Ensaios por Partículas Magnéticas- Equipamentos de Magnetização"No
Contact"
Clayton Moura de Oliveira
ITW - Chemical Products Ltda
Trabalho apresentado na 6ª Conferência sobre Tecnologia de Equipamentos
Salvador/BA, 19 a 21 de Agosto de 2002
SINOPSE
Os equipamentos de magnetização utilizados nas inspeções por Partículas
Magnéticas estão a cada dia que passa se adequando mais aos tipos de processos em
que serão empregados. Projetados de acordo com as características das peças a serem
ensaiadas e com o volume de inspeções que se prevê realizar, principalmente
voltados aos sistemas de produção e inspeção seriada, os equipamentos “No Contact”
realizam a magnetização das peças de forma multidirecional sem que seja necessária
a utilização da técnica do contato direto. A tecnologia envolvida neste tipo de
Equipamento de Magnetização é justamente a de aplicar seqüencialmente vários
campos magnéticos que percorrerão uma região superficial da peça em vários
sentidos e direções, sem que para isto ocorra na peça a ser ensaiada regiões com
campo nulo ou com resultantes de fluxo magnético que venham a se interferir
negativamente no resultado desejado da magnetização da peça.
Esta técnica permite que a inspeção por Partículas Magnéticas torne-se praticamente
automatizada, ou que então, proceda-se à substituição de métodos menos eficazes
como é o caso de peças de grande porte e geometria complicada, que até então eram
ensaiadas por outras técnicas não tão adequadas.
Apesar de em muitos países já se conhecer bem estes conceitos e ser desde a década
de 60 largamente utilizada, esta técnica pode ser considerada recente no Brasil,
primeiro devido ao pouco conhecimento do mercado brasileiro sobre ela e segundo
devido a qualificação do segmento de Garantia da Qualidade que no Brasil só iniciou
seu desenvolvimento no final da década de 80.
A técnica apresentada é extremamente útil e eficaz para peças do tipo Blocos de
Motores automotivos e aeronáuticos, Trens de Pouso de aeronaves, extremidades de
Tubos Especiais com variado comprimento e diâmetro e peças de geometria
extremamente complicada como são os casos de munhões e suportes de sustentação,
etc..., bem como a alta ergonomia e segurança ao inspetor, que passa a não necessitar
mais colocar e ajustar a peça na máquina para realizar a inspeção. Além disso, é
possível se conseguir economia no tempo total gasto para um ciclo de inspeção de
mais de 30 % já que não é necessário que a peça fique estática durante a
magnetização, mas que apenas passe por um túnel de Bobinas envolventes, onde
além do fluxo magnético a peça também recebe o banho de Partículas Magnéticas,
indo direto para uma cabine escura para a inspeção visual.
INTRODUÇÃO
Com o avanço das industrias, o aumento do volume de produção e, sobretudo a
contínua automatização dos processos produtivos, os sistemas de Ensaios Não
Destrutivos por Partículas Magnéticas não poderiam mais ser tão dependentes do ser
humano. Tendo esta necessidade de acompanhar a automatização industrial, a
MAGNAFLUX lançou no Brasil, em meados de 2000, os primeiros equipamentos
com magnetização Non-Contact.
Este trabalho tem por finalidade a apresentação deste método revolucionário no
Brasil, bem como expor seu princípio de funcionamento e suas vantagens em
comparação com os sistemas comumente utilizados.
PRINCÍPIOS DE FUNCIONAMENTO
Magnetização Longitudinal por Indução
Uma corrente elétrica pode ser utilizada para se induzir um fluxo magnético
perpendicular ao sentido desta corrente aplicada, em materiais ferromagnéticos. O
campo magnético envolve o condutor elétrico e será orientado no sentido
longitudinal internamente quando este condutor possuir um formato de espiral,
(Figura 1). A aplicação da Regra da Mão Direita irá nos mostrar que o Campo
Magnético formado em qualquer ponto do condutor, pela Bobina, estará neste
sentido longitudinal.
(Figura 1)
Quando um objeto ferromagnético é colocado no interior de uma Bobina, que está
conduzindo uma corrente elétrica, as linhas de fluxo magnético se concentram na
direção longitudinal (Figura 2) deste objeto e percorrem longitudinalmente o mesmo.
(Figura 2)
Quando um objeto magnetizado longitudinalmente possui descontinuidades
transversais, um campo de fuga, que atrai Partículas Magnéticas, é produzido e
forma-se uma indicação. A Figura 3 ilustra um típico sistema de Bobina de um
sistema de inspeção por Partículas Magnéticas utilizado para localizar
descontinuidades transversais.
Magnetização Multidirecional
Quando a finalidade do ensaio é a detecção de defeitos em diferentes direções, a
prática mais comumente utilizada é a realização de dois ensaios, um com
magnetização circular e outro com magnetização longitudinal. Dois ou mais campos
em diferentes direções podem ser aplicados ao objeto em inspeção seqüencialmente e
em rápida sucessão.
(Figura 3)
Com uma técnica especial para direcionamento correto dos campos e cálculo de suas
intensidades, a aplicação destes campos simultaneamente ou seqüencialmente
formam resultantes com novas direções, que não se anulam em valores e ou direções,
mas que acabam percorrendo em várias direções o perímetro do objeto de
magnetização. Chama-se esta técnica de Magnetização Multidirecional.
Quando isto é realizado, indicações de partículas magnéticas são formadas quando
descontinuidades são favoravelmente orientadas perpendicularmente à direção de
qualquer um destes campos.
Magnetização Non-Contact
Baseada na técnica da magnetização longitudinal, que é realizada através de Bobinas,
para a indução de campo magnético a um objeto que se encontre no interior desta
bobina, a Magnetização Non-Contact consiste em se posicionar pares de bobinas
alinhadas entre si até que se obtenha uma espécie de túnel, por onde deve se passar o
objeto de magnetização.
Normalmente este tipo de aplicação utiliza três pares de bobinas para a criação de
três campos magnéticos longitudinais. Esta disposição de bobinas é denominada de
Cross Coil. O desenho da Figura 4 mostra parcialmente um Equipamento NonContact, a disposição das Bobinas e o modo de passagem da peça por elas.
Figura 4
Apesar de o objeto de magnetização não transpassar, na prática, o interior de cada
uma destas bobinas, calcula-se a defasagem de cada um destes campos para que a
intensidade final do fluxo magnético na superfície do objeto de magnetização esteja
no mínimo exigido por normas de ensaios por partículas magnéticas e se consiga
assim o resultado desejado na sensibilidade do ensaio.
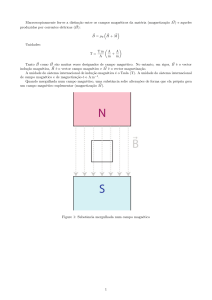
A Figura 5 nos mostra um objeto magnetizado por um equipamento Non-Contact
composto por um cross coil com três jugos de bobinas de magnetização. Nesta figura
podemos observar a direção dos três principais campos magnéticos gerados (Campos
Y, X e Z) e os sentidos dos defeitos que podem ser detectados. A figura ainda não
considera as resultantes dos três campos aplicados, que poderiam detectar
descontinuidades em ângulos diferentes dos apresentados.
Figura 5
APLICAÇÕES
O método de magnetização Non-Contact é indicado a inspeção de peças de
geometria complicada. Os equipamentos até então utilizados para este tipo de peças
possuíam sérios problemas para a realização da magnetização via contato direto
(passagem de corrente elétrica pela peça para a geração de campo magnético
transversal), uma vez que suas geometrias dificultavam a determinação de uma
região ideal para este contato.
Outra indicação do método Non-Contact é para casos onde o volume de produção de
peças é muito grande e os métodos convencionais de magnetização se tornam um
gargalo produtivo. Neste caso o sistema Non-Contact pode reduzir o tempo de
inspeção em até 35%, se comparado com os processos convencionais (Figura 6).
Figura 6
Um exemplo a se citar é a aplicação deste sistema de inspeção para Munhões
automotivos que através da técnica Non-Contact foi possível se ensaiar 850 pçs/hora
com a utilização de apenas um inspetor. Esta máquina foi adaptada na própria linha
de produção deste tipo de peça, portanto as peças passam na máquina através de uma
esteira sem que haja necessidade de qualquer manipulação das mesmas. Neste
exemplo podemos destacar uma redução no tempo de inspeção com o atual sistema,
pelos dois equipamentos e quatro inspetores que antes eram utilizados, de
aproximadamente 40%. Ou seja, o atual sistema (Veja Figura 7) que trabalha apenas
com um equipamento e um inspetor é aproximadamente 40% mais produtivo que
antigo sistema. Além disso, a qualidade na uniformidade da magnetização fez com
que o ensaio se tornasse muito mais sensível. Podemos concluir neste sentido que,
principalmente, em muitos casos em que queremos magnetizar peças com geometria
complicada, a técnica Non-Contact possui, ainda, vantagens sobre as técnicas
convencionais, tanto do ponto de vista produtivo como para a eficiência do ensaio.
Figura 7
COMPARAÇÕES COM OS SISTEMAS CONVENCIONAIS
Vantagens
! Possui maior sensibilidade para peças de geometria muito complicada.
A aplicação de três campos magnéticos induzidos certifica a passagem de
uma intensidade de campo magnético satisfatório por toda extensão da peça,
mesmo possuindo ela muitas regiões de diferentes ângulos e formas.
! Altíssima produtividade (30 a 60% maior que os processos convencionais).
A eliminação de um fator importante em um sistema de inspeção, o preparo
da peça, seu posicionamento e manipulação, já representam um ganho valioso
na administração do tempo de ensaio. O fato de a peça não necessitar parar no
local de magnetização, como acontece na técnica do contato direto, é outro
fator que reduz em muito o tempo total gasto para o ensaio.
! Maior repetibilidade do ensaio.
Pois uma vez que as peças são adequadas a um certo parâmetro de
magnetização e entram no equipamento sempre na mesma posição, não há
mais alteração na magnetização de peça para peça. Outro fator é que toda
regulagem dos parâmetros de ensaio são realizados de forma microprocessada
e então não há variação na intensidade dos campos aplicados, tempos de
ciclos e pulsos de magnetização. Ou seja, o ensaio é amplamente mais
uniformizado.
! Contagem automática do número de peças ensaiadas
Ao se aproximar das Bobinas Magnetizadoras, a peça é detectada por um
sensor que realiza sua contagem. Isto é um grande ganho para o registro do
número de peças de um determinado lote, ou até mesmo sua conferência.
Desvantagens
! Posicionamento das Peças
Em alguns casos é necessário posicionar as peças sempre da mesma forma e
na mesma posição, pois nestes casos a simples mudança de seus
posicionamentos pode interferir na eficiência da magnetização da peça.
! Custo/Benefício do equipamento pode não ser satisfatório
Estes equipamentos são projetados para a inspeção de um altíssimo volume
de peças. Caso contrário o custo/benefício do equipamento se torna alto e a
baixa produtividade não cobre o custo de se investir neste tipo de sistema.
Para estes casos ainda são recomendados os sistemas convencionais de
magnetização de peças.
BIBLIOGRAFIA
Nondestructive Testing Handbook – Magnetic Particle Testing
Second Edition – Volume six – ASNT – 1989
Projeto MAGNAFLUX – 1998 – Multi-directional Non-contact equipment
Jim Rieger –
MAGNAFLYER – The Ultimate Source for Nondestructive Testing Information
December - 1998