TRANSESTERIFICAÇÃO ENZIMÁTICA DE ÓLEO DE COCO
BRUTO USANDO ULTRASSOM E MICRO-ONDAS
M. V. S. OLIVEIRA1, A. C. PROFESSOR1, N. B.CARVALHO1, A. J. SANTOS2, C. M.
F. SOARES1 e A. S. LIMA1
1
Universidade Tiradentes
Instituto de Tecnologia e Pesquisa
E-mail para contato: [email protected]
2
RESUMO – O uso de aquecimento não convencional tem sido recomendado para
acelerar reações de transesterificação a fim de obter rendimentos elevados em um tempo
mais curto. Desta forma, o objetivo deste trabalho foi produzir ésteres etílicos utilizando
lipase de Burkholderia cepacia imobilizada por adsorção física (ADS) e ligação
covalente (LC) em sílica modificada com líquido iônico prótico e em sílica sem
modificação, em aquecimento não convencional (ultrassom e micro-ondas). Todas as
reações foram compostas por 20% m/m de biocatalisador, óleo de coco bruto e etanol
(razão molar 1:12) e temperatura de 40 °C. O uso do ultrassom associado com agitação
mecânica e com o biocatalisador imobilizado por ligação covalente apresentaram maior
rendimento em ésteres etílicos (100 %) em 8 h de reação, dobrando o rendimento obtido
na reação assistida por ultrassom sem agitação mecânica como também para a reação
assistida por micro-ondas.
1. INTRODUÇÃO
Fatores tais como o aumento da demanda por energia devido ao crescimento populacional,
possível crise energética, aumento do preço do petróleo, emissão de gases do efeito estufa e
degradação ambiental estimulam à procura de fontes de energias alternativas. Deste modo, o biodiesel
torna-se um biocombustível promissor no desenvolvimento de combustíveis alternativos para
complementar ou até mesmo substituir o diesel, devido às suas inúmeras vantagens, como por
exemplo: capacidade de renovação, menor emissão de gases, não toxicidade e biodegradabilidade; ou
seja, atraindo, a atenção entre os pesquisadores (Abbaszaadeh et al., 2012; Brunschwig et al., 2012;
Atadashi et al., 2011).
O biodiesel pode ser produzido por meio da transesterificação, que pode ser resumida na reação
de um óleo vegetal ou gordura animal com um álcool de cadeia curta que na presença do catalisador
adequado forma como produtos ésteres e glicerol. Este catalisador pode ser químico ou enzimático,
entretanto a via enzimática apresenta certas vantagens sobre a catálise química como permitir uma
fácil recuperação do glicerol e as reações ocorre a temperaturas mais baixas, além do mais, esses
biocatalisadores são biodegradáveis e não tóxicos (Antczak et al., 2009; Bajaj et al., 2010; Chouhan e
Sarma, 2011).
Uma variedade de óleos pode ser utilizada como fonte de matéria-prima para a produção de
biodiesel por meio da reação de transesterificação. No entanto, considerando que os preços dos óleos
vegetais comestíveis são elevados, são preferíveis utilizar matérias-primas mais baratas que contêm
ácidos graxos livres, por exemplo, o óleo de coco (Da Rós et al., 2012). Desta forma, o óleo de coco
bruto pode permitir a transformação de resíduos produzidos a partir da indústria do óleo de coco em
um produto valioso.
Contudo, a reação de transesterificação pode obter um melhor desempenho quando associada
com a utilização de aquecimento não convencional (ultrassom e micro ondas). A radiação de microondas proporciona energia diretamente para os reagentes e o uso desta tecnologia para auxiliar o
processo de transesterificação tem resultado em tempos de reação mais rápidos e diminuição das
necessidades de catalisadores (Encinar et al., 2012; Kanitkar et al., 2011). O aquecimento por
ultrassom pode ativar diversos mecanismos que afetam positivamente as reações e processos
químicos, que não são sempre conhecidos. Estes efeitos positivos são geralmente atribuídos à
chamada cavitação ultrassônica, que significa a formação, crescimento e colapso de bolhas implosivas
(cavidades) em um líquido produzindo intenso aquecimento local (Veljković et al., 2012).
Desta forma o objetivo deste trabalho foi produzir ésteres etílicos utilizando lipase de
Burkholderia cepacia imobilizada por adsorção física e ligação covalente em sílica modificada com o
líquido iônico prótico e em sílica sem modificação em reações de transesterificação de óleo de coco
bruto assistidas por micro-ondas ou ultrassom.
2. METODOLOGIA
2.1. Imobilização da lipase de Burkholderia cepacia
A lipase de Burkholderia cepacia foi imobilizada por adsorção física (ADS) e ligação covalente
(LC) em sílica modificada com líquido iônico prótico pentanoato de N-metil-2-hidroxietilamônio
(c/LIP) e sílica sem modificação (s/LIP) conforme procedimentos descritos abaixo:
O método de imobilização por adsorção física (ADS), foi realizado de acordo com Soares et al.
(2004) a partir do contato da solução enzimática aquosa com a sílica mesoporosa obtida pela técnica
sol-gel (razão mássica lipase:sílica de 0,3:1), em meio orgânico (3 h, 50 rpm), seguido de repouso (4
ºC por 24 h), lavagem, filtragem e secagem em dessecador.
A técnica de imobilização por ligação covalente (LC), foi realizado com base na metodologia
descrita por Freitas et al. (2009). Os suportes foram previamente funcionalizados com o agente de
ativação epicloridrina (2,5% v/v) por 1 h seguido por lavagens com água destilada. Posteriormente o
suporte ativado foi embebido em hexano sob agitação (100 rpm) durante 1 h a 25 °C. Em seguida, o
excesso de hexano foi removido e a lipase foi adicionada a uma razão de 1:4 grama de enzima por
grama de suporte. O polietileno glicol PEG-1500 (5 mg/g) foi adicionado em conjunto com a solução
da enzima a uma quantidade fixa (100 μl/g de suporte). O sistema suporte-lipase foi mantido em
contato durante 16 h a 4 °C em condições estáticas e então foi filtrado e cuidadosamente lavado com
hexano.
2.2. Reação de Transesterificação
Os biocatalisadores produzidos foram aplicados separadamente em reações para síntese de
ésteres etílicos (biodiesel) sob aquecimento não convencional (ultrassom e micro-ondas) conforme
Oliveira et al. (2014) e modificações: o meio reacional foi composto de óleo de coco e etanol (1:12),
20% (m/m) de biocatalisador à temperatura de 40 ºC. As reações tiveram duração máxima de 8 h. As
amostras purificadas foram analisadas quanto à conversão de ésteres etílicos tomando por base os
dados gerados por cromatografia à gás (GC) – Shimadzu 2010, com injetor automático e detector de
ionização de chama (FID).
2.3 Reatores
Foram utilizados dois métodos de aquecimento não convencional (micro-ondas e ultrassom) nas
reações de transesterificação. As reações assistidas por micro-ondas foram realizadas em reator
micro-ondas Discover. Os componentes do sistema foram adicionados a um balão de fundo redondo
(100 mL) acoplado com condensador de refluxo, o qual foi inserido na câmara de micro-ondas do
reator. A potência máxima de operação do reator foi de 300 W. A temperatura foi controlada com ar
comprimido enviado para dentro da câmara e as reações foram conduzidas com agitação magnética
no nível alto para todos os experimentos.
As reações conduzidas no reator ultrassom foram realizadas em reator ultrassom de banho com
controle da temperatura (Ultronique, Q 5.9 /40A). A frequência de operação foi de 25 kHz e potência
máxima de 220 W. O banho tem dimensões de 32,9cm x 30,0 cm x 15,0 cm. Os componentes do
sistema foram adicionados em frasco Erlenmeyer (125 mL), o qual foi inserido no reator para a
efetivação da reação sonoquímica, uma vez que a agitação mecânica foi nula, atuando somente a
agitação ultrasônica. Com o intuito de intensificar o rendimento de ésteres também foram realizadas
reações com agitação mecânica utilizando o agitador Ultraturrax (IKA RW 20 D) e para este caso as
reações foram conduzidas em béquer de vidro (125 mL).
3. RESULTADOS E DISCUSSÃO
3.1 Transesterificação enzimática assistida por micro-ondas e ultrassom
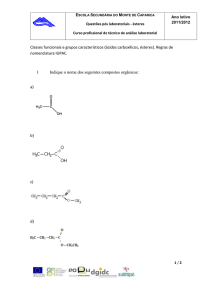
A Figura 1 mostra o rendimento em ésteres etílicos para a lipase imobilizada por adsorção
física (ADS) e ligação covalente (LC) na transesterificação do óleo de coco bruto assistida por microondas em 8 h de reação. As reações catalisadas com os biocatalisadores imobilizados por ligação
covalente apresentaram rendimento em ésteres etílicos de 42,82 e 54,10 % para os biocatalisadores
imobilizados em sílica sem modificação (s/LIP) e sílica modificada com LIP (c/LIP),
respectivamente. Enquanto que, para os biocatalisadores imobilizados por adsorção física os
rendimentos em ésteres etílicos foram de 15,12 % para o biocatalisador imobilizado em sílica sem
modificação e 13,04 % para o biocatalisador imobilizado em sílica modificada com LIP. Estes
resultados indicam que os biocatalisadores imobilizados por LC apresentaram maior rendimento de
ésteres etílicos tornando-os a melhor alternativa dentre os biocatalisadores utilizados, em virtude das
ligações fortes (covalente) entre enzima e suporte, as quais confere uma maior estabilidade
restringindo a mobilidade da enzima e podem ter influenciado no rendimento da reação (Miletic et al.,
2012).
Figura 1: Rendimento em ésteres etílicos na reação de transesterificação de óleo de coco bruto e etanol (razão molar 1:12,
carregamento enzimático 20% m/m, à 40ºC) utilizando biocatalisador imobilizado em sílica sem modificação (s/LIP) e
sílica com modificação (c/LIP), por ligação covalente (LC) e adsorção física (ADS) assistidas por micro-ondas.
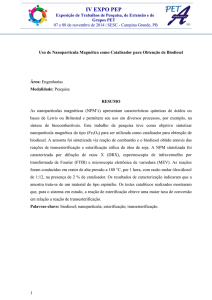
A Figura 2 apresenta o rendimento em ésteres etílicos para a lipase imobilizada por
adsorção física (ADS) e ligação covalente (LC) em sílica sem modificação e em sílica modificada
com o LIP utilizando o ultrassom como fonte de aquecimento não convencional, em 8 h de
reação. Para os biocatalisadores imobilizados por ligação covalente em sílica sem modificação
(s/LIP) e em sílica modificada com LIP (c/LIP) o rendimento foi de 49,7 % e 56,5 %,
respectivamente, e para os biocatalisadores imobilizados por adsorção física em sílica sem
modificação (s/LIP) e sílica modificada com LIP (c/LIP) os rendimentos obtidos foram de 17,61
e 20,07 %, respectivamente. Os maiores rendimentos em ésteres etílicos também foram obtidos
para as reações catalisadas por biocatalisadores imobilizados por LC, comportamento semelhante
foi observado nas reações assistidas por micro-ondas.
Figura 2: Rendimento em ésteres etílicos na reação de transesterificação (razão molar 1:12), carregamento enzimático
20% m/m, à 40ºC) utilizando biocatalisador imobilizado utilizando biocatalisador imobilizado em sílica sem modificação
(s/LIP) e sílica com modificação (c/LIP) por ligação covalente (LC) e adsorção física (ADS) assistidas por ultrassom.
Professor et al. (2015) estudaram reações de transesterificação enzimática sob
aquecimento convencional nas mesmas condições deste trabalho (RM 1:12 de óleo de coco bruto
e etanol, e 40°C), alcançando 36 % para reação utilizando biocatalisador imobilizado por
adsorção física e 65 % para reação utilizando biocatalisador imobilizado por ligação covalente,
ambos em 96 h. Comparando com os rendimentos em ésteres etílicos obtidos neste trabalho
observa-se uma redução no tempo de reação por meio do uso de aquecimento micro-ondas e
ultrassom.
Estes métodos de aquecimento não convencional são relatados por acelerar e melhorar
reações químicas. Segundo Motasemi e Ani (2012) reator micro-ondas fornece energia
diretamente para o meio reacional e, desta forma, a transferência de calor é mais eficaz em
relação ao aquecimento convencional e a reação pode ser completa em tempo muito mais curto.
Quanto ao ultrassom, Subhedar e Gogate (2016) relatam que sua aplicação aumenta a interação
entre a enzima e o substrato, resultando em um aumento da taxa de reação. A energia gerada
devido à cavitação é transferida para o sistema de reação, o que melhora o processo de
transferência de massa e de difusão do substrato para a enzima.
Com o intuito de verificar a influência da agitação mecânica no rendimento em ésteres
etílicos obtidos por meio do uso do biocatalisador imobilizado por ligação covalente no suporte
de sílica modificada com o LIP, o qual apresentou os maiores valores de rendimentos tanto no
reator micro-ondas como no reator ultrassom, foram realizadas reações de transesterificação com
agitação mecânica assistida por ultrassom nas mesmas condições de razão molar (RM 1:12) e
temperatura (40°C) e com potência mínima e máxima (44 e 220 W). A reação realizada em
potência baixa apresentou rendimento em ésteres etílicos de 62,38 %, enquanto a reação em
potência máxima apresentou 100 %, indicando que a agitação mecânica e variação de potência
influenciaram positivamente na produção de biodiesel. Este último rendimento (100 %) ficou
acima do teor de ésteres especificado pela norma Européia pr EN 14103 que considera o teor
mínimo de ésteres do biodiesel de 96,5 %. Estes resultados são promissores, uma vez que o óleo
de coco utilizado como matéria prima, apesar de ser bruto e não ter passado por nenhum processo
de refino, apresentou teor de ésteres dentro da norma para ser considerado biodiesel.
Ribeiro et al. (2012) encontraram rendimento máximo em ésteres etílicos de 80,5 % em
24 h de reação, utilizando Novozym 435 como biocatalisador, temperatura de 60 °C, razão molar
de 1:10, usando aquecimento convencional, óleo de coco bruto e etanol como fonte de matéria
prima. Enquanto que no presente trabalho foi alcançado rendimento superior (100 %) em reator
ultrassom com agitação mecânica e 8 h de reação.
4. CONCUSÃO
Os resultados obtidos neste trabalho indicaram que o óleo de coco bruto é uma fonte de
matéria prima capaz de gerar rendimento em ésteres aceitos pela legislação para biodiesel. O
biocatalisador imobilizado por ligação covalente apresentou melhor performance em comparação
ao biocatalisador imobilizado por adsorção física. O uso do ultrassom associado com agitação
mecânica e com o biocatalisador imobilizado por ligação covalente apresentaram maior
rendimento em ésteres etílicos (100 %) em 8 h de reação. Este resultado representa aumento em
dobro em relaçao a reação assistida por ultrassom sem agitação mecânica como também para a
reação assistida por micro-ondas. Assim, condições de agitação e de transferência de massa
oferecida pelo ultrassom foram encontradas como instrumentos úteis para as reações de
transesterificação enzimática, apresentado vantagens em termos de melhor rendimento.
5. REFERÊNCIAS
ABBASZAADEHA, A.; GHOBADIAN, B.; OMIDKHAH, M. R.; NAJAFI, G. Current biodiesel
production technologies: A comparative review. Energy Conversion and Management v. 63, p. 138–
148, 2012.
ANTCZAK, M. S.; KUBIAK, A.; ANTCZAK, T.; BIELECKI, S. Enzymatic biodiesel synthesis –
Key factors affecting efficiency of the process. Renewable Energy v. 34, p. 1185–1194, 2009.
ATADASHI, I. M.; AROUA, M. K.; ABDULAZIZ, A. Biodiesel separation and purification: a
review. Renewable Energy v. 36, p. 437–43, 2011.
BAJAJ, A.; LOHAN, P.; JHA, P. N.; MEHROTRA, R. Biodiesel production through lipase catalyzed
transesterification: An overview. Journal of Molecular Catalysis B: Enzymatic v. 62, p. 9-14, 2010.
BRUNSCHWIG, C.; MOUSSAVOU, W.; BLIN, J. Use of bioethanol for biodiesel production.
Progress in Energy and Combustion Science v. 38, p. 283-301, 2012.
CHOUHAN, A. P. S.; SARMA, A. K. Modern heterogeneous catalysts for biodiesel production: A
comprehensive review. Renewable and Sustainable Energy Reviews v. 15, p. 4378– 4399, 2011.
DA RÓS, P. C. M.; CASTRO, H. F.; CARVALHO, A. K. F.; SOARES, C. M. F.; MORAES, F. F.;
ZANIN, G. M. Microwave-assisted enzymatic synthesis of beef tallow biodiesel. Journal of Industrial
Microbiology & Biotechnology v. 39, p. 529-536, 2012.
ENCINAR, J. M.; GONZÁLEZ, J. F.; MARTÍNEZ, G.; SÁNCHEZ, N.; PARDAL, A. Soybean oil
transesterification by the use of a microwave flow system. Fuel v. 95, p. 386–393, 2012.
FREITAS, L.; DA RÓS, P. C. M.; SANTOS, J. C.; DE CASTRO, H. F. An integrated approach to
produce biodiesel and monoglycerides by enzymatic interesterification of babassu oil (Orbinya sp).
Process Biochemistry v. 44, p. 1068-1074, 2009.
KANITKAR, A.; BALASUBRAMANIAN, S.; LIMA, M.; BOLDOR, D. A critical comparison of
methyl and ethyl esters production from soybean and rice bran oil in the presence of microwaves.
Bioresource Technology v. 102, p.7896-902, 2011.
MILETIC, M.; NASTASOVIC, A.; LOOS, K. Imobilization of biocatalystic for enzymatic
polymerizations: possibilities, advantagens, applications. Bioresourcer technology, v. 115, p. 126135, 2012.
MOTASEMI, F.; ANI, F. N. A review on microwave-assisted production of biodiesel. Renewable and
Sustainable Energy Reviews v. 16, p. 4719–4733, 2012.
OLIVEIRA, M.V.S., ROS, P.C.M., MATTEDI, S., CASTRO, H.F., SOARES, C.M.F., LIMA, A.S.
Transesterification of babassu oil catalyzed by Burkholderia cepacia encapsulated in sol-gel matrix
employing protic ionic liquid as additive. Acta Sci. Technol. v. 36, p. 445-451, 2014.
PROFESSOR, A. C.; CARVALHO, N. B.; FREITAS, L. S.; SOARES, C.M. F.; LIMA, A. S.
Avaliação do potencial de produção de ésteres etílicos a partir do óleo de coco utilizando lipase de
Burkholderia cepacia imobilizada. XX Simpósio nacional de bioprocessos, XI Simpósio de hidrólise
enzimática de biomassa, 2015.
RIBEIRO, L. M. O.; SANTOS, B. C. S.; RENATA M.R.G. ALMEIDA, R. M. R. G. Studies on
reaction parameters influence on ethanolic production of coconut oil biodiesel using immobilized
lipase as a catalyst. Biomass and bioenergy v. 47, p. 498-503, 2012.
SOARES, C.M.F., SANTOS, O.A., CASTRO, H.F., MOARES, F.F., ZANIN, G.M. Studies on
Immobilized Lipase in Hydrophobic Sol-Gel. Appl Biochem Biotechnol. v. 113-116, p. 307–319,
2004.
SUBHEDAR, P. B.; GOGATE, P. R. Ultrasound assisted intensification of biodiesel production using
enzymatic interesterification. Ultrason Sonochem. v. 29, p.67-75, 2016.
VELJKOVIC, V. B.; AVRAMOVIC, J. M.; STAMENKOVIC, O. S. Biodiesel production by
ultrasound-assisted transesterification: State of the art and the perspectives. Renewable and
Sustainable Energy Reviews v. 16, p. 1193–1209, 2012.
ZHENG, M. M.; WANG, L.; HUANG, F. H.; GUO, P. M.; WEI, F.; DENG, Q. C.; ZHENG, C.;
WAN, C. Y. Ultrasound irradiation promoted lipase-catalyzed synthesis of flavonoid esters with
unsaturated fatty acids, J. Mol. Catal. B: Enzym. v. 95, p. 82-88, 2013.