2009)................................................................................................................................15
Figura 2.4.: Representação gráfica da produção nacional secundária de Pb metálico no
período de 1999 a 2008 (DNPM, 2009)..........................................................................16
Figura 2.5.: Principais formas de destinação de resíduos perigosos dentro da indústria,
inventariados no estado de Minas Gerais entre julho/2001 e julho/2002........................20
Figura 2.6.: Relação entre Resíduos Perigosos e Não-Perigosos inventariados no estado
de Minas Gerais entre julho/2001 e julho/2002. .............................................................21
Figura 2.7.: Aplicabilidade de diferentes métodos de concentração gravimétrica em
função da granulometria..................................................................................................24
Figura
2.8.:
Diagrama
de
produção
de
chumbo
por
fusão
alcalina.............................................................................................................................28
Figura 2.9.: Diagrama de reversão de sulfeto de sódio para soda cáustica e
enxofre.............................................................................................................................31
Figura
2.10.:
Diagrama
de
produção
do
Pb
pelo
processo
Placid...............................................................................................................................34
Figura 2.11.: Diagrama de bloco do processo LEADCLOR..........................................37
Figura 3.1.: Fotografia do armazenamento do resíduo copela, em tambores, nas
instalações do laboratório gerador do resíduo.................................................................45
Figura 3.2.: Fotografia do resíduo copela gerado na etapa de copelação na
determinação
de
Au
pelo
método
de
Pb
FA....................................................................................................................................46
Figura 3.3.: Fluxograma dos métodos utilizados...........................................................58
viii
Figura 4.1.: Difratograma de raios-x do resíduo copela, referente à análise da primeira
amostragem do resíduo, com os seguintes picos identificados: P – periclásio (MgO), M
– massicote (PbO), O – óxido de cálcio (CaO) e L – litargírio (PbO)............................60
Figura 4.2.: Difratograma de raios-x do resíduo copela, referente à análise da segunda
amostragem do resíduo, com os seguintes picos identificados: P – periclasio (MgO), M
– massicote (PbO) e L – litargírio (PbO).........................................................................61
Figura 4.3.: Representação gráfica da distribuição do contaminante chumbo (%m/m)
entre
as
diferentes
frações
granulométricas
analisadas
para
o
resíduo
copela...............................................................................................................................62
Figura 4.4.: Difratograma dos grãos cinza e amarelos do resíduo copela, na faixa
granulométrica -2000µm +1000µm, submetidos ao procedimento de catação, no qual
foram identificados os seguintes picos: (P) – periclásio (MgO), (M) - massicote (PbO),
(L) - litargírio (PbO) e (Q) – quartzo (SiO2)..................................................................67
Figura 4.5. (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 350x, e (B) Micrografia óptica com objetiva de
20x, do resíduo copela na faixa granulométrica -1000µm +600µm...........................68
Figura 4.6. (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 370x, e (B) Micrografia óptica com objetiva de
10x, do resíduo copela na granulométrica -60µm +45µm..........................................69
Figura 4.7.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 1500x, e (B) Micrografia óptica com objetiva de
20x, do resíduo copela na faixa granulométrica -60µm +45µm.................................69
Figura 4.8.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20KV e magnificação de 370x, e (B) Micrografia óptica, objetiva de 10x,
do
resíduo
copela
na
granulometria
inferior
a
45µm................................................................................................................................70
Figura 4.9.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20KV e magnificação de 370x, e (B) Micrografia óptica com objetiva de
10x, do resíduo copela na granulometria inferior a 45µm...............................................71
Figura 4.10.: Difratograma de raios-x do resíduo copela e da mistura PbO P.A. e MgO
P.A., sem aquecimento, ambos na faixa granulométrica -60µm +45µm, com os
seguintes picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio
(PbO) e B – brucita (Mg(OH)2).......................................................................................72
ix
Figura 4.11.: Difratograma de raios-x do “resíduo copela” e da mistura PbO P.A. e
MgO P.A., submetida ao aquecimento, ambos na faixa granulométrica -60µm
+45µm, com os seguintes picos identificados: P – periclásio (MgO), M – massicote
(PbO), L – litargírio (PbO).............................................................................................72
Figura 4.12.: Difratograma de raios-x do resíduo copela e da mistura PbO P.A. e MgO
P.A., sem aquecimento, ambos na granulometria inferior a 45µm, com os seguintes
picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio (PbO) e
B – brucita (Mg(OH)2)....................................................................................................73
Figura 4.13.: Difratograma de raios-x do resíduo copela e da mistura, PbO P.A. e MgO
P.A., submetida ao aquecimento, ambos na granulometria inferior a 45µm, com os
seguintes picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio
(PbO)...............................................................................................................................74
Figura 4.14.: Difratograma de raios-x do concentrado e do rejeito do resíduo copela
obtidos no teste de separação por densidade no concentrador Falcon e do resíduo copela,
todos na faixa granulométrica -60µm +45µm, com os seguintes picos identificados:
P
–
periclásio
(MgO),
M
–
massicote
(PbO),
L
–
litargírio
(PbO)...............................................................................................................................76
Figura 4.15.: Difratograma de raios-x do concentrado e do rejeito do resíduo copela
obtidos no teste de separação por densidade no concentrador Falcon e do resíduo copela,
todos na granulometria inferior a 45µm, com os seguintes picos identificados: P –
periclásio (MgO), M – massicote (PbO), L – litargírio (PbO).......................................76
Figura 4.16.: Representação gráfica do teor médio de chumbo recuperado, nas
diferentes temperaturas, mantendo constante tempo e quantidades de S e de NaOH,
utilizadas na determinação da temperatura ótima para o processo de fusão alcalina para
produção
e
recuperação
de
chumbo
do
resíduo
copela...............................................................................................................................83
Figura 4.17.: Representação gráfica do teor médio de chumbo recuperado, em tempos
variados, mantendo constante a temperatura e quantidades de S e de NaOH, utilizados
na determinação do tempo ideal para o processo de fusão alcalina para produção e
recuperação de chumbo do resíduo copela......................................................................84
Figura 4.18.: Representação gráfica do teor médio de chumbo recuperado, em
quantidades variadas de S, mantendo constante tempo, temperatura e quantidade de
NaOH, utilizados na determinação da quantidade ideal de enxofre para o processo de
x
fusão
alcalina
para
produção
e
recuperação
de
chumbo
do
resíduo
copela...............................................................................................................................84
Figura 4.19.: Representação gráfica do teor médio de chumbo recuperado, em
quantidades variadas de NaOH, mantendo constante tempo, temperatura e quantidade S,
utilizados na determinação da quantidade ideal de enxofre para o processo de fusão
alcalina
para
produção
e
recuperação
de
chumbo
do
resíduo
copela...............................................................................................................................85
Figura 4.20.: Difratograma de raios-x do material obtido no processo de fusão alcalina
para produção e recuperação do chumbo metálico a partir do resíduo copela na faixa
granulométrica -1000µm ― +600µm, no qual foram identificados os seguintes picos: P
–
Periclásio
(MgO),
L
–
Litargírio
(PbO)
e
C
-
Chumbo
metálico
(Pb)..................................................................................................................................86
Figura 4.21.: Representação gráfica da eficiência na extração de chumbo em função da
variação dos reagentes, da concentração das soluções de lixiviação e da relação massa
do
resíduo/volume
da
solução
lixiviante,
pelo
processo
de
lixiviação
química............................................................................................................................91
Figura 4.22.: Representação gráfica da eficiência na extração de PbO, do resíduo
copela, utilizando água régia e outras soluções com proporções variadas de HCl e
HNO3, como soluções lixiviantes....................................................................................93
Figura 4.23.: Representação gráfica da eficiência na extração de PbO, do resíduo
copela, pelas soluções de uréia em ácido acético............................................................94
xi
LISTA DE TABELAS
Tabela 2.1.: Principais efeitos adversos sobre a saúde humana relacionados ao
chumbo............................................................................................................................18
Tabela 3.1.: Condições operacionais utilizadas nos ensaios de separação por densidade
no concentrador Falcon nas faixas granulométricas -60µm ― +45µm e inferior a
45µm................................................................................................................................50
Tabela 3.2.: Sequência de procedimentos experimentais para determinação das
condições ideais de produção e recuperação do Pb presente no resíduo copela pelo
método de fusão alcalina.................................................................................................53
Tabela 3.3.: Quantidade de cloreto de sódio (NaCl) utilizada para remoção de chumbo
(Pb) por precipitação de cloreto de chumbo (PbCl2) na solução de maior eficiência na
lixiviação de chumbo contido no resíduo copela............................................................56
Tabela 4.1.: Composição química das amostras da copela nova e usada, primeira e
segunda amostragens, determinada por meio da técnica de fluorescência de raios-x.....59
Tabela 4.2.: Teor do contaminante Pb entre as frações granulométricas analisadas para
o resíduo copela...............................................................................................................62
Tabela 4.3.: Densidade e demais parâmetros analisados em diferentes frações
granulométricas do resíduo copela..................................................................................63
Tabela 4.4.: Concentração dos parâmetros inorgânicos quantificados no extrato
lixiviado para o resíduo copela, na faixa granulométrica -1000µm +600µm,
estabelecidos
pelo
anexo
F
da
norma
ABNT
NBR
10.004
(2004)...............................................................................................................................65
Tabela 4.5.: Teste de corrosividade do resíduo copela, na faixa granulométrica
-1000µm―+600µm,
realizado
segundo
ABNT
NBR
10004
(2004)...............................................................................................................................66
Tabela 4.6.: Massa do resíduo copela utilizada, massa de PbO contida no resíduo e
massas do concentrado e do rejeito do resíduo copela obtidas no teste de separação por
densidade no concentrador Falcon nas granulometrias -60µm +45µm e inferior a
45µm................................................................................................................................75
Tabela 4.7.: Massas de PbO obtidas em 10,00mL das soluções Pb(NO3)2 0,1mol.L-1;
0,01mol.L-1; 0,005mol.L-1; 0,0025 mol.L-1 e 0,001mol.L-1 na determinação da solução
xii
de menor concentração
de Pb
na qual é possível quantificar PbO por
gravimetria.......................................................................................................................77
Tabela 4.8.: Massas de PbO obtidas experimentalmente, variância e desvio padrão do
método gravimétrico para determinação de PbO na solução de Pb(NO3)2
0,005mol/L........................................................................................................................79
Tabela 4.9.: Determinação da temperatura ideal para o processo de fusão alcalina para
produção e recuperação de chumbo a partir do resíduo copela.......................................80
Tabela 4.10.: Determinação do tempo ideal para o processo de fusão alcalina para
produção e recuperação de chumbo a partir do resíduo copela.......................................81
Tabela 4.11.: Determinação das quantidades ideais de S e de NaOH para o processo de
fusão alcalina para produção e recuperação de chumbo a partir do resíduo
copela...............................................................................................................................82
Tabela 4.12.: Concentração dos parâmetros inorgânicos quantificados no extrato
lixiviado para o resíduo gerado durante o tratamento do resíduo copela, pelo método de
fusão alcalina, estabelecidos pelo anexo F da norma ABNT NBR 10.004 (2004).........87
Tabela 4.13.: Teste de corrosividade do resíduo gerado durante o tratamento do resíduo
copela, pelo método de fusão alcalina, segundo ABNT NBR 10004 (2004)..................88
Tabela 4.14.: Concentração dos parâmetros ferro e chumbo no efluente gerado no
tratamento do resíduo copela pelo método de fusão alcalina, estabelecido pela da
Deliberação Normativa Conjunta COPAM/CERH-MG N°1 (2008)..............................88
Tabela 4.15.: Determinação da eficiência de extração de PbO na etapa de lixiviação
química............................................................................................................................89
Tabela 4.16.: Resultado de remoção dos íons Pb 2+ na solução 500g.L-1 de uréia em
ácido acético 2mol.L-1 por precipitação com cloreto de sódio........................................94
Tabela 4.17.: Concentração dos parâmetros inorgânicos quantificados no extrato
lixiviado para o resíduo gerado durante o tratamento do resíduo copela, pelo processo
hidrometalúrgico, estabelecidos pelo anexo F da norma ABNT NBR 10.004 (2004)....95
Tabela 4.18.: Teste de corrosividade do resíduo gerado durante o tratamento do resíduo
copela, pelo processo hidrometalúrgico, segundo ABNT NBR 10004 (2004)...............96
Tabela 4.19.: Concentração dos parâmetros arsênio, ferro e chumbo no efluente gerado
no tratamento do resíduo copela, pelo método hidrometalúrgico, estabelecido pela da
Deliberação Normativa Conjunta COPAM/CERH-MG N°1 (2008)..............................97
xiii
Tabela 4.20.: Balanço financeiro entre o consumo de reagentes e produto obtido pelo
tratamento
de
100Kg
do
resíduo
copela
pelo
processo
de
fusão
alcalina.............................................................................................................................97
Tabela 4.21.: Balanço financeiro entre o consumo de reagentes e produto obtido pelo
tratamento de 100Kg do resíduo copela pelo processo hidrometalúrgico.......................98
xiv
LISTA DE NOTAÇÕES E SÍMBOLOS
%m/m – percentagem massa por massa;
(1-α)x100% - nível de confiança para o teste t (student) usado na determinação do limite
de detecção do método gravimétrico para quantificação de Pb em solução;
(aq) – aquoso;
(g) – gasoso;
(l) – líquido;
(N-1) – graus de liberdade usado para cálculo no teste t (student) para determinação do
limite de detecção do método gravimétrico para determinação de Pb em solução;
(s)– sólido;
< ― > - usado para indicar uma faixa granulométrica;
°C – grau Celsius;
µm – micrometro;
10x – fator de aumento de 10 vezes;
20x – fator de aumento de 20 vezes;
2θ – variação de ângulo para análise de fluorescência e difração de raios-x;
A – área;
AAS – espectrometria de absorção atômica;
ABNT – Associação Brasileira de Normas Técnicas;
ABRELPE – Associação Brasileira das Empresas de Limpeza Pública e Resíduos
Especiais;
ác. – ácido;
Câmera PCTV – Câmera que integra o computador a uma televisão;
CDTN – Centro de Desenvolvimento da Tecnologia Nuclear;
CERH – Conselho Estadual de Recursos Hídricos;
cm – centímetro;
cm3.Kg-1 – centímetro cúbico por quilograma;
COPAM – Conselho Estadual de Política Ambiental;
D008 – código resíduo tóxico conforme ABNT NBR 10.004 (2004);
DIBK – diisobutilcetona;
DNPM – Departamento Nacional de Produção Mineral;
xv
DRX – difração de raios-x;
E/S – estabilização/solidificação;
EDS – Espectrômetro de energia dispersiva;
EDTA – ácido etilenodiaminotetracético;
FEAM – Fundação Estadual do Meio Ambiente;
g – grama;
g.cm-3 – grama por centímetro cúbico;
Grav. – gravimetria;
h – hora;
HPA – ID – diluição isotópica ácida a alta pressão;
Hz – hertz;
IBMP - índice biológico máximo permitido;
ICP - espectrometria de emissão atômica com fonte de plasma indutivamente acoplado;
ICP-MS – espectrometria de emissão atômica com fonte de plasma indutivamente
acoplado ao espectrômetro de massas;
ICP-OES – espectrofotometria de emissão atômica com fonte de plasma;
ILZSG – International Lead and Zinc Study Group;
INAA – análise instrumental por ativação neutrônica;
Kg – quilograma;
Kt/ano – quilotonelada por ano;
kV – quilovolt;
L – litro;
L.min-1 – litro por minuto;
LA-ICP-MS – ablação por laser acoplado ao espectrômetro de emissão óptica com fonte
de plasma induzido acoplado ao espectrômetro de massas;
LD – limite de detecção;
Ltda – limitada;
M – mol.L-1;
m2.g-1 – metro quadadro por grama;
MEV – microscopia eletrônica de varredura;
mg.L-1 – miligrama por litro;
min – minuto;
mL – mililitro;
xvi
mol.L-1 – mol por litro;
n – número de medidas experimentais executadas para obtenção da massa de PbO em
10mL solução Pb(NO3)2 0,005mol.L-1;
N° - número;
NAA – ativação neutrônica;
NBR – Norma Brasileira;
ng/g – nanograma por grama;
Ni-FA – Níquel Fire Assay;
nm – nanometro;
P.A. – Pró Análise;
Pb esp – massa de Pb esperada;
Pb rec – massa de Pb recuperada;
Pb-FA – chumbo Fire Assay;
PE – ponto de ebulição;
PGEs – elementos do grupo platina;
pH – potencial hidrogeniônico;
QI – quociente de inteligência;
R$ - Real (moeda no Brasil);
rpm – rotação por minuto;
S – desvio padrão;
S2 – variância;
t – tonelada;
t(n-1, 1-α) – valor da abcissa t (student) usado na determinação do limite de detecção do
método gravimétrico para quantificação de Pb em solução;
USG – United States Geological Survey;
v/v – volume por volume;
X – média da massa de PbO obtida experimentalmente em 10mL da solução Pb(NO3)2
0,005mol.L-1;
Xi – massa teórica de PbO em 10mL da solução Pb(NO3)2 0,005mol.L-1;
γ – radiação nuclear.
xvii
RESUMO
A técnica analítica preferencialmente utilizada para determinação de ouro em materiais
geológicos é a fusão chumbo-fire assay, que é responsável pela geração do resíduo
sólido copela. O referido resíduo foi caracterizado sob o ponto de vista químico e
mineralógico e também classificado segundo ABNT NBR 10004 (2004). Além disso,
foram avaliadas a concentração de chumbo e a liberação dos constituintes do resíduo
copela, por processos físicos, em diferentes granulometrias, além da possibilidade de
recuperação do chumbo, a partir do resíduo copela, pelos métodos de fusão alcalina e
hidrometalúrgico. Os resíduos gerados durante o tratamento do resíduo copela, tanto
pelo processo de fusão alcalina como pelo hidrometalúrgico, também foram
classificados segundo ABNT NBR 10004 (2004) e os efluentes gerados foram avaliados
segundo parâmetros arsênio, chumbo e ferro da Deliberação Normativa Conjunta
COPAM/CERH-MG N°1 (2008).
Os resultados mostraram que o resíduo é Perigoso-Classe I, por apresentar 2065mg.L-1
de chumbo no extrato lixiviado. Além disso, o teor de chumbo não variou muito entre as
diferentes frações granulométricas analisadas (32 a 46%m/m) e não houve liberação dos
constituintes do resíduo copela, mesmo em granulometrias inferiores a 45µm. A
eficiência de recuperação do chumbo pelo processo de fusão alcalina foi de
81,39%m/m. No processo hidrometalúrgico, a solução de 500g.L-1 de uréia em ácido
acético 2mol.L-1 foi a mais eficiente para recuperação de óxido de chumbo, dentre as
estudadas (96,03%m/m). Os resíduos gerados no tratamento do resíduo copela, tanto
pelo processo de fusão alcalina como pelo hidrometalúrgico, foram classificados como
Não – Perigosos – Classe II. Entretanto, os efluentes gerados no processo de fusão
alcalina e na remoção dos íons Pb 2+ da referida solução de uréia em ácido acético, por
precipitação com cloreto de sódio, não podem ser descartados nas redes coletoras de
esgoto por apresentarem elevadas concentrações de arsênio e chumbo (2,93mg.L-1 e
3191mg.L-1, respectivamente).
xviii
ABSTRACT
The analytical technique preferably used for gold determination in geologic materials is
the melting lead by fire assay (Pb-FA) which produces solid waste “cupel”. This waste
was characterized in chemical and mineralogical terms and also classified according to
Brazilian Environmental Legislation (ABNT NBR 10004:2004). In addition, the lead
concentration and the constituents released of the waste cupel were evaluated by
physical processes, in different particle sizes, besides of the possibility of lead recovery
from the cupel waste, by alkaline fusion and hydrometallurgical methods. The wastes
generated during the cupel waste treatment, as much by alkaline fusion process as by
hydrometallurgical methods also were classified according to Brazilian Environmental
Legislation (ABNT NBR 10004:2004) and the wastewaters were evaluated according to
arsenic, lead and iron parameters of Joint Regulatory Determination COPAM/CERHMG N° 1 (2008).
The results showed that the residue was classified as Hazardous-class I, because it
presents 2065mg.L-1 of lead in leachate extract. Moreover, the lead concentration didn’t
vary in different particle size analyzed (32 to 46%w/w) and didn’t have release of waste
constituents cupel even at particle sizes less than 45µm. The lead recovery efficiency
through alkaline fusion process was 81,39%w/w. In the hydrometallurgical process, the
solution of 500g.L-1 of urea in acetic acid 2mol.L-1 was the best lead oxide recovery
efficiency among those studied (96,03%w/w). The wastes generated in the cupel waste
treatment, as much by alkaline fusion process as by hydrometallurgical, were classified
as Non – Hazardous – Class II. However, the wastewaters generated in the alkaline
fusion process and in the removal of Pb 2+ ions in the described solution of urea in
acetic acid, by precipitation with sodium chloride, can’t be discharged in the sewage
systems by presenting high concentrations of arsenic and lead (2,93mg.L-1 and
3191mg.L-1,
respctively)
xix
CAPÍTULO 1
1. INTRODUÇÃO
A sociedade industrializada produz, na maioria de suas atividades, resíduos sólidos,
efluentes e gases, que afetam o equilíbrio do ambiente bem como a qualidade de vida e a
saúde humana. Atualmente, um dos resíduos de maior preocupação é o gerado pelo
manuseio do chumbo, que possui elevado grau toxicológico em, praticamente, todas as
suas composições químicas (KREUSCH, 2005; MACHADO, 2002).
1.1. O RESÍDUO COPELA
A análise de Au em materiais geológicos pelo método clássico Chumbo Fire-Assay
apresenta altos níveis de precisão, exatidão e baixos limites de detecção. Entretanto, gera
resíduos sólidos que contêm metais tóxicos tornando essa técnica analítica foco de
preocupação ambiental (MUIR et al., 2005; LAURUS e FLETCHER, 1999).
Em uma das etapas do método é utilizada uma copela, recipiente magnesiano, que é levado
ao forno a 940oC, durante 1h, para oxidação do chumbo proveniente do litargírio
adicionado à amostra em uma etapa anterior.
A copela fica contaminada com chumbo sendo classificada como Resíduo Perigoso Classe
I, por apresentar a concentração de chumbo no extrato lixiviado (2065mg.L-1) superior ao
limite máximo (1,0mg.L-1) estabelecido pelo anexo F da ABNT NBR 10.004 (2004), o que
justifica seu tratamento.
Estima-se que seja gerado 0,09kg de copela por análise e que, somente no Brasil, sejam
geradas 135t anuais (MAGALHÃES, 2008).
1
1.2. RECICLAGEM DO CHUMBO
A reciclagem de chumbo teve início com o objetivo de reaproveitar este resíduo metálico
como matéria-prima. A viabilidade de reciclagem desse metal tem sustentação na crescente
escassez dos recursos naturais, complementando assim a demanda exigida pelo mercado
industrial. Com a incorporação da variável ambiental nas atividades industriais, o
reaproveitamento atinge um segundo objetivo, talvez mais relevante, que é a eliminação ou
minimização do resíduo de chumbo armazenado pelos geradores ou depositado no meio
ambiente (MACHADO, 2002).
No Brasil, a reciclagem de chumbo é de grande importância, pois nosso país não possui
produção primária de chumbo metálico refinado e toda a produção nacional é secundária,
decorrente principalmente de baterias automotivas, industriais e das telecomunicações
(DNPM, 2010).
Nesse contexto, devido à sua elevada concentração de chumbo (42,40%m/m na faixa
granulométrica -1000µm ― +600µm), o resíduo copela possui potencial para ser utilizado
como matéria-prima no processo de produção de chumbo metálico ou de compostos deste
metal, aumentando o ciclo de vida do chumbo, evitando problemas de contaminação no
meio ambiente, contribuindo assim para decisões ecológicas e econômicas.
Atualmente, o principal método utilizado para recuperação convencional do chumbo é o
processo pirometalúrgico em fornos tipo cuba, rotativos ou outros tipos de fornos que
liberam gases SOx e particulados de chumbo para a atmosfera, gerando também até 25% de
escória e resíduos da quantidade de chumbo produzida que são considerados
resíduos altamente perigosos e devem ser dispostos em aterro industrial classe I. Esse fato
dificulta o sistema de tratamento e disposição final dos resíduos sólidos, líquidos e gasosos
deste sistema de recuperação (MATTOS e FERREIRA, 2007).
Os métodos pirometalúrgicos compreendem mais de 90% da tecnologia utilizada na
recuperação de chumbo de baterias (SONMEZ e KUMAR, 2009; PRENGAMAN et al.,
2001).
2
Segundo o laboratório gerador do “resíduo copela” estudado neste trabalho, as indústrias
que reciclam chumbo de baterias não têm interesse em reciclar a copela contaminada
devido ao fato do resíduo gerado no processo de reciclagem também ser Perigoso Classe I
e ter que ser disposto em aterro classe I, onerando os custos do processo. A proporção de
chumbo recuperado/resíduo gerado neste processo de reciclagem é de 40/60%, ou seja,
para cada 40kg de chumbo recuperados restam, no mínimo, 60kg de resíduo, sem contar
com os insumos adicionados na recuperação.
Neste trabalho, técnicas alternativas tais como a possibilidade de liberação do PbO contido
na amostra e consequente utilização de um dos métodos gravimétricos para reciclagem do
chumbo presente no resíduo copela em função da granulometria de liberação; a
recuperação de chumbo pelos processos de fusão alcalina e hidrometalúrgico (lixiviação
do resíduo por soluções de ácido nítrico, acético, ascórbico, cítrico, EDTA, clorídrico,
uréia em ácido acético, água régia e misturas de soluções de ácido nítrico e clorídrico em
várias concentrações, seguido pela precipitação dos íons chumbo na solução lixiviante
mais eficiente) foram avaliadas.
1.3. OBJETIVOS
Este trabalho é baseado no “resíduo sólido copela”, gerado na determinação de ouro pelo
método do Pb-FA, cujos objetivos principais foram:
Caracterização do resíduo;
Classificação Ambiental do resíduo;
Estudo de rotas para recuperação do chumbo presente no resíduo.
3
CAPÍTULO 2
2. REVISÃO BIBLIOGRÁFICA
2.1. O OURO
2.1.1. Importância, Uso e Aplicação
Na natureza, o ouro ocorre como um mineral metálico de cor amarela, denso e brilhante
(DNPM, 2009) o mais maleável e dúctil dentre todos os metais (DNPM, 2009;
MARSDEN, 2006) podendo um grama ser laminado em uma extensão de,
aproximadamente, um metro quadrado (DNPM, 2009).
O ouro é um dos poucos metais encontrados na natureza em estado nativo (DNPM, 2009;
MARSDEN, 2006) e se combina com outros elementos, dando origem a 19 minerais,
sendo a maioria rara ou raríssima (a concentração média de Au na crosta terrestre é de
5mg.t-1, valor muito baixo quando comparado, por exemplo, à ocorrência de prata
(0,07g.t-1) e cobre (50g.t-1)) (MAGALHÃES, 2008; TULLY e LUCEY, 2007; MARSDEN,
2006; USGS, 2005; KLEM et al., 2001; BAREFOOT e VAN LOON, 1999) evidenciando
seu elevado valor econômico). A maior parte destes minerais é classificada como teluretos,
sendo os mais frequentes a calaverita – AuTe2 e a silvanita – (Au, Ag)Te2. Os demais
minerais de ouro existentes são: krennerita – (Au, Ag)Te2; petzita – Ag3AuTe2; kostovita –
AuCuTe4; aurostibita – AuSb2; maldonita – Au2Bi; montbrayita – (Au, Sb)2Te3 e
muthmannita – (Ag, Au)Te, dentre outros (DNPM, 2009).
Atualmente, a demanda aurífera global é constituída por diversos setores diferenciados
abrangendo desde segmentos industriais, de saúde e eletrônicos até os setores de joalheria e
o financeiro, com finalidades especulativas (DNPM, 2009).
4
2.1.2. Determinação de Au em Laboratório Químico
A concentração de Au nos correspondentes minérios nunca é muito elevada (na maior
parte das áreas de explotação não ultrapassa 3g.t-1) (VANHAECKE et al., 2010;
JUVONEN, 2002) e uma série de tratamentos físicos e químicos (flotação, fundição, refino
químico úmido) são necessários à obtenção do Au (FIGUEIREDO et al., 1997).
Vários métodos são utilizados na determinação de Au em materiais geológicos, sendo que
a maioria requer etapas de extração ou pré-concentração.
(ROY et al., 2010) relataram a determinação de Au pela modificação da tradicional préconcentração por NiS-Fire-Assay, técnica na qual o recolhimento dos PGEs e Au é feito
pelo sulfeto de níquel (NiS) ao invés de pelo botão de chumbo como na técnica do Pb-FireAssay, seguida pela precipitação com telúrio e determinação por espectrometria de emissão
óptica com fonte de plasma indutivamente acoplado ligado ao espectrômetro de massas
(ICP-MS). A composição do fluxo de fusão da metodologia NiS-Fire-Assay foi alterada de
modo a produzir maiores grânulos de NiS. Além disso, metafosfato de sódio foi adicionado
ao fluxo visando uma melhor recuperação de PGEs e Au como uma das fases minerais da
amostra. Tais modificações resultaram em limites de detecção inferiores aos dos métodos
que combinam pré-concentração por fire-assay e determinação por ativação neutrônica. A
precisão do resultados obtida foi superior a 9% para todos os elementos analisados.
A extração de ouro pela solubilização do referido elemento em soluções alcalinas de
cianeto de sódio ou potássio, seguida pela extração por diisobutilcetona (DIBK) e
determinação por espectrometria de absorção atômica foi estudada por (JUVONEN E
KONTAS, 1999; SOUZA e LINS, 1989). Esta técnica apresenta eficiência superior a 90%.
Entretanto, é pouco seletiva, apresenta altos níveis de interferentes e requer grandes
quantidades de amostras e reagentes. Como consequência desse processo de extração do
ouro, volumes elevados de efluentes contendo compostos de cianeto e derivados podem
contaminar os rios, comprometendo a vida aquática, especialmente os peixes, podendo
afetar os demais seres vivos.
5
O Au também pode ser extraído por soluções ácidas, destacando-se a extração por água
régia por ser a mais utilizada. Além de apresentar baixos limites de detecção, esta técnica é
rápida, econômica e requer uma quantidade bem menor de massa de amostra para análise
quando comparada ao método do Fire-Assay. Entretanto, necessita de etapas adicionais de
purificação e pré-concentração antes da determinação dos analitos (BAREFOOT e VAN
LOON, 1999), apresenta baixa eficiência de extração em minérios com elevados teores de
sílica, baixa exatidão, além de gerar grandes volumes de efluentes ácidos contendo metais
que representam fonte de contaminação para os recursos hídricos e seres vivos
(MAGALHÃES, 2008).
(BUKHBINDER et al., 2009; TORGOV et al.; 2009) relataram a determinação de Au e
PGEs através da degradação da amostra em autoclave ou microondas, seguida pela
extração por aminas aromáticas primárias (p-octil e p-alquil anilina) em tolueno ou
diisobutilcetona (DIBK) e suas misturas com sulfetos de petróleo ou com ácido di-2etilhexilditiofosfórico. A extração ocorre independentemente do estado de oxidação do
elemento, à temperatura ambiente e na ausência de aditivos aceleradores. O método
permite a pré-concentração de PGEs e Au na amostra cerca de 10 a 20 vezes, reduzindo a
concentração dos elementos interferentes no extrato a valores admissíveis para análise
instrumental no plasma. Além disso, esse método possibilita a decomposição de amostras
para transferência (sem a perda de componentes voláteis) de todos os PGEs e Au, a uma
solução, em recipientes fechados.
(SAVARD et al., 2010) fizeram uma comparação entre a técnica de pré-concentração NiSFire-Assay seguida pela co-precipitação com Te e determinação por ICP-MS e a técnica de
diluição isotópica ácida à alta pressão (HPA-ID), que consiste na digestão da amostra em
solução ácida à pressão elevada seguida pela diluição isotópica que se baseia na medida da
variação (relacionada com a concentração do elemento na amostra) da composição
isotópica de um elemento na amostra causada pela adição de um isótopo estável deste
elemento que possua composição isotópica diferente do elemento na amostra, seguida
também pela determinação por ICP-MS, para quantificação de elementos do grupo platina,
rênio e ouro. Ambos os métodos são capazes de determinar rutênio, paládio, ósmio, irídio e
platina e, nenhuma diferença sistemática significativa entre os referidos métodos foi
constatada. Na maior parte das técnicas de diluição isotópica, são utilizadas pequenas
6
quantidades de amostra (2g) tornando-as mais vulneráveis ao efeito pepita. Entretanto,
essas técnicas permitem a determinação de rênio e atingem maior precisão em amostras
heterogêneas de baixos níveis de concentração. O NiS-FA permite a determinação de
ródio e ouro, utiliza quantidades relativamente grandes de amostra (15g) reduzindo o efeito
pepita, além de ser mais rápido e menos caro que a HPA-ID. Além disso, como cada uma
das referidas técnicas apresentaram vantagens e limitações, elas são consideradas
complementares.
Uma titulação potenciométrica baseada na precipitação do ânion AuCl4- pelo cátion
cetilpiridínio para determinação de ouro em ligas (jóias) foi desenvolvida como alternativa
ao tradicional Fire-Assay. Embora ela não consiga atingir os níveis de precisão
assegurados pela etapa de copelação do Fire-Assay, o procedimento é simples, o custo com
reagentes e equipamentos é insignificante quando comparado ao consumo de energia da
referida etapa de copelação. Além disso, evita-se a geração dos resíduos tóxicos ricos em
chumbo decorrentes do método Fire-Assay (CAPORALI et al., 2010).
Técnicas diretas (que dispensam a pré-concentração) de análise de Au e PGEs como a
ablação por laser acoplado ao espectrômetro de emissão óptica com fonte de plasma
indutivamente acoplado ao espectrômetro de massa (LA-ICP-MS) têm sido estudadas por
(VANHAECKE et al., 2010; RESANO et al., 2008). A técnica de ablação com laser
permite a seleção da área de interesse na amostra e, como a transferência de energia é
rápida, não ocorre aquecimento da amostra (obtenção de uma cratera bem definida), além
de o material sofrer uma espécie de explosão controlada. O intervalo de tempo ideal
durante o qual a energia (laser) deve incidir sobre uma amostra, para determinação dos
referidos elementos, foi avaliado. Foi observado que o fentosegundo apresenta vantagem
não somente em relação à capacidade de detecção (3 a 10 vezes maior) como também em
relação à precisão dos resultados quando comparado ao nanosegundo. Segundo
(SHIBUYA, 1999), nesta técnica, um feixe de laser de alta potência é utilizado na
vaporização de material superficial. Quando acoplado ao ICP-MS, esse vapor é
transportado por um fluxo de argônio até o plasma, onde os átomos são ionizados. O
método evita procedimentos complexos e demorados de digestão da amostra, tornando as
análises extremamente rápidas (em torno de 3 minutos por amostra na determinação de
aproximadamente 10 isótopos), além de evitar contaminações e perda de elementos nos
7
processos de manipulação das amostras, formação de muitos interferentes presentes em
análise por via úmida (principalmente óxidos e hidróxidos) e destruição total do material
analisado. A técnica apresenta capacidade de análise com alta resolução espacial (centenas
ou até mesmo dezenas de micrômetros) e pode ser aplicada tanto a materiais condutores
como isolantes. Entretanto, a forte dependência da interação laser com as propriedades
físicas da matriz leva ao problema de falta de materiais de referência.
(FIGUEIREDO et al., 1997) utilizaram a técnica de ativação neutrônica (NAA) para
determinação direta de ouro e PGEs. O procedimento consiste na irradiação de 1,0g de
rocha com nêutrons térmicos, seguida de medida da atividade do radioisótopo
198
Au por
espectrometria gama de alta resolução. O método é baseado na reação nuclear
197
Au(n,γ)198Au. Os resultados obtidos comprovaram a exatidão e a reprodutibilidade
(desvios da ordem de 10%) do método. O limite de detecção obtido foi de 0,005µg.g-1.
Além disso, o método é rápido, permitindo analisar um grande número de amostras com
sensibilidade adequada. Entretanto, a irradiação dessas amostras é feita em um reator, o
que é um problema, pois se tem poucos reatores disponíveis para este procedimento. Em
Minas apenas o Centro de Desenvolvimento de Tecnologia Nuclear (CDTN) possui esse
equipamento.
Apesar das várias técnicas disponíveis, a análise de minérios apresenta um desafio
considerável, devido à concentrações relativamente baixas dos elementos-alvo, a sua
distribuição heterogênea dentro da matriz e as propriedades químicas desses elementos,
dificultando sua dissolução (VANHAECKE et al., 2010; MCINTOSH et al. 2006;
JUVONEN et al., 2002; FIGUEIREDO et al., 1997). Entretanto, procedimentos FireAssay permitem que esses inconvenientes sejam contornados, uma vez que utilizam
quantidades consideráveis da amostra (combate o problema da heterogeneidade) e
envolvem a extração de PGEs e Au em um coletor fundido (mais frequentemente Pb, NiS
ou Cu). No caso do Pb-Fire Assay, o Pb da matriz pode ser posteriormente removido por
fusão oxidativa, pela qual o chumbo é convertido em PbO, que é absorvido pelo recipiente
magnesiano copela (pré-concentração) e a amálgama obtida pode ser analisada por
gravimetria ou após dissolução (VANHAECKE et al., 2010). Além disso, o Fire Assay
apresenta altos níveis de precisão e exatidão e baixos limites de detecção (ng.g-1)
(MAGALHÃES, 2008; BAREFOOT e VAN LOON, 1999).
8
Atualmente tanto o método de Chumbo-Fire-Assay (Pb-FA) como o de Níquel-Fire-Assay
(NiS-FA) têm sido utilizados como coletores. Entretanto, NiS-FA é menos sensível ao ouro
(BAREFOOT e VAN LOON, 1999) e, ambos geram resíduos sólidos que contem metais
tóxicos
tornando
essas
técnicas
analíticas
focos
de
preocupação
ambiental
(MAGALHÃES, 2008; MUIR et al., 2005).
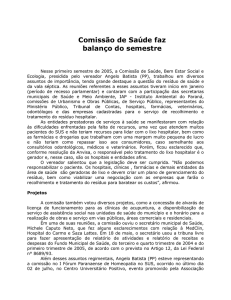
2.1.2.1. Descrição do Método do Pb-FA
Na determinação de ouro pelo método do Pb-FA, figura 2.1, a amostra é britada
(JUVONEN e KONTAS, 1999), pulverizada até atingir granulometria inferior a 75µm
(VANHAECKE et al., 2010; LUZ et al., 2004) e, a seguir, 20g da amostra é adicionada a
uma embalagem plástica contendo 50g de litargírio (PbO) e 200g do fluxo composto por
32g de carbonato de sódio (Na2CO3), 44g de bórax anidro (Na2B4O7), 52g de tartarato
ácido de potássio (KHC4H4O6), 20g de quartzo (SiO2) e solução de nitrato de prata
(AgNO3). O material é colocado em um cadinho e submetido à fusão durante 1 hora a
1100°C. Após quatro fusões o cadinho contamina-se com Pb dando origem ao “resíduo
cadinho”, não sendo mais reutilizado em outras amostras para prevenir a contaminação das
mesmas. A mistura fundida é vertida em uma coquilha para resfriamento, resultando em
uma amálgama metálica composta pelo Pb, Au e PGEs (Pt, Pd, Rh, Ir, Ru e Os) e uma
escória formada por quartzo e pelos constituintes da amostra analisada (MAGALHÃES,
2008; RAO e REDDI, 2000; JUVONEN e KONTAS, 1999; ABNT – 10002, 1987). A
composição do fluxo deve ser adequada de forma a decompor a amostra e formar um óxido
da escória enquanto o carbono reduz o litargírio para dar origem a um coletor de chumbo
metálico que promove a concentração dos PGEs e Au da amostra (MCINTOSH et al.,
2006). O amálgama metálico é separado por gravidade para a parte inferior da coquilha e a
escória permanece na parte superior. Após a remoção da escória, os metais nobres são
separados do chumbo na etapa denominada copelação na qual o amálgama, também
chamado “botão de chumbo”, é transferido para uma copela e submetido à temperatura de
940°C por 1 hora para oxidação do Pb e formação de um amálgama de prata “pérola de
prata”. O Pb é incorporado na estrutura da copela, recipiente magnesiano, que passa a ser
o “resíduo copela”, objeto de estudo deste trabalho. A copela é substituída a cada análise
para evitar a contaminação das demais amostras a serem analisadas. O amálgama de prata
9
é transferido para um tubo de ensaio e dissolvido em 0,5mL de HNO3 (65%v/v) e 1,5mL
de HCl (37%v/v). O tubo de ensaio é levado ao aquecimento e, após dissolução completa
do amálgama, são adicionados 10mL de solução de HCl (6mol.L-1) (MAGALHÃES, 2008;
RAO e REDDI, 2000; JUVONEN e KONTAS, 1999; ABNT – 10002, 1987).
A determinação de Au na solução ácida obtida pode ser feita pelas técnicas de
espectrofotometria de absorção atômica com chama ar-acetileno (AAS), análise
instrumental por ativação neutrônica (INAA), espectrofotometria de emissão óptica com
fonte de plasma indutivamente acoplado (ICP-OES) e espectrofotometria de emissão
óptica com fonte de plasma indutivamente acoplado ligado ao espectrofotômetro de massas
ICP-MS) (VANHAECKE et al., 2010; RAO e REDDI, 2000; BAREFOOT e VAN LOON,
1999; HALL et al., 1990).
Segundo Levin et al. (1966), citados por MICINTOSH et al. (2006, p.223), geralmente as
amostras analisadas para determinação de Au consistem em silicatos e cromita de várias
composições e o fluxo básico contendo Na2O permite que a amostra de silicatos se funda à
temperaturas mais baixas que são mais facilmente alcançadas em fornos convencionais. A
adição de B2O3 é feita para abaixar a temperatura de fusão além da que pode ser obtida
com Na2O sozinho. Tanto B2O3 como SiO2 são utilizados para equilibrar o fluxo, uma vez
que as amostras têm, frequentemente, uma variedade de outros óxidos básicos.
Amostra britada e pulverizada (75µm)
20g amostra, 50g PbO, 32g de Na2CO3, 44g Na2B4O7, KHC4H4O6, 20g SiO2 e sol. AgNO3
Cadinho (fusão 1100 C, 1h)
Amálgama metálica (Pb, Au e PGEs)
Escória (quartzo e demais constiuintes)
Copela (940 C, 1h)
Amálgama de Ag
Dissolução em sol. HNO3, HCl e
aquecimento
Determinação AAS, ICPOES, ICP-MS e INAA
Figura 2.1.: Esquema da metodologia do Pb-FA para determinação de Au em laboratório.
10
O tradicional método Pb-FA para determinação de Au e PGEs foi automatizado, com
sucesso, de forma a preservar a precisão dos resultados obtidos. Para que a automação
fosse possível, as etapas de fusão e separação da escória da amálgama metálica composta
pelo Pb, Au e PGEs, foram unificadas e a etapa de copelação eliminada. Além disso, uma
amostra na granulometria mais fina (45µm) passou a ser utilizada para análise e o
carbonato de sódio (temperatura de fusão 858°C), tradicionalmente usado no fluxo, foi
substituído pelo hidróxido de sódio (temperatura de fusão 323°C). Todos esses fatores
levaram a uma diminuição significativa do tempo de análise que passou de 24 horas a 60
minutos. A eliminação da etapa de copelação, além de contribuir para a diminuição do
tempo de análise, levou à redução dos resíduos gerados no método, já que, nela, a copela
só pode ser usada uma vez devido a absorção do PbO pelo referido recipiente. Além disso,
a emissão de gases tóxicos emitidos durante a copelação também foi erradicada
(MCINTOSH et al., 2006.
Apesar das vantagens apresentadas pelo método Fire-Assay automatizado, a maior parte
dos laboratórios ainda utiliza o tradicional, devido ao fato de a automação ser cara sendo
necessário, portanto, um planejamento cuidadoso e preciso. Além disso, para que as
análises não sejam interrompidas durante a manutenção e limpeza dos equipamentos,
seriam necessários equipamentos reservas o que tornaria o processo ainda mais caro.
2.1.2.2. Resíduo Gerado na Metodologia Pb-FA
O recipiente copela, contaminado com Pb, proveniente do uso de PbO usado como agente
redutor na etapa de copelação, representa um dos principais resíduos gerados na
determinação de Au pelo método de Pb-FA. São gerados em média 90g do “resíduo
copela” por análise realizada.
De acordo com o principal fabricante de copela no Brasil, são produzidas 1,5 milhões de
unidades de copela ao ano, o que evidencia a realização de, no mínimo, o mesmo número
de análises por Pb-FA (MAGALHÃES, 2008). Portanto, estima-se que somente no Brasil
sejam geradas 135t anuais do “resíduo copela”, evidenciando a necessidade de tratá-lo.
11
2.2. O CHUMBO
2.2.1. Propriedades e Ocorrência
O chumbo, símbolo Pb, é um metal cinzento, azulado brilhante, não elástico, mole, dúctil,
maleável, (DNPM, 2009; GOMES, 2006; MAVROPOULOS, 1999) trabalhável a frio,
razoável condutor de calor e eletricidade, possui condutibilidade térmica, coeficiente de
expansão térmica linear de 29x10-6/1°C, e aumento em volume (20°C ao ponto de fusão)
de 6,1%. Peso específico 11,37, baixo ponto de fusão (327°C), peso atômico 207,2 e ponto
de ebulição a 1.717°C (DNPM, 2009; MAVROPOULOS, 1999), emitindo, antes desta
temperatura, vapores tóxicos. Exibe retração linear na solidificação de 1 a 2,5% e
alongamento de 31% (DNPM, 2009).
O chumbo é pouco resistente quando submetido a repetidas aplicações de esforços
mecânicos, tensão produzida pela vibração, resfriamento e dobramento alternando,
ocasionando fissuras. Além disso, o chumbo é solúvel nos ácidos nítrico, acético, sulfúrico
e clorídrico em ebulição e resistente à ação dos demais ácidos (DNPM, 2009).
Embora a presença do chumbo na crosta terrestre seja de apenas 0,002%, ocorrem jazidas
em várias partes da terra, que são exploradas com teor de 3% (DNPM, 2009). O chumbo
raramente é encontrado no seu estado natural, mas sim, em combinações com outros
elementos, sendo os mais importantes minérios a galena (PbS), cerussita (PbCO3),
anglesita (PbSO4), piromorfita ((Pb 3PO4)2), vanadinita (Pb 5(VO4)3Cl), crocroíta (PbCrO4),
e a wulfenita (PbMoO4) (DNPM, 2009; MAVROPOULOS, 1999), sendo a galena (Pb =
86,6% e S = 13,4%) de maior destaque e de ocorrência geralmente associada com a prata.
Os metais zinco, cobre, ouro e antimônio também aparecem associados ao chumbo
(DNPM, 2009).
Algumas propriedades do chumbo tais como baixo ponto de fusão, alta resistência à
corrosão, alta densidade, alta opacidade aos raios x e gama, reação eletroquímica com
ácido sulfúrico e estabilidade química no ar, solo e água, determinam sua importância
comercial (GOMES, 2006).
12
2.2.2. Aplicações do Chumbo e de Seus Compostos
O chumbo é o quinto metal mais abundante do planeta (MATTOS e FERREIRA, 2007), o
sexto de maior utilidade industrial e um dos principais do grupo dos não-ferrosos (DNPM,
2009).
O chumbo é utilizado na forma de lâminas ou tubulações, uma vez que flexibilidade e
resistência à corrosão são características requeridas em indústrias de construção. É
utilizado também para revestimento de cabos, como ingredientes na solda, em material de
revestimento na indústria automotiva (GOMES, 2006; PAOLIELLO e CHASIN, 2001),
construção de chapas para pias, cisternas e telhados, bem como na indústria de
acumuladores (MATTOS e FERREIRA, 2007).
Óxidos de chumbo são utilizados nas placas de baterias elétricas e em acumuladores como
agentes componentes na manufatura da borracha, como ingredientes nas tintas e como
constituintes de vitrificados, esmaltes e vidros (GOMES, 2006; PAOLIELLO e CHASIN,
2001).
Os sais de chumbo formam a base de muitas tintas e pigmentos. Carbonato e sulfato de
chumbo fornecem pigmentos amarelos, laranjas, vermelhos e verdes (GOMES, 2006;
PAOLIELLO e CHASIN, 2001). Arsenato de chumbo tem sido empregado como
inseticida (MATTOS e FERREIRA, 2007).
Todavia, a principal aplicação do chumbo é na construção de baterias para automóveis
(MATTOS e FERREIRA, 2007; GOMES; 2006; DNPM, 2009) e estacionárias, que
consomem em torno de 90% do chumbo em todo mundo (DNPM, 2009).
Entretanto, em função da periculosidade deste metal, muitos países têm restringido seu uso
(GOMES, 2006; PAOLIELLO e CHASIN, 2001).
A utilização de chumbo tem sido reduzida pela sua substituição, pelo álcool no caso do
Brasil, como antidetonante na gasolina (DNPM, 2009). No seguimento de revestimento de
cabos telefônicos e de energia, a substituição progride, com o surgimento de outros
13
produtos, especialmente o plástico. No setor de material de embalagem, o alumínio e certos
plásticos oferecem vantagens na fabricação de papéis, folhas, tubos, bisnagas e cápsulas. O
seguimento eletrônico, especialmente, microprocessadores e painéis, também, está
deixando de utilizar o chumbo (DNPM, 2009; GOMES, 2006; PAOLIELLO e CHASIN,
2001). Além disso, o chumbo tem sido substituído pelo estanho em soldas (GOMES, 2006;
PAOLIELLO e CHASIN, 2001).
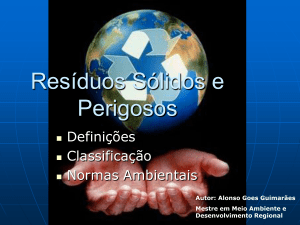
2.2.3. Produção Mundial e Nacional
A produção mundial de minério e/ou concentrado de chumbo, em metal contido, atingiu
3,9 milhões de toneladas em 2008, o que significa um acréscimo de 7,46% em relação a
2007, embora tenha correspondido à metade da produção mundial de chumbo metálico
durante o período 2000-2008 que alcançou 8,7 milhões de toneladas neste último ano,
conforme figura 2.2. A produção brasileira de minério e/ou concentrado de chumbo em
2008, entretanto, representou 0,40% da produção mundial (15,4 mil toneladas) (DNPM,
2009).
Quantidade de Pb produzido (t)
9000
8000
7000
6000
5000
4000
3000
2000
1000
0
2000
2001
2002
2003
2004
2005
2006
2007
2008
Ano
Produção mundial de Pb metálico
Produção mundial de minério/concentrado de Pb
Figura 2.2.: Representação gráfica da produção mundial de chumbo metálico e da
produção de minério/concentrado de Pb no período de 2000-2008 (DNPM, 2009).
14
Praticamente toda produção mundial de Pb metálico, no período de 2000-2008, foi
consumida anualmente, sendo que, nos anos de 2003, 2004, 2005, 2006 e 2007, a demanda
foi maior que a produção, conforme figura 2.3.
Segundo International Lead and Zinc Study Group (ILZSG), por DNPM (2009, p.205) a
produção secundária do chumbo, em 2007, representou 54% da produção mundial do
chumbo refinado, demonstrando o grau de sustentabilidade que a sociedade mundial tem
buscado para garantir o futuro da humanidade.
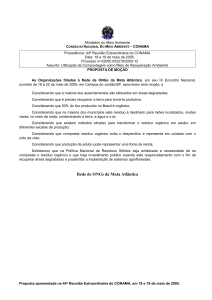
A maior parte do Pb metálico produzido no Brasil provém da produção secundária, figura
2.4, decorrente principalmente da reciclagem de baterias automotivas. Em 2008 houve uma
redução de 29,92% (foram produzidas 95.704t) na produção nacional de chumbo refinado
devido à crise econômica global que atingiu fortemente os preços dos metais (DNPM,
2010).
Figura 2.3.: Representação gráfica da produção x consumo mundial de chumbo metálico
no período de 2000 a 2008 (DNPM, 2009).
15
Quantidade de Pb produzido (t)
140000
120000
100000
80000
60000
40000
20000
0
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
Ano
Produção nacional secundária de chumbo
Figura 2.4.: Representação gráfica da produção nacional secundária de Pb metálico no
período de 1999 a 2008 (DNPM, 2009).
No período de 1999 a 2007, a recuperação do Pb de baterias, no Brasil, foi em torno de
93% enquanto nos Estados Unidos foi de 99% entre 1999 a 2003 (MATOS, 2007).
A produção brasileira de minério de chumbo está restrita à mina de Morro Agudo, em
Paracatu - Minas Gerais (DNPM, 2009) e é totalmente exportada. A baixa produção
nacional é devido às jazidas não terem porte mundial (são pequenas e de baixo teor)
(MACHADO, 2002; MATTOS e FERREIRA, 2007; DNPM, 2010), ao chumbo não ser o
principal metal econômico da mina, à ausência de investimento em pesquisa mineral e em
tecnologia, ao baixo teor do minério de chumbo, tanto do minério sulfetado, quanto do
oxidado, que provoca diminuição no índice de recuperação na unidade de concentração.
Além disso, o Brasil importa semimanufaturados de chumbo como chumbo refinado,
eletrolítico, em lingote e formas brutas de chumbo; manufaturados, representados por
obras de chumbo, barras, perfis, fios, folhas, tiras, chapas, pó e escamas de chumbo; além
de compostos químicos constituídos por monóxido de chumbo, mínio (zarcão e laranja),
óxidos, sulfatos, carbonatos, silicatos e derivados nitrados dos fenóis (DNPM, 2010).
O Brasil não possui produção primária de chumbo metálico refinado. Toda a produção
nacional do metal refinado é obtida a partir de reciclagem do metal secundário,
especialmente de baterias automotivas, industriais e das telecomunicações (DNPM, 2010,
16
MATTOS e FERREIRA, 2007; MACHADO, 2002), em usinas refinadoras nas regiões
nordeste (PE), sul (RS e PR) e sudeste (SP, RJ, e MG) cuja capacidade instalada está em
torno de 160kt/ano.
2.2.4. Contaminação Ambiental e Humana
A maior parte do chumbo encontrada em alimentos, na água, na poeira (GOMES, 2006;
PAOLIELLO e CHASIN, 2001) e nos solos é proveniente de emissões veiculares (em
locais onde o chumbo ainda é usado na gasolina) (GOMES, 2006; PAOLIELLO e
CHASIN, 2001) e de fontes industriais (fundições de chumbo e por alguns ramos da
indústria química, por exemplo, fabricação de plastificantes para indústria de plásticos,
como o palmitato de chumbo, dentre outros) (MATOS e FERREIRA, 2007).
Segundo Nriagu e Pacyma, citados por MAVROPOULOS (1999, p.11), a cada ano um
total de 330t de chumbo são liberadas na atmosfera. As fontes naturais deste metal
(emissões vulcânicas, erosão e depósitos naturais) contribuem muito pouco (4%) com essas
concentrações.
O chumbo pode penetrar no organismo através da inalação (ar atmosférico), ingestão
(água, alimentos e solo contaminados) e por via dérmica. Estima-se que entre 39 e 47% do
chumbo inalado fique retido nos pulmões (LAUWERYS e LAVENNE, 1972) e que cerca
de 5 a 10% do chumbo ingerido seja absorvido pelo adulto, enquanto na criança até 50%
da dose introduzida pode ser absorvida (MACHADO, 2002). Além disso, o chumbo
também pode ser absorvido pela pele e músculos, porém com menor relevância (MATOS e
FERREIRA, 2007).
Após absorvido, o chumbo não é distribuído de forma homogênea no organismo. No
sangue, o chumbo circulante está quase sempre associado aos eritrócitos, sendo em
seguida distribuído aos tecidos moles (maiores concentrações no fígado e rins) e aos
minerais (ossos e dentes). O osso é o principal compartimento onde se armazena esse metal
(cerca de 90% do chumbo encontrado no organismo está depositado nos ossos sob a forma
de trifosfato). Isso ocorre porque o chumbo inibe ou imita a ação do cálcio o que faz com
que ele se acumule nos ossos e dentes. Além disso, o chumbo interage com proteínas
17
alterando os processos bioquímicos fundamentais (MAGALHÃES, 2008; MOREIRA e
MOREIRA 2004; WORD HEALTH ORGANIZATION, 1989).
O chumbo absorvido e armazenado tem uma meia-vida de pelo menos 25 anos nos ossos,
36 dias no sangue e 40 dias nos tecidos moles. Além disso, cerca de 90% do chumbo
ingerido e não absorvido, é excretado pelas fezes na forma de sulfetos, aproximadamente
75% é eliminado através da urina e quantidades inferiores a 8% pelo suor, saliva, unhas e
cabelo. (BARBOSA JUNIOR et al., 2006; MOREIRA e MOREIRA, 2004;
MAVROPOULOS, 1999). O chumbo pode ainda ser encontrado no leite materno em
pequenas quantidades (MAVROPOULOS, 1999).
Tabela 2.1.: Principais efeitos adversos sobre a saúde humana relacionados ao chumbo.
Tipos de danos à saúde
Efeitos adversos
Neurológicos
Encefalopatia aguda e crônica; cegueira, perda da fala,
neuropatia periférica, irritabilidade, tremores musculares,
alucinações, perda de memória, debilidade dos músculos
extensores, diminuição do QI (crianças).
Hematológicos
Anemia; mudanças nas atividades enzimáticas.
Endócrinos
Danos aos rins e no desenvolvimento das células, dentes e
ossos.
Desenvolvimento (crianças) Redução no crescimento.
Renais
Nefropatia, nefrite crônica, retenção de ácido úrico e gota
saturnínica.
Reprodutivos
Fertilidade reduzida e risco de abortos espontâneos.
Carcinogênicos
Efeito nos rins e células do DNA genômico.
Cardiovasculares
Provável aumento na pressão sanguínea, lesões cardíacas e
eletrocardiogramas anormais.
Gastrointestinais
Cólicas, diarréia, gastrites.
Hepáticos
Redução do metabolismo.
Fonte: MAGALHÃES, 2008.
Limites de tolerância de exposição ao chumbo são estabelecidos apesar de não se conhecer
índices seguros de exposição a ele. No Brasil, o limite de tolerância ao chumbo no
organismo é de 0,6mg.L-1 (índice biológico máximo permitido – IBMP) e no ar é de
18
0,1mg.m-3. Tais limites são superiores aos valores estabelecidos pelos Estados Unidos
(American Conference of Governmental Industrial Hygienists) que são, respectivamente,
0,03mg.L-1 e 0,05mg.m-3 (BRASIL NR 15, 2006; MOREIRA e MOREIRA, 2004).
Quando presente no ar, o chumbo rapidamente se deposita no solo devido a sua elevada
densidade (MAVROPOULOS, 1999, WORD HEALTH ORGANIZATION, 1989). Na
água, o chumbo mantém o equilíbrio entre o sedimento e a fase aquosa permanecendo na
forma suspensa e dissolvida, facilitando a contaminação de organismos vivos como as
plantas e os animais (WORD HEALTH ORGANIZATION, 1989).
Nos vegetais, a carga de contaminantes existentes é gerada através da captação do metal
pelas raízes. Como o chumbo não tem grande capacidade de migrar no interior das
plantas, estas absorvem pequenos teores deste metal. Ao se depositar, o chumbo adere à
superfície dos vegetais e cerca de 32 a 98% deste metal aderido pode ser removido pela
lavagem
ou
esfregação
e
pelo
preparo
dos
vegetais
antes
do
cozimento
(MAVROPOULOS, 1999).
A concentração de chumbo em tecidos de animais é proveniente da dieta e sua distribuição
no organismo animal está relacionada ao metabolismo do cálcio, sendo a fauna aquática,
por exemplo, os peixes, a mais afetada (PAOLIELLO e CHASIN, 2001).
A principal via de contaminação de organismos vivos é através da água contaminada
(recursos hídricos). No Brasil, segundo a Resolução Conama 357 (2007), o limite máximo
aceitável para chumbo em efluentes a serem lançados em corpos hídricos é de 0,5mg.L-1, e
em Minas Gerais, segundo a Deliberação Normativa Conjunta COPAM/CERH N° 1
(2008) esse limite é de 0,1mg.L-1, minimizando o lançamento indiscriminado de efluentes
nos corpos receptores.
2.3. GESTÃO AMBIENTAL DE RESÍDUOS PERIGOSOS
Segundo a norma ABNT NBR 10.004 (2004), resíduos sólidos são os resíduos no estado
sólido e semi-sólido, que resultam da atividade de origem industrial, doméstica, hospitalar,
19
comercial, agrícola, de serviços e de varrição. Ficam incluídos nesta definição lodos
provenientes dos sistemas de tratamento de água, aqueles gerados em equipamentos e
instalações de controle de poluição, bem como determinados líquidos cujas
particularidades tornem inviável o seu lançamento na rede pública de esgotos ou corpos de
água, ou exijam para isso soluções técnicas e economicamente inviáveis em face de melhor
tecnologia disponível.
Os resíduos sólidos representam um dos grandes desafios do século XXI, chamando a
atenção pelo crescente aumento na geração e pelo reconhecido déficit de soluções
ambientalmente adequadas quanto à disposição final e/ou reaproveitamento/reciclagem,
sendo estas últimas ainda incipientes no Brasil, embora com grande potencial. Além do
aumento na quantidade gerada, são descartados, diariamente no ambiente, resíduos de
composições cada vez mais complexas, limitando a capacidade de assimilação destes pelo
ambiente natural e tornando ainda mais difíceis e onerosos os processos de
reaproveitamento/reciclagem. Somada aos impactos ambientais causados pela disposição
inadequada, a geração de resíduos retrata um grande desperdício de matéria-prima e
energia (FARAGE, 2009), conforme evidenciado pelo inventário de resíduos sólidos
industriais, realizado em Minas Gerais, cuja principal forma de destinação para os resíduos
perigosos realizada pelas indústrias, entre julho/2001 e julho/2002, foi a disposição em
aterro industrial próprio (76,68 %), conforme figura 2.5 (FEAM, 2003).
76,68%
6,96%
0,15%
15,35%
0,86%
Aterro industrial próprio
Reutilização/reciclagem/recuperação interna
Forno industrial
Reprocessamento de óleo
Neutralização
Figura 2.5.: Principais formas de destinação de resíduos perigosos dentro da indústria,
inventariados no estado de Minas Gerais entre julho/2001 e julho/2002.
20
Dentro desse panorama, as indústrias de transformação são responsáveis pelos maiores
impactos ambientais registrados. Segundo estudo da Associação Brasileira de Empresas de
Limpeza Pública e Resíduos Especiais – ABRELPE (2007), por FARAGE (2009, p.13) são
gerados anualmente no Brasil cerca de 86,5 milhões de toneladas de resíduos sólidos
industriais.
Em Minas Gerais, entre janeiro e dezembro de 2007, foram geradas 402.951.816,9t de
resíduos sólidos industriais, sendo 14.801.216,13t (3,67%) de Resíduos Perigosos e
388.150.600,8 (96,33%) de Resíduos Não-Perigosos, figura 2.6.
Dos resíduos perigosos gerados no referido período, aproximadamente 0,0668% contêm
chumbo e foram gerados pelas indústrias de materiais eletro-eletrônicos, decorrentes das
águas de pisos e processos (0,041%), das sucatas de metais não ferrosos (0,0083%) e dos
lodos ou poeiras dos sistemas de controle de emissão de gases da fusão de Pb secundário
(0,0036%)) e pelo processamento, beneficiamento, tratamento e/ou disposição final dos
resíduos, originados dos lodos ou poeiras dos sistemas de controle de emissão de gases da
fusão do chumbo secundário (0,0139%) (FEAM, 2008).
96,33%
3,67%
Perigosos
Não-Perigosos
Figura 2.6.: Relação entre Resíduos Perigosos e Não-Perigosos inventariados no estado de
Minas Gerais entre janeiro e dezembro de 2007.
21
Dessa forma, é primordial a implantação de uma política de valorização dos resíduos na
qual eles não sejam tratados simplesmente como resíduos e sim como matéria-prima para
outros processos (MAGALHÃES, 2008) de forma a contribuir para redução de impactos
ambientais e melhoria das condições de saúde pública, ou seja, melhor qualidade de vida e
preservação dos recursos naturais para as gerações futuras (GOMES, 2006).
2.4. TRATAMENTO E DISPOSIÇAO DE RESÍDUOS PERIGOSOS
Durante a última década, a implementação prática do conceito de desenvolvimento
sustentável tornou-se um dos maiores desafios para a nossa sociedade. O atual padrão de
crescimento econômico está intimamente atrelado aos aspectos dos passivos ambientais
industriais e fortemente condicionado ao esgotamento dos recursos naturais. Portanto,
torna-se imperativa a adoção de estratégias de desenvolvimento industrial que contemplem
alternativas tecnológicas tanto para reduzir o impacto dos resíduos ao meio ambiente,
quanto para preservar os recursos naturais, sem comprometer o crescimento da atividade
econômica (KNIESS, 2002).
Neste contexto, resíduos urbanos e industriais são alternativas de matérias-primas de uso
crescente na sociedade moderna. O uso dessas matérias-primas de origem secundária é
justificado tanto sob o ponto de vista econômico quanto ambiental, pois permitem a
substituição parcial da fonte primária (KNIESS, 2002).
Assim como nos materiais primários, também nos secundários, os metais ou compostos de
interesse encontram-se associados aos outros, bem como a outros materiais sem qualquer
aplicação potencial. Nesses casos, é necessário que essas matérias-primas sejam
submetidas a operações de beneficiamento a fim de obter o componente de interesse de
uma forma mais concentrada e contendo proporções aceitáveis de contaminantes
(SAMPAIO e TAVARES, 2005).
Caso a composição química do produto da operação de beneficiamento não permita a sua
utilização como matéria-prima, torna-se necessária a sua transformação, que é realizada
por meio de processos como a lixiviação, a redução, a fusão, dentre outros.
22
A escolha do processo a ser utilizado na concentração de um material de origem
secundária, irá depender das características físicas e químicas dos constituintes a serem
separados (SAMPAIO e TAVARES, 2005).
2.4.1. Liberação dos Constituintes de Interesse
Na maioria das vezes, tanto em materiais primários como em secundários, os constituintes
de interesse encontram-se em baixas concentrações ou distribuídos de forma heterogênea
em sua matriz. Dessa forma, para que eles possam ser utilizados é necessário que eles
sejam liberados para posterior concentração e separação dos demais constituintes do
material em questão.
Geralmente essa liberação é feita por processos físicos de cominuição ou redução de
tamanho (britagem e moagem) nos quais os grãos das substâncias de interesse são
extraídos da rocha, para um maior estado de liberação, mediante a aplicação de energia
(impacto, atrição e abrasão). Esta cominuição, ao ser aplicada a rochas com componentes
heterogêneos, produz um certo grau de separação e de concentração dos grãos (teor
individual dos grãos, pela sua maior liberação) (YOVANOVIC, 2006).
2.4.2. Concentração Gravimétrica
A concentração gravimétrica é uma das mais antigas formas de beneficiamento mineral e
pode ser definida como o processo pelo qual partículas de diferentes tamanhos, formas e
densidades são separadas umas das outras pela força de gravidade ou pela força centrífuga
(SAMPAIO e TAVARES, 2005).
Uma grande variedade de métodos pode ser utilizada na separação gravimétrica em função
da granulometria dos materiais a serem separados, conforme figura 2.7 (SAMPAIO e
TAVARES, 2005).
23
Figura 2.7.: Aplicabilidade de diferentes métodos de concentração gravimétrica em função
da granulometria. Fonte: SAMPAIO e TAVARES, 2005.
Existe ainda um potencial de ampliação da aplicação de processos gravimétricos no futuro.
Este é o caso de alguns minérios de metais bases, que hoje são quase universalmente
concentrados por flotação. Estes minérios (de chumbo, zinco, níquel, etc.), que
normalmente apresentam baixo teor e textura fina, exigindo moagem fina, poderiam se
beneficiar pela aplicação da pré-concentração em meio denso do material ainda a uma
granulometria grossa. Isso permitiria a remoção da ganga liberada, evitando que um grande
volume de minério seja submetido à moagem fina e prevenindo o desperdício de energia na
operação (SAMPAIO e TAVARES, 2005).
Entretanto, a concentração gravimétrica não é aplicável à separação de qualquer sistema de
interesse. A separação de partículas por processos gravimétricos é resultado do movimento
relativo de partículas em fluidos, que por sua vez depende de uma série de características
do material particulado, como massa, tamanho, formato, além da densidade (SAMPAIO e
TAVARES, 2005; LUZ et al., 2004).
24
Como minérios e materiais secundários são constituídos por um grande número de
componentes, cada um com diferentes densidades, tamanhos de partícula, formato,
porosidade e massa, a facilidade ou dificuldade na separação de uma espécie em relação à
outra depende das diferenças relativas destas características (SAMPAIO e TAVARES,
2005). São essas diferenças que vão determinar o grau de liberação dos constituintes do
material em questão e, portanto, a viabilidade da utilização de processos gravimétricos para
recuperação do componente de interesse. Para isso, na determinação da aplicabilidade de
processos gravimétricos, é necessária a caracterização adequada do material, assim como a
realização de ensaios preliminares que permitam concluir a cerca da possibilidade de
utilização desses métodos (SAMPAIO e TAVARES, 2005; LUZ et al., 2004).
2.4.3. Processos Pirometalúrgicos
Processos pirometalúrgicos são métodos térmicos que têm por objetivo promover reações
químicas a elevadas temperaturas para recuperar metais ou compostos metálicos por
processamento de sólidos e lamas, contendo concentrações percentuais de contaminantes
metálicos, pela fusão/redução dos metais (GOMES, 2006; SMITH et al., 1995).
Para que haja uma maior ocorrência dessas reações, podem ser adicionados outros
materiais, dentre os quais se destacam o carbono, em estado sólido, e os gases gerados na
combustão entre o combustível, o gás natural, por exemplo, e o oxigênio, sendo o carbono
mais utilizado em função de seu baixo custo e facilidade de obtenção (GOMES, 2006).
A reação de redução com carbono sólido ocorre da seguinte forma:
CO2 + C → 2 CO
Equação (2.1)
MeO + CO → Me + CO2
Equação (2.2)
Sendo que Me se refere ao metal que está sendo reduzido.
25
Já a possibilidade de obtenção de atmosferas redutoras ou oxidantes é um importante fator
para as condições de combustão. A relação ar/combustível maior que a estequiométrica dá
origem a atmosferas oxidantes formadas devido à presença de oxigênio e a relação
ar/combustível menor que a estequiométrica forma atmosferas redutoras. Dessa forma, se o
propósito da combustão é apenas fornecer calor, a relação ar/combustível deve ser mais
próxima possível da estequiométrica, sendo função do tipo de combustível e do processo
de combustão utilizado (GOMES, 2006; GARCIA, 2002).
Os métodos convencionais de recuperação de chumbo utilizam processos pirometalúrgicos
para fundição/redução de resíduos de chumbo em fornos tipos cuba, revérberos, rotativos
ou outros tipos de fornos elétricos, utilizando cavaco de ferro e carvão como redutores e
areia ou vidro (sílica) como escoriante (MATOS e FERREIRA, 2007; CHACÓNSANHUEZA e FONTANETTI, 2006).
Após a fusão dos resíduos, ocorre a formação de duas camadas perfeitamente identificadas
em função da diferença de densidade entre as mesmas: uma camada inferior formada pelo
chumbo e uma camada superior formada pela escória (GOMES, 2006).
Uma terceira camada denominada matte, intermediária ao chumbo líquido e à escória, pode
surgir em função da presença de sulfetos (GOMES, 2006; QUENEAU, 1989).
O processo pode ser resumido como sendo uma operação de separação controlada ente
dois materiais em estado líquido, com o objetivo de retirar as impurezas da matéria-prima
para obtenção do chumbo com maior grau de pureza possível (MOORE, 1981).
Uma das vantagens dos processos pirometalúrgicos é que a alta temperatura de operação
destrói contaminantes orgânicos no resíduo (SMITH et al., 1995). Entretanto, no processo
de fundição/redução, ocorre liberação de gases SOx e particulados de chumbo para a
atmosfera, além de gerar borra metálica que atinge níveis de 25% da quantidade de
chumbo produzida. Embora esta borra contenha chumbo, antimônio, arsênio, estanho,
prata e outros metais, grandes esforços têm sido realizados para classificá-la como resíduo
não lixiviável. Entretanto esta ainda continua sendo considerada resíduo altamente
perigoso e deve ser disposta em aterro industrial classe I, aumentando consideravelmente
26
os custos do processo. Além disso, uma preocupação especial deve ser dispensada para o
tratamento e coleta de resíduos líquidos, sólidos e gasosos (MATTOS e FERREIRA, 2007;
CHACÓN-SANHUEZA e FONTANETTI, 2006).
Em geral, os processos pirometalúrgicos são usados no pré-tratamento de materiais;
tratamento de material para converter os compostos metálicos a metal elementar e
descartar os componentes indesejáveis; tratamento subsequente para metais ou resíduos
metálicos (SMITH et al., 1995).
Processos pirometalúrgicos podem ser usados separadamente, em sequência ou em
combinação com processos físicos, hidrometalúrgicos, biológicos ou eletrometalúrgicos
dependendo do tipo de material a ser processado (SMITH et al., 1995).
A combinação de processos piro e hidrometalúrgicos, em plantas de ciclos combinados,
pode ser usada para reduzir as demandas de energia, devido ao fato de serem utilizadas
menores temperaturas na fornalha, além de reduzir também o impacto ambiental da
fundição, uma vez que os vapores de escórias e as escórias do ciclo pirometalúrgico podem
ser submetidas ao banho de lixiviação do ciclo hidrometalúrgico. Pode haver ainda um
aumento na produtividade das plantas pirometalúrgicas existentes (ANDREWS et al.,
2000).
2.4.4. Fusão Alcalina
Recentemente, algumas alternativas têm sido empregadas para tentar resolver os problemas
dos métodos pirometalúrgicos na reciclagem de baterias. Na abordagem mais comum, a
pasta de bateria é carregada em fornos de fundição. As novidades na tecnologia de
fundição levaram a processos de reciclagem tais como Isasmelt (SONMEZ e KUMAR,
2009; AHMED, 1996; RAMUS e HAWKINS, 1993;) ou curtos fornos rotativos
(SONMEZ e KUMAR, 2009). Entretanto, a elevada temperatura utilizada nesses processos
também gera quantidades significativas de substâncias perigosas como vapores de chumbo
de emanações, poeira e escória (SONMEZ e KUMAR, 2009).
27
O processo de fusão alcalina é uma alternativa inovadora para recuperar o chumbo da pasta
de baterias chumbo-ácido exauridas e outros resíduos que pode ser promovida nas mesmas
instalações
existentes
nos
processos
convencionais
(processo
pirometalúrgico).
(CHACÓN-SANHUEZA e FONTANETTI, 2006).
Pelo processo de fusão alcalina, quantidades otimizadas de matéria-prima rica em
compostos de chumbo, soda cáustica e enxofre são colocados em um reator químico
(fornos estacionários) e levados a 600°C – 700°C, conforme figura 2.8. Como resultado
das reações químicas, chumbo metálico fundido é obtido junto com uma borra composta
por sais de sódio e impurezas do concentrado de chumbo (cobre, arsênio, antimônio,
estanho, prata, etc.) normalmente na forma de sulfetos.
Figura 2.8.: Diagrama de produção de chumbo por fusão alcalina (CHACÓNSANHUEZA e FONTANETTI, 2006).
Neste processo, o enxofre reage com a soda cáustica formando sulfeto de sódio e
tiossulfato de sódio, que reagem separadamente com os compostos de chumbo formando
sulfeto deste metal, conforme as seguintes equações químicas (CHACÓN-SANHUEZA e
FONTANETTI, 2006; CHACÓN-SANHUEZA, 2007; OLPER et al., 1999):
28
4S + 6NaOH → 2Na2S + Na2S2O3 + 3H2O
Equação (2.3)
PbO + Na2S2O3 → PbS + Na2SO4
Equação (2.4)
4PbO2 + 5Na2S2O3 + H2O → 4PbS + 5Na2SO4 + H2SO4
Equação (2.5)
PbSO4 + Na2S2O3 + H2O → PbS + Na2SO4 + H2SO4
Equação (2.6)
PbO + Na2S + H2SO4 → PbS + Na2SO4 + H2O
Equação (2.7)
PbO2 + 2Na2S + 2H2SO4 → PbS + 2Na2SO4 + 2S0 + 2H2O
Equação (2.8)
PbSO4+ Na2S → PbS +Na2SO4
Equação (2.9)
O sulfeto de chumbo formado reage com o hidróxido de sódio de acordo com a seguinte
equação de óxido–redução, produzindo chumbo metálico (CHACÓN-SANHUEZA e
FONTANETTI, 2006; CHACÓN-SANHUEZA, 2007):
4PbS + 8NaOH → 4Pb0 + 3Na2S + Na2SO4 + 4 H2O
Equação (2.10)
Após separação do chumbo, é efetuada a lixiviação com água onde os sais são
solubilizados e os sulfetos metálicos (insolúveis em água) são separados por filtração. Os
sais sódicos podem ser transformados em soda cáustica e enxofre, por processos
eletroquímicos em uma célula de diafragma, (CHACÓN-SANHUEZA e FONTANETTI,
2006; ZOPPI e DI SOVICO, 1995) e retornam ao processo assegurando sua viabilidade
econômica (CHACÓN-SANHUEZA e FONTANETTI, 2006; CHACÓN-SANHUEZA,
2007).
Algumas dessas reações que ocorrem no processo de fusão alcalina já são utilizadas, à
temperatura ambiente, para transformar PbSO4 (sal de alto ponto de fusão e difícil redução
química) de baterias em PbS que é mais fácil de ser utilizado tanto em processos
convencionais de reciclagem de baterias chumbo-ácido como na implementação de
processos eletroquímicos (MANEQUINI,1997; CHACÓN-SANHUEZA, 2007). A
inovação foi aplicá-las em estado fundido, em alta temperatura, porém em temperaturas
29
bem menores que as utilizadas nos processos pirometalúrgicos convencionais (CHACÓNSANHUEZA, 2007).
2.4.4.1. Reversão de Sais Sódicos para Soda Cáustica e Enxofre
Conforme equações (2.3 a 2.10), o processo de fusão alcalina gera como resíduos sais
sódicos como sulfato e sulfeto. Deste modo, uma forma de viabilizar economicamente esse
processo, é a recuperação de soda cáustica e enxofre a partir dos sais citados. Além disso,
esta seria uma importante tecnologia a ser aplicada para minimizar o impacto ambiental de
processos geradores do mesmo tipo de resíduo.
O processo descrito a seguir foi patenteado por ZOOPI e DI SOVICO (1995) e citado por
CHACÓN-SANHUEZA (2007) e por CHACÓN-SANHUEZA e FONTANETTI (2006).
Primeiramente, é feita a conversão dos sais sódicos em sulfeto de sódio de acordo as
seguintes reações químicas:
Na2SO4 + BaS → BaSO4 + Na2S
Equação (2.11)
Na2SO3 + BaS → BaSO3 + Na2S
Equação (2.12)
NaHSO3 + BaS + NaOH → BaSO3 + Na2S + H2O
Equação (2.13)
A seguir, os sulfatos e sulfitos de bário insolúveis são separados por filtração e reduzidos
termicamente com carvão de acordo as reações:
BaSO4 + 2 C → BaS + 2 CO2
Equação (2.14)
BaSO3 + 3 C → BaS + 3 CO
Equação (2.15)
A solução de sulfeto de sódio, obtida da filtração dos produtos das reações 2.11, 2.12 e
2.13, é diluída de forma a obter uma concentração em torno de 100g.L-1 e enviada à célula
eletrolítica de diafragma (1), figura 2.9. No compartimento anódico (2) da célula
eletrolítica, ocorre a oxidação do sulfeto, de acordo com a seguinte equação química:
Na2S → 2 Na+ + S0 + 2e-
Equação (2.16)
30
O compartimento catódico (3) é alimentado com água que se reduz de acordo a seguinte
equação química:
2 H2O + 2e- → 2 HO- + H2
Equação (2.17)
Os cátions Na+ migram através da membrana catiônica (4) formando soda cáustica, que é
retirada continuamente da célula e enviada ao tanque de solução de soda (7), a solução do
compartimento anódico é retirada continuamente e filtrada (5), obtendo-se a solução (8)
que retorna ao processo eletroquímico e o enxofre que é armazenado (6).
Somando-se as equações (2.16) e (2.17) obtém-se a equação global:
Na2S + 2 H2O → 2 NaOH + S0 + H2(g)
Equação (2.18)
Figura 2.9.: Diagrama de reversão de sulfeto de sódio para soda cáustica e enxofre
(CHACÓN-SANHUEZA e FONTANETTI, 2006; CHACÓN-SANHUEZA, 2007).
O processo de reversão de sais de sódio pode ser aperfeiçoado pela a adição ao anolito de
5g.L-1 de iodeto de sódio (NaI), que tem um potencial de oxidação intermediário aos
potenciais das reações 2.16 e 2.17, atuando como catalisador.
A representação eletroquímica da ação catalítica do iodeto de sódio é a seguinte:
31
No anodo: 2 NaI → 2 Na+ + I2 + 2e-
Equação (2.19)
0
Equação (2.20)
Na solução: I2 + Na2S → 2 NaI + S
Reação total: Na2S → 2 Na++ S0 + 2e-
Equação (2.21)
A adição de NaI implica em benefícios no processo, tais como redução do potencial da
célula, pela diminuição de voltagem de polarização, com a consequente diminuição do
consumo de energia elétrica; aumento da cinética de reação de oxidação, diminuindo o
limiar de concentração de sulfeto de sódio no processo; as reações acontecem mais
rapidamente, pode-se operar à densidade de corrente mais alta, diminuindo os tamanhos da
célula e dos eletrodos, o que diminui consideravelmente os custos de investimento.
2.4.5. Processos Hidrometalúrgicos
Processos hidrometalúrgicos resultam da combinação entre lixiviação química e
regeneração da solução lixiviada. Fazem parte dos processos hidrometalúrgicos uma ou
mais das etapas de dissolução do metal desejado, purificação e/ou concentração de metais,
recuperação do metal ou do sal do metal e regeneração da solução de lixiviação (SMITH et
al., 1995).
Lixiviação química é um método de recuperação de metais ou compostos metálicos por
processamento de sólidos e lodos contendo de baixa a moderada concentração de
contaminantes, no qual ocorre transferência de metais de uma matriz sólida para a solução
de lixiviação (SMITH, et al., 1995).
Estudos relataram a possibilidade de remoção de chumbo utilizando soluções de hidróxido
de sódio (ORHAN, 2005; FERRACIN et al., 2002;), ácido sulfúrico (FERRACIN et al.,
2002; RAGHAVAN et al., 2000), ácido acético (AYDOGAN et al., 2007; BONNET et al.,
2003), EDTA (MOUTSATSOU et al., 2006), ácido cítrico (SONMEZ e KUMAR, 2009;
FERRACIN et al., 2002) ácido ascórbico (FERRACIN et al., 2002) ácido tetrafluorbórico,
ácido oxálico, glicerol e tartarato de sódio e potássio (FERRACIN et al., 2002), acetato de
uréia (VOLPE et al., 2009), ácido clorídrico (CIBA et al., 2003; MOUTSATSOU et al.,
2006), cloreto de sódio (RAGHAVAN et al., 2000), ácido nítrico (IOANNIDS, 2006;
32
BONNET et al., 2003; CIBA et al., 2003; LEE et al., 2003; PAYNE, 1995), peróxido de
hidrogênio (AYDOGAN et al., 2007; BONNET et al., 2003),citrato de sódio (SONMEZ e
KUMAR, 2009) e solução ácida de fluorborato férrico (CHACÓN-SANHUEZA, 2007;
FERRACIN et al., 2002) em diferentes concentrações.
Variações na temperatura, pH e tempo de contato podem provocar alterações significativas
na eficiência do processo de lixiviação (AMER, 2003; SANCHEZ et al., 2002; PAYNE,
1995; UCHIDA et al., 1999).
Lixiviação química e processos hidrometalúrgicos podem ser aplicados a uma variedade de
resíduos sólidos e lodos, incluindo os resíduos de tratamento de efluentes e lodos como
operações de chapeamento (F006), acabamento em metal e placa de circuito eletrônico,
poeira do filtro de mangas e catálise gasta. Os metais recuperados incluem cromo, níquel,
cobre, zinco, chumbo, cádmio, estanho, cobalto, vanádio, titânio, molibdênio, ouro, prata,
paládio e platina (SMITH, et al., 1995).
Os processos hidrometalúrgicos têm sido empregados na recuperação de Pb de baterias
chumbo-ácido exauridas em substituição aos processos pirometalúrgicos para evitar a
emissão de particulados de Pb e SOx na atmosfera, atendendo aos requisitos ambientais e
reduzindo os custos do processo (VOLPE, 2009; FERRACIN et al., 2002; VALDEZ,
1997).
Um processo hidrometalúrgico utilizado na recuperação de Pb das pastas de baterias
chumbo-ácido é o processo Placid, figura 2.10, no qual o lixiviante é uma salmoura ácida
diluída. O sulfato de chumbo reage com o sal para formar cloreto de chumbo e sulfato de
sódio, a seguir, o sulfato de sódio reage com cal para formar a gipsita ao mesmo tempo em
que o sal é recuperado e pronto para ser reutilizado como lixiviante (ANDREWS et al.,
2000).
33
Figura 2.10.: Diagrama de produção do Pb pelo processo Placid (ANDREWS et al.,
2000).
A hidrometalurgia apresenta como vantagens a recuperação de contaminantes metálicos
produzindo diretamente metais ou sais metálicos, bem como aprimoramento de materiais
de baixa concentração para permitir a recuperação de metais em fusões secundárias. Além
disso, a hidrometalurgia é usualmente mais eficiente que a pirometalurgia quando a
concentração de metal é baixa (na faixa de por cento até partes por milhão) e requer
capitais de instalações menos intensos. Entretanto, a operação de lixiviação química
produz grandes volumes de soluções lixiviadas que devem ser regeneradas para que o
lixiviante seja reutilizado, tanto para tornar o processo viável economicamente como para
evitar os impactos ambientais associados ao tratamento e descarga dos efluentes gerados.
Além do mais, a lixiviação de solos com alto teor de argila, folhas finas, partículas
suspensas no lixiviante dificulta o processamento do lixiviado e sua remoção (SMITH, et
al., 1995).
Existem vários métodos que promovem a remoção íons de chumbo a partir de soluções,
tais como precipitação química, adsorção de troca iônica, osmose reversa e eletrodiálise.
Todos estes métodos têm inconvenientes, por exemplo, precipitação química requer
sedimentação extremamente longa, troca iônica e adsorção de carbono são muito caras e
necessitam de frequentes regenerações para um desempenho adequado. Osmose reversa e
34
eletrodiálise requerem equipamento caro e têm elevados custos de exploração
(FARAHMAND et al, 2009; MAKHLOUFI, 2000; SLAPIĆ et al., 1982).
Atualmente, a cementação tem sido muito utilizada na recuperação de íons Pb2+ em
solução. As vantagens do processo de cementação incluem alta eficiência, permitindo a
remoção praticamente completa ou desintoxicação de metais pesados; alta velocidade de
processamento; simplicidade das instalações de tratamento; a recuperação da maioria dos
metais na forma metálica pura e a relativa ausência de lodo. Seus interesses principais são
baixo gasto de energia, fácil controle e frequente remoção da espécie metálica sob a forma
de metal (FARAHMAND et al., 2009; KHUDENKO, 1987).
2.4.6. Processo Eletrohidrometalúrgico
Processos eletrohidrometalúrgicos, têm sido amplamente estudados como alternativa aos
processos pirometalúrgicos na reciclagem de baterias para evitar a emissão de SOx e
particulados de Pb na atmosfera (VOLPE, 2009). Entretanto, técnicas de eletrodeposição
de chumbo, quer em meio ácido ou alcalino, ainda não superaram os numerosos problemas
tecnológicos, nem evitaram a formação parasitária de dióxido de chumbo no ânodo
(VOLPE, 2009; FERRACIN et al., 2002).
No processo eletro-hidrometalúrgico, compostos de chumbo são lixiviados em soluções
adequadas, ácidas ou alcalinas, que são submetidas à eletrodeposição para obtenção do
chumbo metálico (CHACÓN-SANHUEZA, 2007; FERRACIN et al., 2002).
Alternativamente, compostos de chumbo são transformados em sulfeto de chumbo.
Entretanto, em alguns casos é mais conveniente transformar a matéria prima rica em
compostos de chumbo em chumbo bruto mediante redução com carvão à baixas
temperaturas (CHACÓN-SANHUEZA, 2007; FERRACIN et al., 2002) ou mesmo
reagindo compostos de chumbo com soluções de ácido sulfúrico e sulfeto de sódio a 60°C
(MANEQUINI, 1997).
35
Os produtos formados (PbS e Pb) podem ser lixiviados com uma solução ácida de
fluorborato férrico (Fe(BF4)3), obtendo fluorborato de chumbo (Pb(BF4)2), segundo as
reações (CHACÓN-SANHUEZA, 2007; FERRACIN et al., 2002):
PbS + 2 Fe(BF4)3 → Pb(BF4)2 + 2 Fe(BF4)2 + S
Equação (2.22)
Pb + 2 Fe(BF4)3 → Pb(BF4)2 + 2 Fe(BF4)2
Equação (2.23)
A solução produzida é submetida a um processo eletrolítico em uma célula de diafragma.
O chumbo é dissolvido e os íons férricos são reduzidos a íons ferrosos. A solução
resultante da lixiviação (solução de tetrafluorborato de chumbo) é bombeada para os
compartimentos catódicos de uma célula eletrolítica de diafragma nos quais o chumbo
metálico é depositado em catodos de aço inoxidável numa forma compacta e pura. A
solução que é empobrecida em íons Pb2+ é então enviada aos compartimentos anódicos da
mesma célula onde, nas superfícies de anodos ocorre a oxidação dos íons ferrosos a
férricos, que retornam ao estágio de lixiviação (CHACÓN-SANHUEZA e FONTANETTI,
2006).
O principal problema associado a eletro-recuperação chumbo, em meio ácido, é que o
chumbo é depositado, na forma dendrítica, no cátodo simultaneamente com a formação
parasitária de PbO2 sobre o ânodo (MAJA et al., 1993). A fim de evitar a formação do
óxido indesejável, uma célula de membrana foi proposta para recuperação do chumbo
(OLPER, 1998). Nesta célula, um eletrólito ácido (HBF4) contendo íons Pb2+ e também o
par redox Fe2+/Fe3+ é separado por uma membrana. Assim, a deposição de chumbo ocorre
nos compartimentos do cátodo e a oxidação dos íons Fe2+ nos compartimentos do ânodo.
Eletrólitos alcalinos também têm sido propostos para eletro-recuperação de chumbo,
resultando em um processo de eletrólise estável (MORACHEVESKII, 1996).
O processo LEADCLOR, figura 2.11, foi desenvolvido para recuperar concentrado de
chumbo de qualidade inferior (conteúdo em chumbo de 40% a 45%) de uma mina em
perspectiva de chumbo. O PbS é lixiviado com uma solução diluída de cloreto férrico, que
reage com o sulfeto de chumbo para formar cloreto ferroso e enxofre elementar. A
36
eletrólise separa o cloreto residual em seus elementos, e o cloro coletado é usado para
oxidar o cloreto ferroso, reciclando o cloreto férrico que é reutilizado como lixiviante. O
processo tem uma etapa de purificação que permite obter chumbo com 99,99% de pureza
cumprindo as exigências para chumbo primário (ANDREWS et al., 2000).
Figura 2.11.: Diagrama de bloco do processo LEADCLOR (ANDREWS et al., 2000).
2.4.7. Cementação
Cementação é a terminologia das reações eletroquímicas espontâneas em que um íon
metálico em solução é reduzido ao metal com a oxidação simultânea de um metal menos
nobre colocado na mesma solução. Esta tecnologia é geralmente aplicada à
hidrometalurgia e ao tratamento de problemas de contaminação de metais pesados.
(MAKHLOUFI et al., 2000).
Hoje, uma das principais preocupações ambientais da engenharia é a remoção de pequenas
concentrações de substâncias tóxicas em águas residuárias. O chumbo é uma dessas
substâncias tóxicas e sua remoção por cementação tem sido relatada.
37
Estudos revelam a possibilidade de remoção de íons chumbo por cementação utilizando
vários metais como agentes redutores em diferentes soluções lixiviadas, como o uso do
ferro (pó, grampos usados na confecção de cercas e aparas de sucata da indústria) em
solução de acetato de uréia 200 a 500g.L-1 (VOLPE, 2009), pó de níquel em solução de
sulfato de amônio amoniacal (SCHWARTZ e ETSEL, 1998), discos rotatórios de ferro em
soluções aquosas ácidas (MAKHLOUFI et al., 2000), pó de alumínio em solução filtrada
de uma planta de produção de resíduos de chumbo e zinco (FARAHAMAND, 2009).
Variações de granulometria e quantidade do metal utilizado como redutor, tempo de
contato, pH, temperatura (FARAHAMAND, 2009; SCHWARTZ e ETSEL, 1998), bem
como a faixa de rotação (MAKHLOUFI et al., 2000), no caso de discos rotatórios, podem
influenciar significativamente na eficiência do processo de cementação.
As vantagens do processo de cementação incluem: alta eficiência, permitindo a remoção
praticamente completa de metais pesados, alta velocidade de processamento, simplicidade
das instalações de tratamento, recuperação da maioria dos metais na forma metálica pura e
relativa ausência de lodo.
O processo de tratamento por cementação apresenta várias vantagens, dentre as quais se
destacam a exigência de controle simples, o baixo consumo de energia e a recuperação de
metais valiosos ou tóxicos. Sendo a principal desvantagem o consumo excessivo de metais
menos nobres (FARAHMAND et al, 2009; MAKHLOUFI et al., 2000; KHUDENKO,
1987).
2.4.8. Precipitação Química
O processo de precipitação química tem ampla aplicabilidade na remoção de metais
tóxicos como As, Ba, Cd, Cr, Cu, Hg, Pb, Ni, Se, Ag, Tl de efluentes (MAGALHÃES,
2008; FREEMAN, 1997) ou de extratos lixiviados (EPA, 1991).
No processo de precipitação química, um precipitante químico é adicionado ao efluente
contendo o metal tóxico dissolvido em um tanque sob agitação. Os metais dissolvidos são
38
convertidos na forma insolúvel por uma reação química entre o metal solúvel e o
precipitante, associado a uma correção de pH que é característica para cada precipitante
(FREEMAN, 1997; VOGUEL, 1981).
Diferentes precipitantes químicos têm si mostrado efetivos na remoção de metais pesados
de efluentes, tais como hidróxidos, sulfetos, silicatos, carbonatos (VOGUEL, 1981) e
borohidretos (FREEMAN, 1997), conforme equações a seguir:
M2+(aq) + Ca(OH)2(s) → M(OH)2(s) + Ca2+(aq)
Equação (2.24)
M2+(aq) + FeS(s) → MS(s) + Fe2+(aq)
Equação (2.25)
M2+(aq) + Na2SiO3(s)→ MSiO3(s) + 2Na+(aq)
Equação (2.26)
M2+(aq) + Na2CO3(s)→ MCO3(s) + 2Na+(aq)
Equação (2.27)
4M2+(aq) + NaBH4(S)+ 2H2O(l) → Na2BO2(s) + 4M(s) + 8H+(aq)
Equação (2.28)
4M2+(aq) + NaBH4(S)+ 8OH-(l) → Na2BO2(s) + 4M(s) + 6H2O(l)
Equação (2.29)
A precipitação química apresenta baixa seletividade, ou seja, mesmo com o controle de
pH, é difícil promover a remoção de um único contaminante. Além disso, a eficiência de
precipitação também pode ser afetada pela presença de agentes complexantes, óleos e
graxas e sólidos dissolvidos que impedem a formação dos precipitados de interesse (EPA,
1981).
O sólido precipitado pode ser removido por sedimentação e/ou filtração. Além disso,
floculação com ou sem coagulantes químicos ou sedimentação, pode ser usada para
melhorar a remoção de sólidos suspensos (FREEMAN, 1997).
O precipitado removido deve ser armazenado para posterior processo de caracterização e
destinação final enquanto o efluente deve ser analisado para quantificar os metais
remanescentes. Nos casos em que a concentração de metais não supera os valores máximos
39
permitidos pela Deliberação Normativa Conjunta COPAM/CERH-MG N°1 (2008), o
efluente pode ser lançado nos corpos receptores ou em redes coletoras de esgotos. Em caso
negativo, o efluente deve ser submetido ao tratamento secundário (AFONSO et al., 2006).
2.4.9. Estabilização/Solidificação
Solidificação e estabilização é um termo que geralmente se refere a um conjunto genérico
de tecnologias e/ou processos que fazem uso de aglutinantes e aditivos, sendo mais comum
o uso do cimento Portland (BATCHELOR, 2006), para o tratamento de resíduos e
remediação de locais contaminados. A tecnologia é usada para reduzir a mobilidade e
toxicidade de contaminantes no resíduo, melhorar as características de líquidos contendo
resíduos e geralmente prepara o resíduo para disposição em aterros ou para disposição final
no local de remediação. Em alguns casos, os materiais tratados podem ser utilizados para
algum propósito benéfico (SMITH et al., 1995).
A tecnologia de obtenção de cimento por estabilização/solidificação é reconhecida como
uma das soluções para fixar contaminantes, sendo identificada pela EPA EUA como a
melhor tecnologia disponível para fixação de 57 resíduos perigosos regulados (ZHANG et
al., 2009)
A redução da mobilidade dos contaminantes do resíduo por lixiviação pode ser devida às
reações de adsorção, precipitação, complexação, oxi-redução ou substituição formando
soluções sólidas (BATCHELOR, 2006; GEYSEN et al.,2004).
A eficiência do processo de estabilização/solidificação geralmente é avaliada através de
ensaios químicos que simulam processos naturais de lixiviação (LEE, 2006; ABNT NBR
10.004:2004) e de ensaios mecânicos como resistência à compressão, nível de
permeabilidade de água, densidade, porosidade e durabilidade (BATCHELOR, 2006; LEE,
2006).
A principal desvantagem da técnica de estabilização/solidificação está relacionada com o
aumento de peso e volume dos resíduos, bem como com a dificuldade de implantação de
40
técnicas de reaproveitamento dos resíduos após a E/S fazendo com que seu destino final
seja o aterro industrial (PENPOLCHAROEN, 2005).
O desempenho da estabilização/solidificação da escória proveniente da reciclagem de
baterias ácido-chumbo em matrizes de cimento e concreto tem sido avaliado por alguns
pesquisadores na tentativa de obtenção de um resíduo não perigoso e de um material que
possa ser reutilizado acarretando em ganhos econômicos e ambientais (GOMES, 2006).
Angelis et al. (2002) relataram que a adição de escórias resultantes do processo de
reciclagem de chumbo, por métodos pirometalúrgicos, em cimentos retarda o tempo de
endurecimento do mesmo e que a concentração do chumbo obtido no extrato lixiviado da
mistura da escória com o cimento é maior que a obtida no extrato lixiviado da escória pura,
provavelmente devido à alcalinidade do cimento Portland.
A possibilidade de utilização da escória em substituição total ou parcial de areia em massa
e volume em concretos e argamassa foi avaliada. Resultados satisfatórios foram obtidos
para substituição da areia em massa em relação à tensão aplicada ao bloco do material
obtido, quando comparada a um bloco apenas com areia. Testes de lixiviação mostraram
que esse material, após demolições, é considerado resíduo perigoso classe I (ATZNI et al.,
1996).
Uma mistura contendo 20% de escória como substituinte do cimento e 100% como
substituinte de agregado apresentou uma tensão de compressão de 259% em relação ao
material sem escória e a concentração de chumbo no extrato lixiviado foi de 0,06ppm,
inferior ao limite máximo estabelecido pelo Anexo F da NBR 10.004/2004
(PENPOLCHAROEN, 2005).
2.4.10. Co-processamento
O co-processamento é um processo de oxidação térmica (queima) de resíduos industriais,
líquidos, sólidos ou pastosos em fornos de cimento. Esta técnica nasceu da necessidade de
diminuir a quantidade de rejeitos perigosos estocados em indústrias, minimizar o uso de
aterros industriais e de criar uma alternativa melhor do que o incinerador. Sob estes
41
aspectos a técnica é abrangente e eficiente, pois destrói total ou parcialmente os resíduos, e
não possui os inconvenientes dos incineradores de se dispor as cinzas da queima em aterros
ou de se tratar o efluente líquido gerado da lavagem dos gases da queima.
O Co-processamento de resíduos em fornos rotativos combina dois processos interindependentes que ocorrem em sequência para a produção de produtos hidratados como
argamassa ou concreto. Um desses processos é o tratamento térmico quando o calcário e
argila são aquecidos até 1450°C, na produção do clínquer em fornos rotativos de cimento,
fixando metais pesados na matriz do clínquer. O outro processo é a hidratação durante a
formação de argamassa ou concreto, em que os metais pesados já presentes na matriz do
clínquer são presos nos compostos hidratados (ZHANG, et al., 2009).
O co-processamento de resíduos químicos tóxicos, em indústrias cimenteiras, tem como
objetivo utilizá-los como combustíveis nos fornos de síntese (ZANG, et al., 2009;
GLASSER, 1996; VISVANATHAN, 1996) e como mistura junto ao clínquer para a
produção de cimento. Esta utilização visa reduzir os custos de produção, uma vez que tais
produtos possuem alto poder calorífico. Além disso, atendem ao problema da destinação
final destes resíduos tóxicos enfrentado por indústrias que geram resíduos sólidos, líquidos
ou pastosos, tais como metalúrgicas, siderúrgicas, químicas, de papel e celulose,
eletrotécnica, petroquímica, montadoras, autopeças, dentre outras (GLASSER, 1996;
VISVANATHAN, 1996).
Apesar de o co-processamento ser uma tecnologia de destinação final de resíduos que não
gera novos resíduos e contribui para a preservação de recursos naturais (KIHARA, 2009),
ele agrega novos riscos à cadeia produtiva do cimento, sendo no transporte dos resíduos
tóxicos das empresas fornecedoras, na armazenagem e mistura destes “produtos” em áreas
próprias das indústrias cimenteiras, na alimentação dos fornos de síntese, na emissão de
gases e particulados durante o processamento dos mesmos e na geração de efluentes
durante a limpeza das instalações industriais, além dos riscos de exposição a materiais
perigosos, incêndios ou explosões (MARINGOLO, 2001).
Existem resíduos que não podem ser submetidos ao co-processamento como
organoclorados, pesticidas, radioativos, organofosforados, hospitalares, domiciliares e
42
explosivos (MAGALHÃES, 2008; GLASSER, 1996; VISVANATHAN, 1996).
O resíduo copela também não pode ser co-processado, uma vez que, o referido resíduo
apresenta elevados teores de chumbo (42,40%m/m na faixa granulométrica -1000µm ―
+600µm) e, como esta técnica utiliza temperaturas elevadas, podem ser emitidas partículas
de chumbo juntamente com os gases gerados durante o co-processamento do referido
resíduo.
O co-processamento só pode ser feito por empresas licenciadas nos órgãos ambientais e,
para que o gerador de resíduos utilize esta tecnologia ele também tem que obter um
licenciamento, além de verificar se o resíduo possui características e contaminantes dentro
dos limites estabelecidos pela legislação e pela empresa que irá executar o processo, bem
como acompanhar o processo uma vez que ele também pode ser responsabilizado por
futuros problemas ambientais (MAGALHÃES, 2008; MARINGOLO, 2001).
2.4.11. Disposição em Aterro Industrial
A técnica de disposição em aterro industrial consiste em dispor os resíduos no solo sem
causar danos ou riscos à saúde pública e à sua segurança, minimizando os impactos
ambientais, método este que utiliza princípios de engenharia para confinar os resíduos
industriais perigosos a menor área possível e reduzí-los ao menor volume permissível,
cobrindo-os com uma camada de terra na conclusão de cada jornada de trabalho ou a
intervalos menores se necessário (ABNT, 1983).
Nem todos os resíduos são passíveis de disposição no solo. Para que isso seja possível, os
contaminantes dos resíduos devem passar por alguma forma de atenuação como
degradação ou processos de retenção como filtração, adsorção ou troca iônica. Resíduos
inflamáveis, reativos, oleosos, orgânicos persistentes ou que contenham líquidos livres não
devem ser dispostos em aterro (GOMES, 2006).
O aterro industrial deve ser construído em áreas com propriedades hidrológicas favoráveis
(áreas de baixa permeabilidade) e contemplar um sistema de impermeabilização com a
43
utilização de solos e argilas compactadas e geomembranas de polietileno de alta densidade
(VISVANATHAN, 1996), garantindo a proteção do solo e dos lençóis de água
subterrâneas com relação à possível contaminação por resíduos ou pelo efluente gerado
“chorume” (MAGALHÃES, 2008; SIMON et al., 2004).
A decomposição dos resíduos, tanto pelos microorganismos aeróbios presentes nas
camadas superficiais quanto pelos anaeróbios nas camadas mais profundas do aterro, bem
como a água de infiltração dão origem ao chorume cujas características físico-químicas e
microbiológicas estão relacionadas com a decomposição, origem, tempo de confinamento e
fase do processo de decomposição dos resíduos (BUTT e ODUYEMI, 2003).
A formação de gases como metano e dióxido de carbono também é observada,
principalmente quando resíduos que apresentam elevado teor de matéria orgânica em sua
composição são dispostos no aterro, contribuindo para o aumento do efeito estufa e
prejudicando a camada de ozônio (HAMER 2003).
É interessante ressaltar que o aterro industrial não é uma boa opção para o resíduo copela,
uma vez que, ele possui um elevado teor de chumbo (42,40%m/m na faixa granulométrica
<1000µm ― >600µm) e, para ser disposto em aterro ele tem que submetido a um processo
de atenuação ou imobilização deste metal tóxico. Além disso, devido a esse elevado
potencial em chumbo, é mais interessante que ele seja utilizado como matéria-prima no
processo de produção de chumbo metálico ou de compostos deste metal.
44
CAPÍTULO 3
3. MATERIAIS E MÉTODOS
3.1. SELEÇÃO E PREPARAÇÃO DO RESÍDUO
3.1.1. Amostragem
A amostragem do resíduo copela foi feita em duas etapas, no maior laboratório de análises
de Au por Pb-FA de Minas Gerais. A primeira amostragem, em menor quantidade,
destinada à caracterização química e mineralógica do resíduo e, a segunda, tanto à
caracterização química e mineralógica, como aos testes de tratamento do resíduo copela.
Ambas as amostragens realizadas foram do tipo composta (ABNT-NBR 10.007, 2004). O
procedimento consistiu na retirada de quantidades equivalentes a duas pás dos resíduos
armazenados, na primeira amostragem, em dois tambores e, na segunda, em oito, sendo
cada tambor, figura 3.1, correspondente a um mês de produção, utilizando um amostrador
tipo Pá (ABNT-NBR 10.007, 2004).
Figura 3.1.: Fotografia do armazenamento do resíduo copela, em tambores, nas
instalações do laboratório gerador do resíduo.
45
3.1.2. Preparação Física da Amostra
O procedimento de preparação física das amostras foi o mesmo tanto na primeira como na
segunda amostragem.
O resíduo copela, figura 3.2, foi submetido à cominuição primária e secundária,
respectivamente, em um britador primário de mandíbula estriada (Blake eixo excêntrico
10cm x 13cm) e britador secundário de rolos lisos (Renard 22cm x 13cm), seguida pela
homogeneização através da técnica de pilhas cônicas. A seguir, foi feito o peneiramento
manual para obtenção das frações granulométricas entre 5080µm e 2000µm.
Para obtenção das diversas frações granulométricas inferiores a 2000µm (1000µm, 600µm,
300µm, 150µm, 60µm, 45µm e inferior a 45µm), foi feito o peneiramento do conjunto
durante quinze minutos pelo peneirador vibratório vertical (Viatest).
Figura 3.2.: Fotografia do resíduo copela gerado na etapa de copelação na determinação
de Au pelo método de Pb-FA.
46
3.2. CARACTERIZAÇÃO DO RESÍDUO
A caracterização química e mineralógica do resíduo copela foi feita tanto na primeira como
na segunda amostragem, com o objetivo de avaliar a influência da matriz (minério
analisado) na composição do resíduo copela gerado na análise do ouro pelo método do PbFA.
3.2.1. Caracterização Química
Foram preparadas duas pastilhas contendo amostras da copela nova e quatro do resíduo
copela (sendo duas da primeira e duas da segunda amostragem), todas com granulometria
inferior a 45µm. As pastilhas foram preparadas em matriz de tetraborato de lítio e de
pirossulfato de potássio para determinação de metais leves e pesados, respectivamente,
pela técnica de fluorescência de raios-x e, em seguida, foram lidas em um espectrômetro de
fluorescência de raios-x (Philips – PW 1480), com tubo de ródio.
3.2.2. Caracterização Mineralógica
Para a caracterização mineralógica do resíduo copela pela técnica de difração de raios-x,
alíquotas das amostras do referido resíduo da primeira e segunda amostragem, na
granulometria inferior a 45µm, foram analisadas, respectivamente, nos difratômetros
(Perkin Elmer Spectrum GTX-FTIR) acoplado com tubo de Cu e (Shimadzu - XRD 6000),
acoplado com tubo de ferro e monocromador de grafite.
3.2.3. Determinação de Pb nas Diferentes Frações Granulométricas do
Resíduo Copela
Para determinação de Pb nas diferentes frações granulométricas estudadas do resíduo
copela, alíquotas de 1,0000g da amostra do referido resíduo nas faixas granulométricas
-1000µm +600µm, -600µm +300µm, -300µm +150µm, -150µm +60µm,
-60µm +45µm e inferior a 45µm foram dissolvidas em 25,00mL de ácido nítrico
concentrado, seguidas pela adição de 25,00mL de solução aquosa de ácido nítrico 1:1 à
47
temperatura de 250°C em uma chapa aquecedora (Quimis – Q313 – F11). A seguir, o
material foi submetido à filtração simples e o volume completado para 250mL com água
destilada. A concentração de Pb foi determinada, em triplicata, pela técnica de gravimetria
descrita no item 3.5.
3.2.4. Determinação da Densidade do Resíduo Copela
Análise da densidade do resíduo copela, nas granulometrias -1000µm +600µm, -600µm
+300µm, -300µm +150µm, -150µm +60µm, -60µm +45µm e inferior a 45µm,
foi feita utilizando-se o analisador de densidade a gás He (Quantachrome – MULTI
PYCNOMETER). Foram realizadas dez medidas em cada fração granulométrica.
3.3. CLASSIFICAÇÃO AMBIENTAL
3.3.1. Ensaio de Lixiviação
O ensaio de lixiviação foi feito seguindo a norma ABNT 10.005 (2004) similar a EPA
1311 (1992).
Foram pesadas 10,0000g do resíduo na faixa granulométrica -1000µm +600µm,
utilizando a balança (Marte – AY 220) e transferidas para o frasco plástico ao qual foram
adicionados 200mL da solução de extração N° 1 (5,7mL de ácido acético glacial, 64,3mL
de solução de NaOH 1,0mol.L-1 e o volume final completado com água destilada para 1L)
(ABNT NBR 10.005, 2004).
O frasco foi fechado e agitado durante 19 horas utilizando o agitador rotativo para nãovoláteis (Tecnal, TE-743) à temperatura ambiente com rotação de 30rpm. Após este
período, a amostra foi filtrada utilizando membrana de porosidade 0,45µm.
O pH do extrato lixiviado (filtrado) foi medido e os parâmetros inorgânicos contidos no
anexo F da norma NBR 10.004 (2004) foram quantificados, em triplicata, por técnicas
variadas. Arsênio, bário, cádmio, chumbo, cromo e prata foram determinados por
48
espectrofotometria de emissão atômica com fonte de plasma (ICP-OES) (Spectro – CIROS
CCD); mercúrio e selênio pela técnica de espectrofotometria de absorção atômica com
chama ar acetileno utilizando um espectrômetro (Varian – AA 275) com lâmpada de
catodo oco multielementar e o fluoreto foi determinado com eletrodo seletivo (Quimis –
0,400 A).
3.3.2. Ensaio de Corrosividade
O ensaio de corrosividade também foi realizado de acordo com a norma ABNT 10.004
(2004).
10,0000g do resíduo copela, na faixa granulométrica -1000µm +600µm, foram
adicionadas a 10,00mL de água destilada e deionizada e o pH medido utilizando o phmetro (Analion, PM 608), conforme item 4.2.1.2-a da norma ABNT NBR10.004 (2004).
3.4. VERIFICAÇÃO DA LIBERAÇÃO DOS CONSTITUINTES DO
RESÍDUO COPELA
Na faixa granulométrica -2000µm +1000µm, foi observada a existência de grãos
amarelos e cinzas que foram separados através da catação manual com auxílio de uma lupa
e uma pinça metálica, triturados em gral de ágata e analisados por difração de raios-X em
um difratômetro (Shimadzu - XRD 6000), acoplado com tubo de ferro e monocromador de
grafite, variando o ângulo de 2θ de acordo com o elemento a ser analisado.
Para verificação da liberação em granulometrias inferiores a 1000µm, foram preparadas
pastilhas em resina poliuretânica que foram analisadas utilizando microscópio petrográfico
e metalográfico de luz refletida e polarizada (Leitz – Laborlux 12 POL S) acoplado a uma
câmera com placa PCTV, que transforma a imagem analógica em digital, onde foram
selecionadas áreas para posterior identificação das fases e constituintes do resíduo por
meio da microscopia eletrônica de varredura acoplada ao espectrômetro de energia
dispersiva (EDS) (JEOL, JSM – 5510).
49
Um teste paralelo foi realizado para verificar se houve ou não liberação dos constituintes
do resíduo copela nas faixas granulométricas -60µm +45µm e inferior a 45µm. Uma
mistura 50% m/m de óxido de chumbo P.A. (Merck – Alemanha) e óxido de magnésio
P.A. (Vetec – Brasil), em cada uma das referidas faixas granulométricas, foi submetida ao
processo de aquecimento a 940°C por 1 hora na mufla (Ind. Com. Fornos Magnus Ltda –
N480D). Foi feita a difração de Raios-x do material obtido após aquecimento, da referida
mistura sem ser submetida ao aquecimento e do resíduo copela, nas mesmas faixas
granulométricas, no mesmo difratômetro Shimadzu citado no primeiro parágrafo deste
item.
Com base na diferença de densidade dos principais constituintes do resíduo copela, PbO de
densidade 9,64g.cm-3 e 9,35g.cm-3, respectivamente massicote e litargírio e, MgO de
densidade 3,58g.cm-3 (LIDE, 1995 – 1996), o teste de separação por densidade em um
concentrador Falcon (INC, L40) foi realizado para fins comprobatórios a cerca da
liberação dos constituintes do resíduo copela nas granulometrias -60µm +45µm e
inferior a 45µm. As condições operacionais utilizadas no ensaio de separação por
densidade estão especificadas na tabela 3.1.
Tabela 3.1.: Condições operacionais utilizadas nos ensaios de separação por densidade no
concentrador Falcon nas faixas granulométricas -60µm ― +45µm e inferior a 45µm.
Granulometria
Alimentação sólidos (%)
-60µm ― +45µm
-45µm
20
20
Massa de resíduo (Kg)
2,200
2,300
Massa de água (Kg)
7,0360
7,0400
Vazão (L.min )
4,5
4,5
Gravidade (Hz)
59,76
63,89
-1
Alíquotas do concentrado e do rejeito, obtidos com o teste de separação por densidade,
foram analisadas pela técnica de difração de raios-x utilizando, também, o mesmo
difratômetro citado no primeiro parágrafo deste item.
50
3.5. METODOLOGIA DE DETERMINAÇÃO DE Pb POR GRAVIMETRIA
3.5.1. Princípio
Pb2+(aq) + CrO42-(aq) ↔ PbCrO4(s)
Equação 3.1
2-
O CrO4 é gerado uniforme e lentamente na solução ligeiramente ácida.
5 Cr3+(aq) + 3 BrO3-(aq) + 11 H2O(l) ↔ 5 HCrO4-(aq) + 3/2 Br2(g) + 17 H+ (aq)
Equação 3.2
↕
5 H+(aq) + 5 CrO42- (aq)
3.5.2. Procedimento
Foram pipetados 10,00mL da amostra para um béquer de 250mL. A seguir, foram
adicionados 20mL da solução de Cr(NO3)3 0,1mol.L-1 e 20,00mL da solução de KBrO3
0,2mol.L-1. O conjunto foi aquecido até próximo ao ponto de ebulição em uma chapa
aquecedora (Quimis – Q313 – F11) a 250°C. Quando a solução estava límpida e amarela, a
amostra foi retirada da chapa para esfriar e filtrada em papel de filtro quantitativo. O
precipitado foi lavado com pequenas porções de 5mL de água destilada e seco em estufa
para secagem e esterilização (Fanem, 315 SE) a 100°C por 12 horas.
O teor de PbCrO4 na amostra foi determinado por pesagem utilizando a balança analítica
(Marte – AY 220) (BACCAN et al., 2003).
3.5.3. Determinação do Limite de Detecção (LD)
Primeiramente foram preparadas soluções sintéticas de Pb(NO3)2 nas concentrações
0,1mol.L-1; 0,01mol.L-1; 0,005mol.L-1, 0,0025mol.L-1 e 0,001mol.L-1, para determinar a
concentração mínima de Pb (mol.L-1) em que é possível quantificar o PbO, em solução, por
gravimetria. O PbO foi determinado, em cada uma das referidas soluções, em triplicata,
conforme descrito no item 3.5.2.
51
De posse da menor concentração (mol.L-1 de PbO) que a metodologia quantifica (solução
Pb(NO3)2 0,005mol.L-1) , o PbO foi quantificado, na referida solução, em sete replicatas,
para determinação da variância e do desvio padrão do método, de forma a possibilitar o
cálculo do limite de detecção.
3.6. ROTAS PARA TRATAMENTO DO RESÍDUO COPELA
3.6.1. Fusão Alcalina para Produção e Recuperação de Chumbo
3.6.1.1. Procedimento Experimental
Pelo processo de fusão alcalina, 5,00g do resíduo copela na faixa granulométrica
-1000µm ― +600µm e quantidades variadas de hidróxido de sódio e enxofre foram
colocadas em cadinhos de porcelana e levadas à mufla (Ind. Com. Fornos Magnus Ltda –
N480D) em várias temperaturas e tempos.
Após o cadinho ter sido retirado da mufla, o chumbo formado foi vertido em uma chapa de
alumínio e o cadinho deixado em repouso para resfriamento. Para recuperação das
pequenas partículas de chumbo que se encontravam misturadas ao restante do material
formado, o cadinho foi preenchido com água e deixado em repouso por 12 horas. Em
seguida, o material foi homogeneizado em um béquer contendo 500mL de água para
dissolução dos sais de sódio formados. O excesso de água foi eliminado deixando no
béquer cerca de 20mL do líquido e as pequenas partículas de chumbo que permaneceram
no fundo. Foram adicionados 10,00mL de ácido clorídrico concentrado para permitir a
visualização e junção das partículas de chumbo que, após terem sido retiradas, foram
lavadas com água destilada e submetidas à secagem em estufa de secagem e esterilização
(Fanem, 315 SE) a 100°C durante 12 horas e pesadas, juntamente, com o chumbo
inicialmente vertido na chapa de alumínio.
Testes preliminares foram realizados para determinar temperatura e tempo mínimos para
conversão do PbO, presente no resíduo copela, a Pb metálico. Foram utilizadas as
temperaturas de 350°C, 400°C, 450°C, 500°C e 550°C, uma vez que a temperatura de
52
fusão do Pb é 327°C (CHACÓN-SANHUEZA, 2007), nos tempos 2,5min, 15min, 30min e
1h.
A condição ótima do processo de fusão alcalina (temperatura, tempo e quantidades de
enxofre e hidróxido de sódio) foi determinada através de uma sequência experimental,
conforme tabela 3.2.
Tabela 3.2.: Sequência de procedimentos experimentais para determinação das condições
ideais de produção e recuperação do Pb presente no resíduo copela pelo método de fusão
alcalina.
Tempo (min.)
Temperatura
Tempo
Quantidade de S
Quantidade de
Ótima
Ótimo
Ideal
NaOH ideal
Fixo (10)
2,5; 5; 10;
Fixo (ótimo)
Fixo (ótimo)
Fixa (ótima)
Fixa (ótima)
Fixa (ótima)
15 e 20
Temperatura (°C)
500, 550, 600,
650, 700, 750 e
800
S (g)
Fixo (0,500g)
Fixo (0,500)
0,25; 0,50; 0,75
Fixa (ótima)
NaOH (g)
Fixo (3,00)
Fixo (3,00)
Fixo (3,00)
1,72; 2,50;
3,00; 3,50
Todas as etapas do processo de fusão alcalina foram feitas em triplicata.
3.6.1.2. Determinação Qualitativa dos Produtos Gerados
Após determinação das condições ótimas do processo de fusão alcalina (temperatura,
tempo e quantidades de enxofre e hidróxido de sódio), 5,00g do resíduo foram submetidas
ao referido processo.
O chumbo metálico foi vertido na chapa de alumínio e o cadinho deixado em repouso para
resfriamento. Em seguida, foram adicionados 10,00mL de água ao cadinho e o pH medido
53
(Analion – PM 608). O material contido no cadinho, inclusive as partículas menores de
chumbo formadas no processo, foi homogeneizado em 200mL de água, filtrado e levado à
secagem em estufa de secagem e esterilização (Fanem – 315 SE) a 100°C por 12 horas.
Após secagem, o material foi analisado no mesmo difratômetro Shimadzu citado no
primeiro parágrafo do item 3.4.
3.6.1.3. Classificação do Resíduo e do Efluente Gerados
O resíduo obtido após tratamento do resíduo copela, pelo processo de fusão alcalina, foi
submetido aos ensaios de lixiviação e de corrosividade, conforme descrito nos itens 3.3.1 e
3.3.2, respectivamente. Destacando-se o fato de que a solução utilizada para lixiviação foi
a N° 2 formada por 5,7mL de ácido acético e 994,3mL de água destilada. Os parâmetros
inorgânicos (arsênio, bário, cádmio, chumbo e cromo total) contidos no anexo F da ABNT
NBR 10004 (2004), foram quantificados por espectrometria de emissão atômica, em
triplicata, utilizando o espectrômetro descrito no item 3.3.1.
O efluente gerado foi avaliado segundo os parâmetros inorgânicos arsênio, chumbo e ferro
para lançamento de efluentes estabelecidos pela Deliberação Normativa Conjunta
COPAM/CERH-MG N°1 (2008). A quantificação dos referidos parâmetros também foi
feita, em triplicata, utilizando o mesmo espectrômetro de emissão atômica.
3.6.2. Processo Hidrometalúrgico
O processo hidrometalúrgico para recuperação de chumbo do resíduo copela é formado por
duas etapas. Na primeira é feita a lixiviação química (dissolução) do PbO presente no
resíduo e, na segunda, o Pb 2+ em solução é precipitado por cloreto de sódio (NaCl) na
forma de cloreto de chumbo (PbCl2).
54
3.6.2.1. Lixiviação Química
Na etapa de lixiviação química, a eficiência na extração de chumbo foi avaliada em função
da variação dos reagentes, concentração das soluções de lixiviação e relação massa do
resíduo/volume da solução lixiviante.
Os experimentos de lixiviação foram realizados utilizando soluções de ácidos cítrico,
ascórbico e clorídrico nas concentrações 0,1mol.L-1, 1mol.L-1 e 2mol.L-1; ácido
etilenodiaminotetracético (EDTA) 0,1mol.L-1; ácido nítrico 0,1mol.L-1, 1mol.L-1, 2mol.L-1,
e 1:1, ácido acético 0,1mol.L-1, 1mol.L-1, 2mol.L-1 e 1:1; soluções de uréia 200g.L-1,
350g.L-1 e 500g.L-1 em ácido acético 1:1 e 2mol.L-1, além de misturas de ácido nítrico e
clorídrico 0,5mol.L-1:0,5mol.L-1; 0,75mol.L-1:0,25mol.L-1 e 0,25mol.L-1:0,75mol.L-1,
respectivamente.
A relação massa do resíduo volume da solução de lixiviação foi definida mantendo
constante a massa do resíduo (5,00g) e variando o volume da solução lixiviante (20mL e
40mL).
O procedimento envolveu a agitação da mistura em uma mesa agitadora (Cientec – CT) à
temperatura ambiente e taxa constante de 120rpm durante 1h, em um béquer de vidro de
250mL; seguido pela filtração simples utilizando papel de filtro quantitativo faixa azul. O
Pb foi quantificado, no líquido filtrado, através das técnicas de gravimetria (item 3.5) e
espectrofotometria de emissão atômica com fonte de plasma (ICP-OES) (Spectro – CIROS
CCD).
3.6.2.2. Precipitação do Chumbo Lixiviado
Para remover o chumbo da solução em que houve maior eficiência de lixiviação do mesmo
no resíduo copela, foram feitos testes de precipitação do chumbo com quantidades variadas
de cloreto de sódio (NaCl).
55
Foram pipetados 20,00mL da solução que obteve maior eficiência de lixiviação de chumbo
e transferidos para um béquer de 100mL. Em seguida, foram adicionadas quantidades
variadas de NaCl, especificadas na tabela 3.3. O conjunto foi homogeneizado com bastão
de vidro até completa dissolução do NaCl. Após a dissolução, o cloreto de chumbo (PbCl2)
formado foi filtrado, submetido à secagem a 100°C por 12 horas em estufa de secagem e
esterilização (Fanem, 315 SE). A seguir, a massa de PbCl2 obtida foi pesada utilizando a
balança analítica (Marte – AY 220).
Tabela 3.3.: Quantidade de cloreto de sódio (NaCl) utilizada para remoção de chumbo
(Pb) por precipitação de cloreto de chumbo (PbCl2) na solução de maior eficiência na
lixiviação do chumbo contido no resíduo copela.
Testes
Quantidade de NaCl (g)
1
0,2
2
0,5
3
1,0
4
2,0
5
5,0
3.6.2.3. Classificação do Resíduo e do Efluente Gerados
O resíduo gerado na primeira etapa do processo hidrometalúrgico, lixiviação do resíduo
copela pela solução de 500g.L-1 de uréia em ácido acético 2mol.L-1, após filtração e
secagem, foi submetido aos ensaios de lixiviação e de corrosividade, segundo ABNT NBR
10004 (2004), conforme descrito nos itens 3.3.1 e 3.3.2, respectivamente. Os parâmetros
inorgânicos (arsênio, bário, cádmio, chumbo e cromo total) contidos no anexo F da norma
NBR 10004 (2004), foram quantificados, em triplicata, no extrato lixiviado, utilizando o
espectrômetro de emissão atômica citado no item 3.3.1.
56
O efluente gerado na remoção de íons Pb 2+ na solução de 500g.L-1 de uréia em ácido
acético 2mol.L-1 por precipitação com 2,0g de NaCl, segunda etapa do processo
hidrometalúrgico, foi avaliado segundo os parâmetros inorgânicos arsênio, chumbo e ferro
para lançamento de efluentes estabelecido pela Deliberação Normativa Conjunta
COPAM/CERH-MG N°1 (2008). A quantificação dos referidos parâmetros também foi
feita, em triplicata, utilizando o mesmo espectrômetro de emissão atômica.
3.7. CUSTO DOS PROCESSOS PARA RECUPERAÇÃO DE Pb
Foi feito um balanço entre o custo dos reagentes consumidos e dos produtos obtidos, tanto
pelo processo de fusão alcalina quanto pelo processo hidrometalúrgico, para tratamento e
recuperação de chumbo, a partir de 100Kg do resíduo copela. A cotação dos produtos foi
feita pela Dipa Distribuidora de produtos Químicos, com exceção do cloreto de chumbo,
que foi feita pela SOS Laboratório Ltda.
57
1° amostragem
do resíduo
2° amostragem
do resíduo
Preparação física
da amostra
Preparação física
da amostra
Caracterização do
resíduo
Análises
químicas
Análises
mineralógicas
Determinação
do teor de PbO
em diversas
granulometrias
Classificação do
resíduo
Ensaio de
lixiviação
Ensaio de
corrosividade
Verificação da
liberação do PbO
no resíduo
DRX
MEV-EDS
DRX
Teste de
separação
por
densidade
Determinação
de densidade
Rotas de
tratamento do
resíduo
Fusão alcalina
Processo
hidrometalúrgico
Determinação
das condições
ideais
Lixiviação
química
Determinação
dos produtos
formados
Precipitação
do Pb2+
lixiviado
Avaliação do
custo do
processo
Caracterização
do resíduo e
efluente gerado
Ensaio de
lixiviação
Ensaio de
corrosividade
Avaliação de
descarte do
efluente
Figura 3.3.: Fluxograma dos métodos utilizados.
58
CAPÍTULO 4
4. RESULTADOS E DISCUSSÃO
4.1. CARACTERIZAÇÃO DO RESÍDUO
A tabela 4.1. mostra a composição química da copela nova, bem como da copela usada
(resíduo copela) tanto da primeira quanto da segunda amostragens, na granulometria
inferior a 45µm. A incorporação de PbO na copela usada é evidenciada ao se comparar o
teor de PbO da copela nova (0,05%m/m) aos da copela usada tanto da primeira
(40,36%m/m) quanto da segunda amostragens (37,06%m/m).
Além disso, conforme tabela 4.1., os principais constituintes do resíduo copela são PbO e
MgO, respectivamente, 40,36%m/m; 41,8%m/m; 37,06%m/m e 52,80%m/m, nas primeira
e segunda amostragens.
Tabela 4.1.: Composição química das amostras da copela nova e usada, primeira e
segunda amostragens, determinada por meio da técnica de fluorescência de raios-x.
Óxidos
Copela nova
(%m/m)
Copela usada
1° amostragem
(%m/m)
Copela usada
2° amostragem
(%m/m)
Limite de detecção
(%m/m)
Al2O3
1,3
1,9
0,55
0,1
SiO2
6,5
4,9
2,74
0,1
MgO
86
41,8
52,80
0,01
Fe2O3
2,9
1,5
1,02
0,1
K2 O
0,09
0,11
0,02
0,01
Na2O
< 0,1
0,3
0,18
0,1
CaO
4,4
7,9
2,61
0,01
PbO
0,05
40,36
37,06
0,01
TiO2
0,08
0,05
0,03
0,01
P.F. (Perda ao fogo)
-
1,02
1,65
0,01
Soma
101,32
99,84
98,66
-
59
As figuras 4.1 e 4.2 mostram os difratogramas do resíduo copela, ambos em granulometria
inferior a 45µm, referentes à caracterização mineralógica do resíduo, respectivamente, da
primeira e segunda amostragem.
O difratograma do resíduo copela obtido pela análise da primeira amostragem, figura 4.1,
apresenta os picos característicos das fases cristalinas referentes ao periclásio (MgO),
massicote (PbO), óxido de cálcio (CaO) e litargírio (PbO).
Figura 4.1.: Difratograma de raios-x do resíduo copela, referente à análise da primeira
amostragem do resíduo, com os seguintes picos identificados: P – periclásio (MgO), M –
massicote (PbO), O – óxido de cálcio (CaO) e L – litargírio (PbO).
O difratograma do resíduo copela obtido pela análise da segunda amostragem do resíduo,
figura 4.2, apresenta os picos característicos das fases cristalinas referentes ao periclásio
(MgO), massicote (PbO) e litargírio (PbO).
60
P
500
Intensidade (quantidade)
400
300
M
200
M
100
L
P
LM
M
M
ML
L
L
M
LM
M
0
10
20
30
40
50
60
70
2 theta (graus)
Figura 4.2.: Difratograma de raios-x do resíduo copela, referente à análise da segunda
amostragem do resíduo, com os seguintes picos identificados: P – periclásio (MgO), M –
massicote (PbO) e L – litargírio (PbO).
Ao se comparar os resultados da caracterização química e mineralógica da primeira e da
segunda amostragens do resíduo copela, tabela 4.1 e figuras 4.1 e 4.2, respectivamente,
constata-se que, na determinação do ouro pelo método do Pb-FA, a matriz do minério
analisado influencia na composição química do resíduo copela gerado. Isso porque os
teores de todos os constituintes do resíduo copela da primeira e segunda amostragem são
diferentes. Inclusive, na primeira amostragem o CaO encontra-se acima de 5%m/m e na
segunda abaixo, fato que justifica o aparecimento do pico de CaO na figura 4.1 e a
inexistência do mesmo na figura 4.2.
A tabela 4.2 apresenta os dados da quantificação de Pb, pelo método gravimétrico, entre as
diversas frações granulométricas analisadas do resíduo copela e a figura 4.3 traz a
representação gráfica da distribuição do contaminante chumbo nas referidas frações
granulométricas.
61
Tabela 4.2.: Teor do contaminante Pb entre as frações granulométricas analisadas para o
resíduo copela.
Tamanho das
Teor médio de Pb (%m/m)
partículas (µm)
Gravimetria
Fluorescência de raios-x
<2000 ― >1000
38,95 ± 3,25
----
<1000 ― >600
42,00 ± 2,37
42,40 ± 1,21
<600 ― >300
39,10 ± 2,51
----
<300 ― >150
46,20 ± 3,43
----
<150 ― >60
37,33 ± 2,26
----
<60 ― >45
31,81 ± 2,39
----
<45
34,40 ± 1,65
34,40 ± 1,02
Teor de Pb (% m/m)
50
40
38,95
42,4
46,2
39,1
37,33
31,81
34,4
30
20
10
0
Faixa granulométrica (µm)
Figura 4.3.: Representação gráfica da distribuição do contaminante chumbo (%m/m) entre
as diferentes frações granulométricas analisadas para o resíduo copela.
Foi observado que as frações granulométricas do resíduo copela analisadas apresentaram
teores de chumbo entre 32% e 46%. Dessa forma, o teor de chumbo encontrado em todas
62
as frações granulométricas não apresentou grandes variações, sendo elevado em todas elas,
representando risco de contaminação em todas as frações analisadas.
A tabela 4.3, mostra a densidade e diversos outros parâmetros analisados em diferentes
frações granulométricas do resíduo copela. Foi observado que a densidade é praticamente a
mesma em todas as frações granulométricas analisadas. Dessa forma, os dados de
densidade e teor de Pb obtidos em função da granulometria não permitem obter uma
correlação entre estes parâmetros.
Tabela 4.3.: Densidade e demais parâmetros analisados em diferentes frações
granulométricas do resíduo copela.
Tamanho das partículas (µm)
Parâmetros
<1000
>600
<600
>300
<300
>150
<150
>60
<60
>45
<45
4,823
4,832
4,869
4,785
4,495
4,414
0,1308
0,4951
0,3071
0,3230
0,3658 0,3923
Volume total dos poros (cm .Kg )
0,0005
0,0013
0,0006
0,0013
0,0018 0,0019
Diâmetro máximo dos poros (nm)
137
133
129
150
136
129
Diâmetro médio dos poros (nm)
16
11
8
16
20
19
Volume de microporos (cm .Kg )
0,0007
0,0002
0,0002
0,00015 0,0002 0,0002
Área de microporos (m2.g-1)
0,0002
0,6449
0,4159
0,4443
0,5225 0,5712
Diâmetro médio de microporos (nm) 0,0002
6,336
5,068
6,340
3,830
Densidade (g.cm-3)
2
-1
Superfície específica (m .g )
3
3
-1
-1
3,026
4.2. CLASSIFICAÇÃO AMBIENTAL DO RESÍDUO
A classificação dos resíduos sólidos quanto aos seus riscos potenciais ao meio ambiente e à
saúde pública é importante para que eles possam ser gerenciados e dispostos
adequadamente, além de servir como ferramenta de avaliação de eficiência de rotas de
tratamento propostas (MAGALHÃES, 2008; ABNT 10004, 2004).
63
Essa classificação de resíduos envolve a identificação do processo ou atividade que lhes
deu origem e de seus constituintes e características, além da comparação destes
constituintes com listagens de resíduos e substâncias cujo impacto à saúde e ao meio
ambiente é conhecido (ABNT 10004, 2004).
A ABNT NBR 10.004 classifica os resíduos de acordo com sua periculosidade em Classe I
– Perigosos e Classe II – Não Perigosos. A Classe II é subdividida em Classe II A – Não –
Perigosos Não – Inertes e Classe II B – Não – Perigosos – Inertes.
Um resíduo é classificado como de Classe I – Perigoso, se possui origem conhecida e
consta no anexo A ou B da ABNT NBR 10.0004 (2004) excedendo os limites fixados
pelos referidos anexos. Caso possua origem conhecida e não conste nos anexos A e B ou
possua origem desconhecida, o resíduo deve ser submetido ao ensaio de lixiviação
conforme ABNT-NBR 10.0005 (2004), e se pelo menos um de seus contaminantes exceder
o limite máximo estabelecido no anexo F da Norma ABNT NBR 10.004 (2004), o resíduo
é classificado como Classe I - Perigoso. Caso contrário, se nenhum dos contaminantes
exceder esse limite, o resíduo é classificado como Classe II – Não perigoso.
Para diferenciar o resíduo Classe II A – Não – Perigoso Não – Inerte do Classe II B – Não
– Perigoso – Inerte, o resíduo é submetido ao ensaio de solubilização conforme NBR
10.006 (2004). Se pelo menos um de seus contaminantes exceder o limite máximo
estabelecido no anexo G da ABNT NBR 10.004 (2004), o resíduo é classificado como
sendo de Classe II A – Não – Perigoso Não – Inerte; senão, é classificado como Classe II
B – Não – Perigoso – Inerte.
A tabela 4.4 apresenta os resultados relativos à quantificação dos parâmetros inorgânicos
presentes no extrato lixiviado do resíduo copela segundo a ABNT 10.004 (2004).
64
Tabela 4.4.: Concentração dos parâmetros inorgânicos quantificados no extrato lixiviado
para o resíduo copela, na faixa granulométrica -1000µm +600µm, estabelecidos pelo
anexo F da norma ABNT NBR 10.004 (2004).
Parâmetros
Concentração obtida no
extrato lixiviado (mg.L-1).
Arsênio
0,6248
Limites máximos
estabelecidos pelo anexo F,
ABNT NBR 10004:2004
(mg.L-1)
1,0
Bário
0,1353
70,0
Cádmio
0,0138
0,5
Chumbo
2065
1,0
Cromo total
0,0108
5,0
Fluoreto
2,61
150,0
Mercúrio
<0,0002
0,1
Prata
<0,01
5,0
Selênio
<0,01
1,0
O resíduo copela foi classificado como Perigoso – Classe I por apresentar a concentração
de chumbo no extrato lixiviado (2065mg.L-1) superior ao limite máximo (1,0mg.L-1)
estabelecido pelo anexo F da ABNT NBR 10.004 (2004), conforme tabela 4.4, sendo
codificado como D008 - Tóxico.
A alta concentração de Pb no extrato lixiviado evidencia que, caso o resíduo copela fosse
disposto ao meio ambiente de forma inadequada, ele poderia comprometer o balanço
ecológico dos recursos hídricos e aumentar a disponibilidade de metais para a
bioacumulação nos organismos vivos.
A tabela 4.5 apresenta os resultados de corrosividade obtidos para o resíduo copela na
faixa granulométrica -1000µm +600µm, segundo ABNT NBR 10004 (2004).
65
Tabela 4.5.: Teste de corrosividade do resíduo copela, na faixa granulométrica -1000µm
― +600µm, realizado segundo ABNT NBR 10004 (2004).
pH obtido
Faixa limite estabelecida pelo item 4.2.1.2-a da
ABNT NBR 10004 (2004)
11,5
2 < pH <12,5
A não corrosividade do resíduo copela foi comprovada, uma vez que, sua mistura com
água, na proporção 1:1 em peso, conforme item 4.2.1.2 – a da norma ABNT NBR 10004
(2004), produziu uma solução com pH = 11,5; ou seja, superior a 2 e inferior a 12,5.
Devido ao fato de se conhecer a origem do resíduo copela, bem como sua forma, torna-se
dispensável o estudo de outras características que possam lhe conferir periculosidade, tais
como inflamabilidade, reatividade e patogenicidade.
4.3. VERIFICAÇÃO DA LIBERAÇÃO DOS CONSTITUINTES DO
RESÍDUO COPELA
Devido ao fato de, ao ser submetido ao procedimento de preparação física (item 3.1.2), o
resíduo copela ter apresentado diferenciação na tonalidade de seus grãos constituintes entre
cinza e amarelo, na faixa granulométrica -2000µm +1000µm, esses grãos foram
separados e submetidos à difração de raios-x para verificar se essa diferença de tonalidade
estava relacionada à liberação dos constituintes do resíduo copela.
A figura 4.4 mostra os difratogramas de raios-x dos grãos cinza e amarelos do resíduo
copela, na faixa granulométrica -2000µm +1000µm.
66
300
M
L
Intensidade (quantidade)
Cinza
P
200
M
100
M
M
Q
Q
M M
L Q
M
L
M
L Q
L
M
0
300
10
20
LM 40
M
30
50
60
P
70
Amarelo
200
M
L
100
M
Q
M
Q
M
M
L Q
LM M
L
Q
0
10
20
30
40
50
60
70
2 theta (graus)
Figura 4.4.: Difratograma dos grãos cinza e amarelos do resíduo copela, na faixa
granulométrica -2000µm +1000µm, submetidos ao procedimento de catação, no qual
foram identificados os seguintes picos: (P) – periclásio (MgO), (M) - massicote (PbO), (L)
- litargírio (PbO) e (Q) – quartzo (SiO2).
Conforme observado na figura 4.4, a diferença de tonalidade entre os grãos do resíduo
copela na faixa granulométrica -2000µm +1000µm não é indicativa de liberação dos
constituintes do referido resíduo, uma vez que ambos os grãos apresentam os mesmos
constituintes. Em princípio, essa diferença de tonalidade poderia ser explicada devido à
ocorrência, em percentagens diferentes, dos constituintes do resíduo copela em cada um
dos grãos (cinza e amarelos).
A liberação dos constituintes do resíduo copela nas granulometrias inferiores a 1000µm foi
verificada através da técnica de microscopia eletrônica de varredura acoplada ao
espectrômetro de energia dispersiva.
A Figura 4.5 (A) mostra a micrografia (MEV) e 4.5 (B) a micrografia óptica do resíduo
copela na faixa granulométrica -1000µm +600µm. Foi verificado que as partículas
correspondentes aos pontos 1 e 5 (Figura 4.5 (A)) foram identificadas como periclásio
(MgO); a do ponto 2 como uma mistura de óxido de cálcio (CaO), Quartzo (SiO2) e
periclásio (MgO); a do ponto 3 como uma mistura de óxido de cálcio (CaO), quartzo
67
(SiO2), periclásio (MgO) e trióxido de alumínio (Al2O3) e a do ponto 4 como uma mistura
de periclásio (MgO) e óxido de cálcio (CaO). Conforme observado, cada partícula é
formada por vários cristais (várias fases), logo não houve liberação dos constituintes do
resíduo copela nesta faixa granulométrica.
(A)
(B)
Figura 4.5. (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 350x, e (B) Micrografia óptica com objetiva de 20x,
do resíduo copela na faixa granulométrica -1000µm +600µm.
A Figura 4.6 (A) mostra a micrografia (MEV) e 4.6 (B) a micrografia óptica do resíduo
copela na faixa granulométrica -60 +45µm. Foram identificadas as partículas óxido de
ferro (Fe2O3) no ponto 1; quartzo (SiO2) no ponto 2, uma mistura de óxido de cálcio
(CaO), quartzo (SiO2) e periclásio (MgO) no ponto 3.
68
(A)
(B)
Figura 4.6. (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 370x, e (B) Micrografia óptica com objetiva de 10x,
do resíduo copela na granulométrica -60µm +45µm.
A Figura 4.7 (A) mostra micrografia (MEV) e 4.7 (B) micrografia óptica do resíduo copela
também na faixa granulométrica -60µm +45µm. Foram identificadas no ponto 1 uma
mistura de periclásio (MgO), quartzo (SiO2) e óxido de cálcio (CaO) e nos pontos 2 e 3 o
periclásio (MgO).
(A)
(B)
Figura 4.7.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 1500x, e (B) Micrografia óptica com objetiva de
20x, do resíduo copela na faixa granulométrica -60µm +45µm.
69
Conforme observado nas figuras 4.6 e 4.7, na faixa granulométrica -60µm +45µm,
existem partículas mono e polifásicas. Há um indicativo de início de liberação de algumas
partículas constituintes do resíduo copela na referida faixa granulométrica.
A Figura 4.8 (A) mostra a micrografia (MEV) e 4.8 (B) a micrografia óptica do resíduo
copela na granulometria inferior a 45µm. Pela figura 4.8 (A), a partícula do ponto 1
corresponde à esfarelita (ZnS); a do ponto 2 à galena (PbS); as dos pontos 3, 4, 7 e 8 ao
periclásio (MgO); as do ponto 5 ao magnésio metálico (Mg) e as partículas dos pontos 6 e
9 à resina.
(A)
(B)
Figura 4.8.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 370x, e (B) Micrografia óptica, objetiva de 10x, do
resíduo copela na granulometria inferior a 45µm.
A Figura 4.9. (A) mostra uma micrografia (MEV) e 4.9 (B) uma micrografia óptica do
resíduo copela também na mesma região e granulometria (inferior a 45µm) que a figura
4.7, porém, nela foram identificadas partículas diferentes. O ponto 1 corresponde à mistura
de PbO, Al2O3, Fe2O3 e periclásio (MgO); o 2 ao Pb; o 3 ao óxido de cálcio (CaO); os
pontos 4, 5, 6 e 8 ao periclásio (MgO) e o 7 à mistura de periclásio (MgO) e Fe2O3.
70
(A)
(B)
Figura 4.9.: (A) Micrografia (MEV) elétrons retroespalhados, sob uma tensão de
aceleração de 20kV e magnificação de 370x, e (B) Micrografia óptica com objetiva de 10x,
do resíduo copela na granulometria inferior a 45µm.
Percebe-se que, nas regiões analisadas pelas figuras 4.8 e 4.9, ocorre o predomínio de
partículas monofásicas, sendo um indicativo de liberação dos constituintes do resíduo
copela na granulometria inferior a 45µm, mas, não é possível afirmar que o óxido de
chumbo esteja efetivamente liberado para que possa ser recuperado por um método
gravimétrico.
Um teste paralelo foi realizado para verificar se houve ou não liberação dos constituintes
do resíduo copela, nas faixas granulométricas -60µm +45µm e inferior a 45µm,
utilizando a técnica de difração de raios-x.
A figura 4.10 mostra o difratograma do resíduo copela e da mistura de PbO P.A. e MgO
P.A., ambos na faixa granulométrica -60µm +45µm.
Já a figura 4.11 mostra o difratograma do resíduo copela e da mistura de PbO P.A. e MgO
P.A. submetida ao aquecimento, também na faixa granulométrica -60µm +45µm.
71
500
Intensidade (quantidade)
400
P
L
L
300
M
L
M
200
L
L
100
M
B
M
P B
M
M
ML
MB
M
0
10
20
30
40
50
60
70
2 theta (graus)
Resíduo
PbO+MgO sem aquecimento
Figura 4.10.: Difratograma de raios-x do resíduo copela e da mistura PbO P.A. e MgO
P.A., sem aquecimento, ambos na faixa granulométrica -60µm +45µm, com os
seguintes picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio
(PbO) e B – brucita (Mg(OH)2).
500
Intensidade (quantidade)
400
P
300
M
L
200
M
100
M
LM
L
L
P
M
M
ML
LM
M
0
10
20
30
40
50
60
70
2 theta (graus)
Resíduo
MgO+PbO com aquecimento
Figura 4.11.: Difratograma de raios-x do “resíduo copela” e da mistura PbO P.A. e MgO
P.A., submetida ao aquecimento, ambos na faixa granulométrica -60µm ― +45µm, com os
seguintes picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio
(PbO).
72
Pela sobreposição do difratograma do resíduo copela ao da mistura de MgO e PbO sem
aquecimento (figura 4.10), ambos na faixa franulométrica -60µm +45µm, foi observado
que a composição dos dois é diferente (a mistura apresenta a brucita que não faz parte da
composição do resíduo). Além disso, os picos característicos dos constituintes em comum
da mistura e do resíduo não se sobrepõem, ou seja, eles estão deslocados em relação um ao
outro.
Pela sobreposição do difratograma do resíduo copela ao da mistura de MgO e PbO
submetida aquecimento (figura 4.11), ambos na faixa franulométrica -60µm +45µm, foi
observado que a composição química dos dois é a mesma e que praticamente todos os
picos característicos dos constituintes da mistura e do resíduo se sobrepõem. Uma
diferença observada é a intensidade dos picos. Dessa forma, percebe-se que o PbO presente
no resíduo copela não está efetivamente liberado na referida faixa granulométrica.
A figura 4.12 mostra o difratograma do resíduo copela e da mistura de PbO P.A. e MgO
P.A., sem aquecimento, na granulometria inferior a 45µm.
P
500
Intensidade (quantidade)
400
L
L
300
L
MM
200
L
L
100
M
B
M
MB
P
ML
M M
M B
0
10
20
30
40
50
60
70
2 theta (graus)
Resíduo
Mistura sem aquecimento
Figura 4.12.: Difratograma de raios-x do resíduo copela e da mistura PbO P.A. e MgO
P.A., sem aquecimento, ambos na granulometria inferior a 45µm, com os seguintes picos
identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio (PbO) e B –
brucita (Mg(OH)2).
73
A figura 4.13 mostra o difratograma do resíduo copela e da mistura de PbO P.A. e MgO
P.A., submetida ao aquecimento, na granulometria inferior a 45µm.
P
500
Intensidade (quantidade)
400
300
M
200
L
M
100
P
M
LM
M
L
L
ML L M
M
M
0
10
20
30
40
50
60
70
80
2 theta (graus)
Resíduo
PbO+MgO com aquecimento
Figura 4.13.: Difratograma de raios-x do resíduo copela e da mistura, PbO P.A. e MgO
P.A., submetida ao aquecimento, ambos na granulometria inferior a 45µm, com os
seguintes picos identificados: P – periclásio (MgO), M – massicote (PbO), L – litargírio
(PbO).
Assim como na faixa granulométrica -60µm +45µm, também na granulometria inferior
a 45µm, a sobreposição do difratograma do resíduo copela ao da mistura de MgO e PbO
sem aquecimento (figura 4.12), mostra que a composição dos dois é diferente (a mistura
apresenta a brucita que não faz parte da composição do resíduo). Além disso, os picos
característicos dos constituintes em comum da mistura e do resíduo também não se
sobrepõem.
Da mesma forma, na sobreposição do difratograma do resíduo copela ao da mistura de
MgO e PbO submetida aquecimento (figura 4.13), na granulometria inferior a 45µm, foi
observado que o resíduo e a mistura têm a mesma composição química e praticamente
todos os picos característicos dos constituintes da mistura e do resíduo se sobrepõem. A
74
diferença na intensidade dos picos também é observada. Dessa forma, o PbO presente no
resíduo copela também não está efetivamente liberado na referida faixa granulométrica.
Um teste de separação por densidade dos constituintes do resíduo copela, na faixa
granulométrica -60µm +45µm e na granulometria inferior a 45µm, foi feito em um
concentrador Falcon a fim de comprovar a não liberação dos constituintes deste resíduo na
referidas granulometrias. A massa de resíduo utilizada, a massa de PbO contida no resíduo,
a massa do concentrado e do rejeito obtidas no teste de separação por densidade constam
na tabela 4.6.
Tabela 4.6.: Massa do resíduo copela utilizada, massa de PbO contida no resíduo e massas
do concentrado e do rejeito do resíduo copela obtidas no teste de separação por densidade
no concentrador Falcon nas granulometrias -60µm +45µm e inferior a 45µm.
Granulometria
-60µm +45µm
-45µm
Massa de resíduo (g)
2.200
2.300
Massa de PbO no resíduo (g)
699,82
852,38
Massa de concentrado (g)
100
100
Massa de rejeito (g)
2.100
2.200
PbO (%)
31,81
37,06
Capacidade máxima de concentração do Falcon
100g
As figuras 4.14 e 4.15 mostram a sobreposição dos difratogramas do concentrado e do
rejeito obtidos no teste de separação por densidade no concentrador Falcon e do resíduo
copela, respectivamente nas granulometrias -60µm +45µm e inferior a 45µm.
75
P
500
Intensidade (quantidade)
400
300
M
L
200
M
100
M
L
M
L
P
L M
LM
ML
M
M
0
10
20
30
40
50
60
70
2 theta (graus)
Resíduo
Concentrado
Rejeito
Figura 4.14.: Difratograma de raios-x do concentrado e do rejeito do resíduo copela
obtidos no teste de separação por densidade no concentrador Falcon e do resíduo copela,
todos na faixa granulométrica -60µm +45µm, com os seguintes picos identificados: P –
periclásio (MgO), M – massicote (PbO), L – litargírio (PbO).
P
500
Intensidade (quantidade)
400
300
M
200
L
ML
100
M
M
L
L PM
ML
L
MM M
0
10
20
30
40
50
60
70
2 theta (graus)
Resíduo
Concentrado
Rejeito
Figura 4.15.: Difratograma de raios-x do concentrado e do rejeito do resíduo copela
obtidos no teste de separação por densidade no concentrador Falcon e do resíduo copela,
76
todos na granulometria inferior a 45µm, com os seguintes picos identificados: P –
periclásio (MgO), M – massicote (PbO), L – litargírio (PbO).
A análise do resíduo, do rejeito e do concentrado por difração de raios-x, figuras 4.14 e
4.15, comprovou que eles apresentam os mesmos constituintes (periclásio – P, massicote –
M e litargírio – L) em ambas as granulometrias analisadas. Como no resíduo copela
utilizado no teste de separação por densidade cerca de 699,82g e 852,38g correspondem ao
PbO, respectivamente na faixa granulométrica -60µm +45µm e inferior a 45µm e a
massa de concentrado obtida em ambas as amostras é de 100g, para que a liberação de PbO
fosse efetiva o concentrado deveria ser constituído apenas por PbO.
Dessa forma, não houve liberação efetiva do PbO, no resíduo copela, para que ele pudesse
ser recuperado por um método gravimétrico em nenhuma das granulometrias analisadas.
4.4. METODOLOGIA DE DETERMINAÇÃO DE Pb POR GRAVIMETRIA
Na tabela 4.7, a seguir, constam as massas de PbO obtidas em 10,00mL das soluções
Pb(NO3)2 0,1mol.L-1; 0,01mol.L-1; 0,005mol.L-1; 0,0025mol.L-1 e 0,001mol.L-1, por
gravimetria, para determinação da menor concentração de Pb em solução que o método
gravimétrico é capaz de determinar.
Tabela 4.7.: Massas de PbO obtidas em 10,00mL das soluções Pb(NO3)2 0,1mol.L-1;
0,01mol.L-1; 0,005mol.L-1; 0,0025mol.L-1 e 0,001mol.L-1 na determinação da solução de
menor concentração de Pb na qual é possível quantificar PbO por gravimetria.
Solução (mol.L-1)
PbO teórico (g)
Pb(NO3)2 0,1
0,2232
0,2964
0,2950
0,2929
0,2948
Pb(NO3)2 0,01
0,0223
0,0292
0,0295
0,0292
0,0293
Pb(NO3)2 0,005
0,0110
0,0104
0,0110
0,0104
0,0106
Pb(NO3)2 0,0025
0,0055
----
----
----
----
Pb(NO3)2 0,001
0,0022
----
----
----
----
PbO experimental (g)
Conforme tabela 4.7, a solução Pb(NO3)2
Média (g)
0,005mol.L-1 corresponde à solução de
concentração mínima de Pb na qual é possível determinar PbO, pelo método gravimétrico,
77
uma vez que, nas soluções Pb(NO3)2 0,0025mol.L-1 e 0,001mol.L-1, não foi possível fazer
essa determinação (não houve formação de PbCrO4, conforme item 3.5).
A variância (S2), o desvio padrão (S) e o limite de detecção (LD) com 99% de confiança e
graus de liberdade 6, respectivamente 2,05x10 -7g2, 4,52x10-4g e 1,68x10-3g, foram
calculados utilizando-se as equações 4.1, 4.2 e 4.3, a seguir.
S2 = ∑(Xi – X )2 / N-1
Equação 4.1
Xi = massa teórica de PbO em 10mL da solução Pb(NO3)2 0,005mol.L-1;
X = média da massa de PbO obtida experimentalmente em 10mL da solução Pb(NO3)2
0,005mol.L-1;
N = número de medidas experimentais executadas para obtenção da massa de PbO em
10mL da solução Pb(NO3)2 0,005mol.L-1.
S = √S2
Equação 4.2
LD = t(n-1, 1-α) S
Equação 4.3
LD = limite de detecção;
t(n-1, 1-α) = valor da abscissa t (Student) para (1-α)x100% nível de confiança e (n-1) graus de
liberdade;
S = desvio padrão (INMETRO, 2003).
Na tabela 4.8, a seguir, constam as massas de PbO obtidas experimentalmente em 10,00mL
da solução Pb(NO3)2 0,005mol.L-1, a variância (S2), o desvio padrão (S) e o limite de
detecção (LD) para determinação de PbO por gravimetria.
78
Tabela 4.8.: Massas de PbO obtidas experimentalmente, variância, desvio padrão e limite
de detecção do método gravimétrico para determinação de PbO na solução de Pb(NO3)2
0,005mol.L-1.
Replicatas Massa experimental de PbO (g)
1
0,0110
2
0,0112
3
0,0117
4
0,0109
5
0,0115
6
0,0112
7
0,0122
2
Variância (g )
2,05x10 -7
Desvio padrão (g)
4,52x10-4
Limite de detecção (g)
1,68x10-3
4.5. ROTAS PARA TRATAMENTO DO RESÍDUO COPELA
4.5.1. Fusão Alcalina para Produção e Recuperação de Chumbo
4.5.1.1. Determinação das Condições Ótimas e Identificação do Material
Formado no Processo de Fusão Alcalina
Nos testes preliminares para determinação de temperatura e tempo mínimos necessários à
conversão do PbO, contido no resíduo copela, a Pb metálico pelo processo de fusão
alcalina, apesar de o Pb fundir 327°C (CHACÓN-SANHUEZA, 2007), nas temperaturas
(350°C, 400°C, 450°C e 500°C ) e tempos (2,5min, 15min, 30min e 1h) avaliados, o
processo não ocorreu. Os parâmetros temperatura e tempo mínimo encontrados
experimentalmente foram 550°C e 2,5min, respectivamente, sendo, portanto, parâmetros
iniciais para os testes de determinação das condições ótimas do processo de fusão alcalina.
As tabelas 4.9, 4.10 e 4.11 mostram os resultados obtidos na determinação das condições
ideais do processo de fusão alcalina para produção e recuperação de chumbo a partir do
resíduo copela. Em todas as referidas tabelas, Pb esp. = massa de Pb esperada e Pb rec. =
massa de Pb recuperada.
79
Tabela 4.9.: Determinação da temperatura ideal para o processo de fusão alcalina para
produção e recuperação de chumbo a partir do resíduo copela.
Resíduo (g)
S (g)
NaOH (g)
Pb esp. (g)
Pb rec. (g)
% Pb rec.
550°C
5,0072
0,5001
3,00
2,1231
1,4608
68,81
10min.
5,0035
0,5001
3,00
2,1215
1,4845
69,97
5,0099
0,5003
3,00
2,1242
1,4852
69,92
1,4768
69,57
Média
600°C
5,0033
0,5002
3,00
2,1214
1,5413
72,65
10min.
5,0097
0,5001
3,00
2,1241
1,5234
71,72
5,0074
0,5006
3,00
2,123
1,5241
71,79
1,5296
72,05
Média
650°C
5,0020
0,5002
3,00
2,1208
1,5569
73,41
10min.
5,0066
0,5003
3,00
2,1228
1,5500
73,02
5,0069
0,5007
3,00
2,1229
1,5451
72,78
1,5507
73,07
Média
700°C
5,0007
0,5003
3,00
2,1203
1,5139
71,40
10min.
5,0090
0,5001
3,00
2,1238
1,5242
71,77
5,0020
0,5001
3,00
2,1208
1,5160
71,48
1,5180
71,55
Média
750°C
5,0054
0,5001
3,00
2,1223
1,5452
72,81
10min.
5,0042
0,5002
3,00
2,1218
1,5499
73,05
5,0011
0,5000
3,00
2,1205
1,5482
73,01
1,5478g
72,96%
Média
800°C
5,0058
0,5002
3,00
2,1225
1,5449
72,79
10min.
5,0096
0,5002
3,00
2,1241
1,5386
72,44
5,0085
0,5005
3,00
2,1236
1,5545
73,20
1,5460
72,81
Média
80
Tabela 4.10.: Determinação do tempo ideal para o processo de fusão alcalina para
produção e recuperação de chumbo a partir do resíduo copela.
Resíduo (g)
S (g)
NaOH (g)
Pb esp. (g)
Pb rec. (g)
% Pb rec.
2,5min.
5,0052
0,5003
3,00
2,1222
1,3213
62,26
650°C
5,0028
0,5001
3,00
2,1212
1,3216
62,30
5,0087
0,5008
3,00
2,1237
1,3316
62,70
1,3248
62,42
Média
5,0min.
5,0071
0,5009
3,00
2,1230
1,4882
70,10
650°C
5,0033
0,5005
3,00
2,1214
1,5018
70,79
5,0061
0,5009
3,00
2,1226
1,4856
69,99
1,4919
70,29
Média
10min.
5,0020
0,5002
3,00
2,1208
1,5569
73,41
650°C
5,0066
0,5003
3,00
2,1228
1,5500
73,02
5,0069
0,5007
3,00
2,1229
1,5451
72,78
1,5507
73,07
Média
15min.
5,0037
0,5005
3,00
2,1216
1,7300
81,54
650°C
5,0014
0,5003
3,00
2,1206
1,7306
81,61
5,0028
0,5007
3,00
2,1212
1,7185
81,02
1,7264
81,39
Média
20min.
5,0024
0,5009
3,00
2,1210
1,5913
75,03
650°C
5,0025
0,5002
3,00
2,1211
1,5502
73,09
5,0016
0,5001
3,00
2,1207
1,5816
74,58
1,5774g
74,23%
Média
81
Tabela 4.11.: Determinação das quantidades ideais de S e de NaOH para o processo de
fusão alcalina para produção e recuperação de chumbo a partir do resíduo copela.
0,250g S
Média
0,500g S
Média
0,750g S
Média
1,72g
NaOH
Média
2,50g
NaOH
Determinação da quantidade ideal de S
Resíduo
S (g)
NaOH (g)
Pb esp.
Pb rec. (g)
(g)
(g)
5,0053
0,2504
3,00
2,1222
1,6500
5,0028
0,2502
3,00
2,1212
1,6903
5,0073
0,2500
3,00
2,1231
1,6624
1,6670
5,0037
0,5005
3,00
2,1216
1,7300
5,0014
0,5003
3,00
2,1206
1,7306
5,0028
0,5007
3,00
2,1212
1,7185
1,7264
5,0031
0,7500
3,00
2,1213
1,3578
5,0054
0,7504
3,00
2,1223
1,3572
5,0035
0,7501
3,00
2,1215
1,3817
1,3656
Determinação da quantidade ideal de NaOH
Resíduo (g)
5,0024
S (g)
0,5006
NaOH (g)
1,72
Pb esp. (g)
2,1210
5,0052
0,5007
1,72
2,1222
5,0009
0,5005
1,72
2,1204
5,0053
5,0006
5,0003
0,5004
0,5005
0,5007
2,50
2,50
2,50
2,1222
2,1203
2,1201
5,0037
5,0014
0,5005
0,5003
3,00
3,00
5,0028
0,5007
3,00
77,75
79,69
78,30
78,58
81,54
81,61
81,02
81,39
64,01
63,95
65,13
64,63
Pb rec. (g)
Não
reagiu
Não
reagiu
Não
reagiu
---------1,0329
1,0243
1,0445
1,0339
% Pb rec.
----------
2,1216
2,1206
1,7300
1,7306
81,54
81,61
2,1212
1,7185
81,02
1,7264
81,39
Média
3,00g
NaOH
% Pb rec.
Média
---------------------------48,67
48,31
49,27
48,75
3,5g
5,0062
5,0030
3,50
2,1226
1,6468
77,58
NaOH
5,0054
0,5007
3,50
2,1223
1,6324
76,92
5,0030
0,5008
3,50
2,1213
1,6313
76,90
1,6368
77,13
Média
82
Nas figuras 4.16, 4.17, 4.18 e 4.19 constam as representações gráficas das condições
ótimas de temperatura, tempo e quantidade de S e de NaOH, respectivamente,
determinadas experimentalmente para o processo de fusão alcalina para produção e
recuperação de chumbo metálico a partir do resíduo copela na faixa granulométrica
-1000µm ― +600µm.
Conforme figuras 4.16, 4.17, 4.18 e 4.19, as condições ótimas para o processo de fusão
alcalina são, respectivamente, 650°C (73,07% de Pb recuperado); 15 minutos; 0,50g de S e
3,00g de NaOH (81,39% de Pb recuperado). Além disso, é interessante destacar que,
quando foram utilizadas 1,72g de NaOH, nas condições ideais de temperatura, tempo e
quantidade de S, figura 4.19, o processo não ocorreu.
Teor de Pb recuperado (%)
74
73,07
73
72,96
72,81
750
800
72,05
71,55
72
71
70
69,57
69
68
67
550
600
650
700
Temperatura (°C)
Figura 4.16.: Representação gráfica do teor médio de chumbo recuperado, nas diferentes
temperaturas, mantendo constante tempo e quantidades de S e de NaOH, utilizadas na
determinação da temperatura ótima para o processo de fusão alcalina para produção e
recuperação de chumbo do resíduo copela.
83
Teor de Pb recuperado (%)
90
80
70
60
50
40
30
20
10
0
81,39
74,23
73,07
70,29
62,42
2,5
5
10
15
20
Tempo (minutos)
Figura 4.17.: Representação gráfica do teor médio de chumbo recuperado, em tempos
variados, mantendo constante a temperatura e quantidades de S e de NaOH, utilizados na
determinação do tempo ideal para o processo de fusão alcalina para produção e
Teor de Pb recuperado (%)
recuperação de chumbo do resíduo copela.
90
80
70
60
50
40
30
20
10
0
78,58
81,39
64,63
0,25
0,50
0,75
Quantidade de S (g)
Figura 4.18.: Representação gráfica do teor médio de chumbo recuperado, em quantidades
variadas de S, mantendo constante tempo, temperatura e quantidade de NaOH, utilizados
na determinação da quantidade ideal de enxofre para o processo de fusão alcalina para
produção e recuperação de chumbo do resíduo copela.
84
Teor de Pb recuperado (%)
90
80
70
60
50
40
30
20
10
0
81,39
48,75
0
1,72
2,50
3,00
Quantidade de NaOH (g)
Figura 4.19.: Representação gráfica do teor médio de chumbo recuperado, em quantidades
variadas de NaOH, mantendo constante tempo, temperatura e quantidade S, utilizados na
determinação da quantidade ideal de enxofre para o processo de fusão alcalina para
produção e recuperação de chumbo do resíduo copela.
Após definidas as condições ótimas (temperatura, tempo e quantidades de S e de NaOH)
para o processo de fusão alcalina para produção e recuperação de chumbo metálico a partir
do resíduo copela, 5,00g do resíduo foram submetidas ao referido processo. A figura 4.20
mostra o difratograma do material obtido no processo de fusão alcalina com os picos dos
constituintes identificados.
A presença de PbO no material obtido após o resíduo copela ter sido submetido ao
procedimento de fusão alcalina constata que nem todo PbO contido no resíduo copela foi
convertido a Pb metálico, o que já era esperado, uma vez que a eficiência de recuperação
de Pb obtida no referido processo foi de 81,39%. Também a presença de MgO e a ausência
de MgS, no material pós fusão alcalina, constata que não houve conversão de MgO a MgS
durante o referido processo. A presença de Pb metálico é explicada pelo fato de que, no
procedimento experimental para obtenção do material pós fusão alcalina (item 3.6.1.2), o
chumbo metálico foi recuperado, mas as partículas menores de chumbo não foram
retiradas do material. O fato de sais de sódio (Na2S e Na2S2O3) não terem sido encontrados
85
indica que todos os sais de sódio formados foram solubilizados em água e separados do
material insolúvel durante o procedimento de filtração (item 3.6.1.2).
P
500
Intensidade (quantidade)
400
300
200
P
L C
100
L
C
L
L
L
C
0
10
20
30
40
50
60
70
2 theta (graus)
Figura 4.20.: Difratograma de raios-x do material obtido no processo de fusão alcalina
para produção e recuperação do chumbo metálico a partir do resíduo copela na faixa
granulométrica -1000µm ― +600µm, no qual foram identificados os seguintes picos: P –
Periclásio (MgO), L – Litargírio (PbO) e C - Chumbo metálico (Pb).
4.5.1.2. Reações Químicas
No processo de fusão alcalina para produção e recuperação de Pb metálico, o enxofre reage
com a soda cáustica formando sulfeto de sódio (Na2S) e tiossulfato de sódio (Na2S2O3),
que reagem separadamente com o óxido de chumbo (PbO) formando sulfeto de chumbo
(PbS),
conforme
as
seguintes
equações
químicas
(CHACÓN-SANHUEZA
e
FONTANETTI, 2006; CHACÓN-SANHUEZA, 2007; OLPER et al., 1999).
4S(l) + 6NaOH(l) → 2Na2S(s) + Na2S2O3(s) + 3H2O(g)
Equação (4.4)
PbO(s) + Na2S2O3(s) → PbS(s) + Na2SO4(s)
Equação (4.5)
PbO(s) + Na2S(s) → PbS(s) +Na2O(s)
Equação (4.6)
86
O sulfeto de chumbo (PbS) formado reage com o hidróxido de sódio (NaOH) de acordo
com a seguinte equação de óxido–redução, produzindo chumbo metálico (Pb0) (CHACÓNSANHUEZA e FONTANETTI, 2006; CHACÓN-SANHUEZA, 2007):
4PbS(s) + 8NaOH(l) → 4Pb0(s) + 3Na2S(s) + Na2SO4(s) + 4H2O(g)
Equação (4.7)
4.5.1.3. Classificação do Resíduo e do Efluente Gerados
A tabela 4.12 apresenta os resultados relativos à quantificação dos parâmetros inorgânicos
presentes no extrato lixiviado do resíduo gerado durante o tratamento do resíduo copela,
pelo método de fusão alcalina, segundo a ABNT 10.004 (2004).
Tabela 4.12.: Concentração dos parâmetros inorgânicos quantificados no extrato lixiviado
para o resíduo gerado durante o tratamento do resíduo copela, pelo método de fusão
alcalina, estabelecidos pelo anexo F da norma ABNT NBR 10.004 (2004).
Parâmetros
Concentração obtida no
extrato lixiviado (mg.L-1).
Arsênio
<0,0598
Limites máximos
estabelecidos pelo anexo F,
ABNT NBR 10004:2004
(mg.L-1)
1,0
Bário
0,228
70,0
Cádmio
<0,0165
0,5
Chumbo
<0,0747
1,0
Cromo total
<0,0063
5,0
O resíduo gerado durante o tratamento do resíduo copela, pelo processo de fusão alcalina,
foi classificado como Não Perigoso – Classe II, uma vez que os parâmetros quantificados
no extrato lixiviado apresentaram concentração inferior ao limite máximo estabelecido
pelo anexo F da ABNT NBR 10.004 (2004), conforme tabela 4.12.
A tabela 4.13, a seguir, apresenta os resultados de corrosividade obtidos para o resíduo
gerado durante o tratamento do resíduo copela, pelo método de fusão alcalina, segundo
ABNT NBR 10004 (2004).
87
Tabela 4.13.: Teste de corrosividade do resíduo gerado durante o tratamento do resíduo
copela, pelo método de fusão alcalina, segundo ABNT NBR 10004 (2004).
pH obtido
Faixa limite estabelecida pelo item 4.2.1.2-a da
ABNT NBR 10004 (2004)
11,78
2 < pH <12,5
A não corrosividade do resíduo gerado durante o tratamento do resíduo copela, pelo
método de fusão alcalina, foi comprovada, uma vez que sua mistura com água, na
proporção 1:1 em peso, conforme item 4.2.1.2 – a da norma ABNT NBR 10004 (2004),
produziu uma solução com pH = 11,78; ou seja, superior a 2 e inferior a 12,5.
A tabela 4.14 apresenta os resultados relativos à quantificação dos parâmetros inorgânicos
arsênio, ferro e chumbo presentes no efluente gerado no tratamento do resíduo copela, pelo
processo de fusão alcalina, segundo Deliberação Normativa Conjunta COPAM/CERH-MG
N° 1 (2008).
Tabela 4.14.: Concentração dos parâmetros arsênio, ferro e chumbo no efluente gerado
durante tratamento do resíduo copela pelo método de fusão alcalina, estabelecidos pela da
Deliberação Normativa Conjunta COPAM/CERH-MG N°1 (2008).
Parâmetros
Concentração obtida no
extrato lixiviado (mg.L-1).
Arsênio
2,93
Limites máximos
estabelecidos pela DN
COPAM/CERH-MG N° 1
(mg.L-1)
0,2
Ferro
<0,515
15
Chumbo
<0,0747
0,1
O efluente gerado no tratamento do resíduo copela pelo processo de fusão alcalina não
pode ser descartado nas redes coletoras de esgoto por apresentar a concentração de arsênio
(2,93mg.L-1) superior ao limite máximo (0,2mg.L-1) estabelecido pela Deliberação
Normativa Conjunta COPAM/CERH-MG N° 1 (2008), conforme tabela 4.14.
88
4.5.2. Processo Hidrometalúrgico
Na tabela 4.15, a seguir, constam os dados da eficiência de extração de óxido de chumbo
na etapa de lixiviação química, determinados através das técnicas de gravimetria e
espectrofotometria de emissão atômica com fonte de plasma (ICP-OES), bem como o fator
de diluição utilizado para a referida determinação por ICP-OES.
Tabela 4.15.: Determinação da eficiência de extração de PbO na etapa de lixiviação
química.
Diluição
ICP
Lixiviante
-1
20mL de ác. acético 0,1mol.L
40mL de ác. acético 0,1mol.L-1
20mL de ác. acético 1mol.L-1
40mL de ác. acético 1mol.L-1
20mL de ác. acético 2mol.L-1
40mL de ác. acético 2mol.L-1
20mL de ác. acético 1:1
40mL de ác. acético 1:1
40mL de ác. ascórbico 0,1mol.L-1
40mL de ác. cítrico 0,1mol.L-1
20mL de ác. cítrico 1mol.L-1
40mL de ác. cítrico 1mol.L-1
20mL de ác. cítrico 2mol.L-1
40mL de ác. cítrico 2mol.L-1
20mL de EDTA 0,1mol.L-1
40mL de EDTA 0,1mol.L-1
20mL de HCl 0,1mol.L-1
40mL de HCl 0,1mol.L-1
20mL de HCl 1mol.L-1
40mL de HCl1mol.L-1
20mL de HCl 2mol.L-1
40mL de HCl 2mol.L-1
20mL de HNO3 0,1mol.L-1
40mL de HNO3 0,1mol.L-1
20mL de HNO3 1mol.L-1
1000
100
1000
1000
1000
1000
1000
1000
100
100
100
1000
1000
1000
100
100
1000
1000
100
100
100
100
100
100
100
% PbO rec.
Grav.
10,33
12,79
59,27
69,60
69,37
70,03
73,97
81,93
10,77
8,35
21,37
23,28
27,61
37,21
9,26
21,20
24,87
24,91
<0,48
2,58
<0,48
<0,48
0,95
5,72
13,90
ICP
---67,27
67,54
73,52
68,28
----24,52
--12,05
20,73
27,22
29,57
1,77
2,78
1,26
-1,92
5,68
-89
Diluição
ICP
Lixiviante
40mL de HNO3 1mol.L-1
20mL HNO3 1:1
40mL de HNO3 1:1
20mL de HNO3 2mol.L-1
40mL de HNO3 2mol.L-1
20mL de HNO3 4mol.L-1
40mL de HNO3 4mol.L-1
-1
40mL de ác. ascórbico 1mol.L
40mL de ác. ascórbico 2mol.L-1
40mL de ác. cítrico 0,1mol.L-1
40mL de 200g.L-1 de uréia em ác. acético 1:1
40mL de 350g.L-1 de uréia em ác. acético 1:1
40mL de 500g.L-1 de uréia em ác. acético 1:1
40mL de 200g.L-1 de uréia em ác. acético 2mol.L-1
40mL de 350g.L-1 de uréia em ác. acético 2mol.L-1
40mL de 500g.L-1 de uréia em ác. acético 2mol.L-1
20mL de HNO3 0,5mol.L-1 + HCl 0,5mol.L-1
20mL de HNO3 0,75mol.L-1 + HCl 0,25mol.L-1
20mL de HNO3 0,25mol.L-1 + HCl 0,75mol.L-1
1000
1000
1000
100
1000
1000
1000
1000
1000
100
1000
1000
1000
1000
1000
1000
100
1000
1000
% PbO rec.
Grav.
36,32
36,29
31,63
23,99
40,60
34,55
71,99
21,55
31,75
8,35
75,29
80,96
77,32
86,96
88,38
96,03
<0,48
21,46
40,33
ICP
43,78
35,03
39,26
22,66
41,89
35,43
80,20
29,22
29,01
2,35
---85,99
88,64
90,73
2,92
28,00
38,49
Foi observada uma discrepância entre valores de PbO determinados pela técnica de
gravimetria e por espectrofotometria de emissão atômica com fonte de plasma (ICP-OES),
o que pode ser explicado pelos elevados fatores de diluição utilizados (100 e 1000) para
determinação de PbO por ICP-OES, tabela 4.15.
A eficiência na extração de PbO em função da variação dos reagentes, da concentração das
soluções de lixiviação e da relação massa do resíduo/volume da solução lixiviante, pela
etapa de lixiviação química, estão representados na figura 4.21.
90
90
81,93
Teor de PbO recuperado (%)
80
69,37 73,97
69,6 70,03
70
59,27
60
50
27,61
23,28
21,37
30
20
10
40,6
36,32
37,21
40
24,87 24,91
21,2
23,99
13,9
12,79
10,33
9,26
8,35
0
2,58
0 0
5,72
0,95
0
Ác. acético
Ác. cítrico
EDTA
HCl
HNO3
Soluções
0,1M - 20mL
2M - 20mL
0,1M - 40mL
2M - 40mL
1M - 20mL
1:1 - 20mL
1M - 40mL
1:1 - 40mL
Figura 4.21.: Representação gráfica da eficiência na extração de chumbo em função da
variação dos reagentes, da concentração das soluções de lixiviação e da relação massa do
resíduo/volume da solução lixiviante, pela etapa de lixiviação química.
De acordo com os resultados apresentados pela figura 4.21, a extração de PbO atinge
maiores níveis de eficiência quando a relação massa de resíduo/volume de solução
lixiviante utilizada é igual a 1/8, ou seja, quando se utiliza 40mL da solução lixiviante para
5g do resíduo. Isso porque, quando um volume menor de solução lixiviante é utilizado,
esta fica saturada com uma quantidade menor de íons que quando utilizados volumes
maiores de soluções lixiviantes e, consequentemente, a eficiência de extração de íons da
matriz é menor.
Também foi constatado que a eficiência de extração de PbO cresce com o aumento da
concentração das soluções lixiviantes utilizadas, com exceção da solução de ácido
clorídrico na qual a maior eficiência de extração de PbO foi observada ao se utilizar a
solução de 0,1mol.L-1.
91
Em um processo de lixiviação, a concentração de íons H+ deve ser a responsável exclusiva
pela reação de dissolução do resíduo copela. Ânions como NO3-, SO42- e Cl- devem ser
não-eficientes. No entanto, vale a pena notar que os ácidos inorgânicos utilizados são
totalmente dissolvidos em água, o que significa, no caso de soluções de HCl e HNO3 de
mesma concentração, que existe o mesmo número de mol de H+ em cada uma dessas
soluções e normalmente elas teriam a mesma eficiência de dissolução de PbO. Também,
aumentando a concentração dessas soluções haveria um aumento do número de mol de H+,
em ambas, e consequentemente deveria haver um aumento na extração de PbO. Os
resultados obtidos indicam que a lixiviação não é um processo simples e que ânions podem
desempenhar um papel importante na taxa de dissolução do óxido de chumbo. Uma
possível justificativa para os resultados obtidos seria o fato de que quanto maior a
concentração das soluções dos ácidos acético, cítrico, nítrico e clorídrico, maior a
proporção dos constituintes do resíduo copela que eles conseguem dissolver. Dessa forma,
maior a quantidade de sais solúveis formados com o chumbo, respectivamente acetato de
chumbo, citrato de chumbo e nitrato de chumbo, quando utilizadas as soluções de ácido
acético, cítrico e nítrico como lixiviantes. Entretanto, quando utilizadas soluções de ácido
clorídrico, o composto formado (PbCl2) é insolúvel e é retirado da solução por filtração
juntamente com os demais constituintes do resíduo copela que não se dissolveram. Dessa
forma, ao aumentar a concentração das soluções de ácido clorídrico, nas soluções
utilizadas, também ocorre aumento da quantidade de produto formado, porém, ele não
permanece em solução diminuindo a concentração de chumbo dissolvido.
As soluções de ácido acético 2mol.L-1 e 1:1 apresentaram eficiência de extração de PbO
superiores a 70%, respectivamente 70,03% e 81,93%, quando utilizados 40mL das
referidas soluções, indicando que estas são as soluções lixiviantes mais apropriadas à
extração de PbO do resíduo copela, dentre as analisadas.
Conforme figura 4.22, a seguir, água régia e as soluções com proporções variadas de HCl e
HNO3, analisadas, também apresentaram baixos potencias de extração de PbO, com
exceção da solução HNO3 0,75mol.L-1 + HCl 0,25mol.L-1 que apresentou potencial
moderado (40,33%).
92
Teor de PbO recuperado (%)
50
40,33
40
30
21,46
20
10
0,48
0
HNO3 0,5M +
HCl 0,5M
HNO3 0,25M +
HCl 0,75M
HNO3 0,75M +
HCl 0,25M
Soluções
Figura 4.22.: Representação gráfica da eficiência na extração de PbO, do resíduo copela,
utilizando água régia e outras soluções com proporções variadas de HCl e HNO3, como
soluções lixiviantes.
Ao se adicionar uréia às soluções que apresentaram maior eficiência de extração de PbO,
respectivamente ácido acético 2mol.L-1 e 1:1, foi observado um aumento no potencial de
extração das mesmas, figura 4.23.
Conforme figura 4.23, todas as soluções de uréia em ácido acético apresentaram um
potencial de extração de PbO superior a 75%. Entretanto, a solução de 500g.L-1 de uréia
em ácido acético 2mol.L-1 extraiu 96,03% do PbO contido no resíduo copela, sendo
portanto, a mais eficiente dentre as soluções avaliadas.
93
Teor de PbO extraído (%)
100
80
86,96
75,29
80,96
96,03
88,38
77,32
60
40
20
0
200g/L
350g/L
500g/L
Concentração das soluções
uréia em ác. acético 1:1
uréia em ác. acético 2M
Figura 4.23.: Representação gráfica da eficiência na extração de PbO, do resíduo copela,
pelas soluções de uréia em ácido acético.
A remoção de íons Pb2+ na solução 500g.L-1 de uréia em ácido acético 2mol.L-1 (mais
eficiente na extração de PbO do resíduo copela) foi avaliada utilizando quantidades
variadas de cloreto de sódio (NaCl), em 20mL da referida solução, conforme equação 4.8.
Os resultados estão dispostos na tabela 4.16.
Pb2+(aq) + 2Cl-(aq) ⇌ PbCl2(s)
Equação (4.8)
Tabela 4.16.: Remoção dos íons Pb2+ na solução 500g.L-1 de uréia em ácido acético
2mol.L-1 por precipitação com cloreto de sódio.
NaCl (g)
PbCl2 (g)
Eficiência de extração de Pb (%)
0,20
Não formou
0,00
0,50
0,0372
13,60
1,00
0,0791
28,92
2,00
0,1879
68,69
5,00
Não formou
0,00
94
Conforme tabela 4.16, quando adicionada uma pequena quantidade de NaCl (0,20g), a
concentração dos ânions Cl- obtida em solução foi inferior à necessária para atingir o
produto de solubilidade (Kps) do NaCl, não havendo formação de PbCl2. Na medida em
que houve um aumento da quantidade de NaCl adicionada (0,50g; 1,00g e 2,00g) ocorreu
também um aumento da concentração dos ânions Cl- em solução e, consequentemente, um
deslocamento de equilíbrio no sentido de consumo destes referidos ânios, aumentando a
quantidade de PbCl2 formada (equação 4.8). Entretanto, a adição de uma quantidade muito
grande de NaCl pode levar a formação do complexo solúvel PbCl4-, o que explica o fato
de não ter havido formação de PbCl2 e, consequentemente, da não remoção de íons Pb2+
quando adicionadas 5,00g de NaCl.
A maior eficiência na remoção de íons Pb 2+ da solução 500g.L-1 de uréia em ácido acético
foi obtida quando utilizadas 2,00g de cloreto de sódio (68,69%), ou seja, uma massa de
cloreto de sódio 10 vezes maior que a massa de Pb2+ (0,1997g) em solução.
4.5.2.1. Classificação do Resíduo e do Efluente Gerados
A tabela 4.17 apresenta os resultados relativos à quantificação dos parâmetros inorgânicos
presentes no extrato lixiviado do resíduo gerado durante o tratamento do resíduo copela,
pelo processo hidrometalúrgico, segundo a ABNT 10.004 (2004).
Tabela 4.17.: Concentração dos parâmetros inorgânicos quantificados no extrato lixiviado
para o resíduo gerado durante o tratamento do resíduo copela, pelo processo
hidrometalúrgico, estabelecidos pelo anexo F da norma ABNT NBR 10.004 (2004).
Parâmetros
Concentração obtida no
extrato lixiviado (mg.L-1).
Arsênio
<0,0598
Limites máximos
estabelecidos pelo anexo F,
ABNT NBR 10004:2004
(mg.L-1)
1,0
Bário
0,104
70,0
Cádmio
<0,0165
0,5
Chumbo
<0,0747
1,0
Cromo total
<0,0063
5,0
95
O resíduo gerado durante o tratamento do resíduo copela, pelo processo hidrometalúrgico,
foi classificado como Não – Perigoso – Classe II, uma vez que todos os parâmetros
quantificados no extrato lixiviado apresentaram concentração inferior ao limite máximo
estabelecido pelo anexo F da ABNT NBR 10.004 (2004), conforme tabela 4.17.
A tabela 4.18, a seguir, apresenta os resultados de corrosividade obtidos para o resíduo
gerado durante o tratamento do resíduo copela, pelo processo hidrometalúrgico, segundo
ABNT NBR 10004 (2004).
Tabela 4.18.: Teste de corrosividade do resíduo gerado durante o tratamento do resíduo
copela, pelo processo hidrometalúrgico, segundo ABNT NBR 10004 (2004).
pH obtido
Faixa limite estabelecida pelo item 4.2.1.2-a da
ABNT NBR 10004 (2004)
10,5
2 < pH <12,5
A não corrosividade do resíduo gerado pelo tratamento do resíduo copela, pelo processo
hidrometalúrgico, foi comprovada, uma vez que sua mistura com água, na proporção 1:1
em peso, conforme item 4.2.1.2 – a da norma ABNT NBR 10004 (2004), produziu uma
solução com pH = 10,5; ou seja, superior a 2 e inferior a 12,5, conforme tabela 4.18.
O efluente gerado na remoção de íons Pb 2+ na solução de 500g.L-1 de uréia em ácido
acético 2mol.L-1 por precipitação com 2,0g de NaCl, segunda etapa do processo
hidrometalúrgico, foi avaliado segundo os parâmetros inorgânicos arsênio, ferro e chumbo
para lançamento de efluentes estabelecidos pela da Deliberação Normativa Conjunta
COPAM/CERH-MG N°1 (2008). Os resultados constam na tabela 4.19, a seguir.
96
Tabela 4.19.: Concentração dos parâmetros arsênio, ferro e chumbo no efluente gerado
durante o tratamento do resíduo copela, pelo método hidrometalúrgico, estabelecido pela
da Deliberação Normativa Conjunta COPAM/CERH-MG N°1 (2008).
Parâmetros
Concentração obtida no
extrato lixiviado (mg.L-1).
Arsênio
<0,0598
Limites máximos
estabelecidos pela DN
COPAM/CERH-MG N° 1
(mg.L-1)
0,2
Ferro
<0,515
15
Chumbo
3191
0,1
Conforme tabela 4.19, o efluente gerado na etapa de precipitação dos íons Pb2+, na solução
500g.L-1 de uréia em ácido acético 2mol.L-1, por NaCl, não pode ser descartado nas redes
coletoras de esgoto, uma vez que a concentração do parâmetro chumbo no referido efluente
(3191mg.L-1) excede o limite máximo (0,1mg.L-1) estabelecido pela COPAM/CERH-MG
N°1 de 2008.
4.6. CUSTO DOS PROCESSOS PARA RECUPERAÇÃO DE Pb
O balanço financeiro com relação aos reagentes consumidos e produtos obtidos a cada
100Kg do resíduo copela tratados, respectivamente pelos processos de fusão alcalina e
hidrometalúrgico para recuperação de Pb, consta nas tabelas 4.20 e 4.21, a seguir.
Tabela 4.20.: Balanço financeiro entre o consumo de reagentes e produto obtido pelo
tratamento de 100Kg do resíduo copela pelo processo de fusão alcalina.
S
NaOH
Pb
Quantidade (kg)
10
60
34,51
Valor/Kg (R$)
2,80
2,65
3,58
Valor total (R$)
28,00
159,00
123,54
Balanço
R$ 63,50 negativos
97
Tabela 4.21.: Balanço financeiro entre o consumo de reagentes e produto obtido pelo
tratamento de 100Kg do resíduo copela pelo processo hidrometalúrgico.
Uréia
Ác. Acético
NaCl
PbCl2
Quantidade
400Kg
91,76L
40Kg
37,58Kg
Valor/Kg ou L (R$)
2,00
3,80
0,28
226,00
Valor total (R$)
800,00
348,69
11,20
8493,08
Balanço
R$ 7.333,00 positivos
Apesar de, no processo de fusão alcalina, o balanço financeiro com relação aos reagentes
consumidos e produtos obtidos ser negativo (tabela 4.20), não se pode concluir que ele seja
inviável economicamente uma vez que, não foram feitos estudos com relação à
recuperação dos reagentes utilizados no processo. Além disso, há um custo associado à
disposição do resíduo copela que também não foi avaliado.
Já no processo hidrometalúrgico, o balanço financeiro com relação aos reagentes
consumidos e produto obtido, sem levar em consideração o custo com a disposição dos
resíduos e efluentes gerados, além do investimento com equipamentos, foi positivo,
apresentando um lucro de R$ 7.333,19 (tabela 4.21) para cada 100Kg do resíduo copela
submetidos ao referido processo.
98
CAPÍTULO 5
5. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
5.1. CONCLUSÕES
Os principais constituintes do resíduo copela são MgO e PbO e a percentagem m/m desses
constituintes, no referido resíduo, varia de acordo com a matriz do minério analisado, mas,
geralmente eles estão presentes em concentrações em torno de 40%m/m.
O resíduo copela foi classificado como Perigoso – Classe I, segundo ABNT NBR 10.004
(2004) por apresentar 2065mg.L-1 de chumbo no extrato lixiviado, sendo codificado como
D008 - Tóxico.
Os ensaios realizados demonstraram que, mesmo em granulometrias inferiores a 45µm,
não houve liberação dos constituintes do resíduo copela.
A eficiência de recuperação de Pb pelo processo de fusão alcalina nas condições ideais
(650°C, 15min, 0,50g de S e 3,00g de NaOH) foi de 81,39%.
No processo hidrometalúrgico para extração de PbO do resíduo copela, a adição uréia às
soluções lixiviantes mais eficientes, respectivamente ácido acético 2mol.L-1 e 1:1,
proporcionou um aumento no potencial de extração das mesmas, destacando a solução de
500g.L-1 de uréia em ácido acético 2mol.L-1 que extraiu 96,03% do PbO contido no resíduo
copela, sendo, portanto a mais eficiente dentre as soluções avaliadas.
Essa eficiência de extração de Pb no resíduo copela, pelo processo hidrometalúrgico, é
maior quando a relação massa de resíduo/volume de solução lixiviante utilizada é igual a
1/8, ou seja, quando se utiliza 40mL da solução lixiviante para 5,00g do resíduo copela.
Além disso, essa eficiência cresce com o aumento da concentração das soluções lixiviantes
utilizadas, com exceção da solução de ácido clorídrico na qual a maior eficiência de
extração de PbO foi observada ao se utilizar a solução de 0,1mol.L-1.
99
A maior eficiência de precipitação do chumbo, a partir da solução 500g.L-1 de uréia em
ácido acético 2mol.L-1, foi obtida quando utilizadas 2,00g de cloreto de sódio (68,69%), ou
seja, uma massa de cloreto de sódio 10 vezes maior que a de Pb2+ em solução (0,1997g).
O efluente gerado na etapa de precipitação dos íons Pb 2+, por NaCl, na solução 500g.L-1 de
uréia em ácido acético 2mol.L-1, não pode ser descartado nas redes coletoras de esgoto por
apresentar 3191mg.L-1 de chumbo, superior ao limite máximo (0,1mg.L-1) estabelecido
pela COPAM/CERH-MG N°1 de 2008 .
O mesmo ocorre com o efluente gerado no processo de fusão alcalina, por apresentar
2,93mg.L-1 de arsênio, também superior ao limite máximo (0,2mg.L-1) estabelecido pela
COPAM/CERH-MG N°1 de 2008 .
Os resíduos gerados durante o tratamento do resíduo copela, tanto pelo processo de fusão
alcalina como pelo hidrometalúrgico, foram classificados como Não – Perigosos – Classe
II, segundo ABNT NBR 10.004 (2004), uma vez que todos os parâmetros analisados no
extrato lixiviado encontram-se dentro do limite estabelecido pelo anexo F da referida
norma.
5.2. PROPOSTAS PARA NOVOS ESTUDOS
Como continuação dos estudos iniciados neste trabalho, seria interessante fazer um estudo
complementar conforme sugestões a seguir:
Estudar a precipitação dos íons Pb 2+ na solução de 500g.L-1 de uréia em ácido
acético utilizando outros agentes precipitantes, tais como cal (Ca(OH)2) e
metassilicato de sódio (Na2SiO3);
Estudar a recuperação dos reagentes utilizados nos métodos de fusão alcalina e
hidrometalúrgico e a possibilidade de reutilização dos mesmos nos respectivos
métodos.
Promover a otimização multifatorial do processo de fusão alcalina.
100
Estudar o processo eletrohidrometalúrgico para recuperação do chumbo presente no
resíduo copela, conforme sequência a seguir:
Converter o PbO contido no resíduo copela a PbS;
Lixiviar o PbS obtido com uma solução de fluorborato férrico para obtenção de
uma solução eletrolítica rica em íons chumbo e ferro;
Estudar a deposição eletrolítica do chumbo na solução eletrolítica obtida;
Comparar a eficiência e o custo do método eletrohidrometalúrgico aos métodos
estudados neste trabalho (fusão alcalina e hidrometalúrgico).
101
CAPÍTULO 6
6. REFERÊNCIAS
AFONSO, J. C.; NORONHA, L. A.; FELIPE, P. R.; FREIDINGER. N. Gerenciamento de
resíduos laboratoriais: Recuperação de elementos e preparo para descarte final. Química
Nova. [S.I.], v. 26, n. 4, p. 602-611, 2006.
AHMED, F. The battery recycling loop: a European perspective. Journal of Power
Sources. [S.I.], v. 59, p. 107–111, 1996.
AMER, A. M. Processing of copper anodic-slimes for extraction of valuable metals. Waste
Management. Egypt. v. 23. p. 763–770, 2003.
ANDREWS, D.; RAYCHAUDHURI, A.; FRIAS, C. Environmentally sound technologies
for recycling secondary lead. Journal of Power Sources. [S.I.], v. 88, p. 124–129, 2000.
ANGELIS, G.; MEDICE, F.; MONTEREALI, M. R.; PIETRELLI, L. Reuse of residues
arising from lead batteries recycle: a feasibility study. Waste Management. Itália. v. 22, n.
8, p. 925-930, 2002.
ASSOCIAÇÃO BRASLEIRA DE NORMAS TÉCNICAS. NBR 10002: Minério de Ouro
– Determinação de Ouro Análise Química. Rio de Janeiro, 1987.
______. NBR 10004: Resíduos sólidos - Classificação. Rio de Janeiro, 2004.
______. NBR 10005: Procedimento para obtenção do extrato lixiviado de resíduos sólidos.
Rio de Janeiro, 2004.
______. NBR 10007: Amostragem de resíduos sólidos. Rio de Janeiro, 2004.
102
ATZNI, C.; MASSIDA, L.; SANNA, U. Use of granulated slag from lead and zinc
processing in concrete technology. Cement and Concrete Research. [S.I.], v. 26, n. 9, p.
1381-1388, 1996.
AYDOGAN, S.; ARAS, A.; UÇAR, G.; ERDEMOGLU, M. Dissolution kinetics of galena
in acetic acid solutions with hydrogen peroxide. Hydrometallurgy. [S.I.], v. 89, p. 189–
195, 2007.
BACCAN, N. A.; ANDRADE, J. C.; GODINHO, O. E. S. Química Analítica Quantitativa
Elementar. 3. Ed. São Paulo: Edgard Blucher, 2003. 234 p. ISBN 851202962.
BARBOSA JÚNIOR, F.; RAMIRES, I.; RODRIGUES, M. H. C.; PIERRE, T. D. S.;
CURTIUS, A. J.; BUZALAF, M. R.; GERLACH, R. F.; TANUS-SANTOS, J. E.
Contrasting effects of age on the plasma/whole blood lead ratio in men and women with a
history of lead exposure. Environmental Research. [S.I.], v. 102, p. 90-95, 2006.
BAREFOOT, R. R.; VAN LOON, J. C. Recent advances in the determination of the
platinum group elements and gold. Talanta. [S.I.], v. 49, p. 1-14, 1999.
BATCHELOR, B. Overview of waste stabilization with cement. Waste Management.
[S.I.], v. 26, p. 689–698, 2006.
BONNET, C.; BOUQUILLON, A.; TURRELL, S.; DERAM, V.; MILLE, B.;
SALOMON, J.; THOMASSIN, J. H.; FIAUD, C. Alteration of lead silicate glasses due
to leaching in heated acid solutions. Journal of Non-Crystalline Solids. [S.I.], v. 323,
p. 214–220, 2003.
BRASIL. Deliberação Normativa Conjunta COPAM/CERH-MG n°01, de 05 de maio de
2008. Dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o seu
enquadramento, bem como estabelece as condições e padrões de lançamento de efluentes,
e dá outras providências. Diário Executivo [de] Minas Gerais, Belo Horizonte,
13/05/2008. Disponível em: http://www.siam.mg.gov.br/sla/download.pdf Acesso em: 15
dez. 2010.
103
BRASIL. NR nº. 15, de 8 de junho de 1978. Atividades e Operações insalubres. Diário
Oficial [da] União, Brasília, DF, 13, jan. 2006.
BRASIL. Resolução nº. 357, de 17 de março de 2005. Dispõe sobre a classificação dos
corpos de água e diretrizes ambientais para o seu enquadramento bem como estabelece
condições e padrões de lançamento de efluentes e dá outras providências. Diário Oficial
[da]
União,
Brasília,
DF,
18
mar.
2005.
Disponível
<http://www.mma.gov.br/port/conama/processos/61AA3835/LivroConama.pdf>
em:
Acesso
em: 05 ago. 2010.
BUKHBINDER, G. L.; KORDA, T. M.; DEMIDOVA, M. G.; GUS’KOVA, E. A.;
TORGOV, V. G. Determination of platinum-group metals and gold in the group extract by
inductively coupled plasma atomic emission spectrometry after the autoclave
decomposition of geological samples. Journal of Analytical Chemistry. [S.I.], v. 64, n.
6, p. 593–601, 2009.
BUTT, T. E.; ODUYEMI, K. O. K. A holistic approach to Concentration Assessment of
hazards in the risk assessment of landfill leachate. Environment International. [S.I.], v.
28, p. 597-608, 2003.
CAPORALI, S.; BELLANDI, S.; INNOCENT, M.; LOPILATO, O.; ROMUALDI, L.;
PEZZATINI, G. Determination of gold in alloys via potentiometric titration; an alternative
to the fire assay. Gold Bulletin. [S.I.], v. 43, n. 2, p. 122-130, 2010.
CHACÓN-SANHUEZA, A. E.; FONTANETTI, A. R . Novos Processos de Reciclagem de
Chumbo. Matéria. [S.I.], v. 11, n. 2, p. 146-154, 2006.
CHACÓN-SANHUEZA, A. E. Desenvolvimento na indústria de acumulação de
energia em baterias chumbo-ácido: processos alternativos de recuperação de chumbo.
2007. 121f. Tese (Doutorado em Ciências e Tecnologia de Materiais) – Faculdade de
Ciências/UNESP, Bauru, 2007.
104
CIBA, J.; OTAJKIN, M. Z.; KLUCZKA, J.; LOSKA, K.; CEBULA, J. Comparison of
methods for leaching heavy metals from composts. Waste Management. [S.I.], v. 23, p.
897–905, 2003.
SAVARD, D.; BARNES, S. J.; MEISEL, T. Comparison between nickel-sulfur fire assay
Te co-precipitation and isotope dilution with high-pressure asher acid digestion for the
determination of platinum-group elements, rhenium and gold. Geostandards and
Geoanalytical Research. [S.I.], v. 34, n. 3, p. 281-291, 2010.
Departamento Nacional de Produção Mineral (DNPM). Economia Mineral do Brasil
2009.
763p,
2009.
Disponível
em:
<http://www.dnpm.gov.br/conteudo.asp?IDSecao=68&IDPagina=1461>, Acesso em: 05
ago. 2010.
Departamento Nacional de Produção Mineral (DNPM). Sumário Mineral 2010. v. 29,
104p,
2010.
Disponível
em:
<https://sistemas.dnpm.gov.br/publicacao/mostra_imagem.asp?IDBancoArquivoArquivo=
4544>, Acesso em: 08 out. 2010.
ENVIRONMENTAL PROTECTION AGENCY. Recovery of Metals from Sludges and
Wastewaters. Cincinnati: 1991, 6p.
FARAGE, Rogério. M. P. Aproveitamento dos resíduos lignocelulósicos gerados no
Pólo Moveleiro de Ubá para fins energéticos. 2009. 105f. Dissertação (Mestrado em
Engenharia Ambiental) – UFOP, Ouro Preto, 2009.
FARAHAMAND, F.; MORADKHANI, D.; SAFARZADEH, M. S.; RASHCHI, F.
Opmization and kinectics of the cementation of lead with aluminum powder.
Hydrometallurgy. [S.I.], v. 98, p. 81-85, 2009.
FERRACIN, L. C.; CHÁCON-SANHUEZA, A. E.; DAVOGLIO, R. A.; ROCHA, L. O.;
CAFFEU, D. J.; FONTANETTI, A. R.; ROCHA-FILHO, R. C.; BIAGGIO, S. R.;
BOCCHI, N. Lead recovery from a typical Brazilian sludge of exhausted lead-acid
105
batteries using an electrohydrometallurgical process. Hydrometallurgy. [S.I.], v. 65, p.
137-144, 2002.
FIGUEIREDO, A. M. G.; OLIVEIRA, V. X.; MELFI, A. J. Determinação de ouro a nível
de traços em amostras de itabirito intemperizado do quadrilátero ferrífero por análise por
ativação com nêutrons. Geochimica Brasiliensis. Brasil. 1997.
FREEMAN, H. M. (Ed.). Standard Handbook of Hazardous Waste Treatment and
Disposal. 2th. ed. New York, US: McGraw-Hill, 1997.
FUNDAÇÃO ESTADUAL DO MEIO AMBIENTE (FEAM). Resultados do inventário
estadual de resíduos sólidos industriais do Estado de Minas Gerais: período de maio
de 2001 a setembro de 2003. Belo Horizonte, 2003, 89p.
FUNDAÇÃO ESTADUAL DO MEIO AMBIENTE (FEAM). Resultados do inventário
estadual de resíduos sólidos industriais do Estado de Minas Gerais: período de
janeiro a dezembro de 2007. Belo Horizonte, 2008, 65p.
GARCIA, R. Combustíveis e Combustão Industrial. 1. ed. Rio de Janeiro: Interciência,
2002. 78p.
GEYSEN, D.; IMBRECHTS, K.; VANDECASTEELE, C.; JASPERS, M.; WAUTERS,
G. Immobilization of lead and zinc in scrubber residues from MSW combustion
using soluble phosphates. Waste Management. [S.I.], v. 24, p. 471-481, 2004.
GLASSER, F. P. Properties of cement waste composites. Waste Management. [S.I.],
v. 16, p. 159-168, 1996.
GOMES, Gabriel. M. F. Redução do Impacto Ambiental da Escória de Obtenção de
Chumbo por Via Secundária. 2006. 108f. Dissertação (Mestrado em Engenharia
Química) – Departamento de Engenharia Química/Universidade Federal do Rio Grande do
Sul, Porto Alegre, 2006.
106
HALL, G. E. M.; BONHAM-CARTER, G. F.; MACLAURIN, A. I.; BALLANTYNE, S.
B. Comparison of instrumental neutron activation analysis of geological materials with
other multielement techniques. Talanta. Great Britain, v. 37, n. 1, p. 135-155, 1990.
HAMER, G. Solid waste treatment and disposal: effects on public health and
environmental safety. Biotechnology Advances. Irlanda, v. 22, p. 71-79, 2003.
Instituto Nacional de Metrologia, Normalização e Qualidade Industrial (INMETRO).
Orientações Sobre Validações de Métodos de Ensaios Químicos. DOQ-CGCRE-008.
Revisão 1, 36p, 2003.
IOANNIDIS, A. I.; ZOUBOULIS, A. I. Selective removal of lead and bromide from a
hazardous industrial solid waste using limited acid demand and separation factor at
ambient conditions. Journal of Hazardous Materials. [S.I.], v. 131B, p. 46–58, 2006.
JUVONEN, R.; KONTAS, E. Comparison of three analytical methods in the determination
of gold in six finnish gold ores, including a study on sample preparation and
sampling. Journal of Geochemical Exploration. [S.I.], v. 65, p. 219–229, 1999.
JUVONEN, R.; LAKOMAA, T.; SOIKKELI, L. Determination of gold and the platinum
group elements in geological samples by ICP-MS after nickel sulphide fire assay:
difficulties encountered with different types of geological samples. Talanta. [S.I.], v. 58,
p. 595-603, 2002.
KHUDENKO, B. M. Mathematical models of cementation processes. Journal of
Environmental Engineering. v. 113, p. 681–702, 1987.
KIHARA, Y. Co-Processamento – Visão Geral da Prática no Mundo e no Brasil. In:
WORKSHOP CO-PROCESSAMENTO, 2009, Paraná, Brasil. Disponível em:
<http://www.cema.pr.gov.br/arquivos/File/CoprocessCEMA2009[12742].pdf>. Acesso
em: 07 jun. 2010.
107
KLEMM, D.; KLEMM, R.; MURR, A. Gold of the Pharaohs – 6000 years of gold mining
in Egypt and Núbia. African Earth Sciences. [S.I.], v. 33, p. 643–659, 2001.
KNIESS, C. T.; LOPES, C. N.; CHECCHINATO, F.; GUARIDO, C. E. M.; MILANEZ,
K.; KUHNEN, N. C.; RIELLA, H. G.; MACHADO, R. F.; NOVAIS, A. N.
Reaproveitamento de Resíduos Industriais - Uma revisão. Química Nova 002/2002
Universidade Federal de Santa Catarina (UFSC).
KREUSCH, MARCIO A. Avaliação com propostas de melhoria do processo industrial
de reciclagem de chumbo e indicação de aplicabilidade para a escória gerada. 2005.
129f. Dissertação (Mestrado em Engenharia Química) – Setor de Tecnologia/UFPR,
Curitiba, 2005.
LAURUS, K. A.; FLETCHER, W. K. Gold distribution in glacial sediments and soils at
Boston Property, Nunavut, Canadá. Journal of Geochemical Exploration. [S.I.], v. 67, p.
271-285, 1999.
LAUWERYS, R. R.; LAVENNE, F – Précis de Toxicologie Industrielle et des
Intoxicacions Professionelles. 1. ed. Gembloux: Duculot S/A, 1972. 609 p.
LEE, D. Effect of calcite on Pb-doped solidified waste forms in leaching. Chemosphere.
[S.I.], v. 63, p. 1903–1911, 2006.
LEE, M. S.; AHN, J. G.; AHN, J.W. Recovery of copper, tin and lead from the spent nitric
etching solutions of printed circuit board and regeneration of the etching solution.
Hydrometallurgy. [S.I.], v. 70, p. 23–29, 2003.
MARSDEN, J. O.; HOUSE, C. L. The Chemistry of Gold Extraction. 2. ed. Littleton,
Colorado: Society of Mining, Metallurgy, and Exploration, Inc (SME), 2006. 680p., 31cm.
Inclui índice. ISBN 9780873352406.
LIDE, D. R. Handbook of Chemistry and Phisics. 76. ed. Boca Raton, London: CRC
Press, 1995-1996.
108
LUZ, A. B.; SAMPAIO, J. A.; ALMEIDA, S. L. M. (Ed.). Tratamento de Minérios. 4.
ed. rev. Rio de Janeiro: CETEM/MCT, 2004. 858 p., il., 25cm. Inclui índice. ISBN
85-7227-204-6.
MACHADO, Iraci. P. Avaliação Ambiental do Processo de Reciclagem do Chumbo.
2002. 144f. Dissertação (Mestrado em Engenharia Mecânica) – Faculdade de Engenharia
Mecânica/Universidade Estadual de Campinas, 2002.
MAGALHÃES, Fernanda B. de. Estudo de rotas de tratamento e disposição de resíduo
de análise de ouro por chumbo-fire assay. 2008. 70f. Dissertação (Mestrado em
Engenharia Ambiental) – ICEB/UFOP, Ouro Preto, 2008.
MAJA, M.; BODOARDO, S.; SERRACANE, C.; BAUDINO, R. Dissolution of pastes in
lead-acid battery recycling plants. Journal of Applied Electrochemistry. [S.I.], v. 23, p.
819–826, 1993.
MAKHLOUFI, L.; SAIDANI, B.; HAMMACHE, H. Removal of lead ions from acid
aqueous solutions by cementation on iron. Water Research. Grã-Bretanha. v. 34, n. 9, p.
2517-2524, 2000.
MANEQUINI A. C. Process for the Hydrometallurgical and Electrochemical
Treatment of the Active Mass of Exausted Lead Batteries; to obtain Electrolytic Lead
and Elemental Sulfur. Patente Americana 5.879.830, 1997.
MARINGOLO, V. Clínquer co-processado: Produto de tecnologia integrada para
sustentabilidade e competitividade da indústria de cimento. 2001. 174f. Tese de
doutoramento. Universidade de São Paulo, 2001.
MARSDEN, J. O.; HOUSE, C. L. The Chemistry of Gold Extraction. 2. ed. Littleton,
Colorado: Society of Mining, Metallurgy, and Exploration, Inc (SME), 2006. 680p., 31cm.
Inclui índice. ISBN 9780873352406.
109
MATTOS, R. Q. de.; FERREIRA, O. M. Recuperação de chumbo de baterias
automotivas, análise de risco dos resíduos resultantes. Universidade católica de Goiás,
Goiânia,
dez.
2007.
17f.
Disponível
em:
<http://www.ucg.br/ucg/prope/cpgss/ArquivosUpload/36/file/Continua/RECUPERA%C3
%87%C3%83O%20DE%20CHUMBO%20DE%20BATERIAS%20AUTOMOTIVAS,%2
0AN%C3%81LISE%20DE%20RISCO%20DOS%20RES%C3%8DDUOS%20RESULTA
NTE.pdf> Acesso em: 26 set. 2010.
MAVROPOULOS, E. Hidroxiapatita como removedora de chumbo. 1999. 105f.
Dissertação (Mestre em Saúde Pública) – Escola Nacional de Saúde Pública, Rio de
Janeiro, 1999.
MCINTOSH, K. S.; AUER, D.; KOCH, K. R.; EKSTEEN, J. J. Integrating pyrometallurgy
and robotic systems engineering: Fully automated fire laboratory for rapid PGE analysis.
Minerals Engineering. [S.I.], v. 19, p. 219-231, 2006.
MOORE, J. J. Chemical Metallurgy.1. ed. London: Butterworths, 1981. 453p.
MORACHEVESKII, A. G. New lines in lead battery scrap recycling. Russian Journal of
Applied Chemistry. [S.I.], v. 70, n. 1, p. 1-12, 1996.
MOREIRA, F. R.; MOREIRA, J. C. A importância da análise de especiação do chumbo
em plasma para a avaliação dos riscos à saúde. Química Nova. [S.I.], v. 27, n. 2, p. 251260, 2004.
MOUTSATSOU, A.; GREGOU, M.; MATSAS, D.; PROTONOTARIOS, V. Washing as a
remediation technology applicable in soils heavily polluted by mining–metallurgical
activities. Chemosphere. [S.I.], v. 63, p. 1632-1640, 2006.
MUIR, A.; MITCHELL, J.; FLATMAN, S. R.; SABBAGHA, C. A practical guide to retreatment of gold processing residues. Minerals Engineering. [S.I.], v. 18, p. 811-824,
2005.
110
OLPER, M.; MACCAGNI, M.; COSSALI, S. Process for Regenerating Sodium
Sulphide from the Sodium Sulphate which forms in Treating Lead Past from
Exhausted Batteries. Patente Americana 5.879.830, 1999.
ORHAN, G. Leaching and cementation of heavy metals from electric arc furnace dust in
alkaline médium. Hydrometallurgy. [S.I.], v. 78, p. 236–245, 2005.
PAOLIELLO, M.
M. B.; CHASIN, A.
A. M. Ecotoxicologia do chumbo e seus
compostos. Salvador: CRA, 2001. v. 3, 144p., 15 x 21cm. ISBN 85-88595-02-8.
PAYNE, J. R. Lead nitrate: a thermal solubility study. Thermochimica Acta. [S.I.],
v. 259. p. 207-213, 1995.
PENPOLCHAROEN, M. Utilization of secondary lead slag as construction material.
Cement and Concrete Research. Tailândia. v. 35, p. 1050– 1055, 2005.
PRENGAMAN, R. D.; MORGAN, C.; HINE, E.; HOMER, P.; GRIFFIN, G. M. Process
for recycling lead-acid batteries. Patente Americana 6177056, 2001.
RAGHAVAN, R.; MOHANAN, P. K.; SWARNKAR, S. R. Hydrometallurgical
processing of lead-bearing materials for the recovery of lead and silver as lead concentrate
and lead metal. Hydrometallurgy. [S.I.], v. 58, p. 103–116, 2000.
RAI, U. N.; PANDEY, K.; SINHA, S.; SINGH, A.; SAXENA, R.; GUPTA, D. K.
Revegetating
fly ash
landfills
with Prosopis juliflora L.: impact of different
amendments and Rhizobium inoculation. Environment International. [S.I.], v. 30, p.
293-300, 2004.
RAMUS, K.; HAWKINS, P. Lead acid battery recycling and the new Isasmelt process.
Journal of Power Sources. [S.I.], v. 42, p. 299–313, 1993.
111
RAO, C. R. M.; REDDI, G. S. Platinum group metals (PGM): occurrence, use and recent
trends in their determination. Trends in Analytical Chemistry. [S.I.], v. 19, n. 9, p. 565586, 2000.
RESANO, M.; RUIZ, E. G.; MCINTOSH, K. S. VANHAECKE, F. Laser ablationinductively coupled plasma-dynamic reaction cell-mass spectrometry for the determination
of platinum group metals and gold in NiS buttons obtained by fire assay of platiniferous
ores. Journal of Analytical Atomic Spectrometry. [S.I.], v. 23, n. 12, p. 1599-1609,
2008.
ROY,
P.;
BALARAM,
V.;
SAWANT,
S.;
SUBRAMANYAM,
K.
S.
V.;
SATYANARAYAN, M.; VANI, K.; SRIVALLI, K. Determination of platinum group
elements and gold in Kimberlites by ICP-MS: modified decomposition procedure using
double NiS Fire Assay followed by Te coprecipitation. Atomic Spectroscopy. [S.I.], v. 31,
n. 2, p. 35-43, 2010.
SAMPAIO, C. H.; TAVARES, L. M. M. (Ed.). Beneficiamento Gravimétrico: uma
introdução aos processos de concentração mineral e reciclagem por densidade. 1. ed.
Porto Alegre: UFRGS, 2005. 31 p.
SANCHEZ, F.; MATTUS, C.; MORRIS, M.; KOSSON, D. S. Leaching of inorganic
contaminants from cement-based waste materials as a result of carbonation during
intermittent wetting. Waste Management. [S.I.], v. 22, p. 249-260, 2002.
SCHWARTZ, L. D.; ETSELL, T. H. The cementation of lead from ammoniacal
ammonium sulfate solution. Hydrometallurgy. v. 47, p. 273–279, 1998.
SHIBUYA, Elisa Kayo. Acoplamento Laser-Espectrômetro de Massa de Dupla
Focalização com Fonte de Plama Induzido (LA-HR-ICPMS): Estudos Fundamentais
e Análises Quantitativas em Amostras Sólidas. 1999. 170f. Dissertação (Mestre em
Ciências na área de Tecnologia Nuclear – Materiais – Instituto de Pesquisas Energéticas e
Nucleares associado à Universidade de São Paulo, São Paulo, 1999.
112
SIMON, U.; BRUGGEMANN, R.; PUDENZ, S. Aspects of decision support in Water
management – example Berlim and Potsdam (Germany) I – Spatilly differentiated
evaluation. Water Research. Germany, v. 38. p. 1809-1816, 2004.
SLAPIĆ, M. A.; THACKSTON, E. L.; WILSON, D. J. Improvements in foam flotation for
lead removal. Journal of Water Pollution Control Federation. v. 3, p. 238–243, 1982.
SMITH, L.; JEFFREY, M.; BARTH, E. (Ed.). Recycling and Reuse of Industrial wastes.
1. ed. Columbus: BATTELLE PRESS, 1995. 99 p.
SONMEZ, M. S.; KUMAR, R. V. Leaching of waste battery paste components. Part 1:
lead citrate syntesis from PbO and PbO2. Hydrometallurgy. [S.I.], v. 95, p. 53-60, 2009.
SONMEZ, M. S.; KUMAR, R. V. Leaching of waste battery paste components. Part 2:
leaching and desulphurisation of PbSO4 by citric acid and sodium citrate solution.
Hydrometallurgy. [S.I.], v. 95, p. 82-85, 2009.
SOUZA, V. P. de.; LINS, F. A. F. Recuperação de ouro por amalgamação e cianetação:
problemas ambientais e possíveis alternativas. Série Tecnológica Mineral N° 44
CETEM/CNPQ, Rio de Janeiro, 1989.
SUNYALI, GUANXIYUN, DUANDAO. Determination of platinum group elements by
inductively coupled plasma-mass spectrometry combined with nickel sulfide fire assay and
tellurium coprecipitation. Spectrochimica Acta Part B. [S.I.], v. 53, p. 1463–1467, 1998.
TORGOV, V. G.; KORDA, T. M.; DEMIDOVA, M. G.; GUS’KOVA, A.;
BUKHBINDER, G. L. ICP AES determination of platinum group elements and gold in
collective extract and strip product solution in analysis of geological samples. Journal of
Analytical Atomic Spectrometry. [S.I.], v. 24, n. 11, p. 1465–1558, 2009.
TULLY, E.; LUCEY, B. M. A power GARCH examination of the gold market. Research
in International Business and Finance. [S.I.], v. 21, p. 316-325, 2007.
113
UCHIDA, M.; KIKUCHI, K.; OKUWAKI, A. Decomposition of NO3- by lead pellets with
wet ball milling. Waste Management. JAPAN. v. 19, p. 213-219, 1999.
U.S. GEOLOGICAL SURVEY. Historical statistics for mineral and material
commodities in the United States. [S.I.]: U.S. Geological Survey Data Series 140, 2005.
Disponível em < http://pubs.usgs.gov/ds/2005/140/> Acesso em: 15 ago. 2010.
VALDEZ, H. Lead battery markets and recycling in Mexico and South America. Journal
of Power Sources. [S.I.], v. 67, p. 219–223, 1997.
VANHAECKE, F.; RESANO, M.; KOCH, J.; MCINTOSH, K.; GUNTHER, D.
Femtosecond laser ablation-ICP-mass spectrometry analysis of a heavy metallic matrix:
Determination of platinum group metals and gold in lead-fire assay buttons as a case study.
Journal of Analytical Atomic Spectrometry. Florida, v.25, n.8, p.1173-1360, 2010.
VISVANATHAN, C. Hazardous waste disposal. Resources, Conservation and
Recycling. [S.I.], v. 16, p. 201-212, 1996.
VOGUEL, A. I. Química Analítica Qualitativa. Tradução: Antônio Gimeno. 5. ed. rev.
por G. Svehla. São Paulo: Mestre Jou, 1981. 665p., 23cm. Inclui índice.
VOLPE, M; OLIVERI, D.; FERRARA, G.; SALVAGGIO, M.; PIAZZA, S.; ITALIANO,
S.; C. SUNSERI, C. Metallic lead recovery from lead-acid battery paste by urea acetate
dissolution and cementation on iron. Hydrometallurgy. [S.I.], v. 96, p. 123-131, 2009.
WORD HEALH ORGANIZATION. Lead Environmental Aspects, Environmental
Health Criteria 85. Geneva: 1989, 106p.
YOVANOVIC, A.P. Engenharia da Cominuição e Moagem em Moinhos Tubulares. 1.
ed. Belo Horizonte: YOVANOVIC, A.P., 2006. 400 p.
114
ZHANG, J.; LIU, J.; LI, C.; JIN, Y.; NIE, Y.; LI, J. Comparison of the fixation effects of
heavy
metals
by
cement
rotary
kiln
co-processing
and
cement
based
solidification/stabilization. Journal of Hazardous Materials. v. 165, p. 1179–1185, 2009.
ZOPPI, G; DI SOVICO, D. Process for the Production of Alkali Metal Hydroxides and
Elemental Sulfur from Sulfur-Containing Alkali-Metal Salts. Patente Americana
5.391.267, 1995.
115