XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Seleção entre duas matérias-primas para uma reação química através
da aplicação de um método de otimização multivariada
Carlos Eduardo Appollo Unterleider (PPGEP/UFRGS) [email protected]
Carla Schwengber ten Caten (PPGEP/UFRGS) [email protected]
Resumo
Este artigo apresenta um método de otimização multivariada para seleção entre duas
matérias primas, DHS ou DHS-S, e definição do ajuste ótimo global dos parâmetros do
processo de uma reação química considerando múltiplas variáveis de resposta
simultaneamente. O método de otimização contemplou técnicas de projetos de experimentos,
modelos de regressão e função de perda quadrática multivariada de Taguchi para identificar
o ajuste ótimo global dos parâmetros do processo. Os fatores controláveis selecionados para
o experimento foram: quantidade de produtos no reator, proporção de DHS ou DHS-S,
temperatura de reação e tempo de reação. As variáveis de resposta da reação química,
medidas através de cromatografia gasosa, foram: DHS ou DHS-S, CMD, DCMD I, DCMD II
e DPM. Um projeto fatorial completo foi escolhido para realização dos experimentos e os
dados foram tratados estatisticamente através de modelos de regressão.
Através de uma análise comparativa entre os resultados da função de perda multivariada, da
produtividade, medido pela proporção de DHS ou DHS-S utilizada na reação, da qualidade
da variável de resposta CMD, medido através da pureza percentual, e dos custos foi
realizada a seleção da matéria-prima mais viável para a reação química. A aplicação do
método de otimização multivariada realizada neste trabalho conseguiu atingir seu objetivo,
selecionando DHS-S como a melhor matéria-prima e identificando o ajuste ótimo global dos
parâmetros de processo para ser utilizado na reação química. Através dos resultados obtidos,
com a aplicação do método de otimização multivariada proposto, foi alcançada uma
economia anual no processo de R$26.500,00.
O ajuste ótimo global dos parâmetros do processo para a matéria-prima DHS-S foi 180
quilogramas de produtos no reator, proporção de DHS-S de 31,6%, temperatura de reação
56ºC e tempo de reação 7,4 horas.
Palavras chave: Projeto de Experimentos, DOE, Otimização Multivariada, Indústria
Química.
1. Introdução
A competitividade, cada vez mais acirrada, tem levado empresas à contínua implantação de
melhorias na qualidade de seus processos produtivos, visando produzir dentro de padrões préestabelecidos evitando desperdícios de matéria prima e tempo. Enquanto no passado o
gerenciamento dos processos de fabricação era realizado de maneira reativa, no ambiente
atual altamente competitivo os processos de fabricação devem ter capacidade para agir próativamente de maneira integrada com os consumidores (YUSUF et al., 1999).
Alto custo da matéria prima, leis ambientais severas entre outros custos de produção e a
concorrência globalizada têm levado cada vez mais a indústria química nacional a otimizar
seus processos buscando maior aproveitamento da matéria prima e maior produtividade dos
equipamentos envolvidos no processo de fabricação.
Porém a indústria química em particular gera, através de análises químicas caras, uma
ENEGEP 2006
ABEPRO
1
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
quantidade enorme de dados em seus processos e isto tende a aumentar muito o custo da
otimização. Uma abordagem eficiente com custo relativamente acessível sugerida para a
otimização de processos, onde o volume de dados é grande a ponto de inviabilizar um
trabalho de melhoria, é a aplicação das técnicas de Projeto de Experimentos aliada a um
conhecimento técnico do processo a ser otimizado.
Wu (2005) coloca que em processos que possuem múltiplas variáveis de resposta existem
dificuldades para determinação dos parâmetros ótimos dessas várias variáveis de resposta,
pois geralmente a melhoria de uma variável de resposta em particular pode levar a uma
degradação de outra variável de resposta crítica, especialmente se existir alguma correlação
entre as variáveis.
Segundo Berget e Naes (2002) a condição ótima de várias propriedades não ocorre nas
mesmas condições de operação, mas sim em pontos separados dentro dos parâmetros de
processo. Dessa maneira a otimização de processos com múltiplas variáveis de resposta
deverá ser alcançada através de uma otimização multivariada onde as variáveis de respostas
têm prioridades diferentes. A função de perda é uma abordagem que considera a importância
relativa de cada variável de resposta e o quanto a variável de resposta está afastada do seu
valor alvo.
2. Metodologia de Projeto de Experimentos
Atualmente os equipamentos são projetados para proporcionar um alto rendimento produtivo,
contribuindo para minimização dos custos do produto final. Porém os processos evoluem com
o passar do tempo e fazem com que os equipamentos necessitem de redimensionamentos e
mudanças nos parâmetros operacionais, a fim de manter o desempenho do sistema
maximizado, custos minimizados e um sistema pouco sensível ao efeito dos fatores de ruído.
Para garantir o progresso, propiciar os lucros continuados e substituir os processos e os
equipamentos obsoletos, é indispensável dedicar muita atenção e despender muito dinheiro
com a incessante pesquisa e desenvolvimento (SHREVE, 1997).
A metodologia de Projeto de Experimentos é utilizada na otimização de um produto ou
processo (RIBEIRO & CATEN, 2000). O objetivo dos projetos experimentais é planejar e
conduzir experimentos de maneira a extrair o máximo de informações a partir de dados
coletados em um número reduzido de rodadas experimentais, sendo a idéia básica mudar
simultaneamente todos os fatores relevantes ajustando-os através de experimentos planejados,
conectando e interpretando os resultados usando modelos matemáticos (GABRIELSSON et
al., 2002).
Há casos onde os processos são de caráter ímpar, não sendo possível a aquisição de uma
solução pronta no mercado, exigindo da empresa uma adaptação dos equipamentos ao
processo, este é um caso onde as técnicas de Projeto de Experimentos se aplicam desde a
aquisição do equipamento. Não há processo que não possa ser melhorado, o que muitas vezes
impossibilita as melhorias são os custos em função do retorno da melhoria.
Para melhorar a qualidade de um produto ou processo, é necessário um profundo e completo
conhecimento do processo. Uma abordagem comum aplicada por muitos engenheiros
industriais é one-factor-at-a-time (OFAT) ou abordagem tradicional para experimentação, que
consiste em variar um fator ou variável de cada vez mantendo outros fatores ou variáveis em
níveis fixos.
Porém, esta abordagem requer uma quantidade de recursos relativamente grande para obter
um número limitado de informações sobre o processo, além de ser um método pouco
ENEGEP 2006
ABEPRO
2
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
confiável que muitas vezes traz falsas condições ótimas para o processo em estudo. Em
contrapartida o método de Projeto de Experimentos é sistemático e estruturado, levando a
uma abordagem planejada e rigorosa na busca dos ajustes ótimos dos parâmetros (ANTONY,
1998).
3. Aplicação do método de otimização
O método de otimização multivariada utilizado neste estudo contempla as seguintes etapas: (i)
caracterização do problema; (ii) Planejamento do experimento; (iii) execução do experimento;
(iv) análise individual das variáveis de resposta; (v) otimização multivariada. As etapas do
método estão detalhadas na seqüência.
Etapa 1 – Caracterização do problema:
Uma correta e detalhada caracterização do problema é crucial para que a otimização alcance o
sucesso desejado, de nada adianta um ótimo levantamento estatístico, diversos gráficos,
cálculos matemáticos, entre outros se o problema não for adequadamente caracterizado. A
possibilidade de que esta caracterização seja feita de maneira correta é mais provável se for
realizada por uma equipe técnica com vivência do problema.
O objeto de estudo deste artigo é uma reação química de clorometilação, intermediária à
obtenção do produto final Butóxido de Piperonila, que ocorre atualmente em um período de
8,5 horas sob temperatura constante de 46ºC e é proporcionada através da combinação de três
reagentes: DHS ou DHS-S, reagente X e reagente Y. O objetivo central que se busca é
selecionar qual matéria-prima, DHS ou DHS-S, têm mais viabilidade para a reação química e
definir o ajuste ótimo dos parâmetros de processo. A otimização será direcionada à: otimizar a
qualidade final da molécula CMD, medida através da pureza percentual, e otimizar a
produtividade da reação química, medida pela quantidade de DHS ou DHS-S utilizada na
reação química. Em contra partida deverá ser minimizada a presença de DHS ou DHS-S,
DCMD I, DCMD II e DPM, variáveis de respostas também controladas através da pureza
percentual.
São considerados parâmetros de processo todas as variáveis de processo que podem ser
alteradas e que talvez tenham efeito sobre as variáveis de resposta. Os parâmetros de processo
escolhidos para serem estudados no experimento são chamados de fatores controláveis.
Deming et al. (1991) colocam que nos sistemas químicos existem três elementos básicos:
fatores (entradas), respostas (saídas) e transformações. Fatores materiais são considerados
fatores de entrada e não mudam muito com o tempo, os fatores de processo são considerados
fatores de entrada menos óbvios e estes são alterados deliberadamente para afetar as respostas
do sistema, os fatores ambientais são aqueles fatores não controláveis podendo, no entanto
afetar as respostas do sistema. As variáveis de resposta subdividem-se em primárias e
secundárias, as respostas primárias apresentam as saídas desejáveis de importância para o
experimentador e as respostas secundárias são outras saídas indesejáveis do sistema.
A Tabela 1 apresenta as variáveis de resposta primárias e secundárias que avaliam
quantitativamente as características de qualidade definindo, para estas variáveis de resposta,
seu tipo, seu valor alvo, suas especificações e a importância relativa que cada variável de
resposta representa dentro do processo.
ENEGEP 2006
ABEPRO
3
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Variáveis de Resposta
Primárias
Secundárias
Y1: DHS ou DHS-S
Y2: CMD
Y3: DCMD I
Y4: DCMD II
Y5: DPM
Tipo
Alvo
Menor-é-melhor
Maior-é-melhor
Menor-é-melhor
Menor-é-melhor
Menor-é-melhor
0,05%
96,0%
0,05%
0,1%
2,0%
Especificações
Min
Max
0,4%
88,0%
2,5%
5,5%
6,0%
Importância
2,0
2,0
1,0
1,0
1,0
Tabela 1 – Variáveis de resposta primárias e secundárias da reação química
Etapa 2 – Planejamento do experimento:
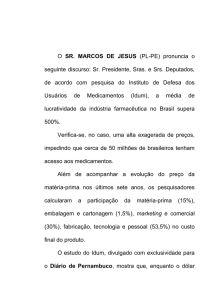
A Figura 1 apresenta a matriz de priorização dos parâmetros de processo, onde avalia-se a
influência dos diferentes parâmetros de processo sobre as múltiplas variáveis de resposta. Os
fatores controláveis escolhidos para serem investigados no experimento foram àqueles
parâmetros de processos com maiores índices de priorização, ou seja, aqueles parâmetros com
maior influência sobre as respostas com maiores importância relativas. O índice de
priorização é calculado conforme a equação 1.
I
IP j = FA j ×
(IRi × Rij )
(1)
i =1
Onde:
DHS ou DHS-S
CMD
DCMD I
DCMD II
DPM
FAj
IRi
2,0
2,0
1,0
1,0
1,0
IPj
ENEGEP 2006
Tipo de reator
Velocidade do agitador
Tempo de reação
Temperatura da reação
Proporção de DHS ou DHS-S
IPj é o índice de priorização do j-ésimo parâmetro de processo;
FAj é a facilidade de ajuste do j-ésimo parâmetro de processo;
IRi é a importância relativa da i-ésima variável de respota;
IRij é a intensidadede relacionamento que existe entre o j-ésimo parâmetro de processo e a
i-ésima variável de respota.
Quantidade de produtos no reator
−
−
−
−
2,0 2,0
2,0 2,0
1,0 0,5
9,0
9,0
3,0
3,0
1,0
9,0
9,0
3,0
3,0
3,0
9,0
9,0
3,0
3,0
1,0
9,0
9,0
3,0
3,0
1,0
9,0
9,0
3,0
3,0
3,0
9,0
9,0
3,0
3,0
1,0
86,0 86,0 90,0 90,0 43,0 21,5
ABEPRO
4
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Figura 1 – Matriz de priorização dos parâmetros de processo
A Tabela 2 descreve os parâmetros de processo com maiores índices de priorização
selecionados para o experimento, denominados fatores controláveis. Os fatores controláveis
são identificados pelas letras A, B, C e D, e os níveis de cada um destes fatores são
representados pela letra de identificação do fator acrescida dos numerais.
Fatores controláveis
A: Quantidade de produtos no reator
B: Proporção de DHS ou DHS-S
C: Temperatura de reação
D: Tempo de reação (horas)
Intervalo de pesquisa
D1: 5
A1: 180kg
B1: 27,2%
C1: 40ºC
D2: 5,5 D3: 6
D4: 6,5
D5: 7
A2: 187kg
B2: 36,5%
C2: 56ºC
D6: 7,5 D7: 8
D8: 8,5
Tabela 2 – Fatores controláveis e seus respectivos níveis
O planejamento experimental é constituído de 4 fatores controláveis, sendo 3 a 2 níveis e 1 a
8 níveis, para cada matéria-prima. Foi adotado um projeto fatorial completo, com duas
repetições, totalizando 2 x (2 x 2 x 2 x 8) = 128 ensaios, para cada matéria-prima. O
experimento foi realizado duas vezes, inicialmente com a matéria-prima DHS e
posteriormente com a matéria-prima DHS-S.
Etapa 3 – Execução do experimento:
A realização dos experimentos foi aleatória e os dados foram coletados ao longo de 14
semanas. Para cada um dos 128 ensaios foram medidas 5 variáveis de resposta: DHS ou DHSS, CMD, DCMD I, DCMD II e DPM.
Etapa 4 – Análise individual das variáveis de resposta:
A análise dos dados coletados foi realizada de maneira individual para cada variável de
resposta. Através de uma análise de modelos de regressão identificaram-se os fatores que têm
efeitos significativos sobre as variáveis de resposta. Foram considerados efeitos significativos
aqueles cujo valor-p foi menor que α = 0,05. O software Excel versão 2000 foi utilizado nesta
etapa de análise de dados. Uma vez conhecidos os efeitos significativos foram estabelecidas
as equações para geração dos valores previstos para as variáveis de resposta e seus respectivos
valores de coeficiente de determinação R2. Este coeficiente representa o percentual da
variabilidade da variável de resposta que é explicado pela equação de regressão.
Inicialmente é apresentada a análise para a matéria-prima DHS seguida da análise para a
matéria-prima DHS-S.
Matéria-prima DHS:
DHS = 3,67+1,41B–3,09C–2,06D–0,05AC–0,88BC–0,48BD+1,18CD+0,71D2
(2)
R² = 99,64%
CMD = 86,38–0,08A–1,15B+2,12C+1,61D+0,15AB+0,15AC+0,99BC+0,48BD–1,18CD–0,08ABC–0,62D2 (3)
R² = 98,07%
DCMD I = 0,49+0,02A–0,16B+0,35C+0,09D–0,01AB+0,02AC–0,11BC–0,03BD+0,06CD–0,02BCD
(4)
R² = 99,80%
DCMD II = 1,86+0,05A–0,20B+0,83C+0,23D–0,02AB+0,03AC–0,10BC–0,02BD+0,08CD+0,01ABC–0,03D2
(5)
R² = 99,77%
ENEGEP 2006
ABEPRO
5
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
DPM = 5,09–0,06A–0,11B–0,14C+0,24D+0,04AB–0,03AC+0,18BC+0,07BD–0,13CD–0,05ABC
(6)
R² = 85,70%
Matéria-prima DHS-S:
DHS-S = 3,36+1,10B–3,13C–1,86D+0,20AB–0,81BC–0,27BD+1,26CD–0,18ABC+0,60D2
(7)
R² = 98,52%
CMD = 87,87–0,10A–0,79B+1,93C+1,24D–0,21AB+0,89BC+0,31BD–1,24CD+0,11ABC–0,47D2
(8)
R² = 96,76%
DCMD I = 0,48–0,14B+0,33C+0,10D–0,09BC–0,03BD+0,06CD+0,01ABC–0,02BCD
(9)
R² = 98,86%
DCMD II = 1,51–0,01A–0,14B+0,71C+0,20D–0,05BC–0,03BD+0,07CD+0,01ABC
(10)
R² = 99,51%
DPM = 5,03–0,12B+0,21D+0,06AB+0,08BC–0,14CD
(11)
R² = 69,83%
No entanto, tanto para a matéria-prima DHS quanto para a matéria-prima DHS-S, o ajuste
ótimo individual dos fatores controláveis foi diferente para cada uma das cinco variáveis de
resposta necessitando uma otimização multivariada.
Etapa 5 – Otimização multivariada:
A metodologia adotada para realizar a otimização multivariada, considerando
simultaneamente as cinco variáveis de resposta, foi a perda multivariada baseada na perda
quadrática de Taguchi. Segundo Taguchi, a perda é aproximadamente proporcional ao
quadrado do desvio da meta estabelecida para a variável de resposta conforme a equação 12.
Zˆ (i ) =
2
[
K j × (Yˆ j − T j ) ]
j =1
J
(12)
Onde:
− Zˆ (i ) é o valor que a função de perda Z assume para um dado ajuste i dos fatores
controláveis;
− Kj é a ponderação atribuída a variável de resposta j;
− Yˆ j é o modelo matemático que fornece uma estimativa da média da variável de resposta j
em função do ajuste dos parâmetros controláveis;
− T j é o valor alvo para a variável de resposta j.
Utilizando os modelos de regressão foram gerados os valores previstos para as variáveis de
resposta, a perda individual de cada variável de resposta e também a função de perda
multivariada em função das diferentes combinações dos fatores controláveis, tanto para a
matéria-prima DHS, como para DHS-S.
Dentre as diversas combinações dos fatores controláveis identificou-se, com auxilio da
ferramenta solver disponível no software excel versão 2000, o ajuste ótimo global dos fatores
ENEGEP 2006
ABEPRO
6
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
controláveis como aquele que minimiza a função de perda multivariada.
O ajuste ótimo global dos fatores controláveis, para as duas matérias-primas, é apresentado na
Tabela 3.
Fatores controláveis
A: Quantidade de produtos no reator
B: Proporção de DHS ou DHS-S
C: Temperatura de reação
D: Tempo de reação (horas)
Ajuste atual
para DHS e DHS-S
177kg
29,2%
46 C
8,5 horas
Ajuste ótimo global
para DHS
187 kg
27,2%
56 C
6,6 horas
Ajuste ótimo global
para DHS-S
180 kg
31,6%
56 C
7,4 horas
Tabela 3 – Comparativo entre o ajuste ótimo global para DHS e DHS-S
A perda multivariada do ajuste ótimo global para a matéria-prima DHS foi de 2,67 e para a
matéria-prima DHS-S foi de 2,09.
4. Análise comparativa entre as matérias-primas DHS e DHS-S
Através de um comparativo da perda multivariada do ajuste ótimo global é possível verificar
que a perda multivariada quando o processo opera utilizando a matéria-prima DHS-S é
21,72% menor que se o processo operasse utilizando a matéria-prima DHS.
Na Tabela 3 é apresentado um comparativo entre o ajuste ótimo global para DHS e DHS-S
onde verifica-se que: (i) no ajuste ótimo global identificado para a matéria-prima DHS-S o
tempo de reação (7,4 horas) é maior se comparado com o ajuste ótimo global identificado
para a matéria-prima DHS (6,6 horas); (ii) a produtividade diária, medida através da
quantidade de DHS ou DHS-S utilizada no processo e identificada através do fator controlável
B (Proporção de DHS ou DHS-S), é de 27,2% para a matéria-prima DHS e 31,6% para a
matéria prima DHS-S, representando uma produtividade 8% maior para a matéria-prima
DHS-S em comparação com a matéria-prima DHS.
A Tabela 4 apresenta um comparativo entre as variáveis de resposta obtidas com o ajuste
ótimo global para as duas matérias-primas, DHS e DHS-S. Verifica-se que os valores de todas
as variáveis de resposta para ambas as matérias-primas ficaram dentro dos limites de
especificação. No entanto, a qualidade da variável de resposta CMD, que representa a
quantidade da de matéria-prima DHS ou DHS-S que foi convertida em CMD é 88,65% para
DHS e 89,83% para DHS-S, ou seja, é 1,33% melhor para a matéria-prima DHS-S em
comparação com a matéria-prima DHS.
O custo final de produção de todas as variáveis de respostas somadas, tanto variáveis de
reposta primárias como secundárias, é de R$50,00 por quilograma. Desta maneira é possível
verificar que para uma produtividade anual de 45.000 quilogramas da variável de resposta
CMD serão economizados anualmente R$26.550,00 (50x45.000x[0,8983-0,8865]) se o
processo rodar com a matéria-prima DHS-S (89,83%) ao invés da matéria-prima DHS
(88,65%).
Variáveis de Reposta
% de DHS ou DHS-S
% de CMD
% de DCMD I
% de DCMD II
ENEGEP 2006
Matéria-prima
DHS
0,06
88,65
1,14
3,04
Matéria-prima
DHS-S
0,09
89,83
0,89
2,33
ABEPRO
Alvo
Especificação
Importância
0,05%
96,0%
0,05%
0,1%
Menor que 0,4%
Maior que 88,0%
Menor que 2,5%
Menor que 5,5%
2,0
2,0
1,0
1,0
7
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
% de DPM
4,79
5,05
2,0%
Menor que 6,0%
1,0
Tabela 4 – Resultados previstos com o ajuste ótimo global para DHS e DHS-S
5. Conclusões
A aplicação do método de otimização multivariada realizada neste trabalho conseguiu atingir
seu objetivo específico que era selecionar a melhor matéria-prima e definir o ajuste ótimo
global dos parâmetros de processo para ser utilizado na reação química.
Os fatores controláveis selecionados para o experimento foram: quantidade de produtos no
reator, proporção de DHS ou DHS-S, temperatura de reação e tempo de reação. As variáveis
de resposta da reação química, medidas através de cromatografia gasosa, foram: DHS, CMD,
DCMD I, DCMD II e DPM. Um projeto fatorial completo foi escolhido para realização dos
experimentos.
Inicialmente utilizou-se equações de regressão para modelar as variáveis de resposta em
função dos fatores controláveis. Como o ajuste ótimo individual foi diferente para cada
variável de resposta, realizou-se uma otimização multivariada para definição do ajuste ótimo
global considerando simultaneamente todas as variáveis de resposta. A otimização
multivariada foi realizada calculando-se a função de perda quadrática de Taguchi.
Através do método de otimização multivariada concluiu-se que a matéria-prima DHS-S é
melhor, pois: (i) a perda multivariada para a matéria-prima DHS-S é 21,72% menor em
comparação com a perda para a matéria-prima DHS (ii); a produtividade rodando o processo
com a matéria-prima DHS-S é 8% maior em comparação com a matéria-prima DHS; (iii) a
qualidade da variável de resposta CMD é 1,33% melhor quando é utilizada no processo a
matéria-prima DHS-S ao invés da matéria-prima DHS; (iv) há uma economia anual de
R$26.550,00 utilizando-se a matéria-prima DHS-S.
O ajuste ótimo global dos parâmetros de processo identificado para a matéria-prima DHS-S é
180 quilogramas de produtos no reator, quantidade de DHS-S proporcional 31,6%,
temperatura de reação 56ºC e tempo de reação 7,4 horas. Recomenda-se que a empresa, onde
foi realizado o estudo, utilize sempre que for possível a matéria-prima DHS-S com o ajuste
ótimo identificado na otimização.
Referências
ANTONY, J. Some Key Things Industrial Engineers Should Know About Experiments Design. Logistics
Information Management, v. 11, n. 6, p. 386-392, 1998.
BERGET, I.; NAES, T. Sorting of Raw Materials With Focus on Multiple End-Product Properties. Journal of
Chemometrics, v. 16, p. 263-273, 2002.
DEMING, S. N.; PALASOTA, J. A.; PALASOTA, J. M. Experimental Design in Chemometrics. Journal of
Chemometrics, v. 5, p. 181-192, 1991.
GABRIELSSON, J.; LINDBERG, N.-O.; LUNDSTEDT, T. Multivariate Methods in Pharmaceutical
Applications. Journal of Chemometrics, v. 16, p. 141-160, 2002.
RIBEIRO, J.L.D.& CATEN, C.T. Projeto de Experimentos: Série monográfica Qualidade. Porto Alegre:
Universidade Federal do Rio Grande do Sul , 2000.
SHREVE, R. NORRIS. Indústria de Processos Químicos. Rio de Janeiro: editora Guanabara Koogan S.A., 4ª
ed., 1997.
WU, F.-C. Optimization of Correlated Multiple Quality Characteristics Using Desirability Function. Quality
Engineering, 17, p. 119-126, 2005.
ENEGEP 2006
ABEPRO
8
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
YUSUF, Y. Y.; SARHADI, M.; GUNASEKARAN, A. Agile Manufacturing: The Drivers, Concepts and
Attributes. International Journal of Production Economics, v. 62, p. 33-43, 1999.
ENEGEP 2006
ABEPRO
9