Fiorella Del Bianco
Tema: Toyotismo e just-in-time como estratégias que promovem forte vantagem
competitiva.
Objetivo: Apresentar como a adoção de estratégias competitivas diferenciadas
fez da Toyota um modelo de sistema de produção com alta eficácia, qualidade e
lucratividade.
Neste módulo veremos como a adoção de estratégias competitivas
diferenciadas fez da Toyota um modelo de sistema de produção com alta eficácia,
qualidade e lucratividade. O sistema desenvolvido por ela foi disseminado no
mundo e denominado como Toyotismo, proporcionando vantagens competitivas
únicas a essa indústria que até hoje se destaca no mercado pelos seus
processos de gestão de produção diferenciados, entre eles a criação do just-intime.
Recapitulando com um breve histórico da evolução dos processos da gestão
da produção, temos:
1900 - 1910 – Frederick W. Taylor lidera o movimento de racionalização do
trabalho e Henry Ford concebe a linha de produção em série;
1910 - 1920 – Alfred Sloan cria o conceito de um produto para cada tipo de
cliente através de diferentes unidades estratégicas de negócios, consolidando a
preocupação das indústrias em atender às necessidades do mercado;
- 1950 – Surge o Toyotismo, cuja ênfase é a eficiência dos processos e o
combate ao desperdício na produção.
O desenvolvimento do Toyotismo
Após a 2ª Guerra Mundial, os japoneses desenvolveram novas estratégias
baseadas na incansável busca pela qualidade de seus produtos e, na tentativa
de atender às necessidades dos consumidores, criaram assim um novo sistema
de produção denominado “Lean manufacturing” ou “produção enxuta”,
mundialmente conhecido como Toyotismo. Seus criadores foram Taiichi Ohno e
Eiji Toyoda da Toyota Motor Co. em 1950, no Japão.
Gestão da Produção II / Anhembi Morumbi
11
Seus principais objetivos eram viabilizar uma produção flexível que
possibilitasse a fabricação de modelos variados na categoria de automóveis de
passeio, para um mercado pequeno e fragmentado. A princípio, imaginaram que
poderiam aplicar os métodos de produção em massa aprendidos pelos
administradores japoneses nos Estados Unidos, mas as características do
mercado japonês eram muito diferentes da realidade americana, inviabilizando
a implantação dos mesmos métodos.
As características do mercado japonês pós-segunda guerra, as quais levaram
ao desenvolvimento de um modelo específico para atender as suas
necessidades, eram:
• Um mercado limitado com poucas pessoas com poder aquisitivo para a
compra de automóveis.
• Demanda de modelos variados de automóveis, sendo que cada modelo
não oferecia escala suficiente para a produção em massa.
• A força de trabalho japonesa formou fortes sindicatos, os quais exigiam
maiores garantias de emprego, restringindo o direito das empresas em demitir
os funcionários (característica do sistema de produção em massa do Taylorismo
e Fordismo);
• A economia do país, devastada pela guerra, não dispunha de recursos
suficientes para os altos investimentos necessários na implantação de um
sistema de produção em massa.
Tendo em vista todas estas particularidades, a Toyota criou novos métodos
de produção e administração para desenvolver modelos diversificados,
compactos, eficientes, com alta qualidade e em pequena escala, tendo como
foco baixos custos na produção.
As principais características do Toyotismo
• Mecanização flexível: um sistema oposto à rígida automação Fordista, pois
com escalas menores foi possível alterar as tarefas estritamente repetitivas por
tarefas múltiplas baseadas em padrões de tempo e em trabalhos flexíveis.
• Multifuncionalização da mão-de-obra: com este novo sistema, a mão-deobra não podia ser especializada em funções únicas como na produção em
massa, como o país se preocupou em investir na educação e qualificação do
seu povo, foi possível enriquecer o trabalho das fábricas através da realização
de diferentes funções por um mesmo operário;
• Controle de qualidade total: através de programas de treinamento para
conscientização, os funcionários passam a controlar a qualidade de suas
atividades em todos os pontos do processo, levando à “desverticalização” das
estruturas hierárquicas. Esse processo também é conhecido como reengenharia
que permite a redução na quantidade de supervisores e inspetores de qualidade
com relação ao sistema de produção fordista, em que a qualidade era verificada
através de amostras em apenas alguns pontos do processo produtivo;
2
Gestão da Produção II / Anhembi Morumbi
• Sistema just-in-time: como não era possível planejar a produção com
grande antecedência, devido ao extenso e variável leque de produtos, os estoques
foram reduzidos a praticamente zero e os fornecedores passam a produzir e
entregar as peças diretamente na linha de montagem em pequenos lotes e com
maior freqüência.
O Toyotismo foi a opção certa para o Japão, pois somente assim suas
empresas puderam expandir seus produtos mundialmente e o país desenvolveu
um elevado padrão de qualidade, possibilitando a sua entrada em lucrativos
mercados nos países centrais.
Foi na década de 70 que as empresas que adotaram a filosofia Toyotista
assumiram a supremacia produtiva e econômica, principalmente na época da
crise do petróleo, quando o mercado passa a demandar automóveis mais
eficientes, compactos e econômicos, características estas presentes nos carros
japoneses.
• A produção enxuta trata-se de uma automação que possibilita mudanças
freqüentes na linha de produção, possibilitando rápida adequação à inovação de
modelos, tornando essa atividade relativamente fácil e rotineira. Desta forma, a
automação flexível conferiu enorme vantagem competitiva às empresas que
aderiram primeiro a este novo paradigma tecnológico, por conseguir atender às
constantes mudanças dos desejos e necessidades dos consumidores.
O imperativo da competitividade
À medida que as vantagens competitivas de uma determinada empresa
aumentam, cresce também a sua participação no mercado. Sendo assim, uma
empresa deve diferenciar-se com estratégias competitivas superiores as da
concorrência para obter sucesso no mercado.
As estratégias competitivas relacionadas ao processo de gestão da produção,
de acordo com a filosofia da produção enxuta, proporcionam as seguintes
vantagens:
• Custos: este é um objetivo permanente das organizações, a otimização dos
processos produtivos pode reduzir os custos da empresa, levando a um menor
preço de venda ao consumidor ou maior margem de lucratividade à empresa.
• Qualidade: todas as melhorias nos processos para a obtenção de ganhos
na qualidade dos produtos. Oferecem um duplo benefício na vantagem competitiva
das empresas - redução de custos na produção e aumento da satisfação do
consumidor, o que pode ser evidenciado pelo rápido crescimento das empresas
japonesas com significativos ganhos de participação de mercado no mundo
todo.
• Prazos de entrega: quanto menores os estoques intermediários, mais rápido
é o giro da matéria-prima e menores serão os desperdícios e perdas. Ao sair da
linha de produção, o produto pode ser imediatamente colocado no mercado para
que gere receitas “mais cedo”. E, sem dúvida, prazos de entrega menores também
levam a clientes mais satisfeitos.
Gestão da Produção II / Anhembi Morumbi
33
• Flexibilidade: está relacionada à agilidade na adequação da empresa às
mudanças das tendências do mercado, ela deve possuir a flexibilidade necessária
para adaptar seus processos de produção às novas exigências do consumidor.
Quanto mais flexível e rápida tanto maior sua capacidade de se antecipar à
concorrência, ganhando a vantagem competitiva do pioneirismo na inovação.
• Inovação: relaciona-se à capacidade da empresa em antecipar-se às
necessidades dos consumidores, intrínseca à característica da flexibilidade.
• Produtividade: é o resultado-reflexo do sucesso das vantagens competitivas
proporcionadas pelas características anteriores. Todas as decisões estratégicas
relacionadas ao processo de gestão de produção devem buscar uma relação
favorável entre custo e benefício a médio e longo prazo.
Case Toyota
Segundo reportagem publicada na Revista Exame em 16 de março de 2005,
sob o título: “A Toyota ameaça Detroit mais uma vez”, na década de 1980, as
indústrias japonesas colocaram as empresas americanas em estado de
preocupação, pois temiam que todas elas se transformassem em “clones” da
Toyota no que diz respeito à sua produtividade, eficácia e inovação. Apesar da
estagnação vivida pelo Japão nas últimas décadas, a Toyota continuou “sendo a
Toyota” e após trinta anos presente no mercado americano, a montadora continua
incomodando as chamadas “três grandes de Detroit” do mercado automobilístico,
General Motors, Ford e Daimler-Chrysler. A Toyota representa tudo aquilo que as
demais empresas do setor gostariam de ser, “uma máquina de produzir
resultados” crescentes a cada ano.
Qual o segredo da Toyota? Segundo o artigo ele é o mesmo há décadas:
capacidade em criar soluções rápidas para os problemas e flexibilidade para
implementar mudanças, algo “fácil de definir, difícil de copiar”. Assim, a Toyota
recentemente assume o segundo lugar no mundo do mercado automobilístico,
ultrapassando a Ford. Caso continue crescendo a esse ritmo, ela conseguirá
passar a General Motors, líder histórica dessa indústria. Apesar da lógica dos
processos de gestão dos japoneses parecerem simples, levam décadas para
que consigam copiá-los, garantindo ampla vantagem competitiva à Toyota. Seus
264.000 funcionários foram treinados para resolver qualquer tipo de problema
que ocorra na linha de produção, minimizando atrasos em função de eventuais
paradas. Todas suas 26 fábricas, espalhadas pelo mundo em diversos países,
estão em constante busca da flexibilidade. Suas fábricas cada vez mais produtivas
levam a menores custos, possibilitando investimentos em melhorias e em
desenvolvimento de novos produtos, com freqüentes lançamentos de automóveis
mais inovadores do que os da concorrência, criando um círculo virtuoso que
possibilita seu constante crescimento.
4
Gestão da Produção II / Anhembi Morumbi
Por exemplo, a Toyota lançou nos EUA um modelo específico ao promissor
segmento de jovens, o Scion xB, com preços acessíveis para os padrões
americanos, US$ 15.000; outra grande aposta inovadora são os ecocarros, o
Pirus, um modelo híbrido movido à gasolina e eletricidade que se transformou
em um hit nos EUA. Em breve, pretendem lançar as versões híbridas dos modelos
Lexus e Highlander. A empresa obtém todo esse sucesso por possuir como
lema a busca da melhoria contínua em seus processos, um projeto iniciado há
cinco anos denominado CCC21 – Construção da Competitividade de Custos
para o Século 21, que já proporcionou à empresa uma economia de 10 bilhões
de dólares.
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Visite o site da Toyota para conhecer um pouco mais sobre a sua história.
Você sabia que a Toyota começou com o nome de Toyoda, comercializando teares
para a indústria têxtil? Vá à home page: http://www.toyota.com.br, clique no link:
“Sobre a Toyota” e depois no link: “História da Toyota”.
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Como é possível uma empresa garantir seu sucesso e crescimento
permanentes desde 1950 até hoje?
No caso da Toyota, através dos métodos desenvolvidos para a gestão da
produção, em busca de custos continuamente decrescentes, qualidade
excepcional com a meta de defeito zero, sem excesso de estoque, aliados à
flexibilidade, proporcionando a criação de uma quantidade ilimitada de variações
em seus produtos.
As técnicas utilizadas para a obtenção dessas vantagens competitivas foram:
just-in-time (JIT), Kaizen, Kanban, entre outras, as quais, posteriormente,
disseminaram-se também nas indústrias ocidentais.
Just-in-time (JIT)
As raízes dessas técnicas são originárias da cultura japonesa, na qual refugo,
“retrabalho” e desperdícios são inaceitáveis, conduzindo-os à constante busca
pela qualidade absoluta e custo mínimo. A consolidação dessa doutrina com a
aplicação na indústria iniciou-se na década de 70 através da implantação do
Just-in-time (JIT) na Toyota Motor Company, posteriormente disseminada em
muitos países, inclusive de uma forma equivocada, como um conjunto de técnicas
de administração da produção ao invés de como uma filosofia mais ampla que
inclui aspectos de administração de materiais, gestão da qualidade, arranjo
físico, projeto de produto, organização do trabalho e gestão de recursos humanos.
Gestão da Produção II / Anhembi Morumbi
55
Na filosofia do JIT toda atividade que consome recursos e não agrega valor é
considerada como desperdício. Estoques custam dinheiro e ocupam espaço, o
transporte interno implica perda de tempo, eventuais paradas na linha de
produção decorrentes de esperas no processo também, além das sobras de
material e a necessidade de se refazer um trabalho que não tenha sido bem feito
da primeira vez, são todas formas de desperdício que devem ser eliminadas ou
reduzidas ao máximo.
Assim, uma adequada aplicação da filosofia e dos processos baseados no
JIT podem levar uma empresa a uma maior lucratividade e melhores retornos
sobre o capital investido como uma decorrência da redução dos custos, redução
dos estoques, significativa melhoria na qualidade, entre outros.
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
DICA
Curiosidade: Você sabia que o termo just-in-time não foi criado pelos
japoneses? Ele foi cunhado nos Estados Unidos. No Japão, esse sistema de
administração industrial é conhecido como: “Sistema de Produção Toyota”.
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Preceitos da doutrina Just-in-time
Vejamos a seguir as principais características que compõem a doutrina ou a
filosofia do Just-in-time.
1) Redução do tempo de preparação:
A alta variedade de produtos, leva à produção de lotes menores e
diferenciados. A cada lote é necessário uma nova preparação de máquina, buscase então a redução do tempo de preparação (setup times) ao máximo. Quanto
menor o tempo em que a máquina esteja parada para o setup time, maior será a
produção.
Baixos tempos de preparação resultam em menores estoques, menores
lotes de produção, ciclos mais rápidos, tornando o processo bem mais flexível
para as eventuais alterações nas especificações do produto final.
2) Colaborador multifuncional:
O operador é também o preparador de máquinas, responsável pelas
manutenções de rotina e pequenos reparos na máquina, o que requer maior
amplitude das habilidades dos colaboradores se comparado com o processo
de manufatura tradicional.
O sistema JIT não exige apenas maior habilidade, é necessário também um
grande espírito de equipe e coordenação, visto que não há estoque disponível
para cobrir problemas no sistema de produção.
6
Gestão da Produção II / Anhembi Morumbi
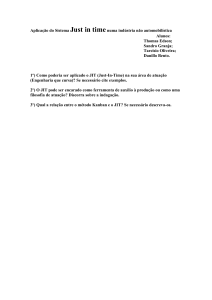
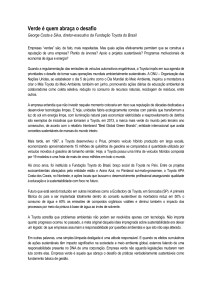
O operador do posto subseqüente poderá auxiliar o seu companheiro caso
sejam identificados problemas nas peças produzidas na etapa anterior do
processo, impossibilitando a realização de suas funções com a qualidade
necessária, conforme ilustrado na Figura 1.
Figura 1 – Espírito de equipe entre os operadores da linha de produção
O problema é rapidamente identificado e o
funcionário da operação seguinte procura
auxiliar a resolver o problema na fonte para
que o fluxo possa continuar.
Fonte: Corrêa e Gianesi (1993, página 60). Figura 3.3 A redução dos
estoques ajuda a identificar os problemas.
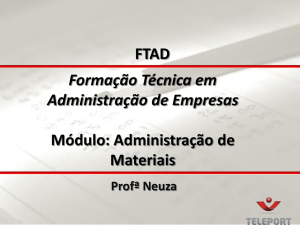
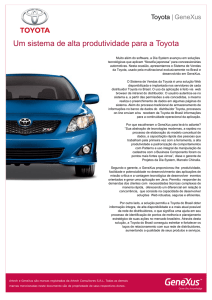
3) Estoque e layout da fábrica:
A existência de estoques tira a atenção da gerência para sérios problemas de
qualidade e impulsionam um certo conforto para encobrir os problemas do fluxo
de produção relacionados, por exemplo, à falta de peças e atrasos de
fornecedores, pois promovem certa independência a cada fase produtiva, não
atingindo necessariamente a fase subseqüente do processo, conforme ilustrado
na Figura 2.
Figura 2 – Desperdício provocado por grandes estoques entre as etapas de produção.
Grande estoque de peças defeituosas já
produzidas quando o problema é identificado
pela operação seguinte.
Fonte: Corrêa e Gianesi (1993, página 60). Figura 3.2 O estoque mascara os problemas de
qualidade.
Gestão da Produção II / Anhembi Morumbi
77
No sistema JIT grande parte do estoque é mantido no “chão de fábrica”, ou
seja, entre as estações de trabalho durante o processo de manufatura, ao invés
de em almoxarifados distantes dos postos de trabalho. Os estoques são
mantidos em recintos abertos para facilitar o uso nas estações de trabalho
subseqüentes, em um nível mínimo o suficiente apenas para manter o fluxo
produtivo por algumas horas, o resultado é uma substancial redução dos espaços
necessários para o estoque alterando todo o layout da fábrica.
4) Qualidade absoluta:
A qualidade é essencial no sistema JIT, pois os defeitos além de serem
considerados como desperdício, também podem levar à paralização da produção.
Como não existe estoque suplementar, não é possível cobrir as falhas repetindo
determinada etapa do processo produtivo através da utilização de novas peças,
pois no final elas faltarão, levando à interrupção da linha de produção. Considerase que o sistema JIT é projetado para expor os erros, possibilitando a sua correção
e não para encobri-los como ocorria no sistema de produção tradicional.
De acordo com a filosofia da Toyota, há somente um motivo que justifica uma
parada na linha de produção: descobrir qual foi o problema e garantir que não
será necessário parar a linha novamente.
Dentre as diversas técnicas da busca da qualidade absoluta, uma delas
destaca-se pela sua simplicidade e eficiência, a técnica dos “5 Por quê’s”,
suponhamos que uma máquina parou de funcionar, a técnica seria aplicada da
seguinte forma:
1. Por que a máquina parou?
Em função de uma sobrecarga de energia queimando o fusível.
2. Por que houve uma sobrecarga?
Porque o estabilizador de energia dessa linha sofreu uma pane.
3. Por que o estabilizador sofreu uma pane?
Porque a carga não foi regulada corretamente pelo operador.
4. Por que a carga não foi regulada corretamente?
Nesse dia o operador responsável pela máquina estava ausente e o substituto
não foi adequadamente treinado.
5. Por que o substituto não foi adequadamente treinado?
Falha no procedimento de treinamento para operadores temporários e
substitutos.
Identificando-se o real motivo que provocou o problema, é possível saná-lo
definitivamente. Enquanto nos casos em que esse tipo de investigação não
ocorre, simplesmente seria realizada a troca do fusível e a linha de produção
sofreria nova parada em outra oportunidade pelo mesmo problema, pois o motivo
de base causador da falha permaneceria.
8
Gestão da Produção II / Anhembi Morumbi
5) Fornecedores:
Os fornecedores no sistema JIT são tratados como uma extensão da equipe
de produção. O relacionamento entre fornecedores e a empresa deve ser
cooperativo e deve-se buscar estabelecer compromissos a longo prazo, pois
contratos com poucos ou um único fornecedor podem auxiliar na valorização da
empresa como cliente preferencial do fornecedor.
Os fornecedores devem realizar entregas freqüentes (várias vezes ao dia) e
diretamente na linha de produção. Outra prática adotada para agilizar o processo
de produção é o recebimento sem inspeção, denominado free pass, sendo que
para garantir a segurança na qualidade do recebimento são estipuladas multas
para os casos em que posteriormente sejam descobertas falhas de qualidade
ou refugos.
Os fornecedores devem estar capacitados para este tipo de parceria,
garantindo o fornecimento de acordo com os requisitos de qualidade solicitados
e entregas confiáveis. Inicialmente a fábrica poderá ceder alguns de seus técnicos
especialistas para auxiliar no processo de desenvolvimento e capacitação do
fornecedor.
6) Limpeza e organização:
Na filosofia JIT, a limpeza e organização são itens fundamentais para a
confiabilidade dos equipamentos, visibilidade dos problemas, redução de
desperdícios, controle e aprimoramento da qualidade e a condição moral dos
trabalhadores. Por exemplo, quando o chão está limpo e tudo à sua volta
organizado, qualquer coisa que caia no chão é facilmente identificada e pode ser
imediatamente recolhida, tudo que esteja fora do lugar fica visível. É o princípio
da visibilidade: “um lugar para cada coisa e cada coisa em seu lugar”.
A limpeza e organização auxiliam também no estabelecimento da disciplina
dos operários em relação a todos os demais aspectos da doutrina JIT, auxiliando
no sucesso de sua implementação. Os operários são responsáveis por arrumar
e manter limpo o seu local de trabalho, assim como seus objetos de trabalho.
A filosofia JIT
O JIT é um ciclo fechado, cujo objetivo é deixar os problemas visíveis para que
possam ser analisados e para que sejam aplicadas técnicas para a melhoria e
solução dos problemas identificados. O objetivo é identificá-los o mais cedo
possível no fluxo de produção e apresentar uma solução definitiva para que não
volte a ocorrer.
Gestão da Produção II / Anhembi Morumbi
99
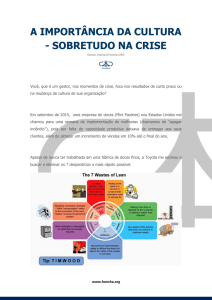
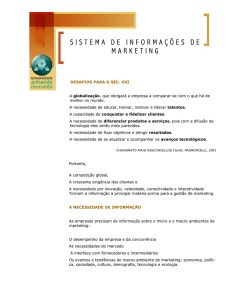
Uma famosa representação gráfica desse processo de exposição dos
problemas, conforme mostra a Figura 3, indica o nível de estoque do processo
de produção como um fluxo d’água, quanto maior o volume de água, maior sua
capacidade de submergir e esconder os diversos obstáculos que representam
os problemas de uma produção industrial (refugos, quebras, longos tempos de
preparação) com a redução do nível de água, ou seja, com a redução do volume
dos estoques, os problemas mais críticos são imediatamente expostos,
representados na ilustração pelas pedras que impossibilitam um tranqüilo curso
da água. Na medida que os estoques vão sendo gradativamente reduzidos, os
obstáculos são identificados e esforços são dirigidos à solução permanente
dos problemas para que novamente os estoques possam ser reduzidos, novos
problemas apareçam e possam ser solucionados, e assim sucessivamente.
Figura 3 – Fluxo de produção comparado ao curso d’água
Produção
defeituosa
Falhas dos
fornecedores
Filase
esperas
Alterações da demanda
Fonte: Russomano (2000, p. 65). Figura 4.2 Analogia hidráulica.
Por se tratar de uma filosofia e não de uma ação pontual, esse processo de
melhoria contínua permanente levou ao desenvolvimento de técnicas eficientes
para promover avanços constantes. Diversas técnicas desenvolvidas no Toyotismo
com esse objetivo integram o ciclo virtuoso considerado um processo que não
tem fim, ou seja, a empresa deve melhorá-lo sempre, foi assim que surgiu o
conceito de melhoria contínua, denominado no Japão como KAIZEN.
Com essa prática o JIT proporciona ao sistema produtivo, baseado na
Produção Enxuta, que atinja melhores índices de qualidade, confiabilidade e
flexibilidade, fornecendo as respostas à nossa pergunta sobre a Toyota:
Como é possível uma empresa garantir seu sucesso e crescimento
permanentes desde 1950 até hoje?
10
Gestão da Produção II / Anhembi Morumbi
Bibliografia básica
MARTINS, Petrônio G.; LAUGENI, Fernando P. Administração da
Produção. São Paulo: Saraiva, 2002.
RUSSOMANO, Victor Henrique. PCP: Planejamento e Controle da
Produção. São Paulo: Pioneira, 2000
Bibliografia complementar
CHIAVENATO, Idalberto. Teoria geral da administração. v. 1. 6. ed. Rio
de Janeiro: Campus, 1999.
CORRÊA, Henrique L.; GIANESI, Irineu G.N. Just in time, MRPII e OPT:
um enfoque estratégico. 2. ed. São Paulo: Altas, 1993.
KIM, W. Chan; MAUBORGNE, Renée. A estratégia do oceano azul:
como criar novos mercados e tornar a concorrência irrelevante. Rio de
Janeiro: Elsevier, 2005.
VASSALLO, Cláudia. A Toyota ameaça Detroit mais uma vez. Revista
Exame, São Paulo, n. 838, 16 mar. 2005.
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ BIBLIOGRAFIA
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
Gestão da Produção II / Anhembi Morumbi
1111
ANOTAÇÕES
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________
12
Gestão da Produção II / Anhembi Morumbi