UNIVERSIDADE DO VALE DO RIO DOS SINOS – UNISINOS
CENTRO DE CIÊNCIAS ECONOMICAS
CURSO DE ADMINISTRAÇÃO DE EMPRESAS
CLOVIS BALBINÓT
Gestão de Estoques de Produto Acabado
AmBev – Filial Águas Claras do Sul
São Leopoldo
2005
CLOVIS BALBINÓT
Gestão de Estoques de Produto Acabado
AmBev – Filial Águas Claras do Sul
Trabalho de conclusão de curso
apresentado como requisito parcial para
obtenção do título de Bacharel em
Administração
de
Empresas
pela
Universidade do vale do Rio dos Sinos –
UNISINOS
Orientador : Prof. Dr. Carlos Alberto Diehl
São Leopoldo
2005
CLOVIS BALBINÓT
Gestão de Estoques de Produto Acabado
AmBev – Filial Águas Claras do Sul
Trabalho de Conclusão apresentado à Universidade do Vale do Rio dos Sinos
– UNISINOS, como requisito parcial para obtenção do título de Bacharel em
Administração de Empresas
Aprovado em
de
.
BANCA EXAMINADORA
.
Professor
.
Professor
.
Professor
Dedicatória
Dedico este trabalho a minha esposa Nara B.da
S. Balbinot, minha filha Janine da S. Balbinot, que
estiveram ao meu lado em toda minha trajetória , que
no início era um sonha, e agora tornou-se uma
conquista.
Também dedico aos meus pais, Victorio e
Lourdes, que foram o início de tudo, e conseguiram
mostra-me o caminho correto na vida, com simplicidade,
honestidade e caráter educaram seus três filhos.
Agradecimento...
Agradeço ao meu Orientador Prof. Dr. Carlos A. Diehl,
que com seu entusiasmo, dedicação, paciência e excelente
orientação tornou possível a realização deste trabalho.
Aos colegas de aula que mesmo nos momentos de
desavenças, contribuíram para meu crescimento acadêmico,
profissional e pessoal.
Aos meus colegas da AmBev, pelo apoio, ajuda e
compreensão.
RESUMO
Este trabalho é um estudo de caso realizado na Companhia Brasileira de
Bebidas – AmBev, Filial Águas Claras do Sul, uma empresa do ramo alimentício,
produtora de cerveja, refrigerante e chopp, distribuindo seus produtos para os
estados do Rio Grande do Sul, Santa Catarina e parte do Paraná.
Inicialmente é apresentada uma revisão bibliográfica dos conceitos de
Logística, Administração de Materiais e Estoques, entre outros, foi desenvolvida para
embasar a análise e possibilitar sugestões de melhorias ao final do estudo. Em
seguida é desenvolvida uma descrição completa do sistema atual da gestão de
estoques de produto acabado da unidade, desde a elaboração da programação de
produção até a etapa final que é a venda do produto.
Através das entrevistas, consultas a dados secundários e as observações,
conseguiu-se obter as informações necessárias para realização do estudo de caso,
e posterior comparação a revisão bibliográfica, com o intuito de apresentar a análise
final, as sugestões de melhorias e a conclusão.
PALAVRAS CHAVES: estoque, produção, vendas, programação.
PERÍODO: 2005/2.
LISTA DE FIGURAS
Figura 01: Processo de Previsão Eficaz....................................................................28
Figura 02: Período de Replanejamento.....................................................................30
Figura 03: Comportamento Dinâmico do Processo de Previsão ...............................30
Figura 04: Fluxo Primário de Informações ................................................................34
Figura 05: Variação de Estoque - Dente de Serra.....................................................40
Figura 06: Gráfico dos Estoques no Modelo de Alto Giro .........................................41
Figura 07: Gráficos dos Estoques no Modelo de Baixo Giro .....................................41
Figura 08: Vista Parcial da Unidade Águas Claras do Sul – AmBev .........................66
Figura 09: Horizontes de Planejamento da AmBev...................................................67
Figura 10: Fluxo de Informações da Malha ...............................................................69
Figura 11: Armazenamento de Produto Acabado “Dois de Alto”...............................83
Figura 12: Produto em Analise – “Tranca Palete” .....................................................84
Figura 13: Dispersão de Vendas Cerveja 600ml Janeiro 2005 .................................88
Figura 14: Dispersão de Vendas Cerveja Lata Janeiro 2005 ....................................88
Figura 15: Dispersão de Vendas Cerveja 600ml Fevereiro 2005 ..............................89
Figura 16: Dispersão de Vendas Cerveja Lata Fevereiro 2005.................................89
Figura 17: Dispersão de Vendas Refrigerante Janeiro 2005.....................................91
Figura 18: Dispersão de Vendas Refrigerante Fevereiro 2005 .................................91
Figura 19: Dispersão de Vendas Skol Lata Jan/Jul 2005..........................................93
Figura 20: Dispersão de Vendas Pepsi Cola Light Jan/Jul 2005...............................94
LISTA DE TABELA
Tabela 01: Quadro Comparativo entre Opções de Inventário ...................................57
Tabela 02: Vendas de Cerveja Prevista x Real – Jan/Fev 2005 ...............................87
Tabela 03: Vendas de Refrigerante Prevista x Real – Jan/Fev 2005 ........................87
Tabela 04: Vendas Cerveja Prevista x Real – Jan/Jul 2005......................................92
Tabela 05: Vendas de Refrigerante Prevista x Real – Jan/Jul 2005 .........................92
Tabela 06: Quadro de Sugestões de Melhorias ......................................................103
LISTA DE ABREVIATURAS E SIGLAS
2F: Sistema de Emissão de Notas Fiscais da AmBev
2P: Sistema de Marcações de Puxadas da AmBev
CDD: Centro de Distribuição a Distância
EFF: Estoques Fora de Faixa
ERP: Enterprise Resources Planning – Sistema de Gestão Empresarial
FIFO: First in First out – Primeiro Que Entra primeiro que Sai
MRP: Materials Requirements Planning
MSN: Messenger
PCP: Planejamento e Controle de Produção
PDV: Ponto de Venda
PEF: Programa de Excelência Fabril
SAC: Serviço de Atendimento ao Consumidor
SAP : Systemanalyse and Programmentwicklung – Sistemas, Aplicações e
Produtos de Processamento de Dados
Set-up: Troca de Produto na Linha de Produção
SKU: Stock Keeping Unit – Número de Itens ou Produto Estocado
SÚMARIO
1 INTRODUÇÃO .......................................................................................................11
1.1 Situação Problema....................................................................................12
1.1.1 Definição do Problema.......................................................................12
1.1.2 Objetivos ............................................................................................13
A seguir será descrito quais os objetivos deste trabalho. ......................13
1.1.2.1 Objetivo Geral ............................................................................14
1.1.2.2 Objetivos Específicos.................................................................14
1.1.2.3 Justificativa ................................................................................14
2 GESTÃO DE ESTOQUE........................................................................................16
2.1 Definição de Logística ..............................................................................16
2.2 Dados Gerais do Estoque ........................................................................18
2.3 Características Básicas de Controle de Estoque...................................18
2.3.1 Custos de Estoque.............................................................................19
2.3.2 Objetivos de Estoques .......................................................................20
2.4 Funções dos Estoques.............................................................................21
2.4.1 Estoque de Antecipação ....................................................................22
2.4.2 Estoque de Segurança.......................................................................22
2.4.3 Estoque de Tamanho de Lote............................................................23
2.5 Previsões de Estoques.............................................................................23
2.5.1 Considerações Gerais........................................................................24
2.5.1.1 Natureza da Demanda ...............................................................24
2.5.1.2 Componentes das Previsões .....................................................25
2.5.1.3 Abordagens de Previsão............................................................27
2.5.2 Processo de Elaboração de Previsões ..............................................28
2.5.3 Técnicas de Previsões .......................................................................31
2.6 Planejamento e Controle de Produção – PCP ........................................32
2.7 Gerenciamento de Estoques....................................................................35
2.7.1 Planejamento de Estoques ................................................................35
2.7.1.1 Incertezas ..................................................................................36
2.7.2 Política de Estoques ..........................................................................37
2.7.3 Níveis de Estoques ............................................................................38
2.7.3.1 Estoque Mínimo .........................................................................42
2.7.3.2 Estoque Máximo ........................................................................42
2.7.3.3 Estoque Ponto de Pedido ..........................................................43
2.8 Gerenciamento de Depósitos ..................................................................43
2.8.1 Funções de um Depósito ou Armazém ..............................................44
10
2.8.1.1 Estocagem Estratégica ..............................................................45
2.8.2 Armazenamento de Estoque..............................................................46
2.8.2.1 Localização dos Estoques .........................................................47
2.8.2.2 Técnicas de Estocagem.............................................................48
2.9 Movimentações de Estoques...................................................................50
2.9.1 Manuseio de Materiais .......................................................................50
2.9.1.1 Paletização ................................................................................52
2.9.1.2 Sistemas de Manuseio de Estoques ..........................................54
2.10 Inventário.................................................................................................55
3 MÉTODO................................................................................................................58
3.1 Tipo de Pesquisa ......................................................................................58
3.2 Definição da Área Alvo de Estudo...........................................................59
3.3 Coleta de Dados........................................................................................60
3.4 Análise de dados ......................................................................................61
3.5 Limitações do Método ..............................................................................62
4 ESTUDO DE CASO : AMBEV- FILIAL ÁGUAS CLARAS DO SUL .....................63
4.1 Caracterização da Empresa .....................................................................63
4.1.1 Caracterização da Área de Logística .................................................66
4.2 Situação Atual do Planejamento de Estoques .......................................67
4.2.1 Sistemas Utilizados na Unidade de Águas Claras do Sul ..................69
4.2.2 Malha .................................................................................................70
4.3 Planejamento e Programação de Produção (PCP) ................................72
4.3.1 Programação de Produção ................................................................72
4.3.1.1 Reunião de Produção ................................................................74
4.3.1.2 Negociação de Produção e Distribuição ....................................76
4.3.1.3 Ajuste da Malha .........................................................................77
4.3.4 Gestão da Política de Estoques .........................................................78
4.4 Fechamento de Produção Diária .............................................................81
4.5 Sistema de Armazenamento ....................................................................82
4.6 Inventário de Estoques ............................................................................85
4.7 Programação de Distribuição :Prevista x Realizada..............................86
4.8 Análise e Considerações..........................................................................94
4.8.1 Planejamento de Estoques - Determinação dos Níveis de Estoques 95
4.8.2 Planejamento e Controle de Estoques (PCP) ....................................96
4.8.3 Produção das linhas de Envasamento...............................................97
4.8.4 Outras Considerações .......................................................................98
4.9 Sugestões de Melhoria .............................................................................99
4.9.1 Treinamento dos Analistas e Conferentes .......................................100
4.9.2 Contagem Diária Físico x Contábil...................................................100
4.9.3 Sistema de Codificação dos Estoques.............................................101
4.9.4 Utilização dos Gráficos da Política de Estoques ..............................101
4.9.5 Antecipação da Produção de Cerveja Lata......................................102
4.10 Considerações Finais ...........................................................................102
CONCLUSÃO .........................................................................................................104
REFERÊNCIAS.......................................................................................................106
APÊNDICE A: Roteiro de Perguntas Utilizados na Pesquisa ............................108
APÊNDICE B: Fontes de Dados Utilizadas na Pesquisa....................................109
ANEXO 1: Exemplo de Gráfico Política de Estoques .........................................110
ANEXO 2: Exemplo Protocolo de Justificativas de Estoques Fora de Faixa...111
1 INTRODUÇÃO
As empresas e instituições em geral, vem buscando incessantemente a
excelência em seus processos. Tal busca visa oferecer produtos e serviços cada vez
melhores a preços competitivos; reduzir custos sem comprometer a qualidade; gerar
benefícios aos acionistas e funcionários; oferecer aos clientes produtos de qualidade
e preço acessível; obter lucro, que é o que todos almejam, com isto garantido a
sobrevivência das organizações.
Este processo contínuo de melhoria não é apenas uma opção a mais que as
empresas possuem para traçar suas diretrizes gerenciais, mais sim uma questão de
sobrevivência em ambiente fortemente competitivo.
Possuir estoques em níveis adequados, analisar, programar e controlar as
diversas variáveis que os estoques sofrem, tornou-se uma das questões de
sobrevivência, principalmente no ramo que bebidas, ramo este que versará o
trabalho.
Os estoques de produto acabado, representam capital parado, capital que
poderia ser utilizado em outro investimento, mas sem eles as empresas não
conseguem atender às incertezas do mercado. Neste contexto, é inevitável possuir
uma gestão de estoques que garanta o atendimento dos clientes e também que não
12
impacte no negócio, mantendo o capital empregado nos estoques em níveis que não
comprometam o resultado final da organização.
1.1 Situação Problema
1.1.1 Definição do Problema
O ramo de bebidas brasileiro, mais precisamente o cervejeiro, modificou-se
muito com a fusão da Brahma e Antarctica, pois esta união consolidou as duas
maiores cervejarias brasileiras em uma só, sendo alvo de protestos e ações dos
concorrentes contra a fusão.
Mesmo sendo líder de mercado, a AmBev compete acirradamente com os
concorrentes por cada ponto percentual de aumento de venda, mantendo uma
estratégia de crescimento fundamentado em princípios de gerenciamento de receita
e persegue continuamente a maior eficiência em custos.
Um dos desafios para se manter competitivo, rentável, adaptar-se as
incertezas do mercado e buscar possibilidades de minimizar custos, é possuir um
sistema de gestão de estoques adequados às necessidades de distribuição dos
produtos produzidos.
Segundo Ching (1999), a política de estoques exerce influência muito grande
na rentabilidade da empresa. Os estoques absorvem capitais que poderiam estar
sendo investidos de outras maneiras, desviam fundos de outros usos potenciais e
têm o mesmo custo de capital que qualquer outro projeto de investimento da
empresa.
13
“Os estoques ajudam a maximizar o atendimento aos clientes, protegendo a
empresa das incertezas do mercado”. (ARNOLD, 1999, p.271).
Tentando alcançar este equilíbrio, conciliando as incertezas do mercado com
o volume de produtos produzidos, não só na Filial Águas Claras do Sul, como
também em todas as filiais da AmBev, tenta-se programar a produção a mais
próxima possível da realidade, utilizando as previsões de vendas das áreas
comerciais, comparando com as vendas de anos anteriores e buscando indicadores
que possam antever possíveis variações nas vendas dos produtos.
Atualmente a forma utilizada pela área de logística para programar e controlar
os estoques vem encontrando grande dificuldade, pois devido ao grande número de
variáveis, externas e internas, ocorrem grandes mudanças no decorrer do mês,
mudanças estas que interferem diretamente nos níveis de estoques, acarretamento
muitas vezes indisponibilidade de produto acabado ou sobra, conseqüentemente
onerando o capital empregado da companhia.
Neste contexto, a questão do problema de pesquisa é: Quais os meios
necessários para que a AmBev, Filial Águas Claras do Sul, possa manter uma
política de estoques de produto acabado adequado às necessidades do mercado ?
1.1.2 Objetivos
A seguir será descrito quais os objetivos deste trabalho.
14
1.1.2.1 Objetivo Geral
Identificar e analisar o Sistema de Gestão de Estoques existentes na AmBev,
Filial Águas Claras do Sul.
1.1.2.2 Objetivos Específicos
¾ Analisar a programação de produção na AmBev, Filial Águas Claras do Sul ;
¾ Identificar as práticas adotadas na gestão de estoques na AmBev, Filial Águas
Claras do Sul;
¾ Identificar problemas na gestão de estoques da AmBev, Filial Águas Claras do
Sul;
¾ Propor ações, que possam ser adequadas para melhorar a gestão de estoques
da AmBev, Filial Águas Claras do Sul .
1.1.2.3 Justificativa
Uma preocupação constante em qualquer empresa é os níveis de estoques,
portanto, fica imprescindível um controle eficaz na Gestão de estoque. Diante disso,
torna-se indispensável uma cadeia logística eficiente e sob controle permanente
para obter uma vantagem competitiva que garantirá supremacia em relação aos
concorrentes.
15
O mercado de bebidas, principalmente na região sul, sofre muito com a
sazonalidade devido aos períodos de frio, portanto, as incertezas da demanda são
maiores, e para que sejam minimizados seus efeitos, um controle muito mais efetivo
dos estoques faz-se necessário, e se não garante, ao menos minimiza os custos que
geram os estoques, ou falta de produto no mercado.
Este trabalho proporcionou um levantamento de informações da AmBev, Filial
Águas Claras do Sul, com foco no sistema de Gestão de Estoques e suas
peculiaridades, para que se possa identificar como a empresa consegue administrar
e compor seus níveis de estoques.
“O Controle de estoques é a parte vital do composto logístico, pois estes
podem absorver de 25 % a 40% dos custos totais, representando uma porção
substancial do capital da empresa”. (BALLOU , 1993, p. 204). Portanto, é importante
a correta compreensão do seu papel do controle de estoques na logística e de como
devem ser gerenciados
2 GESTÃO DE ESTOQUE
Frente uma realidade onde são crescentes as exigências em termos de
produtividade e de qualidade do serviço oferecido aos clientes, a logística assume
um papel fundamental entre as diversas atividades da empresa, para atingir seu
objetivos e se manter vivas e competitivas.
“O ambiente competitivo, aliado ao fenômeno cada vez mais amplo da
globalização dos mercados, exige das empresas maior agilidade, melhores
performances e constante procura pela redução de custos” (CHING, 1999 ,p.16).
Um dos pontos que poderão fazer diferença se bem administrado é a gestão
de estoque, uma vez que a organização que possuir total controle sobre esta gestão,
terá vantagens sobre seus concorrentes, pois conseguirá manter-se competitivo
atendendo as necessidades do mercado, sem onerar o capital da empresa.
2.1 Definição de Logística
Novaes e Alvarenga (2000), não definem explicitamente seu conceito de
logística, mas a dividem em: logística de suprimento, logística no sistema industrial e
logística de distribuição e marketing, deixando claro que ela trata da identificação
17
das necessidades do cliente, através do marketing e da sua satisfação, indo buscar
as matérias primas nos fornecedores, processando os materiais através da produção
industrial, até suprir os clientes pela distribuição dos produtos acabados.
Segundo Ching (1999,p.18):
A logística moderna passa a ser a maior preocupação dentro das empresa.
Ela deve abranger toda a movimentação de materiais, interna e externa à
empresa, incluindo chegada de matéria prima, estoques, produção e
distribuição até o momento em que o produto é colocado nas prateleiras à
disposição do consumidor final.
“Logística é processo que integra, coordena e controla: a movimentação de
materiais,
inventário
de
produtos
acabados
e
informações
relacionadas;
fornecedores através da empresa; para satisfazer a as necessidades dos clientes”.
(IMAM, 1997, p.1).
Logística integra o gerenciamento do fluxo físico que começa com a fonte de
fornecimento e termina no ponto de consumo.
Segundo Ballou (1995, p.24):
Logística empresarial trata de todas as atividades de movimentação e
armazenamento que facilitam o fluxo de produtos desde o ponto de
aquisição da matéria prima até o ponto de consumo final, assim como os
fluxos de informação que colocam os produtos em movimento, com o
propósito de providenciar níveis e serviços adequados aos clientes a um
custo razoável.
A logística é uma área de extrema importância e essencial no atendimento
aos clientes e na estratégia competitiva das organizações. Entre as atividades
desenvolvidas pela logística está a gestão de estoques, se bem planejada e
controlada é o elemento chave para o sucesso de qualquer organização.
18
2.2 Dados Gerais do Estoque
Os estoques são materiais e suprimentos que a empresa ou instituição
mantém, seja para vender ou para fornecer insumos ou suprimentos para o processo
de produção. Freqüentemente, os estoques constituem uma parte substancial dos
ativos das empresas, conforme Arnold, (1999).
Segundo Arnold (1999), a administração de estoques é responsável pelo
planejamento e controle de estoque, desde o estágio de matéria-prima até o produto
acabado entregue aos clientes. Como o estoque resulta da produção e distribuição,
os dois não podem ser administrados separadamente.
“A formulação de políticas de estoques, requer o conhecimento do papel do
estoque nas áreas de produção e marketing, deve-se ter uma visão da magnitude
dos ativos nele investidos”. (BOWERSOX, 2001, p.224).
Conforme Bowersox (2001), existem muitas oportunidades para melhorar a
produtividade de estoques. Elas derivam da capacidade que a cadeia de
suprimentos integrada têm com o intercâmbio de informações e do esforço gerencial
para reduzir incertezas na demanda e nos tempos do ciclo de processamento.
2.3 Características Básicas de Controle de Estoque
“O controle de estoques envolve as tarefas de coordenação dos fornecedores,
condições físicas, armazenamento, distribuição e registro das existências de todas
as mercadorias”. (GURGEL, 2000, p.67).
19
Segundo Ching (1999), existem características que são comuns a todos os
problemas de controle de estoque, não importando se são matérias primas, material
em processo ou produtos acabados.
2.3.1 Custos de Estoque
Qualquer empresa que deseja possuir uma gestão estoques adequada, tendo
controle em todos os níveis, desde matéria-prima ao produto acabado, deve ter bem
definido os custo que representam os estoques. Conforme Arnold (1999), os custos
relacionados abaixo, são utilizados nas decisões sobre a administração de estoques:
a) custo por item: é o preço pago por um item comprado , consiste no custo
desse item e de qualquer outro custo direto associado ao mesmo, pode-se
incluir transporte , seguro e estocagem;
b) custo de manutenção; este custo consiste em todas as despesas que a
empresa incorre em função do volume de estoque mantido. Pode-se dividir
em três categorias distintas: custo de capital, custo de armazenamento e
custo de riscos;
c) custos de pedidos: os custos de pedidos em uma fábrica incluem: custo de
controle de produção, custos de preparação e desmontagem, custo de
capacidade perdida e custos de pedidos de compra;
d) custo de esvaziamento de estoque: quando a demanda do lead time
excede a previsão, pode-se esperar uma falta de estoque, tornando-se
caro devido aos custos de pedidos não atendidos;
20
e) custos relacionados à capacidade: este fator aparece quando é necessário
alterar os níveis de produção, podendo haver um aumento nas horas
extras, contratações treinamentos e demissões.
Segundo Ballou (2001), as três classes de custos importantes para determinar
a política de estoques são: custo de obtenção, custo de manutenção e custos por
falta de estoque.
2.3.2 Objetivos de Estoques
O objetivo principal do gerenciamento de estoque é assegurar que o produto
esteja disponível no tempo e nas quantidades desejadas, segundo Ballou (2001).
Conforme Arnold (1999), uma empresa que deseja maximizar seu lucro deve
possuir um investimento mínimo em estoque.
Ballou descreve:
Os estoques servem para uma série de finalidades. Ou seja, eles melhoram
o nível de serviço, incentivam economias na produção, permitem economias
de escala nas compras e no transporte, agem como proteção contra
aumento de preços, protegem a empresa de incertezas na demanda e no
tempo de ressuprimento e servem como segurança contra contingências.
(BALLOU, 1995, p.205)
21
2.4 Funções dos Estoques
Segundo Arnold (1999), o propósito básico dos estoques é separar o
suprimento da demanda. O estoque serve como um armazenamento intermediário
entre:
1) oferta e demanda;
2) demanda dos clientes e produtos acabados;
3) produtos acabados e a disponibilidade dos componentes;
4) exigências de uma operação e resultado da operação anterior.
Embora manter estoques tenha um custo, o estoque pode indiretamente
reduzir custos operacionais em outras atividades e pode ainda compensar o custo
de sua manutenção. Manter estoques pode incentivar as economias de produção
por permitir rodadas de produção mais amplas, mais longas e de maior nível, com
isto, aumentando a produtividade dos equipamentos devido à redução de set-ups
(troca de produto na linha de produção), segundo Ballou (2001).
Conforme
desempenhadas
Bowersox
pelos
(2001),
estoques,
que
existem
estão
quatro
principais
representadas
desta
funções
forma:
especialização geográfica, estoques intermediários, equilíbrio entre o suprimento e
demanda e gerenciamento de incertezas.
22
2.4.1 Estoque de Antecipação
Os estoque de antecipação são criados, para atender demandas futuras,
através de previsões, programas de promoções ou até mesmo diante de possíveis
greves ou férias coletivas agendadas. Através do método de antecipação as
empresas podem nivelar seu nível de produção, com isto auxiliando a redução de
custos de mudança das taxas de produção.
2.4.2 Estoque de Segurança
“O estoque de segurança é a quantidade extra calculada de estoque mantido
e é geralmente utilizado como proteção contra a incerteza relativa a quantidade”.
(ARNOLD, 1999, p.269).
O estoque de segurança em qualquer empresa, depende dos fatores
interligados a ele, tais como :
a) variabilidade da demanda durante o lead time;
b) freqüência de novos pedidos;
c) nível de atendimento desejado;
d) extensão do lead time. Quanto maior o lead time, mais estoque de
segurança deve ser mantido.
23
Segundo Arnold:
O estoque de segurança é mantido para proteger a empresa de flutuações
aleatórias e imprevisíveis do suprimento, da demanda ou do lead time. Se a
demanda ou lead time são maiores que o esperado, haverá um
esvaziamento do estoque. (ARNOLD, 2001, p.269)
2.4.3 Estoque de Tamanho de Lote
Os itens comprados ou fabricados em quantidades maiores que o necessário
criam imediatamente estoque de tamanho de lote, conforme Arnold (1999).
Esse tipo de estoque é muito utilizado nas ocasiões quando se quer tirar
vantagem dos descontos sobre a quantidade, para reduzir despesas de transporte,
os custos de produção e otimizar set-ups das linhas de produção, produzindo lotes
mínimos que representam maximização do lucro desejado.
Também é conhecido como estoque de ciclo, pois vai diminuindo à medida
que os pedidos chegam e é abastecida ciclicamente quando os pedidos aos
fornecedores são recebidos.
2.5 Previsões de Estoques
As atividades logísticas de planejamento e controle exigem estimativas
acuradas dos volumes de produtos e serviços a serem manipulados pela cadeia de
suprimentos. Estas estimativas são feitas tipicamente em forma de previsões,
conforme Ballou (2001).
Segundo Arnold (1999), antes de se fazer planos, deve-se fazer uma
estimativa das condições que existem dentro de um período futuro. Como são feitas
24
as estimativas e com que precisão, é outro problema; mas não se pode fazer quase
nada sem alguma forma de estimativa.
A previsão tem a função de orientar o planejamento e a coordenação dos
sistemas de informação logística. As previsões tendem a serem projeções de valores
e quantidades que poderão ser produzidas, vendidas e enviadas pela expedição da
empresa, segundo Bowersox (2001).
2.5.1 Considerações Gerais
Conforme Bowersox (2001), as previsões dividem-se por local, por quantidade
de produto e por período de tempo, com a finalidade de planejamento de operações
logísticas. Para desenvolver um processo integrado de previsão, os responsáveis
pela logística devem considerar todas as possíveis fontes de informação e as
características dos possíveis usuários destas previsões.
Os principais componentes da demanda que precisão ser entendidos antes
das previsões são: a natureza da demanda, os componentes de previsões e
abordagens de previsão.
2.5.1.1 Natureza da Demanda
Para que materiais e recursos de capacidade sejam planejados com eficácia,
todas as fontes de demanda devem ser identificadas, segundo Arnold (2001).
25
Prever níveis de demanda é vital à empresa como um todo, conforme Ballou
(2001), porque fornece as entradas básicas para o planejamento e controle de todas
as áreas funcionais, incluindo a logística, o marketing, a produção e as finanças.
Bowersox (2001), afirma que as previsões de demanda podem ser
classificadas em dois tipos distintos: independentes e dependentes.
As demandas dependentes são aquelas que podem caracterizar-se por uma
seqüência interligada de atividades de compra ou de produção, ou seja, esta
demanda é parte integrante de um pedido que depende deste item para se
completar. A demanda dependente estende-se a vários níveis do canal, como
fornecedores de matérias primas, fabricantes de componentes, montadoras e
distribuidoras.
São consideradas demandas independentes aquelas que não se relacionam
com a demanda de nenhum outro item. A demanda independente é inicialmente
determinada por meio de previsões. Geralmente as demandas dependentes são
derivadas das demandas independentes.
2.5.1.2 Componentes das Previsões
A área de logística, mais precisamente a programação de produção e
controle, precisa de previsões em quantidades de todos os SKU (Stock Keeping Unit
-número de itens ou produto estocados) por local de distribuição. As previsões
devem ser semanais, quinzenais ou mensais, dependendo do tipo de produto a ser
comercializado. Segundo Bowersox (2001), a quantidade prevista é expressa em um
único número, porém é formada por seis componentes básicos: o nível de vendas,
26
fatores sazonais, a tendência de crescimento ou queda, os fatores cíclicos, as
promoções e os fatores aleatórios.
Conforme Corrêa (2000), um dos componentes principais de previsão nas
empresas é a estratégia utilizada no sistema de administração da produção. Este
sistema deve ser capaz de apoiar o tomador de decisões logísticas a:
1) planejar as necessidades futuras de capacidade produtiva da organização;
2) planejar os níveis de estoques adequados de matérias primas, semiacabados e produtos finais, nos pontos certos;
3) programar atividades de produção para garantir que os recursos
produtivos envolvidos estejam sendo utilizados, nos momentos certos e
prioritários;
4) ser capaz de informar corretamente a respeito da situação dos recursos
disponíveis da empresa (pessoas, equipamentos, produção);
5) conseguir reagir às incertezas do mercado.
Considerando os tópicos acima, fica clara a necessidade de um planejamento
eficaz do setor de programação da produção, pois, o setor tem o papel fundamental
de dar suporte as empresas a atingirem seus objetivos estratégicos. Corrêa (2000),
apresente duas definições do conceito de planejar:
a) planejar é entender como a consideração conjunto da situação presente e
da visão futura influencia as decisões tomadas no presente para que se
atinjam determinados objetivos no futuro;
27
b) planejar é projetar um futuro que é diferente do passado, por causas sobre
as quais se tem controle.
2.5.1.3 Abordagens de Previsão
As abordagens de previsões podem ser elaboradas sob dois aspectos
principais, de “cima para baixo” (top-down) ou de “baixo para cima” (bottom-up),
conforme Bowersox (2001).
A abordagem de “cima para baixo” também é conhecida como analítica,
partindo de uma previsão de unidades a nível nacional para, em seguida, decompor
o volume total por diversas localidades, sendo mais adequada para situações de
demanda estável, ou quando os níveis de demanda variam uniformemente.
Já a abordagem de “baixo para cima” é descentralizada, pois as previsões
são feitas separadamente, com isto, cada previsão pode identificar e considerar com
mais rigor as flutuações de demanda em mercados específicos. A abordagem de
“baixo para cima” requer, contudo, sistemas de armazenamento e recuperação de
informações mais detalhadas, pois ele não está preparado para uma demanda maior
que não seja sistematizada .
Conforme Bowersox (2001), o responsável pelas previsões não é obrigado a
adotar uma abordagem ou outra, ele deve, no entanto, selecionar uma combinação
adequada dos dois tipos de abordagem. Esta combinação deve equilibrar o
detalhamento inerente à abordagem de “baixo para cima” com a facilidade de
tratamento da abordagem de “cima para baixo”.
28
2.5.2 Processo de Elaboração de Previsões
As atividades logísticas de planejamento e controle de produção exigem uma
melhor estimativa possível das necessidades de volumes a serem fabricados e
distribuídos, divididos individualmente por SKU. Bowersox (2001), salienta que é
crescente o número de empresas que está adotando processos integrados de
previsão, que incluem a coleta de dados de múltiplas fontes, técnicas matemáticas e
estatísticas sofisticadas e pessoal treinado e motivado.
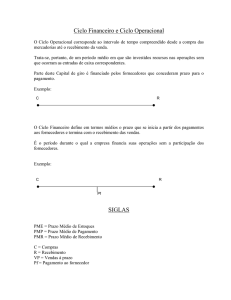
Conforme Bowersox (2001), o processo eficaz de elaboração de previsões
exige a presença de vários componentes, que estão expostos na figura 01:
Base de dados de
previsão
Processo de previsão
Gerenciamento de previsões
Histórico de
táticas de pedidos
Técnicas de
previsões
Sistema de
suporte às
previsões
Usuários das
previsões
Finanças
Marketing
Vendas
Produção
Logística
Figura 01: Processo de Previsão Eficaz
Fonte: Bowersox, 2001 p.211
Para Dias (1996), a previsão é o ponto de partida de todo planejamento de
estoque. Para que se consiga obter êxito nas previsões, deve-se ter algumas
informações básicas sobre a demanda de estoque de produto acabado, que
segundo o autor, dividem-se em duas categorias, as quantitativas e as qualitativas :
a) Quantitativas
¾ evolução das vendas no passado;
29
¾ variáveis cuja evolução e explicação estão ligadas diretamente às
vendas;
¾ variável de fácil previsão, relativamente ligadas às vendas(população,
rendas, etc);
¾ influência da propaganda.
b) Qualitativas
¾ opinião dos gerentes;
¾ opinião dos vendedores;
¾ opinião dos compradores;
¾ pesquisa de mercado.
Mas segundo Corrêa, Gianesi e Caon (2000), não adianta apenas possuir um
planejamento inicial da administração de produção e mantê-lo, sem possuir uma
sistemática de um replanejamento de acordo com as mudanças das variáveis no
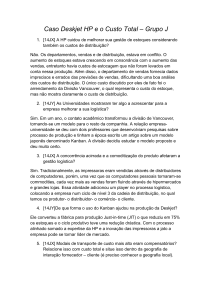
decorrer do tempo. Segundo o autor, o período de replanejamento depende
diretamente do nível da empresa, quando mais dinâmico o ambiente em questão,
menor tende a ser o período de replanejamento. A figura 02 apresenta as medidas
que devem ser levadas em conta na determinação do período de replanejamento.
30
PERÍODO DE REPLANEJAMENTO
LONGO
CURTO
Ambientes Dinâmicos
•Lead times curtos
•Demanda estável
•Processo pouco confiável
•Fornecedores pouco
confiáveis
Ambientes Estáveis
•Lead times longos
•Demanda estável
•Processo confiável
•Fornecedores confiáveis
Figura 02: Período de Replanejamento
Fonte: Adaptado :Corrêa, Gianesi e Caon, 2000, p. 36
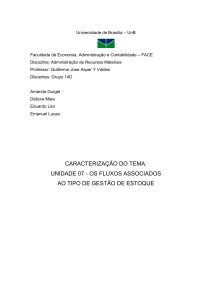
A seguir (Figura 03) é apresentado um esquema do comportamento dinâmico
do processo de previsão,
Histórico do
Consumo
Análise do
Histórico
do Consumo
Formulação
do Modelo
Outros Fatores
Informações
Diversas
Avaliação do
Modelo – Geração
de Previsão
Análise do
Histórico
do Consumo
Decorrido um período
Previsto Comprado
Com Realizado
Modelo ainda válido
Modelo não válido
=Previsão Confirmada
Continuamos com
A Previsão Inicial
Figura 03: Comportamento Dinâmico do Processo de Previsão
Fonte:Dias, 1996, p. 33
31
2.5.3 Técnicas de Previsões
Segundo Ballou (2001), geralmente o profissional de logística não necessita
estar diretamente ciente de todo o amplo espectro de previsão disponível e das
técnicas de previsão, pois freqüentemente está tarefa nas empresas é destinada às
áreas de marketing, planejamento ou análise econômica.
Uma técnica de previsão consiste num cálculo matemático ou estatístico
usado para transformar parâmetros numéricos e dados históricos em quantidades
previstas. É cada vez mais evidente que previsões acuradas necessitam de
integração de técnicas de previsão com apropriados sistemas administrativos de
apoio, conforme Bowersox (2001).
Segundo Bowersox (2001), existem três tipos ou grupos de previsões:
qualitativo, de séries temporais, e causal. Ballou (2001), também descreve estes três
grupos, porém substitui séries temporais por projeção histórica, que possuem o
mesmo significado.
As técnicas qualitativas usam informações como opiniões de especialistas, a
intuição, as pesquisas ou técnicas comparativas e dados especiais, para prever o
futuro. Uma técnica qualitativa pode considerar o passado ou não.
Uma técnica de séries temporais ou projeção histórica, são métodos
estatísticos que usam dados históricos de vendas representativos de relações e
tendências estáveis. Este método tem a premissa básica que o padrão do futuro
será uma reprodução do passado, ao menos em grande parte.
Já as técnicas ou métodos causais são aqueles que tem a premissa básica de
que o nível de variável de previsão origina-se de outras variáveis relacionadas.
32
Pode-se salientar que este método consiste na estimativa das quantidades vendidas
de cada produto com base em variáveis independentes (frio, calor, chuva,etc.).
Dias (1996), classifica as técnicas de previsão em três grupos: projeção,
explicação e predileção. A técnica de projeção admite que o futuro será repetição do
passado ou as vendas evoluirão com o tempo, sendo uma técnica essencialmente
qualitativa. A segunda técnica, explicação, procura explicar as vendas do passado
mediante leis que relacionam as mesmas com as variáveis cuja evolução é
conhecida e previsível. Já a técnica de predileção apresenta a experiência e
conhecimentos dos funcionários como fatores determinantes para vendas do
mercado, assim estabelecendo a evolução das vendas futuras.
2.6 Planejamento e Controle de Produção – PCP
A área de PCP (planejamento e controle de produção) é responsável pelo
planejamento e controle do fluxo de matérias através do processo de produção.
Segundo Arnold (1999), suas principais atividades desempenhadas são:
1) Planejamento da produção, possuindo alguns critérios básicos prioritários:
a) previsão;
b) plano mestre;
c) planejamento da necessidade de insumos;
d) planejamento de capacidade.
2) Implementação e controle;
3) Administração de estoques.
33
O planejamento da produção, a implementação, o controle e a administração
do estoque são atividades que devem ser desenvolvidas em conjunto.
Conforme Arnold (1999),no sistema de planejamento de produção, o PCP é
responsável pela determinação de alguns pontos básicos nas empresas, devendo
identificá-los e administrá-los, de tal maneira, que através do controle dos mesmos,
consegue-se obter uma padronização de todo processo. Os pontos básicos são: a
lista técnica de materiais, as especificações do processo, o tempo necessário para
realizar as operações, os equipamentos disponíveis e as quantidades necessárias.
Para que se tenha um bom sistema de planejamento de produção, o mesmo
deve responder a quatro questões :
1) O que se pretende fabricar?
2) O que é necessário para fabricar o que se pretende?
3) O que a empresa possui?
4) De que a empresa precisa?
Zaccarelli, salienta:
O PCP, além de indispensável na administração da empresa, assume
funções da mais alta importância para operação desta empresa. Poderá
parecer excessivo concentra-se em um departamento ou setor da empresa,
todas as atividades relacionadas com o fornecimento de informações para
produção e compra, fornecimento de previsões e elementos para controle.
Isto, entretanto, é conseqüência inevitável da especialização do trabalho,
pois, os trabalhos da mesma natureza ficariam agrupados e teriam
imparcialidade em seus controles.(ZACCARELLI, 1987, p. 3)
34
Na figura 04 é apresentado o fluxo primário de informações do PCP.
Vendas ou
Previsão
Controle Estoques
Linha de
Produtos
Capacidade
Produtiva
Planejamento do Processo Produtivo
Quando
O que
Como
Onde
Previsões
_de despesas
_de carga
_ de prazos
Programação de Produção
Compras
Fabricação
Controles
_de eficiência
_de custos
_ de prazos
Estoques
Entrega
Figura 04: Fluxo Primário de Informações
Fonte: Adaptado Zaccarelli, 1987, p. 5
O fluxo da figura 4 representa apenas as informações primárias. Existem
ainda muitas outras informações que não estão representadas. Pode-se citar como
exemplo ocorrências eventuais (quebra de linha, produtos retidos, estouro da
demanda).
A área de planejamento e controle de produção, deve possuir uma relação
direta e altamente profissional com os outros setores da empresa. Segundo
Zaccarelli (1987), os setores mais importantes que o PCP deve ter relação são: a
alta administração, coordenação entre produção e vendas, coordenação entre
produção e compras e coordenação coma contabilidade de custos.
35
2.7 Gerenciamento de Estoques
Os estoques são recursos ociosos que possuem valor econômico, os quais
representam um investimento destinado a incrementar as atividades de produção e
servir aos clientes. A formação de estoques consome o capital de giro, porém faz-se
necessário, motivo peles quais as empresas devem possuir um gerenciamento que
projete níveis adequados, objetivando manter o equilíbrio entre estoque e consumo.
Segundo Viana :
O gerenciamento moderno avalia e dimensiona convenientemente os
estoques em bases científicas, substituindo o empirismo por soluções.
Assim os níveis devem ser revistos e atualizados periódica e
constantemente para evitar problemas provocados pelo crescimento de
consumo ou vendas e alterações dos tempos de reposição (VIANA, 2000,
P.144).
Bowersox (2001), define o gerenciamento de estoque como um processo
integrado pela qual são obedecidas as políticas da empresa e da cadeia de valor
com relação aos estoques. Deve-se ter uma completa gestão de planejamento, que
projeta a movimentação e o destino dos produtos por meio dos canais de
distribuição, em conformidade com a demanda projetada e com a disponibilidade
dos produtos.
2.7.1 Planejamento de Estoques
Um dos objetivos fundamentais da logística é minimizar custos de possuir
estoques, ao mesmo tempo maximizando a disponibilidade (serviço e cliente). O
36
sucesso pretendido depende com muita freqüência de uma previsão acurada,
conduzindo ao planejamento conciso das necessidades, segundo IMAM, (1997).
Existem parâmetros e procedimentos essenciais no planejamento de
estoques, mas segundo Bowersox (2001), os aspectos que não podem deixar de ser
vistos são: quando fazer o pedido de ressuprimento, quanto pedir e definir os
procedimentos de controle.
O ponto de ressuprimento deve ser considerado sob condições de certeza de
demanda e de ciclo de atividades. Bowersox (2001), enfatiza que, as condições de
certeza implicam no conhecimento da magnitude da demanda futura e dos períodos
dos ciclos de atividades.
Bowersox, define:
O ciclo de atividades de estoque é definido como a combinação dos tempos
despendidos em eventos relacionados a comunicação, processamento e
transporte. Esses eventos fazem com que a informação ou produto se
movimente entre dois locais. O ciclo integrado de atividades é a base para
planejar a política de estoques (BOWERSOX, 2000, P.247).
A determinação do lote de compra,(quando pedir), é principio que rege a
determinação dos lotes de compra que visam equilibrar o custo de manutenção dos
estoques e o custo de emissão e colocação de pedidos a fornecedores.
2.7.1.1 Incertezas
A formulação de política de estoques deve sempre levar em conta as
incertezas. Por este motivo, é importante assimilar que uma das principais funções
do gerenciamento de estoque é evitar ocorrências de falta de produto.
37
Conforme Bowersox (2001), existem dois tipos de incertezas que influenciam
diretamente na política de estoques: as incertezas de demanda e as incertezas
relacionadas ao ciclo de atividades. As incertezas de demanda são aquelas que dão
origem a flutuações nas quantidades de vendas durante o ciclo de atividades. Já as
incertezas relacionadas com a duração do ciclo de atividades, dão origem a
variações no ciclo de ressuprimento de estoque.
2.7.2 Política de Estoques
“Gerir estoques economicamente consiste essencialmente na procura da
racionalidade e equilíbrio com o consumo” (VIANA, 2000, p.118). Conforme o autor,
conseguindo este equilíbrio as organizações conseguirão atender as necessidades
de seus consumidores, com o mínimo de custo e menor risco de falta.
Viana descreve:
Política de estoques e o conjunto de atos diretivos que estabelecem, de
forma global e específica, princípios, diretrizes e normas relacionadas ao
gerenciamento. Em qualquer empresa, a preocupação da gestão de
estoques está em manter o equilíbrio entre as diversas variáveis
componentes do sistema, tais como: custo de aquisição, de estocagem e de
distribuição; nível de atendimento das necessidades dos usuários
consumidores etc (VIANA, 2000, p. 118).
O gerenciamento de estoques é o processo integrado pela qual são
obedecidas as políticas da empresa e da cadeia de valor com relação aos estoques.
Bowersox (2000), enfatiza que uma política de estoques deve possuir as seguintes
abordagens:
38
a) controle de estoques: procedimento rotineiro necessário ao cumprimento
de uma política de estoques;
b) métodos reativos: responde às necessidades de controle de estoques de
uma empresa, ao longo do canal; de distribuição;
c) métodos de planejamento: utilizam bases de dados comuns para
coordenar necessidades de estoques nos diversos locais ou elos da
cadeia de agregação de valor;
d) princípio da adaptação: sistema combinado de gerenciamento de estoques
que pode ser usado para contornar alguns problemas inerentes a qualquer
método de planejamento.
A administração central das empresas é que devem determinar ao setor de
controle de estoques o programa de objetivos a serem atingidos, ou seja,
estabelecer os padrões que sirvam de guia aos programadores e também de
critérios para medir a performance da política de estoque, conforme Dias, (1996).
2.7.3 Níveis de Estoques
Viana (2000), salienta que as previsões exageradas por excesso implicam a
imobilização desnecessária de recursos financeiros, além do congestionamento de
áreas de armazenamento e da sobrecarga de trabalho de manuseio de estoques. Já
as reposições reduzidas geram compras repetidas e urgentes, que geralmente são
desfavoráveis.
39
Para que se consiga minimizar estes problemas, otimiza-se os estoques por
meio dos parâmetros de ressuprimento, que tem a finalidade de manter os níveis de
estoques permanentemente ajustados em função da distribuição, da produção e
tempo de reposição.
Viana, descreve:
Além de otimizar, o gerenciamento também objetiva evitar a ruptura do
estoque, ou seja, impedi-lo de atingir o nível zero, programando o
abastecimento de modo que haja uma reserva. Essa reserva, o estoque de
segurança , aparentemente excesso de material, previamente calculado,
formará um lastro de emergência, que será utilizado após o nível de estoque
ter atingido seu ponto mínimo (VIANA. 2000, P.149).
A figura 05 mostra a variação do estoque, também conhecida como dente de
serra:
Interpretação da figura 05, abaixo:
¾ A: Ponto de ressuprimento, em que há necessidade de emissão da
solicitação de compra ou reposição;
¾ B: Ponto de segurança ou estoque mínimo, ao ser atingido, desencadeia
providências, para evitar a ruptura do estoque, ou seja, falta do mesmo;
¾ A – B: Tempo de reposição produção de estoque ou produção.
40
Quantidade
Estoque Máximo
Estoque Ponto de Pedido
A
Estoque Mínimo
B
Tempo
Figura 05: Variação de Estoque - Dente de Serra
Fonte: Adaptada de Viana , 2000, p.150
Em organizações que possuem vários produtos, onde alguns a venda é
extremamente alta, e outros baixa, deve-se compor seu nível de estoque de acordo
com cada SKU. Também são chamados de produtos de alto e baixo giro. A
diferença que pode-se constatar nestes dois tipos de estoque são: no estoque de
alto giro o ponto de pedida de produção é chamado de estoque objetivo, pois este
nível é considerado o ideal para garantir a demanda. Os estoques, mínimo e máximo
são iguais para os dois tipos de produtos.
Pode-se identificar melhor este processo através das figuras 06 e 07 de
acompanhamento de estoque de alto e baixo giro abaixo:
41
Modelo de Alto Giro
Estoques
Máximo
Objetivo
Mínimo
t
Estoque objetivo: nível de estoque que deve ser perseguido
de forma a minimizar custos de estoque.
Figura 06: Gráfico dos Estoques no Modelo de Alto Giro
Fonte : site www.cel.copead.ufrj.br : acesso 23/04/05 às 23:10h
Modelo de Baixo Giro
Estoques
Estoque
Máximo
Lote de
produção (Q)
Ponto de
Pedido
Estoque
Mínimo
t
Lead-time
Figura 07: Gráficos dos Estoques no Modelo de Baixo Giro
Fonte :site www.cel.copead.ufrj.br : acesso 23/04/05 ás 23:10h
42
2.7.3.1 Estoque Mínimo
O estoque mínimo também é chamado de estoque de segurança. Segundo
Viana (2000), é a quantidade mínima possível capaz de suportar um tempo de
ressuprimento superior ao programado ou com um consumo desproporcional.
Atingindo o estoque mínimo o produto chega em sue ponto crítico,
desencadeando providências que devem ser tomadas, tais como: nova compra,
programação de produção ou ativação de encomendas, com o objetivo de não de
evitar a ruptura do estoque. A quantidade a ser resposta é calculada de acordo com
o nível de atendimento determinado pela empresa, em função da importância
operacional e dos valores de cada material, além dos desvios estimados ou
realizados e o prazo médio de reposição, conforme Viana, (2000).
O estoque mínimo ou estoque de segurança, é a quantidade mínima que
deve existir em estoque, que se destina a cobrir eventuais atrasos no suprimento,
objetivando a garantia do funcionamento ininterrupto e eficientemente do processo
produtivo , sem os riscos de falta de estoque, conforme Dias (1996).
2.7.3.2 Estoque Máximo
Conforme Bowersox (2001), o estoque máximo e a quantidade máxima de
estoque permitida para cada material, calculado de acordo com a política
determinada pela administração da empresa.
43
2.7.3.3 Estoque Ponto de Pedido
Segundo Viana (2000), o estoque ponto de pedido é a quantidade na qual, ao
ser atingida pelo estoque virtual em declínio, indica-se o momento de ser
providenciada uma nova produção ou reposição do estoque vendido.Essa
quantidade deve garantir o consumo do material durante o tempo de ressuprimento,
de tal forma que as vendas não atinjam o estoque de segurança.
Esse estoque também é conhecido como nível de reposição ou estoque
objetivo, dependendo da nomenclatura adotado por cada empresa.
2.8 Gerenciamento de Depósitos
Em um sistema logístico, aparecem fluxos de mercadorias, ou seja, ponto de
transição entre a produção e a distribuição física, surgindo com isto a necessidade
de manterem os estoques armazenados por um certo período de tempo. Mesmo
sendo um período curto, há a necessidade de possuir um depósito ou armazém.
Segundo Arnold (1999), os estoques podem ser mantidos por períodos longos
ou curtos. Quando os períodos são curtos os depósitos servem como um centro de
distribuição, pois os estoques são consumidos rapidamente.
Já Ballou (2001), salienta que os depósitos são considerados geralmente um
lugar onde são guardados os materiais e produtos. No entanto, em muitos projetos
logísticos, o depósito é considerado mais uma instalação de processamento do que
um local de guarda de mercadorias.
44
Os armazéns são espaços necessários para se guardar e administrar
estoques, portanto, é indispensável que se tenha um gerenciamento sobre todo
complexo, desde o dimensionamento da área (layout), arranjo físico, administração
de entradas e saídas de mercadorias e sistemas de controle que garantam a
disponibilidade e rastreabilidade dos estoques.
2.8.1 Funções de um Depósito ou Armazém
Conforme Alvarenga e Novaes (2000), os depósitos ou armazéns podem ter
duas características especificas: a primeira considera o efeito da variação do preço
do mercado, que leva certos tipos de empresas a estocarem, à espera de melhoras
níveis de preços, só assim comercializam seu produto. A segunda característica
específica é considerada apenas sobre o aspecto logístico, ou seja, armazenagem
de produtos à espera da venda ou manter seus níveis de estoques adequados
devido a oscilações de demanda do mercado.
As principais funções de um depósito ou armazém, segundo Alvarenga &
Novais
(2000),
são:
a
armazenagem
propriamente
dita,
consolidação
e
desconsolidação de materiais.
Uma empresa deve manter um local adequado para estocagem por quatro
razões básicas, conforme Ballou (2001): para reduzir custos com transporte e de
produção, para coordenar a oferta e demanda, para auxiliar o processo de produção,
e para ajudar no processo de marketing.
Já o IMAM (1997), salienta que os armazéns ou depósitos representam uma
atividade de mais custo agregado do que uma de valor agregado. Segundo o
45
instituto existem seis motivos principais para se ter um armazém: estocagem,
logística de produção, mix de produtos, consolidação, distribuição e serviço ao
cliente.
Todo armazenamento deve ter uma importância estratégica, não devem ser
projetados com vistas na manutenção de períodos excessivos, somente em
ocasiões que tais períodos se justifiquem, segundo Bowersox (2001).
2.8.1.1 Estocagem Estratégica
As melhorias de eficiência de armazenamento, as tecnologias de informações
avançadas atendem a estocagem estratégica, pois possibilitam aos gestores de
depósitos uma resposta rápida às mudanças, e possibilitam uma avaliação
constante nos métodos de controles, conseguindo com isto uma redução nos
estoques.
Para Bowersox (2001),no ponto de vista conceitual, nenhum depósito deve
fazer parte de sistemas logísticos, a menos que a inclusão se justifique plenamente
por meio de uma análise de custo-Benefício. As vantagens da armazenagem
estratégica são de natureza econômica e de serviço.
Ballou (2001), saliente que a estratégia de estocagem é de grande
importância, pois, negligenciar os controles, poderá comprometer os resultados
esperados, afetando assim todos os processos da cadeia, tais como : transporte,
manutenção de estoques e o fluxo de informações.
46
2.8.2 Armazenamento de Estoque
A evolução tecnológica, estendeu seus múltiplos benefícios à área de
armazenamento, tanto na introdução de métodos de racionalização e dos fluxos de
distribuição de produtos, como pela adequação de instalações e equipamentos para
movimentação e controle física de cargas. Armazenando estoques, uma empresa
pode com freqüência, reduzir os custos de produção através da produção de lotes
econômicos em tamanho e em seqüência. A estocagem transforma-se em uma
conveniência econômica mais do que em uma necessidade.
Segundo Viana (2000), o objetivo principal do armazenamento é utilizar o
espaço da maneira mais eficiente possível. Qualquer instalação que compreenda
armazenagem, deve proporcionar a movimentação rápida e eficaz de suprimentos
desde o recebimento até a expedição. O autor salienta alguns cuidados básicos para
escolher o local de armazenamento adequado para cada tipo de produto ou insumo
(matéria-prima):
1) determinação do local, em recinto coberto ou não;
2) definição adequada do lay-out;
3) definição de uma política de preservação, com embalagens plenamente
convenientes aos materiais;
4) ordem, arrumação e limpeza;
5) segurança patrimonial, contra furtos, incêndio etc;
Conforme Bowersox (2001), a decisão de armazenamento requer um estudo
detalhado, desde o planejamento do depósito ao produto a ser estocado. Deve-se
47
elaborar um plano que contenha o layout, requisitos de espaços e o projeto do
sistema de manuseio de materiais, sem esquecer a localização estratégica dos
estoques. Este planejamento irá influenciar diretamente na eficiência das atividades
de manuseio e carregamento de estoques da empresa.
2.8.2.1 Localização dos Estoques
A localização dos estoques dentro do depósito ou armazém, requer uma
atenção especial, pois é através da localização que poderá ser otimizado todo
processo de manuseio de materiais, que compreende desde a movimentação da
produção para o depósito, expedição e carregamento do produto acabado.
Conforme Alvarenga e Novais (2000), nos depósitos existem pontos mais
acessíveis, outros nem tanto, que caracterizam movimentações mais demoradas,
acarretando custo mais elevados.
O autor salienta que para minimizar estás
distâncias, deve-se classificar os produtos de acordo com o número médio de
movimentações previstas para o mês ou ano. Assim, quanto mais movimentações
forem realizadas de um determinado produto, mais próximo e de fácil acesso o
mesmo deverá ficar.
Bowersox, descreve:
Cada produto deve ser analisado quanto a vendas anuais,
estabilidade da demanda, peso, volume e embalagem. É também
importante determinar o tamanho, o volume e o peso do pedido médio
a ser processado no depósito. Estes dados constituem a informação
necessária para determinar os requisitos de espaço do depósito, seu
projeto de layout, equipamentos de manuseio de materiais e
procedimentos operacionais (BOWERSOX, 2001, P.339).
48
Conforme Viana (2000), os produtos de maior saída dos depósitos devem ser
armazenados em locais pré-determinados, ou seja, nas imediações da saída ou
expedição, a fim de facilitar a reposição e carregamento.
Um sistema de localização de estoque deverá estabelecer os meios
necessários à perfeita identificação da localização dos materiais estocados, como
também deverá indicar precisamente, o posicionamento de cada material, facilitando
as operações de movimentação e inventário, segundo Dias (1996).
Viana (2000), argumenta que o arranjo físico dos depósitos, é um fator
fundamental para o sucesso de uma gestão apropriada de estoques. Segundo o
autor o arranjo físico deve compreender os seguintes variáveis: layout de
armazenamento, os itens de estoque propriamente ditos, os acessos (portas,
corredores, janelas) e o sistema de estocagem.
Otimizando-se a armazenagem obtém-se: máxima utilização do espaço,
efetiva utilização dos recursos disponíveis, pronto acesso a todos os itens, máxima
proteção dos itens estocados e boa organização, conseguindo com isto a
disponibilidade do produto na hora desejada.
2.8.2.2 Técnicas de Estocagem
Segundo Dias (1996), a dimensão e as características de produtos podem
exigir desde a instalação de uma simples prateleira até complexos sistemas de
estocagem. Para o autor, as maneiras mais comuns são: em caixas, prateleiras,
racks e empilhamento.
49
A escolha do sistema de estocagem de uma empresa deve ser feita de
acordo com o espaço físico disponível, do número de itens estocados e seus tipos,
do tipo de embalagem e da velocidade de atendimento proposto. Segundo Viana
(2000), deve-se levar em consideração alguns critérios, que estão dispostos abaixo:
armazenamento por agrupamento, tamanhos de lotes, freqüência e especial.
O armazenamento por agrupamento facilita as tarefas de arrumação e busca,
mas também nem sempre permite o melhor aproveitamento do espaço. Já o
armazenamento por tamanho de lotes permite a otimização do espaço, o por
freqüência consiste em armazenar tão próximo quanto possível da saída os
materiais que tenham maior freqüência de movimentação. Cabe atenção redobrada
ao critério de armazenamento especial, pois nele destacam-se características
próprias por produto, conforme descrito abaixo:
a) ambiente climatizado: destina-se a materiais cujas propriedades físicas
requerem tratamento especial;
b) inflamáveis: produtos inflamáveis devem ser armazenados em locais
próprios e isolados, projetados sob rígidas normas de segurança;
c) perecíveis: os produtos perecíveis devem ser armazenados segundo
método FIFO (First In First Out), ou seja, primeiro que entra primeiro que sai.
Segundo Bowersox (2001), existem dois métodos usuais para estocagem, o
método variável e o fixo. O método variável, também é conhecido como método
dinâmico, é aquele que permite a troca de local de um determinado produto a cada
chegada de uma nova carga ou produção, visando ao uso mais eficiente do espaço
50
do depósito. Já o método de estocagem fixa, é determinado uma localização
permanente para cada produto no layout do depósito.
2.9 Movimentações de Estoques
Conforme Dias (1996), um sistema de movimentação de estoques em uma
empresa deve atender á algumas finalidades básicas: redução de custos, aumento
da capacidade produtiva, melhores condições de trabalhos e melhor distribuição.
Bowersox (2001), descreve que o manuseio de estoques é a chave da
produtividade dos armazéns por algumas razões importantes:
1) quantidade relativamente grande de mão de obra, necessária ao manuseio
de materiais;
2) a natureza das atividades de manuseio de materiais apresenta limitações
ao uso de tecnologias de informação;
3) manuseio de materiais não é administrado de maneira integrada com
outras atividades logísticas.
Entre todas as atividades desempenhadas nos depósitos, a movimentação de
estoque é aquela que mais consome mão-de-obra, portanto representa um dos
componentes de custo de pessoal mais alto no sistema logístico.
2.9.1 Manuseio de Materiais
51
Um dos objetivos principais do manuseio de materiais é a separação das
cargas de acordo com as necessidades dos clientes. As três atividades básicas
para se movimentar o estoque são: o recebimento, a movimentação interna e a
expedição (venda do produto).
Conforme Ballou (2001), o manuseio de materiais é uma atividade de
absorção
de
custos,
portanto,
deve-se
buscar
a
eficiência
através
do
desenvolvimento de quatro operações: unitização de carga, layout do espaço,
escolha do equipamento de estocagem e escolha dos equipamentos de
movimentação.
Por ser um item que não pode ser evitado no processo logístico, o manuseio
de materiais, requer um investimento em equipamentos e processos que minimizem
o seu efeito, segundo Bowersox (2001).
Bowersox (2001), recomenda uma série de diretrizes para auxiliar a
administração no projeto de manuseio de materiais. Os itens a seguir são os mais
importantes, pois são responsáveis pela otimização de toda movimentação de
estoques, proporcionando assim, uma economia de recursos humanos, de tempo e
manutenção:
a)equipamentos de manuseio e armazenagem devem ser os mais
padronizados possíveis;
b) o sistema deve ser projetado para proporcionar o fluxo de produtos mais
contínuo possível;
c) os investimentos devem ser feitos em equipamentos de manuseio, de
preferência equipamentos estáticos (como prateleiras e estantes);
52
d) os equipamentos de manuseios a serem escolhidos devem ter a menor
relação possível entre peso e carga útil;
e) sempre que possível, a força da gravidade deve ser aproveitada em
projetos de sistemas de manuseio.
2.9.1.1 Paletização
O palete é utilizado como plataforma, feito geralmente de madeira, plástico,
metal ou papelão corrugado, no qual os bens são armazenados para o transporte ou
estocagem. Os produtos armazenados em paletes podem ser, fracionado ou únicos,
dependendo do tipo de material a ser segregado.
Conforme Ballou (2001), a utilização de palete ajuda a movimentação por
permitir o uso de equipamentos mecanizados, padronizando assim o manuseio de
materiais em uma ampla variedade de produtos. Outro ponto salientado pelo autor, é
a otimização do espaço (horizontal e vertical), fornecendo um empilhamento mais
estável e, assim, pilhas mais altas do estoque, principalmente em produtos
unitizados.
“A paletização vem sendo utilizada, com freqüência cada vez maior, em
empresas que demandam manipulação rápida e armazenamento racional,
envolvendo grandes quantidades” (VIANA, 2000, p. 322),
Viana (2000), define algumas vantagens e desvantagens encontradas na
utilização de paletes, porém, segundo o autor, as vantagens superam totalmente as
desvantagens:
53
a) Vantagens
¾ melhor aproveitamento do espaço disponível para armazenamento,
utilizando-se totalmente o espaço vertical, por meio de empilhamento
duplo ou triplos;
¾ economia nos custos do manuseio de materiais;
¾ possibilidade de utilização de embalagens plásticas ou amarração por
meio de fitas de aço em cargas unitárias;
¾ compatibilidade com todos os meios de transporte;
¾ facilita a carga, descarga e distribuição nos locais acessíveis aos
equipamentos de manuseio de materiais;
¾ permite a disposição uniforme do estoque;
¾ os paletes podem ser manuseados por uma grande variedade de
equipamentos,
como
paleteiras,
empilhadeiras,
transportadores,
elevadores de carga e até sistemas automáticos de armazenamento;
¾ unitização de cargas.
b) Desvantagens
¾ utilização de paletes não padronizados;
¾ peso dos paletes;
¾ vida útil curta e pragas que os atacam, quando fabricados em madeira;
¾ necessidade de reposição e manutenção, quando fabricados em madeira;
¾ custo de reposição.
54
2.9.1.2 Sistemas de Manuseio de Estoques
Os sistemas de manuseio de estoques podem ser classificados em
mecanizados, semi-automatizados, automatizados e baseados em informação,
conforme Bowersox (2001).
Os sistemas mecanizados possuem grande variedade de equipamentos de
manuseio. Os equipamentos mais comuns são as paleteiras e empilhadeiras.
Já
no
sistema
semi-automatizado,
os
equipamentos
de
manuseio
mecanizados complementam os automatizados, sendo assim um depósito semiautomatizado possui parte do manuseio mecanizado e parte automatizado. Os
equipamentos mais comuns em depósitos semi-automatizados são os veículos
guiados por automação, separação computadorizada de pedidos, robótica e vários
tipos de estantes inclinadas.
Os sistemas automatizados visam reduzir a mão-de-obra, mediante os
investimentos em equipamentos e tecnologia de ponta. Este sistema, mesmo
apresentado grande possibilidades de aplicação, não é muito utilizado, pois,
despende de um grande investimento e um controle total no manuseio dos estoques.
Conforme Bowersox (2001), um sistema baseado na informação, utiliza
equipamentos de manuseio mecanizados, principalmente a empilhadeira de garfo,
pois toda operação é monitorada por um computador, que comanda a operação da
empilhadeira através de terminais de bordo que são transmitidos por rádio
freqüência. Uma das grandes vantagens deste sistema é a possibilidade de
rastreamento e desempenho individual dos operadores.
55
2.10 Inventário
Periodicamente a empresa deve contar os estoques fisicamente, para poder
verificar as divergências de valor da variação e de quantidades entre físico e
contábil, a fim de comprovar sua existência e exatidão. Segundo Viana (2000), não
adianta apenas realizar o inventário, deve-se efetuar as conciliações necessárias e
identificar as possíveis falhas na rotina ou no sistema, corrigindo-as.
Martins (2000), diz que podem ocorrer dois tipos de inventário físico: periódico
e o rotativo.
¾ Periódico: quando de período em período ocorre a contagem geral dos
estoques, a data varia de acordo com cada empresa, muitas pessoas se
envolvem no inventário para efetuar a contagem;
¾ Rotativo: Este método de inventário mantém permanentemente um grupo
de pessoas dedicadas a esta tarefa de contagem, em período integral,
durante o ano todo. Faz-se um cronograma que contemple pelo menos
uma vez ao ano cada item, pode-se contar mais, dependerá da política da
empresa.
Para Viana (2000), a periodicidade de inventários pode ser dividida em anual
e rotativo. O anual requer a paralisação de todas as atividades pertinentes ao
estoque. Já o rotativo divide-se em três tipos: inventário automático, programado e a
pedido.
¾ Inventário automático: acontece mediante a ocorrência de qualquer um
dos eventos a seguir, visa garantir a confiabilidade de materiais vitais na
gestão de estoque:
56
a) saldo zero no sistema;
b) requisição de material atendida parcialmente;
c) requisição de material não atendida;
d) material crítico requisitado;
e) transferência de localização.
¾ Inventário programado: trata-se de solicitação em sistema para inventário
por amostragem de itens, ou seja, itens que serão inventariados são pré
determinados de acordo com as diretrizes da empresa.
¾ Inventário de pedido: trata-se do input para solicitação em sistema para
inventário item a item por determinação da administração de matérias e
controladoria, tais como:
a) falhas no processamento;
b) solicitações do analista de estoque ou gestor da empresa;
c) solicitações da auditoria.
A realização de inventário requer uma certa metodologia, deve-se registrar
todos as etapas do processo, conseguindo assim a comprovação do estoque físico x
contábil. Estas etapas estão representadas abaixo:
1) contagem do estoque físico;
2) registro da contagem do estoque físico;
3) conciliação estoque físico e contábil;
4) recontagem das divergências;
57
5) nova conciliação da recontagem;
6) baixa do sistema das diferenças de estoque encontradas.
Viana (2000), faz uma comparação entre os inventários anuas e rotativo,
conforme mostra tabela 01, a seguir:
Inventário Anual
Inventário Rotativo
Esforço concentrado, produzindo pico de custo
Sem grandes esforços, com custos distribuídos
Gera impacto nas atividades da empresa, sem
movimentação de estoques e produção
É possível a continuidade de atendimento da
empresa, carregamento e produção
Produtividade da mão-de-obra descrescente
ocorrendo falhas durante o processo
Incremento na produtividade, com ações
preventivas, que, em consequência , reduzem as
falhas
Não há pessoas especialistas na contagem de Funcionários torna-se especialistas no processo de
ajustes
itens
As causas das divergências não são
identificadas
O feedback imediato eleva a qualidade, havendo
motivação e participação geral; assim, as causas
das divergências são rapidamente identificadas e
sanadas
Confiabilidade não melhora
Aprimoramento contínuo e confiabilidade
Tabela 01: Quadro Comparativo entre Opções de Inventário
Fonte:Adaptado Viana 2000, p. 384
Os resultados do inventário refletem a confiabilidade e qualidade das
informações de estoques, portanto, seja qual for o tipo de inventário utilizado, o
importante é que haja está prática, pois através do inventário as empresas podem
verificar se os controles existentes estão atendendo as necessidades da mesma.
3 MÉTODO
Neste capítulo será descrito o método utilizado para alcançar os objetivos
propostos. Nele encontra-se descrito o tipo de pesquisa, definição da área alvo do
estudo, coleta de dados, análise de dados e limitações do método.
3.1 Tipo de Pesquisa
Yin (2001), cita que existem cinco estratégias de pesquisa possíveis de serem
utilizadas: experimento, levantamento, análise de arquivos, pesquisa histórica e
estudo de caso. A estratégia deve ser escolhida dependendo do tipo de questão que
a pesquisa se propõe a analisar. Para o autor um estudo de caso pode apresentarse em três características distintas que são: causais e exploratórias, descritivas e
explanatórias.
No caso específico desta pesquisa, a estratégia utilizada foi um estudo de
caso, com caráter descritivo sobre a gestão de estoques da AmBev, Filial Águas
Claras do sul, onde foram empregados métodos qualitativos e em algumas
circunstâncias quantitativos. Segundo, Roesch (1999), o estudo de caso é o método
que se caracteriza pelo estudo profundo e exaustivo de um ou de poucos objetos, de
59
maneira que permita seu amplo detalhamento e conhecimento, buscando examinar
um fenômeno contemporâneo dentro de um contexto.
A definição da pesquisa como um estudo de caso, deve-se ao fato de ser a
maneira que tem relação com tipo de pesquisa que será realizada, pois segundo
Vergara (1998), a pesquisa de estudo de caso de caráter descritivo, expõem
características de determinada população ou determinado fenômeno, bem como
estabelece correlações entre variáveis e define sua natureza. A pesquisa descritiva é
indicada quando os objetivos do estudo estão bem claros para o investigador.
Conforme Roesch (1999), os procedimentos de coletas e análises de um
estudo de caso são bastante simples, comparados com os exigidos por outros
métodos de delineamento. Outro ponto positivo do estudo de caso que o autor
enfatiza, é que permite uma investigação para se preservar as características
holísticas e significativas dos acontecimentos da vida real, tais como ciclos de vida
individuais, processos organizacionais e administrativos.
Segundo Yin (2001), o estudo de caso da ênfase a totalidade. O pesquisador
consegue visualizar todas as dimensões de um problema, focando-o como um todo.
3.2 Definição da Área Alvo de Estudo
“Deve-se entender por população o conjunto de elementos (empresas,
pessoas e produtos) que possuem as características que serão objetos do estudo”.
(VERGARA,1998,p.50).
O objeto de estudo foi a empresa AmBev, Filial Águas Claras do Sul, setor de
logística, focando o processo de planejamento e controle de estoques de produto
60
acabado. Empresa do ramo de bebidas, focada na produção, venda e distribuição de
cervejas, refrigerantes e chopp.
A empresa foi escolhida pelo fato do pesquisador ser funcionário da mesma,
tendo acesso facilitado às informações necessárias para pesquisa.
3.3 Coleta de Dados
Uma das técnicas de coleta utilizadas, foi à entrevista em profundidade, com
o gerente da área de logística, supervisor, analista de PCP, analistas de controle e
conferentes do armazém de produtos, pois são eles os responsáveis pela gestão de
estoques da unidade.
Ao se realizar entrevista, o pesquisador deve evitar influenciar respostas,
sempre que houver alguma dúvida, ele deve solicitar explicações ao entrevistado,
buscando deixar bem claro o que o mesmo quer dizer sobre o questionamento feito
a ele.
Os dados secundários serviram como base de análise, pois tiveram papel
fundamental nas informações pesquisadas. As fontes de pesquisa de dados
secundários foram: dados internos, obtidos em todos os departamentos da empresa,
através dos sistemas, arquivos e controles que auxiliam as atividades pertinentes à
questão estudada, já os dados externos, foram obtidos através de publicações, e
sites que tratem do assunto em questão.
Como coletas de dados secundários internos, foram utilizados relatórios da
empresa, emitidos do sistema SAP (Systemanalyse and ProgrammentwicklungSistemas, Aplicações e Produtos para Processamento de Dados). O SAP é um
61
sistema de Gestão Empresarial – ERP (software, aplicativo que automatiza, integra,
compartilha, reproduz e utiliza informações em tempo real) sendo totalmente
integrada nas diversas áreas, proporcionando consistência e visibilidade para todas
as atividades inerentes ao processo da unidade e da companhia.
Através do sistema SAP, o pesquisador conseguiu resgatar o histórico de
produções, estoques e vendas de períodos anteriores, possibilitando assim,
informações importantíssimas, que serviram como fonte de comparação às
levantadas na pesquisa.
Outra fonte de coleta de dados que foi utilizada é observação participante,
uma vez que, o pesquisador por motivos profissionais tem acesso e participa
diretamente na gestão de estoques da AmBev.
Para Yin (2001), a observação participante é uma modalidade especial de
observação na qual o pesquisador não é apenas um observador passivo. Em vez
disso pode-se assumir uma variedade de funções dentro de um estudo de caso e
pode, de fato, participar dos eventos que estão sendo estudados.
Outros dados internos que foram utilizados são: arquivos de estoques
atualizados diariamente, relatórios de vendas, gráficos de política de estoques,
inventários e o site GERLOG (site corporativo de logística da AmBev).
3.4 Análise de dados
Segundo Vergara (2000), os dados podem ser analisados de forma qualitativa
e quantitativa. Quantitativamente, quando são utilizados procedimentos estatísticos,
62
como o teste de hipóteses. Qualitativos, quando os dados são apresentados de
forma estruturada para posterior análise.
Para este estudo de caso, os dados foram tratados de forma qualitativa e em
alguns casos quantitativa, estruturando as informações obtidas, tanto os dados
primários e secundários, para a partir daí fazer-se as análises propostas nos
objetivos.
A análise de dados coletados se deu através de confrontos das informações
obtidas nas entrevistas com a pesquisa documental e na observação direta, tendo
como parâmetros de análise todo referencial teórico previamente consultado.
3.5 Limitações do Método
Através de estudo de caso consegue-se somente descrever e analisar fatos
decorrentes de uma determinada empresa, ou seja, da AmBev, Filial Águas Claras
do Sul. Os resultados não poderão ser generalizados para outra empresa, pois
dificilmente se poderão fazer comparações com empresas de mesmo segmento, até
mesmo pela estrutura e foco de mercado.
Outra limitação do método se refere na visão que o pesquisador tem de todo
processo, por estar envolvido diretamente no meio que ocorre a pesquisa. Para
minimizar este efeito, através das entrevistas, foi verificado a percepção e
convicções de outras pessoas, que também fazem parte do processo.
4 ESTUDO DE CASO : AMBEV- FILIAL ÁGUAS CLARAS DO SUL
4.1 Caracterização da Empresa
Para caracterizar a AmBev, precisa-se resgatar alguns acontecimentos que
ocorreram no passado e na história da cerveja.
A cerveja chega ao Brasil em 1808, trazida da Europa pela família Real
Portuguesa. Nesta época a cerveja era restrita a uma pequena parcela da
população, pois só havia marcas importadas.
A primeira fábrica de cerveja nasce em 1836, em São Paulo com o nome de
Antarctica Paulista. Em 1888, o suíço, Joseph Villiger, acostumado ao sabor das
cervejas européias, inaugura a “Manufactura de Cerveja Brahma Villinger &
Companhia. A Origem da palavra Brahma é referência ao Deus Hindu. Em 1904,
nasceu a Companhia Cervejaria Brahma, resultado da fusão da Brahma com a
Preiss Häussler & Cia. Cervejaria Teutônia. Outra data importante foi em 1984,
quando a Brahma fecha um acordo com a PepsiCo Internacional e começa a
fabricar, comercializar e distribuir a Pepsi no Rio de Janeiro.
64
O início da modernização da Brahma ocorre em 1990, quando o Banco
Garantia assume o poder acionário. Em 1999, a Companhia Antactica Paulista e
Companhia Cervejaria Brahma comunicam a criação da Companhia de Bebidas das
Américas (AmBev), resultante da fusão entre ambas. Surge a maior empresa de
bebidas da América Latina e a Sexta maior cervejaria do mundo.
O objetivo imediato da histórica união foi consolidar uma organização capaz
de ultrapassar as fronteiras do país e difundir as principais marcas brasileiras em
todo mundo.
Hoje, a AmBev possui 32 unidades industriais no Brasil. A capacidade de
produção total é de 134 milhões de hectolitros de bebida (cervejas, refrigerantes,
chás, águas e isotônico). Conta também com 32 centros de distribuição direta e mais
de 556 revendas, que garantem a distribuição dos produtos da Companhia em um
milhão de pontos de venda.
A AmBev hoje é líder no nacional na venda de cerveja, possuindo uma
parcela de 67% do mercado.
Em março de 2004, é anunciada uma aliança global entre a AmBev e a
Interbrew (Cervejaria Belga). Essa união resultou na criação da maior cervejaria do
mundo, com 15% de toda a produção global.
A Filial Águas Claras do Sul, sediada em Águas Claras, distrito de Viamão,
Rio Grande do Sul, possuindo uma área de terreno de 324 hectares e uma área
construída de 58.392,69m2, e 320 funcionários próprios, é a fábrica mais moderna
do Companhia no Brasil, produzindo e distribuindo cervejas 600ml, cervejas em lata,
chopp barril, chopp granel e refrigerantes em latas para todo o Rio grande do Sul,
Santa Catarina e parte do Paraná.
65
Inaugurada em 31 de agosto de 1998, com capacidade instalada de
4.000.000hl/ano entre cerveja, refrigerante e chopp, utilizando-se de duas linhas de
retornáveis (cerveja) e uma linha mista de lata (cerveja e refrigerante) e uma linha de
embarrilamento de chopp.
Atualmente a filial produz os seguintes de produtos:
¾ Cerveja Retornável 600ml: Antarctica Pilsen, Polar Export, Brahma Chopp,
Brahma Extra e Skol;
¾ Cerveja Lata 350ml : Antarctica Pilsen, Polar Export, Brahma Chopp, Skol
e Dado Bier;
¾ Chopp Barril 50 litros, 30 litros e Granel: Antarctica e Brahma;
¾ Refrigerante lata 350ml : Guaraná Antarctica, Guaraná Antarctica Diet,
Pepsi Cola, Pepsi cola light, Pepsi Twist, Pepsi Twist light, Pepsi X, Soda
limonada, Sukita, Teem, Tônica Antarctica e Tônica Antarctica Light.
Além de distribuir os produtos fabricados na unidade, a Filial Águas Claras do
Sul também distribui produtos que ela não produz, tais como: cervejas long-neck,
lata 473ml e Malziber 600. Estes produtos são transferidos de outras unidades
produtoras da Ambev , e tem como principal foco atender a demanda das revendas.
66
Figura 08: Vista Parcial da Unidade Águas Claras do Sul – AmBev
4.1.1 Caracterização da Área de Logística
A área de logística da Filial Águas Claras do Sul, possui uma estrutura de
trinta e oito funcionários, que estão divididos nas seguintes funções: um gerente, um
analista de produção, três analistas de controles, um supervisor de armazém , três
conferentes líderes, dez conferentes e dezenove operadores de empilhadeira,
divididos em turnos , pois a empresa trabalha ininterruptamente trezentos e sessenta
e cinco dias por ano.
A área e responsável por todo planejamento de produção, armazenamento e
distribuição, seguinte às especificações da Logística corporativa, que é responsável
pela determinação dos volumes que serão praticados, seguindo os parâmetros de
capacidade da unidade.
67
4.2 Situação Atual do Planejamento de Estoques
Para verificação do sistema de estoques atual, foram utilizados dados
secundários e foram feitos observações nas áreas de PCP, Controle e
Armazenamento. Os dados secundários são basicamente os arquivos recebidos
pela unidade da Logística Corporativa, onde constam as premissas de produção,
distribuição (malha), os sistemas de gestão (SAP, 2P) e as planilhas de controle
utilizadas diariamente .
Seguindo um Horizonte de planejamento, que é demonstrado na figura 09,
consegue-se identificar como são determinadas as fases de planejamento na
companhia:
5 anos
1 ano
2
m eses
D iá rio
P la n o D ire to r
P la n e ja m e n to E s tra té g ico : p la n ifica ç ã o fa b ril
O rç a m e n to
P la n e ja m e n to F a b ril : d im e n sio n a m n e to fa b ril
P la n e ja m e n to F in a n ce iro : m e ta s d e c u s to s/d e sp e sa s
M a lh a
P la n e ja m e n to T á tic o : p la n o d e p ro d u ç ã o m e n sa l
P a râ m e tro s d a P o lític a d e E sto q u e s
P la n e ja m e n to F in a n ce iro : p la n o d e d istrib u iç ã o
Execução
M a rca çã o d e re ve n d a s n a s fá b ric a s
P ro g ra m a çã o d e p ro d u ç ã o
P o lítica d e e s to q u e s
Figura 09: Horizontes de Planejamento da AmBev
Fonte: Apostila Treinamento Gerencial : AmBev
Na AmBev, todas unidades devem cumprir a gestão de estoques de acordo
com a determinação da Logística Corporativa, ou seja, todo planejamento dos
68
volumes a serem produzidos e distribuídos, são determinados por dela, ficando
vetada qualquer mudança sem a prévia autorização .
O processo de determinação dos volumes, também conhecido como “Malha”,
é uma tarefa que é desenvolvida por um sistema chamado Otimizar (SNP – Sistema
Nacional de Planejamento), sistema esse que visa maximização da margem de
contribuição da companhia, entre suas diversas filiais, é baseado em programação
linear e foi criado por um professor da PUC/RJ.
Para alimentar o sistema Otimizar, deve-se possuir uma previsão de venda
mensal, que é determinada pela área comercial da companhia, pelos pontos de
venda (PDV) e pelas distribuidoras e revendas. As fábricas também devem enviar
suas capacidades de produção, considerando horas máquinas disponíveis e mão de
obra. A rede física da AmBev, que engloba o sistema otimizar é composta por:
1) 32 unidades;
2) 25 áreas comerciais;
3) 23 CDD´s (Centros de Distribuição a Distância);
4) 556 Revendas;
5) mais de 200 SKUs
6) preços, incentivos,fretes, etc...
O Sistema segue os seguintes critérios de otimização:
a) Minimização de custos;
b) Maximização de margem.
69
Na figura 10, pode-se verificar o fluxo de informações desde o sistema
Otimizar até política de estoques de unidade:
Fábrica
Dados de
capacidade
Logística Corporativa
Otimizar SNP
Restrições
Comercial
Tendência
de vendas
Restrições
Malha
Programação
de
Insumos
Programação
de
Produção
Programação
de
Distribuição
Política de Estoque
Figura 10: Fluxo de Informações da Malha
Fonte: Apostila Treinamento Gerencial : AmBev
4.2.1 Sistemas Utilizados na Unidade de Águas Claras do Sul
Para garantir informações precisas e confiáveis, a logística conta com alguns
sistemas que são fundamentais para o processo, pois é através destes sistemas que
são realizados os apontamentos de produção, realizado baixa nos estoques e
emitidas as notas fiscais.
Os sistemas utilizados na AmBev, e que tem influência direta na gestão de
estoques são:
70
1) SAP - Administra todas as informações das diversas áreas, desde a
entrada de matéria prima até a venda final do produto acabado, controlando
índices, apontamentos de produção, estoques, retenções, avarias, habilitação
de novos produtos, enfim é o principal sistema da área de logística e também
da fábrica;
2) 2P - Sistema de gerenciamento de puxadas da fábrica. É no 2P que
unidade visualiza a programação de carregamento (horários, revendas,
Centros de Distribuição e produtos), modifica os horários de carregamento,
aprova os ajustes de acréscimo de malha solicitados durante o mês, habilita a
forma de paletização e unidade produtora dos SKUs, fazendo a interface com
o sistema de 2F para emitir as notas fiscais.
3) 2F - Sistema responsável pela emissão de todas as notas fiscais de
carregamento da unidade. Através de um arquivo extraído diariamente do
sistema 2P, o 2F é alimentado com as informações necessárias para emissão
das notas fiscais do dia. O 2F identifica o horário de carregamento, revenda
ou CDDs, produto e quantidade a ser carregada. As notas fiscais são emitidas
na portaria pela área financeira.
4.2.2 Malha
Malha são os arquivos enviados pela Logística corporativa, gerado pelo
sistema Otimizar, onde constam todos os dados para que sejam programadas as
71
linhas de produção e as diretrizes de distribuição de produto acabado. As
informações da malha são abertas por SKUs, e apresentam os seguintes itens:
a) estoques iniciais do mês;
b) malha de produção;
c) malha de fornecimento;
d) estoque final mínimo;
e) malha de transferência.
A unidade recebe duas malhas mensais, uma delas recebida até dia vinte do
mês anterior que é chamada de prévia da malha. A malha oficial para o mês é
recebida até o dia três no mês vigente . Está prévia da malha se faz necessária
devido ao tempo de fabricação da cerveja (cozimento, fermentação e maturação),
algo em torno de doze a treze dias, desde o início do processo até estar pronta para
ser filtrada e engarrafada. Outro fator predominando desta antecipação deve-se ao
mosto (cerveja pura), pois cada cerveja tem um mosto especifico, com isto são
programados mensalmente três tipos de mosto, o Brahma, o Skol e o Antarctica .
Na prévia e na malha oficial, é necessária a elaboração e envio à logística
corporativa de uma análise crítica , onde são verificados todos os SKUs
minuciosamente , pois nesta análise deverá apresentar qualquer impedimento da
unidade em atender os volumes solicitados.
A malha possui dados que correspondem a uma visão para os próximos dois
meses, pois através desta visão que são programados os insumos para realização
das produções, que são ajustados no momento do recebimento da malha oficial.
72
4.3 Planejamento e Programação de Produção (PCP)
Todo processo de gestão de estoque na filial é conduzido pelo setor de PCP,
pois, o setor tem a incumbência de garantir a disponibilidade de produtos para
distribuição, bem como os parâmetros da política de estoques definidos pela malha,
através da programação de produção.
Através das observações e com ajuda dos dados secundários no setor de
PCP, pode-se descrever todo este processo de gestão, desde seu início que
abrange o recebimento e análise da malha, programação e acompanhamento das
linhas de produção, até a venda final do produto acabado.
4.3.1 Programação de Produção
Após o recebimento da malha que acontece quinzenalmente, o analista de
PCP realiza algumas tarefas que são essenciais para programação de produção. As
tarefas são: análise da malha, programação de produção e acompanhamento diário
real x realizado.
Análise da Malha deve abranger todos os SKUs da unidade e o processo
produtivo, garantindo com isto a análise dos seguintes pontos:
a) análise do volume de produção aberto por SKUs (capacidade fabril x
volume malha);
b) análise do volume de fornecimento;
c) cumprimento da política de estoques;
d) avaliar se há algum volume de produção inferior ao lote mínimo;
73
e) checar se há algum produto de transferência que a unidade produz;
f) checar possíveis paradas nas linhas de produção devido à manutenção de
equipamentos;
e) fazer análise crítica da malha em formulário padrão e enviar a logística
corporativa;
h) garantir estoque final solicitado na malha.
Feita análise da malha, o segundo passo é realizar programação de
produção. Tarefa bem trabalhosa, pois, através de planilhas Excel, que são abertas
por linhas, o analista de PCP, distribui os SKUs de tal maneira que atenda as
especificações da malha em um período de trinta dias, tendo como principal desafio
garantir uma performance de trabalho das linhas de produção, uma vez que, no
decorrer do mês acontecem inúmeros set-ups dos produtos, pois para atender a
necessidade de distribuição dos diversos SKUs, as produções são divididas em
lotes, garantindo com isso a disponibilidade dos produtos.
Outro ponto importante que deve ser observado na programação de produção
nas linhas de inteiras (garrafas 600ml), é a situação de vasilhame disponível, pois
este é determinante para que a linha possa rodar. Segundo o próprio analista de
PCP, este ponto é crucial, pois já aconteceram várias vezes da unidade ter que
parar a linha de produção e cancelar vendas devido à falta de vasilhame.
Seguindo a lógica de programação, após analisar a malha, programar a
produção, o passo seguinte é inserir os volumes programados diários no sistema
SAP, para que se possa visualizar e programar a entrega dos insumos pertinentes à
programação de fábrica. A unidade não pode comprar insumos, todos os tramites de
compra e entregas são centralizados em São Paulo, através da logística corporativa.
74
Portanto, o sistema tem que permanecer sempre atualizado, pois sem isto, corre-se
o risco de faltar insumos para produção.
Diariamente são realizados os ajustes pertinentes à performance das linhas e
vendas realizadas, a atualização das planilhas de produção real e venda real (real x
programado), ambas servem para estimar estoque disponível para venda do próximo
dia e estoque final para o mês.
Segundo o analista de PCP e o gerente da área de logística, que são os
responsáveis em garantir a política de estoque da unidade, a reunião de produção, a
negociação de produção e distribuição que são realizadas diariamente, são também
essenciais para os ajustes de programação e disponibilidade de produto, portanto
esses dois itens serão apresentados a seguir.
4.3.1.1 Reunião de Produção
A reunião de produção é a reunião mais importante da fábrica, acontece
diariamente às 10:30h, com a participação de todas as áreas envolvidas no
processo
produtivo,
ou
seja,
manutenção,
processo, packaging
(área
de
envasamento) e logística. Através da reunião de produção, o analista de PCP
consegue as informações pertinentes de cada área, podendo com isso revisar e
adequar a programação, sanando possíveis anomalias que possam impedir a
realização dos volumes propostos.
O analista de PCP é o responsável pela reunião de produção. A pauta mínima
a ser tratada é :
75
a) estoques iniciais dos produtos produzidos;
b) programação de fabricação de mosto e produção para os próximos cinco dias;
c) suficiência de vasilhame e insumos para os próximos cinco dias;
d) estimativa de fornecimento e transferência por produto produzido para os
próximos cinco dias;
e) volume de líquido disponível em adega de pressão e estimativa para consumo;
f) eficiência das linhas no dia anterior, acumulada no mês e estimativa para os
próximos cinco dias;
g) programação de manutenção e estimativas de parada de linha de
envasamento e processo ;
h) fechamento da programação de produção para os próximos cinco dias.
Qualquer
modificação
da
programação
de
produção
(fabricação
e
envasamento) fora do horário da reunião, deverá ser decidida em consenso com os
gerentes de logística, packaging e processo, comunicando via e-mail às áreas e
atualizada imediatamente no SAP.
Participando de algumas reuniões, nota-se um certo preciosismo das áreas,
uma falta de trabalho em equipe, cada uma busca justificar seus impedimentos
através das falhas das outras, geralmente demonstrando um certo grau de
individualismo, ou seja, “o problema não é meu”. Exemplo disto pode-se destacar,
uma cerveja enviada da área de filtração para o packaging, mesmo sabendo que a
cerveja estava com a temperatura mais alta que a especificada pelo padrão, a
filtração enviou-a para envasamento e não comunicou nada aos operadores da
linha, acarretando com isto espumamento e posterior perda de líquido
76
O papel fundamental do analista de PCP na reunião de produção é extrair as
informações e conciliá-las, sendo responsável diretamente pela análise e
determinação do que cada área deve fazer.
4.3.1.2 Negociação de Produção e Distribuição
Diariamente às 12:30h, acontece a negociação de produção e distribuição
que é conhecida na unidade como reunião virtual, integrando o analista de PCP e a
logística corporativa, através do MSN (messenger) e telefone.
Após fechar a programação de vendas para os próximos dois dias, a logística
corporativa entra em contato com a unidade para que sejam ajustadas as
tendências de produção, baseando-se nas vendas já marcadas. Após rever todas
as tendências o analista de PCP, dá aceite ou não na programação de venda,
reorganizando se necessário à programação de produção dos próximos dias para
atender a demanda.
Se a unidade não conseguir atender a demanda ela é penalizado em um farol
que mede e pontua o desempenho das logísticas das fábricas. Este farol é
conhecido como nível de serviço, ou seja, o volume que a unidade não conseguir
atender no mês é dividido pelo volume total de vendas mensal, com isto tem-se o
índice do período. A meta mensal é de 0,8%, valor acima disto à unidade perde 10
pontos no PEF (programa de excelência fabril).
Muitas vezes esta reunião torna-se desgastante, pois existe previsão de
venda de um certo SKU e a unidade não tem como atender, ficando caracterizado
como uma indisponibilidade. Antes que este fato possa ocorrer, tenta-se todas as
77
alternativas possíveis, mas quando realmente não tem como atender, a área
comercial entra na negociação, envolvendo o gerente de logística da fábrica, ou até
mesmo o gerente geral, para que seja confirmada a indisponibilidade.
4.3.1.3 Ajuste da Malha
Todos os ajuste de malha são aqueles que não estavam previstos na malha
oficial. São recebidos através do sistema 2P, podendo ser ajustes positivos
(aumento de demanda) ou negativos (diminuição de demanda).
A análise do ajuste consiste em verificar a capacidade da fábrica em incluir
mais um lote de produção dentro do mês corrente, e o impacto que essa inclusão
pode proporcionar nos estoques dos demais produtos.
Semanalmente o analista de PCP revisa o sistema e analisa as solicitações
de ajustes que vem abertas por SKU, ficando a seu critério a aprovação ou rejeição
do pedido.
Durante as observações na área de PCP, houve a oportunidade de verificar
alguns ajustes de malha no sistema, e de como são avaliados os diversos SKUs.
Primeiramente verifica-se os ajustes negativos, pois, muitas vezes a unidade
já realizou todo a produção mensal da malha, ficando impossível de aceitar a
redução de venda do mesmo.
Para que se aceite um aumento de venda, avalia-se as seguintes premissas
básicas:
a) disponibilidade de hora máquina;
78
b) no caso da cerveja , verifica-se se há disponibilidade de mosto.
Se não houver empecilhos o ajuste é aceito, e já pode ocorrer as vendas
referentes ao aumento do volume, mediante negociação na reunião virtual.
4.3.4 Gestão da Política de Estoques
O sistema de gestão da Filial Águas Claras do Sul esta constituído da
seguinte maneira:
Todo processo de acompanhamento da gestão de estoques, bem como a
programação de produção é feita com base nas previsões da malha e
posteriormente pelo acompanhamento das vendas e produções já realizadas
durante o mês, e é de responsabilidade do analista de PCP. Todos as
movimentações são feitas através dos sistemas 2F e SAP. Há uma interface do
sistema 2F (emissão de nota fiscal) com o SAP (controle de estoques), baixando os
volumes automaticamente após emissão da nota fiscal de venda.
Um problema identificado é que podem ocorrer emissões de notas fiscais sem
que haja saldo do produto, acarretando com isto estoques negativos, por sua vez
não se consegue fechar o sistema diário. Este caso na fábrica é conhecido como
“nota fora”. Ficando qualquer nota fiscal sem baixar do sistema, a área financeira
não consegue gerar os relatórios financeiros do dia anterior, acarretando com isto o
não fechamento das finanças da AmBev a nível nacional.
Abaixo segue algumas definições que a unidade utiliza no gerenciamento dos
estoques:
79
1)Stockout : caracterizado quando o estoque inicial do dia é menor que o
fornecimento real, ou o estoque na unidade estiverem abaixo do estoque mínimo
definido pela política;
2) Stockover : caracterizado quando o estoque inicial do dia é maior que os
estoques máximos definidos;
3) Estoque Fora de Faixa (EFF) : situação onde o produto encontra-se em
Stockout ou em Stockover;
4) Produtos de Alto Giro : caracterizado quando o lote de produção é no
máximo três vezes a demanda média da malha (malha / dias de
fornecimento);
5) Produtos de Baixo Giro : caracterizado quando o lote de produção é maior
do que três vezes a demanda média da malha.
Semanalmente o analista de PCP tem a incumbência de gerar e analisar os
gráficos da política de estoque da unidade (Gerlog - site da área de logística da
AmBev), para isto é fundamental que todos os parâmetros da política de estoques,
malha, produções já realizadas, programação de produção e tendência de futuras
vendas estejam corretas no SAP, pois, sem isto a análise não terá fundamentos.
Através dos gráficos gerados (anexo 1), que são abertos por SKUs
produzidos na unidade, o analista deve verificar os stockout e stockover , e através
destas informações enviar protocolos (anexo 2), justificando os motivos dos EFF e
futuras ações que possibilitem o restabelecimento dos níveis de estoques. Vale
lembrar que cada produto tem uma parametrização diferenciada, pois possuem
80
características especificas que podem variar a cada mês, dependendo da malha
recebida.
Este processo é realizado na unidade, porém o analista mesmo gerando os
gráficos não utiliza-os, uma vez que tem um controle paralelo em planilhas em Excel,
chamadas de MRP.
São através destas planilhas, que são determinadas todas as mudanças na
programação de produção e níveis de estoques, ficando caracterizado um trabalho
manual e diário de atualização das mesmas.
Os maiores problemas que ocorrem na gestão de estoques, são as variações
dos diversos produtos, tanto para mais, quanto para menos. A interação do PCP é
fundamental nestes momentos, uma vez que ele tem o papel fundamental de
monitoramento e programação de todos os produtos.
Quando ocorre um equivoco nos volumes previstos na programação, sem que
haja possibilidade de reverter a situação, no caso de volume maior a unidade é
penalizada em seu capital empregado (estoques), em volume menor e considerado
como indisponibilidade de produto. Em ambos os casos a unidade perde pontos no
programa de excelência fabril (PEF). As causas mais comuns que podem acarretar
um erro na programação podem ser:
a) tendência errada da malha;
b) produção de produtos de baixa giro antes do recebimento da malha oficial;
c) não atendimento do lote mínimo de produção para produto de baixo giro;
d) otimização da linha de produção, aumento dos volumes para reduzir setups;
81
e) apenas uma linha mista para produzir cerveja e refrigerante em lata,
acarretando concorrência dos dezessete SKUs que a unidade produz.
4.4 Fechamento de Produção Diária
O procedimento de fechamento produção acontece diariamente, à 01:00h, e
caracteriza-se pela conciliação de informações das áreas de filtração (área que
envia
cerveja
para
envasamento),
packaging
(envasamento)
e
logística
(conferentes).
Através da observação e entrevista em profundidade com os conferentes do
armazém, consta-se uma certa vulnerabilidade neste processo, pois o mesmo é
realizado manualmente pelos conferentes, anotando-se os lotes de produção
individualmente por SKU em uma planilha impressa. No fechamento diário são
somados as quantidades de cada lote para obtenção da produção diária para
posterior conciliação.
Já nas áreas de filtração e packaging, os fechamentos são realizados por
equipamentos automatizados. Na filtração através dos sistemas de controle, pode-se
verificar on-line os volumes de cerveja enviado, e no packaging existem dois
fechamentos, o volume de cerveja que passou pela enchedora (hectolitros) e
também o número de paletes que saíram da paletizadora (equipamento que paletiza
as garrafeiras).
Antes que seja registrada a produção no SAP, que é uma atividade de
responsabilidade do packaging, e deve ser feira até às 07:00h de cada dia, as três
82
áreas fecham individualmente para posterior reunião que irá conciliar e fechar as
produções líquidas.
Algumas vezes não chega-se a um número, pois há divergências entre as
áreas, com isto deve-se definir o volume mais próxima do SKU com problema, e
apontar a produção, para posterior conferência e conciliação, que deverá
ser
realizada neste mesmo dia.
Quando acontece um set-up de produto durante o dia em qualquer linha,
quem faz este fechamento são os conferentes do turno que aconteceu, tendo os
mesmo critérios de conferências do fechamento diário.
4.5 Sistema de Armazenamento
Todo produto acabado produzido na unidade é paletizado, portanto requer na
sua movimentação e armazenamento o auxilio de empilhadeiras.
O sistema de armazenamento adotado na unidade é de Box flutuantes, ou
seja, não há definição de qual produto vai em cada Box, portanto cabe ao conferente
do armazém de garrafas assinalar e registrar em quais Box estão sendo colocadas
as produções, utilizando uma seqüência alfa-numérica representativas da rua e Box
utilizado.
Exemplo : Localização : A22 : Rua A, Box22.
Com a Identificação através do lote alfa-numérico no momento do
carregamento e com a realização do Picking , pode-se identificar qual revenda
carregou qual produto.
83
Para que seja preservada as embalagens, todo produto acabado somente
pode ser empilhado “dois de alto” (figura 11), ou seja, somente pode haver dois
paletes sobrepostos, prática está que não acontecia a algum tempo atrás. Está
medida foi tomada devido ao aumento de reclamações no SAC (serviço de
atendimento ao consumidor) de avarias em embalagens, principalmente na lata.
Com este novo procedimento ganhou-se também tempo no armazenamento, pois ao
armazenar e retirar os produtos nos Box as empilhadeiras levam menos tempo, sem
contar no fator de segurança pessoal, pois a operação de “três de alto” era muito
perigosa, principalmente quando envolvia vasilhame, uma vez que as empilhadeiras
não possuem abafadores de produto (proteção utilizada em empilhadeiras para
prender o produto).
Figura 11: Armazenamento de Produto Acabado “Dois de Alto”
A seguir serão descritos alguns pontos que requerem uma atenção especial
no armazenamento:
84
a) produtos avariados: todo produto que sofre qualquer avaria no depósito é
segregado e reembalado. Os produtos que não tem mais condições de
consumo são baixados no sistema como prejuízo de movimentação;
b) produtos em análise: produto fica retida com “tranca palete”. Tranca palete
é um suporte que é colocado entre as aberturas do palete, onde as
empilhadeiras não conseguem colocar seu garfo, conseqüentemente não
conseguem movimentá-los (figura 12);
c) Paletes Mistos: Prática adotada com produtos que não completam um
palete no final de produção. Nestes casos é montado um palete com dois ou
três produtos e são disponibilizados para venda (figura 13).
Figura 12: Produto em Analise – “Tranca Palete”
Nos carregamentos são obrigatórias a utilização de cantoneiras metálicas
horizontais e verticais, e no caso das latas as cantoneiras não devem estar
85
diretamente sobre as embalagens do produto, e para que isto não aconteça deve-se
utilizar um forro de lona entre a cantoneira e o produto. Todos estes cuidados são
seguidos para que não haja avarias do produto ao chegar no consumidor e posterior
reclamação.
4.6 Inventário de Estoques
Existem dois momentos distintos na realização de inventários de estoque de
produto acabado na unidade, um acontece diariamente, e o outro que é considerado
o inventário oficial mensalmente.
O inventário diário também chamado de contagem, acontece diariamente ao
final das produções. O conferente de plantão conta todos os produtos acabados e
vasilhame que estão disponíveis para produção. Esta contagem serve para verificar
as diferenças, como também para verificar possíveis inversões de produtos no
carregamento.
O inventário oficial utilizado é o rotativo, realizado mensalmente, em datas
pré-determinadas, geralmente acontecem em domingos, quando a fábrica fica
parada, ou se houver produção, é retirada da programação em torno de oito horas
para que seja realizado o inventário e o mesmo seja conciliado. Todos os SKUs são
contados.
Para que se consiga realizar um inventário sem grandes problemas, a
unidade garante a disposição e identificação de todos os SKUs, de maneira que não
haja dúvidas no momento da contagem.
86
4.7 Programação de Distribuição :Prevista x Realizada
Através da distribuição real durante o mês, consegue-se ajustar a
programação de produção, pois, com os controles diários e contatos com a logística
corporativa e comerciais, obtém-se um cenário bem mais real do que aquele que a
malha sugere.
Cabe ao analista de PCP extrair estas informações e realizar constantemente
projeções de programação que garantam a disponibilidade de produtos no caso de
aumento de demanda, ou redução de produção nos casos de baixa demanda.
Nos produtos de alto giro, isto não acarreta grandes dificuldades, pois são
realizadas várias produções durante o mês, já não acontecendo com os de baixo
giro, principalmente os refrigerantes, exceto o Guaraná Antarctica lata e a Pepsi lata,
todos os demais a unidade programa apenas uma produção mensal.
É uma tarefa que requer uma atenção especial diária e detalhada por SKU,
pois acontecem dispersões de demanda que poderão comprometer o abastecimento
de mercado, ou a meta de capital empregado no caso de produção excessiva sem a
devida venda.
A seguir serão mostradas as variações de vendas das cervejas (tabela 02) e
dos refrigerantes (tabela 03) produzidos na unidade, que aconteceram nos meses de
janeiro e fevereiro de 2005. Foram escolhidos estes dois meses por tratarem-se
daqueles onde ocorrem uma maior venda e também onde acontecem uma maior
dispersão entre a distribuição prevista e real.
87
Vendas Cerveja Previsto x Real - Período de Janeiro/Fevereiro 2005
Janeiro de 2005
Fevereiro de 2005
Dúzias Produto
Skol
Brahma
Garrafa Brahma Extra
600ml Antarctica
Polar
Total Fábrica
Caixas
Skol
Brahma
Lata
Antarctica
350ml
Polar
Total Fábrica
Previsão
Real
Diferença
Variação
Previsão
Real
Diferença Variação
923.711
477.923
141.698
370.110
567.661
2.481.103
1.151.694
522.397
117.768
522.397
591.780
2.906.036
227.983
44.474
-23.930
152.287
24.119
424.933
24,68% 1.100.871 1.035.744 -65.127 -5,92%
9,31% 468.790 427.895 -40.895 -8,72%
-16,89% 132.077
86.940 -45.137 -34,17%
41,15% 398.684 427.895 29.211
7,33%
4,25% 510.718 451.332 -59.386 -11,63%
17,13% 2.611.140 2.429.806 -181.334 -6,94%
1.659.845
633.372
343.569
310.960
2.947.746
1.781.438
483.240
343.992
300.432
2.909.102
121.593
-150.132
423
-10.528
-38.644
7,33% 1.236.062 1.641.596
-23,70% 375.190 431.964
0,12% 258.790 323.026
-3,39% 314.071 319.554
-1,31% 2.184.113 2.716.140
405.534
56.774
64.236
5.483
532.027
32,81%
15,13%
24,82%
1,75%
24,36%
Tabela 02: Vendas de Cerveja Prevista x Real – Jan/Fev 2005
Fonte: SAP
Vendas Refrigerante Previsto x Real - Período de Janeiro/Fevereiro 2005
Janeiro de 2005
Fevereiro de 2005
Caixas Produto
GCA
GCAD
Pepsi
Pepsi Twist Light
Pepsi Twist
Lata Pepsi Cola Light
350ml Soda Antarctica
Sukita
Teem
Tonica Antactica
Pepsi X
Total Fábrica
Previsão
211.680
68.739
285.994
27.488
62.991
39.320
37.106
66.407
44.823
51.010
21.763
917.321
Real
228.184
65.208
340.560
24.816
67.330
31.680
45.936
80.156
62.304
67.056
45.672
1.058.902
Diferença
16.504
-3.531
54.566
-2.672
4.339
-7.640
8.830
13.749
17.481
16.046
23.909
141.581
Variação
7,80%
-5,14%
19,08%
-9,72%
6,89%
-19,43%
23,80%
20,70%
39,00%
31,46%
109,86%
15,43%
Previsão
147.258
51.188
229.933
19.738
48.838
39.570
27.778
56.503
36.784
36.527
142.316
836.433
Real
Diferença Variação
96.972 -50.286
34.122 -17.066
167.090 -62.843
18.766
-972
40.172
-8.666
24.618 -14.952
21.648
-6.130
39.601 -16.902
37.246
462
36.432
-95
104.918 -37.398
621.585 -214.848
-34,15%
-33,34%
-27,33%
-4,92%
-17,74%
-37,79%
-22,07%
-29,91%
1,26%
-0,26%
-26,28%
-25,69%
Tabela 03: Vendas de Refrigerante Prevista x Real – Jan/Fev 2005
Fonte: SAP
Analisando as vendas de cerveja (tabela 02), nota-se uma dispersão bem
acentuada. Para uma melhor visualização, serão mostrados gráficos das dispersões
de vendas de cerveja 600ml e lata destes períodos.
Em janeiro, houve uma dispersão positiva nas cervejas 600ml, pois foram
vendidas 424.933 dúzias a mais que a previsão inicial, ou seja 17,13% acima da
expectativa. Passando este volume para hora máquina equivalem a 5,31 dias de
88
produção. Já na lata houve uma diferença negativa de 38.644 caixas (-1,31%), que
equivalem apenas 5,68 horas de produção.
3.000.000
17,13%
2.500.000
dúzias
2.000.000
Previsão
1.500.000
24,68%
Real
1.000.000
41,15%
9,31%
500.000
4,25%
-16,89%
0
Skol
Brahma
Brahma
Extra
Antarctica
Polar
Total Fábrica
Produto
Figura 13: Dispersão de Vendas Cerveja 600ml Janeiro 2005
-1,31%
3.000.000
2.500.000
Caixas
2.000.000
7,33%
Previsão
1.500.000
Real
-23,70%
1.000.000
0,12%
-3,39%
500.000
0
Skol
Brahma
Antarctica
Polar
Total Fábrica
Produto
Figura 14: Dispersão de Vendas Cerveja Lata Janeiro 2005
No mês de fevereiro houve uma inversão, o volume de venda da cerveja
600ml, foi menor em 181.344 dúzias (-6,94%) que a previsão, já na cerveja em lata
89
houve um acréscimo na venda de 532.027 caixas (24,36%) acima da previsão inicial
do mês, ou seja, 3,31 dias de produção.
3.000.000
-6,94%
2.500.000
dúzias
2.000.000
1.500.000
Previsão
-5,92%
Real
1.000.000
-8,72%
500.000
7,33% -11,63%
-34,17%
0
Skol
Brahma
Brahma
Extra
Antarctica
Polar
Total Fábrica
Produto
Figura 15: Dispersão de Vendas Cerveja 600ml Fevereiro 2005
24,36%
3.000.000
Caixas
2.500.000
2.000.000
32,801%
Previsão
1.500.000
15,13%
1.000.000
24,82%
500.000
Real
1,75%
0
Skol
Brahma
Antarctica
Polar
Total Fábrica
Produto
Figura 16: Dispersão de Vendas Cerveja Lata Fevereiro 2005
Nestes dois meses, o caso mais complicado foi o aumento da demanda de
lata em fevereiro, pois, requer produções adicionais que a linha de produção (L511)
90
não comporta, uma vez que é programada cheia nos meses de alta. Produz
dezessete SKUs, (cinco cervejas e doze refrigerantes). No caso especifico de
fevereiro a unidade conseguiu atender a demanda excedente baixando seus
estoques de segurança e terminando o mês praticamente com os depósitos vazios.
Já na cerveja 600ml, a unidade possui duas linhas de produção (L501 e L502)
para cinco SKUs, não tendo problema no aumento de volume, uma vez que
trabalham ociosas, podendo ocorrer empecilhos apenas pela falta de vasilhame ou
de líquido, que deve ser programado com antecedência.
A respeito dos refrigerantes, também houve dispersões bem acentuadas nos
meses de janeiro e fevereiro de 2005, conforme pode-se observar nas figuras 17 e
18. As vendas em janeiro foram 15,43% superiores as previsões, totalizando
141.581 caixas acima das expectativas. Este volume equivale a 20,30 horas de
produção, que poderia ficar comprometido se a cerveja lata também possuísse um
aumento significativo nas vendas.
Já as previsões de vendas de refrigerantes em fevereiro foram muito
otimistas, pois tiveram um dispersão negativa 25,69%, volume de 214.848 caixas
que conforme previsão não foram vendidas.
200.000
1.000.000
15
,4
3%
6,
89
%
-- 1
9,
43
%
23
,8
0%
20
,7
0%
39
,0
0%
31
,4
6%
10
9,
86
%
-9
,7
2%
-5
,1
4%
19
,0
8%
7,
80
%
15
,4
3%
1.000.000
Produto
de janeiro a julho de 2005 de cerveja e refrigerante.
20
,7
0%
39
,0
0%
31
,4
6%
10
9,
86
%
6,
89
%
-- 1
9,
43
%
23
,8
0%
600.000
19
,0
8%
Pe
ps
i
ist
Li
gh
Pe
t
ps
Pe
iT
ps
w
iC
ist
ol
So
a
Li
da
An ght
ta
rc
tic
a
Su
kit
a
To
ni
Te
ca
em
An
ta
ct
ica
Pe
ps
To
i
ta
lF X
áb
ric
a
Tw
AD
A
600.000
-9
,7
2%
-5
,1
4%
Pe
ps
i
G
C
G
C
200.000
Pe
ps
Tw
i
ist
Li
gh
Pe
t
ps
Pe
iT
ps
w
iC
ist
ol
So
a
Li
da
An ght
ta
rc
tic
a
Su
kit
a
To
ni
Te
ca
em
An
ta
ct
ica
Pe
ps
To
i
ta
lF X
áb
ric
a
Pe
ps
i
AD
7,
80
%
400.000
C
A
Caixas
400.000
G
G
C
Caixas
91
1.200.000
800.000
0
Produto
Previsão
Real
Figura 17: Dispersão de Vendas Refrigerante Janeiro 2005
1.200.000
800.000
0
Previsão
Real
Figura 18: Dispersão de Vendas Refrigerante Fevereiro 2005
Nas tabelas 04 e 05, será apresentado um histórico das vendas prevista x real
92
Vendas Cerveja Previsto x Real - Período de Janeiro até Julho 2005
Produto
Dúzias
Garrafa 600ml
Previsão
Real
Diferença
Variação
Skol
5.580.459
5.800.040
219.581
3,93%
Brahma
Brahma Extra
2.571.077
634.496
2.633.070
500.804
61.993
-133.692
2,41%
-21,07%
Antarctica
2.241.205
2.472.186
230.981
10,31%
3.033.966
2.776.373
-257.593
-8,49%
14.061.203
14.182.473
121.270
0,86%
Skol
9.599.936
9.749.377
149.441
1,56%
Brahma
2.368.543
2.387.521
18.978
0,80%
Antarctica
Polar
1.673.230
1.704.483
1.769.582
1.435.709
96.352
-268.774
5,76%
-15,77%
15.346.192
15.342.189
-4.003
-0,03%
Polar 600ml
Total Fábrica
Caixas
Lata 350ml
Total Fábrica
Tabela 04: Vendas Cerveja Prevista x Real – Jan/Jul 2005
Fonte: SAP
Vendas Refrigerante Previsto x Real - Período de Janeiro até Julho 2005
Caixas
Produto
GCA
Lata
350ml
Previsão
1.053.640
Real
Diferença
Variação
983.553
-70.087
-6,65%
GCAD
347.786
300.715
-47.071
-13,53%
Pepsi
1.528.253
1.432.768
-95.485
-6,25%
Pepsi Twist Light
135.556
122.065
-13.491
-9,95%
Pepsi Twist
315.735
337.682
21.947
6,95%
Pepsi Cola Light
191.840
158.808
-33.032
-17,22%
Soda Antarctica
160.103
171.232
11.129
6,95%
Sukita
357.230
364.796
7.566
2,12%
Teem
222.872
246.339
23.467
10,53%
Tonica Antactica
Pepsi X
Total Fábrica
251.554
253.891
2.337
0,93%
304.416
4.868.985
299.282
4.671.131
-5.134
-197.854
-1,69%
-4,06%
Tabela 05: Vendas de Refrigerante Prevista x Real – Jan/Jul 2005
Fonte: SAP
Ao analisar as dispersões de vendas nos sete primeiros meses, fica clara a
importância do gerenciamento dos níveis de estoques, pois mesmo não havendo
uma grande diferença dos volumes totais de distribuição, nota-se uma acentuada
diferença na distribuição dos diversos SKUs.
A seguir serão apresentados gráficos das dispersões de vendas de Skol lata
(alto giro) e Pepsi Cola Light (baixo giro) nos sete primeiros meses de 2005. Foram
93
escolhidos estes dois produtos por terem características de vendas e produção bem
distintas:
Na figura 19, Skol lata, as dispersões são muito mais significativas, uma vez
que é o SKU de maior venda da unidade, conseqüentemente o mais produzido. São
realizadas em média doze produções mensais. Por ser um produto de alto giro, e de
grande volume de vendas, suas dispersões de vendas negativas influenciam
diretamente no capital empregado da unidade, porém tais dispersões podem ser
controladas mediante a redução dos volumes de produção nos últimos dias do mês,
fato este que já não ocorre nos SKUs de baixo giro (figura 20).
SKOL LATA
2.500.000
Caixas
2.000.000
7,33%
6,50%
-5,15%
1.500.000
Previsto
3,76
-18,26%
Real
1.000.000
-23,41%
-2,50%
500.000
Ju
lh
o
Ju
nh
o
M
ai
o
br
il
A
M
ar
ço
iro
er
e
Fe
v
Ja
ne
i ro
0
Figura 19: Dispersão de Vendas Skol Lata Jan/Jul 2005
Já às dispersões de Pepsi Cola Light (figura 20), como qualquer outro produto
de baixo giro, requerem uma atenção especial, pois é realizada apenas uma
produção mensal de cada SKU, mediante a previsão inicial.
94
PEPSI LIGHT LATA
45.000
40.000
35.000
CAIXAS
30.000
7,19%
-19,43
Previsto
25.000
-6,45%
20.000
-2,09%
Real
15.000
-17,87%
-5,81%
10.000
-6,53%
5.000
Ju
lh
o
Ju
nh
o
M
ai
o
br
il
A
M
ar
ço
iro
er
e
Fe
v
Ja
ne
i ro
0
Figura 20: Dispersão de Vendas Pepsi Cola Light Jan/Jul 2005
A fábrica não atua diretamente nas causas que ocasionaram a dispersão de
vendas, pois esta tarefa é destinada exclusivamente à área comercial.
4.8 Análise do Caso
A seguir descreve-se as análises e considerações realizadas durante o
trabalho, nas áreas que o pesquisador julga ser as mais importantes e com maior
envolvimento na gestão de estoques na Filial Águas Claras do Sul.
Alguns análises e comentários já foram realizados no decorrer do estudo de
caso.
95
4.8.1 Planejamento de Estoques - Determinação dos Níveis de Estoques
Recebendo pronta às diretrizes da política de estoques, a unidade tem a
incumbência de administrá-las de tal forma que atendam os volumes de fabricação,
bem como os estoques finais mensais esperados, ficando amarradas muitas vezes a
determinações errôneas da previsão de vendas que comprometem os indicadores
da unidade. Exemplo disto são as dispersões de vendas constatadas na análise da
distribuição mensal.
O único instrumento que a unidade tem para questionar os volumes propostos
é a análise crítica da malha. Este instrumento, segundo o analista de PCP, não
funciona, pois o retorno da análise crítica por parte da logística corporativa e muito
evasivo, não contendo orientações ou determinações especificas que possam alterar
a proposição inicial de estoques.
O analista de PCP deve programar a produção fabril de acordo com as
estimativas de vendas recebidas da malha. Mesmo possuindo a malha de produção
(envasamento), no decorrer do mês o acompanhamento maior é feito nas vendas,
pois, é através das vendas que se consegue estimar melhor se realmente as
previsões esperadas estão acontecendo.
Para melhor visualização e acompanhamento dos estoques, a logística
corporativa disponibiliza diariamente para suas unidades gráficos de política de
estoques. Na unidade de Viamão estes gráficos não são utilizados. O controle na
unidade é feio através de planilhas internas elaboradas em Excel, que representam
também uma estimativa mensal de produção e venda, porém sem a riqueza de
detalhes que os gráficos representam.
96
4.8.2 Planejamento e Controle de Estoques (PCP)
Durante o processo de análise da malha e programação de produção
constatou-se uma total dependência de uma pessoa, o analista de PCP, pois é ele
que analisa, controla e determina todas as ações que a fábrica deve tomar sobre a
gestão de estoques.
Um problema que fica evidente para o pesquisador, foi que existe na unidade
apenas uma pessoa que conhece bem a gestão de estoque de produto acabado, o
analista de PCP, ficando sobre seu controle todo processo, pois não há substituto
imediato para o mesmo. Há uma sobrecarga de trabalha nesta função, uma vez que
principalmente no verão a fábrica produz e vende todos os dias, inclusive domingos
e feriados. Mesmo não estando na fábrica, ele tem participação ativa em todo o
processo, pois monitora as produções e vendas através de contatos telefônicos.
Com o sistema de gestão de controle de estoques compartilhado com os
demais membros da logística, poderiam ser minimizadas as tarefas do gestor, e com
isto através de mais idéias otimizar ainda mais as programações.
Notou-se que o analista tem controle sobre as variáveis que compreendem o
processo de produção de produto acabado na unidade, pois consegue alterar a
programação sem grandes problemas, porém este controle é limitado às ações
internas de programação, tendo como maior desafio a conciliação de informações
das outras áreas envolvidas no processo, e também o acompanhamento das
previsões de vendas, que muitas vezes não são confiáveis.
A programação de produção é realizada com o intuito de garantir a malha de
venda inicial, mais os ajustes de venda que a unidade recebe durante e o mês, e os
estoques finais propostos.
97
Na contagem diária realizada pelos conferentes do armazém de produtos, o
analista de PCP, tem a disponibilidade exata dos volumes que podem ser vendidos.
Um problema que ocorre nesta contagem é no momento da conciliação físico x
contábil, pois muitas vezes o conferente não a faz. A conciliação físico x contábil é
de extrema importância, pois sem ela a contagem perde totalmente seu intuito, uma
vez que é através desta contagem que se consegue identificar qualquer alteração
dos estoques, principalmente se houve inversões de produtos no carregamento e se
todos os apontamentos diários de produções foram realizados.
4.8.3 Produção das linhas de Envasamento
Através dos levantamentos e das entrevistas realizados, verificou-se que a
fábrica trabalha muitos meses do ano ociosa, nas duas linhas de garrafas e também
na linha de latas, e que o projeto original da empresa foi concebido para atender os
volumes de vendas nos períodos de alta, ou seja, no verão.
As linhas de garrafas para produzirem dependem do retorno de vasilhame,
este retorno se dá no momento da venda dos produtos, como a cerveja é um
produto sazonal, em alguns meses as vendas diminuem, com a diminuição dos
volumes de vendas, a empresa não tem vasilhame para produzir com duas linhas.
Geralmente uma das linhas fica desativada entre os meses de março até
setembro, acarretando demissões e posteriores contratações para suprir a demanda
nos meses de alta.
Já a linha que produz cerveja e refrigerante em latas, também trabalha ociosa
nos períodos de baixa demanda (março até outubro), porém com um a peculiaridade
98
nos períodos de alta demanda (novembro até fevereiro), ela não consegue atender a
política de estoques sugerida pela malha. Qualquer perda que acontecer na linha de
produção, por motivos de quebra de equipamento ou erro operacional, não há mais
possibilidade de recuperação do volume de produção perdido, pois a programação
abrange todas as horas máquina possíveis no mês, acarretando com isto um volume
de produção menor, ou seja, diminuição do estoque final, ou até mesmo em certos
casos a falta de produto.
4.8.4 Outros Aspectos Gerais
Verificou-se alguns problemas que afetam diretamente a gestão de estoques
da unidade, mesmo sendo do conhecimento de todos, ainda não há nenhum projeto
ou ação para saná-los. Tais problemas serão apresentados a seguir:
Os controles de endereçamento dos lotes da produção são feitos
manualmente pelos conferentes em folhas que podem ser rasuradas ou modificadas
por qualquer pessoa que tenha acesso a elas. Tendo um sistema de localização
aleatório de estoque, e através das marcações manuais, a possibilidade de erro é
bem acentuada, ficando evidente a importância das anotações corretas dos
conferentes no momento de lançar o produto nos Box, e posteriormente no sistema
SAP.
Outro ponto que chamou atenção nas entrevistas foi o desconhecimento da
gestão da política de estoques da unidade pelos conferentes, uma vez perguntado
sobre o que eles conheciam sobre o assunto, os mesmo não souberam responder,
ficando caracterizando uma total falta de informação sobre o que eles poderiam
99
colaborar na gestão. Os conferentes possuem tarefas críticas, que atingem
diretamente a gestão de estoques na unidade. Entre elas pode-se citar:
a) conferência das cargas, quantidades e produtos certos no carregamento;
b) responsáveis pelo FIFO do armazém de produtos, realizando as baixas dos
estoques em cada carregamento e movimentações no sistema;
c) análise de produtos avariados e lay-out do armazém
d) determinam, registram e identificam os lotes dos produtos em seus
respectivos Box;
e) garantem a contagem diária de vasilhame que ficarão disponíveis para as
linhas de produção.
4.9 Sugestões de Melhoria
O objetivo destas sugestões é propor melhorias na gestão de estoques de
produto acabado da Filial Águas Claras do Sul, com isto garantir a disponibilidade de
produtos, bem como diminuir as alterações pertinentes à programação de produção,
uma vez que são elas que despendem de um maior tempo do analista de PCP.
Com base no referencial teórico desenvolvido neste trabalho, e com as
informações coletadas no estudo de caso, nota-se que a AmBev utiliza praticamente
de todas as ferramentas citadas pelos autores, ficando a cargo da unidade, a
responsabilidade de garantir os acompanhamentos e ajustes nos níveis de estoques
durante o mês. É exatamente nesta gestão interna pesquisada,que concentram-se
as sugestões de melhorias para a unidade da AmBev de Viamão.
100
4.9.1 Treinamento dos Analistas e Conferentes
Realizar treinamento do sistema de gestão de estoques aos outras analistas
da área (ativo de giro e controle) e também aos conferentes, dividindo em módulos,
onde cada função terá atribuições e deverá estar opta a interagir nas diversos
peculiaridades que a gestão possui.
Para os analistas, o treinamento deverá contemplar, desde a análise da
malha, programação de produção e análise de vendas, possibilitando com isto que
eles possam auxiliar e até mesmo substituir o analista de PCP, em momentos de
férias ou de afastamento na unidade.
Já o treinamento dos conferentes deverá abranger uma síntese completa da
sistemática de estoques que a AmBev adota, explicando detalhadamente os itens
que são de responsabilidade deles, e o resultado que se espera obter nas diversas
responsabilidades que a função tem.
4.9.2 Contagem Diária Físico x Contábil
Criar sistemática de acompanhamento diário da contagem física dos
estoques. Inserindo no check-list dos conferentes a rotina de conciliar o físico x
contábil diariamente. O conferente ao encontrar diferença de estoque deverá
rastrear o motivo desta diferença e informar ao analista de controle que tem a
responsabilidade de garantir a acurácia dos estoques.
101
4.9.3 Sistema de Codificação dos Estoques
Implantar sistema de codificação de códigos de barras nos estoques de
produto acabado, uma vez que hoje todo este processo é feito manualmente.
Por se tratar de um sistema de fácil utilização, baixo custo e com um tempo
implantação reduzido, este sistema atenderia as necessidades da unidade,
garantido com isto as informações de localização e quantidades de cada produto em
seus respectivos Box, eliminando com isto os apontamentos manuais que hoje são
feitos no armazém de produtos.
4.9.4 Utilização dos Gráficos da Política de Estoques
A utilização dos gráficos da política de estoques (Anexo 1), seria um
diferencial na programação de produção, pois os mesmos são de fácil interpretação
e poderiam ser gerados diariamente, uma vez que não requerem nenhum
procedimento a mais na rotina do analista de PCM. Para que se extraia os gráficos
da política de estoques, basta entrar no site Gerlog e baixá-los, pois os mesmo são
gerados diariamente pela logística corporativa.
Através dos mesmos consegue-se verificar claramente, se a unidade esta
cumprindo a política de estoques, se suas tendências de produção e venda estão
condizendo com a realidade, erros de programação, estouro de venda e níveis de
estoques (mínimo, ponto de pedida e máximo).
102
4.9.5 Antecipação da Produção de Cerveja Lata
Com uma validade de 6 meses, poderia-se antecipar a produção de cerveja
nos meses de setembro e outubro, uma vez que a linha de produção trabalha ociosa
nestes meses, garantindo com isto o cumprimento da política de estoques nos
meses subseqüentes. Através dos históricos de anos anteriores, poderia-se estimar
um volume de produção maior, considerando as perdas da linha de produção e suas
respectivas vendas nos meses de novembro e dezembro.
Através destes dados, elaborar um estudo e encaminhar à logística
corporativa para que a mesma autorize este procedimento, uma vez que a unidade
não tem autorização para produzir além do volume solicitado em malha.
Este procedimento acarretaria o aumento do capital empregada da unidade,
porém garantiria a disponibilidade de produto nos meses de alta demanda.
4.10 Considerações Finais
Através da análise e sugestões de melhoria apresentadas anteriormente,
acredita-se que a unidade consiga administrar melhor sua gestão de estoque,
envolvendo mais pessoas neste processo, e com isto dividindo responsabilidades, a
fim de equalizar conhecimentos e ações.
A seguir (Tabela 06) será apresentado um resumo dos problemas
identificados com suas respectivas sugestões de melhoria, em forma de quadro,
pois, assim consegue-se obter uma melhor visualização.
103
P ro b le m a
S u g e s tã o d e M e lh o ria P ro p o s ta
A p e n a s u m a p e sso a c o n h e c e b e m a
g e stã o d e e sto q u e s d a u n id a d e
T re in a r o s o u tro s a n a lista s (c o n tro le e
A tiv o s d e G iro ) n a g e stã o d e e sto q u e s
C o n ta g e m d iá ria d e e sto q u e s n ã o
c o n c ilia d a F ísic o x C o n tá b il
C ria r siste m á tic a p a ra q u e o s c o n fe re n te s
c o n c ilie m o s e sto q u e s d ia ria m e n te
N o s m e se s d e a lta d e m a n d a
(n o v e m b ro a té fe v e re iro ), a lin h a d e
la ta s n ã o c o m p o rta a p o lític a d e
e sto q u e s su g e rid a p e la m a lh a
A n te c ip a ç ã o d e p ro d u ç ã o d e c e rv e ja n o s
m e se s d e se te m b ro e o u tu b ro ,
a p ro v e ita n d o a o c io sid a d e d a lin h a . D e v e se a lin h a r a n te s e ste p ro c e d im e n to c o m a
lo g ístic a c o rp o ra tiv a
F ic h a d e a p o n ta m e n to s d e lo te s d e
p ro d u ç ã o sã o fe ita s m a n u a lm e n te .
U tiliz a r siste m a d e c o d ific a ç ã o e
O c o rre m ra su ra s q u e sã o p a ssív e is d e
id e n tific a ç ã o a tra v é s d o c ó d ig o d e b a rra s
e rro n a h o ra d o la n ç a m e n to p a ra
siste m a S A P .
N ã o u tiliz a ç ã o d o s g rá fic o s d a p o lític a
d e e sto q u e s c o m o fe rra m e n ta d e
a n á lise e a u x ílio u n a p ro g ra m a ç ã o d e
p ro d u ç ã o
P a ssa r a u tiliz a r o g rá fic o s , p a ra
v isu a liz a ç ã o d a s p ro je ç õ e s d e e sto q u e s
D e sc o n h e c im e n to to ta l d o s
T re in a m e n to p a ra o s c o n fe re n te s so b re
c o n fe re n te s so b re a p o lític a d e
g e stã o d e e sto q u e s. Im p lic a ç õ e s d a s su a s
e sto q u e s d a u n id a d e , n ã o
ta re fa s n a p o litic a d e e sto q u e s d a
c o n se g u in d o id e n tific a r n o se u
c o m p a n h ia
tra b a lh o o s p o n to s q u e p o d e m a u x ilia r
n a g e stã o
Tabela 06: Quadro de Sugestões de Melhorias
CONCLUSÃO
A determinação dos níveis de estoques de um produto é um processo que
requer envolvimento constante de profissionais ligadas a eles, exigindo análise
detalhada das variáveis envolvidas, principalmente no caso estudado que envolvia
diversos produtos que possuíam características muito diferentes.
É fundamental que a empresa, através de seus profissionais, tenha pleno
conhecimento dos fatores que influenciam na determinação dos níveis de estoques.
Existem fatores internos e externos que agem e interagem influenciando diretamente
neste sentido.
A realização deste trabalho teve como proposta verificar e analisar a gestão
de estoque de produto acabado, verificando a influência dos fatores internos, que no
caso são as programações de produção, estocagem e controle, e externos, que são
as previsões de envasamento e vendas na gestão da AmBev, Filial Águas Claras do
Sul. Para tanto foi desenvolvido um referencial teórico e um posterior estudo de
caso, onde foram utilizados dados secundários, entrevistas e observações.
Através dos dados levantados durante a realização do trabalho, pode-se
delinear a situação atual que se encontra a unidade, realizar a análise e sugerir
propostas de melhorias.
105
Analisando o processo atual, constatou-se que a unidade não tem ação direta
sobre as previsões de vendas, nem sobre a política de estoques que deve ser
adotada, uma vez que elas vem prontas mensalmente da logística corporativa, e
muitas vezes com previsões que não condizem com a realidade. Cabe a unidade
administrar seus níveis de estoques através da programação de produção e vendas
realizadas, organizando-se de tal maneira que concilie as previsões recebidas com
as programações no decorrer do mês. Sendo assim, hoje a gestão de estoque
interno na companhia é feita por uma pessoa, o analista de PCP, fato este que deve
ser revisto, pois pela importância que os estoques representam para a empresa,
deve haver mais pessoas envolvidas neste processo.
A maioria das sugestões de melhorias são passíveis de implementação, sem
que hajam custos elevados e que poderão auxiliar a gestão de estoque da unidade,
proporcionando assim maior eficiência e conseqüentemente melhores resultados.
Entre as sugestões de melhoria, duas requerem uma atenção especial, um
estudo mais aprofundado para que se verifique a viabilidade financeira e
operacional. São elas: instalação de um sistema digital de identificação de produto
acabado com código de barras e antecipação da produção de cerveja lata nos
meses de baixa demanda. Estes dois projetos necessitam de um aporte financeiro e
também autorização corporativa para sua implementação.
Ao final deste estudo, foi possível constatar, que o objetivo principal e os
específicos propostos no início deste trabalho, foram alcançados, já que identificouse um problemas e ao final da pesquisa foram propostas melhorias e sugestões com
a intenção de minimizar os problemas evidenciados.
REFERÊNCIAS
ARNOLD, J.R. Tony, Administração de Materiais. São Paulo: uma introdução,
Atlas, 1999
BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos; planejamento,
organização e logística empresarial. Porto Alegre: Bookman, 2001.
, Ronald H., Logística Empresarial: transporte, administração de
materiais e distribuição física. São Paulo: Atlas, 1995.
BOWERSOX, Donald J., DAVID, J. Closs, Logística Empresarial: o processo de
integração da cadeia de suprimentos. São Paulo: Atlas, 2001.
CHING, Hong Ching. Gestão de Estoques na cadeia de Logística Integrada.
Supply chain.. São Paulo: Atlas, 1999.
CORRÊA, Henrique L; GIANESI, Irineu G. N.; CAON, Mauro. Planejamento,
Programação e Controle da Produção: MRP II /ERP Conceitos, Uso e
Implantação; 3º. ed São Paulo: Atlas, 2000.
DIAS, Marco Aurélio P. Administração de Materiais: uma abordagem logística, São
Paulo: Atlas, 1996.
FURASTÉ, Pedro Augusto. Normas Técnicas Para Trabalho
Explicação das Normas da ABNT. 13º ed. Porto Alegre, 2004.
Científico:
GURGEL, Floriano do Amaral, Logística Industrial ; São Paulo: Atlas, 2000.
IMAM, Gerenciamento da Logística e Cadeia de Suprimentos; São Paulo:
Instituto IMAM, 1997.
MARTINS, Petrônio Garcia & ALT; Paulo Renato Campos. Administração de
Materiais e Recursos Patrimoniais; São Paulo: Saraiva, 2000.
107
ROESCH, Sylvia Maria Azevedo. Projetos de Estagio e de Pesquisa em
Administração: guia de pesquisas, projetos, estágios e trabalho de conclusão de
curso. São Paulo: Atlas. 1999.
VERGARA, Sylvia Constant. Projetos e
Administração. 2º ed. São Paulo: Atlas, 1998.
Relatórios
de
Pesquisa
em
VIANA, João José, Administração de Materiais: Um Enfoque Prático; São Paulo:
Atlas, 2000.
YIN, Robert K., Estudo de Caso; Planejamento e Métodos. 3º ed. Porto Alegre:
Bookmam, 2005.
ZACCARELLI, Sério Baptista, Programação e Controle de Produção;. 8º ed. São
Paulo: Pioneira, 1987.
www.ambev.com.br
www.cel.coppead.ufrj.br
www.imam.com.br
108
APÊNDICE A: Roteiro de Perguntas Utilizados na Pesquisa
Roteiro de perguntas que serão utilizados durante as entrevistas
Entrevistados: gerente de Logística, supervisor de armazém, analista de PCP,
analistas de controle e conferentes.
Assunto: Pesquisa sobre a Gestão de Controle de Estoques de Produtos
Acabado.
1) Você conhece como funciona o gerenciamento de estoques da unidade?
níveis de estoques, previsões e puxadas?
2) Você conhece como funciona a programação de produção?
3) Você sabe como funciona o fechamento diário dos estoques?
4) Existe muita falta de produto no momento do carregamento?
5) Como você acredita que deve se controlar os estoques?
6) A Localização física dos diversos produtos é adequada?
7) Como funciona o endereçamento, localização e distribuição de cada
produto?
8) Os procedimentos utilizados no armazenamento são confiáveis?
9) Como deve-se agir, quando há uma quebra de produto, a fim de mensurar
o prejuízo e acertar os estoque para posterior venda ?
10) Na sua opinião, o que poderia ser melhorado no controle de estoques?
109
APÊNDICE B: Fontes de Dados Utilizadas na Pesquisa
Lista de documentos, softer, sites e arquivos, que serão consultados para
realização do estudo de caso.
1) Planilhas em Excel
¾ Programação de produção;
¾ Acompanhamento da malha de produção;
¾ Malha de produção e distribuição enviadas pela logística corporativa;
¾ Acompanhamento de quebra de produto acabado;
¾ Análise crítica da malha;
¾ Estoques fora de faixa, enviados a logística corporativa semanalmente;
2) Software
¾ SAP:sistema operacional da companhia. Serão utilizadas todas as
transações referentes à programação, controle, distribuição e parâmetros
de níveis de estoques de produto acabado;
¾ 2F :emissão de Notas Fiscais e histórico de carregamento aberto por
produto e revenda;
¾ 2P : marcação de carregamento por revendas, datas, produtos e horários.
3) Sites
¾ www.ambev.com.br
¾ Portal AmBev : site interno. Gráficos semanais da política de estoques de
produto acabado;
¾ Gerlog : site interno da logística corporativa
110
ANEXO 1: Exemplo de Gráfico Política de Estoques
AmBev - Cia de Brasileira de Bebidas
Política de Estoques - Dados em HL
Familia ANT PIL LATA - 025 - Filial Viamão
10/03/05 -Volume de Produção
Maior que o Estoque Máximo
Solicitado pela Política de
Estoque
16.000
14.000
30/03/05 - Previsão de
Estoque Abaixo do Nível
da Política - Antecipar
Programação de
Produção
12.000
10.000
8.000
6.000
4.000
2.000
1/
3/
20
2/ 05
3/
20
3/ 05
3/
20
4/ 05
3/
20
5/ 05
3/
20
6/ 05
3/
20
7/ 05
3/
20
8/ 05
3/
20
9/ 05
3/
20
10
0
/3 5
/2
11 00
/3 5
/2
12 00
/3 5
/2
13 00
/3 5
/2
14 00
/3 5
/2
15 00
/3 5
/2
16 00
/3 5
/2
17 00
/3 5
/2
18 00
/3 5
/2
19 00
/3 5
/2
20 00
/3 5
/2
21 00
/3 5
/2
22 00
/3 5
/2
23 00
/3 5
/2
24 00
/3 5
/2
25 00
/3 5
/2
26 00
/3 5
/2
27 00
/3 5
/2
28 00
/3 5
/2
29 00
/3 5
/2
30 00
/3 5
/2
31 00
/3 5
/2
00
5
0
Estoq Inic
Previsto
Estoq Inic
Real
Estoque
Máximo
Estoque
Mínimo
Estoque
Objetivo
111
ANEXO 2: Exemplo Protocolo de Justificativas de Estoques Fora de Faixa
Política de Estoques - Justificativa Unidades EFF
Unidada : Viamão
Nome
BRAHMA EXTRA 600ML
Embalagem Vol EFF
GRF 1/1 CERV 1.611
Est Obj
EFF % Fi
65.279
98%
ANTARCTICA PILSEN 600ML
GRF 1/1 CERV 20.466
177.141
POLAR EXPORT 600ML
GRF 1/1 CERV 18.121
311.023
Justificativa
GUARANA CHP ANTARCTICA LATALATA REFRIG
GUARANA CHP ANTARCTICA DIETLATA REFRIG
ANTARCTICA PILSEN LATA 350MLLATA CERV
POLAR EXPORT LATA 350ML TWELATA CERV
TEEM LATA 350ML TWELVE PACKLATA REFRIG
6.789
1.667
25.597
20.925
1.048
86.580
36.363
155.276
164.617
24.221
puxada muito acima da linear
88% no período de out
puxada muito acima da linear
94% no período de out
otimização de programação
92% com demais refrigs
95%
84% puxada muito acima da linear
87% puxada muito acima da linear
96%
SODA LIMONADA ANTARCTICA LALATA REFRIG
TONICA ANTARCTICA LATA 350MLLATA REFRIG
781
891
11.165
19.463
93% otimização com demais rerigs
95%
PEPSI TWIST LATA 350ML 12-PACLATA REFRIG
PEPSI TWIST LIGHT LATA 350ML LATA REFRIG
PEPSI X LATA 350ML TWELVE PACLATA REFRIG
1.250
410
19.185
21.434
11.627
20.722
SKOL LATA 350ML TWELVE PACKLATA CERV
88.632
720.911
BRAHMA CHOPP LATA 350ML TW LATA CERV
PEPSI COLA LATA 350ML TWELVELATA REFRIG
9.659
3.464
160.775
123.366
SUKITA LATA 350ML TWELVE PACLATA REFRIG
7.932
24.375
94% otimização com demais rerigs
96%
7%
puxada muito acima da linear
88% semana dia dos pais
puxada muito acima da linear
94% semana dia dos pais
97%
otimização de programação
com demais refrigs, refrig
67% requer assepsia