Controle Estatístico de Processos:
a questão da autocorrelação,
dos erros de mensuração
e do monitoramento de mais de uma característica
de qualidade
Docentes:
Maysa S. de Magalhães;
Linda Lee Ho;
Antonio Fernando B. Costa.
1
João Pessoa, 2 a 5 de Setembro 2008
Prefácio
O monitoramento de um processo é feito com base nas informações de uma, ou de
mais de uma característica de qualidade, que são selecionadas de acordo com as especificações
do produto. Por exemplo, saquinhos de leite devem conter entre 985 ml e 1015 ml; um
saquinho de leite com menos de 985 ml gera multa a empresa, e com mais de 1015 ml tem risco
de estourar durante o manuseio e transporte.
Neste caso, a característica de qualidade de
interesse X é a quantidade de leite dentro do saquinho e a missão do monitoramento é manter
as variações de X dentro de níveis que não comprometam as especificações. A variável X é
também chamada de variável de monitoramento. Pois bem, para obter os valores de X,
defronta-se primeiro com a questão da precisão do sistema de medição e, em seguida, com a
questão da correlação entre Xi e Xi+1, onde o sub índice (i) é o número do item, de acordo com a
seqüência de produção. As notas deste mini-curso são constituídas de cinco seções, a primeira
parte destas notas é uma revisão das propriedades dos gráficos de Shewhart; a segunda parte é
dedicada ao estudo dos gráficos de Shewhart, mais especificamente do gráfico de X , na
presença de erros de mensuração e da autocorrelação entre valores de X. A terceira e quarta
seções são dedicadas ao monitoramento de processos multivariados; são distintas uma da
outra, por tratarem de variáveis contínuas e discretas, respectivamente e por fim comentários
finais são feitas na última seção. Este mini-curso trata, portanto, de pesquisas recentes na área
de Controle Estatístico de Processos, que abordam a questão da autocorrelação dos dados, do
erro de mensuração e do monitoramento simultâneo de várias características de qualidade.
Maysa Sacramento de Magalhães;
Linda Lee Ho;
Antonio Fernando Branco Costa.
Setembro 2008
2
João Pessoa, 2 a 5 de Setembro 2008
Conteúdo
SEÇÃO UM: .............................................................................................. 5
REVISÃO DAS PROPRIEDADES DOS GRÁFICOS DE SHEWHART ................ 5
1. INTRODUÇÃO .......................................................................................... 5
1.1 - ALARME FALSO NO GRÁFICO DE X .......................................................... 7
1.2 PODER DO GRÁFICO DE X .................................................................... 10
REFERÊNCIA .............................................................................................. 12
SEÇÃO DOIS ........................................................................................... 13
ERRO DE MENSURAÇÃO E DADOS AUTOCORRELACIONADOS .............. 13
2 . INTRODUÇÃO........................................................................................ 13
2.1 ERRO DE MENSURAÇÃO........................................................................ 13
2.2 DADOS AUTO CORRELACIONADOS ........................................................... 17
2.3. ERRO DE MENSURAÇÃO COM DADOS AUTOCORRELACIONADOS .................... 25
REFERÊNCIAS ............................................................................................ 27
SEÇÃO TRÊS: .......................................................................................... 28
PROCESSOS MULTIVARIADOS - VARIÁVEIS CONTÍNUAS ........................ 28
3. INTRODUÇÃO ........................................................................................ 28
3.1 O VETOR DE MÉDIAS E A MATRIZ DE COVARIÂNCIAS AMOSTRAIS .................... 28
3.2 GRÁFICOS DE CONTROLE PARA O MONITORAMENTO DO VETOR DE MÉDIAS ...... 31
3.3. GRÁFICOS DE CONTROLE PARA O MONITORAMENTO DA MATRIZ DE
COVARIÂNCIAS .......................................................................................... 33
3
João Pessoa, 2 a 5 de Setembro 2008
REFERÊNCIAS ............................................................................................ 36
SEÇÃO QUATRO..................................................................................... 38
PROCESSOS MULTIVARIADOS-VARIÁVEIS DISCRETAS ........................... 38
4 - INTRODUÇÃO ....................................................................................... 38
4.1 – DISTRIBUIÇÃO POISSON BIVARIADA – UMA BREVE REVISÃO ........................ 39
4.2 – GRÁFICOS DE CONTROLE PARA OBSERVAÇÕES INDIVIDUAIS DE UM PROCESSO DE
POISSON BIVARIADO ................................................................................... 43
4.3 – EXEMPLO NUMÉRICO ......................................................................... 50
4.4- CONSIDERAÇÕES FINAIS........................................................................ 53
REFERÊNCIAS ............................................................................................ 54
APÊNDICE................................................................................................. 55
SEÇÃO CINCO: ....................................................................................... 57
COMENTÁRIOS FINAIS ........................................................................... 57
4
João Pessoa, 2 a 5 de Setembro 2008
Seção UM:
UM:
Revisão das propriedades dos gráficos de Shewhart
1. Introdução
Antes de se pensar em controlar um processo é preciso primeiro estudar o
comportamento da característica de qualidade X a ser monitorada; para isto é preciso que o
sistema de medição seja confiável. Erros de mensuração bem como a correlação em série entre
valores da variável X, que compõem os subgrupos racionais, comprometem o desempenho dos
gráficos de controle. Para ilustrar o efeito do erro de mensuração e da autocorrelação das
observações no desempenho dos gráficos de controle, seja o gráfico de X . Nesta seção é feita
uma revisão das propriedades dos gráficos de X para dados independentes e sem erros de
mensuração. A próxima seção estende os resultados, incorporando os erros de mensuração e a
autocorrelação.
Quando o gráfico de X está em uso, monitorando um processo, amostras de tamanho
n são retiradas a cada h horas, e o valor calculado da estatística X para cada amostra é plotado
no gráfico de controle. Este dispositivo estatístico pode ser visto como uma seqüência de testes
de hipóteses, onde, a cada h horas, testamos sempre as mesmas hipóteses:
H 0 : Processo em controle
H1 : Processo fora de controle
Outras maneiras de descrever as hipóteses H 0 e H1 são:
H 0 : Processo ajustado
H1 : Processo desajustado
5
João Pessoa, 2 a 5 de Setembro 2008
ou
H 0 : Processo centrado no valor-alvo
H1 : Processo não centrado no valor-alvo
ou
H 0 : Processo livre de causas especiais
H1 : Processo sob a influência de causas especiais
ou, ainda,
H 0 : µ = µ0
H1 : µ ≠ µ 0
onde µ0 é o valor-alvo ou o valor médio em controle da variável aleatória X.
A hipótese H 0 é aceita como verdadeira todas as vezes que o valor de X cair dentro
dos limites de controle. Já a hipótese H1 é aceita como verdadeira sempre que o valor de X
cair fora dos limites de controle.
Se o processo estiver em controle ( H 0 verdadeira), α
representa o risco
(probabilidade) de erroneamente se considerar o processo fora de controle (“alarme falso”). Se
o processo estiver fora de controle ( H1 verdadeira), β representa o risco (probabilidade) de
erroneamente se considerar o processo em controle (“não-detecção”).
A conseqüência de ordem prática associada ao erro do tipo I (alarme falso) é intervir no
processo na hora errada, quando o mesmo está isento de causas especiais (o que em si já
acarreta um custo — de interrupção do processo, de mão de obra — além de um risco de
desajustar um processo que estava ajustado); e a conseqüência de ordem prática associada ao
erro do tipo II (não detecção) é não intervir no processo na hora certa, quanto o mesmo está
sob a influência de causas especiais.
6
João Pessoa, 2 a 5 de Setembro 2008
Dado que o processo é considerado em controle (“ H 0 verdadeira”) quando X cai
dentro dos limites do gráfico e fora de controle (“ H 0 falsa”) quando X está fora dos limites do
gráfico, as probabilidades de alarme falso ( α ) e de não-detecção ( β ) são dadas por:
α = Pr[ X > LSC X ou X < LIC X µ = µ 0 ]
β = Pr[ LIC X < X < LSC X µ ≠ µ 0 ]
onde LIC X e LSC X são respectivamente os limites inferior e superior de controle do gráfico de
controle. O poder do gráfico de controle, Pd, é definido como sendo a probabilidade de
detecção (Pd=1-β ). Assume-se que as causas especiais não alteram o desvio padrão σ da
variável aleatória X.
1.1 - Alarme Falso no Gráfico de X
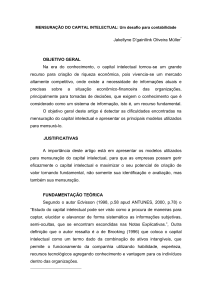
Quando a hipótese H 0 é a hipótese verdadeira (processo isento de causas especiais) o
ideal é que todos os pontos X caiam dentro dos limites de controle do gráfico. Contudo, por
tratar-se de um teste estatístico, existe o risco α de um deles cair fora dos limites. Quando isto
acontece, tem-se alarme falso: um sinal indevido de que o processo está sob a influência de
alguma causa especial, portanto demandando ajustes. Devido a esse sinal, interfere-se no
processo na hora errada, ou seja, quando o mesmo se encontra no mais perfeito estado de
controle (com a distribuição da característica de qualidade X estável e ajustada no alvo,
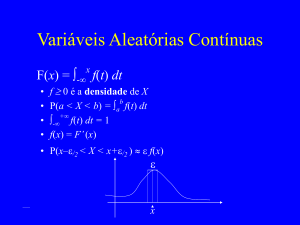
µ = µ 0 ). A Figura 1 retrata a ocorrência de um alarme falso. Nessa figura, a hipótese H 0 é
verdadeira, pois a média µ X da variável aleatória X é igual ao valor-alvo µ 0 .
Para se calcular o risco α — probabilidade de alarme falso — é necessário conhecer a
distribuição da variável aleatória X . Na verdade, graças ao Teorema do Limite Central, para
7
João Pessoa, 2 a 5 de Setembro 2008
uma grande variedade de distribuições de X, a distribuição de X tenderá, com boa precisão, a
uma distribuição normal, mesmo para amostras pequenas. Definindo a variável aleatória Z
como:
Z=
X − µX
σX
esta terá distribuição normal com média µ Z = 0 e desvio padrão σ Z = 1 . Quando o processo
está em controle, µ X = µ 0 e σ X =
σ
.
n
X ~ N ( µ X ;σ X ) ~ N ( µ 0 ;σ / n )
Alarme falso
LSC = µ0 + 3σ / n
LM = µ 0
LIC = µ0 − 3σ / n
15 30 45 60 75 90 105
Minutos
Figura 1: Gráfico de X – ocorrência de um alarme falso
(Extraída da Figura 3.7 do livro de Costa, Epprecht e Carpinetti, 2005)
8
João Pessoa, 2 a 5 de Setembro 2008
Tradicionalmente, os limites de controle do gráfico de X são estabelecidos — usando
os valores em controle dos parâmetros do processo, µ0 e σ — a ± 3 desvios padrão amostrais
da linha média (LM= µ0 ), ou seja, em µ0 ± 3
σ
; ver Figura 1. Se o processo estiver em
n
controle, a probabilidade de um ponto X cair fora dos limites de controle assim localizados é
igual a
α = Pr[ X > LSC X ] + Pr[ X < LIC X ] =
LSC X − µ X
= Pr Z >
σX
LIC X − µ X
+ Pr Z <
σX
Substituindo LSC X por µ 0 + 3σ X , LIC X por µ 0 − 3σ X , e (já que está supondo o
processo em controle) µ X por µ 0 e σ X por σ X =
σ
, chega-se, após simplificações
n
imediatas, a
α = Pr[| Z |> 3]
Para z=3, o risco α é igual a 0,0027. Então, durante o período em que o processo
permanece estável e ajustado, portanto sob controle, essa é a probabilidade de o valor de X
cair na região de ação do gráfico (acima do LSC X ou então, abaixo do LIC X ); ou seja, é a
probabilidade que cada amostra tem de gerar um alarme falso. A distribuição do número de
amostras, L, que antecedem um alarme falso (incluindo a amostra que gera o alarme falso)
segue uma distribuição geométrica de parâmetro p=α cuja função de probabilidade é dada por
Pr[ L = d ] = p (1 − p ) d −1 , d=1, 2, 3,…
9
João Pessoa, 2 a 5 de Setembro 2008
Por exemplo, na Figura 1 temos L=7. A média da distribuição geométrica é igual a 1/p,
portanto o número médio de amostras (NMA) até um alarme falso é igual a 1 / α . Em outras
palavras, com limites de 3 desvios padrão, tem em média um alarme falso a cada (1/0,0027) =
370,4 pontos plotados. Caso o usuário considere esta freqüência de alarmes falsos inaceitável,
uma alternativa consiste em alargar os limites de controle, por exemplo, aumentar k de 3,00
para 3,10 (k é o fator de abertura dos limites de controle, ou seja, LIC = µ0 − k
LSC = µ0 + k
σ
σ
e
n
). Com k=3,10, o risco de alarme falso diminui para 0,0019 e o NMA aumenta
n
para 516,7. O risco α é função apenas do fator de abertura dos limites de controle, k.
α = Pr[ Z > k ]
1.2 Poder do Gráfico de X
Quando a hipótese H1 é a hipótese verdadeira (processo sob a influência de causas
especiais), o ideal seria que o primeiro ponto plotado já caísse fora dos limites de controle
(sinalizando o estado de falta de controle). Contudo, isto nem sempre ocorre, em especial se o
deslocamento sofrido pela média do processo for pequeno. É usual expressar este
deslocamento em unidades iguais ao desvio padrão da variável X, de forma que o novo valor da
média, µ1, pode ser escrito como µ1 = µ 0 + δσ , portanto
δ=
µ1 − µ 0
.
σ
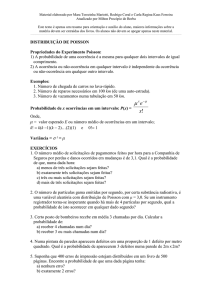
De um modo geral, se δ ≥ 1,5 , então rapidamente um valor de X cairá fora dos limites
de controle. Caso contrário, existirá uma certa inércia. Por exemplo, na Figura 2, o sinal só
10
João Pessoa, 2 a 5 de Setembro 2008
ocorre quando o 5º valor de X é plotado. Nessa figura, a hipótese H1 é verdadeira porque a
média µ X da variável X é diferente de µ 0 ; na verdade, ela é igual a µ 0 + δσ .
A probabilidade de um valor de X cair acima do Limite Superior de Controle é dada
por:
Pr[ X > LSC ] = Pr[ Z > Z LSC ] ,
onde Z LSC =
( LSC − µ X )
σX
=
[ µ0 + kσ X − ( µ0 + δσ )]
σX
= k − δ n , e a probabilidade de um valor de
X cair abaixo do Limite Inferior de Controle (LIC) é dada por:
Pr[ X < LIC ] = Pr[ Z < Z LIC ] ,
onde Z LIC =
( LIC − µ X )
σX
=
[ µ0 − kσ X − ( µ0 + δσ )]
σX
= − k − δ n . Como Pr[Z>z]=Pr[Z<-z], (e
portanto Pr[Z>LSC]=Pr[Z<-LSC]), tem-se
Pd = Pr[Z < −k + δ n ] + Pr[Z < −k − δ n ] .
A distribuição do número de amostras, M, que antecede um alarme verdadeiro
(incluindo a amostra que gerou o sinal, ou seja, a amostra cujo valor X não pertence ao
intervalo delimitado pelos limites de controle) segue uma distribuição geométrica de parâmetro
p=(Pd), cuja função de probabilidade é dada por
Pr[ M = m] = p (1 − p ) m −1 , m=1, 2, 3,…
11
João Pessoa, 2 a 5 de Setembro 2008
X ~ N( µ X ;σ X ) ~ N( µ0 + δσ ;σ / n )
Alarme verdadeiro
LSC = µ0 + 3σ / n
µ = µ0 + δσ
δσ
LM = µ0
LIC = µ0 − 3σ / n
15 30 45 60 75 90
Minutos
Figura 2: Gráfico de X – ocorrência de um alarme verdadeiro
(Extraída da Figura 3.10 do livro de Costa, Epprecht e Carpinetti, 2005)
Por exemplo, na Figura 2, temos M=5. A média da distribuição geométrica de parâmetro p é
igual a 1/p, portanto o número médio de amostras (NMA) que antecedem um alarme
verdadeiro é igual a 1/(Pd).
Referência
COSTA, A.F.B.; EPPRECHT E.K.; CARPINETTI, L.C.R. Controle Estatístico de Qualidade. 2. ed. São
Paulo: Editora Atlas, 2005. 334 p.
12
João Pessoa, 2 a 5 de Setembro 2008
Seção DOIS
Erro de mensuração e dados autocorrelacionados
2 . Introdução
Os gráficos de controle foram introduzidos por Shewhart que, em um primeiro
momento, supôs um sistema de medição isento de erros e uma variável de monitoramento
gerando observações independentes. Nesta seção, os efeitos do erro de mensuração e/ou da
autocorrelação no desempenho do gráfico de controle serão investigados.
2.1 Erro de Mensuração
É importante salientar que estudos de Repetibilidade e Reprodutibilidade devem
anteceder até mesmo as investigações preliminares do comportamento da variável de
monitoramento X. Nesta seção, alguns comentários sobre o efeito do erro de mensuração no
desempenho do gráfico de controle serão feitos. Para tanto, considere uma amostra de
tamanho n em que cada item é medido m vezes formando o seguinte conjunto de observações:
X1 + e11
X2 + e21
...
Xn + en1
X1 + e12
X2 + e22
...
Xn + en2
...
...
X1 + e1m
X2 + e2m
...
...
Xn + enm
13
João Pessoa, 2 a 5 de Setembro 2008
Devido ao erro de medição, o valor exato, X i , da característica de qualidade é
acompanhado de um erro eij . Deste modo, a característica de qualidade de um mesmo item
pode ter m diferentes valores: X i + ei1 , X i + ei 2 ,.., X i + eim .
A média amostral é dada por
m n
X =
m( X 1 + X 2 + ...X n ) + ∑ ∑ eij
j =1i =1
nm
Sejam σ o desvio padrão do processo e σm o desvio padrão do erro de mensuração. Se
as observações de X não forem autocorrelacionadas e os erros de mensuração eij forem
independentes de X, então:
σ (X ) =
σ2 +
σ m2
m
n
Neste caso, os limites de controle do gráfico da média são dados por
LC = µ 0 ± k
1
σ 2 + σ m2 / m
n
Para X ~ N( µ ; σ ) e e ~ N(0; σ m ) o poder de detecção é dado por:
Pd = Φ (− k − Cδ n ) + Φ (− k + Cδ n )
onde C =
m
m + (σ m / σ )
2
=
m
m + C12
e Φ (.) denota a função acumulada de distribuição
normal padrão.
14
João Pessoa, 2 a 5 de Setembro 2008
A constante C assume valores entre 0 e 1. Quando C =1, não se tem erro de
mensuração. O gráfico de controle perde poder de detecção à medida que C diminui. Na
Tabela 1, estão valores de C para m= 1 e 4 e C1 =
σm
= 0; 0,1; 0,3; 0,5 e 1,0. Quando m=1, cada
σ
item é medido uma única vez, e quando C1 = 0, não existe erro de mensuração.
Tabela 1. Valores de C
C
C1
m=1
m=4
0
1
1
0,1
0,9950
0,9988
0,3
0,9578
0,9889
0,5
0,8944
0,9701
1,0
0,7071
0,8944
O erro de mensuração pode ser minimizado pela repetição da medida de um mesmo
item (m>1). Por exemplo, quando o erro de mensuração corresponde a 30% da variabilidade
do processo (
σm
=0,3), tem-se para m=1 um valor de C =0,9578 e para m=4 um valor de
σ
C =0,9889, isto é, medindo um mesmo item quatro vezes o valor de C fica mais próximo da
unidade, que é quando o erro de mensuração deixa de existir.
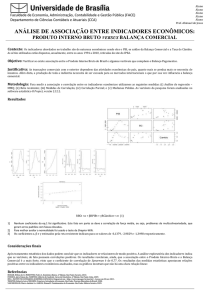
O gráfico da Figura 3 ilustra o efeito do erro de mensuração no desempenho do gráfico
da média. Por exemplo, quando a causa especial desloca a média de um desvio padrão, sem o
erro de mensuração o NMA= 6,3; já supondo que a variabilidade do instrumento de medida seja
da mesma ordem da variabilidade do processo (
σm
=1,0), o NMA aumenta assustadoramente,
σ
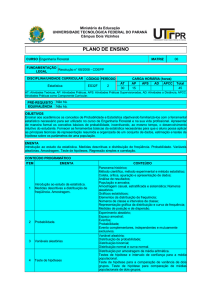
NMA=17,7. Este aumento é minimizado quando o mesmo item é medido várias vezes. De
acordo com a Figura 4, se um mesmo item é medido quatro vezes (m=4), o NMA se reduz de
17,7 para 8,9.
15
João Pessoa, 2 a 5 de Setembro 2008
Nos estudos de Repetibilidade e Reprodutibilidade, um instrumento de medida é
considerado apropriado quando a sua variabilidade não exceder de 30% da variabilidade do
processo ( C1 <0,3). Nestes casos, o efeito do erro de mensuração no desempenho do gráfico é
pequeno (isto é percebido nas Figuras 3 e 4, pela proximidade das linhas correspondentes a
C 1 =0 e C 1 =0,3).
100
C1=0
C1=0,3
C1=1,0
NMA
Escala logarítmica
10
1
0,5
0,75
1
1,25
1,5
1,75
2
δ
Figura 3. Efeito do erro de mensuração no NMA, m=1, n=4.
16
João Pessoa, 2 a 5 de Setembro 2008
100
C1=0
C1=0,3
C1=1,0
NMA
Escala logarítmica
10
1
0,5
0,75
1
1,25
δ
1,5
1,75
2
Figura 4. Efeito do erro de mensuração no NMA, m=4, n=4.
2.2 Dados Auto correlacionados
Para se utilizar um gráfico de controle convencional (de Shewhart) é necessário que as
observações da característica de qualidade de interesse sejam independentes e normalmente
distribuídas. Satisfeitas estas condições, então é possível fazer uso destes dispositivos
estatísticos para tomar decisões sobre o estado do processo: se em controle ou se fora de
controle.
Se a hipótese de normalidade for ligeira ou moderadamente violada, ainda assim os
gráficos convencionais funcionam razoavelmente bem; entretanto, quando os valores da
característica de qualidade possuem alguma interdependência, ou autocorrelação, mesmo que
17
João Pessoa, 2 a 5 de Setembro 2008
em grau relativamente pequeno, o risco α — probabilidade de uma observação cair fora dos
limites do gráfico, com o processo em controle — aumenta, e compromete a credibilidade deste
dispositivo pela ocorrência de um número elevado de alarmes falsos.
De fato, Shewhart, ao criar os gráficos de controle, estava destinando-os à indústria de
partes discretas, com quase ou nenhum grau de automação. Em tais processos, a condição de
independência das observações geralmente era satisfeita. Hoje em dia, porém, processos
contínuos e por batelada são extremamente freqüentes, principalmente (embora não
exclusivamente) na indústria química e na indústria metalúrgica. Tais processos raramente
produzem observações independentes, de modo que não podem ser monitorados pelos
gráficos de controle convencionais.
Esse problema não se restringe a processos contínuos e por batelada: processos
discretos altamente automatizados, freqüentes hoje em dia, também costumam produzir dados
autocorrelacionados. É, portanto importante antes de iniciar o monitoramento de um processo,
identificar se ele produz observações independentes ou se é autocorrelacionado, pois um
gráfico de controle inadequado, que produza alarmes falsos em excesso, acabará sendo
descartado, ou pior, mantido apenas para cumprir alguma exigência formal; os alarmes são
simplesmente ignorados pelo pessoal envolvido com o processo.
O exemplo a seguir foi extraído do livro de Costa, Epprecht e Carpinetti (2005). A coluna
“Xi” da Tabela 2 registra os valores de 150 medições sucessivas (espaçadas de 3 minutos) da
temperatura de um banho químico, cujo valor-alvo é 225°C. A primeira medida foi efetuada às
8:00h, a segunda, às 8:03h, e assim por diante. Para melhor visualização, a Figura 5 apresenta o
gráfico da temperatura do banho químico em função do tempo. As demais colunas da Tabela 2
foram construídas deslocando as observações da 1o coluna: o 1º elemento da 2ª coluna é o 2º
elemento da 1ª coluna, o 1º elemento da 3ª coluna é o 2º elemento da 2ª coluna, que por sua
vez é o 3º elemento da 1ª coluna, e assim por diante.
18
João Pessoa, 2 a 5 de Setembro 2008
Tabela 2. Série de Medidas da Temperatura de um Banho Químico.
i
1
2
3
4
5
6
7
...
141
142
143
144
145
146
147
148
149
150
xi
237,59
234,40
233,66
237,42
232,54
233,70
235,20
...
233,25
229,59
228,78
226,59
226,19
225,98
225,12
229,09
229,95
223,64
xi+1
234,40
233,66
237,42
232,54
233,70
235,20
232,36
...
229,59
228,78
226,59
226,19
225,98
225,12
229,09
229,95
223,64
xi+2
233,66
237,42
232,54
233,70
235,20
232,36
229,21
...
228,78
226,59
226,19
225,98
225,12
229,09
229,95
223,64
xi+3
237,42
232,54
233,70
235,20
232,36
229,21
231,97
...
226,59
226,19
225,98
225,12
229,09
229,95
223,64
xi+4
232,54
233,70
235,20
232,36
229,21
231,97
227,02
...
226,19
225,98
225,12
229,09
229,95
223,64
xi+5
233,70
235,20
232,36
229,21
231,97
227,02
229,42
...
225,98
225,12
229,09
229,95
223,64
xi+6
235,20
232,36
229,21
231,97
227,02
229,42
227,65
...
225,12
229,09
229,95
223,64
xi+7
232,36
229,21
231,97
227,02
229,42
227,65
226,88
...
229,09
229,95
223,64
Temperatura
250
240
230
220
210
Número da Medida
200
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
Figura 5. Série de Medidas da Temperatura do Banho Químico.
A Tabela 3 apresenta os coeficientes de autocorrelação amostral rk para a defasagem
k=1, 2,... Observe que existe uma correlação positiva muito alta entre os valores das colunas Xi
19
João Pessoa, 2 a 5 de Setembro 2008
e Xi+1 ( r1 = 0,893). Este nível de correlação é alto, o suficiente para comprometer o desempenho
do gráfico de controle de Shewhart; uma alta autocorrelação positiva provoca freqüentes
alarmes falsos.
Tabela 3. Coeficientes de autocorrelação amostral
k
rk
k
rk
1
0,893
7
0,465
2
0,793
M
M
3
0,714
15
0,217
4
0,638
16
0,194
5
0,588
M
M
6
0,527
M
M
Costa, Epprecht e Carpinetti (2005) apresentam maneiras de se controlar processos
quando os valores da variável de monitoramento X são autocorrelacionados. Nenhuma delas,
contudo, é estabelecida com base em uma expressão matemática da forma como as
observações se relacionam como, por exemplo, a que segue:
X i − µ = φ ( X i −1 − µ ) + ei , i=1, 2, .. , X 0 = µ , e ei ~ N(0 ,σ e )
A expressão acima representa o modelo autoregressivo de primeira ordem AR (1). Em
muitos processos industriais os valores da característica de qualidade X, medidas no tempo, se
ajustam a um modelo AR (1). Nesta seção, investiga-se como é o desempenho do gráfico de
controle de médias quando os valores de X não são independentes, mas descritos por um
modelo AR (1). Para o modelo AR(1), a variância do processo e do erro tem a seguinte relação:
σ 2 = σ e2 /(1 − φ 2 ) . Aqui, assume-se que o intervalo entre retirada de amostras é suficientemente
espaçado para garantir que os valores de X de uma amostra são independentes dos valores de X
da amostra anterior. Para exemplificar considere o caso em que n=3:
20
João Pessoa, 2 a 5 de Setembro 2008
X 1 = µ + e1
X 2 = µ + φ ( X 1 − µ ) + e2
X 3 = µ + φ ( X 2 − µ ) + e3
Segue que
σ 2( X ) =
3 + 4φ + 2φ 2 2
σ2
σ =
9
3C 22
A Tabela 4 apresenta as expressões de nC 2−2 para n=2, 3, 4, 5, 6. A constante C2 assume
valores entre 0 e 1. Para φ=0 as observações de X tornam-se independentes e C2=1.
Tabela 4. Expressões de nC 2−2
n
nC 2−2
2
2 + 2φ
3
3 + 4φ + 2φ 2
4
4 + 6φ + 4φ 2 + 2φ 3
5
5 + 8φ + 6φ 2 + 4φ 3 + 2φ 4
6
6 + 10φ + 8φ 2 + 6φ 3 + 4φ 4 + 2φ 5
Os limites de controle do gráfico da média são dados por
LC = µ 0 ± k
σ
C2 n
e o poder de detecção por:
Pd = Φ (−k − C 2δ n ) + Φ (−k + C 2δ n )
21
João Pessoa, 2 a 5 de Setembro 2008
O gráfico de controle perde poder de detecção à medida que C2 diminui. Na Tabela
5 estão os valores de C2 para n=4, 5 e φ=0; 0,2; 0,5; 0,7.
Tabela 5. Valores de C2.
φ
C2
n=4
0
n=5
1
1
0,2
0,86258
0,85279
0,5
0,69631
0,67040
0,7
0,60729
0,56995
O gráfico da Figura 6 ilustra o efeito da autocorrelação no desempenho do gráfico da
média. Por exemplo, quando a causa especial desloca a média de um desvio padrão e as
observações são independentes, o NMA= 6,3. Supondo agora que as observações de X são
descritas por um modelo autoregressivo de primeira ordem AR (1) com φ=0,5, o NMA aumenta
assustadoramente, NMA=18,5.
Uma maneira de se reduzir o efeito da autocorrelação no desempenho do gráfico de
controle consiste em se espaçar as observações. Por exemplo, ao invés de formar a amostra
com quatro itens produzidos na seqüência, selecionam-se sete itens, e forma-se a amostra com
o primeiro, o terceiro, o quinto, e o sétimo itens. Suponha, por exemplo, que a cada meia hora
uma amostra é extraída do processo, então o primeiro item produzido na meia hora irá fazer
parte da amostra, o segundo não, o terceiro sim, o quarto não, o quinto sim, o sexto não e o
sétimo sim. Esta forma de composição da amostra será denominada de composição C1. Com
isto tem-se um novo valor para a autocorrelação φC1 = φ 2 . Caso sejam selecionados dez itens, e
a amostra seja constituída pelo primeiro, quarto, sétimo e décimo itens, o novo valor da
autocorrelação será φ C2 = φ 3 . Esta forma de composição da amostra será denominada de
22
João Pessoa, 2 a 5 de Setembro 2008
composição C2. A composição amostral C0 é a usual em que os itens da amostra são itens que
foram produzidos um após o outro, na seqüência, portanto a autocorrelação é dada por φ .
100
φ= 0
φ = 0,2
φ = 0,5
φ= 0,7
NMA
Escala logarítmica
10
1
0,5
0,75
1
1,25
1,5
1,75
2
δ
Figura 6. Efeito da autocorrelação no NMA, n=4.
O gráfico da Figura 7 ilustra a melhora no desempenho do gráfico de controle quando a
composição C0 é substituída pelas composições C1 ou C2. O NMA se reduz de 18,5 para 11,0 e
8,4 respectivamente.
23
João Pessoa, 2 a 5 de Setembro 2008
100
Dados independentes,
sem correlação
composição C2,
correlação=0,125
Composição C1,
correlação=0,25
Composição C0,
correlação=0,5
NMA
Escala logarítmica
10
1
0,5
0,75
1
1,25
1,5
1,75
2
δ
Figura 7. Efeito da composição da amostra no NMA, n=4.
Artigos recentes de Costa e Claro (2008); Claro, Costa e Machado (2007) tratam do
monitoramento de processos autocorrelacionados.
24
João Pessoa, 2 a 5 de Setembro 2008
2.3. Erro de mensuração com dados autocorrelacionados
Para ilustrar o efeito da autocorrelação, combinado com o erro de mensuração, no
desempenho do gráfico de X , considere novamente o modelo autoregressivo de primeira
ordem AR(1).
X i − µ = φ ( X i −1 − µ ) + ei , i=1, 2, ..; X 0 = µ , e ei ~ N(0 ,σ e ) .
Neste caso, como já visto, a variância de X é dada por:
σ 2 (X ) =
σ2
nC 22
Na Tabela 4 estão as expressões de nC 2−2 para n=2, 3, 4, 5, 6. Com a adição do erro de
mensuração a expressão da variância de X passa a ser
σ 2 (X ) =
com C1 =
σ2 1
C2 σ 2
2 + 1 =
n C 2
m nC 32
σm
. Portanto
σ
Pd = Φ (− k − C3δ n ) + Φ (− k + C3δ n ) .
A constante C3 assume valores entre 0 e 1. Quando C3=1, não se tem erro de
mensuração e as observações de X são independentes. O gráfico de controle perde poder de
detecção à medida que C3 diminui.
Na Tabela 6 estão os valores de C3 para m=1 , n=4, φ=0,2; 0,5 e 0,7 e C1 = 0,3; 0,5 e 1,0.
E o gráfico da Figura 8 ilustra o efeito no desempenho do gráfico de controle da média da
autocorrelação combinada com o erro de mensuração. Por exemplo, quando a causa especial
25
João Pessoa, 2 a 5 de Setembro 2008
desloca a média de um desvio padrão, sem o erro de mensuração e observações independentes
o NMA= 6,3; por outro lado quando a variabilidade do instrumento de medida é equivalente a
30% da variabilidade do processo ( C1 =0,3), o NMA para dados autocorrelacionados (φ=0,5) e
sem replicações (m=1) aumenta assustadoramente, NMA=19,7.
Tabela 6. Valores de C3.
φ
C1
0,3
0,5
1,0
0,2
0,8351
0,7921
0,6532
0,5
0,6816
0,6576
0,5714
0,7
0,5975
0,5811
0,5191
100
C1=0
C1=0,3
NMA
C1=1,0
Escala logarítmica
10
1
0,5
0,75
1
1,25
δ
1,5
1,75
2
Figura 8. Efeito da autocorrelação e do erro de mensuração no NMA. (n=4, m=1 e φ=0,5)
26
João Pessoa, 2 a 5 de Setembro 2008
Referências
CLARO, F. A. E.; COSTA, A.F.B.; MACHADO, M. A. G. Gráficos de controle de EWMA e X para
monitoramento de processos autocorrelacionados. Produção, v. 17, p. 536-546, 2007.
COSTA, A. F. B.; CLARO, F. A. E. Double sampling X control chart for a first-order autoregressive
and moving average process model. The International Journal of Advanced Manufacturing
Technology, in press, 2008.
COSTA, A.F.B.; EPPRECHT E.K.; CARPINETTI, L.C.R. Controle Estatístico de Qualidade. 2. ed. São
Paulo: Editora Atlas, 2005. 334 p.
27
João Pessoa, 2 a 5 de Setembro 2008
Seção TRÊS:
Processos multivariados - Variáveis contínuas
3. Introdução
Até agora foram discutidos os gráficos de controle univariados. Porém, o aumento da
complexidade e dos níveis de automação dos processos industriais e a crescente disponibilidade
de suporte computacional, têm aumentado o interesse pelo monitoramento simultâneo de
várias características de qualidade, também chamadas de variáveis do processo. Pouco a pouco
as novas estratégias de monitoramento para processos univariados estão sendo estendidas ao
monitoramento de processos multivariados.
Antes de discutir as estratégias de monitoramento para processos multivariados, algumas
notações e definições de vetores aleatórios, matrizes de covariância e de correlação utilizados
no controle estatístico de processos multivariados serão apresentados.
3.1 O vetor de médias e a matriz de covariâncias amostrais
Seja X um vetor contendo p componentes, onde cada componente é uma variável
aleatória, isto é, Xi é uma variável aleatória onde i = 1, 2, ..., p. Então, X é chamado de vetor
aleatório e é denotado por:
X1
X
2
X=
M
X p
28
João Pessoa, 2 a 5 de Setembro 2008
O vetor transposto de vetor aleatório X é denotado por X′ = [ X 1 X 2 X 3 ... X p ] .
O vetor µ = E ( X) é chamado de vetor de médias do vetor X′ = [ X 1 X 2 X 3 ... X p ] , sendo
E( X1 )
E( X )
2
⋅
µ = E ( X) = ⋅ =
⋅
E ( X p )
µ1
µ2
⋅
⋅
µ p
onde µ i = E ( X i ) denota a média, ou esperança, da variável aleatória Xi, i = 1, 2, ..., p.
A variância do i-ésimo componente do vetor X é denotada por Var ( X i ) = σ i2 = σ ii . O
desvio-padrão é denotado por σi ou σ ii e fornece a informação sobre a dispersão dos valores
das variáveis Xi em relação a µ i , isto é, indica se os valores de Xi estão próximos ou distantes da
média µ i . Assim, valores grandes de σi indicam uma maior dispersão de valores de Xi em
relação à média µ i .
A covariância entre os valores da i-ésima e j-ésima variáveis do vetor X é definida por:
Cov( X i , X j ) = σ ij = E[( X i − µ i )( X j − µ j )]
A covariância serve para medir o grau de relacionamento linear entre duas variáveis
aleatórias. De acordo com a expressão acima, quando os valores de Xi acima (abaixo) da média
µ i tendem a estar associados aos valores de Xj acima (abaixo) da média µ j , a covariância
σ ij tende a ser positiva. Portanto, à medida que a variável Xi cresce (decresce) numericamente,
a variável Xj também cresce (decresce) linearmente. Quando os valores de Xi acima da média µ i
tendem a estar associados com valores de Xj abaixo da média µ j , ou vice-versa, a covariância
σ ij tende a ser negativa. Neste caso, à medida que a variável Xi cresce (decresce)
numericamente, a variável Xj decresce (cresce) linearmente. Embora a covariância tenha
informação sobre o relacionamento linear entre duas variáveis, é difícil julgar se a relação é
29
João Pessoa, 2 a 5 de Setembro 2008
forte ou não, observando-se apenas os seus valores numéricos uma vez que não se tem um
valor de referência mínimo ou máximo para comparação dos valores σ ij . Assim, uma medida
mais útil na prática é a correlação. (Mingoti, 2005).
É prática comum apresentar os valores de σ ij em uma matriz chamada matriz de
covariâncias. A matriz de variâncias e covariâncias do vetor aleatório X é denotada por:
Cov( X) = Σ p x p
σ 11 σ 12 L σ 1 p
σ 21 σ 22 L σ 2 p
=
.
M
M
O M
σ p1 σ p 2 L σ pp
8
A título de ilustração, a matriz Σ 2 x 2 =
−2
− 2
representa a matriz de covariâncias de
5
um vetor aleatório X′ = [ X 1 X 2 ] , tal que σ 11 = σ 12 = 8; σ 22 = σ 22 = 5; σ 12 = σ 21 = -2.
O coeficiente de correlação entre a i-ésima e j-ésima variáveis do vetor X é definido por:
ρ ij =
σ ij
σ iiσ jj
=
σ ij
σ iσ j
onde − 1 ≤ ρ ij ≤ 1 , i = 1, 2, ..., p. A correlação é uma medida mais adequada para avaliar o
grau de relacionamento linear entre duas variáveis quantitativas do que a covariância, pois seus
valores estão sempre entre -1 e 1. Assim quanto mais próximo de 1, maior é o relacionamento
linear positivo entre as variáveis Xi e Xj e quanto mais próximo de -1, maior o relacionamento
linear negativo entre as variáveis. Uma correlação próxima de zero é uma indicação numérica
de um não-relacionamento linear entre as variáveis em questão. Quando se têm muitas
variáveis, o procedimento mais comum é apresentar os valores de ρij em uma matriz chamada
de matriz de correlação.
30
João Pessoa, 2 a 5 de Setembro 2008
3.2 Gráficos de controle para o monitoramento do vetor de médias
Desde que foi criado, o gráfico de controle baseado na estatística T 2 para o
monitoramento de processos multivariados (Hotelling, 1947) passou a ser o dispositivo
estatístico mais usual no monitoramento do vetor de médias de duas ou mais características de
qualidade.
O gráfico de controle T 2 é utilizado no monitoramento simultâneo de p variáveis de
interesse. Quando o vetor das médias e a matriz de covariâncias, µ 0 e Σ 0 , de um processo pvariado distribuído normalmente são conhecidos, a estatística T 2 de Hotelling para a i-ésima
amostra é dada por:
′
Ti 2 = n Xi − µ 0 Σ −01 Xi − µ 0 ,
(
)
(
)
onde n é o tamanho da i-ésima amostra e Xi é o vetor das médias amostrais dos p parâmetros
para a amostra i. Quando o processo está sob controle, Ti 2 segue uma distribuição de quiquadrado com p graus de liberdade.
Uma dificuldade encontrada ao se lidar com qualquer gráfico de controle multivariado é a
interpretação prática de um sinal de fora de controle. Especificamente, não se sabe ao certo
qual das p variáveis (ou qual subconjunto delas) é responsável pelo sinal. A prática padrão
consiste em ter gráficos de X univariados para as variáveis X 1 , X 2 , X 3 ,..., X p .
Durante o período fora de controle, a causa especial gera alterações de magnitude d nos
parâmetros do processo, sendo d =
(µ − µ 0 )′ ∑ −1 (µ − µ 0 ) , onde
µ é o vetor de médias das p
características de qualidade após a ocorrência da causa especial. Após a ocorrência da causa
especial, Ti 2 tem distribuição de qui-quadrado não-central com parâmetro de não-centralidade
λ d = nd 2 , sendo n o tamanho da amostra, isto é, Ti 2 ~ χ p2 (λd ) .
31
João Pessoa, 2 a 5 de Setembro 2008
O gráfico de Hotelling foi proposto com o intuito de se reduzir o número de gráficos de
controle. Por exemplo, se cinco características de qualidade precisam ser monitoradas, há duas
opções, ou utilizar cinco gráficos de controle de X , um para cada característica, ou apenas um
gráfico de Hotelling. A questão que não se pode esquecer é o desempenho do gráfico ou do
conjunto de gráficos de controle em sinalizar alterações no processo. A título de ilustração, na
Tabela 7, são comparados os valores do NMA do gráfico de Hotelling com os valores do NMA
que se obtém com o uso conjunto de dois gráficos de X (notação X s ) , para o caso bivariado.
O que se observa da Tabela 7 é que quando as variáveis não são independentes e a causa
especial altera a média de ambas variáveis, os dois gráficos de X , em uso conjunto, sinalizam
com maior rapidez. Detalhes deste estudo estão em Machado e Costa (2008).
Tabela 7. Valores de NMA para o gráfico de Hotelling e para os gráficos X s
ρ
0,0
0,3
2
0,5
0,7
Xs
Xs
Xs
Xs
T
T
T
T2
LSC 3,023 10,597 3,021 10,597 3,015 10,597 2,996 10,597
LIC -3,023
-3,021
-3,015
-2,996
-
δ1
δ2
0,0
0,0
0,0
0,0
0,0 200,0
0,5 117,4
1,0 41,6
1,5 15,1
2
2
200,0
115,6
41,9
15,8
200,0
117,4
41,6
15,1
200,0 200,0 200,0
110,5 117,5 99,7
38,0
41,5
30,6
13,9
15,0
10,5
200,0
115,8
40,3
14,5
200,0
78,0
19,0
5,94
83,2
36,4
14,4
76,9
33,0
13,6
84,0
36,9
14,5
91,7
40,1
15,8
85,4
37,5
14,6
99,7
41,9
15,0
87,0
37,8
14,5
106,7
38,7
11,4
1,0 1,0 23,44
1,0 1,5 11,89
18,5
9,36
24,1
12,3
25,8
13,0
24,93
12,65
30,60
15,01
25,96
13,01
35,25
15,73
1,5 1,5
5,76
8,50
8,53
8,91
10,51
9,42
12,58
0,5 0,5
0,5 1,0
0,5 1,5
8,09
32
João Pessoa, 2 a 5 de Setembro 2008
Artigos recentes de Costa e Machado (2007 e 2008) consideram a estatística de Hotelling
como a estatística de monitoramento do vetor de médias.
3.3. Gráficos de controle para o monitoramento da matriz de covariâncias
Assim como é importante monitorar o vetor de médias de um processo, é também
importante monitorar a sua matriz de covariâncias. O primeiro gráfico de controle utilizado no
monitoramento da matriz de covariâncias Σ se baseou na estatística obtida do teste da razão
de máxima verossimilhança generalizada (Alt, 1985):
S
+ tr Σ 0−1 ⋅ S
A1 = − pn + pn ln n − n ln
Σ0
(
s11
s
21
onde S =
M
s p1
s12
s22
M
sp2
ésima variável e
)
L s1 p
L s2 p
é a matriz de covariâncias, sendo s ii a variância amostral da iL M
L s pp
s ij a covariância amostral entre a i-ésima e a j-ésima variáveis. S é o
determinante da matriz S e tr(S) é o traço da matriz S (a soma dos elementos da diagonal).
Quando o processo está sob controle, isto é Σ = Σ 0 , A1 é assintoticamente distribuído
como uma qui-quadrado com p( p + 1) 2 graus de liberdade.
Para o caso bivariado, Alt (1985) propôs o uso da variância amostral generalizada S para
s
controlar a matriz de covariâncias Σ . S = 11
s12
Quando o processo está sob controle,
s12
é a matriz de covariâncias amostral.
s 22
2 ⋅ (n − 1) ⋅ S
Σ0
12
12
tem distribuição de qui-quadrado
com 2n − 4 graus de liberdade (Alt, 1985).
33
João Pessoa, 2 a 5 de Setembro 2008
Estudos recentes têm mostrado que é possível trabalhar com estatísticas de
monitoramento mais simples que a da variância amostral generalizada S . Por exemplo, a
estatística VMAX que é dada simplesmente pelo maior valor das variâncias amostrais
padronizadas. No caso de duas características de qualidade X 1 e X 2 , VMAX= max{S12 , S 22 }
n
onde S12 =
2
∑ x1 j
j =1
n
n
e S 22 =
2
∑ x2 j
j =1
n
, x1 j =
(X
1j
− µ1 )
σ1
e x2 j =
(X
2j
− µ2 )
σ2
.
σ 12
σ
, sendo
Com o processo em controle, a matriz de covariâncias é dada por Σ 0 = 11
σ 21 σ 22
σ 11 e σ 22 as variâncias de X 1 e X 2 e σ 12 = σ 21 , as covariâncias entre X 1 e X 2 , sendo
ρ =
σ 12
a correlação entre X 1 e X 2 . Existem duas maneiras de uma causa especial alterar a
σ 1σ 2
a1 ⋅ a1 ⋅ σ 11
matriz de covariâncias, resultando na matriz Σ 1 =
a ⋅ a ⋅ σ
2
21
1
a1 ⋅ a 2 ⋅ σ 12
. A primeira
a 2 ⋅ a 2 ⋅ σ 22
possibilidade (caso I) supõe que a causa especial afeta somente a variância da variável aleatória
X 1 , isto é, a1 = γ e a 2 = 1 , ou somente a variância da variável aleatória X 2 , neste caso
a 2 = γ e a1 = 1 . A segunda possibilidade (caso II) supõe que a causa especial altera tanto a
variância de X 1 quanto a de X 2 , isto é, a1 = a 2 =
perturbação. Em ambos os casos, a correlação ρ =
γ , sendo γ >1 a magnitude da
σ 12
entre X 1 e X 2 não é afetada pela
σ 1σ 2
causa especial. Se σ 1 = σ 2 = 1 , então ρ = σ 12 = σ 21 .
Quando o gráfico de VMAX está em uso, amostras de tamanho n são retiradas do
processo em intervalos de tempo regulares. As duas características de qualidade X 1 e X 2 das n
unidades da amostra são medidas e a estatística VMAX é calculada. Se a estatística VMAX for
maior do que o limite de controle LC , o gráfico sinaliza um desajuste do processo. Após a
ocorrência do sinal, o usuário pode imediatamente examinar as variâncias amostrais de X 1 e
34
João Pessoa, 2 a 5 de Setembro 2008
X 2 para descobrir quais variáveis foram afetadas pela causa especial, ou seja, aquelas cujas
variâncias amostrais são maiores que LC. O limite de controle LC do gráfico de VMAX pode ser
obtido pela expressão (a seguir) do poder do gráfico de VMAX, bastando fazer a1 = a 2 = 1 e
pd = α .
pd = 1 −
∫
nLC
a12
nLC
Pr χ 2
<
n , tρ 2 1 − ρ 2 a 2 1 − ρ 2
2
(
0
1
e − t 2 t (n 2 )−1dt
2 n 2 Γ(n 2)
)
A Figura 9 apresenta o gráfico de VMAX.
VMAX
LC
1 2 3 4
5 6 7 8
9 10 11 12 13
Número da amostra (i)
Figura 9. Gráfico de controle de VMAX.
A título de ilustração, na Tabela 8 comparam-se os valores do NMA dos gráficos de VMAX
e de S para o caso em que ρ =0,5. O que se pode concluir desta tabela é que o gráfico de
VMAX é sempre mais ágil na sinalização da causa especial. Este resultado se mantém para
outros valores de ρ .
35
João Pessoa, 2 a 5 de Setembro 2008
Tabela 8. Valores do NMA dos gráficos de VMAX e de S (p=2, ρ =0,5)
n
4
|S|
γ2
LC 6,134
1,0
1,1
1,2
1,3
1,4
1,5
2,0
3,0
5,0
200,0
146,8
112,5
89,1
73,3
60,4
30,2
13,6
6,37
5
VMAX
caso I caso II
4,094 4,094
5,375
VMAX
caso I caso II
3,668 3,668
200,0
136,6
92,4
63,9
45,7
33,9
11,6
4,09
1,95
200,0
141,4
104,6
80,5
64,1
51,9
24,1
10,2
4,58
200,0
132,5
86,8
58,3
40,7
29,6
9,62
3,38
1,67
200,0
143,0
107,0
82,9
66,1
54,1
25,4
10,7
4,77
|S|
200,0
139,7
102,4
78,0
61,4
49,6
22,3
9,09
3,98
Artigos recentes de Costa e Machado (2008a e 2008b), Machado e Costa (2008a) e
Machado, De Magalhães e Costa (2008) consideram a estatística de VMAX como a estatística de
monitoramento da matriz de covariâncias.
Referências
ALT, F. B. Multivariate control charts. Encyclopedia of Statistical Sciences. Kotz, S., Johnson, N.
L., Eds.; Wiley, 1985.
HOTELLING, H. Multivariate quality control, illustrated by the air testing of sample bombsights.
Techniques of Statistical Analysis, p. 111-184, New York, McGraw Hill, 1947.
COSTA, A. F. B.; MACHADO, M. A. G. Synthetic control chart with two-stage sampling for
monitoring bivariate processes. Pesquisa Operacional, v. 27, p. 117-130 , 2007.
36
João Pessoa, 2 a 5 de Setembro 2008
COSTA, A. F. B.; MACHADO, M. A. G. Bivariate control charts with double sampling. Journal of
Applied Statistics, aceito, 2008.
COSTA, A. F. B.; MACHADO, M. A. G. A new chart for monitoring the covariance matrix of
bivariate processes. Communications in Statistics – Simulation and Computation, aceito,
2008a.
COSTA, A. F. B.; MACHADO, M. A. G. A new chart based on the sample variances for monitoring
the covariance matrix of multivariate processes. International Journal of Advanced
Manufacturing Technology, aceito, 2008b.
MACHADO, M. A. G; COSTA, A. F. B. The use of principal components and simultaneous
univariate charts to control multivariate processes. Pesquisa Operacional, v. 28, p. 173-196,
2008.
MACHADO, M. A. G; COSTA, A. F. B. The double sampling and the EWMA charts based on the
sample variances. International Journal of Production Economics, v. 114, p. 134-148, 2008a.
MACHADO, M. A. G.; De MAGALHÃES, M.S; COSTA, A. F. B. Gráfico de controle de VMAX para o
monitoramento da matriz de covariâncias, Revista Produção, v. 18, p. 222-239, 2008.
MINGOTI, S. A. Análise de dados através de métodos de estatística multivariada: uma
abordagem aplicada. 1. ed. Belo Horizonte: Editora UFMG, 2005. 297 p.
37
João Pessoa, 2 a 5 de Setembro 2008
Seção QUATRO
Processos multivariados-Variáveis discretas
4 - Introdução
Na seção 3 foram apresentados alguns gráficos de controle considerando processos
multivariados cujas variáveis de processos eram variáveis contínuas. Dando prosseguimento aos
processos multivariados, nesta seção serão abordados gráficos de controle para o caso de
variáveis discretas (será considerado apenas o caso bivariado).
Monitorar o número de defeitos ou o de não conformidades ao invés da fração de não
conformidade é preferível em muitos processos de produção como os de placas de circuito
impresso, de tecido ou papel. Neste caso, geralmente assume-se que o número de defeitos
obedece a uma distribuição Poisson e em controle de qualidade os gráficos de controles c ou u
têm sido usados para fim.
Para assegurar a qualidade dos produtos, em muitas situações práticas mais de um tipo
de defeito é monitorado na mesma unidade inspecionada. Por exemplo, dois tipos de defeitos
podem ser observados na mesma placa de circuito impresso se o processo de solda não estiver
bem calibrado: defeitos por excesso de solda e defeitos de superfície.
É comum sugerir que sejam utilizados dois gráficos de controle (gráficos de controle c ou
u), um para cada tipo de controle. Esta pode ser uma boa solução para eventos independentes,
contudo, se os defeitos forem positivamente correlacionados (conforme o número de defeitos
por excesso de solda aumenta, o mesmo pode ser observado no número de defeitos de
superfície também), dois gráficos de controle (separados) podem não levar em consideração
esta possibilidade. Portanto, o processo descrito é um caso de controle multivariado de
processo. E esta é uma das seções do controle estatístico de processo que tem apresentado um
38
João Pessoa, 2 a 5 de Setembro 2008
dos mais rápidos desenvolvimentos. No entanto a maioria dos trabalhos é voltada para variáveis
contínuas (e normalmente distribuídas).
Poucas contribuições relativas ao controle de qualidade para variáveis discretas como as
distribuições binomial e Poisson multivariadas podem ser encontradas na literatura. Patel
(1973) apresentou um esquema para monitorar processos binomiais e Poisson multivariados
como uma extensão da proposta do Hotelling e recentemente Skinner, Montgomery & Runger
(2003) consideraram um modelo linear generalizado para monitorar dados de contagens
multivariadas. Portanto existe uma carência de gráficos de controle para este tipo de
distribuições multivariadas.
Antes de discutir as estratégias de monitoramento para este tipo de processo, a
distribuição de Poisson bivariada e suas propriedades serão apresentadas.
4.1 – Distribuição Poisson bivariada – uma breve revisão
A distribuição Poisson bivariada foi primeiramente apresentada por Holgate (1964) como
uma soma de três variáveis aleatórias independentes com distribuição Poisson. Sejam Y1, Y2 e
Y3 variáveis aleatórias independentes de parâmetros (a-d); (b-d) e d respectivamente. Deste
modo o vetor X 1 = Y1 + Y3 ; X 2 = Y2 + Y3 ; segue uma distribuição bivariada Poisson cuja
função de probabilidade é dada por
min( x1 , x2 )
P( X1 = x1, X 2 = x2 ) = exp[−(λ1 + λ2 + λ3 )]
∑
i =0
λ1x1 −i λ2x2 −i λ3i
(1)
( x1 − i )!( x2 − i )!i !
onde λ1 = a − d ; λ2 = b − d e λ3 = d . Manipulando a expressão (1), ela pode ser escrita como
P( X1 = x1, X 2 = x2 ) = exp[−(λ1 + λ2 + λ3 )]
λ1x1 λ2x2
min( x1 , x2 )
x1 ! x2 !
i =0
∑
i
x1 x2 λ3
i !
i i (λ1λ2
(2)
As expressões de recorrência em (3)
39
João Pessoa, 2 a 5 de Setembro 2008
x1P ( x1 , x2 ) = λ1P( x1 − 1, x2 ) + λ3 P( x1 − 1, x2 − 1)
x2 P( x1, x2 ) = λ2 P( x1, x2 − 1) + λ3 P ( x1 − 1, x2 − 1)
(3)
facilitam o cálculo dos valores das probabilidades em (2). Alguns parâmetros importantes como
média, variância, covariância e correlação estão dadas em (4)
E ( X1 ) = Var ( X1 ) = λ1 + λ3
E ( X 2 ) = Var ( X 2 ) = λ2 + λ3
(4)
Cov( X1 , X 2 ) = λ3
0 ≤ Corr ( X1 , X 2 ) =
λ3
(λ1 + λ3 )(λ2 + λ3 )
≤ λ3[λ3 + min(λ1 , λ2 )]−0.5
Note que a correlação assume somente valores positivos. A distribuição de
probabilidade condicional de X1|X2 é expressa como
P( X1 = x1 | X 2 = x2 ) = exp(−λ1 )
min( x1 , x2 )
∑
i =0
i
x2 λ3 λ2
i !
i λ3 + λ2 λ3 + λ2
x2 −i
λ1x1 −i
( x1 − i )!
(5)
Pode-se notar que a expressão (5) é uma convolução de duas variáveis independentes:
λ3
uma variável Poisson com parâmetro λ1 e uma binomial de parâmetros x2 ,
. A média e
λ3 + λ2
a variância da distribuição condicional são respectivamente
E ( X1 | X 2 ) = λ1 +
λ3
x
λ3 + λ2 2
λ3λ2
Var ( X1 | X 2 ) = λ1 +
Se λ3 + λ2 → ∞ , λ3 + λ1 → ∞ ,e
λ3
(λ3 + λ2 ) 2
(λ1 + λ3 )(λ2 + λ3 )
x2
→ ρ , então
40
João Pessoa, 2 a 5 de Setembro 2008
( Z1, Z 2 ) =
X1 − (λ1 + λ3 ) X 2 − (λ2 + λ3 )
,
(λ1 + λ3 )
(λ2 + λ3 )
Z12 − 2 ρ Z1Z 2 + Z 22 )
(
segue uma distribuição normal bivariada padrão e assintoticamente
é uma
1− ρ2
variável aleatória com uma distribuição qui-quadrado com dois graus de liberdade. De acordo
com Rayner & Best (1995), esta aproximação não fornece bons resultados no caso de alta
correlação. Outros modelos de contagem Poisson bivariada usando probabilidades condicionais
foram introduzidos por Berkhout & Plug (2004).
Os parâmetros da distribuição Poisson bivariada podem ser estimados por diferentes
métodos como os mais conhecidos: Métodos dos Momentos e da Máxima Verossimilhança.
Alguns métodos foram especificamente desenvolvidos para estimar o parâmetro da covariância
como o Método do double-zero proportion e even point (maiores detalhes ver, Kocherlakota &
Kocherlakota (1992)). O uso do algoritmo EM para estimação de máxima verossimilhança dos
parâmetros da distribuição Poisson multivariada está descrito em Karlis (2003). E recentemente
Karlis & Ntzoufras (2005) incluíram uma função denominada bivpois no pacote estatístico R
para estimar os parâmetros de modelos de regressão Poisson bivariada pelo método da máxima
verossimilhança. Para maiores detalhes sobre distribuição Poisson bivariada ver Johnson; Kotz &
Balakrishnan (1997); Kocherlakota & Kocherlakota (1992).
Outras distribuições interessantes podem ser derivadas a partir da distribuição Poisson
bivariada. Por exemplo: a distribuição de DF=X1-X2, a distribuição de SM=X1+X2 e a distribuição
de MX=Max(X1, X2). A função de probabilidade de DF=X1-X2 pode ser obtida calculando
∞
∞
j =0
j= y
P( DF = y ) = ∑ P( X 1 = j , X 2 = j − y ) = e − ( λ1 + λ2 ) ∑
λ2j − y λ1j
j !( j − y )!
(6)
Note que (6) não depende do parâmetro da covariância. Média e variância são respectivamente
41
João Pessoa, 2 a 5 de Setembro 2008
E ( DF ) = λ1 − λ2
Var ( DF ) = λ1 + λ2
A função de distribuição de SM=X1+X2 é dada por
y
(7)
P( SM = y ) = ∑ P( X 1 = j , X 2 = y − j )
j =0
y
= ∑ exp[−(λ1 + λ2 + λ3 )]
j =0
λ
λ2( y − j )
j
1
j ! ( y − j )!
min( j , y − j )
∑
i =0
j y −
i i
i
j λ3
.
i !
(λ1λ2
Sua média e variância são respectivamente
E ( SM ) = λ1 + λ2 + 2λ3
Var ( SM ) = λ1 + λ2 + 4λ3
E a função da distribuição de MX=Max(X1,X2) é igual a
y −1
(8)
P( MX = y ) = P( X 1 = y, X 2 = y ) + ∑ P( X 1 = j , X 2 = y ) + P( X 1 = y, X 2 = j ) =
j =0
i
e[−(λ1 + λ2 + λ3 )] y −1 λ1j λ2y + λ1y λ2j j j y λ3 (λ1 λ2 ) y
=
∑
+
∑ i !
y!
j!
y!
i =0 i i λ1λ2
j =0
2
y λ3
∑
i !
i =0 i
λ1λ2
y
i
As expressões de E(MX) e Var(MX) são um tanto complicadas e foram deixadas no
Apêndice. Para qualquer uma das três variáveis aleatórias derivadas da distribuição Poisson
bivariada, valem os seguintes resultados
E (Y ) = f (λ1 , λ2 , λ3 )
(9)
Var (Y ) = g (λ1 , λ2 , λ3 )
Y=MX, SM ou DF. Assim as estimativas de (9) são disponíveis substituindo os parâmetros pelas
suas estimativas (como os estimadores de máxima verossimilhança, por exemplo)
42
João Pessoa, 2 a 5 de Setembro 2008
Eˆ (Y ) = f (λˆ1 , λˆ2 , λˆ3 )
ˆ (Y ) = g (λˆ1 , λˆ2 , λˆ3 )
Var
(10)
Var (Y )
E assintoticamente Y ~ N E (Y );
, n é o tamanho da amostra.
n
4.2 – Gráficos de controle para observações individuais de um processo de
Poisson bivariado
Nesta seção, os gráficos de controle para observações individuais de um processo de
Poisson bivariado serão introduzidos. Especificamente gráficos de controle baseados nas
simples estatísticas descritivas:
SM = X 1 + X 2 ;
MX = max( X 1 , X 2 );
DF = X 1 − X 2 ;
e dois gráficos (separados) de controle (um para X1 e o outro para X2 – que doravante serão
referidos como 2C) serão considerados. Fixado um nível do erro tipo I (α), os limites dos
gráficos de controle foram determinados tal que
P (C < c) = α ou P(c
L
<C < c ) =α
U
onde C é uma estatística monitorada (no caso: SM, MX, DF ou X1 e X2), c é o limite de controle
para gráficos de controle unilaterais (especificamente para os gráficos de controle SM; MX; X1 e
X2) e cL e cU são respectivamente os limites de controle inferior e superior para o gráfico de
controle bilateral (no caso DF).
Tabela 1 apresenta para doze combinações de valores dos parâmetros λ1, λ2 e λ3, as
médias (sob controle) de X1 e X2, a respectiva correlação e os limites de controle para os
gráficos SM, MX, DF e 2C (para um fixado valor do erro tipo I < 0.0027). Devido à natureza da
43
João Pessoa, 2 a 5 de Setembro 2008
variável em questão (variáveis discretas), os limites de controle foram ajustados ou
determinados de modo a ter NMA o mais próximo possível do nível escolhido
( (0.0027) −1 ≈ 370.4 ) para poder comparar os desempenhos dos diferentes gráficos de controle.
Para exemplificar considere o caso 1 (λ1= λ2= λ3=1). Se utilizasse estatística SM, um sinal de
que o processo está fora de controle será dado se X1+X2 > 12; caso fosse utilizado MX, um sinal
seria se Max (X1, X2) > 7 e caso empregasse DF, um sinal seria com (X1-X2) <-5 ou ( X1-X2) > 4. E
caso utilizasse dois gráficos separados, um sinal seria dado se X1> 7 e/ou X2>7.
Na Tabela 1, os casos simétricos isto é, quando E(X1) = E(X2) estão marcados com “s” e
os assimétricos por “a”. Limite de controle que forneceu o maior valor NMA0 está em negrito.
Os primeiros oito casos seguem o planejamento de um experimento fatorial; os quatros últimos
casos foram incluídos para analisar casos quando |E(X1)-E(X2)| > 1. Um total de sessenta e
quatro mudanças nos diversos parâmetros (dada pelas combinações de kλ1; kλ2, kλ3; com
k=1,…, 4 ) foi considerado para comparar os desempenhos dos gráficos de controle.
Tabela 1 – Descrição dos parâmetros e limites de controle
44
João Pessoa, 2 a 5 de Setembro 2008
Os valores de NMA´s dos gráficos de controle SM, MX, DF e 2C cujos parâmetros são
λ1=λ2=λ3=1 e (λ1=λ3=1 e λ2=2) quando o processo está sob controle estão respectivamente,
nas Tabelas 2 e 3. O primeiro é um caso simétrico uma vez que E(X1) = E(X2) com coeficiente de
correlação ρ=0.50 e o segundo é um caso assimétrico com E(X1) =2 e E(X2) =3 e um coeficiente
de correlação de ρ=0.41. Tabelas semelhantes para outros conjuntos de parâmetros foram
construídas, porém elas não serão reproduzidas aqui. O menor valor de NMA para cada caso de
mudança nos parâmetros está em negrito. Adicionalmente nas duas tabelas, os valores de
NMA’s dos gráficos de controle 2C (denotados por 2C*) foram calculados assumindo
(erroneamente) que as variáveis X1 e X2 fossem independentes (ver as últimas colunas das
Tabelas 2 e 3).
Por exemplo, na Tabela 2, quando λ1 quadruplica (λ1=4) e os demais parâmetros
permanecem inalterados (λ2=λ3=1), o menor valor de NMA é 4.18 (quinta linha da Tabela 2) e o
gráfico de controle DF é o mais rápido para detectar este tipo de distúrbio. Nos casos onde o
gráfico de controle DF é a melhor opção (ver Tabela 2 – da segunda a sexta linha), observa-se
que o valor de λ3permaneceu inalterado.
As próximas linhas da Tabela 2 estão os casos de distúrbios (de diferentes tamanhos em
todos os parâmetros) que os gráficos de controle MX e 2C detectam mais rapidamente (com
igual desempenho). Valores médios dos parâmetros (λ1, λ2 e λ3, quando processo fora do
controle) destes casos foram calculados para descrever o perfil, obtendo-se respectivamente
2.62; 2.81; 2.10 que corresponde aos seguintes valores esperados E(X1) =4.71; E(X2) =4.90 e
ρ=0.43 (estes valores estão no segundo bloco de colunas da Tabela 4). Note que este valor
médio de correlação é menor que o valor quando o processo está sob controle. E finalmente os
distúrbios (para diferentes tamanhos em todos os parâmetros) que o gráfico de controle SM
detecta rapidamente. Os valores médios de λ1, λ2 e λ3 são respectivamente 2.50; 2.50 e 3.12
fornecendo E(X1) = 5.62; E(X2) =5.62 e ρ=0.56 (maior que o valor quando o processo está sob
controle).
45
João Pessoa, 2 a 5 de Setembro 2008
Tabela 2 – Valores de NMA dos gráficos de controle (caso 1: λ1=λ2=λ3=1)
46
João Pessoa, 2 a 5 de Setembro 2008
47
João Pessoa, 2 a 5 de Setembro 2008
Tabela 4 – O melhor gráfico de controle
Leitura similar pode ser feita com os resultados da Tabela 3. Por exemplo, quando λ1
permanece inalterado (λ1=1), mas se λ2 triplica (λ2=6) e λ3 duplica (λ3=2), os gráficos de
controle MX e 2C são mais rápidos para detectar este tipo de distúrbio com o menor NMA igual
48
João Pessoa, 2 a 5 de Setembro 2008
a 3.53. Valores médios de λ1, λ2 e λ3 (fora de controle), quando os gráficos de controle MX e
2C são as melhores opções, são respectivamente 1.36; 7.27 e 2.64 que resultam valores de
E(X1) =4.00; E(X2)=9.91 e ρ=0.41. Note que a correlação (fora de controle) é igual ao seu valor
se o processo estivesse sob controle, mas grandes mudanças foram observados em λ2 e
conseqüentemente grandes mudanças no valor de E(X2).
Para identificar um apropriado gráfico de controle para detectar rapidamente algum tipo
de distúrbio específico, Tabela 4 foi construída. Os valores dos parâmetros sob controle de
processo estão colocados no primeiro de bloco de colunas. Os valores dos principais parâmetros
quando o processo está fora de controle estão no segundo bloco de colunas e no último bloco
de colunas um mosaico foi construído para identificar qual gráfico de controle é mais adequado
para detectar mais rapidamente algum distúrbio específico. As entradas deste último bloco de
colunas são as razões entre os valores dos parâmetros fora de controle e sob controle
denotados como
λi
=1, 2, 3, 4 e i=1, 2, 3.
λ i0
Analisando a Tabela 4, algumas observações podem ser feitas:
• Note que o gráfico de controle DF aparece como a melhor opção apenas na coluna
λ3
=1 e na maioria das vezes quando
λ30
λ1
λ
=1 ou 20 =1. Em outras palavras, o
0
λ1
λ2
parâmetro da covariância permaneceu inalterado e distúrbios somente em uma das
médias ou E(X1) ou E(X2), tendo como conseqüência uma diminuição da correlação,
conforme pode-se observar os valores médios dos parâmetros relativos ao gráfico DF no
segundo bloco de colunas.
• Os gráficos MX e 2C (doravante denominados como gráficos M2) são as melhores opções
quando os valores sob controle de λ1 e λ2 são iguais (os casos simétricos 1, 2, 7 e 8).
Observam-se causas especiais provocando grandes ou moderados aumentos
simultaneamente em λ1 e λ3 mantendo-se λ2inalterado; ou simetricamente, aumentos
grandes ou moderados simultâneos em λ2 e λ3 mantendo λ1 inalterado. Nestes casos
49
João Pessoa, 2 a 5 de Setembro 2008
ocorrem mudanças (aumentos) nas médias de X1 ou de X2. De modo geral, a correlação
sofre poucas mudanças.
• Ainda considerando os casos simétricos, quando
λ3
λ
λ
>1, 10 ≤ 2 e 20 ≤ 2, o gráfico SM
0
λ3
λ1
λ2
tem tido o melhor desempenho.
• Considerando os casos assimétricos, quando pouca ou quase nenhuma correlação
ocorreu (porém alterações nas médias) devido às causas especiais, o gráfico de controle
MX e 2C são as melhores opções. No entanto, as causas especiais provam um aumento
(decréscimo) na correlação, o gráfico SM (DF) é a melhor opção.
4.3 – Exemplo numérico
Nesta seção considere os dados extraídos de Ho & Singer (2001) onde dois tipos de
defeitos são contados em 230 amostras de 100 g de fibras têxteis produzidas por duas máquinas
de um fabricante (os dados estão reproduzidos na Tabela 5).
Tabela 5 – Freqüência de defeitos em 100 g de fibras têxteis.
# de defeitos do
Máquina
A1
A2
# de defeitos do tipo 2
Tipo 1
0
1
2
3
4
5
6
7
Total
0
13
26
22
16
3
1
3
9
12
7
5
2
.
.
82
2
1
.
39
2
.
3
1
.
3
.
.
1
1
.
1
.
.
5
.
.
.
1
5
Total
16
38
36
25
8
5
1
1
130
0
15
14
11
10
3
1
.
.
54
1
2
12
6
7
5
3
1
.
36
2
.
1
2
1
.
2
.
.
6
3
.
.
.
1
1
1
1
.
4
Total
17
27
19
19
9
7
2
.
100
50
João Pessoa, 2 a 5 de Setembro 2008
Neste contexto, cada maquina define um estrato e após a comparação das taxas médias de
defeitos entre os estratos e avaliação da intensidade e homogeneidade da associação entre as
freqüências dos dois tipos de defeitos, os parâmetros relevantes foram estimados (pelo método
da máxima verossimilhança) e reproduzidos na Tabela 6.
Tabela 6 – Estimativa dos parâmetros do exemplo numérico
Parâmetro
Estimativa
Erro padrão
Taxa média de defeito tipo I
0.5243
0.0476
Taxa média de defeito do tipo II
1.9914
0.0928
Covariância entre os números de
0.3013
0.0629
defeitos do tipo I e II
Note que a correlação entre os dois tipos de defeitos nas fibras têxteis é positiva
(correlação de 0.295). Este fato sugere que o aumento de incidência num tipo de defeito pode
levar a aumentar ocorrências do outro tipo de defeito. Limites de controle e valores de NMA0
estão resumidos na Tabela 7. Os gráficos de controle SM e MX identificam uma observação
como fora de controle ((X1=3; X2=7, da máquina A1).
Tabela 7 – Limites de controle do exemplo numérico
Gráfico de Controle
Limites de Controle
NMA0
SM
[0;8]
282.05
MX
[0;6]
229.5
DF
[-7;1]
209.1
2C
[0;3];[0;7]
334.9
Figura 1 ilustra os gráficos de controle propostos considerando um conjunto de dados
simulados. As dez primeiras amostras foram tomadas de modo a ter taxas médias iguais aos
valores estimados da Tabela 6 (ou seja, com λ1=0.2230; λ2=1.6901 e λ3=0.3013) e as dez
51
João Pessoa, 2 a 5 de Setembro 2008
últimas observações foram simuladas alterando λ3 para 4.3013 e mantendo inalterados os
parâmetros λ1 e λ2.
Empregando os limites de controle da Tabela 7, um sinal de que processo pode estar
fora de controle é dada na décima terceira amostra (três amostra após o ponto de mudança)
através do gráfico de controle SM. Caso empregue o gráfico de controle MX, um sinal é dado
apenas na décima sexta amostra. No gráfico DF um sinal é dado apenas na décima nona
observação e caso dois gráficos individuais fossem empregados apenas um sinal em X1 seria
dado também na décima nona observação.
9
14
8
12
7
6
10
6
8
SM
8
MX
5
4
6
3
4
2
1
2
0
0
2
2
4
6
8
10
12
A mostra
14
16
18
4
6
8
20
Gráfico de controle SM
10
12
A mostra
14
16
18
20
Gráfico de controle MX
9
Variable
X1
X2
2
8
1
1
7
7
0
6
X1;X2
-1
DF
-2
-3
5
4
3
-4
2
-5
1
-6
3
0
-7
-7
2
4
6
8
10
12
Amostra
14
16
18
2
4
6
8
10
12
A mostra
14
16
18
20
20
Gráfico de controle DF
Gráfico de controle 2C
Figura 1 – Gráficos de controle para processo de Poisson bivariada – dados simulados
Estes resultados de certo modo são coerentes visto que mudança somente em λ3 de
0.3013 para 4.3013 mantendo os demais parâmetros irá causar aumentos nas duas médias,
assim como na correlação, alterando a correlação de 0.295 (sob controle) para 0.826 (fora de
52
João Pessoa, 2 a 5 de Setembro 2008
controle). E neste caso, o gráfico de controle SM é mais rápido para detectar este tipo de
mudança.
4.4- Considerações finais
Nesta seção, gráficos de controle utilizando simples estatísticas descritivas para
monitorar dois tipos de defeitos em unidades produzidos sob uma distribuição de Poisson
bivariada foram apresentados.
Os três gráficos foram baseados no monitoramento das estatísticas SM=X1+ X2;
MX=max(X1, X2); DF=X1-X2 além de dois gráficos de controle separados (uma para X1 e a outra
para X2, no texto referenciados como gráficos de controle 2C). Os gráficos de controle foram
planejados adotando-se como risco de alarme falso ≤0.0027. Devido à natureza da variável em
questão (variáveis discretas), os limites de controle foram ajustados ou determinados de modo
a ter risco de alarme falso o mais próximo possível do nível escolhido.
Outra conclusão é que não existe um único gráfico de controle que sempre ofereça uma
rápida detecção de qualquer tamanho e natureza. O principal ganho nos gráficos propostos SM,
DF, ou MX é a simplicidade em julgar se o processo está sob controle ou não através de
monitoramento de estatísticas simples com um gráfico de controle ao invés de dois gráficos de
controle separadamente.
A principal dificuldade em aplicar os gráficos propostos pode ser a escolha correta ou a
melhor escolha de um gráfico adequado. Algumas recomendações podem ser feitos: se
aumento for observado somente em um dos tipos de defeitos, o gráfico DF parece ser a melhor
opção. Contudo se aumentos forem observados nos dois tipos defeitos, a regra é dada através
da correlação; se a correlação aumentar, o gráfico SM é a melhor opção; se a correlação
permanecer estável, gráficos MX ou 2C são as melhores opções.
53
João Pessoa, 2 a 5 de Setembro 2008
Referências
BERKHOUT P. & PLUG E. A bivariate Poisson count data model using conditional probabilities.
Statistica Neerlandica, v. 58, #3, p. 349-364, 2004.
HO L.L. & SINGER J.M. Generalized least squares methods for bivariate Poisson regression.
Communications in Statistics: Theory and Methods, v. 30, p. 263-277, 2001.
HOLGATE P. Estimation for the bivariate Poisson distribution. Biometrika, v. 51, p. 241-245,
1964.
JOHNSON N., KOTZ S. & BALAKRISHNAN N. Discrete multivariate distributions. Wiley, New
York, 1997.
KARLIS D. & NTZOUFRAS I. Bivariate Poisson and diagonal inflated bivariate Poisson regression
models in R. Journal of Statistical Software vol. 14 #10. http://www.jstatsoft.org/, 2005
KARLIS D. An EM algorithm for multivariate Poisson distribution and related models. Journal of
Applied Statistics, vol. 30(1), p. 63-77, 2003.
KOCHERLAKOTA S. & KOCHERLAKOTA K. Bivariate discrete distributions. New York: Marcel
Dekker, 1992.
KOCHERLAKOTA S. & KOCHERLAKOTA K. Regression in the bivariate Poisson distribution.
Communication in Statistics: Theory and Methods, vol. 30, p. 381-393, 2001.
PATEL H.I. Quality control methods for multivariate binomial and Poisson distribution.
Technometrics, vol. 15, p. 103-112, 1973.
RAYNER J.C.W. & BEST D.J. Smooth tests for the bivariate Poisson distribution. Australian
Journal of Statistics. Vol. 37(2), p. 233-45, 1995.
54
João Pessoa, 2 a 5 de Setembro 2008
SKINNER K.R.; MONTGOMERY D.C. & RUNGER G.C. Process monitoring for multiple count data
using generalized linear model-based control charts. International Journal of Production
Research. Vol. 41(6), p. 1167-1180, 2003.
Apêndice
A.1 – Função de probabilidade de MX=Max(X1,X2)
y −1
y −1
j =0
j =0
P ( MX = y ) = ∑ P ( X 1 = j , X 2 = y ) + ∑ P ( X 1 = y , X 2 = j ) + P ( X 1 = y , X 2 = y )
i
e[−(λ1 + λ2 + λ3 )] y −1 λ1j λ2y + λ1y λ2j j j y λ3 (λ1 λ2 ) y
=
∑
+
∑ i !
y!
j!
y!
i =0 i i λ1λ2
j =0
2
y λ3
∑
i !
i =0 i
λ1λ2
y
i
A.2 – Calculando E(MX)
y −1
y −1
E ( MX ) = ∑ y ∑ P( X 1 = j, X 2 = y ) + ∑ P ( X 1 = y, X 2 = j ) + P( X 1 = y, X 2 = y )
y = 0 j =0
j =0
y −1
y −1
∞
= ∑ ∑ yP ( X 1 = j, X 2 = y ) + ∑ yP ( X 1 = y, X 2 = j ) + yP ( X 1 = y, X 2 = y )
y = 0 j =0
j =0
∞
(A.1)
Utilizando as relações de recorrência (3) em (A.1) as igualdades podem ser escritas:
∞ y −1
E ( MX ) = ∑ ∑ ( λ2 P ( X 1 = j , X 2 = y − 1) + λ1P ( X 1 = y − 1, X 2 = j )
y = 0 j =0
+λ3 ( P( X 1 = y − 1, X 2 = j − 1) + P ( X 1 = j − 1, X 2 = y − 1) ) )
+λ1 P( X 1 = y − 1, X 2 = y ) + λ3 P( X 1 = y − 1, X 2 = y − 1)]
(A.2)
Após manipulações algébricas, a equação (A.2) pode ser expressa como
55
João Pessoa, 2 a 5 de Setembro 2008
∞
E ( MX ) = ∑ (λ1 + λ2 + λ3 ) [ P( X 1 = y, X 2 = y ) + P( X 1 = y + 1, X 2 = y ) ]
y =0
∞
∞
y =0
y=0
+ ∑ (λ1 + λ3 ) [ P( X 1 > y, X 2 = y ) ] + ∑ (λ2 + λ3 )[ P ( X 1 = y, X 2 > y + 1)]
(A.3)
A.3 - Calculando E(MX2)
y −1
∞
y −1
E ( MX 2 ) = ∑ y 2 ∑ P( X 1 = j , X 2 = y ) + ∑ P ( X 1 = y, X 2 = j ) + P( X 1 = y, X 2 = y )
y =0
j =0
j =0
y −1
∞
y −1
= ∑ ∑ y 2 P ( X 1 = j , X 2 = y ) + ∑ y 2 P ( X 1 = y, X 2 = j ) + y 2 P ( X 1 = y , X 2 = y )
y = 0 j =0
j =0
(A.4)
Novamente empregando as relações de recorrência em (A.4), E(MX2) pode ser expressa como
∞
=∑
y =0
y −1
∑ λ P( X
j =0
2
1
= j , X 2 = y − 1) + λ3 P( X 1 = j − 1, X 2 = y − 1) + λ22 P( X 1 = j , X 2 = y − 2)
+2λ2λ3 P ( X 1 = j − 1, X 2 = y − 2) + λ32 P( X 1 = j − 2, X 2 = y − 2)
∞
+∑
y =0
y −1
∑ λ P( X
j =0
1
1
= y − 1, X 2 = j ) + λ3 P( X 1 = y − 1, X 2 = j − 1) + λ12 P( X 1 = y − 2, X 2 = j )
+2λ1λ3 P( X 1 = y − 2, X 2 = j − 1) + λ32 P( X 1 = y − 2, X 2 = j − 2)
+λ1λ2 P( X 1 = y − 1, X 2 = y − 1) + 2λ1λ3 P( X 1 = y − 2, X 2 = y − 1)
+λ3 P ( X 1 = y − 1, X 2 = y − 1) + λ32 P( X 1 = y − 2, X 2 = y − 2)
(A.5)
Após manipulações algébricas, a expressão (A.5) resultou em
∞
E ( MX 2 ) = λ3 (1 + λ3 ) + ∑ λ2 (1 + λ3 ) P ( X 1 ≤ y, X 2 = y ) + λ22 P( X 1 ≤ y + 1, X 2 = y )
y =0
+λ1 P( X 1 = y, X 2 ≤ y ) + λ1 (1 + λ3 ) P ( X 1 = y, X 2 = y + 1) + λ1λ2 P ( X 1 = y, X 2 = y )
(A.6)
A.4 – Var(MX)
Com as expressões (A.3) e (A.6), Var(MX) pode ser obtida.
56
João Pessoa, 2 a 5 de Setembro 2008
Seção Cinco:
COMENTÁRIOS FINAIS
Nestas notas foram trabalhadas algumas questões do monitoramento de processos,
que embora pontuais, têm sido as responsáveis pela frustração de muitos adeptos dos gráficos
de Shewhart. As questões do erro de mensuração e da autocorrelação das observações, se não
tratadas de forma adequada comprometem a eficiência do gráfico.
Na seção dois destas notas, as curvas do Número Médio de Amostras (NMA) que o
gráfico de controle requer para sinalizar uma causa especial foram construídas. Basta olhá-las
para perceber o “estrago” que a autocorrelação e o erro de mensuração causam na
performance dos gráficos de controle. Para minimizar o efeito do erro de mensuração só
mesmo inspecionando um mesmo item várias vezes; quanto à questão da autocorrelação, uma
forma simples de minimizar o seu efeito consiste em não se formar os subgrupos racionais com
itens “vizinhos”.
Nas seções três e quatro a questão do monitoramento simultâneo de muitas
características de qualidade foi abordada. O mais importante a salientar é que, o que está
disponível hoje na literatura, sobre estatísticas de monitoramento multivariadas para o caso de
atributos é quase nada, e para o caso de variáveis, as estatísticas ainda são muito complicadas e
pouco eficientes.
Para finalizar, cumpre salientar que existem ainda outros pontos importantíssimos a
serem pesquisados em monitoramento de processos, tais como a questão da estimação dos
parâmetros após a Fase I, onde as causas especiais que atuam no processo são eliminadas,
tornando-o monitorável.
57
João Pessoa, 2 a 5 de Setembro 2008