RINALDO PUFF
ESTUDO DE FADIGA PARA MATERIAIS FERROSOS COM
VAZIOS E INCLUSÕES NÃO METÁLICAS
Tese apresentada ao curso de Pós
Graduação em Ciência e Engenharia
de Materiais da Universidade do
Estado de Santa Catarina como
requisito para obtenção do título de
Doutor em Ciência e Engenharia de
Materiais.
Orientador: Prof. Dr. Renato Barbieri
Coorientador: Prof. Dr. Miguel Vaz Jr.
JOINVILLE, 2015
ii
iii
iv
v
À minha amada esposa Sandra
e queridas filhas Luciana,
Helena que me apoiaram e
incentivaram do início ao fim
desta jornada.
vi
vii
AGRADECIMENTOS
À minha esposa e filhas pela paciência, e compreensão
que tiveram para que eu pudesse dedicar o maior tempo possível
para estudar e concretizar este objetivo.
Aos meus Pais e irmãos pela dedicação dispensados ao
longo da minha vida, e pelo apoio para ultrapassar os momentos
difíceis, a quem certamente devo em grande parte o mérito de ter
concluído este trabalho. Mesmo no âmbito acadêmico.
Ao Prof. Dr. Renato Barbieri, pela orientação e pelo
sempre atencioso apoio dispensado durante a elaboração desta
tese, contando sempre com o seu conhecimento na área em
questão.
Ao Prof. Dr. Miguel Vaz Jr. pela coorientação e pelas
brilhantes aulas de Mecânica do Contínuo e Plasticidade
Computacional que me motivaram ao aprofundamento na matéria
e utilização dos conceitos no desenvolvimento deste trabalho.
À Universidade do Estado de Santa Catarina – UDESC e
ao Programa de Pós-graduação em Ciência e Engenharia de
Materiais – PGCEM pela oportunidade, recursos e apoio
dispensados.
A todos os professores do Curso de Doutorado em Ciência
e Engenharia de Materiais, que de uma forma direta ou indireta
contribuíram para a realização desse trabalho.
Ao aluno Mateus Müller Barbieri, pela execução dos
ensaios de fadiga, e auxílio na compilação dos resultados
À empresa EMBRACO pelo apoio técnico e logístico, e
incentivo para que a conclusão desta meta se tornasse uma
realidade.
Ao amigo e grande incentivador Dietmar E. B. Lilie, pelo
companheirismo e referência na busca do aprimoramento
contínuo.
Aos amigos e colegas da Embraco pelo apoio técnico e
moral recebido durante o desenvolvimento desse trabalho.
Aos Técnicos Mecânicos Marcelo Knies e Moises
Lungarese pelo valoroso e persistente trabalho na condução dos
experimentos.
Aos Laboratórios Metalab e Senai pela realização de
ensaios de tração em corpos de prova.
viii
ix
“Tenho a impressão de ter sido
uma criança brincando à beiramar,
divertindo-me
em
descobrir uma pedrinha mais
lisa ou uma concha mais
bonita que as outras, enquanto
o imenso oceano da verdade
continua misterioso diante de
meus olhos”
Isaac Newton
x
xi
RESUMO
PUFF, Rinaldo. Estudo de fadiga para materiais ferrosos com
vazios e inclusões não metálicas. 2015. 294 f. Tese (Doutorado
em Ciência e Engenharia de Materiais – Área: Metais) –
Universidade do Estado de Santa Catarina. Programa de Pós
Graduação em Ciência e Engenharia de Materiais, CCT, Joinville,
2015.
Esta tese foi motivada pelo estudo da influência de vazios e
inclusões não metálicas na fadiga de alto ciclo de materiais
ferrosos como aços, materiais obtidos por metalurgia do pó e
ferros fundidos cinzentos. Foi objetivo também, avaliar parâmetros
de medição mais simples, como os obtidos de ensaios de dureza
e de flexão ou tração estáticos, como forma de avaliar materiais
em fases iniciais de projeto, evitando-se longos ensaios de fadiga.
Inicialmente obteve-se a resistência à fadiga de alto ciclo de um
aço de alto teor de carbono. Analisou-se também o efeito da
presença de uma inclusão de óxido de silício próximo à superfície
de um arame de aço Cr-Si utilizado em molas submetidas a cargas
reversas. A análise foi feita em termos de concentração de tensão
nos contornos da inclusão, devido à aplicação de shot peening na
superfície e também devido às cargas de operação. Uma revisão
de propriedades mecânicas de aços obtidos por metalurgia do pó
e do ferro fundido foi realizada, assim como ensaios estáticos sem
e com entalhe, no intuito de obter um fator de sensibilidade ao
entalhe estático, como forma de correlacionar com a sensibilidade
ao entalhe na fadiga em torção. Foi avaliada a relação entre a
dureza do ferro fundido e a sua resistência à fadiga na torção e
realizadas simulações com material linear elástico e não linear
para obter um fator de concentração de tensão geométrico. Uma
simulação em mesoescala em estado plano de tensão foi
realizada, podendo-se determinar a concentração de tensões
locais na matriz do ferro fundido.
Palavras-chave: Material ferroso, fadiga, entalhe, inclusões não
metálicas, vazios.
xii
xiii
ABSTRACT
PUFF, Rinaldo. Fatigue study for ferrous materials with voids
and non-metallic inclusions. 2015. 294 f. Thesis (Doutorado em
Ciência e Engenharia de Materiais – Área: Metais) – Universidade
do Estado de Santa Catarina. Programa de Pós Graduação em
Ciência e Engenharia de Materiais, CCT, Joinville, 2015.
This thesis was motivated by the study of voids and non-metallic
inclusions’ influence on the high cycle fatigue of ferrous materials
like steel, powder metal and gray cast iron. A second objective was
to obtain simpler parameters, like the ones measured in hardness,
static bending or axial tests, to evaluate materials in early phases
of projects, in a way to avoid long fatigue tests. Initially the average
fatigue strength was obtained for a high carbon steel. The effect of
a silicon oxide inclusion near the surface on the performance of
heavy-duty Cr-Si spring wire was also analyzed. The evaluation
was done in terms of stress concentrating on the inclusion
contours, due to the shot peening application on the surface and
normal fluctuating loads. Mechanical properties of powder metal
and cast iron were revised. Static tests without and with the
presence of notches were performed, with the objective of
obtaining a static notch sensitivity factor, to correlate with torsion
fatigue results. The relation between hardness and torsion fatigue
strength was evaluated for the cast iron, and simulations using
linear elastic and nonlinear materials were performed to obtain
geometric stress concentrating factors. A mesoscale simulation
was done in plane stress, making it possible to evaluate local
stress concentration in the cast iron matrix.
Key-words: Ferrous materials, fatigue, notch, non-metallic
inclusions, voids.
xiv
xv
LISTA DE ILUSTRAÇÕES
Figura 1 –
Figura 2 –
Figura 3 –
Figura 4 –
Figura 5 –
Figura 6 –
Figura 7 –
Figura 8 –
Figura 9 –
Figura 10 –
Figura 11 –
Figura 12 –
Figura 13 –
Figura 14 –
Figura 15 –
Figura 16 –
Figura 17 –
Engrenagem produzida por Metalurgia do Pó (MP)
de uma liga Fe-C. .................................................... 2
Vista esquemática de um mecanismo do tipo bielamanivela. ................................................................. 3
Compressor hermético para refrigeração. .............. 3
Distribuição de tensão próxima a um orifício em uma
placa carregada em tração. .................................. 10
Diagrama de sensibilidade ao entalhe para aços e
ligas de alumínio forjado UNS A92024-T submetidas
a flexão reversa ou a cargas axiais reversas. ...... 14
Curvas de sensibilidade ao entalhe para materiais
em torção reversa. ................................................ 14
Detalhe da montagem do corpo de prova e modelo
de viga equivalente. .............................................. 21
Malha do modelo de elementos finitos. ................ 23
Dados obtidos com os corpos de prova cortados a
laser e as correspondentes curvas S–N médias. . 26
Dados obtidos para os corpos de prova cortados por
eletro erosão a fio e as correspondentes curvas S–
N médias. .............................................................. 26
Curvas SN para 10%, 50% e 90% de Probabilidade
de Falha (PF) para arame de 2 mm de liga Si-Cr de
molas helicoidais para válvulas com shot peening. (k
= coeficiente de inclinação da curva).................... 31
Geometria e carregamentos aplicados na mola em
estudo. ................................................................... 33
Análise de tensões utilizando MEF. (a) Mola
completa e (b) Detalhe da região da falha (tração e
compressão com razão de carga R = 0,79)........ 34
Análise harmônica da mola. .................................. 36
Microestrutura do material da matriz (Ataque com
nital 4% – aumento de 1000x). ............................. 38
Análise superficial do componente utilizando MEV.
............................................................................... 39
Comparação das tensões residuais encontradas no
presente estudo e medições feitas por Pyttel et al.
(2013). ................................................................... 40
xvi
Figura 18 –
Figura 19 –
Figura 20 –
Figura 21 –
Figura 22 –
Figura 23 –
Figura 24 –
Figura 25 –
Figura 26 –
Figura 27 –
Figura 28 –
Figura 29 –
Figura 30 –
Figura 31 –
Superfícies da fratura do componente. Aumento de
20X. ....................................................................... 41
Análise via MEV da inclusão encontrada na
superfície de fratura. Aumentos de 18 e 300X. .... 42
Diagrama de Gerber comparativo. ....................... 44
Modelo de tensão plana. (a) Geometria da superfície
e esfera. (b) Malha micrométrica na superfície. (c)
Sequência dos movimentos impostos à esfera. ... 46
Modelo de encruamento isotrópico bilinear utilizado
na simulação. ........................................................ 46
Resultados da simulação do shot peening sem a
inclusão. (a) Deformação plástica equivalente e (b)
tensão principal mínima. ....................................... 47
Comparação entre Tensões residuais simuladas e
medição feita no componente. .............................. 49
Tensões ao redor da inclusão para o modelo com
= 0. (a) Tensão principal máxima (S1); (b) Tensão
principal mínima (S3); (c) Detalhe da tensão principal
máxima e (d) Detalhe da tensão principal mínima.
............................................................................... 50
Tensões ao redor da inclusão para o modelo com
= 0,6 . (a) Tensão principal máxima ( S1 ); (b)
Tensão principal mínima (S3); (c) Detalhe da tensão
principal máxima e (d) Detalhe da tensão principal
mínima................................................................... 52
Tensões principais máxima e mínima ao longo das
linhas tracejadas ilustradas na Figura 25 para o
modelo sem atrito = 0. ..................................... 55
Tensões principais máxima e mínima ao longo das
linhas tracejadas ilustradas na Figura 26 para o
modelo com atrito = 0,6. .................................. 55
Vista comparativa da inclusão real (a) e a
aproximação feita no modelo usando MEF (b)..... 57
Detalhes do modelo. (a) seção do arame utilizada;
(b) malha de MEF; (c) detalhe da inclusão. .......... 58
Malha para a inclusão e no entorno da mesma. O
tamanho do elemento é 2 µm. O número total de
elementos é 607.957; O número total de nós é
921.424. ................................................................ 59
xvii
Figura 32 –
Resultados de intensidade de tensão para o modelo
3D para (a) = 0 e (b) = 0,6. ......................... 60
Figura 33 – Tensão cisalhante máxima na superfície da mola,
próximo à inclusão (Detalhe “A” da Figura 30). .... 62
Figura 34 – Relação entre dureza e densidade de aços obtidos
por MP. .................................................................. 64
Figura 35 – Comparativo de medição de dureza Brinnel e
Vickers em um material obtido por MP. ................ 65
Figura 36 – Relação entre Módulo Elástico e densidade para
material ferroso obtido por MP. ............................. 66
Figura 37 – Tensão de Escoamento estática (convencional) em
função da densidade. ............................................ 67
Figura 38 – Tensão de Escoamento estática e cíclica em função
da densidade para duas ligas de ferro obtidas por
MP. ........................................................................ 68
Figura 39 – Influência da densidade no limite de fadiga para a
liga (Fe - 1,5%Cu – 0,6%C) obtida por MP, com
sinterização feita à 1120°C durante 30 minutos. (a)
Carregamento axial e (b) carregamento de flexão.
............................................................................... 69
Figura 40 – Influência da densidade no limite de fadiga para a
liga (Fe – 2,0%Cu – 2,5%Ni) obtida por MP, com
sinterização feita à 1250°C durante 60 minutos. (a)
Carregamento axial e (b) carregamento de flexão.
............................................................................... 70
Figura 41 – Resistência à fadiga de peças sem e com entalhe de
aços obtidos por MP e aço forjado. ...................... 72
Figura 42 – Comparativo de resistência à fadiga de dois
materiais obtidos por MP com aços comuns e ferro
fundido nodular, para faixa de confiabilidade de 10 a
90%. (a) Carregamento axial e (b) carregamento de
flexão. .................................................................... 73
Figura 43 – Relação entre o limite de fadiga relativo e fator de
entalhe. .................................................................. 74
Figura 44 – Fator de sensibilidade ao entalhe na fadiga obtido a
partir do gráfico anterior, em função do fator de
concentração de tensão geométrico. .................... 75
Figura 45 – (a) Engrenagem com 15 dentes. Somente um quarto
de um dente é modelado usando simetria. (b)
xviii
Figura 46 –
Figura 47 –
Figura 48 –
Figura 49 –
Figura 50 –
Figura 51 –
Figura 52 –
Figura 53 –
Figura 54 –
Figura 55 –
Figura 56 –
Figura 57 –
Figura 58 –
Figura 59 –
Figura 60 –
Figura 61 –
Distribuição de porosidade final em um quarto do
dente após a compactação até uma porosidade
média de 4,5%. ..................................................... 77
Dano acumulado na raiz do dente da engrenagem
após ciclo número 1 (a), número 3 (b), número 5 (c)
e número 7 (d)....................................................... 77
Exemplo de um dos corpos de prova com entalhe
obtidos da biela para o ensaio de flexão. ............. 83
Seção de um dos corpos de prova, indicando o perfil
de tensão esperado, para o cálculo analítico. ...... 84
Tensão de Ruptura obtida para os corpos de prova
sem e com entalhe do material da biela, em teste de
flexão. .................................................................... 86
Resultados de sensibilidade ao entalhe estático
obtidos para o material da biela em teste de flexão.
............................................................................... 86
Formato das amostras de material obtido por MP e
regiões das quais os corpos de prova para os
ensaios foram extraídos........................................ 89
Corpo de prova de tração sem entalhe fabricado a
partir das amostras de aço obtidas por MP. ......... 90
Variação da tensão nominal de ruptura para três
ligas de aço em função do fator de concentração de
tensão estático. ..................................................... 93
Resultados de sensibilidade ao entalhe estático para
as três ligas de aço ensaiadas.............................. 94
Equipamento de ensaio de fadiga por torção. ...... 96
Forma do corpo de prova sem entalhe para ensaio
de torção reversa. ................................................. 98
Layout dos corpos de prova de torção extraídos da
amostra de um dos materiais................................ 98
Funções de densidade de probabilidade da
distribuição log-normal com η = 0. ..................... 105
Gráfico ilustrando a dispersão de todos os dados
levantados neste ensaio. .................................... 109
Dados obtidos com corpos de prova sem entalhe e
com entalhe e as curvas de quantis para 5 e 95%
correspondentes. ................................................ 110
Gráfico de resistência à fadiga projetado para 107
ciclos, resultante da análise realizada, em função do
xix
Figura 62 –
Figura 63 –
Figura 64 –
Figura 65 –
Figura 66 –
Figura 67 –
Figura 68 –
Figura 69 –
Figura 70 –
Figura 71 –
Figura 72 –
Figura 73 –
Figura 74 –
Figura 75 –
Figura 76 –
Figura 77 –
fator de concentração de tensão geométrico K ts .
............................................................................. 113
Variação do fator de sensibilidade ao entalhe na
fadiga de torção em função do fator de concentração
de tensão K ts . ...................................................... 114
(a) Efeito de concentração de tensão na proximidade
de um grão de grafita esférica. (b) Mesmo efeito na
extremidade de uma lamela grafita, na forma de
veios. ................................................................... 118
Tipos de matriz metálica em ferros fundidos. (a)
Ferrita (100x) e (b) perlita (1.000x). .................... 119
Microestrutura de ferro fundido cinzento FC250,
revelando a estrutura da grafita. ......................... 120
Microestrutura de ferro fundido nodular. ............. 121
Microestrutura do ferro fundido vermicular. Grafita
predominantemente em forma de vermes, com
alguns nódulos. 5% nodularidade, sem ataque.
100X. ................................................................... 123
Diagrama de equilíbrio Ferro-Carbono. .............. 124
Exemplo de solidificação de ferro fundido com
3,4%C. ................................................................. 125
Estrutura hexagonal da grafita. O crescimento
preferencial na direção C (plano basal) resulta em
grafita nodular, enquanto que o crescimento na
direção A (planos prismáticos) produz grafita
lamelar. ................................................................ 127
Esquema do crescimento da grafita em veios e em
nódulos. ............................................................... 128
Morfologias típicas da grafita em ferros fundidos.
............................................................................. 129
Dois tipos de matriz típicas do ferro fundido....... 129
Ilustração da razão de aspecto da grafita........... 132
Ilustração mostrando os quatro tipos de deformação
que o ferro fundido sofre. .................................... 133
Relação Deformação/Tensão Deformação para
diferentes tipos de ferro fundido. ........................ 134
Relação do MT Tensão para os três principais tipos
de ferro fundido. .................................................. 135
xx
Figura 78 –
Figura 79 –
Figura 80 –
Figura 81 –
Figura 82 –
Figura 83 –
Figura 84 –
Figura 85 –
Figura 86 –
Figura 87 –
Figura 88 –
Figura 89 –
Figura 90 –
Figura 91 –
Figura 92 –
Figura 93 –
Figura 94 –
Modelos de eixo de ferro fundido cinzento avaliados
no presente trabalho. .......................................... 136
Distribuição das peças no molde de fundição. ... 137
Ilustração de simulação de preenchimento feita por
Magma, com resultados de resistência a tração
previstos. ............................................................. 138
Corpo de prova para ensaio de tração simples
conforme norma ABNT NBR ISO 6892-1 (2013).
............................................................................. 139
Dados fornecidos pelo laboratório MetaLab para um
dos corpos de prova testados. ............................ 140
Dados digitalizados para o mesmo tipo de corpo de
prova, indicando as regiões de escorregamento.140
Ajuste realizado para um dos conjuntos de dados
obtido para um dos corpos de prova. ................. 141
Curva de Hollomon ajustada para os dados dos
quatro modelos testados..................................... 142
Comparativo das relações Tensão deformação
conforme Hollomon obtidas dos ensaios e
tratamento dos dados. ........................................ 144
Malha axissimétrica utilizada para simulação linear e
não linear dos ensaios de tração. (a) sem entalhe;
(b) com entalhe de re = 0,2mm e (c) detalhe da raiz
do entalhe............................................................ 146
Distribuição de tensão para o caso de tração com
entalhe de re = 0,2 mm utilizando modelo elástico
linear.................................................................... 146
Distribuição de tensão para o caso de tração com
entalhe de re = 0,2 mm utilizando modelo não linear.
............................................................................. 147
Tensão normal na linha de simetria em função do
raio do corpo de prova – r, para diferentes raios de
entalhe, para modelo elástico linear. .................. 148
Tensão normal na linha de simetria em função do
raio do corpo de prova – r, para diferentes raios de
entalhe, para modelo não linear. ........................ 148
Desenvolvimento do K tmax × σ0 ......................... 149
Desenvolvimento do K traiz × σ0 . ........................ 150
Distribuição de tensão com modelo elástico linear
com entalhe de re = 0,1 mm. .............................. 151
xxi
Figura 95 –
Figura 96 –
Figura 97 –
Figura 98 –
Figura 99 –
Figura 100 –
Figura 101 –
Figura 102 –
Figura 103 –
Figura 104 –
Tensão cisalhante na área de simetria em função do
raio do corpo de prova, para diferentes raios de
entalhe, para material linear................................ 152
Modelo 3D para análise de inclusão realizado por
Zhu et al. (2012). (a) Malha geral e na inclusão e
adjacências; (b) Distribuição de tensão normal na
seção que contem a inclusão e (c) Distribuição de
tensão equivalente de von Mises na mesma seção.
............................................................................. 154
Curvas tensão-deformação obtidas por intermédio
do modelo utilizado por Collini. ........................... 156
(a) Micrografia base e detalhe utilizado para a
simulação. (b) Região de análise de 400 × 400 µm.
............................................................................. 157
Região de análise modelada com o aplicativo de
MEF. (a) Modelo completo e (b) detalhe da malha.
............................................................................. 158
Resultados de simulação para malha contínua –
Teste 1. (a) Tensão normal [N/µm2], (b) Detalhe da
tensão normal, (c) deformação plástica equivalente
e (d) detalhe da deformação plástica equivalente.
............................................................................. 161
Resultados de simulação para malha contínua –
Teste 2. (a) Tensão normal [N/µm2], (b) Detalhe da
tensão normal, (c) deformação plástica equivalente
e (d) detalhe da deformação plástica equivalente.
............................................................................. 163
Resultados de simulação para malha contínua –
Teste 3. (a) Tensão cisalhante [N/µm2], (b) Detalhe
da tensão cisalhante, (c) deformação plástica
equivalente e (d) detalhe da deformação plástica
equivalente. ......................................................... 165
Resultados de simulação para malha contínua –
Teste 4. (a) Tensão cisalhante [N/µm2], (b) Detalhe
da tensão cisalhante, (c) deformação plástica
equivalente e (d) detalhe da deformação plástica
equivalente. ......................................................... 167
Curvas de tensão deformação nas duas direções,
comparadas à curva do ensaio. .......................... 170
xxii
Figura 105 – Curva de tensão cisalhante simulada τxy em função
da deformação angular γxy . ................................ 170
Figura 106 – Resultados de simulação com atrito e expansão
térmica da grafita – Teste 5. (a) Tensão normal
[N/µm2], (b) Detalhe da tensão normal, (c)
deformação plástica equivalente e (d) detalhe da
deformação plástica equivalente. ....................... 172
Figura 107 – Resultados de simulação com atrito e expansão
térmica da grafita – Teste 6. (a) Tensão normal
[N/µm2], (b) Detalhe da tensão normal, (c)
deformação plástica equivalente e (d) detalhe da
deformação plástica equivalente. ....................... 174
Figura 108 – Comparativo das curvas tensão deformação para
o MLA. ................................................................. 176
Figura 109 – Resultados para simulação de carga e descarga. (a)
Tensão normal σx sob carga [N/µm2], (b)
deslocamento Ux com carga, (c) Tensão residual σx
após retirada da carga e (d) deslocamento residual
Ux após retirada da carga. .................................. 178
Figura 110 – Resultado da simulação de carga e descarga da
microrregião analisada, ilustrando as quatro
componentes de deformação descritas por Jögren.
............................................................................. 180
Figura 111 – Microestrutura das três ligas avaliadas por Noguchi
e Nagaoka. .......................................................... 183
Figura 112– Efeito da concentração de tensão no RRE para
diferentes ligas de ferro fundido. Amostras circulares
com quatro níveis de entalhe. ............................. 184
Figura 113 – Efeito da concentração de tensão no RRE para o
ferro fundido FC25. Amostras com seção retangular
e diferentes níveis de entalhe. ............................ 185
Figura 114 – Formato dos corpos de prova de tração, sem e com
dois níveis de entalhe, usinados a partir de dois
modelos de eixo utilizados em compressores.
Dimensões em [mm]. .......................................... 189
Figura 115 – Resultados de tensão normal em função do raio – r
– para as três condições testadas. (a) Material linear
e (b) Material não linear. ..................................... 190
Figura 116 – Corpos de prova ensaiados do modelo A. ......... 192
Figura 117 – Corpos de prova ensaiados do modelo B. ......... 192
xxiii
Figura 118 – Tensão de Ruptura média obtida para os modelos A
e B. ...................................................................... 193
Figura 119 – Fator de sensibilidade ao entalhe estático médio
obtido para os materiais “A” e “B”. ...................... 194
Figura 120 – Regiões selecionadas para análise dos modelos tipo
A e B .................................................................... 196
Figura 121 – Micrografia da microestrutura do material em
análise. ................................................................ 197
Figura 122 – Esquema que ilustra o tipo e tamanho de grafita nas
regiões dos modelos analisados......................... 198
Figura 123 – Análise de microdureza Vickers realizada para cada
um dos quatro modelos....................................... 199
Figura 124 – Comparativo de microdureza Vickers para o modelo
A-frio. ................................................................... 201
Figura 125 – Comparativo de microdureza Vickers para o modelo
B obtido da cavidade quente e fria. .................... 201
Figura 126 – Comparativo de microdureza Vickers para os
modelos obtidos da cavidade fria (A B). .......... 202
Figura 127 – Comparativo de microdureza Vickers para os
modelos obtidos da cavidade quente (A B). ... 202
Figura 128 – Análises de dureza Brinnel realizadas para cada
uma das amostras. .............................................. 203
Figura 129 – Comparativo de dureza Brinnel entre cavidade fria
vs. Quente para os modelos A e B. .................... 205
Figura 130 – Comparativo de dureza Brinnel entre modelos A vs.
B, para cavidade fria e quente. ........................... 206
Figura 131 – Avaliação de normalidade feita para um dos
conjuntos de dados (A-quente sem entalhe). (a)
Distribuição e teste de normalidade. (b) Gráfico de
probabilidade normal. .......................................... 208
Figura 132 – Gráfico tipo “box plot” comparando os resultados
obtidos para os corpos de prova sem entalhe. ... 209
Figura 133 – Correlação entre a resistência à ruptura média e a
microdureza Vickers e dureza Brinnel, para a região
central do corpo de prova. .................................. 211
Figura 134 – Comparativo de sensibilidade ao entalhe estática
para os quatro tipos de eixo, com consideração de
modelo elástico linear. ........................................ 219
xxiv
Figura 135 – Comparativo de sensibilidade ao entalhe estática
para os quatro tipos de eixo, com consideração de
material não linear............................................... 220
Figura 136 – Curvas de distribuição de falhas e não falhas para
os quatro modelos, sem entalhe e as curvas de
quantis de 5, 50 e 95%. ...................................... 222
Figura 137 – Comparativo de resistência à fadiga na torção para
os quatro modelos em estudo, juntamente com os
quantis de 5 e 95%. ............................................ 224
Figura 138 – Correlação entre a resistência à fadiga na torção
média e a microdureza Vickers e dureza Brinnel,
para a região central do corpo de prova. ............ 225
Figura 139 – Correlação entre a resistência média à fadiga na
torção e a resistência média à tração. ................ 226
Figura 140 – Distribuição de falhas e não falhas e curvas
ajustadas para quantis de 5, 50 e 95%, para os
corpos de prova do modelo A-quente................. 227
Figura 141 – Tensão cisalhante reversa para 107 ciclos do
material “A” obtido da cavidade quente, em função
do fator de concentração de tensão geométrico Kt e
os quantis de 5 e 95%. ....................................... 230
Figura 142 – Fator de sensibilidade ao entalhe na torção em
função do fator de concentração de tensão
geométrico........................................................... 231
Figura 143 – Comparativo do fator de sensibilidade ao entalhe na
tração estática e fadiga na torção, para o modelo Aquente. ................................................................ 232
Figura 144 – Direção de injeção e solidificação em um eixo de
compressor.......................................................... 238
xxv
LISTA DE TABELAS
Tabela 1 –
Tabela 2 –
Tabela 3 –
Tabela 4 –
Tabela 5 –
Tabela 6 –
Tabela 7 –
Tabela 8 –
Tabela 9 –
Tabela 10 –
Tabela 11 –
Tabela 12 –
Tabela 13 –
Tabela 14 –
Tabela 15 –
Tabela 16 –
Parâmetros de Heywood a para aços. .................. 15
Figuras de cada etapa dos processos de corte e
acabamento utilizados nesta análise. ................... 20
Ilustrações das fraturas típicas obtidas para cada
tipo de processo. ................................................... 24
Comparação entre os resultados obtidos para o
limite de fadiga médio para os corpos de prova
cortados a laser e por eletro erosão a fio, (R = -1).
............................................................................... 25
Composição química do material da mola
comparada à composição esperada de acordo com
a norma DIN EN 10270-2 (2001). ......................... 37
Composição química da inclusão encontrada na
superfície de fratura. Análise feita com o uso de
EED. ...................................................................... 43
Tensões principais mínima e máxima encontradas
próximo aos vértices da inclusão. ......................... 54
Resultados de tensão para os cinco pontos
indicados na Figura 32. ......................................... 61
Revisão do fator de concentração de tensão na
fadiga – K f e estático – K t . .................................... 80
Valores de K t obtidos via MEF para os corpos de
prova da biela. ....................................................... 85
Resultados para a sensibilidade ao entalhe estático
obtidos no ensaio para o material da biela (5
amostras de cada corpo de prova). ...................... 85
Composição química avaliada para as amostras de
aço obtidas por MP. .............................................. 87
Densidade avaliada para as amostras de aço
obtidas por MP a serem ensaiadas. ..................... 88
Dimensional de uma peça de cada material e tipo de
entalhe dos corpos de prova. Dimensões em [mm].
............................................................................... 91
Fator de concentração de tensão estático obtido
para os corpos de prova. ...................................... 92
Resultados de tensão nominal de ruptura e fator de
sensibilidade ao entalhe estático obtido nos ensaios
xxvi
Tabela 17 –
Tabela 18 –
Tabela 19 –
Tabela 20 –
Tabela 21 –
Tabela 22 –
Tabela 23 –
Tabela 24 –
Tabela 25 –
Tabela 26 –
Tabela 27 –
Tabela 28 –
Tabela 29 –
Tabela 30 –
Tabela 31 –
Tabela 32 –
Tabela 33 –
Tabela 34 –
Tabela 35 –
com corpos de prova de quatro ligas de aço obtido
por MP. .................................................................. 92
Fatores de concentração de tensão estático obtidos
via MEF. ................................................................ 99
Resultados da medição de rugosidade medida para
os corpos de prova sem entalhe conforme norma
ISO 97/JIS01 em Ra [µm]. .................................. 100
Medição
das
características
geométricas
importantes dos corpos de prova para o ensaio de
torção reversa. Dimensões em [mm]. ................. 100
Imagens de uma amostra de cada tipo de corpo de
prova testado e níveis de porosidade encontrados.
............................................................................. 102
Microestrutura de uma amostra de cada tipo de
corpo de prova testado. ...................................... 104
Resultados obtidos para o ensaio de torção
dinâmica. ............................................................. 112
Representação esquemática das características das
diversas classes do ferro fundido cinzento. ........ 120
Representação esquemática das características das
diversas classes do ferro fundido nodular. ......... 122
Comparativo de propriedades mecânicas principais
entre o ferro fundido cinzento, vermicular e nodular.
............................................................................. 123
Tipos de deformação de ferros fundidos. ........... 132
Coeficientes “K” e “θ” obtidos para a equação de
Hollomon aplicada a cada um dos materiais. ..... 144
Comparativo dos fatores de concentração de tensão
para material linear e não linear, na tração. ....... 149
Fatores de concentração de tensão para modelo
elástico linear, na torção. .................................... 152
Propriedades correspondentes aos modelos elastoplásticos da ferrita e perlita. ................................ 156
Propriedades e unidades utilizadas na simulação.
............................................................................. 159
Testes realizados com a geometria modelada ... 160
Resultados para o fator de concentração de tensão
encontrado. ......................................................... 169
Testes realizados com a geometria modelada. .. 171
Resultados para o fator de concentração de tensão
encontrado. ......................................................... 177
xxvii
Tabela 36 – Expressões para K f . ............................................ 187
Tabela 37 – Valores de K t obtidos via MEF para este primeiro
ensaio, na raiz do entalhe. .................................. 191
Tabela 38 – Resultados de Tensão de Ruptura e sensibilidade ao
entalhe estático obtidos no ensaio para o modelo A.
............................................................................. 192
Tabela 39 – Resultados de Tensão de Ruptura e sensibilidade ao
entalhe estático obtidos no ensaio para o modelo B.
............................................................................. 193
Tabela 40 – Composição química de amostras dos modelos A e
B e das cavidades quente e fria.......................... 207
Tabela 41 – Quantidade de Carbono em Massa para as
amostras do modelo B. ....................................... 207
Tabela 42 – Comparação estatística dos valores obtidos nos
testes de tração entre os corpos de prova. ........ 210
Tabela 43 – Correlação entre a resistência à tração (desvio
padrão) e dureza da região correspondente dos
corpos de prova................................................... 211
Tabela 44 – Legenda para as Tabela 45 à 48 ........................ 213
Tabela 45 – Resultados para o modelo A-frio. ....................... 214
Tabela 46 – Resultados para o modelo A-quente. ................. 214
Tabela 47 – Resultados para o modelo B-frio. ....................... 215
Tabela 48 – Resultados para o modelo B-quente. ................. 215
Tabela 49 – Comparação estatística dos resultados com entalhe
e sem entalhe para cada tipo de modelo em análise.
............................................................................. 217
Tabela 50 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo
elástico linear e não linear – modelo A-frio......... 218
Tabela 51 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo
elástico linear e não linear – modelo A-quente... 218
Tabela 52 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo
elástico linear e não linear – modelo B-frio......... 218
Tabela 53 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo
elástico linear e não linear – modelo B-quente... 219
xxviii
Tabela 54 – Valores de resistência à fadiga para os quatro
materiais, projetados para 107 ciclos, juntamente
com os valores de dureza Vickers e Brinnel. ..... 224
Tabela 55 – Resultados de sensibilidade ao entalhe em fadiga na
torção para o modelo A-quente. ......................... 230
xxix
LISTA DE ABREVIATURAS
2D
3D
BISO
CP
DEM
–
–
–
–
–
DRX
EED
EPT
FoFo
HCF
MEF
MEV
MLA
MLE
MNL
MP
PF
RRE
S–N
VHCF
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
Duas Dimensões.
Três Dimensões.
Modelos de Encruamento Bilinear Isotrópico.
Corpo de Prova.
Método de Elementos Discretos – Discrete Element
Method.
Difração de Raios X.
Espectrometria de Energia Dispersiva.
Estado Plano de Tensões.
Ferro fundido.
Fadiga de Ciclo Alto (High Cycle Fatigue).
Método de Elementos Finitos.
Microscopia Eletrônica de Varredura.
Modelo Lagrangeano Aumentado.
Modelo Linear Elástico.
Modelo Não Linear.
Metalurgia do Pó.
Probabilidade de Falha.
Razão de Resistência ao Entalhe.
Tensão Número de ciclos reversos.
Fadiga de Ciclo Muito Alto (Very High Cycle
Fatigue).
xxx
xxxi
LISTA DE SÍMBOLOS
𝐴0
𝐴𝑐
𝐴𝑚𝑎𝑡
𝐷𝑚𝑎𝑥
𝐻𝑆0
𝐼1
𝐼𝑚𝑎𝑥
𝐾𝑓𝑠
𝐾𝑡𝑠𝑒𝑠𝑡
𝐾𝑡𝑒𝑠𝑡
𝐾𝑡𝑚𝑎𝑥
𝐾𝑡𝑟𝑎𝑖𝑧
𝐾𝑡𝑠
𝐾𝑓
𝐾𝑡
𝐿1
𝐿1
𝑀𝑇
𝑀𝑒𝑛𝑔
𝑁𝑓
Coeficiente de Poisson.
Expoente calculado em função da microdureza Vickers
de uma matriz.
Área nominal.
Fator de aceleração entre tempo de falha 𝑇1 do nível
de estresse 𝑉1 e o tempo de falha 𝑇2 no nível de
estresse 𝑉2 .
Parâmetro característico do produto, geometria,
fabricação e método de teste numa relação tempo
estresse.
Dimensão máxima de uma inclusão.
Profundidade a partir de uma superfície na qual a
tensão residual passa de compressiva para de tração.
Momento de Inércia de uma seção em flexão.
Máximo comprimento de uma partícula de grafita.
Fator de concentração de tensão cisalhante em fadiga.
Fator de concentração de tensão estático para tensão
cisalhante obtido experimentalmente.
Fator de concentração de tensão estático para tensão
normal obtido experimentalmente.
Fator de concentração de tensão geométrico na região
de máxima tensão.
Fator de concentração de tensão geométrico na raiz
do entalhe.
Fator de concentração de tensão geométrico para
tensão cisalhante.
Fator de concentração de tensão normal em fadiga.
Fator de concentração de tensão geométrico para
tensão normal.
Comprimento da região do corpo de prova que sofre
flexão.
Comprimento total do corpo de prova.
Módulo tangente.
Momento de reação do corpo de prova no engaste.
Número de ciclos até a falha.
xxxii
𝑅𝑤
𝑆𝑠𝑤
𝑆1
𝑆2
𝑆3
𝑆𝑤
𝑌𝑚𝑎𝑥
√𝑎
√𝑎𝑟𝑒𝑎
𝑓0
𝑞𝑠𝑒𝑠𝑡
𝑞𝑠𝑓
𝑞𝑒𝑠𝑡
𝑞𝑠
𝑟𝑒
𝑡𝑝
𝑧𝑝
𝛽1
𝛾𝑥𝑦
𝛾𝑦𝑥
𝜀𝑝𝑙
𝜀𝑢𝑡
𝜌0
Razão de carga corrigido devido à presença de uma
inclusão abaixo da superfície.
Resistência à fadiga para tensão cisalhante corrigida
devido à presença de uma inclusão abaixo da
superfície.
Tensão principal máxima.
Tensão principal média.
Tensão principal mínima.
Resistência à fadiga para tensão normal corrigida
devido à presença de uma inclusão abaixo da
superfície.
Deflexão imposta à um corpo de prova em ensaio de
fadiga de flexão reversa.
Constante de Neuber.
Dimensão característica de uma inclusão.
Dano inicial dado pela fração de vazios inicial do
material.
Fator de sensibilidade ao entalhe estático para tensão
cisalhante.
Fator de sensibilidade ao entalhe em fadiga para
tensão cisalhante e um número finito de ciclos 𝑓.
Fator de sensibilidade ao entalhe estático para tensão
normal.
Fator de sensibilidade ao entalhe em fadiga para
tensão cisalhante.
Raio do entalhe.
Tempo para o quantil 100 − 𝑝% da distribuição normal
padrão.
Quantil 100 − 𝑝% da distribuição normal padrão.
Parâmetro característico do produto, geometria,
fabricação e método de teste numa relação tempo
estresse.
Deformação cisalhante no plano normal ao eixo 𝑋, na
direção do eixo 𝑌.
Deformação cisalhante no plano normal ao eixo 𝑌 na
direção do eixo 𝑋.
Parcela plástica da deformação.
Alongamento na ruptura.
Densidade no estado de referência.
xxxiii
𝜌𝑟
𝜎𝑓𝑠
𝜎0
𝜎𝐸
𝜎𝑁
𝜎𝑎
𝜎𝑓
𝜎𝑚
𝜎𝑚𝑎𝑥
𝜎𝑚𝑎𝑥
𝜎𝑚𝑖𝑛
𝜎𝑢𝑡
𝜎𝑥
𝜎𝑦
𝜏0
𝜏𝑁
𝜏𝑎
𝜏𝑚
𝜏𝑚𝑎𝑥
𝜏𝑚𝑎𝑥
𝜏𝑚𝑖𝑛
𝜏𝑢𝑡
𝜏𝑥𝑦
𝜏𝑦𝑥
k
𝐴
𝐶𝐸
𝐸
𝐹
𝐺
𝐺𝑆
𝐻
Densidade relativa ou grau de compactação em
relação à densidade do material totalmente
compactado.
Tensão cisalhante reversa de fadiga para um número
de ciclos 𝑓.
Tensão normal nominal.
Tensão de Escoamento para tensão normal.
Limite de resistência à fadiga para tensão normal.
Tensão normal alternada.
Tensão normal reversa de fadiga para um número de
ciclos 𝑓.
Tensão normal média.
Tensão normal máxima.
Tensão normal máxima.
Tensão normal mínima.
Tensão de Ruptura normal.
Tensão normal na direção 𝑥.
Tensão normal na direção 𝑦.
Tensão cisalhante nominal.
Limite de resistência à fadiga para tensão cisalhante.
Tensão cisalhante alternada.
Tensão cisalhante média.
Tensão cisalhante máxima.
Tensão cisalhante máxima.
Tensão cisalhante mínima.
Tensão de Ruptura cisalhante.
Tensão cisalhante no plano normal ao eixo 𝑋 , na
direção do eixo 𝑌.
Tensão cisalhante no plano normal ao eixo 𝑌 , na
direção do eixo 𝑋.
Coeficiente de inclinação de uma curva.
Área.
Carbono Equivalente.
Módulo de Elasticidade ou Módulo de Young.
Força.
Módulo de Cisalhamento ou Módulo Torcional.
Grau de Saturação.
Profundidade a partir de uma superfície.
xxxiv
𝐻𝐵
𝐻𝑅
𝐻𝑉
𝐼𝑇
𝐾
𝑀
𝑀𝑇𝑇𝐹
𝑁
𝑅
𝑅𝐴
𝑇
𝑉
𝑏
𝑐
𝑑
𝑓
𝑚
𝑛
𝑞
𝑟
𝑡
𝑤
𝛿
𝜀
𝜂
𝜃
𝜇
𝜌
𝜍
𝜎
Dureza Brinnel.
Dureza Rockwell.
Microdureza Vickers.
Intensidade de Tensão = 2 × 𝜏𝑚𝑎𝑥
Coeficiente de ajuste para equação de Hollomon.
Momento.
Tempo médio de vida – Mean Time to Failure.
Número de ciclos.
Razão de carregamento reverso em fadiga =
𝑐𝑎𝑟𝑔𝑎 𝑚á𝑥𝑖𝑚𝑎⁄𝑐𝑎𝑟𝑔𝑎 𝑚í𝑛𝑖𝑚𝑎.
Razão de Aspecto.
Tempo até a falha.
Variável de estresse.
Espessura.
Distância da linha de centro à extremidade de uma
seção.
Diâmetro.
Evolução da fração de vazios do material.
Coeficiente independente numa equação do tipo loglog.
Coeficiente dependente numa equação do tipo log-log.
Fator de sensibilidade ao entalhe em fadiga para
tensão normal.
Raio numa seção circular.
Tempo.
Largura.
Desvio padrão de uma distribuição de log(𝑡).
Deformação normal.
Média de uma distribuição de log(𝑡).
Coeficiente de ajuste para equação de Hollomon.
Coeficiente de atrito de Coulomb.
Densidade ou peso específico.
Deslocamento relativo ao escoamento do material
quando 𝜎 = 𝜎𝐸 .
Tensão normal.
xxxv
SUMÁRIO
1
1.1
2
2.1
2.2
3
3.1
3.2
3.3
3.4
3.4.1
3.4.2
3.4.3
4
4.1
4.2
4.3
4.4
4.4.1
4.4.2
4.5
4.5.1
4.5.2
5
5.1
INTRODUÇÃO .................................................................. 1
OBJETIVOS ...................................................................... 5
CONCENTRAÇÃO DE TENSÃO ..................................... 9
CONCENTRAÇÃO DE TENSÃO EM CARREGAMENTO
ESTÁTICO ........................................................................ 9
CONCENTRAÇÃO DE TENSÃO EM CARREGAMENTO
DINÂMICO ...................................................................... 11
FADIGA EM AÇOS DE ALTO CARBONO .................... 17
ANÁLISE DOS CORPOS DE PROVA OBTIDOS COM OS
DOIS PROCESSOS DE CORTE .................................... 18
MATERIAL ...................................................................... 19
TESTE DE FADIGA ........................................................ 21
RESULTADOS ................................................................ 23
Aspectos da fratura para os corpos de prova cortados
a laser ............................................................................. 23
Aspectos da fratura para os corpos de prova cortados
por eletro erosão a fio .................................................. 23
Resultados de resistência à fadiga ............................. 25
EFEITO DE INCLUSÕES NÃO METÁLICAS NA
RESISTÊNCIA À FADIGA DE AÇOS DE ALTO
CARBONO ...................................................................... 29
ANÁLISE DE TENSÕES PARA AS CONDIÇÕES DE
PROJETO. ...................................................................... 33
ANÁLISE DO MATERIAL ............................................... 36
ANÁLISE DA FRATURA ................................................. 40
AVALIAÇÃO DO EFEITO DA INCLUSÃO NAS TENSÕES
RESIDUAIS DO PROCESSO DE SHOT PEENING ...... 45
Definição do modelo numérico ................................... 45
Resultados para a simulação 2D ................................. 47
ANÁLISE EM 3D DAS TENSÕES AO REDOR DA
INCLUSÃO ...................................................................... 56
Modelamento numérico ................................................ 56
Resultados para a simulação 3D ................................. 59
FADIGA EM AÇO OBTIDO POR METALURGIA DO PÓ
......................................................................................... 63
CARACTERÍSTICAS DE MATERIAIS OBTIDOS POR MP
......................................................................................... 63
xxxvi
5.1.1
5.1.2
5.1.3
5.1.4
5.2
Dureza ............................................................................ 63
Módulo de Elasticidade ................................................ 65
Tensão de Escoamento estática e cíclica .................. 66
Resistência à fadiga ..................................................... 69
DETERMINAÇÃO DA SENSIBILIDADE AO ENTALHE
ESTÁTICO PARA MATERIAL OBTIDO POR MP
UTILIZADO EM BIELAS DE COMPRESSORES ........... 83
5.3
TESTES ESTÁTICOS DE TRAÇÃO PARA OUTRAS
LIGAS DE AÇO OBTIDAS POR MP .............................. 87
5.3.1 Materiais......................................................................... 87
5.3.2 Corpos de Prova ........................................................... 88
5.3.3 Dimensional dos corpos de prova .............................. 90
5.4
ENSAIOS DE TORÇÃO REVERSA ............................... 95
5.4.1 Avaliação das características dos corpos de prova . 99
5.4.2 Análise de porosidade e microestrutura dos corpos de
prova ensaiados.......................................................... 101
5.4.2.1 Análise de porosidade .................................................. 101
5.4.2.2 Análise de microestrutura ............................................. 103
5.5
TRATAMENTO DOS DADOS DE TORÇÃO REVERSA
...................................................................................... 105
5.5.1 Distribuição probabilística ......................................... 105
5.5.2 Relação estresse-Resposta. ...................................... 107
5.5.3 Resultados obtidos nos ensaios de torção reversa 108
5.5.4 Comparativo de dados de fadiga para 107 ciclos.... 112
6
FERRO FUNDIDO E SUAS PROPRIEDADES ........... 117
6.1
FATORES DETERMINANTES NAS PROPRIEDADES
MECÂNICAS ................................................................. 117
6.2
TIPOS DE FERRO FUNDIDO ...................................... 119
6.3
METALURGIA DOS FERROS FUNDIDOS.................. 124
6.4
MATRIZ FERRÍTICA X PERLÍTICA ............................. 125
6.5
CARBONO EQUIVALENTE ......................................... 126
6.6
GRAFITA LAMELAR X NODULAR .............................. 127
6.7
GRAFITA X CARBONETOS (INOCULAÇÃO) ............. 128
6.8
DEFORMAÇÃO DE FERROS FUNDIDOS .................. 132
6.9
COMPILAÇÃO DE RESULTADOS DO TESTE DE
TRAÇÃO ESTÁTICA EM CORPOS DE PROVA DE
MATERIAL FUNDIDO USADO EM EIXOS DE
COMPRESSORES HERMÉTICOS .............................. 136
6.10 SIMULAÇÃO DO FATOR DE CONCENTRAÇÃO DE
TENSÃO GEOMÉTRICO UTILIZANDO O MATERIAL
NÃO LINEAR ................................................................ 145
xxxvii
6.10.1 Resultados para a simulação da tração ................... 146
6.10.2 Resultados para a simulação da torção ................... 150
7
SIMULAÇÃO EM MESOESCALA DO FERRO FUNDIDO
CINZENTO .................................................................... 153
7.1
MODELAMENTO DA REGIÃO DE ANÁLISE .............. 156
7.2
SIMULAÇÃO UTILIZANDO-SE A MALHA CONTÍNUA 160
7.3
SIMULAÇÃO UTILIZANDO MODELO DE CONTATO E
EXPANSÃO TÉRMICA DA GRAFITA .......................... 171
7.4
SIMULAÇÃO DE CARGA E DESCARGA .................... 177
8
SENSIBILIDADE AO ENTALHE DO FERRO FUNDIDO
....................................................................................... 183
8.1
DETERMINAÇÃO DA SENSIBILIDADE AO ENTALHE DO
FERRO FUNDIDO UTILIZADO NO EIXO DE
COMPRESSORES. ...................................................... 188
8.2
ANÁLISE DE MICROESTRUTURA E DUREZA NAS
DIFERENTES REGIÕES DOS EIXOS ......................... 195
8.2.1 Análise de microestrutura.......................................... 196
8.2.2 Análise de microdureza Vickers (HV) ....................... 199
8.2.3 Análise de dureza Brinnel (HB) ................................. 203
8.3
TRATAMENTO PARA A RESISTÊNCIA MECÂNICA DOS
CORPOS DE PROVA DO SEGUNDO ENSAIO .......... 207
8.3.1 Resultados para os corpos de prova sem entalhe.. 209
8.3.2 Resultados de tração estática para os corpos de prova
com entalhe ................................................................. 212
8.4
RESULTADOS OBTIDOS NOS ENSAIOS TORÇÃO
REVERSA ..................................................................... 220
8.4.1 Resistência à fadiga em solicitação de torção para os
corpos de prova sem entalhe .................................... 221
8.4.2 Resistência à fadiga na torção para os corpos de prova
com entalhe do material obtido do modelo A-quente
....................................................................................... 226
9
CONCLUSÕES ............................................................. 233
9.1
FADIGA EM AÇO ALTO CARBONO ............................ 233
9.2
EFEITO DE INCLUSÕES NÃO MATÉLICAS NA FADIGA
DO AÇO CR-SI ............................................................. 233
9.3
FADIGA EM MATERIAIS OBTIDOS POR MP ............. 235
9.4
CONCENTRAÇÃO DE TENSÃO NO FERRO FUNDIDO
....................................................................................... 236
xxxviii
9.5
SIMULAÇÃO EM MESOESCALA DO FERRO FUNDIDO
CINZENTO .................................................................... 237
9.6
FADIGA DO FERRO FUNDIDO CINZENTO ............... 237
10
SUGESTÕES PARA FUTUROS TRABALHOS .......... 241
11
REFERÊNCIAS BIBLIOGRÁFICAS ............................ 243
Anexo A: ................................................................................... 253
Anexo B: ................................................................................... 255
Anexo C: ................................................................................... 257
Anexo D: ................................................................................... 261
Anexo E: ................................................................................... 265
Anexo F: ................................................................................... 269
Anexo G:................................................................................... 273
1
INTRODUÇÃO
Inúmeras são as referências bibliográficas que podem ser
citadas, quando o tema se refere ao projeto de máquinas e
equipamentos. Dentre estas, uma que é largamente conhecida é
(SHIGLEY; MISCHKE; BUDYNAS, 2005), na qual é reforçado o
conceito de que o projeto de máquinas e equipamentos requer a
análise prévia do estado de tensões em seus componentes. A
análise pode ser efetuada com a utilização de equações analíticas,
no caso de geometrias mais simples, ou então de ferramentas
numéricas, como o Método de Elementos Finitos (MEF). As
tensões decorrentes da aplicação de forças e demais condições
de contorno podem ser estáticas, ou então dinâmicas.
Outro ponto fundamental a ser considerado são as
restrições de projeto, em função de limitações na geometria.
Exemplos típicos de elementos de máquinas submetidos às
cargas anteriormente citadas são eixos rotativos, os quais devem
ser projetados para que mancais possam assentar-se
apropriadamente e, assim responder às cargas axiais; podem ter
também rasgos usinados, a fim de fixar polias e engrenagens, ou
então conduzir óleo para as regiões onde este é requerido. Em
casos específicos, podem ter ainda regiões excêntricas, as quais
recebem cargas cisalhantes e de torção, além de cargas de
inércia.
Outro exemplo típico são parafusos de porca, que
apresentam uma cabeça em uma extremidade e roscas na outra
extremidade, ambas responsáveis por mudanças abruptas de
secção transversal. Outras peças ainda, requerem furos, ranhuras
e entalhes de várias espécies. Qualquer descontinuidade em uma
peça de uma máquina altera a distribuição de tensões na
circunjacência, de modo que as equações elementares para
avaliação de tensões não mais descrevem o estado de tensão da
peça nestes locais. Tais descontinuidades são denominadas
“aumentadores de tensão” e as regiões em que ocorrem são
conhecidas como áreas de “concentração de tensões”.
Outro exemplo típico de componente submetido à carga
dinâmica são engrenagens, conforme ilustrado na Figura 1. Estes
componentes apresentam na base dos dentes variação de seção
e raios de concordância, os quais propiciam a possibilidade de
concentração de tensões.
2
Figura 1 – Engrenagem produzida por Metalurgia do Pó
(MP) de uma liga Fe-C.
Fonte: (Eu, robótica, 2014)
Diferentes materiais podem ser utilizados para a
fabricação deste tipo de componente que é largamente utilizado
na indústria de máquinas e equipamentos. Aços ligados especiais,
mas também materiais como ferro fundido, alumínio e ligas de
ferro-carbono obtidas pelo processo de Metalurgia do Pó (MP).
Tanto no caso dos aços, ferros-fundidos e no caso das ligas Fe-C
obtidas por MP, uma correta avaliação de tensões deve ser feita
para evitar que por um lado os componentes fiquem
subdimensionados, aumentando a possibilidade de falhas e por
outro lado superdimensionados, aumentando o consumo de
material e consequentemente o custo dos componentes.
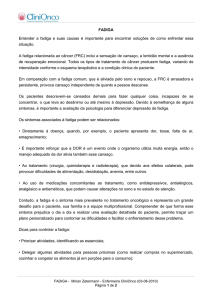
Na área de refrigeração, tanto doméstica como comercial,
a utilização de compressores herméticos com mecanismo do tipo
biela-manivela é muito comum. Uma ilustração do referido
mecanismo pode ser vista na Figura 2 e o mesmo realiza a
conversão do movimento rotacional do eixo “M” acionado por um
motor elétrico em movimento alternativo do pistão “P” no interior
de um cilindro, através da porção excêntrica do eixo “M” e da biela
“B”.
3
Figura 2 – Vista esquemática de um mecanismo do tipo
biela-manivela.
Fonte: (SCIO SCIRE DOMINIUM, 2014)
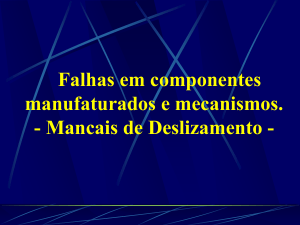
No caso específico de compressores herméticos conforme
ilustrado na Figura 3, a biela que transmite força do eixo excêntrico
ao pistão, é frequentemente fabricada com ligas de ferro obtidas
por MP, com a adição de determinado percentual de carbono,
além de outros elementos de liga. Já o eixo excêntrico é fabricado
normalmente de ferro fundido do tipo lamelar ou cinzento.
Figura 3 – Compressor hermético para refrigeração.
Fonte: (Imagem de compressor hermético, 2014).
4
Bielas utilizadas em compressores herméticos de
refrigeração doméstica e comercial sofrem principalmente tensões
compressivas durante o processo de compressão do gás. No
entanto, devido às deformações do mecanismo, acabam por sofrer
também tensões de tração, as quais são normalmente danosas
para componentes obtidos por MP. Além disso, para reduzir o
consumo de matéria prima e consequentemente o custo da peça,
suas dimensões precisam ser otimizadas e reduzidas. A
consequência deste processo é a maior exigência do componente
com relação à fadiga.
Eixos de ferro fundido utilizados neste tipo de compressor,
são também alvo de otimização, pois além da função de transmitir
o esforço gerado pelo motor à biela, possuem a função de mancal
hidrodinâmico, os quais requerem diâmetros cada vez mais
reduzidos para a obtenção da eficiência energética adequada.
Este tipo de componente está sujeito a esforços de torção,
combinados com esforços de flexão, decorrentes da compressão
do gás.
Um terceiro material é fundamental no projeto de
compressores. O aço empregado na fabricação de válvulas, molas
de suspensão, parafusos e outros componentes que são
submetidos à esforços repetitivos durante a operação deste tipo
de máquina.
O conhecimento das propriedades mecânicas estáticas e
principalmente a resistência à fadiga dos materiais utilizados é
fator determinante para uma boa escolha. No entanto, testes de
fadiga são na maioria das vezes demorados e custosos, sendo
que propriedades ou características particulares e que possam ser
correlacionadas com as propriedades dinâmicas são interessantes
para que se possa fazer uma análise nas fases iniciais de projeto.
A correta avaliação das tensões e projeto dos
componentes fabricados com aço, por MP e ferro fundido, passa
pela avaliação coerente dos pontos de concentração de tensões.
A utilização do MEF calcula eficientemente as tensões máximas,
não sendo necessário o cálculo de um fator de concentração de
tensões. No entanto, é sabido que diferentes materiais possuem
diferente sensibilidade aos diferentes tipos de descontinuidades
geométricas. Materiais como os ferros fundidos e os obtidos por
MP são menos sensíveis à entalhes. A proporção do quanto são
ou não sensíveis é obtida pelo fator de sensibilidade ao entalhe,
5
denominado por 𝑞 ou 𝑞𝑠 , para tensão normal e cisalhante,
respectivamente.
1.1
OBJETIVOS
No Capítulo 2, realiza-se uma revisão dos conceitos de
concentração de tensão e de sensibilidade ao entalhe em fadiga.
Introduz-se também o conceito de sensibilidade ao entalhe
estático 𝑞𝑒𝑠𝑡 e 𝑞𝑠𝑒𝑠𝑡 para tensão normal e cisalhante
respectivamente, como forma de avaliar preliminarmente
materiais, sem a realização de longos testes de fadiga.
No Capítulo 3, avalia-se aços de alto teor de carbono e
suas propriedades de fadiga, segundo os critérios tradicionais,
considerando as condições de processamento, ou meios de
manufatura. Nas fases iniciais de projeto, quando há a
necessidade de fabricar protótipos, o uso de meios de
prototipagem adequados pode aumentar a resistência à fadiga,
assim como o uso de um meio inadequado pode comprometê-la.
Neste sentido, iniciou-se este trabalho com uma revisão e nova
análise dos testes de fadiga do aço SAE 1075 laminado a frio,
utilizado na fabricação de molas planas. Avalia-se dois processos
de corte e quatro níveis de tratamento superficial. Os testes de
fadiga são realizados com a utilização de uma máquina ensaio por
flexão.
No Capítulo 4 avalia-se o efeito de inclusões não metálicas
na matriz de aço Cr-Si utilizado em molas helicoidais. Este tipo de
material pode conter defeitos, ou inclusões, oriundas do processo
de manufatura nas aciarias. Tais defeitos ou inclusões podem
comprometer a resistência à fadiga do aço e também a efetividade
de processos que visam aumentar esta propriedade, como o
processo de shot peening. Neste sentido, analisa-se um
componente fabricado com este material e que apresentou uma
falha em operação, sendo tal falha associada à presença de uma
inclusão não metálica, identificada como sendo óxido de silício, ou
sílica, possivelmente advinda do revestimento do forno da aciaria.
O efeito desta inclusão sobre as tensões locais e sobre o processo
de shot peening é avaliado utilizando MEF através do aplicativo
ANSYS. São realizadas simulações em Estado Plano de Tensões
6
(EPT) em Duas Dimensões (2D), além de um modelo em Três
Dimensões (3D).
No Capítulo 5, faz-se uma revisão a respeito das principais
propriedades mecânicas de aços obtidos por MP. Além disso, são
apresentados resultados obtidos através de ensaios estáticos de
flexão e de tração, com o objetivo de avaliar a sensibilidade ao
entalhe estática, conforme definido no Capítulo 2, para os dois
tipos de ensaio. Os corpos de prova para o ensaio estático de
flexão são obtidos a partir da região da alma de bielas de
compressores herméticos. Para os ensaios de flexão, três tipos de
ligas são avaliadas. O material é obtido na forma de amostras
cilíndricas, sendo que os corpos de prova são extraídos das
mesmas. Testes de fadiga por torção são realizados com corpos
de prova de um dos materiais, obtendo-se a resistência à fadiga
na torção para 107 ciclos para corpos de prova sem entalhe.
Também são testados corpos de prova com diferentes níveis de
entalhe, obtendo-se e o fator de sensibilidade ao entalhe em
fadiga de torção 𝑞𝑠𝑓 . Este resultado é comparado aos resultados
obtidos no teste estático, para avaliar a aplicabilidade destes como
avaliação preliminar de materiais deste tipo. Neste capítulo,
ferramentas de análise de dados utilizando estatística são
utilizados, dado o número de corpos de prova testados. As
mesmas ferramentas são utilizadas para o tratamento de dados
do Capítulo 8.
O objetivo no Capítulo 6 é inicialmente revisar conteúdo
bibliográfico relacionado às propriedades mecânicas do ferro
fundido cinzento. São apresentados também resultados obtidos
em ensaio de tração estática, para corpos de prova obtidos de dois
tipos de modelo de eixo de compressores herméticos. Os modelos
são fundidos em moldes de produção e são selecionadas
amostras provenientes de cavidades quentes, localizadas
próximas ao canal de enchimento do molde e de cavidades frias
localizadas próximo à duas paredes do molde. Como resultados
do ensaio de tração estática, obtém-se as curvas de tensão
deformação. Uma destas curvas é utilizada para uma simulação
utilizando o MEF, para comparar o fator de concentração de
tensão quando se utiliza Modelo Linear Elástico (MLE) Modelo
Não Linear (MNL).
No Capítulo 7 realiza-se um modelamento em mesoescala
em 2D e EPT, de uma região com tamanho 400 × 400 µ𝑚 da
7
microestrutura do ferro fundido cinzento. O principal objetivo de
simular o carregamento de tração e de cisalhamento e avaliar
qualitativamente a concentração de tensão estática local, na
região dos contornos da grafita. Dois modelamentos são utilizados
para a interface entre grafita e matriz e é avaliada também a
resposta do modelo quanto à curva tensão deformação simulada
comparada à que foi obtida no ensaio de tração apresentada no
Capítulo 6.
Finalmente, no Capítulo 8 é abordado o tema de
sensibilidade ao entalhe do ferro fundido cinzento. Ensaios de
tração estática são realizados para corpos de prova obtidos de
modelos, conforme mencionado anteriormente, sendo que os
resultados para condição sem entalhe e diferentes níveis de
entalhe são apresentados para as quatro condições dos modelos.
Com estes resultados, o fator de sensibilidade ao entalhe estático
é avaliado. Também é avaliada a microdureza Vickers e dureza
Brinnel para diferentes regiões dos eixos, sendo possível
estabelecer uma relação entre a segunda e a resistência à tração.
Ensaios de torção em fadiga são realizados para uma das
configurações, utilizando corpos de prova sem e com entalhe, com
o objetivo de avaliar o fator de sensibilidade ao entalhe em fadiga
de torção. Ao final estabelece-se uma relação entre a resistência
à fadiga na torção para 107 ciclos e um comparativo entre os
fatores de sensibilidade ao entalhe na fadiga de torção e o fator
obtido com os ensaios estáticos de tração.
8
9
2
CONCENTRAÇÃO DE TENSÃO
2.1
CONCENTRAÇÃO DE TENSÃO EM CARREGAMENTO
ESTÁTICO
O objetivo deste capítulo é o de realizar uma revisão dos
conceitos relacionados à concentração de tensão estática e do
fator de sensibilidade ao entalhe dos materiais. É introduzido o
conceito de fator de sensibilidade ao entalhe estático, como forma
de realizar uma análise desta característica dos materiais,
utilizando-se resultados de tração estática de corpos de prova com
e sem entalhes.
De acordo com Shigley, Mischke e Budynas (2005), a
distribuição de tensão elástica ao longo de uma secção transversal
de um membro pode ser uniforme, como ocorre em uma barra sob
tração; linear como no caso de uma viga sob flexão; ou ainda,
rápida e cheia de curvas, como em uma viga curvada de modo
acentuado. A concentração de tensão pode surgir de alguma
irregularidade não inerente ao componente, tal como marcas de
ferramentas, furos, entalhes, ranhuras ou roscas. Diz-se que
haverá tensão nominal se o membro estiver livre de
concentradores de tensão. Em caso contrário, estes devem ser
levados em consideração através do uso de diagramas de fatores
teóricos ou tabelas adequadas, algumas delas encontradas em
(PETERSON, 1974). Outra forma de se realizar a análise é através
de simulação pelo MEF, o qual já avalia a tensão concentrada.
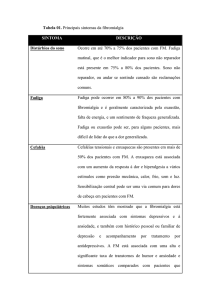
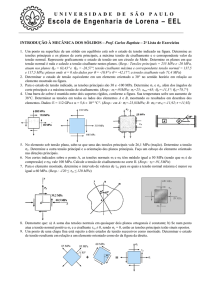
A Figura 4 auxilia na compreensão deste efeito. As
trajetórias de tensão são uniformes em todos os locais, exceto nas
proximidades do furo; nele, entretanto, essas linhas de fora têm de
se curvar para dar a volta. A concentração de tensão é um efeito
altamente localizado. A tensão na placa sob tração é máxima na
borda do furo no plano A-A; essa tensão cai rapidamente, à
medida que pontos mais afastados da beira do furo são
examinados e de imediato, torna-se uniforme novamente.
Um fator de concentração de tensão teórico, ou
geométrico, 𝐾𝑡 ou 𝐾𝑡𝑠 é utilizado para relacionar a máxima tensão
real na descontinuidade com a tensão nominal. Os fatores são
definidos pelas equações:
10
𝐾𝑡 =
𝜎𝑚𝑎𝑥
𝐾𝑡𝑠 =
𝜎0
𝜏𝑚𝑎𝑥
𝜏0
(1)
(2)
em que 𝐾𝑡 é utilizado para tensões normais e 𝐾𝑡𝑠 para tensões de
cisalhamento. As tensões nominais 𝜎0 ou 0 são as tensões
encontradas na região de interesse, caso não houvesse um
concentrador de tensão. São mais difíceis de serem definidas e
geralmente calculadas utilizando-se as equações elementares de
tensão e a área líquida, ou secção transversal líquida. No entanto
algumas vezes a seção transversal incluindo o furo é utilizada em
seu lugar, de modo que é sempre prudente verificar sua fonte de
𝐾𝑡 ou 𝐾𝑡𝑠 antes de calcular a tensão máxima.
Figura 4 – Distribuição de tensão próxima a um orifício em
uma placa carregada em tração.
A tensão de tração em uma seção B-B distante do orifício é 𝜎0 =
𝐹/𝐴, em que 𝐴 = 𝑤. 𝑏 e 𝑏 é a espessura da placa. Na secção
em A-A, passando pelo orifício, a área é 𝐴0 = (𝑤 – 𝑑). 𝑏 e a
tensão nominal é 𝜎0 = 𝐹/𝐴0.
Fonte: (SHIGLEY; MISCHKE; BUDYNAS, 2005).
11
Durante o desenvolvimento deste trabalho, observou-se
que para solicitação estática, os materiais com entalhe em estudo
apresentavam tensões efetivas de ruptura superiores às previstas,
no caso da consideração do fator de concentração de tensões
teórico ou geométrico. Desta forma define-se aqui o conceito de
fator de sensibilidade ao entalhe estático 𝑞𝑒𝑠𝑡 e 𝑞𝑠𝑒𝑠𝑡 para tração e
cisalhamento, respectivamente.
𝑞𝑒𝑠𝑡 =
𝑞𝑠𝑒𝑠𝑡 =
𝐾𝑡𝑒𝑠𝑡 −1
𝐾𝑡 −1
𝐾𝑡𝑠
𝑒𝑠𝑡
−1
𝐾𝑡𝑠 −1
(3)
(4)
Nestas equações, os termos 𝐾𝑡𝑒𝑠𝑡 e 𝐾𝑡𝑠𝑒𝑠𝑡 referem-se aos fatores
de concentração de tensão obtidos experimentalmente em
ensaios estáticos e são calculados da seguinte forma:
𝐾𝑡𝑒𝑠𝑡 =
𝜎𝑢𝑡 (𝑝𝑎𝑟𝑎 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑠𝑒𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝜎𝑢𝑡 (𝑝𝑎𝑟𝑎 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑐𝑜𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝜏
(𝑝𝑎𝑟𝑎 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑠𝑒𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝐾𝑡𝑠𝑒𝑠𝑡 = 𝜏𝑢𝑡 (𝑝𝑎𝑟𝑎 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑐𝑜𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝑢𝑡
(5)
(6)
sendo que 𝜎𝑢𝑡 e 𝜏𝑢𝑡 denotam as tensões de ruptura de tração e
cisalhamento obtidas nos ensaios.
2.2
CONCENTRAÇÃO DE TENSÃO EM CARREGAMENTO
DINÂMICO
Na sessão anterior, verificou-se que a presença de
descontinuidades geométricas nos componentes mecânicos, tais
como furos, reentrâncias ou entalhes, aumenta as tensões
teóricas significativamente, na vizinhança imediata da
descontinuidade. O fator de concentração de tensão teórico 𝐾𝑡 ou
𝐾𝑡𝑠 , deve ser utilizado em conjunto com a tensão nominal para
obter-se a máxima tensão resultante decorrente da irregularidade
ou defeito. Definiu-se também um fator de sensibilidade ao entalhe
12
estático, em função dos resultados experimentais obtidos para
corpos de prova com e sem entalhe.
De maneira semelhante, observa-se que para
carregamentos dinâmicos, alguns materiais também não são
completamente sensíveis à presença de entalhes e assim, para
estes, um valor reduzido de 𝐾𝑡 ou 𝐾𝑡𝑠 pode ser utilizado. Para
esses materiais, a máxima tensão é de fato,
𝜎𝑚𝑎𝑥 = 𝐾𝑓 ∙ 𝜎0
(7)
ou para o cisalhamento,
𝜏𝑚𝑎𝑥 = 𝐾𝑓𝑠 ∙ 𝜏0
(8)
sendo que 𝐾𝑓 e 𝐾𝑓𝑠 são valores reduzidos de 𝐾𝑡 e 𝐾𝑡𝑠 e 𝜎0 e 𝜏0 são
as tensões definidas anteriormente. Os fatores 𝐾𝑓 e 𝐾𝑓𝑠 são
normalmente denominados fatores de concentração de tensão em
fadiga. Estes fatores são reduzidos, devido a uma reduzida
sensibilidade do material à entalhes quando submetidos à
carregamentos dinâmicos. Os fatores resultantes são definidos
pelas equações
𝜎𝑓 (𝑒𝑚 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑠𝑒𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝐾𝑓 =
𝜎𝑓 (𝑒𝑚 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑐𝑜𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝐾𝑓𝑠 =
𝜎𝑓𝑠 (𝑒𝑚 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑠𝑒𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
𝜎𝑓𝑠 (𝑒𝑚 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑐𝑜𝑚 𝑒𝑛𝑡𝑎𝑙ℎ𝑒)
(9)
(10)
sendo 𝜎𝑓 e 𝜎𝑓𝑠 as tensões alternadas de fadiga na tração e
cisalhamento, respectivamente, obtidas em ensaios. A
sensibilidade ao entalhe 𝑞 e 𝑞𝑠 são definidas por:
𝑞=
𝐾𝑓 −1
𝐾𝑡 −1
(11)
e
𝑞𝑠 =
𝐾𝑓𝑠 −1
𝐾𝑡𝑠 −1
(12)
13
em que 𝑞 e 𝑞𝑠 ficam normalmente entre zero e a unidade. Pela
equação, observa-se que quando 𝑞 = 0 e 𝑞𝑠 = 0, então 𝐾𝑓 = 1 e
𝐾𝑓𝑠 = 1 e o material não tem qualquer sensibilidade a entalhes. De
outro modo, se 𝑞 = 1 e 𝑞𝑠 = 1 , então 𝐾𝑓 = 𝐾𝑡 e 𝐾𝑓𝑠 = 𝐾𝑡𝑠 e o
material tem total sensibilidade a entalhes na fadiga.
As Figura 5 e a Figura 6 na sequência mostram o fator de
sensibilidade ao entalhe em função do raio do entalhe 𝑟𝑒 para
diferentes materiais, como aços e ligas de alumínio de acordo com
Shigley, Mischke e Budynas (2005). Já para ferros fundidos, a
informação geral é de que a sensibilidade ao entalhe é muito
pequena, variando entre 0 e cerca de 0,2, dependendo da
resistência à tração. Recomenda-se que o valor 𝑞 = 0,2 seja
utilizado para todos os tipos de ferro fundido. A Figura 5 tem como
base a equação de Neuber (NEUBER, 1946), que é fornecida por:
𝐾𝑓 = 1 +
𝐾𝑡 −1
1+
√𝑎
√𝑟𝑒
(13)
em que √𝑎 é definida como a Constante de Neuber e é uma
propriedade do material e 𝑟𝑒 é o raio de entalhe. Por dedução, a
equação de sensibilidade ao entalhe em fadiga é dada por:
𝑞=
1
1+
√𝑎
√𝑟𝑒
(14)
14
Sensibilidade a entalhe - q
Figura 5 – Diagrama de sensibilidade ao entalhe para aços
e ligas de alumínio forjado UNS A92024-T submetidas a flexão
reversa ou a cargas axiais reversas.
1,0
0,8
0,6
ut = 1,4 GPa
1,0 GPa
0,7 GPa
0,4 GPa
0,4
0,2
0,0
0
0,5
1
1,5
2
Aços
Ligas de Alumínio
2,5
3
3,5
4
Raio de entalhe [mm]
Fonte: (SHIGLEY; MISCHKE; BUDYNAS, 2005).
Sensibilidade a entalhe - qs
Figura 6 – Curvas de sensibilidade ao entalhe para
materiais em torção reversa.
1,0
0,8
Aços temperados e estirados
(BHM > 200)
Aços revenidos (BHM < 200)
0,6
0,4
0,2
Ligas de alumínio
0,0
0
0,5
1
1,5
2
2,5
Raio de entalhe [mm]
Fonte: (SHIGLEY; MISCHKE; BUDYNAS, 2005).
3
3,5
4
15
Uma distinção na configuração do entalhe é considerada
pela Equação de Neuber modificada por Heywood (BUCH, 1988),
na qual o fator de concentração de tensão de fadiga 𝐾𝑓 é fornecido
por:
𝐾𝑓 =
1+
𝐾𝑡
2(𝐾𝑡 −1)
∙√𝑎⁄√𝑟𝑒
𝐾𝑡
(15)
Nesta relação, os valores para √𝑎 para aços com furos
transversais, flanges e entalhes dados pela Tabela 1, em função
da Tensão de Ruptura 𝜎𝑢𝑡 .
Tabela 1 – Parâmetros de Heywood √𝑎 para aços.
Atributo
Furo transversal
Flange
Entalhe
√𝒂(√𝒎𝒎)
𝝈𝒖𝒕 em MPa
𝟏𝟕𝟒/𝝈𝒖𝒕
𝟏𝟑𝟗/𝝈𝒖𝒕
𝟏𝟎𝟒/𝝈𝒖𝒕
Fonte: (SHIGLEY; MISCHKE; BUDYNAS, 2005).
Para carregamento simples, pode-se reduzir o valor do
Limite de Resistência à Fadiga, dividindo o valor obtido com
amostras sem entalhe por 𝐾𝑓 , ou então multiplicando o valor da
tensão reversa de carga por 𝐾𝑓 . Contudo, ao lidar com problemas
de tensões combinadas que podem envolver mais do que um valor
de fator de concentração para fadiga, as tensões são multiplicadas
por 𝐾𝑓 . Quando os ciclos até a falha 𝑁𝑓 , são menores que 106, há
evidência experimental, segundo Shigley, Mischke e Budynas
(2005), que o fator de concentração de tensão de fadiga 𝐾𝑓
depende do número de ciclos reversos 𝑁𝑓 e é menor do que o
calculado com as equações descritas até aqui. À medida que
𝑁𝑓 se aproxima de 103 ciclos, 𝐾𝑓 (𝑁𝑓 ) para metais de alta
resistência (geralmente de baixa ductilidade) aproxima-se do valor
de 𝐾𝑓 calculado com as equações anteriores. Em contrapartida,
para metais de baixa resistência (geralmente dúcteis) 𝐾𝑓 (𝑁𝑓 )
16
aproxima-se da unidade. Um enfoque conservador consiste em
manter 𝐾𝑓 constante dentro do intervalo 103 ≤ 𝑁 ≤ 106.
17
3
FADIGA EM AÇOS DE ALTO CARBONO
Neste capítulo são apresentados alguns resultados do
artigo “Effect of Fast Prototyping Means on the Fatigue Strength of
High Carbon Steels, Applied Mechanics and Materials Vol. 302
(2013) pp 241-247”, (PUFF; BARBIERI, 2013), que foi publicado
durante a execução deste trabalho.
O principal objetivo deste trabalho foi analisar a fadiga de
aços com alto teor de carbono, utilizando corpos de prova planos,
submetidos à flexão reversa, com razão de carga 𝑅 =
𝜎𝑚𝑎𝑥 ⁄𝜎𝑚𝑖𝑛 = −1, fabricados com diferentes processos de corte e
tratamento superficial. Este tipo de aço é utilizado na forma de
molas planas, aplicadas em diferentes tipos de equipamentos.
Estas molas tem a função de absorver e liberar energia enquanto
o mecanismo opera em ressonância, sendo que devido a esta
característica de operação, tensões reversas de grande amplitude
são geradas.
Este tipo de mola é normalmente fabricado utilizando aços
de alto carbono como o SAE 1075, laminados a frio, temperados
e revenidos. O processo de corte e o tratamento superficial
aplicado podem influenciar significativamente o resultado final
para a resistência à fadiga do componente. Busca-se abordar por
intermédio da realização de ensaios de fadiga, a influência destes
processos de corte e de acabamento, no resultado final da
resistência média a fadiga deste tipo de aço. Os processos de
corte avaliados foram os seguintes:
Corte a laser, utilizando uma máquina Cincinat com comando
numérico modelo CL.5, série 47957, com uma tensão de 750 V
e atmosfera formada por uma mistura de oxigênio O2 e
nitrogênio N2, com 45 libras ou 0,31 MPa de pressão no
cabeçote de corte. Não foi utilizada refrigeração e
empacotamento de lâminas para o corte das amostras. Este
tipo de procedimento é utilizado com frequência, quando se
deseja aumentar a produtividade no corte de chapas. O feixe
do laser utilizado foi de 0,202 mm e a velocidade de corte de
1800 mm/s.
18
Corte por eletro erosão à fio, utilizando uma máquina
Charmilles, modelo Robofil 400. A máquina utiliza arame de
corte de zinco, com diâmetro de 0,25 mm. A corrente aplicada
foi de 32 A e a refrigeração é feita com água deionizada à uma
temperatura de 20°C. As lâminas foram empacotadas até uma
altura de 100 mm para realizar o corte das amostras e a
velocidade de corte utilizada foi de 2,2 mm/s.
Com relação aos processos de acabamento, foram
utilizados os seguintes:
Tamboreamento com chips cerâmicos num formato prismático,
com dimensão máxima de 5 mm. Os corpos de prova foram
colocados juntamente com os chips cerâmicos no interior de
uma máquina de tamboreamento adequada, sendo submetidos
à vibração durante 24 h para se obter uma boa remoção das
irregularidades geradas pelos processos de corte.
Polimento realizado após o processo de tamboreamento,
utilizando-se outros meios abrasivos dentro de um tambor
vibratório, tais como sabugo de milho ou casca de arroz. O
processo exige um tempo bem maior, podendo chegar a alguns
dias, para se atingir o grau de polimento desejado.
Tratamento de shot peening, que é caracterizado pela
aplicação de um jato controlado de esferas de aço sobre os
componentes, criando na superfície dos mesmos um estado de
tensões de compressão de acordo com Collins (1993) e Almen
e Black (1963). Quando o componente é submetido a tensões
reversas, as tensões residuais decorrentes deste processo são
somadas às tensões de tração, reduzindo seu efeito e
aumentando a resistência à fadiga. O processo aplicado foi
com o uso de esferas de aço alto carbono com diâmetro de 0,7
mm até a saturação, sendo após, aplicado um processo de
alívio de tensões à 250°C durante 15 minutos.
3.1
ANÁLISE DOS CORPOS DE PROVA OBTIDOS COM OS
DOIS PROCESSOS DE CORTE
A Tabela 2 mostra, utilizando-se as técnicas de análise de
microestrutura e Microscopia Eletrônica de Varredura (MEV), que
o processo de corte a laser deixa na superfície de corte uma
19
camada branca, termicamente afetada pelo aporte de energia do
processo. Esta camada é composta basicamente de bainita com
uma microdureza Vickers entre 840 e 880 HV0,2, muito elevada e
frágil. Já o processo de corte por eletroerosão a fio deixa uma
camada termicamente afetada muito menor e que pode ser
facilmente removida pelos processos de acabamento. Já a análise
com MEV, mostra que a qualidade da superfície de corte é ruim,
principalmente no corte a laser. Neste último, há a formação de
um tipo de serrilhado e que certamente poderá funcionar como
pontos de iniciação de trincas numa aplicação com tensões
reversas.
Pode ser observado também na tabela, que os processos
de acabamento superficial podem, até um certo grau, remover
estas imperfeições, o que poderá melhorar o desempenho do
componente em aplicações deste tipo.
3.2
MATERIAL
Nesta análise, o material utilizado foi um aço SAE 1075,
laminado a frio, temperado e revenido, com espessura de 2 mm.
A matéria prima bruta foi obtida em chapas com dimensão de 11
m. Alguns testes foram realizados para determinar as
propriedades mecânicas e outras características. A microestrutura
foi analisada e revelou que é formada de martensita revenida, com
microdureza entre 450 e 460 HV0,2. A Tensão de Escoamento foi
determinada por meio de ensaio de tração, chegando-se ao valor
de 𝜎𝐸 = 1405 𝑀𝑃𝑎 e a Tensão de Ruptura foi determinada como
sendo 𝜎𝑢𝑡 = 1510 𝑀𝑃𝑎. Através da técnica do uso das frequências
naturais descrita por Blevins (1995), o Módulo de Elasticidade foi
determinado como sendo 𝐸 = 207 𝐺𝑃𝑎.
20
Tabela 2 – Figuras de cada etapa dos processos de corte e
acabamento utilizados nesta análise.
Corte a Laser
Microestrutura
do corte bruto.
Ataque com
Nital. Aumento
de 100X
Superfície do
corte bruto
analisado com o
uso do MEV.
Aumento de
100X.
Superfície de
corte após o
tamboreamento.
Aumento de
100X.
Superfície de
corte após
tamboreamento
e polimento.
Aumento de
100X.
Superfície de
corte após
tamboreament,
polimento de
shot peening.
Aumento de
100x.
Fonte: Produção do próprio autor.
Corte por eletro erosão a fio
21
3.3
TESTE DE FADIGA
Uma máquina foi construída para realizar os testes de
fadiga. Conforme ilustrado na Figura 7a, O corpo de prova é fixado
em um dos lados e submetido a esforços de flexão reversa na
outra extremidade. Duas metodologias foram utilizadas para
avaliar a tensão máxima resultante do deslocamento imposto na
extremidade. Uma analítica e a outra utilizando o MEF. A Figura
7b apresenta o corpo de prova da forma como o mesmo é montado
na máquina de teste. A equação analítica (16), derivada da
equação clássica de flexão de vigas e descrita por Shigley e
Minske (1989), fornece o valor de tensão normal máxima como
função do deslocamento na extremidade imposto pela máquina.
max
Ymax .E.L2 .c
2
2
L1
L1. L2 L2 .L1
3
(16)
Figura 7 – Detalhe da montagem do corpo de prova e
modelo de viga equivalente.
Acoplamento rígido
com movimento
oscilatório
a) Ilustração do corpo de prova montado na máquina.
Engaste
22
b) Ilustração esquemática do corpo de prova para a avaliação
da tensão analítica na região de engaste. 𝐿1 = 60 𝑚𝑚 ; 𝐿2 =
80 𝑚𝑚; 𝑒𝑠𝑝𝑒𝑠𝑠𝑢𝑟𝑎 = 2 𝑚𝑚; 𝑙𝑎𝑟𝑔𝑢𝑟𝑎 = 8 𝑚𝑚.
Fonte: Produção do próprio autor.
Outra metodologia utilizada para a avaliação das tensões
decorrentes da imposição do movimento, foi através do uso do
MEF. A análise foi realizada considerando simetria do corpo de
prova e não-linearidade geométrica. O modelo de elementos
finitos foi constituído com elementos hexaédricos parabólicos de
20 nós, tomando-se o cuidado de dividir a espessura do corpo de
prova em pelo menos 4 elementos. Os resultados do modelo de
elementos finitos foram utilizados levando-se em conta o fato de
que as diferenças encontradas para o modelo analítico não foram
superiores à 2%. A Figura 8 ilustra o modelo e malha de elementos
finitos utilizada.
23
Figura 8 – Malha do modelo de elementos finitos.
Fonte: Produção do próprio autor.
3.4
RESULTADOS
3.4.1
Aspectos da fratura para os corpos de prova cortados
a laser
Uma tênue diferença pode ser observada na Tabela 3 (ad). Na Tabela 3a, para o corpo de prova sem qualquer processo
de acabamento, o aspecto da fratura mostrada utilizando-se MEV
é praticamente plana, sem arestas apresentando material residual.
Na Tabela 3b-c, correspondente aos corpos de prova com
tamboreamento e polimento respectivamente, as fraturas são
também planas, mas as arestas apresentam em ambos os casos
material residual. Finalmente, na Tabela 3d, para o corpo de prova
com shot peening, a fratura não é plana. Existem duas regiões
com propagação de trinca bem definidas, indicadas pelas setas.
3.4.2
Aspectos da fratura para os corpos de prova cortados
por eletro erosão a fio
Também para os corpos de prova cortados por este
processo, diferenças podem ser observadas entre os diferentes
24
processos de acabamento. Na Tabela 3e, o aspecto da fratura é
plano, tal qual a fratura equivalente do corpo de prova cortado a
Tabela 3 – Ilustrações das fraturas típicas obtidas para cada tipo
de processo.
Corte a laser
(a)
Corte por eletroerosão a fio
(e)
(b)
(f)
(c)
(g)
(d)
(h)
Corte bruto
Peças
tamboreadas
Peças
tamboreadas
e polidas
Peças
tamboreadas,
polidas e com
shot peening
Fonte: Produção do próprio autor.
laser mostrada na Tabela 3a. No entanto, para o corpo de prova
tamboreado, mostrado na Tabela 3f, a fratura já apresenta duas
25
regiões, assim como para a peça polida mostrada na Tabela 3g.
Finalmente, para o corpo de prova com shot peening, mostrado na
Tabela 3h, o aspecto da fratura é bem mais irregular. Este corpo
de prova também rompeu no nível de tensão mais elevado.
3.4.3
Resultados de resistência à fadiga
A Figura 9 apresenta os dados obtidos para os corpos de
prova cortados a laser, com diferentes processos de acabamento
na forma das curvas de Tensão Número de ciclos reversos (SN)
médias obtidas para cada uma das condições testadas. A Figura
10 apresenta os dados obtidos com os diferentes processos de
acabamento para os corpos de prova cortados por eletro erosão a
fio, também na forma das curvas SN médias. Em ambos os casos
as setas representam os corpos de prova que não apresentaram
fratura, para o número de ciclos correspondente.
A Tabela 4 apresenta um sumário dos resultados obtidos
para o limite de fadiga médio (50%) para cada condição testada.
Tabela 4 – Comparação entre os resultados obtidos para o limite
de fadiga médio para os corpos de prova cortados a laser e por
eletro erosão a fio, (𝑅 = −1).
Processos de acabamento
Processos
de corte
Corte bruto
Tamboreamento
Tamboreamento
e polimento
Tamboreamento,
polimento e shot
peening
Laser
368 MPa
560 MPa
600 MPa
860 MPa
Eletro
erosão a
fio
535 MPa
440 MPa
645 MPa
820 MPa
Diferença
+ 45 %
- 22 %
+ 7,5 %
- 4,7 %
Fonte: produção do próprio autor.
26
Figura 9 – Dados obtidos com os corpos de prova cortados
a laser e as correspondentes curvas S–N médias.
1400
Tensão reversa [MPa]
1200
1000
Shot peening
800
Polimento
Tamboreamento
600
Corte Bruto
400
Corte bruto
Tamboreado
Polido
200
Shot peening
0
103
104
105
106
107
108
Ciclos
Fonte: Produção do próprio autor
Figura 10 – Dados obtidos para os corpos de prova
cortados por eletro erosão a fio e as correspondentes curvas S–N
médias.
Tensão reversa [MPa]
1400
1200
1000
Shot peening
800
Polimento
Corte bruto
Tamboreamento
600
Corte Bruto
400
Tamboreado
Polido
200
Shot peening
0
103
104
105
106
Ciclos
Fonte: Produção do próprio autor
107
108
27
Os testes realizados mostram que o processo de corte tem
uma influência no resultado final de resistência à fadiga, por duas
razões principais: pela qualidade da superfície de corte gerada e
também pela formação ou não de uma região termicamente
afetada
com
uma microestrutura
diferente
originada
principalmente nos processos que introduzem um aporte de
energia muito grande como o processo a laser.
Outro resultado importante é o fato de em se removendo
as imperfeições introduzidas pelo processo de corte, através do
uso de processos de acabamento como tamboreamento e
polimento, consegue-se melhorar a resistência à fadiga dos
componentes. Mas o principal resultado é o obtido pela introdução
do processo de shot peening, sendo que tal processo uma vez
executado adequadamente, proporciona ganhos que podem
ultrapassar os 100% de resistência à fadiga em relação à peça
com corte bruto, conforme observado nos testes realizados.
Finalmente, pode-se concluir que em se tratando de limite
de resistência à fadiga médio 𝜎𝑁 , este valor para aços SAE 1075
temperados e revenidos, com a aplicação de processos de
acabamento superficial adequados e utilização de shot peening,
pode chegar em média a ultrapassar os 800 MPa.
28
29
4
EFEITO DE INCLUSÕES NÃO METÁLICAS NA
RESISTÊNCIA À FADIGA DE AÇOS DE ALTO
CARBONO
Este capítulo apresenta os resultados do artigo “Effect of
non-metallic inclusions on the fatigue strength of helical spring
wire; Engineering Failure Analysis Vol. 44 (2014) pp 441-454”
também publicado por (PUFF; BARBIERI, 2014), durante a
condução deste trabalho. Este artigo foi voltado para o estudo da
influência de uma inclusão de óxido de silício presente na matriz
martensítica de uma mola helicoidal que falhou de maneira
imprevista em trabalho.
Como foi mostrado no Capítulo 3, a utilização de ensaios
típicos de fadiga, com máquinas convencionais possibilita a
avaliação de um limite de fadiga para diferentes materiais e
condições de processamento. Considera-se neste caso que para
aços em geral existe um limite de fadiga, sendo que o mesmo é
definido pela tensão de resistência ao carregamento cíclico com
107 ciclos. Murakami (2002) argumenta que a curva SN para a
maioria dos aços claramente apresenta a conhecida inflexão para
o número de ciclos mencionado acima. Para número de ciclos
superior, tensões reversas com amplitude abaixo do chamado
“Limite de Fadiga” não seria razão para a abertura e propagação
de trincas a partir da superfície. Durante muito tempo este conceito
vem sendo utilizado para o projeto de componentes mecânicos.
Componentes mecânicos que são submetidos aos
carregamentos dinâmicos, podem muitas vezes superar 107
ciclos. Esta faixa de ciclos é conhecida como Fadiga de Ciclo
Muito Alto (Very High Cycle Fatigue – VHCF). Pyttel, Schwerdt e
Berger (2011) observaram que as falhas continuam ocorrendo
nesta região VHCF mesmo quando o componente é carregado
com tensões abaixo do “Limite de Fadiga”.
Testes realizados por Berger e Kaiser (2006), mostram
que a curva de fadiga continua a decrescer com outra inclinação,
mesmo para um número de ciclos maior que 107, o que explica as
falhas na região de VHCF. De acordo com Bathias (1999) e
Sonsino (2007), “um limite de fadiga real só pode ser atingido na
ausência de não-homogeneidades microestruturais, ou quando
não há interferência de um meio corrosivo”. Isto levanta a
30
importância do uso de curvas SN que possam prever a redução
na resistência à fadiga em condições de VHCF, para o projeto de
componentes mecânicos.
Kaiser & Berger (2006?) realizaram uma importante
revisão nesta teoria. Em seu trabalho, foram avaliadas molas
submetidas à cargas de compressão, com 𝑅 > 1 e fabricadas
com diferentes materiais, de acordo com a norma DIN EN 10270
– 1 à 3 (2001). Uma avaliação inicial foi feita utilizando condições
de Fadiga de Alto Ciclo (High Cycle Fatigue – HCF) ou seja, até
107 ciclos. Nesta avaliação puderam encontrar níveis de
resistência à fadiga para o que denominaram como sendo “tensão
de curso” (igual à duas vezes a amplitude de tensão) usando
diferentes tipos e diâmetros de arame. Ainda do mesmo trabalho
e posteriormente relatado em outras duas publicações diferentes,
Berger e Kaiser (2006) e Pytel et al. (2013) avaliaram a
resistência à fadiga de ligas de cromo-silício Si-Cr, termperadas
em óleo e revenidas, identificadas na norma DIN EN – 2 como
VCSiCr, em condições de VHCF, até 1,2109 ciclos. Nestes
estudos utilizaram molas feitas com arame de diâmetro 2 mm e
tratadas na superfície com o processo de shot peening. A principal
conclusão a que chegaram foi de que não há um limite de fadiga
que possa ser identificado para este tipo de material e que durante
os testes feitos nas condições de VHCF, houve uma redução de
aproximadamente 25% na resistência à fadiga para 1,2109
ciclos.
No regime de VHCF, ao invés de haver fraturas iniciando
a partir da superfície devido aos defeitos na mesma, as mesmas
se iniciam abaixo, devido a micro defeitos e/ou presença de
inclusões na matriz. Os resultados de uma forma geral podem ser
verificados na Figura 11.
Complementando seus trabalhos anteriores, Kaiser, Pyttel
e Berger (2011) avaliaram o comportamento de três diferentes
materiais para molas, com dois diâmetros de arame diferentes (1,6
e 3 mm) no regime de VHCF, sob ação de cargas de compressão
reversas (𝑅 > 1). Os materiais analisados desta vez foram Cr-Si e
Cr-Si-V temperado e revenido e aço inoxidável, todos na forma de
arame para molas helicoidais de válvulas, sendo as molas
submetidas ao tratamento de shot peening para melhorar a
resistência à fadiga da superfície.
31
Figura 11 – Curvas SN para 10%, 50% e 90% de
Probabilidade de Falha (PF) para arame de 2 mm de liga Si-Cr de
molas helicoidais para válvulas com shot peening. (k = coeficiente
de inclinação da curva).
Tensão cisalhante reversa
[MPa]
2000
Molas helicoidais com shot peening, Liga de
SiCr.
Arame de aço para molas de válvulas com 2
mm de diâmetro
R = 0,05
Frequência de teste = 20Hz
Pf(%): 90
50
10
1500
k=5
1000
k=30
Falhas
Não falhas
500
103
104
106
105
107
108
109
1010
1011
Ciclos para falha Nf
Fonte: (BERGER; KAISER, 2006).
Os testes foram conduzidos ao nível de 109 ciclos e os
autores chegaram à conclusão de que as curvas SN para molas
fabricadas com arame de aço mola ligado de Cr-Si e Cr-Si-V são
similares, enquanto que molas fabricadas com arame de aço mola
inoxidável mostram uma inclinação mais acentuada. Eles também
verificaram que as molas fabricadas com arame de Cr-Si e Cr-SiV e com 1,6mm de diâmetro apresentaram uma quantidade
razoável de falhas devido à fadiga por fretting, que se caracteriza
pelo aparecimento de falhas sub-superficiais em componentes
que apresentam tensão compressiva entre si (ROSSINO et al.,
2009). Neste caso, a fadiga ocorreu na transição entre as espiras
inativas e ativas, principalmente devido à combinação de maior
dureza e fragilidade deste tipo de diâmetro de arame com o shot
peening aplicado nas peças. Com este trabalho os autores
concluíram que diferentes condições entre as amostras sem e com
o tratamento de shot peening podem influenciar fortemente os
resultados de fadiga nas condições de VHCF.
32
Akiniwa et al. (2008) realizaram a avaliação de fadiga de
arame de aço mola de Cr-Si utilizado em molas para válvulas, de
acordo com a norma JIS G3561 (2009) e material tipo SWOSC-V,
sob condições de carga axial e de torção no regime de VHCF. As
curvas S–N obtidas para tensão e compressão, além das obtidas
para o carregamento de torção puderam ser aproximadas
utilizando funções logarítmicas. Este é o mesmo ajuste já
demonstrado em outros estudos. Os autores também verificaram
que a razão entre a resistência à fadiga sob carregamento de
torção e axial foi de 0,68 e aproximadamente constante em toda
faixa de VHCF. Diferentemente de estudos anteriores, as falhas
se iniciaram na superfície do material, provavelmente devido ao
fato de os testes terem sido feitos com corpos de prova usinados
e polidos com lixa #800 e uma camada de 50 µm ter sido removida
da superfície utilizando eletro-polimento, para eliminar tensões
residuais introduzidas pela usinagem.
Pytel et al. (2013) investigaram o efeito de vários
parâmetros no comportamento em fadiga de molas helicoidais em
condições de VGCF. O trabalho foi conduzido utilizando-se
materiais diferentes: Cr-Si e Cr-Si-V temperados em óleo e
revenidos e arame de aço inoxidável para molas, em dois
diferentes diâmetros e com aplicação de shot peening simples e
duplo. Assim como em estudos anteriores, os autores concluíram
que não há limite de fadiga, mas uma redução considerável na
região entre 107 < 𝑁 < 1,5 × 109 , para todos os materiais
testados. Uma conclusão importante a que chegaram é a de que
a aplicação de um segundo shot peening melhorou a resistência à
fadiga das molas feitas com ligas de Cr-Si e Cr-Si-V e com
diâmetro de 1,6 mm e aumentou também o percentual de falhas
iniciadas abaixo da superfície. De acordo com os autores, análise
feita com o uso de MEV na superfície das molas, mostrou que as
molas que foram tratadas com duplo shot peening mostraram
superfícies mais suavizadas e uniformes, em comparação com as
molas que sofreram um único shot peening.
Neste capítulo, o objetivo foi examinar um caso de falha
prematura de uma mola no regime de HCF, em torno de 107 ciclos,
submetida à um carregamento de compressão-tração com 𝑅 =
0,79. Um modelo de um componente para este caso pode ser
visto na Figura 12, assim como as condições de contorno e
carregamento aplicado.
33
Figura 12 – Geometria e carregamentos aplicados na mola
em estudo.
Fonte: Produção do próprio autor.
Diferentemente de molas helicoidais convencionais, esta
possui apenas uma espira. Foi fabricada com arame de mola do
tipo VDSiCr, com diâmetro de 7,2 mm e submetido à um
tratamento de shot peening duplo, que é detalhado adiante. Na
região da falha, foi constatada a presença de uma inclusão
composta de óxido de silício. Algumas análises numéricas foram
realizadas via MEF, com o objetivo de se obter uma explicação
qualitativa e talvez quantitativa da influência desta inclusão nas
tensões residuais resultantes da aplicação do shot peening, assim
como das tensões resultantes da aplicação dos carregamentos de
trabalho e seu impacto na falha prematura. Detalhes de cada uma
destas simulações são mostradas na sequência.
4.1
ANÁLISE DE TENSÕES PARA AS CONDIÇÕES DE
PROJETO.
O modelo da mola ilustrada na Figura 12 foi analisado
utilizando o MEF, com elementos parabólicos de 20 nós e
34
utilizando as cargas de trabalho. Os resultados para máxima
tensão cisalhante, a região da falha e a visualização dos detalhes
da malha utilizada podem ser observados na Figura 13.
Figura 13 – Análise de tensões utilizando MEF. (a) Mola
completa e (b) Detalhe da região da falha (tração e compressão
com razão de carga 𝑅 = 0,79).
35
Fonte: Produção do próprio autor.
A distribuição de tensões na mola não é constante, pelo
fato de ser apenas uma espira. O carregamento é aplicado em
uma frequência de 110 Hz, menor do que as frequências naturais
que foram avaliadas utilizando-se o MEF – análise harmônica –
com a qual obteve-se 260 e 310 Hz para o primeiro e segundo
modos axiais, de acordo com o ilustrado na Figura 14.
De acordo com Shigley, Mischke e Budynas (2005) este
tipo de material é também conhecido e classificado como Cr-Si
92540 (A401) tendo como componentes de liga principais o Cromo
com 0,6 à 0,8% e Silício com 1,2 à 1,6% e as seguintes
propriedades mecânicas: 𝜎𝑢𝑡 = 1540 à 1710 𝑀𝑃𝑎 e dureza
36
Rockwell C entre 50 e 53 RC, correspondente à uma microdureza
Vickers entre 513 e 560 HV.
Figura 14 – Análise harmônica da mola.
Resposta Harmônica
101
Frequência de
operação
100
1ª freq. natural 2ª freq. natural
10-1
10-2
10-3
10-4
100
150
200
250
300
350
400
450
500
Frequencia (Hz)
Fonte: Produção do próprio autor.
De acordo com estes mesmos autores, para o projeto de
molas para aplicação dinâmica é recomendado que se utilize uma
Tensão de Ruptura cisalhante equivalente à 𝜏𝑢𝑡 = 0,67 𝜎𝑢𝑡 .
Assim como mencionado anteriormente esta relação foi avaliada
por Akiniwa et al. (2008), sendo que para o material em análise,
𝜏𝑢𝑡 = 1032 à 1146 𝑀𝑃𝑎 . Esta relação é válida principalmente
devido ao fato de a superfície do material de molas ser
normalmente suave, sem imperfeições.
Na análise do projeto em questão, a tensão cisalhante
máxima encontrada foi de 𝜏𝑚𝑎𝑥 = 314 𝑀𝑃𝑎. Considerando a razão
de carga, falhas não deveriam ser esperadas utilizando-se o
critério convencional, como o de Goodman-Zimmerli (ZIMMERLI,
1957). De acordo com estas referências, o Limite de resistência à
fadiga no cisalhamento esperado seria de 𝜏𝑁 = 524 𝑀𝑃𝑎.
4.2
ANÁLISE DO MATERIAL
As características principais da microestrutura do material
foram verificadas com a utilização de microscopia ótica e testes de
37
dureza. A Figura 15 mostra a microestrutura do material, como
sendo constituída de martensita revenida. A composição química
foi determinada utilizando-se Espectrometria de Energia
Dispersiva (EED) e é mostrada na Tabela 5, comparada à
composição esperada de acordo com a norma DIN EN 10270-2
(2001).
Tabela 5 – Composição química do material da mola comparada
à composição esperada de acordo com a norma DIN EN 10270-2
(2001).
Elemento
DIN EM 10270-2
[%]
C
Cr
V
Cu (máx)
Si
S (máx)
P (máx)
Mn
0.5-0.6
0.5-0.8
0.15-0.25
0.006
1.2-1.6
0.020
0.025
0.5-0.9
Matriz
(medição via EED)
[%]
-0.72
--1.08
--0.69
Fonte: Produção do próprio autor.
A microdureza Vickers da matriz foi avaliada em duas
direções ortogonais. Os valores encontrados foram 562 HV na
direção da seção e 582 HV na direção do eixo do arame. A
principal razão para esta diferença pode estar relacionada ao fato
de que o material é conformado no formato de uma mola
helicoidal.
38
Figura 15 – Microestrutura do material da matriz (Ataque
com nital 4% – aumento de 1000x).
Fonte: Produção do próprio autor.
A fabricação do componente conta com a aplicação do
tratamento de shot peening. De acordo com o que já foi
mencionado no Capítulo 2, este processo tem o objetivo de
melhorar a resistência à fadiga do componente. De acordo ainda
com Pytel et al. (2013), a aplicação de um shot peening duplo
introduz melhor resistência à fadiga do que a aplicação de um shot
peening simples. No componente em análise neste capítulo, o
tratamento foi aplicado em duas etapas. Inicialmente com esferas
de 0,6 mm de diâmetro e após com esferas de 0,4 mm de
diâmetro, ambos até a saturação. No processo de shot peening
atinge-se a saturação quando para um determinado tempo existe
uma intensidade aplicada tal, que mesmo que se duplique este
tempo não se obtém uma variação maior que 10% na intensidade.
No final, um alívio de tensões à 240°C foi aplicado.
39
A Figura 16 apresenta a análise da superfície do
componente utilizando MEV e a textura típica, resultante de sua
deformação causada pelo impacto das esferas. Na Figura 17, as
tensões residuais na superfície e camadas abaixo da mesma
foram medidas utilizando difração de raios X (DRX) e comparadas
com os resultados observados em Pytel et al. (2013), como função
da profundidade normalizada 𝐻⁄𝐻𝑆0, em que 𝐻 é a profundidade
a partir da superfície na qual o processo de shot peening foi
aplicado e 𝐻𝑆0 é a profundidade na qual a tensão residual passa
de compressiva para de tração. Nesta referência, as medições
foram feitas na porção interior da mola e nas duas direções de
máxima tensão cisalhante (45 e 135°). Uma boa correlação é
obtida para a forma geral da curva. Os níveis de tensão
compressiva mais baixos encontrados na mola em estudo podem
estar relacionados à diferença no diâmetro do arame (mola em
estudo 7,2 mm vs. Referência 3,0 mm) e também às condições de
processamento. De qualquer modo, um resultado típico pode ser
observado, com os níveis de tensão residual compressiva
atingindo aproximadamente -500 MPa próximo à superfície
(( 𝐻/𝐻𝑆0 < 1 ). Já para a região mais profunda ( 𝐻/𝐻𝑆0 > 1 ), a
tensão residual é de tração.
Figura 16 – Análise superficial do componente utilizando
MEV.
Fonte: Produção do próprio autor.
40
Figura 17 – Comparação das tensões residuais
encontradas no presente estudo e medições feitas por Pyttel et al.
(2013).
400
Tensão Residual (MPa)
200
0
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
2,0
-200
-400
-600
-800
-1000
-1200
Pyttel et al. (45°)
Pyttel et al. (135°)
Componente em estudo
Fonte: Produção do próprio autor.
4.3
ANÁLISE DA FRATURA
A Figura 18 mostra as duas partes fraturadas do
componente em estudo e a região de iniciação da trinca indicada
pelas setas. A análise da região fraturada foi realizada com o uso
do MEV e a principal característica observada foi a presença de
uma inclusão na região de iniciação da fratura, conforme ilustrado
na Figura 19. Esta inclusão tem uma dimensão particular de 163
m, numa profundidade de 137 m a partir da superfície. A
composição química da inclusão foi analisada e é mostrada na
Tabela 6.
41
Figura 18 – Superfícies da fratura do componente.
Aumento de 20X.
Fonte: Produção do próprio autor.
42
Figura 19 – Análise via MEV da inclusão encontrada na
superfície de fratura. Aumentos de 18 e 300X.
Fonte: Produção do próprio autor
43
Tabela 6 – Composição química da inclusão encontrada na
superfície de fratura. Análise feita com o uso de EED.
Componentes
%
O
50,54
Mg
0,38
Al
3,46
Si
35,8
Ca
1,51
Ti
0,75
Mn
7,66
Fonte: Produção do próprio autor
De acordo com a análise, pode-se concluir que a inclusão
em questão é composta basicamente por óxido de silício, ou sílica
e pode ser proveniente do processo de manufatura (revestimento
do forno). As propriedades mecânicas típicas deste material
podem ser encontradas em (CALLISTER; RETHWISCH, 2012)
como sendo: 𝜎𝑢𝑡 = 104 𝑀𝑃𝑎 ; 𝐸 = 73 𝐺𝑃𝑎 e Coeficiente de
Poisson 𝜈 = 0,17 . Outra observação importante que pode ser
verificada na Figura 19 é a presença de trincas indicadas pelas
setas, associadas aos vértices agudos presentes na inclusão.
Estas são regiões de concentração de tensão como será visto
adiante.
Para fazer uma estimativa da resistência à fadiga nesta
condição, Murakami (2002) propôs um modelo que considera o
tamanho da inclusão, a dureza da matriz e o fator de carga 𝑅𝑤
associado. O modelo proposto é mostrado é o seguinte:
𝑆𝑤 =
1,56∙(𝐻𝑉+120)
(√
1⁄
𝑎𝑟𝑒𝑎) 6
∙[
1−𝑅𝑤 𝛼
2
]
(17)
2
Na referida equação, o termo √𝑎𝑟𝑒𝑎 = √𝜋. 𝐷𝑚𝑎𝑥
/4 indica a
dimensão característica da inclusão, sendo que 𝐷𝑚𝑎𝑥 (𝜇𝑚) é a
máxima dimensão da seção da inclusão, 𝐻𝑉 é a microdureza
Vickers da matriz e o expoente é calculado utilizando a relação
abaixo. Para a geometria da inclusão, o valor encontrado para a
dimensão característica foi de √𝑎𝑟𝑒𝑎 = 144𝜇𝑚.
𝛼 = 0,226 + 𝐻𝑉 × 10−4
(18)
44
Uma vez que o objetivo é encontrar o novo limite de fadiga devido
à presença da inclusão, não é considerada sua distância da
superfície, mas somente a dimensão característica.
Utilizando os parâmetros encontrados no componente em
estudo; tensão cisalhante média 𝜏𝑚 = 33 𝑀𝑃𝑎 , microdureza
Vickers 𝐻𝑉 = 572 e através de um rápido processo iterativo, a
nova resistência à fadiga e razão de carga encontrados são 𝑆𝑤 =
462,4 𝑀𝑃𝑎 e 𝑅𝑤 = −0,867 . Para carregamentos de torção a
resistência à fadiga é estimada multiplicando-se por 0,67
(SHIGLEY; MINSCHKE; BUDYNAS, 2005), (PYTEL et al., 2013).
Desta forma a resistência à fadiga por torção devido a presença
da inclusão é 𝑆𝑆𝑤 = 0,67 ∙ 462,4 = 309,8 𝑀𝑃𝑎. Dividindo-se este
valor pela tensão de Zimmerli (ZIMMERLI, 1957) encontra-se o
fator de 0,585. Com este valor, conclui-se que existe uma redução
significativa na resistência à fadiga devido à inclusão.
O gráfico mostrado na Figura 20 apresenta um diagrama
de Gerber (SHIGLEY; MINSCHKE; BUDYNAS, 2005). Neste
diagrama, o eixo horizontal é o eixo das tensões cisalhantes
médias 𝜏𝑚 e o eixo vertical é o das tensões cisalhantes alternadas
𝜏𝑎 . O comparativo é feito entre a condição de resistência prevista
por Zimmerli, sem a presença da inclusão, o valor previsto
utilizando a equação de Murakami, que considera a inclusão e o
valor decorrente do carregamento aplicado. Pode ser observado
que o ponto de projeto se aproxima da resistência prevista pelo
modelo com inclusão. É importante considerar que as curvas
apresentadas são estimadas para 106 ciclos.
Tensão cisalhante alternada a [MPa]
Figura 20 – Diagrama de Gerber comparativo.
600
Gerber-Zimmerli
Gerber-Murakami
Zimmerli
Componente
500
400
300
200
100
0
0
200
400
600
800
1000
Tensão cisalhante média - m [MPa]
Fonte: Produção do próprio autor.
1200
45
4.4
AVALIAÇÃO DO EFEITO DA INCLUSÃO NAS TENSÕES
RESIDUAIS DO PROCESSO DE SHOT PEENING
4.4.1
Definição do modelo numérico
Para possibilitar uma avaliação quantitativa do efeito da
presença da inclusão no resultado final obtido com o processo de
shot peening, uma simulação numérica do processo foi realizada,
inicialmente sem e depois com a presença da citada inclusão.
Hong, Ooi e Shaw (2008) utilizaram o MEF para realizar
um estudo paramétrico que tinha o intuito de investigar a
correlação entre vários fatores envolvidos no processo e a tensão
residual resultante do mesmo. Eles também realizaram uma
análise utilizando Método de Elementos Discretos (Discrete
Element Method - DEM) para avaliar o comportamento dinâmico
do processo de shot peening. Em seu trabalho, utilizaram uma
sequência única de impactos, num modelo em 3D e com o uso de
elementos lineares com integração reduzida.
No estudo deste capítulo, um modelo em 2D e EPT foi
aplicado, mas com elementos parabólicos de oito nós, o qual
mostrou uma boa concordância com dados medidos. Como pode
ser observado na Figura 21, a malha próximo da superfície é
homogênea (sem elementos distorcidos) e altamente refinada
para poder representar adequadamente as deformações elásticas
e plásticas esperadas. A esfera é tratada como sendo um
elemento rígido e para efeito de simulação possui rigidez infinita
( 𝐸 = ∞ ). A simulação foi realizada de forma quase-estática,
através da imposição de uma sequência de movimentos, por
várias vezes, na seguinte ordem: (i) deslocamento prescrito de 10
m da esfera contra a superfície do material; (ii) retorno da esfera
à sua posição original; (iii) deslocamento lateral de 0,5 mm da
esfera; (iv) um novo deslocamento da esfera de 10 m contra a
superfície e (v) o retorno da esfera à posição prévia. O
procedimento é repetido cerca de onze vezes em uma direção.
Quando a esfera retorna fazendo os mesmos movimentos, as
deformações são feitas entre as regiões prévias, realizadas no
primeiro passo.
46
Figura 21 – Modelo de tensão plana. (a) Geometria da
superfície e esfera. (b) Malha micrométrica na superfície. (c)
Sequência dos movimentos impostos à esfera.
Fonte: Produção do próprio autor.
Conforme reportado por Hong, Ooi e Shaw, 2008 e Puff e
Vaz, 2011, as propriedades do material foram modeladas
utilizando um modelo de encruamento bilinear isotrópico (BISO).
De acordo com os autores, as propriedades mecânicas do material
necessárias para a simulação, além das propriedades elásticas
como Módulo de Elasticidade e Coeficiente de Poisson, são a
Tensão de Escoamento, Tensão de Ruptura e Alongamento na
Ruptura. Com estas propriedades é possível avaliar o Módulo
Tangente 𝑀𝑇 . No presente caso, as propriedades utilizadas foram:
𝜎𝐸 = 1420 𝑀𝑃𝑎 , 𝜎𝑢𝑡 = 1595 𝑀𝑃𝑎 , = 8% , 𝐸 = 203,4 𝐺𝑃𝑎 e 𝜈 =
0,29. O modelo de encruamento utilizado é ilustrado na Figura 22.
Figura 22 – Modelo de encruamento isotrópico bilinear
utilizado na simulação.
Encruamento Bilinear - BISO
Módulo Tangente
E
Módulo de Elasticidade
0,08
Fonte: Produção do próprio autor.
47
4.4.2
Resultados para a simulação 2D
Os resultados para deformação plástica equivalente e
tensão principal mínima (compressão) são ilustrados na
Figura 23; enquanto que a Figura 24 apresenta uma
comparação entre as tensões residuais obtidas com o uso do MEF
e dados experimentais medidos para a mola em estudo, como
função de 𝐻/𝐻𝑆0. Conforme já ilustrado na Figura 17, a medição
das tensões residuais no componente foi realizada por DRX.
Figura 23 – Resultados da simulação do shot peening sem
a inclusão. (a) Deformação plástica equivalente e (b) tensão
principal mínima.
48
Fonte: Produção do próprio autor.
Uma boa correlação pode ser observada para a tensão
compressiva máxima e profundidade resultante a partir da
superfície, para 𝐻/𝐻𝑆0 entre 0,2 e 0,8, que representa a região de
interesse do presente estudo. Na superfície, a diferença
encontrada pode ser devido a metodologia utilizada nesta
abordagem, com apenas duas etapas de deformação que permite
um retorno elástico devido a energia livre da superfície. Na peça
real, as tensões residuais são decorrentes de um número de
impactos muito superior, uma vez que o processo de shot peening
é realizado até a saturação, durante o tratamento duplo. Na outra
região, acima de 0,8, a diferença encontrada pode estar
relacionada às condições iniciais do material, antes da aplicação
do processo. Na simulação, o material é livre de tensões residuais
enquanto que na peça real, tensões de tração podem estar
presentes, decorrentes da conformação do mesmo na forma
helicoidal. Além disso, a simulação é realizada em 2D para
possibilitar um menor consumo de recursos computacionais do
que um modelo 3D, o qual poderia representar melhor a
distribuição de tensões residuais. Estas são simplificações, no
entanto os resultados obtidos com a simulação podem ser
considerados válidos para o propósito do estudo de avaliar o efeito
da presença da inclusão.
49
Figura 24 – Comparação entre Tensões residuais
simuladas e medição feita no componente.
300
Medida no componente
(Difração de raios X)
Tensão Residual [MPa]
200
100
0
-100
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
-200
-300
-400
-500
-600
Simulação
Fonte: Produção do próprio autor.
A presença da inclusão na matriz do material foi modelada
considerando os mesmos parâmetros descritos anteriormente. A
inclusão foi modelada perfeitamente contida na matriz e a razão
para tal hipótese reside no fato de que o coeficiente de dilatação
térmica do óxido de silício ser de aproximadamente 0,75 µm/m°C,
enquanto que a mesma propriedade da matriz é de
aproximadamente 12 µm/m°C (CALLISTER; RETHWISCH, 2012).
Devido à diferença nesta propriedade, durante o resfriamento do
material a contração da matriz é muito maior que a contração da
inclusão de óxido de silício.
Dois modelos de interface foram considerados: o primeiro
considerando uma condição sem atrito e o segundo, considerando
coeficiente de atrito de 𝜇 = 0,6 (Engineering Toobox, 2015), entre
os dois materiais. Collini (2004) realizou uma simulação em
mesoescala para a presença de nódulos de grafita em uma matriz
perlítica. A simulação em mesoescala é feita de tal forma a
considerar as diferentes fases e inclusões presentes no material,
sem no entanto entrar num nível de grão. A Mecânica do Continuo
é considerada para cada fase no modelo. Em seu trabalho, os
nódulos de grafita foram considerados perfeitamente aderidos à
50
matriz, diferente do presente estudo. O modelo de contato entre a
inclusão e matriz utilizado foi o Lagrangeano Aumentado (MLA),
de acordo com o que é descrito em ANSYS (2011).
A Figura 25 mostra os resultados obtidos para tensão
principal máxima 𝑆1 e mínima 𝑆3 em torno da inclusão com o
modelo sem atrito e a Figura 26 mostra os mesmos resultados
para o modelo com atrito. Em ambos os casos, podem ser
observados pontos de concentração de tensão nos vértices da
inclusão. Um gradiente de tensão acentuado pode ser observado,
com tensões compressivas evidentes na interface e alta tensão de
tração logo acima da mesma. Os gráficos apresentados na Figura
27 e Figura 28 ilustram o gradiente de tensão, para as tensões
principais mínima e máxima, de acordo com as ilustrações na
Figura 25c-d e Figura 26c-d. Os picos de tensão encontrados em
ambos os modelos são listados na Tabela 7.
Figura 25 – Tensões ao redor da inclusão para o modelo
com = 0. (a) Tensão principal máxima (𝑆1); (b) Tensão principal
mínima (𝑆3); (c) Detalhe da tensão principal máxima e (d) Detalhe
da tensão principal mínima.
a)
51
b)
c)
52
d)
Fonte: Produção do próprio autor.
Figura 26 – Tensões ao redor da inclusão para o modelo
com = 0,6 . (a) Tensão principal máxima ( 𝑆1 ); (b) Tensão
principal mínima (𝑆3); (c) Detalhe da tensão principal máxima e (d)
Detalhe da tensão principal mínima.
a)
53
b)
c)
54
d)
Fonte: Produção do próprio autor.
Tabela 7 – Tensões principais mínima e máxima encontradas
próximo aos vértices da inclusão.
Modelo
𝑆3
[MPa]
Localização
de 𝑆3
𝑆1
[MPa]
Distância de 𝑆1 max
do vértice [µm]
=0
1144
Vértice
580
6.2
= 0,6
115
Vértice
304
1.8
Fonte: Produção do próprio autor.
55
Figura 27 – Tensões principais máxima e mínima ao
longo das linhas tracejadas ilustradas na Figura 25 para o
modelo sem atrito = 0.
Tensões principais [MPa]
800
Modelo sem atrito entre inclusão e matriz
600
400
200
0
-200
-400
-600
-800
-1000
-1200
-1400
0
5
10
15
20
25
30
35
Distância a partir da inclusão [m]
Fonte: Produção do próprio autor.
Figura 28 – Tensões principais máxima e mínima ao longo das
linhas tracejadas ilustradas na Figura 26 para o modelo com atrito
= 0,6.
350
Modelo com atrito
entre inclusão e matriz
Tensões principais [MPa]
300
250
200
150
100
50
0
-50
-100
-150
0
5
10
15
20
25
Distância a partir da inclusão [m]
Fonte: Produção do próprio autor.
30
35
56
Os resultados mostram que o modelo plano de tensões
pôde reproduzir o efeito das tensões residuais de compressão e
no caso da presença da inclusão, pôde deixar claro ao redor da
mesma, principalmente nos pontos de concentração de tensão
geométrica, que o shot peening pode gerar um estado de tensões
elevadas que possibilitam a propagação de uma trinca.
4.5
ANÁLISE EM 3D DAS TENSÕES AO REDOR DA
INCLUSÃO
4.5.1
Modelamento numérico
Para verificar o efeito da presença da inclusão sob a
aplicação do carregamento de tensão cisalhante no arame da
mola, um modelo usando MEF foi construído para representar
uma pequena porção do arame da mola que contém a inclusão.
As cargas são equivalentes às experimentadas por uma
porção equivalente do arame na região de falha da mola,
resultando nas mesmas tensões cisalhantes observadas na mola
completa. A matriz do material foi modelada utilizando a mesma
metodologia aplicada no modelo 2D em EPT, mas utilizando
elementos hexaédricos com 20 nós. Na região da inclusão a malha
foi refinada de forma a capturar as tensões próximo às arestas da
mesma. Os mesmos dois modelos de contato foram utilizados,
assim como o foram no modelo 2D. As tensões residuais
decorrentes do shot peening não foram consideradas.
A inclusão de sílica foi modelada no sentido de aproximarse o máximo possível da seção observada na Figura 29a,
utilizando a análise via MEV e foi posicionada à 45°, de acordo
com a orientação da superfície da falha. O formato na sua direção
normal não é conhecido e desta forma o modelo 3D foi aproximado
por uma extrusão da seção da inclusão em 0,15 mm. A Figura 29b
ilustra o modelo em vista plana.
57
Figura 29 – Vista comparativa da inclusão real (a) e a aproximação
feita no modelo usando MEF (b).
a)
b)
Fonte: Produção do próprio autor
.
A região próxima da inclusão foi dividida em volumes
menores de tal forma a se fazer possível o refino da malha. Apesar
de terem sido modelados separados, os volumes formam um
modelo contínuo, evitando-se desta forma a necessidade de
modelos de contato entre os mesmos. Apenas a interface da
inclusão foi modelada utilizando-se o modelo de contato. A Figura
30 mostra os detalhes do modelo e a Figura 31 a malha refinada
utilizada.
58
Figura 30 – Detalhes do modelo. (a) seção do arame
utilizada; (b) malha de MEF; (c) detalhe da inclusão.
a)
b)
c)
Fonte: Produção do próprio autor.
59
Figura 31 – Malha para a inclusão e no entorno da mesma.
O tamanho do elemento é 2 µm. O número total de elementos é
607.957; O número total de nós é 921.424.
Fonte: Produção do próprio autor.
4.5.2
Resultados para a simulação 3D
A Figura 32 mostra os resultados de Intensidade de
Tensão 𝐼𝑇 = 2 × 𝜏𝑚𝑎𝑥 para o modelo sem atrito ( = 0) e com
atrito de Coulomb ( = 0,6). A Tabela 8 apresenta os resultados
de tensão principal máxima e mímima e intensidade de tensão
para 5 pontos indicados no contorno da inclusão.
60
Figura 32 – Resultados de intensidade de tensão para o
modelo 3D para (a) = 0 e (b) = 0,6.
a)
b)
Fonte: Produção do próprio autor.
61
Tabela 8 – Resultados de tensão para os cinco pontos indicados
na Figura 32.
𝑆1
𝑆3
𝑚𝑎𝑥 *
[MPa]
[MPa]
[MPa]
0
452
-275
352
0,6
540
-314
334
0
243
-328
287
0,6
308
-251
925
0
669
-258
462
0,6
673
-291
856
0
517
-292
422
0,6
521
-100
1102
0
1031
-91
541
0,6
1000
-243
781
* 𝑚𝑎𝑥 correspondente ao valor máximo encontrado na região.
Região
Fonte: Produção do próprio autor.
A tensão cisalhante máxima na superfície também é
afetada pela presença da inclusão, como pode ser observado na
Figura 33, que ilustra a distribuição de tensão no detalhe “A” da
Figura 30a. De acordo com o modelo sem a inclusão, a tensão
cisalhante máxima esperada seria de 314 MPa, enquanto que o
resultado para a mola com a inclusão mostra um valor na
superfície como sendo 321,7 MPa.
No interior da matriz, no entorno da inclusão o ponto mais
afetado é o , com tensão principal igual a 1031 MPa para o
modelo sem atrito e 1000 MPa para o modelo com atrito. A tensão
cisalhante máxima chega aos 531 MPa e 781 MPa para os dois
modelos, respectivamente. A tensão cisalhante máxima esperada
para a região da inclusão, distante cerca de 3,463 mm do centro
do eixo, seria de 303 MPa para o modelo inicial. Desta forma, os
fatores de concentração de tensão para os modelos sem e com
atrito são 1,78 e 2,58 respectivamente, para o carregamento
normal aplicado no modelo 3D. Em qualquer uma das situações,
estes níveis de tensão comprometem a resistência à fadiga do
62
arame da mola, mesmo com a aplicação do processo de shot
peening. Deve-se considerar também a presença de tensões
residuais no entorno da inclusão, introduzidas por este processo,
conforme detectado pelo modelo 2D.
Figura 33 – Tensão cisalhante máxima na superfície da
mola, próximo à inclusão (Detalhe “A” da Figura 30).
Fonte: Produção do próprio autor.
63
5
FADIGA EM AÇO OBTIDO POR METALURGIA DO PÓ
Este capítulo é focado em materiais ferrosos obtidos por
Metalurgia do Pó (MP) e se insere no contexto da presente tese
pelo fato de que estes tipos de materiais possuem por natureza,
vazios ou porosidades decorrentes do processo de fabricação.
Inicialmente apresenta-se um sumário sobre as características
destes tipos de materiais. Em seguida, os resultados de
sensibilidade ao entalhe para carregamentos estáticos de flexão e
de tração. Finalmente, apresenta-se os resultados de
sensibilidade ao entalhe dinâmico para carregamentos alternados
de torção.
5.1
CARACTERÍSTICAS DE MATERIAIS OBTIDOS POR MP
De acordo com Esper e Sonsino (1994) as características
relacionadas a aplicação que permitem a seleção de materiais
obtidos por metalurgia do pó são listadas a seguir:
Dureza
Módulo de Elasticidade
Limite de escoamento (estático e cíclico)
Limite de fadiga (dependente de entalhes, modo de
carregamento, tensão média, etc.)
Dados de fratura mecânica.
Resistência ao impacto e elongação (com limitações).
A seguir é feita uma revisão para cada uma das
características acima citadas e sua correlação com as
propriedades desejadas para o referido material.
5.1.1
Dureza
A dureza em componentes estruturais obtidos por MP é
uma função clara de sua densidade, composição química e
microestrutura. Devido à porosidade residual no material, a dureza
à que se refere aqui é na verdade a dureza aparente. Para estes
tipos de materiais, é recomendado utilizar a dureza Brinell (HB).
64
Frequentemente alta resistência ao desgaste é requerida
em peças deste tipo de material e nestes casos, a superfície deve
ser endurecida. Isto pode ser feito através de vários tipos de
tratamento térmico segundo Pohl (1983). Em alguns casos
tratamentos à vapor são suficientes de acordo com Parshal
(1949).
Em peças tratadas termicamente a microdureza é
normalmente determinada pelos métodos Vickers (HV) ou
Rockwell (HR). Pode-se observar na Figura 34 que quando se
mede a microdureza com carga de 0,1 kg (HV0,1), os valores são
independentes da densidade do material. Já quando se mede com
carga de 10 kg (HV10), pode se perceber a influência da densidade
do material. Outra observação importante, é que a dispersão do
primeiro valor é menor do que o segundo. A Figura 35 ilustra
esquematicamente este efeito.
Figura 34 – Relação entre dureza e densidade de aços
obtidos por MP.
Dureza Vickers [Hv]
1000
900
dispersão para Hv0,1
800
700
600
500
400
dispersão para Hv10
300
200
6,2
6,4
6,6
6,8
7
7,2
Densidade [g/cm3]
Fonte: (Esper e Sonsino, 1994).
7,4
7,6
7,8
65
Figura 35 – Comparativo de medição de dureza Brinnel e
Vickers em um material obtido por MP.
Brinnel
Vickers
Endentador
Porosidade
pode
influenciar na
medição de
microdureza
Vickers
Fonte: Produção do próprio autor.
5.1.2
Módulo de Elasticidade
O Módulo de Elasticidade, necessário para a avaliação de
deformações elásticas e tensões, foi ajustado à densidade através
de uma equação log-log, a partir dos dados obtidos em (ESPER;
SONSINO, 1994). A Figura 36 ilustra o ajuste encontrado.
66
Figura 36 – Relação entre Módulo Elástico e densidade
para material ferroso obtido por MP.
206
200
180
160
7,85
Módulo de Elasticidade
[GPa]
220
140
120
100
80
6
6,5
7
7,5
8
Densidade - [g/cm3]
Fonte: Produção do próprio autor a partir dos dados obtidos em (ESPER;
SONSINO, 1994).
No entanto, existe certa dependência em relação ao
formato dos poros, tamanho e distribuição, assim como no estado
de carregamento. Uma aproximação baseada no Módulo de
Elasticidade do material sólido em questão pode ser facilmente
obtida para o material fabricado por MP. Com relação à liga, tanto
os aços sólidos como os fabricados por MP, possuem pouca
sensibilidade quanto ao Módulo de Elasticidade.
5.1.3
Tensão de Escoamento estática e cíclica
A Figura 37 mostra a Tensão de Escoamento estática
(convencional) em função da densidade. Intervalos de Tensão de
Escoamento estática são mostrados para diferentes densidades.
Este método de apresentação foi escolhido porque esta
característica pode ser melhorada pela adição de elementos de
liga.
67
Tensão de Escoamento
[MPa]
Figura 37 – Tensão de Escoamento
(convencional) em função da densidade.
estática
1400
1200
1000
800
600
400
200
0
6,0 à 6,4
Densidade
[g/cm3]
6,4 à 6,8
6,8 à 7,2
7,2 à 7,5
Aços obtidos por MP com diferentes
composições
7,75 à 7,85 7,75 à 7,85
Aços médio Aços ligados
carbono não conformados
conformados à quente
Fonte: (ESPER; SONSINO, 1994).
A Tensão de Escoamento estática é dependente não
somente da densidade, mas também no tipo e quantidade de
elementos de liga. No intervalo de densidade até 6,8 g/cm3, a
mesma Tensão de Escoamento estática pode ser obtida de duas
formas:
Maior densidade e menor concentração de elementos de
liga;
Menor densidade e maior concentração de elementos de
liga.
A escolha de qual das duas soluções a utilizar é frequentemente
uma questão econômica. Valores mais elevados para as
propriedades mecânicas podem ser obtidos apenas com maiores
densidades e composição química apropriada. No entanto, deve
ser levado em consideração que a composição química para
componentes carregados estaticamente deve ser mantida num
intervalo de ±0,25% em relação à especificação, para estar de
acordo com as propriedades requeridas.
A Figura 38 compara a Tensão de Escoamento estática
com a cíclica para dois materiais obtidos por MP. Percebe-se que
68
a Tensão de Escoamento estática pode ser claramente distinguida
para os dois materiais, mas a cíclica é muito similar.
Figura 38 – Tensão de Escoamento estática e cíclica em
função da densidade para duas ligas de ferro obtidas por MP.
Tensão de Escoamento [MPa]
450
400
350
300
Fe - 1,5%Cu - 0,6%C (estático)
Fe - 1,5%Cu - 0,6%C (cíclico)
Fe - 2,0%Cu - 2,5%Ni (estático)
Fe - 2,0%Cu - 2,5%Ni (cíclico)
250
200
6,50
7,00
Densidade
7,50
[g/cm3]
Fonte: (ESPER e SONSINO, 1994).
A Tensão de Escoamento cíclica da liga Fe-Cu-Ni é maior
do que a estática. Já o oposto ocorre para a liga Fe-Cu-C. A razão
para isto é que no primeiro caso, o material é endurecido durante
o carregamento cíclico. Uma sobrecarga pode ter o mesmo efeito.
No segundo caso, o material é “amolecido” com o carregamento
cíclico. Alguns aços que não são obtidos por MP apresentam o
mesmo efeito. É importante deixar claro que não se trata de um
ensaio de fadiga, mas sim de um ensaio cíclico.
Para julgar o comportamento de materiais sob ação de
sobrecargas ocasionais, dentro do intervalo da Tensão de
Escoamento estática, é necessário conhecer a Tensão de
Escoamento cíclica. Se sobrecargas repetitivas são esperadas,
materiais que endurecem ciclicamente devem ser preferidos.
69
5.1.4
Resistência à fadiga
O comportamento em fadiga de aços obtidos por MP é
discutido basicamente para dois compostos de resistência média,
pois são investigados em um amplo intervalo de densidade,
compreendendo resistências baixas e altas. Em alguns casos, o
comportamento em fadiga para aços obtidos por MP de alta
resistência é também avaliado.
De acordo com as Figuras 39 e 40, a resistência à fadiga
de aços obtidos por MP aumenta progressivamente com o
aumento da densidade.
Este comportamento é observado para os componentes
com e sem entalhe. Surpreendentemente, a dependência da
resistência à fadiga na densidade é muito similar para ambos os
materiais testados, isto é, sua resistência à fadiga é influenciada
apenas levemente pela diferença na composição química. Pode
ser observado que a resistência à fadiga destes materiais de
resistência média difere apenas da ordem de 20%. Desta forma,
em muitas aplicações materiais com custo menor podem
satisfazer requisitos de fadiga.
Figura 39 – Influência da densidade no limite de fadiga
para a liga (Fe - 1,5%Cu – 0,6%C) obtida por MP, com sinterização
feita à 1120°C durante 30 minutos. (a) Carregamento axial e (b)
carregamento de flexão.
Tensão reversa [MPa]
a)
450
400
Fe - 1,5%Cu - 0,6%C (1120°C / 30min)
Carregamento Axial
350
300
250
200
150
100
50
0
6,0
6,5
7,0
Densidade
7,5
[g/cm3]
8,0
70
Tensão reversa [MPa]
b)
450
Fe - 1,5%Cu - 0,6%C (1120°C / 30min)
Carregamento de Flexão
400
350
300
250
200
150
100
50
0
6,0
6,5
7,0
7,5
8,0
Densidade [g/cm3]
Fonte: (ESPER; SONSINO, 1994).
Figura 40 – Influência da densidade no limite de fadiga
para a liga (Fe – 2,0%Cu – 2,5%Ni) obtida por MP, com
sinterização feita à 1250°C durante 60 minutos. (a) Carregamento
axial e (b) carregamento de flexão.
Tensão reversa [MPa]
a)
450
Fe - 2,0%Cu - 2,5%Ni (1250°C / 60min)
Carregamento Axial
400
350
300
250
200
150
100
50
0
6,0
6,5
7,0
Densidade [g/cm3]
7,5
8,0
b)
450
Tensão reversa [MPa]
71
350
Fe - 2,0%Cu - 2,5%Ni (1250°C / 60min)
Carregamento de Flexão
400
300
250
200
150
100
50
0
6,0
6,5
7,0
7,5
8,0
Densidade [g/cm3]
Fonte: (ESPER; SONSINO, 1994).
Conforme ilustrado na Figura 41, enquanto que a
resistência à fadiga de amostras de aço obtidas por MP sem
entalhe (𝐾𝑡 = 1) é menor que a de aços forjados, corpos de prova
feitos por MP com densidade maior que 7,1 g/cm3 e com entalhes,
com 𝐾𝑡 > 2,0 tem uma resistência à fadiga muito similar à de
aços forjados, em ensaio de flexão reversa (curva média para 𝑅 =
−1 , 𝑁 = 2 × 106 ). Para satisfazer os requisitos de fadiga é
essencial que a densidade nas áreas críticas seja mantida num
intervalo de tolerância de 0,05 g/cm3.
72
Resistência à Fadiga [MPa]
Figura 41 – Resistência à fadiga de peças sem e com
entalhe de aços obtidos por MP e aço forjado.
400
350
300
Aços obtidos
por MP
250
Aço
forjado
200
150
100
50
0
150
250
350
450
550
650
750
Resistência à Tração [MPa]
Aço obtido por MP (Fe - 2,0%Cu - 2,5%Ni)
Aço obtido por MP (Fe - 1,5%Cu - 0,6%C)
Aços estruturais e tratáveis termicamente
Fonte: (ESPER; SONSINO, 1994).
A resistência à fadiga de componentes estruturais obtidos
por MP que apresentam concentração de tensões
correspondentes a um fator de 𝐾𝑡 > 2,0 e tendo densidade maior
que 7,1 g/cm3 é comparável à de componentes estruturais feitos
de aços forjados, ou de ferro fundido nodular, conforme Figura
42a-b.
Isto explica a experiência passada, que mesmo
componentes submetidos a altas solicitações de fadiga podem ser
feitos de aço por MP, ao invés de aços forjados, ou ferro fundido
nodular.
73
Figura 42 – Comparativo de resistência à fadiga de dois
materiais obtidos por MP com aços comuns e ferro fundido
nodular, para faixa de confiabilidade de 10 a 90%. (a)
Carregamento axial e (b) carregamento de flexão.
Tensão reversa [MPa]
para Nf = 2x106 ciclos
a)
300
Carregamento Axial
SAE 1017 à 1046
Ferro Fundido Nodular
Fe - 2,0%Cu - 2,5%Ni; Fe - 0,45%P
Fe - 1,5%Cu; Fe - 1,5%Cu - 0,6%C
250
200
150
100
50
0
Para cada material é apresentado o intervalo de
10 à 90% de confiabilidade
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Fator de concentração de tensão geométrico Kt
Tensão reversa [MPa]
para Nf = 2x106 ciclos
b)
350
Carregamento de Flexão
SAE 1017 à 1046
Ferro Fundido Nodular
Fe - 2,0%Cu - 2,5%Ni; Fe - 0,45%P
Fe - 1,5%Cu; Fe - 1,5%Cu - 0,6%C
300
250
200
150
100
Para cada material é apresentado o intervalo de
10 à 90% de confiabilidade
50
0
1,0
1,5
2,0
2,5
3,0
3,5
Fator de concentração de tensão geométrico Kt
Fonte: (SONSINO; GRUBISIC, 1989).
4,0
74
A Figura 43 mostra a dependência da resistência à fadiga
no fator de concentração de tensão. A redução da resistência à
fadiga com o aumento do 𝐾𝑡 não é tão pronunciada em aços
obtidos por MP como o é para aços forjados, porque o material
poroso não é tão sensível a entalhes externos, como é o material
forjado que não tem poros. A porosidade atua como entalhes
internos e assim compensa a existência de poros externos. Assim,
a resistência à fadiga de aços obtidos por MP é menos alterada
pelos entalhes externos devido à presença da porosidade na
microestrutura. Porém, deve ser observado que aumentando a
dureza do material, a sensibilidade ao entalhe aumenta e
consequentemente a resistência à fadiga é reduzida com a
presença de entalhes.
Figura 43 – Relação entre o limite de fadiga relativo e fator
de entalhe.
Resistência à Fadiga Relativa
a Kt / a Kt = 1
1,0
Material
0,9
0,8
0,7
0,6
0,5
0,4
0,3
Resistência [MPa]
Fe-Cu-C; Fe-Cu
Fe-Cu-Ni; Fe-P
250 - 500
F.F. Nodular
400 - 700
Aço Forjado
400 - 1200
Ensaio de Flexão
0,2
Carregamento Axial
0,1
0,0
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Fator de concentração de tensão geométrico Kt
Curva média
Nf = 2x106
Fonte: (ESPER; SONSINO, 1994).
Uma outra forma de interpretar a Figura 43 é realizando
uma conversão dos dados para o fator de sensibilidade ao entalhe,
conforme ilustrado na Figura 44. Neste gráfico é possível observar
que esta propriedade possui uma insensibilidade quanto ao fator
de concentração de tensão geométrico quando se trata de aços
forjados. No entanto, para materiais como o ferro fundido e os
obtidos por MP, é possível observar um decréscimo da referida
75
propriedade na medida em que aumenta o fator de concentração
de tensão geométrico.
Figura 44 – Fator de sensibilidade ao entalhe na fadiga
obtido a partir do gráfico anterior, em função do fator de
concentração de tensão geométrico.
Fator de sensibilidade ao
entalhe em fadiga - q
1,0
Ensaio de Flexão
0,9
Carregamento Axial
0,8
Material
0,7
0,6
0,5
F.F. Nodular
0,4
Aço Forjado
400 - 1200
Fe-Cu-Ni; Fe-P
250 - 500
Fe-Cu-C; Fe-Cu
250 - 500
400 - 700
0,3
0,2
0,1
0,0
1,0
1,5
2,0
2,5
Resistência [MPa]
3,0
3,5
4,0
Fator de concentração de tensão geométrico Kt
Curva média
Nf = 2x106
Fonte: Adaptação do autor com base nos dados obtidos de (ESPER;
SONSINO, 1994).
Cedergren, Melin e Lidström (2005) estudaram o dano
ocasionado em engrenagens fabricadas pelo processo de MP de
uma forma numérica, utilizando o MEF. Para tanto desenvolveram
o modelo numérico utilizando o modelo de dano apresentado por
Gurson (1977), baseado no dano gerado pela nucleação e
crescimento de vazios no interior da matriz do material, dado pela
variável interna do material 𝑓 . Este modelo se aplica a
componentes obtidos por MP, uma vez que os mesmos já
possuem vazios decorrentes do próprio processo de fabricação.
Esta proporção de vazios inicial da peça representa o dano inicial
presente na matriz do material, denotado por 𝑓0 . A evolução do
dano é obtida por 𝑓 − 𝑓0 , representando o aumento da fração de
vazios na medida em que as cargas são aplicadas. O estudo é
feito para uma engrenagem de 15 dentes submetidos a
carregamento cíclico, no entanto, são os carregamentos de
“sobrecarga” que são o foco desta análise.
76
A fração de vazios inicial da peça é obtida a partir de uma
simulação prévia do processo de compactação do pó metálico,
sendo que a mesma é menor na superfície e maior no centro.
Como se pretende utilizar simulação num modelo de
tensão/deformação plana, a fração de vazios foi avaliada através
de uma média ponderada ao longo da altura do material.
Como já mencionado, o Modelo de Gurson no formato
viscoplástico foi utilizado para contabilizar o dano acumulado no
carregamento cíclico. As tensões no material são representadas
pelo Tensor Tensão de Cauchy (BONET; WOOD, 2008) e a
Tensão Equivalente de von Mises. A Tensão Hidrostática e a
Tensão de Escoamento da matriz do material constituem os
elementos do modelo de plasticidade.
A formulação por MEF é feita utilizando o princípio do
trabalho virtual e o Método de Integração Explícito de Newmark
(NEWMARK, 1959) e (BELYSCHKO; CHIAPETTA; BARTEL,
1976) em deformação plana é utilizado. O trabalho mostra que a
região mais afetada pelos carregamentos cíclicos em termos de
dano acumulado é a raiz do dente da engrenagem conforme
ilustrado na Figura 45 e Figura 46. Esta é a região mais solicitada
em termos de tensões. Em função desta concentração de tensões,
ocorre também a acumulação de dano neste local. É observado
também que não é necessário realizar a simulação de
compactação para se obter a distribuição de porosidade ao longo
da espessura da engrenagem. No entanto, para que a análise seja
conservadora, a utilização da porosidade no centro, que é menor,
é mais aconselhável.
77
Figura 45 – (a) Engrenagem com 15 dentes. Somente um
quarto de um dente é modelado usando simetria. (b) Distribuição
de porosidade final em um quarto do dente após a compactação
até uma porosidade média de 4,5%.
Fonte: (CEDERGREEN; MELIN; LINDSTRÖM, 2005).
Figura 46 – Dano acumulado na raiz do dente da
engrenagem após ciclo número 1 (a), número 3 (b), número 5 (c)
e número 7 (d).
Fonte: (CEDERGREEN; MELIN; LINDSTRÖM, 2005).
78
Os resultados numéricos são utilizados para desenvolver
um modelo de deterioração da peça em função do dano inicial e
do carregamento imposto, para possibilitar a previsão de vida do
componente. A conclusão é que o modelo de Gurson para
previsão do dano acumulado mostrou-se adequado para o
material em questão. O acúmulo de dano é um fenômeno
localizado na raiz do dente da engrenagem e dependente do dano
(fração de vazios) inicial da peça. Foi verificado também que a
estimativa feita utilizando uma fração de vazios média é nãoconservativa. Assim é recomendável utilizar a do centro da peça.
O modelo de previsão de vida desenvolvido é ferramenta
bastante útil na análise inicial destes componentes submetidos a
milhões de ciclos de carregamento de baixa amplitude, mas com
frequentes sobrecargas, as quais introduzem dano ao
componente. O modelo de deformação plana favorece o acúmulo
de dano quando é utilizado o modelo de Gurson. Desta forma a
avaliação e definição correta do dano inicial da peça são
fundamentais para uma correta previsão da vida do componente
sujeito a frequentes sobrecargas.
Satsangi, Sharma e Prakash (2003) propuseram um
modelo elastoplástico de elementos finitos incremental e
escalonado para simular o forjamento de metal poroso obtido pela
MP. O modelo incorpora não linearidades geométricas e do
material e se baseia no Princípio Variacional de Hill (SATSANGI;
SHARMA; PRAKASH, 2003) para deformações incrementais. Os
parâmetros do material são dependentes da densidade e no caso
da MP. Tal constatação é fundamental, pois esta propriedade varia
ao longo do processo.
É salientado que trabalhos anteriores não levaram em
conta o comportamento elastoplástico ideal e nem as não
linearidades geométricas. No trabalho proposto pelos autores, as
não linearidades geométricas são levadas em conta pela
introdução dos termos de rotação de corpos rígidos. Efeitos de
inércia e temperatura não são considerados. A variação das
propriedades do material proposta pelos autores é dada por:
𝐸 = 222,4 − 651,9 ∙ (1 − 𝜌𝑟 ) [GPa]
(19)
𝐺 = 86,8 − 253,2 ∙ (1 − 𝜌𝑟 ) [GPa]
(20)
79
onde 𝜌𝑟 é a densidade relativa do material, ou grau de
compactação em relação à densidade do material totalmente
compactado.
Os autores concluem que o modelo proposto, aplicado
para simular a perturbação livre de corpos de prova cilíndricos,
com diferentes fatores de forma mostrou boa concordância com
resultados experimentais no que tange às cargas de deformação
e forma dos componentes durante o processo. A distribuição de
densidade no interior das peças foi também prevista após a
deformação especificada e além disso, com o uso do modelo
constitutivo, foi possível estudar a influência do fator de forma na
carga de deformação, forma e distribuição de densidade nas
peças.
Bier e Hartmann (2006) propuseram uma função
(superfície) de escoamento convexa inovadora para materiais
dependentes da pressão. Propuseram também um modelo de
deformações plásticas finitas independentes da taxa de
deformação para modelar a compactação de pós. Foi utilizada a
decomposição multiplicativa do gradiente de deformações
elásticas e plásticas. As variáveis internas foram utilizadas para
determinar a evolução da função de escoamento para representar
o encruamento compressível do material. Neste trabalho foi
utilizado pó de cobre, mas o modelo constitutivo foi desenvolvido
representando o comportamento essencial dos materiais,
observado durante o processo de compactação.
Como a forma da função de escoamento depende das
variáveis internas, as quais evoluem de acordo com as equações
diferenciais para descrever o encruamento, é necessário um
esforço adicional para garantir a convexidade durante o processo.
Os autores propuseram uma interpolação logarítmica de duas
funções escalares de escoamento. Utilizaram o esquema de
Predictor Elástico e Corretor Plástico normalmente utilizados nos
modelos do MEF e testaram o modelo para vários materiais.
Finalmente, os autores concluíram que o modelo proposto
representa bem o comportamento de deformação compressiva de
vários materiais.
Martin (2004) realizou o modelamento explícito da
compactação de pós introduzindo a possibilidade de haver o
carregamento plástico, o descarregamento elástico e a de-coesão
80
no contato. Foi utilizado DEM e o propósito do trabalho foi o de
propor um representação mais realista da compactação,
descarregamento e falha de compactação de pós utilizando a
formulação de Mesarovic e Johnson (MESAROVIC; JOHNSON,
2000).
Qylafku et al. (1999) fizeram uma revisão de relações entre
o fator de concentração de tensão na fadiga 𝐾𝑓 , estático 𝐾𝑡 , raios
de entalhe 𝑟𝑒 e parâmetros geométricos e de material. A revisão é
apresentada na Tabela 9.
Tabela 9 – Revisão do fator de concentração de tensão na fadiga
– 𝐾𝑓 e estático – 𝐾𝑡 .
Autor
K f 1
Peterson
Kuhn
e
Hardraht
1
A
re
Kt 1
a
1 N
re
Kt
1 2
cH
re
Kf
h
1 2.1
re r0
K f Kt
A
Buch
Brand
K f 1
K f 1
Heywood
Kt 1
ap
1
re
Kt 1
K f 1
Neuber
Stieler
Siebel
Parâmetros de
material
Expressão
e
Kf
Kt
1 1 c
𝑎𝑝 é uma constante do
material (mm)
(PETERSON,
1974)
𝐴 = 𝑓(𝑅𝑚) é a função
da Tensão de Ruptura
(mm)
= â𝑛𝑔𝑢𝑙𝑜 𝑑𝑜 𝑒𝑛𝑡𝑎𝑙ℎ𝑒
(rad)
(KUHN;
HARDRAHT,
1952)
𝑎𝑁 = 𝑓(𝑅𝑚)
é
a
função da Tensão de
Ruptura (mm)
(NEUBER, 1946)
𝑐𝐻 = 𝑓(𝑅𝑚)
é
dependente
do
material e amostra
(BUCH, 1988)
𝐴, ℎ dependentes do
material e amostra.
𝑟0 = 𝑓(𝐴, ℎ)
(BUCH, 1988)
𝑐 = 𝑓(𝑅0,2 )
é
constante do material
D 0 Kt D0 A log B A e B são constantes
Fonte: (QYAFKU et al., 1999).
Referências
do material
(KUHN;
HARDRAHT,
1952)
(LIEURADE;
TROUCHON;
FLAVENOT, 1992)
(BRAND;
SUTTERLIN,
1980)
81
Neste trabalho afirma-se que os valores de 𝐾𝑓
referenciam-se usualmente somente aos limites de fadiga e raio
de entalhe, reduzindo o escopo de seu uso. Os modelos de dano
que aceitam uma tensão elástica estão longe da realidade e a
previsão de fadiga é indeterminada. A resistência à fadiga não
depende apenas da tensão de pico na raiz do entalhe, mas
também do campo de tensões na região de dano. O escopo deste
trabalho é a quantificação do tamanho desta região em um
material obtido por MP. O conceito de intensidade do campo de
tensões é utilizado e os resultados são comparados com os
obtidos com corpos de prova em ensaio de tensão-deformação
clássico. De acordo com o trabalho, a falha por fadiga irá ocorrer
quando a intensidade do campo de tensão da peça com entalhe
for igual à resistência à fadiga de componentes sem entalhe.
Adib-Ramezami e Jeong (2007) realizaram uma pesquisa,
no intuito de desenvolver um método volumétrico para avaliar a
fadiga de componentes com entalhe. O método desenvolvido leva
em consideração os efeitos do gradiente de tensão na raiz dos
entalhes. Tais gradientes naturalmente aparecem ao redor de
entalhes devido à descontinuidade geométrica em corpos de
prova e componentes mecânicos. Para materiais dúcteis, é
essencial levar em consideração as propriedades elastoplásticas
do material, no entanto o método elastoplástico apresenta erros
de truncamento numérico baseados nas características discretas
dos cálculos numéricos. Tais efeitos podem ser capturados
elasticamente após a primeira derivação numérica. São utilizados
dois métodos para capturar estes efeitos: o Método Volumétrico e
o de Intensidade do Campo de Tensões. Neste último método, a
função peso representa a contribuição da tensão na região de
acúmulo de dano por fadiga. Esta depende explicitamente da
tensão, gradiente de tensão e distância a partir da raiz da trinca.
Os autores apresentam ainda outros métodos: polinomial
volumétrico; caminho da trajetória do pico de tensão e de
deformação. A conclusão é de que os gradientes de tensão
próximo à raiz dos entalhes são importantes para a fadiga e que
os métodos que não são baseados no gradiente, não são efetivos
em peças com muitos entalhes. A concentração de tensão tem que
ser acompanhada do gradiente. Concluem ainda que o Método
82
Polinomial Volumétrico resolve o problema numérico do
comportamento elastoplástico.
Weixing, Kaiquan e Yi (1994) estudaram o fator de
concentração de tensão 𝐾𝑓 utilizando três tipos de modelos:
Modelo de Tensão Média, Modelo da Mecânica da Fratura e o de
Intensidade do Campo de Tensões. Segundo os autores, 𝐾𝑓 está
relacionado ao tamanho e geometria do componente e utilizam a
fórmula modificada de Neuber (NEUBER, 1961), para avaliar esta
característica. Tal formulação estabelece que 1 ≤ 𝐾𝑓 𝐾𝑡 , mas
que em alguns casos admite 𝐾𝑓 > 𝐾𝑡 . Além disso, 𝐾𝑓 está também
relacionado às propriedades do material, seus defeitos
intrínsecos, tamanho e geometria, gradiente de tensão, tipo de
carregamento e número de ciclos de carga e descarga. Finalmente
concluem que o Modelo de Intensidade do Campo de Tensões é
o melhor para estimar o 𝐾𝑓 .
Liu e Wang (2001) realizaram uma investigação da vida
em fadiga sob condições de carregamento multiaxial. Utilizaram
um Método de Energia para previsão da orientação e propagação
de trincas. As curvas de fadiga uniaxial do tipo SN não
proporcionam informações essenciais para caracterizar detalhes
físicos do dano em fadiga. O conceito de energia virtual de
deformação é utilizado para demonstrar a efetividade em se prever
o modos de falha em fadiga ocorrendo em fases críticas. O
material utilizado foi o aço Inoxidável 316 e os testes de torção
foram combinados com tração e compressão.
O Método de Energia Virtual de deformação é superior aos
que são baseados na faixa de deformação equivalente para
previsão da vida cíclica deste material. Este método também pode
prever as características físicas da fadiga, como iniciação de
trincas, modos de fratura e orientação de trincas. Ainda com
relação ao método, o mesmo subestimou a fadiga sob torção, com
tensão média compressiva. Alguns ajustes são necessários para
o efeito compressivo na vida em fadiga.
Akshantala e Talreja (2000) realizaram um estudo
baseado em um modelo de micromecânica para previsão de vida
de compósitos laminados. Neste trabalho a evolução do dano é
baseado na micromecânica e é utilizado um critério de falha por
fadiga semi-empírico. Os materiais laminados são compósitos de
epóxi/vidro e epóxi/carbono. A conclusão é de que a distribuição
de tensão cisalhante cúbica é melhor que a distribuição linear para
83
a previsão da evolução do dano e propriedades mecânicas do
material laminado.
5.2
DETERMINAÇÃO DA SENSIBILIDADE AO ENTALHE
ESTÁTICO PARA MATERIAL OBTIDO POR MP
UTILIZADO EM BIELAS DE COMPRESSORES
É comum a utilização de uma liga de aço obtida por MP
para a fabricação de bielas em compressores herméticos de
pequeno porte. Isto se deve ao fato de o processo proporcionar
condições para se fabricar o componente já na sua forma final,
sem necessidade de processos adicionais. Além disso, novos
desenvolvimentos têm sido feitos para a utilização deste tipo de
material em outros componentes, cada vez mais leves e com
maior solicitação à fadiga.
O componente possui duas regiões circulares de mancal
unidas por uma alma, da qual é possível a fabricação de corpos
de prova. Neste ensaio para verificar a sensibilidade ao entalhe
estático deste material foram fabricados corpos de prova de flexão
sem e com três níveis de entalhe. O material é uma liga Fe 0,5%C. É objetivo nesta análise, avaliar a sensibilidade ao entalhe
estática, tal como definida pela Equação (3), com 𝐾𝑡𝑒𝑠𝑡 definido
pela equação (5), ambas no capítulo 2.
Os corpos de prova foram propostos no formato de vigas,
para ensaio de flexão, conforme Figura 47.
Figura 47 – Exemplo de um dos corpos de prova com
entalhe obtidos da biela para o ensaio de flexão.
Fonte: produção do próprio autor.
84
O cálculo das tensões pode ser feito de forma analítica,
conforme ilustrado na Figura 48 e eqs. (21) e (22).
Figura 48 – Seção de um dos corpos de prova, indicando
o perfil de tensão esperado, para o cálculo analítico.
Fonte: Produção do próprio autor.
𝑀.𝑐
𝜎0 =
𝐼1 =
𝐼1
𝑏.(2𝑐)3
12
(21)
(22)
onde 𝑀 é o momento fletor resultante da aplicação do
carregamento, 𝑐 é a distância da linha de centro da seção efetiva
até a extremidade e 𝑏 é a largura do corpo de prova. Outra forma
para se obter as tensões, tanto a nominal 𝜎0 , quanto a máxima
𝜎𝑚𝑎𝑥 , é através do uso do MEF, utilizando material elástico linear,
com Módulo de Elasticidade 𝐸 = 139 𝐺𝑃𝑎 calculado utilizando a
equação (19), utilizando uma densidade relativa 𝜌𝑟 = 0,873 e
Coeficiente de Poisson 𝜈 = 0,25 para obtenção dos fatores de
concentração de tensão geométrico 𝐾𝑡 , através de:
𝐾𝑡 =
|𝜎𝑚𝑎𝑥 |
|𝜎0 |
(23)
Os valores obtidos encontram-se na Tabela 10 e as ilustrações
obtidas nesta simulação encontram-se no Anexo A.
85
Tabela 10 – Valores de 𝐾𝑡 obtidos via MEF para os corpos de
prova da biela.
𝐾𝑡 numérico (MLE)
1
2,096
2,878
4,504
CP
Sem entalhe
𝑟𝑒 = 5,0
𝑟𝑒 = 1,5
𝑟𝑒 = 0,5
Fonte: Produção do próprio autor.
Os resultados obtidos no ensaio são mostrados na Tabela
11. Nesta tabela, 𝜎𝑢𝑡 (𝑐/𝑒) é a Tensão de Ruptura conforme
equação (21) para os corpos de prova com entalhe e 𝜎𝑢𝑡 (𝑠/𝑒) é a
Tensão de Ruptura para os corpos de prova sem entalhe. O desvio
padrão é calculado considerando que cinco amostras de cada
corpo de prova foram testadas. Em adição, 𝐾𝑡𝑒𝑠𝑡 é calculado
utilizando a equação (5) e 𝑞𝑒𝑠𝑡 a equação (3), ambas descritas no
Capítulo 2.
Tabela 11 – Resultados para a sensibilidade ao entalhe estático
obtidos no ensaio para o material da biela (5 amostras de cada
corpo de prova).
𝜎𝑢𝑡 (𝑐/𝑒)
CP
𝐾𝑡
Sem
entalhe
1
435,8
𝑟𝑒 = 5,0
2,096
422,6
(desv. Padrão)
𝜎𝑢𝑡 (𝑠/𝑒)
(desv. Padrão)
(1,5)
(10,9)
𝑟𝑒 = 1,5
2,878
416,7
𝑟𝑒 = 0,5
4,504
409,9
(12,1)
(9,5)
435,8
(1,5)
𝐾𝑡𝑒𝑠𝑡
𝑞𝑒𝑠𝑡
1
0
1,031
0,028
1,046
0,024
1,063
0,018
Fonte: Produção do próprio autor.
A Figura 49 apresenta o comparativo das tensões de
ruptura obtidas para o material da biela testado, em função do fator
de concentração de tensão geométrico. A utilização da equação
86
(21) para este cálculo é válida, considerando que o material
apresenta muito pouca ductilidade. Em trabalhos futuros, uma
avaliação considerando material não linear poderá adicionar uma
perspectiva melhorada da análise.
Figura 49 – Tensão de Ruptura obtida para os corpos de
prova sem e com entalhe do material da biela, em teste de flexão.
Tensão de Ruptura (MPa)
440
Teste Estático de Flexão
435
430
425
420
415
410
405
1
1,5
2
2,5
3
3,5
4
4,5
5
Fator de Concentração de Tensão Geométrico - Kt
Fonte: Produção do próprio autor.
A Figura 50 apresenta os resultados obtidos para o fator
de sensibilidade ao entalhe estático.
Sensibilidade ao entalhe
estática - qest
Figura 50 – Resultados de sensibilidade ao entalhe
estático obtidos para o material da biela em teste de flexão.
0,035
Teste Estático de flexão
0,030
0,025
0,020
0,015
0,010
0,005
0,000
1
1,5
2
2,5
3
3,5
4
4,5
Fator de Concentração de Tensão Geométrico - Kt
5
87
Fonte: Produção do próprio autor.
O que se pode observar neste teste é a baixíssima
sensibilidade ao entalhe, conforme esperado. A Figura 39b
apresenta valores da referência bibliográfica para ensaio de flexão
reversa e no caso de uma densidade entre 6,8 e 6,9 g/cm3, como
é o caso de bielas, o resultado para flexão reversa mostra para
uma liga Fe-C que a amplitude de tensão nominal para 𝐾𝑡 = 1 é
cerca de 30% maior do que para 𝐾𝑡 = 2,8. Para o caso de teste
estático aqui apresentado, o valor foi de aproximadamente 5%.
Além disso, o comportamento em relação ao fator de
concentração de tensão é decrescente e apresenta o mesmo
comportamento observado no gráfico da Figura 44. Esta
constatação é fator motivador para a continuidade no estudo de
fadiga deste tipo de material.
5.3
TESTES ESTÁTICOS DE TRAÇÃO PARA OUTRAS
LIGAS DE AÇO OBTIDAS POR MP
5.3.1
Materiais
Três tipos diferentes de aços foram obtidos na forma de
amostras circulares. A partir destas, foram preparados corpos de
prova para ensaio estático, com diferentes níveis de entalhe. O
material também foi caracterizado em termos de sua composição
(% de C e outros elementos) e também densidade e os resultados
são apresentados na Tabela 12 e Tabela 13.
Tabela 12 – Composição química avaliada para as amostras de
aço obtidas por MP.
Amostra
%C
%S
1
0,43
0,004
2
0,79
0,017
3
0,47
0,008
Fonte: Produção do próprio autor.
%Ni
%Si
%Mn
%P
0,052
0,022
0,021
0,0130
0,0095
0,0097
0,13
0,33
0,16
0,0058
0,012
0,013
88
Tabela 13 – Densidade avaliada para as amostras de aço obtidas
por MP a serem ensaiadas.
Método: Arquimedes
Densidade do líquido utilizado: 0,78514 g/cm3
Amostra
1
2
3
Peso no
ar [g]
Peso
imerso no
líquido [g]
Peso
específico
[g/cm3]
21,9645
22,3968
17,0434
19,8524
22,2775
22,5537
19,4442
19,8186
15,0758
17,5598
19,7049
19,9453
6,84
6,82
6,80
6,80
6,80
6,79
Peso
específico
médio
[g/cm3]
6,83
6,80
6,79
Fonte: Produção do próprio autor.
5.3.2
Corpos de Prova
Os corpos de prova foram dimensionados de tal forma a
representarem uma faixa de concentração de tensão geométrica
com quatro níveis. O tamanho dos corpos de prova foi definido de
tal forma a ser possível a obtenção do maior número de peças a
partir das amostras circulares (1, 2 e 3), conforme ilustrado na
Figura 51.
89
Figura 51 – Formato das amostras de material obtido por
MP e regiões das quais os corpos de prova para os ensaios foram
extraídos.
Fonte: Produção do próprio autor.
Na Figura 52 apresenta o desenho do corpo de prova sem
entalhe utilizado no ensaio estático. A forma dos corpos de prova,
a relação entre suas dimensões e os parâmetros de usinagem dos
mesmos seguiram as orientações da norma ABNT NBR ISO 68921:2013 (ISO, 2013). Os demais desenhos para os corpos de prova
com entalhe são mostrados no Anexo B.
90
Figura 52 – Corpo de prova de tração sem entalhe
fabricado a partir das amostras de aço obtidas por MP.
20
D
12
14
R3
Fonte: Produção do próprio autor.
5.3.3
Dimensional dos corpos de prova
Uma amostra de cada um dos tipos de corpos de prova de
cada material foi medida para verificar o dimensional geral das
peças e também dos entalhes, conforme contido na Tabela 14.
91
Tabela 14 – Dimensional de uma peça de cada material e tipo de
entalhe dos corpos de prova. Dimensões em [mm].
Material
1
2
3
Material
1
2
3
Material
1
2
3
Material
1
2
3
Entalhe
𝑟𝑒 = 5,0
𝑟𝑒 = 5,0
𝑟𝑒 = 5,0
Entalhe
𝑟𝑒 = 2,0
𝑟𝑒 = 2,0
𝑟𝑒 = 2,0
Entalhe
𝑟𝑒 = 1,1
𝑟𝑒 = 1,1
𝑟𝑒 = 1,1
Entalhe
𝑟𝑒 = 0,2
𝑟𝑒 = 0,2
𝑟𝑒 = 0,2
D
8,01
8,01
8,06
D
12
12
12
D
12
12
12
D
12
12
12
𝑟𝑒
5
5
5
d
𝑟𝑒
2
2
2
d
7,99
8,01
8,01
d
7,99
8,00
8,02
d
8,01
7,99
8,17
𝑟𝑒
1,1
1,1
1,1
𝑟𝑒
0,2
0,2
0,2
Fonte: Produção do próprio autor.
Assim como feito anteriormente, o fator de sensibilidade
ao entalhe estático conforme definido pela Equação (3) foi obtido
para os diferentes materiais em função do fator de concentração
de tensão geométrico 𝐾𝑡 . Este último foi obtido utilizando-se o
MEF, utilizando material linear elástico. Os resultados do 𝐾𝑡
obtidos estão contidos na Tabela 15 e as imagens capturadas na
simulação são apresentados no Anexo E.
Os resultados obtidos nos ensaios são mostrados na
Tabela 16.
92
Tabela 15 – Fator de concentração de tensão estático obtido para
os corpos de prova.
Entalhe
𝑫
𝒅
𝑫/𝒅
𝒓𝒆 /𝒅
𝑲𝒕 numérico
(MLE)
Sem
8
8
1
∞
1
𝑟𝑒 = 5,0
12
8
1,5
0,6250
1,375
𝑟𝑒 = 2,0
12
8
1,5
0,2500
1,785
𝑟𝑒 = 1,1
12
8
1,5
0,375
2,311
𝑟𝑒 = 0,2
12
8
1,5
0,0250
4,515
Fonte: Produção do próprio autor.
Tabela 16 – Resultados de tensão nominal de ruptura e fator de
sensibilidade ao entalhe estático obtido nos ensaios com corpos
de prova de quatro ligas de aço obtido por MP.
Material
1
𝒓𝒆
𝑲𝒕
𝝈𝒖𝒕 (𝒄⁄𝒆)
1
1,375
1,785
2,311
4,515
1
1,375
1,785
2,311
4,515
1
1,375
1,785
2,311
4,515
278,3
286,0
249,8
247,1
209,5
239,8
251,0
226,5
225,8
192,8
240,3
260,8
235,8
246,1
187,4
5,0
2,0
1,1
0,2
2
5,0
2,0
1,1
0,2
3
5,0
2,0
1,1
0,2
Fonte: Produção do próprio autor.
𝝈𝒖𝒕 (𝒔⁄𝒆)
278,3
239,8
240,3
𝑲𝒕 𝒆𝒔𝒕
𝒒𝒆𝒔𝒕
1,0
1,0
1,1
1,1
1,3
1,0
1,0
1,1
1,1
1,2
1,0
0,9
1,0
1,0
1,3
0,0
-0,1
0,1
0,1
0,1
0,0
-0,1
0,1
0,0
0,1
0,0
-0,2
0,0
0,0
0,1
93
A Figura 53 apresenta os resultados obtidos com este
novo ensaio com corpos de prova feitos a partir de amostras de
três materiais sem e com 4 níveis de entalhe. A curva tracejada é
um ajuste dos pontos obtidos para os três materiais avaliados.
Optou-se por considerar todos os pontos no ajuste, pois todos os
três materiais possuem um percentual de carbono entre 0,4 e
0,8%, além do que as densidades são equivalentes. No gráfico é
também apresentada a equação de regressão, assim como o valor
de 𝑅 2 que de acordo com (Um manual de estatística, 2015) e
(Macrodados, 2015), representa o grau de sucesso do ajuste
realizado, sendo que, quanto mais próximo da unidade, melhor é
o ajuste.
Figura 53 – Variação da tensão nominal de ruptura para
três ligas de aço em função do fator de concentração de tensão
estático.
Tensão de ruptura nominal
(MPa)
300
Teste de tração
280
Material 1 (0,43% C)
260
Material 2 (0,79% C)
Material 3 (0,47% C)
240
220
200
180
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
Fator de concentração de tensão geométrico - Kt
Fonte: Produção do próprio autor.
A Figura 54 apresenta o resultado do fator de sensibilidade
ao entalhe estático para os dados ajustados com os três materiais
ensaiados. Os resultados encontrados assemelham-se aos
94
obtidos anteriormente em outro ensaio feito com o material de
bielas e que consta na Figura 50 e com a mesma tendência de
decréscimo desta propriedade na medida em que aumenta o fator
de concentração de tensão geométrico observado na Figura 44.
Como no caso anterior, percebe-se claramente que os materiais
obtidos por MP ensaiados se mostram muito pouco sensíveis ao
entalhe.
A explicação para os baixos valores encontrados pode ser
creditada à não linearidade do material. Dada a porosidade
inerente ao mesmo, materiais obtidos por MP podem ter
comportamento não linear para a curva tensão deformação, tal
como ocorre para os ferros fundidos. No Capítulo 6 poderá ser
verificado que a concentração de tensão é alterada em valor e
posição quando se utiliza uma formulação não linear para a
simulação do ferro fundido, em lugar da formulação linear elástica
convencional.
Figura 54 – Resultados de sensibilidade ao entalhe
estático para as três ligas de aço ensaiadas.
Fator de sensibilidade ao
entalhe estático - qest
0,25
Teste de tração
0,20
0,15
0,10
0,05
0,00
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
Fator de concentração de tensão geométrico - Kt
Fonte: Produção do próprio autor.
Conforme esperado para este tipo de material, observa-se
a baixa sensibilidade ao entalhe. A Figura 39a apresenta valores
95
da referência bibliográfica para ensaio de flexão reversa e no caso
de uma densidade entre 6,8 e 6,9 g/cm3, como é o caso das
amostras testadas, o resultado para carga axial reversa mostra
para uma liga Fe-Cu-C que a tensão alternada para 𝐾𝑡 = 1 é cerca
de 100% maior do que para 𝐾𝑡 = 2,8. Para o caso de ensaio
estático aqui apresentado, o valor foi de aproximadamente 21%,
considerando a curva ajustada com todos os dados. É importante
considerar que o comparativo é válido apenas no comportamento
geral, pois no caso mencionado como referência temos a
presença do cobre na liga. Este material difunde-se durante a
sinterização, enquanto que nas amostras avaliadas, este
componente não foi adicionado. Outro fator importante que não foi
abordado é a forma das partículas de pó de Fe e C utilizadas na
fabricação das amostras. A forma das partículas pode influenciar
no resultado final.
5.4
ENSAIOS DE TORÇÃO REVERSA
Para dar sequência ao trabalho iniciou-se a definição do
ensaio de torção reversa, no sentido de avaliar agora a
sensibilidade ao entalhe na forma de carregamentos cíclicos de
torção, utilizando um equipamento desenvolvido e construído
conforme descrito em (JOAQUIM, 2007). Em seu trabalho, o autor
desenvolveu o equipamento de ensaio ilustrado na Figura 55. O
mesmo equipamento foi utilizado também por Stryhalski (2011),
para testes de formação e crescimento de trincas em materiais
como Aço SAE 1020, Ferro Fundido Cinzento e Alumínio 6063.
Também estudou os modos de falha desde o início da trinca até a
ruptura final do corpo de prova para verificar os modos de falha,
início e propagação da trinca macroscópica desses materiais.
96
Figura 55 – Equipamento de ensaio de fadiga por torção.
10
6
9 8 7
2
1
3
4
11
5
12
Fonte: (JOAQUIM, 2007).
De acordo com Joaquim (2007), Todo o dispositivo é
acionado por um motor elétrico (1). Para a transmissão de rotação
de forma precisa, são utilizadas polias sincronizadoras (2) em
conjunto com uma correia dentada (3), evitando assim qualquer
problema de escorregamento, fornecendo uma frequência
(rotação) ao conjunto idêntica a frequência do motor, ao mesmo
tempo, isolando este conjunto de possíveis carregamentos
indesejáveis em função da vantagem da transmissão por correia.
Esta rotação é transmitida pela correia a um eixo
conectado a uma coroa (4), onde a mesma possui um furo roscado
em uma posição para ser fixado o parafuso com as arruelas (5).
No mesmo eixo da coroa, é montada uma haste (6) que ligará o
eixo da polia ao eixo do corpo de prova. Este conjunto formado
pela haste, a polia e parafuso com arruelas, será o gerador do
carregamento cíclico torcional, cuja magnitude de carregamento
torcional dependerá da rotação da polia e da massa de
desbalanceamento (parafuso e arruelas de massa conhecida)
97
formando a força centrífuga, multiplicada pela distância entre a
linha de centro do eixo do corpo de prova e do eixo da coroa.
O corpo de prova a ser testado (8) com a forma de uma
ampulheta, possui em cada uma de suas extremidades cilíndricas
um rebaixo plano. O sistema de fixação dos corpos de prova
consiste em dois cilindros especialmente projetados (7) para
permitir uma troca rápida, evitar o afrouxamento nas fixações e
garantir a padronização de posicionamento do corpo de prova.
São dois cilindros, sendo um deles ligando o corpo de prova e a
haste da polia de desbalanceamento e o outro cilindro ligando o
corpo de prova ao braço (10) da célula de carga. Todas estas
ligações são feitas por uniões parafusadas.
Cada um dos cilindros é apoiado por mancais (9) de
rolamentos definidos para absorver qualquer carregamento, a não
ser o torcional, mantendo somente um grau de liberdade livre,
sendo ele o de rotação em torno do eixo do corpo de prova,
conforme a norma ISO (ISO, 1977) estabelece. Desta forma,
também se garante que somente carregamento torcional oriundo
do desbalanceamento da polia será aplicado ao corpo de prova.
Por fim o braço (10) da célula de carga ligando um cilindro
do corpo de prova com a célula de carga (11) firmemente fixada
na base serão parte do nosso sistema de medição, pois o braço
fabricado separa o eixo do corpo de prova do eixo da célula de
carga com uma distância conhecida. Esta distância, sendo uma
constante pela qual se multiplica a força medida por uma célula de
carga de tração no sistema de aquisição de dados, nos dará o
torque aplicado na célula de carga.
A definição da configuração dos corpos de prova de torção,
conforme ilustrado na Figura 56 para a configuração sem entalhe,
seguiu indicações feitas na mesma referência e norma ISO (ISO,
1977), com relação a proporcionalidade. No entanto utilizou-se em
tamanho reduzido para possibilitar a extração do maior número de
peças possível a partir da amostra conforme ilustrado na Figura
57. Desta forma, torna-se possível obter 9 corpos de prova a partir
de cada amostra. A ilustração dos demais corpos de prova com
entalhe podem ser visualizados no anexo F.
98
Figura 56 – Forma do corpo de prova sem entalhe para
ensaio de torção reversa.
Fonte: Produção do próprio autor.
Figura 57 – Layout dos corpos de prova de torção
extraídos da amostra de um dos materiais.
Fonte: Produção do próprio autor.
O material escolhido para esta avaliação foi o 2 (Fe –
0,79%C – 0,017%S – 0,022%Ni – 0,0095%Si – 0,33%Mn –
99
0,012%P), por possuir maior percentual de carbono, indicado para
aplicação em componentes que necessitam de resistência a
fadiga.
A geometria dos corpos de prova para o ensaio de torção
foi definida levando-se em consideração dois aspectos: o primeiro
relacionado aos coeficientes de concentração estáticos ou
geométricos desejáveis e o segundo, aspectos de manufatura dos
mesmos. O fator de concentração de tensão estático poderia ser
obtido a partir das relações descritas por Shigley, Mischke e
Budynas (2005). No entanto preferiu-se neste caso utilizar o MEF
para obter os valores de forma mais precisa, considerando
material elástico. Os resultados obtidos via MEF são apresentados
na Tabela 17.
Tabela 17 – Fatores de concentração de tensão estático obtidos
via MEF.
CP
Sem entalhe
1
2
3
4
5
𝑫
5
7,5
7,5
7,5
7,5
7,5
𝒅
𝒓𝒆
𝑫/𝒅
𝒓𝒆 /𝒅
5
5
5
5
5
0,6
0,4
0,2
0,15
0,1
1,5
1,5
1,5
1,5
1,5
0,12
0,08
0,04
0,03
0,02
𝑲𝒕 (MEF)
1
1,467
1,629
2,010
2,212
2,551
Fonte: Produção do próprio autor.
5.4.1
Avaliação das características dos corpos de prova
A Tabela 18 apresenta a rugosidade medida para os
corpos de prova sem entalhe.
100
Tabela 18 – Resultados da medição de rugosidade medida para
os corpos de prova sem entalhe conforme norma ISO 97/JIS01 em
Ra [µm].
CP
1ª med.
2ª med.
01
0,6
0,7
02
1,4
1,2
03
0,3
0,3
04
0,9
0,9
05
0,4
0,4
06
0,6
0,6
07
1,5
1,4
08
0,8
0,8
09
0,8
0,8
10
0,5
0,5
Fonte: Produção do próprio autor.
Os corpos de prova foram medidos com relação às suas
dimensões mais importantes, porque estas podem influenciar os
resultados dos testes de fadiga. Os resultados são mostrados na
Tabela 19.
Tabela 19 – Medição das características geométricas importantes
dos corpos de prova para o ensaio de torção reversa. Dimensões
em [mm].
Corpo de Prova de Torção 01
Corpo de Prova de Torção 02
re
D
d
0,65
0,65
0,65
0,63
0,65
0,65
0,62
0,86
0,67
0,64
0,67
0,66
0,68
0,65
0,76
7,34
7,35
7,36
7,32
7,20
7,25
7,39
7,06
7,33
7,30
7,33
7,32
7,40
7,28
7,23
4,96
4,96
4,96
4,97
4,94
4,97
4,97
4,86
4,97
4,95
4,97
4,97
4,97
4,97
4,78
Média
0,67
Desv. Padrão 0,06
7,30
0,09
4,94
0,05
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Média
Desv. Padrão
Corpo de Prova de Torção 03
re
D
d
0,53
0,56
0,55
0,51
0,54
0,52
0,5
0,5
0,52
0,56
0,52
0,54
0,51
0,51
0,52
0,51
0,53
0,53
0,02
7,44
7,46
7,38
7,35
7,45
7,40
7,36
7,42
7,39
7,44
7,42
7,35
7,40
7,43
7,42
7,42
7,39
7,41
0,03
4,97
5,05
4,95
4,96
4,97
4,96
4,96
4,97
4,96
4,96
4,95
4,95
4,95
4,97
4,96
4,96
4,97
4,97
0,02
re
D
d
0,20
0,33
0,26
0,20
0,26
0,20
0,20
0,21
0,20
0,19
0,27
0,19
0,19
7,40
7,31
7,41
7,37
7,38
7,37
7,40
7,38
7,39
7,24
7,41
7,26
7,38
5,02
5,03
5,03
5,03
5,03
5,03
5,03
5,04
4,65
5,05
5,02
5,02
5,03
Média
0,22
Desv. Padrão 0,04
7,36
0,06
5,00
0,11
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
101
Corpo de Prova de Torção 04
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Média
Desv. Padrão
Corpo de Prova de Torção 05
re
D
d
0,40
0,42
0,50
0,50
0,43
0,50
0,48
0,50
0,52
0,48
0,54
0,50
0,48
0,53
0,48
0,04
7,38
7,37
7,37
7,49
7,24
7,37
7,38
7,46
7,41
7,42
7,38
7,36
7,38
7,42
7,39
0,06
4,98
4,98
4,99
5,00
4,98
4,98
4,99
4,99
4,99
5,00
5,15
4,98
4,99
5,16
5,01
0,06
re
D
d
0,09
0,08
0,10
0,09
0,09
0,10
0,08
0,08
0,10
0,10
0,09
0,10
0,09
7,33
7,30
7,30
7,37
7,40
7,30
7,35
7,31
7,34
7,26
7,33
7,18
7,33
4,99
5,00
4,98
5,20
5,00
5,00
4,98
5,00
5,00
4,98
5,00
4,98
4,99
Média
0,09
Desv. Padrão 0,01
7,32
0,05
5,01
0,06
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
Fonte: Produção do próprio autor.
5.4.2
Análise de porosidade e microestrutura dos corpos de
prova ensaiados.
Foram enviadas ao Laboratório de Materiais 6 (seis)
grupos de corpos de prova do material 2, identificados como 01,
02, 03, 04, 05 e 06 para avaliação microestrutural e de porosidade.
As amostras foram seccionadas, embutidas e preparadas
metalograficamente para observação em microscópio óptico.
5.4.2.1 Análise de porosidade
O nível de porosidade foi obtido através de comparação de
imagens tiradas no aumento de 100x sem ataque, utilizando a
norma ASTM E 112 (ASTM, 1996). As imagens e níveis de
porosidade encontrados podem ser vistos na Tabela 20.
102
Tabela 20 – Imagens de uma amostra de cada tipo de corpo de
prova testado e níveis de porosidade encontrados.
Avaliação de porosidade
CP sem entalhe.
Porosidade nível 3.
CP com 𝑟𝑒 = 0,6𝑚𝑚.
Porosidade nível 2.
CP com 𝑟𝑒 = 0,4𝑚𝑚.
Porosidade nível 2.
CP com 𝑟𝑒 = 0,2𝑚𝑚.
Porosidade nível 3.
CP com 𝑟𝑒 = 0,15𝑚𝑚.
Porosidade nível 2.
Fonte: Produção do próprio autor.
CP com 𝑟𝑒 = 0,1𝑚𝑚.
Porosidade nível 3.
103
Pequena variação no nível de porosidade pode ser
observada. Tal variação pode ser creditada à diferentes regiões
da amostra inicial, que possuía formato cilíndrico com grande
espessura (30 mm). Não foi realizado um mapeamento inicial da
variação de densidade com a espessura, mas de acordo com o
trabalho realizado por Cedergren, Melin e Lidström (2005), que
relata que a porosidade é menor na superfície e maior no centro
da peça. Desta forma pode-se supor que as amostras com menor
porosidade foram retiradas mais próximas da superfície do corpo
de prova inicial e as com maior porosidade do centro.
5.4.2.2 Análise de microestrutura
A análise de microestrutura foi realizada também para as
seis amostras, utilizando-se ataque com nital 4%. A Tabela 21
ilustra as metalografias encontradas.
A análise de microestrutura revelou que a estrutura da
matriz dos grãos do material é composta por regiões de perlita e
ferrita. Entre corpos de prova não se constatou diferença
significante, o que era esperado por terem sido extraídos de
amostras equivalentes de aço obtido por MP.
104
Tabela 21 – Microestrutura de uma amostra de cada tipo de corpo
de prova testado.
Análise de microestrutura
Ataque com Nital 4%. Aumento de 500x
CP sem entalhe.
CP com 𝑟𝑒 = 0,6𝑚𝑚.
CP com 𝑟𝑒 = 0,4𝑚𝑚.
CP com 𝑟𝑒 = 0,2𝑚𝑚.
CP com 𝑟𝑒 = 0,15𝑚𝑚.
CP com 𝑟𝑒 = 0,1𝑚𝑚.
Fonte: Produção do próprio autor.
105
5.5
TRATAMENTO DOS DADOS DE TORÇÃO REVERSA
5.5.1
Distribuição probabilística
De acordo com Portal Action (2015), assim como a
distribuição de Weibull, a distribuição log-normal é muito usada
para caracterizar tempo de vida de produtos e materiais. Isso inclui
fadiga de metal, semicondutores, diodos e isolação elétrica.
A função densidade de probabilidade da distribuição lognormal é dada por:
𝑓(𝑡) = 𝑡𝛿
1
√2𝜋
1 log(𝑡)−𝜂
)] , 𝑡
𝛿
∙ 𝑒𝑥𝑝 [− 2 (
> 0,
(24)
onde 𝑡 é o tempo até a falha, 𝜂 e 𝛿 são respectivamente a média
e desvio padrão da distribuição de log(𝑡). Além disso, a função
densidade de probabilidade é válida para −∞ < 𝜂 < ∞ e 𝛿 > 0.
A Figura 58 ilustra a distribuição log-normal para três
diferentes valores de 𝛿.
Figura 58 – Funções de densidade de probabilidade da
distribuição log-normal com 𝜂 = 0.
3,0
2,5
f(t)
2,0
1,5
1,0
0,5
0,0
0
1
2
3
4
t
5
Fonte: Produção do próprio autor.
Existe uma relação entre as distribuições log-normal e
normal, similar à existente entre as distribuições de Weibull e de
valor extremo. O logaritmo de uma variável que segue distribuição
log-normal com parâmetros 𝜂 e 𝛿 tem distribuição normal com
106
média 𝜂 e desvio padrão 𝛿 . Essa relação significa que dados
provenientes de uma distribuição log-normal podem ser
analisados segundo uma distribuição normal, se considerarmos o
logaritmo dos dados ao invés dos valores originais.
A função de confiabilidade de uma distribuição log-normal
é dada pela equação
log(t )
R (t )
(25)
na qual (.) é a função de distribuição acumulada de uma
distribuição normal padrão.
O tempo médio de vida (Mean Time to Failure – 𝑀𝑇𝑇𝐹) e
a variância da distribuição log-normal ( 𝑉𝑎𝑟(𝑇) ) são dados,
respectivamente, por:
𝑀𝑇𝑇𝐹 = 𝑒𝑥𝑝 (𝜂 +
𝛿2
2
)
𝑉𝑎𝑟(𝑇) = 𝑒𝑠𝑝(2𝜂 + 𝛿 2 ) ∙ [𝑒𝑥𝑝(𝛿 2 ) − 1]
(26)
(27)
O quantil 100 p% para o tempo 𝑡𝑝 da distribuição lognormal é dado pela expressão
𝑡𝑝 = exp(𝑧𝑝 𝛿 + 𝜂)
(28)
sendo 𝑧𝑝 o quantil 100-p% da distribuição normal padrão. Para a
análise dos dados deste trabalho, estão sendo considerados os
quantis para 5, 50 e 95%.
O conceito de testes de vida ou de fadiga acelerados está
sendo utilizado para o tratamento dos dados. Por convenção, a
projeção de nível de tensão alternada é feita para o tempo de 107
ciclos para o cálculo do fator de concentração de tensão em fadiga
por torção 𝐾𝑓𝑠 . Posteriormente, este fator é utilizado para obtenção
do fator de sensibilidade ao entalhe em fadiga 𝑞𝑠 , conforme a
Equação (7).
Testes acelerados são aqueles em que a resposta de
interesse é o “tempo até a ocorrência da falha”. O objetivo neste
caso é obter curvas S–N correspondentes à 5, 50 e 95% de falha,
107
a partir dos dados. Com estas curvas, pode-se extrapolar os
resultados obtidos nos testes para as condições normais de uso,
ou para algum determinado ponto de interesse. No presente
experimento, o fator de aceleração é a tensão alternada imposta
aos corpos de prova através do equipamento descrito na seção
5.1.
5.5.2
Relação estresse-Resposta.
O experimento é de forma geral sujeito a variações que
podem ser decorrentes de problemas com o próprio equipamento
e procedimentos utilizados. Também podem ser devido ao fato de
não se poder controlar todas as fontes de variação, seja por
desconhecimento das mesmas ou pela impossibilidade prática de
se executar tal controle. Dadas estas condições de variação,
pode-se dizer que o tempo até a falha 𝑇 (resposta) está
relacionado com o estresse (variável de estresse) segundo um
modelo dado pela equação (25).
𝑇 = 𝑓(𝑒𝑠𝑡𝑟𝑒𝑠𝑠𝑒) + 𝑒𝑟𝑟𝑜
(29)
De acordo com Portal Action (2015), A função “𝑓” deve ter
uma forma funcional tal que expresse uma tendência decrescente,
com o aumento do estresse. Esta função é a “relação estresseresposta”. Deve também ter algum significado físico ou químico,
sendo que os mais utilizados são Arrhenius e Potência Inversa. O
primeiro é mais utilizado quando o fator de estresse é a
temperatura, afetando propriedades químicas do material em
teste. Já a Potência Inversa é mais apropriada segundo a literatura
para descrever fenômenos mecânicos como fadiga de metais e
por isso é o escolhido para tratamento dos dados obtidos neste
ensaio.
Supondo-se que a variável de estresse V seja positiva
(como acontece na maioria das situações). A relação de potência
inversa tem a forma da equação (30).
𝑇=
𝐴𝑚𝑎𝑡
𝑉 𝛽1
(30)
108
na qual 𝐴𝑚𝑎𝑡 e 1 são parâmetros característicos do produto,
geometria, fabricação, método de teste, etc.
Pode-se escrever ainda:
𝑙𝑜𝑔(𝑇) = 𝛽0 + 𝛽1 [−𝑙𝑜𝑔(𝑉)]
(31)
𝑙𝑜𝑔(𝑇) = 𝛽0 + 𝛽1 𝑥
(32)
nas quais 𝛽0 = 𝑙𝑜𝑔(𝐴) e 𝑥 = log(𝑉). Da expressão (31) deriva-se
o fator de aceleração entre o tempo de falha 𝑇1 do nível de
estresse 𝑉1 e o tempo de falha 𝑇2 no nível de estresse de
referência 𝑉2 , dado por
𝐴𝑐 = (𝑉2 ⁄𝑉1 )𝛽1
(33)
Finalmente, a utilização da relação estresse-resposta, em
conjunto com o modelo probabilístico, através do aplicativo Action
(Portal Action, 2015) fornece as previsões de nível de tensão
cisalhante alternada para o número de ciclos aqui neste trabalho
definido como 107.
5.5.3
Resultados obtidos nos ensaios de torção reversa
Para cada configuração de entalhe, cerca de 20 amostras
foram testadas, sendo que no total foram realizados 78 ensaios
para este material. O conjunto de todos os dados obtidos no
ensaio é ilustrado no gráfico da Figura 59. Pode ser observado
neste gráfico, que existe uma dispersão acentuada dos resultados,
indicando que um maior número de ensaios deverá ser necessário
para aumentar a precisão da análise. Outrossim, a análise foi
realizada para cada conjunto de dados obtidos para cada um dos
tipos de entalhe ensaiados.
Outra informação relevante a ser considerada é a
decorrente dos ensaios de tração realizados, para os quais
obteve-se um valor de resistência à tração sem entalhe da ordem
de 260 à 280 MPa, segundo o gráfico da Figura 53. Considerandose o Círculo de Mohr para ensaio de tração simples, temos que
neste tipo de ensaio, a tensão cisalhante máxima corresponde à
metade da tensão normal máxima encontrada.
109
Desta forma, os valores de tensão cisalhante reversa para
um ciclo, projeção das curvas S–N encontradas no eixo Y, não
deveriam ser muito superiores ou inferiores à faixa compreendida
entre 130 e 140 MPa. Trata-se portanto, de um critério para
validação ou não do conjunto de dados.
Figura 59 – Gráfico ilustrando a dispersão de todos os
dados levantados neste ensaio.
Tensão cisalhante reversa
(MPa)
200
180
Sem entalhe (falha)
160
Sem entalhe (não falha)
140
re = 0,6 (falha)
120
re = 0,6 (não falha)
100
re = 0,4 (falha)
re = 0,4 (não falha)
80
re = 0,2 (falha)
60
re = 0,2 (não falha)
40
re = 0,15 (falha)
20
re = 0,15 (não falha)
0
100
1.E+00
re = 0,1 (falha)
101
102
1.E+02
103
104
1.E+04
105
106
1.E+06
107
re = 0,1 (não falha)
Ciclos
Fonte: Produção do próprio autor.
O tratamento dos dados obtidos foi realizado utilizando-se
o aplicativo Action, versão 2.7, obtido do Portal Action (2015). O
intuito da análise com este aplicativo é de se obter para o conjunto
de dados, tanto os de falha quanto os de não falha, também
conhecidos como run-outs uma curva característica de fadiga de
tensão cisalhante reversa em função do número de ciclos. Uma
vez que estamos tratando de um material poroso, não se
caracterizará uma inflexão na curva e a projeção será feita até 107
ciclos, convenção utilizada no presente trabalho. A Figura 60a-f a
seguir apresenta os resultados obtidos para os corpos de prova
sem entalhe e com entalhes de 𝑟𝑒 = 0,6 ; 0,4 ; 0,2 ; 0,15 ; 0,1 mm,
respectivamente.
110
Tensão Cisalhante Reversa
(MPa)
Figura 60 – Dados obtidos com corpos de prova sem
entalhe e com entalhe e as curvas de quantis para 5 e 95%
correspondentes.
300
CP Sem entalhe
250
5%
200
150
50%
95%
100
50
0
100
1,E+00
Falhas
Não Falhas
101
1,E+01
102
1,E+02
103
1,E+03
104
1,E+04
105
1,E+05
106
1,E+06
107
1,E+07
106
1,E+06
107
1,E+07
Tensão Cisalhante Reversa
(MPa)
Ciclos
300
CP com entalhe
250
200
5%
150
50%
100
50
0
100
1,E+00
95%
Falhas
Não Falhas
101
1,E+01
102
1,E+02
103
1,E+03
104
1,E+04
Ciclos
105
1,E+05
Tensão Cisalhante Reversa
(MPa)
111
300
CP com entalhe
250
200
5%
150
50%
100
50
0
100
1,E+00
95%
Falhas
Não Falhas
101
1,E+01
102
1,E+02
103
1,E+03
104
1,E+04
105
1,E+05
106
1,E+06
107
1,E+07
1,E+06
106
1,E+07
107
Tensão Cisalhante Reversa
(MPa)
Ciclos
300
CP com entalhe
250
200
5%
150
50%
100
50
0
1,E+00
100
Série4
Não Falhas
1,E+01
101
95%
1,E+02
102
1,E+03
103
1,E+04
104
1,E+05
105
Tensão Cisalhante Reversa
(MPa)
Ciclos
300
CP com entalhe
250
50%
200
150
5%
95%
100
50
0
1,E+00
100
Falhas
Não Falhas
1,E+01
101
1,E+02
102
1,E+03
103
1,E+04
104
Ciclos
1,E+05
105
1,E+06
106
1,E+07
107
112
Tensão Cisalhante Reversa
(MPa)
300
CP com entalhe
250
200
5%
50%
95%
150
100
50
0
100
1,E+00
Falhas
Não Falhas
101
1,E+01
102
1,E+02
103
1,E+03
104
1,E+04
105
1,E+05
106
1,E+06
107
1,E+07
Ciclos
Fonte: Produção do próprio autor.
Utilizando-se o critério proposto, são considerados válidos
os resultados para entalhes com 𝑟𝑒 = 0,6 ; 0,4 ; 0,2 𝑒 0,1 𝑚𝑚. Assim
sendo, projetou-se os dados das curvas S–N, para 107 ciclos e
realizou-se a análise de sensibilidade ao entalhe.
5.5.4
Comparativo de dados de fadiga para 107 ciclos
O comparativo foi feito para este número de ciclos,
considerando os modelos utilizados da seção anterior para o
ajuste de dados. Os dados obtidos para resistência à fadiga em
107 ciclos são apresentados na Tabela 22.
Tabela 22 – Resultados obtidos para o ensaio de torção dinâmica.
Entalhe
𝒓𝒆
𝑲𝒕𝒔
𝑺𝒇𝒔 (95%)
[MPa]
𝑺𝒇𝒔 (50%)
[MPa]
𝑺𝒇𝒔 (5%)
[MPa]
Sem
Tipo 1
Tipo 2
Tipo 3
Tipo 4
Tipo 5
Sem
0,60
0,40
0,20
0,15
0,10
1,00
1,47
1,63
2,01
2,21
2,55
57
68
73
50
65
63
71
93
92
66
78
72
90
128
115
88
93
82
Fonte: Produção do próprio autor.
A Figura 61 apresenta os resultados de resistência à fadiga
projetados para 107 ciclos, em função do fator concentração de
113
tensão cisalhante 𝐾𝑡𝑠 . Tal como foi feito para os dados de tração,
um ajuste foi feito para os dados considerados válidos, de tal forma
a se obter as curvas de resistência à tração em função do fator de
concentração de tensão geométrico. A Figura 62 apresenta os
resultados de sensibilidade ao entalhe na fadiga de torção em
função do fator de concentração de tensão geométrico.
A primeira observação a ser feita é com relação ao formato
da curva de sensibilidade ao entalhe na fadiga, que se apresenta
decrescente na medida em que se aumenta o fator de
concentração de tensão geométrico. Este comportamento é
equivalente ao encontrado na referência e apresentado na Figura
44
Tensão cisalhante reversa
(MPa)
Figura 61 – Gráfico de resistência à fadiga projetado para
107 ciclos, resultante da análise realizada, em função do fator de
concentração de tensão geométrico 𝐾𝑡𝑠 .
160
Ensaio de torção reversa
5%
140
120
50%
100
80
95%
60
40
20
0
1
1,2
1,4
1,6
1,8
2
2,2
2,4
Fator de concentração de tensão geométrico - Kts
Fonte: Produção do próprio autor.
2,6
2,8
114
Fator de sensibilidade ao entalhe
em fadiga na torção - qs
Figura 62 – Variação do fator de sensibilidade ao entalhe
na fadiga de torção em função do fator de concentração de tensão
𝐾𝑡𝑠 .
0.6
0.5
0.4
0.3
0.2
0.1
0
1
1.5
2
2.5
3
Fator de concentração de tensão geométrico na torção - Kts
Fonte: Produção do próprio autor.
Com relação aos valores, em geral o que se observa é uma
sensibilidade ao entalhe na faixa de 0,5 para fadiga na torção.
Estes valores são superiores aos encontrados no ensaio de flexão
e de tração estáticos com entalhe, para os quais obteve-se
respectivamente 0,025 e 0,15. Do gráfico da Figura 44, é possível
obter-se o fator de sensibilidade ao entalhe em fadiga, para 𝐾𝑡 =
2,8, como sendo 0,14 em ensaio de flexão para liga Fe-Cu-C e FeCu. Já para carregamento axial da liga Fe-Cu-Ni e Fe-P, o valor
calculado é 0,29.
Por ser maior para o presente trabalho, o fator de
sensibilidade ao entalhe na torção obtido para a liga Fe-C
ensaiada, leva à recomendação de que no projeto de
componentes, considere-se fatores entre 0,25 e 0,5. Há de se
tomar em consideração também o fato de que as ligas que
possuem cobre em sua composição podem ter seu
comportamento diferenciado em relação à liga ensaiada, uma vez
que o cobre se difunde entre as partículas de ferro e carbono
durante a sinterização.
De qualquer forma, dada a dispersão obtida nos ensaios,
é recomendável aumentar o número de testes. Outro ponto
115
importante, é a avaliação da concentração de tensão geométrica
utilizando material não linear.
116
117
6
FERRO FUNDIDO E SUAS PROPRIEDADES
Este capítulo é focado em ferros fundidos e se insere no
contexto da presente tese pelo fato de que estes tipos de materiais
possuem em sua matriz células de grafita, interconectadas ou não.
Inicialmente apresenta-se um sumário sobre as características
destes tipos de materiais, suas propriedades mecânicas e fatores
que influenciam as mesmas durante a fabricação. Em seguida, os
resultados de ensaios de tração, assim como as curvas médias
ajustadas obtidas para Tensão Deformação. É feita também uma
simulação considerando material linear e não linear do ensaio de
tração para analisar a concentração de tensão estática ou
geométrica dos corpos de prova.
Uma definição muito interessante para os ferros fundidos
é a elaborada por Guesser (2009). Com base no diagrama de
equilíbrio ferro carbono, pode-se definir ferro fundido como uma
liga, onde o carbono possui teores maiores que 2%,
apresentando-se na forma de carbono combinado e carbono
grafítico. Assim o ferro fundido é considerado uma liga ternária FeC-Si, uma vez que o silício aparece naturalmente junto com o
carbono, muitas vezes em porcentagem similar ou maior que o
próprio carbono. Podem conter ainda Mn, S e P ou outros
elementos de liga diversos, caracterizados pelo fato do teor de C
ser maior que 2%.
6.1
FATORES DETERMINANTES NAS PROPRIEDADES
MECÂNICAS
Durante a solidificação o ferro fundido apresenta
geralmente uma fase pró-eutética (austenita, grafita) e que se
completa com uma solidificação eutética (austenita + grafita ou
austenita + carbonetos). Nos ferros fundidos com grafita, a
microestrutura apresenta-se como uma matriz similar aos aços
(ferrita, perlita, martensita, etc.) e partículas ou um esqueleto de
grafita. A grafita possui resistência mecânica muito baixa, de modo
que, sob o enfoque de propriedades mecânicas, a sua presença
pode ser entendida como uma descontinuidade da matriz,
exercendo um efeito de concentração de tensões, sendo que a
118
forma e distribuição possuem profundo efeito sobre as
propriedades mecânicas. Segundo Guesser, na forma esférica o
fator de concentração de tensões causado pela grafita é de
𝜎𝑚𝑎𝑥 /𝜎0 ~1,7, enquanto que, quando em formas agudas (grafita
em veios) o efeito de concentração de tensões é mais alto e de
𝜎𝑚𝑎𝑥 /𝜎0 ~5,4. Este ponto será novamente abordado mais à frente
nas análises feitas em mesoescala.
A Figura 63, apresenta de forma gráfica, a diferença
existente entre os efeitos de concentração de tensão nas
proximidades de grafitas na forma esférica e na forma de veios.
Figura 63 – (a) Efeito de concentração de tensão na
proximidade de um grão de grafita esférica. (b) Mesmo efeito na
extremidade de uma lamela grafita, na forma de veios.
Fonte: Produção do próprio autor.
Outro fator determinante nas propriedades mecânicas dos
ferros fundidos é sua matriz metálica. Uma matriz constituída de
ferrita resulta em baixos valores de resistência mecânica
associados a altos valores de ductilidade e tenacidade. Já uma
matriz constituída de perlita irá resultar em bons valores de
resistência mecânica e valores relativamente baixos de
ductilidade. A mistura das duas matrizes resulta em diferentes
classes de ferros fundidos, com diferentes combinações de
propriedades, cada qual adequada para uma aplicação específica.
Segundo Guesser, A obtenção de estruturas de martensita
revenida ou austenita resulta em classes de ferro fundido de alta
resistência. A Figura 64 ilustra os dois tipos de matrizes mais
encontradas nos ferros fundidos.
119
Figura 64 – Tipos de matriz metálica em ferros fundidos.
(a) Ferrita (100x) e (b) perlita (1.000x).
Fonte: (GUESSER, 2009).
6.2
TIPOS DE FERRO FUNDIDO
Segundo Guesser, os ferros fundidos são classificados de
acordo com o formato da grafita na matriz metálica. O ferro fundido
cinzento caracteriza-se por apresentar a grafita na forma de veios.
Apesar de aparecer de forma isolada na metalografia, constituise num esqueleto contínuo em cada célula eutética. A matriz pode
ser ferrítica ou mais comumente perlítica e cobrem uma faixa de
resistência entre 100 a 400 MPa (mais comum de 150 a 300 MPa).
A Figura 65 apresenta a microestrutura típica de ferro
fundido cinzento classe FC250, com a grafita distribuída na forma
de veios.
120
Figura 65 – Microestrutura de ferro fundido cinzento
FC250, revelando a estrutura da grafita.
Fonte: (Materiais de construção mecânica, 2015)
A Tabela 23 apresenta esquematicamente as diversas
classes do ferro fundido cinzento e o efeito em características
importantes para diferentes tipos de aplicação.
Tabela 23 – Representação esquemática das características das
diversas classes do ferro fundido cinzento.
Classe
FC200 FC250 FC300 FC350 FC400
Resistência Mecânica
Módulo de Elasticidade
Capacidade de amortecimento de vibrações
Resistência a altas temperaturas
Resistência ao choque térmico
Dureza
Resistência ao desgaste
Usinabilidade
Acabamento superficial em superfícies usinadas
Fundibilidade
Custo
FC100
FC150
Fonte: (GUESSER, 2009).
121
Outro tipo de ferro fundido largamente utilizado pela
indústria é o nodular. Este tipo de material apresenta a grafita na
forma de nódulos. A boa ductilidade é uma propriedade importante
deste material, sendo que com matriz ferrítica possui Limite de
Ruptura entre 380 a 450 MPa com alongamento entre 10 a 22%.
Com matriz perlítica o Limite de Ruptura pode atingir até 900 MPa
com alongamento de 2%. A Figura 66 mostra a microestrutura
típica de um ferro fundido nodular.
Figura 66 – Microestrutura de ferro fundido nodular.
Fonte: (Materiais de construção mecânica, 2015)
A Tabela 24 apresenta esquematicamente as diversas
classes do ferro fundido nodular e o efeito em características
importantes para diferentes tipos de aplicação.
O ferro fundido nodular pode se apresentar também na
forma austemperado e ligado. Neste caso a matriz se apresenta
na forma de ausferrita, obtida pelo processo de austêmpera. Este
tipo de tratamento proporciona altos níveis de resistência
mecânica (850 à 1300 MPa), com boa ductilidade (2 à 10%). O
ferro fundido nodular ligado Si/Mo e austeníticos, ligados ao Ni são
muito empregados na indústria automobilística.
122
Tabela 24 – Representação esquemática das características das
diversas classes do ferro fundido nodular.
FE38017
FE42012
FE50007
Classe
FE60003
FE70002
FE80002
FE90002
Limite de Resistência, Limite de Escoamento
Alongamento
Limite de Fadiga
Resistência ao Impacto
Dureza
Resistência ao desgaste
Usinabilidade
Resposta à Têmpera Superficial
Custo
Fonte: (GUESSER, 2009).
Uma outra classificação é o ferro fundido maleável, obtidos
por tratamento térmico. Se o processo for de grafitização, obtémse o ferro maleável preto, no qual a grafita apresenta-se em forma
de agregados, sendo a matriz ferrítica, perlítica ou de martensita
revenida. As classes de resistência vão de 300 a 700 MPa, com
alongamento de 12 a 2%. Se o processo utilizado for de
descarbonetação obtêm-se o ferro maleável branco, com baixo
teor de carbono e boa soldabilidade na camada descarbonetada.
O ferro fundido também pode ser produzido na forma
vermicular. Neste caso a grafita se apresenta predominantemente
em forma de vermes (compacta). A matriz pode ser ferrítica,
perlítica ou combinação destes microconstituintes. As
propriedades mecânicas entre o ferro cinzento e nodular são
mostradas na Tabela 25, logo após a Figura 67 que ilustra a
microestrutura do ferro fundido vermicular.
123
Figura 67 – Microestrutura do ferro fundido vermicular.
Grafita predominantemente em forma de vermes, com alguns
nódulos. 5% nodularidade, sem ataque. 100X.
Fonte: (GUESSER, 2009).
Tabela 25 – Comparativo de propriedades mecânicas principais
entre o ferro fundido cinzento, vermicular e nodular.
Propriedade
Limite de resistência
Limite de
escoamento 0,2
Módulo de
Elasticidade
Alongamento
Limite de fadiga –
flexão rotativa
Dureza
Condutividade
térmica
Amortecimento de
vibrações
Fonte: (GUESSER, 2009).
Cinzento
55%
Vermicular
100%
Nodular
155%
--
100%
155%
75%
100%
110%
0%
100%
200%
55%
100%
125%
85%
100%
115%
130%
100%
75%
285%
100%
65%
124
6.3
METALURGIA DOS FERROS FUNDIDOS
O processo de solidificação do ferro fundido pode ser
explicado tomando-se como exemplo um ferro fundido cinzento
com 3,4%C, à temperatura de 1400°C. A solidificação inicia-se
cerca de 1260°C com a formação das primeiras dendritas de
austenita. De acordo com o diagrama de fases, estas dendritas
apresentam teor de carbono de aproximadamente 1,5% e seu
crescimento rejeita carbono para a fase líquida. Com a diminuição
da temperatura, aumenta a quantidade de austenita formada cuja
composição altera-se em direção a “E”, conforme ilustrado na
Figura 68, com uma amplificação da região de interesse na Figura
69.
A composição do líquido movimenta-se em direção a “C”.
Na temperatura de 1153°C a austenita tem composição de 2,0%C
e o líquido está com 4,3%C. Pela regra da alavanca, a composição
de fases é de 63% de austenita e 37% de líquido. Esta é a
temperatura eutética e abaixo da mesma o líquido se transforma
em dois sólidos simultaneamente: Austenita e Grafita.
Figura 68 – Diagrama de equilíbrio Ferro-Carbono.
Fonte: (PIESKE et al., 1976).
125
Figura 69 – Exemplo de solidificação de ferro fundido
com 3,4%C.
Fonte: (PIESKE et al., 1976).
6.4
MATRIZ FERRÍTICA X PERLÍTICA
Após a solidificação, o resfriamento resulta em diminuição
do teor de carbono dissolvido na austenita. À 723°C a austenita
tem cerca de 0,7% de carbono dissolvido. Nesta temperatura
ocorre a transformação eutetoide, em que um sólido se transforma
em outros dois sólidos simultaneamente. No caso de uma reação
eutetoide estável, a austenita se transforma em ferrita + grafita.
Tal situação ocorre em temperaturas mais altas, com distâncias
de difusão maiores e a grafita se deposita sobre as partículas
existentes. Já no caso de uma reação eutetoide metaestável, a
austenita se transforma em ferrita + cementita (perlita). Esta
transformação ocorre em temperaturas mais baixas, ocorrendo a
difusão do carbono apenas na austenita em frente às lamelas de
ferrita que estão crescendo.
A composição química tem profundo efeito sobre estas
duas reações eutetoides. Alguns elementos favorecem a formação
de matriz ferrítica como o caso do silício (Si) que aumenta a
distância entre as temperaturas eutetoides estável e metaestável,
promovendo a reação estável. Outros elementos favorecem a
126
formação de matriz perlítica. O manganês (Mn), cromo (Cr) e
vanádio (V) reduzem a distância entre as temperaturas eutetoide
estável e metaestável promovendo a reação metaestável. Já o
estanho (Sn), cobre (Cu) e antimônio (Sb) dificultam a deposição
do carbono sobre a grafita, também promovendo a reação
metaestável.
A velocidade de resfriamento e número de nódulos ou
ramificação da grafita lamelar também tem sua influência sobre a
transformação. Uma velocidade mais baixa favorece a reação
eutetóide estável e o número de nódulos ou ramificação da grafita
lamelar condiciona as distâncias de difusão para ocorrência de
reação eutetoide estável.
6.5
CARBONO EQUIVALENTE
Ferros fundidos são ligas complexas que contém além do
Fe e C, vários outros elementos de liga e impurezas. Para levar
em conta o efeito destes constituintes no diagrama Fe-C, utilizase o conceito de carbono equivalente 𝐶𝐸 e Grau de Saturação 𝐺𝑆.
O carbono equivalente considera os efeitos dos elementos
químicos sobre o deslocamento dos pontos importantes do
diagrama de equilíbrio Fe-C e é dado pela relação:
CE C
( Si P )
3
(34)
O grau de saturação avalia o quanto a composição química
se afasta da composição eutética, considerando então os vários
elementos químicos (PIESKE et al., 1976). Esta característica é
dada pela equação.
GS
%C
% Si % P
4,3
3
3
(35)
127
6.6
GRAFITA LAMELAR X NODULAR
A grafita tem estrutura hexagonal e pode crescer em dois
planos – Basal e Prismático, conforme Gruzlesky (2000) Figura 70
e McSwain e Bates (1975) na Figura 71. Em ligas Fe-C puras a
direção preferida para crescer é no plano basal que tem baixa
energia interfacial com o líquido. O resultado do crescimento no
plano basal é a grafita na forma nodular. Elementos tenso ativos
(S, O) tendem a ser absorvidos no plano prismático reduzindo sua
energia interfacial. A grafita passa então a crescer neste plano na
forma lamelar. Para se produzir o ferro fundido na forma nodular
passa a ser importante a adição do magnésio (Mg) – forte
desoxidante e dessulfurante.
Figura 70 – Estrutura hexagonal da grafita. O crescimento
preferencial na direção C (plano basal) resulta em grafita nodular,
enquanto que o crescimento na direção A (planos prismáticos)
produz grafita lamelar.
Fonte: (GRUZLEZKI et al., 2000).
128
Figura 71 – Esquema do crescimento da grafita em veios
e em nódulos.
Fonte: (McSWAIN; BATES, 1974).
6.7
GRAFITA X CARBONETOS (INOCULAÇÃO)
O processo de solidificação exige um certo afastamento da
condição de equilíbrio para que a nucleação tenha início. Nos
ferros fundidos ao invés de se formar a grafita, existe a
possibilidade de se formar a cementita (Fe3C), fase de alta dureza.
A cementita prejudica a usinabilidade da peça. A
ferramenta que o fundidor dispõe é a inoculação – adição de
aditivos que formam partículas sobre as quais a grafita pode se
precipitar, reduzindo-se gastos com energias de superfície. Os
inoculantes podem afetar as propriedades mecânicas, seja pelo
aumento do número de nódulos (FoFo nodular) seja evitando a
formação da grafita de super resfriamento associada a matriz
ferrítica, de baixa resistência (FoFo cinzento).
Jögren (2007) estudou a influência da grafita no
comportamento de deformação elástica e plástica de ferros
fundidos. Segundo o autor, o teor e morfologia da grafita presente
nos ferros fundidos afeta suas propriedades. Em ferros fundidos
lamelares, as propriedades mecânicas são baixas enquanto que a
condutividade térmica é alta. Já em ferros fundidos nodulares, as
propriedades mecânicas são altas e a condutividade térmica é
baixa. O autor estudou dois grupos de materiais. Um com
diferentes conteúdos de grafita e o segundo com diferenças na
129
morfologia. O autor correlaciona as propriedades com aspectos
micro estruturais observados e são utilizados ensaios de tração e
emissividade acústica para estudar a deformação. A Figura 72
mostra as três morfologias típicas da grafita em ferros fundidos.
Figura 72 – Morfologias típicas da grafita em ferros
fundidos.
Estrutura lamelar –
FoFo cinzento
Estrutura de vermes –
FoFo vermicular
Estrutura nodular –
FoFo nodular
Fonte: (JÖGREN, 2007).
A Figura 73 apresenta a matriz em duas formas típicas de
ferro fundido.
Figura 73 – Dois tipos de matriz típicas do ferro fundido.
Matriz perlítica – Ataque com Nital
2%
Fonte: (JÖGREN, 2007).
Cementita livre (fase branca) –
Ataque com Nital 10%
130
O interesse particular de Jögren foi com relação ao ferro
fundido compacto (branco) utilizado em anéis de pistão. A fase
cementita introduz o benefício de resistência ao desgaste. O autor
aponta que o crescimento natural da grafita na fase líquida se dá
na forma esferoidal. Já o crescimento na forma lamelar ou
compactada é um padrão, modificado de crescimento e o que
modifica este padrão é a presença de modificadores como
oxigênio e enxofre através de mecanismo de absorção na
superfície. Como já foi dito anteriormente, as diferentes
morfologias encontradas nos ferros fundidos são obtidas através
de parâmetros como:
•
•
•
•
•
Inoculação;
Tratamento do fundido;
Composição química;
Taxa de solidificação e
Tratamento térmico.
Com relação a grafita formada durante a solidificação,
suas propriedades mecânicas são dependentes também da
direção de solidificação na qual ocorre. Para o Módulo de
Elasticidade, valores na faixa de 4,17 a 303 GPa são encontrados
na literatura. Utilizando nanoindexação Fukumasu et al. (2005)
encontrou valores de 23 ± 3 GPa.
Dryden e Purdy (1989) mediram o Módulo de Elasticidade
para as diferentes direções cristalográficas, conforme ilustrado na
Figura 70. Na direção do Plano Basal “A”, o valor encontrado foi
de 1060 GPa, enquanto que na direção ortogonal ao mesmo “C”,
o valor foi de 0,18 GPa. Trata-se de uma diferença significativa e
a razão para a mesma reside no fato de que as forças atômicas
no plano são ligações covalentes, enquanto que as forças entre
planos cristalográficos são forças de Van der Waals. A resistência
a tração é dada em vários trabalhos como sendo entre 20 e 45
GPa.
A quantidade e forma da grafita afetam a deformação
plástica do ferro fundido. Quanto mais grafita, menor a resistência
mecânica. A grafita na forma lamelar leva a comportamento de
deformação não linear.
Com relação à matriz, que pode ser ferrítica ou perlitica, as
propriedades do fundido podem também ser modificadas
modificando-se as velocidades de resfriamento e alterando-se a
131
distância interlamelar da perlita. Todos os ferros fundidos contem
concentrações relativamente altas de Si (1-3% em massa). Isto
aumenta o potencial de grafitização. A adição de silício (Si)
também aumenta a resistência de ferros fundidos de matriz
ferrítica, permitindo maior refino de grão. Para cada 1% de Si
adicionado na matriz ferrítica, a resistência a tração aumenta
aproximadamente 45 MPa. O Módulo de Elasticidade do aço (200
a 210 GPa) pode ser atribuído aos diferentes tipos de matriz do
ferro fundido. Para correlacionar a fase da grafita com as
propriedades mecânicas, as partículas de grafita são
caracterizadas de acordo com a forma, por vários parâmetros. Os
mais utilizados são Circularidade, Nodularidade e Razão de
Aspecto (RA). A Circularidade é dada pela relação a seguir
(DRYDEN; PURDY, 1989):
Circularidade
4
A
I
2
max
(36)
onde 𝐼𝑚𝑎𝑥 é o máximo comprimento interceptado de uma partícula
de grafita e 𝐴 é a área da partícula na seção. A circularidade total
é calculada como a média da circularidade de todas as partículas
estudadas na seção. O ferro lamelar por exemplo possui
circularidade inferior à 0,25 e partículas interconectadas. Já o ferro
compactado possui circularidade entre 0,25 e 0,60 e partículas
interconectadas. Finalmente, o ferro nodular possui circularidade
maior que 0,60 com partículas discretas e não interconectadas.
O outro parâmetro é a Nodularidade, a qual é definida pela
relação (37).
𝑁𝑜𝑑𝑢𝑙𝑎𝑟𝑖𝑑𝑎𝑑𝑒 =
∑ 𝐴𝑛ó𝑑𝑢𝑙𝑜𝑠 +0,5.∑ 𝐴𝑖𝑛𝑡𝑒𝑟𝑚𝑒𝑑𝑖á𝑟𝑖𝑜𝑠
∑ 𝐴𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎𝑠>10𝜇𝑚
(37)
na qual 𝐴 é a área correspondente à cada parcela da
microestrutura. Para ferros compactados a nodularidade varia
entre 0 e 10%. Para ferros nodulares a nodularidade se aproxima
de 100%. Finalmente os ferros lamelares possuem nodularidade
de 100%.
132
O terceiro parâmetro a ser considerado é a Razão de
Aspecto da grafita na matriz. Trata-se da relação entre a maior e
menor dimensão da grafita, conforme indicado na Figura 74. E a
propriedade em si é definida pela relação (38).
Figura 74 – Ilustração da razão de aspecto da grafita.
Fonte: Produção do próprio autor.
𝑅𝐴 = 𝑎⁄𝑏
6.8
(38)
DEFORMAÇÃO DE FERROS FUNDIDOS
De acordo com Jögren (2007), a deformação de ferros
fundidos está relacionada a capacidade de acomodar 4
componentes de deformação, listadas na Tabela 26. Num teste de
tração de um ferro fundido, a deformação plástica inicia-se
imediatamente. Não há resposta elástica confiável. Este
comportamento faz o Módulo de Elasticidade inaplicável.
A Figura 75 ilustra os quatro tipos de deformação que a
matriz povoada de grafita sofre.
Tabela 26 – Tipos de deformação de ferros fundidos.
Componente
1
2
3
4
Deformação
Elástica pura da matriz
Plástica da matriz em pontos de concentração de
tensão
Reversível devido a abertura das cavidades das
grafitas
Permanente associada com a abertura adicional
das cavidades
Fonte: (JÖGREN, 2007).
133
Figura 75 – Ilustração mostrando os quatro tipos de
deformação que o ferro fundido sofre.
180
160
Tensão [MPa]
140
120
100
Componente de
deformação 3
80
60
40
20
Componente de
deformação 2 e 4
0
0.000
0.002
Componente de
deformação 1
0.004
0.006
Deformação [mm/mm]
Fonte: (JÖGREN, 2007).
A determinação de um Módulo de Elasticidade aproximado
pode ser feita através de um gráfico hiperbólico ilustrado na Figura
76. Neste tipo de gráfico, a relação Deformação/Tensão é
correlacionada com a deformação. O platô que aparece no gráfico
pode ter um incremento leve devido à deformação plástica
localizada na interface matriz/grafita.
134
Figura 76 – Relação Deformação/Tensão X Deformação
para diferentes tipos de ferro fundido.
Fonte: (JÖGREN, 2007).
A partir desta correlação define-se o Módulo Tangente 𝑀𝑇 ,
correspondente à relação Tensão/Deformação (JÖGREN, 2007).
Utilizando-se este método, pode-se definir uma boa aproximação
para a região elástica e para um Módulo de Elasticidade
equivalente a ser utilizado em análises numéricas. De acordo com
o gráfico ilustrado na Figura 77, que correlaciona o Módulo
Tangente com a tensão, é possível extrair os Módulos de
Elasticidade para os três principais tipos de ferro fundido.
135
Figura 77 – Relação do 𝑀𝑇 Tensão para os três
principais tipos de ferro fundido.
Fonte: (JÖGREN, 2007).
Módulos de Elasticidade equivalentes:
FoFo Cinzento
FoFo Compacto
FoFo Nodular
88GPa
135GPa
170GPa
136
6.9
COMPILAÇÃO DE RESULTADOS DO TESTE DE
TRAÇÃO ESTÁTICA EM CORPOS DE PROVA DE
MATERIAL FUNDIDO USADO EM EIXOS DE
COMPRESSORES HERMÉTICOS
Compressores herméticos de pequena capacidade
utilizam normalmente ferro fundido cinzento tipo FC25, o qual de
acordo com a norma ABNT EB-126 (1986) para barras brutas de
20 mm, possui resistência mínima de tração equivalente a 28
kgf/(mm2) (274,4 MPa). O objetivo deste primeiro ensaio foi o de
determinar experimentalmente a sensibilidade ao entalhe em
ensaio estático, deste material utilizado em dois modelos de eixo
utilizados em compressores. Tais modelos serão denominados
para fins de referência, de modelo “A” e modelo “B”, conforme
ilustrado na Figura 78.
Figura 78 – Modelos de eixo de ferro fundido cinzento
avaliados no presente trabalho.
Modelo A
29
77
20
18
10,5
40
Modelo B
40
18
10
20
Fonte: Produção do próprio autor.
76
28
137
A principal diferenciação entre os dois modelos está no
tamanho do contrapeso. O modelo “B” possui um contrapeso com
mais massa do que o modelo “A”.
Os materiais utilizados foram obtidos a partir do processo
normal de fundição. Os moldes possuem normalmente 40
cavidades e existem duas regiões que de acordo com a simulação
de preenchimento realizada com o aplicativo Magma, podem
apresentar diferentes características no final do processo. A
Figura 79 ilustra um molde e duas regiões doravante denominadas
de “quente” e “fria”, sendo que a região “quente” é próxima do
canal de enchimento apresentando um resfriamento mais lento e
a região “fria” fica nas extremidades, apresentando um
resfriamento mais rápido.
Figura 79 – Distribuição das peças no molde de fundição.
Região quente
1
Região fria
Fonte: Produção do próprio autor.
A resistência a tração é influenciada pela disposição das
peças no molde. De acordo com a simulação realizada com o
138
mesmo aplicativo, as peças que sofrem um resfriamento mais
rápido (cavidades frias), apresentam uma resistência mecânica
superior à das peças que apresentam um resfriamento mais lento
(cavidades quentes). A Figura 80 ilustra o resultado de uma
simulação realizada utilizando-se o programa citado
anteriormente.
Figura 80 – Ilustração de simulação de preenchimento feita
por Magma, com resultados de resistência a tração previstos.
Fonte: Produção do próprio autor.
Em função do que foi exposto, 4 configurações foram
escolhidas para as análises adiante:
Modelo “A” da cavidade fria................(A-frio)
Modelo “A” da cavidade quente..........(A-quente)
Modelo “B” da cavidade fria................(B-frio)
Modelo “B” da cavidade quente..........(B-quente)
Os corpos de prova para o ensaio de tração foram
usinados da região do corpo do eixo, mais propícia para esta
139
operação. O corpo de prova para ensaio de tração é ilustrado na
Figura 81. As ilustrações para os demais corpos de prova sem e
com entalhe podem ser vistas no anexo D.
Figura 81 – Corpo de prova para ensaio de tração simples
conforme norma ABNT NBR ISO 6892-1 (2013).
Fonte: produção do próprio autor.
Os ensaios para determinação das curvas de tensão X
deformação foram conduzidos no Laboratório MetaLab, localizado
em Joinville/SC, conforme ilustrado na Figura 82 para um dos tipos
de corpos de prova testados. Cada uma das curvas representa o
resultado para cada um dos corpos de prova testados. Assim
sendo, foi necessário inicialmente a digitalização das curvas, a
qual foi realizada utilizando-se o aplicativo Engauge.
Após digitalizadas, das curvas foram subtraídos os valores
de deslocamento inicial, mas mesmo assim, percebe-se que
existem conjuntos de dados que possuem uma acomodação inicial
do clip-gage. A Figura 83 ilustra os dados digitalizados e os
indícios de “escorregamento” inicial dos clip-gages.
140
Figura 82 – Dados fornecidos pelo laboratório MetaLab
para um dos corpos de prova testados.
Fonte: Relatório fornecido pelo Laboratório MatLab.
Figura 83 – Dados digitalizados para o mesmo tipo de
corpo de prova, indicando as regiões de escorregamento.
Modelo "A" cavidade quente
350
Amostra 1
Tensão [MPa]
300
Amostra 2
Amostra 3
250
Amostra 4
200
Amostra 5
150
Amostra 6
Amostra 7
100
Amostra 8
50
0
0,000
Amostra 9
Amostra 10
0,001
0,002
0,003
0,004
Amostra 11
Deformação
Fonte: Produção do próprio autor.
Desta forma, foi necessário um tratamento adicional dos
dados, sendo que foram expurgados os pontos correspondentes
ao escorregamento, que em geral localizam-se na região de
tensão abaixo de 100 MPa.
141
De acordo com Jögren, a relação tensão 𝑆 deformação
plástica 𝜀𝑝𝑙 mais utilizada para materiais é a equação de Hollomon
(HOLLOMON, 1945) e (GRONOSTAJSKI, 2000).
K pl
(39)
para a qual 𝐾 e 𝜃 são os coeficientes de ajuste. Este tipo de
equação tem que necessariamente passar por zero, ou seja,
quando 𝑝𝑙 = 0, necessariamente 𝜎 = 0. Para determinar este
deslocamento, uma constante 𝐶 foi introduzida na equação de
Hollomon, tomando esta a forma da equação de Swift (SWIFT,
1952).
K C pl
(40)
Em seguida, as curvas foram ajustadas utilizando-se esta
equação e dos dados originais foi subtraída a constante 𝐶, obtida
para cada conjunto de pontos, de cada corpo de prova testado. A
Figura 84 ilustra um destes ajustes efetuado utilizando-se o
aplicativo de regressão Table Curve 2D.
Figura 84 – Ajuste realizado para um dos conjuntos de
dados obtido para um dos corpos de prova.
350
Tensão [MPa]
300
250
200
150
100
50
0
0
0,0005
0,001
0,0015
0,002
Deformação [mm/mm]
Fonte: Produção do próprio autor
0,0025
0,003
142
A seguir, todos os pontos de todos os corpos de prova de
cada um dos modelos foram tratados simultaneamente, obtendose com isto uma relação tensão deformação, agora na forma
original da equação de Hollomon. A Figura 85(a-d) ilustra este
ajuste, com a faixa de 90% de confiança para os quatro modelos
testados, respectivamente.
Figura 85 – Curva de Hollomon ajustada para os dados
dos quatro modelos testados.
350
Tensão [MPa]
300
a) Modelo A-frio
250
200
150
100
50
0
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
0,0030
0,0025
0,0030
Deformação [mm/mm]
350
b) Modelo A-quente
Tensão [MPa]
300
250
200
150
100
50
0
0,0000
0,0005
0,0010
0,0015
0,0020
Deformação [mm/mm]
143
350
c) Modelo B-frio
Tensão [MPa]
300
250
200
150
100
50
0
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
0,0030
0,0025
0,0030
Deformação [mm/mm]
300
d) Modelo B-quente
Tensão [MPa]
250
200
150
100
50
0
0,0000
0,0005
0,0010
0,0015
0,0020
Deformação [mm/mm]
Fonte: Produção do próprio autor.
144
Finalmente, a Tabela 27 apresenta os coeficientes “𝐾” e
“𝜃” obtidos para os materiais ensaiados.
Tabela 27 – Coeficientes “𝐾” e “𝜃” obtidos para a equação de
Hollomon aplicada a cada um dos materiais.
𝐾
𝜃
A–frio
6366,01
0,5162
A–quente
8256,35
0,5548
B–frio
8439,81
0,5660
B–quente
6921,69
0,5644
Fonte: Produção do próprio autor.
A Figura 86 apresenta um comparativo das equações de
Hollomon obtidas para os quatro materiais testados.
Figura 86 – Comparativo das relações Tensão
deformação conforme Hollomon obtidas dos ensaios e tratamento
dos dados.
400
Tensão [MPa]
350
300
250
200
A-frio
A-quente
B-frio
B-quente
150
100
50
0
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
0,0030
0,0035
0,0040
Deformação
Fonte: Produção do próprio autor.
Observa-se que as curvas obtidas para os modelos A-frio,
A-quente e B-frio são similares. Para o modelo B-quente observase que a curva está abaixo das demais. O modelo B possui maior
massa, e quando produzido na cavidade quente tem seu
145
resfriamento mais lento. A associação destas duas características
pode resultar na diferença encontrada nos ensaios estáticos.
6.10
SIMULAÇÃO DO FATOR DE CONCENTRAÇÃO DE
TENSÃO GEOMÉTRICO UTILIZANDO O MATERIAL
NÃO LINEAR
Para auxiliar no entendimento e análise dos dados de
tração estática e fadiga de torção do ferro fundido, optou-se por
realizar uma simulação via MEF dos ensaios para possibilitar a
avaliação dos fatores de concentração de tensão geométricos 𝐾𝑡
(para tração) e 𝐾𝑡𝑠 (para torção).
Para simulação do ferro fundido cinzento ou lamelar
utilizando modelo elástico linear utilizou-se as propriedades
extraídas de (JÖGREN, 2007) para o Módulo de Elasticidade 𝐸 =
88 𝐺𝑃𝑎 e Coeficiente de Poisson = 0,24 (SHIGLEY;
MISCHKE; BUDYNAS, 2005). Já para utilização de um modelo
não linear, utilizou-se os dados obtidos no ensaio de tração para
o modelo “A”, obtido da cavidade quente do molde, sendo que os
dados foram inseridos no programa na forma apresentada no
gráfico da Figura 86.
A malha para o caso de tração estática foi obtida
utilizando-se elementos quadráticos parabólicos de 8 nós,
utilizando um modelo de axissimetria para possibilitando um refino
adequado da malha na região de interesse. A Figura 87 apresenta
a malha utilizada no caso sem entalhe e no caso do entalhe com
menor raio (𝑟𝑒 = 0,2 𝑚𝑚).
Todas as simulações tanto lineares como não lineares
foram realizadas aplicando-se uma força de 6800 N,
correspondente à uma tensão normal nominal de
aproximadamente 350 MPa para uma seção de diâmetro 5 mm.
Este valor corresponde à média encontrada para a ruptura do
modelo em questão, como será visto no Capítulo 8.
146
Figura 87 – Malha axissimétrica utilizada para simulação
linear e não linear dos ensaios de tração. (a) sem entalhe; (b) com
entalhe de 𝑟𝑒 = 0,2𝑚𝑚 e (c) detalhe da raiz do entalhe.
a)
b)
c)
Fonte: Produção do próprio autor.
6.10.1 Resultados para a simulação da tração
A Figura 88 mostra o resultado de distribuição de tensão
para o caso elástico linear, com entalhe com 𝑟𝑒 = 0,2 𝑚𝑚 e a
Figura 89 apresenta o mesmo resultado para o caso com modelo
não linear.
Figura 88 – Distribuição de tensão para o caso de tração
com entalhe de 𝑟𝑒 = 0,2 𝑚𝑚 utilizando modelo elástico linear.
Fonte: Produção do próprio autor.
147
Figura 89 – Distribuição de tensão para o caso de tração
com entalhe de 𝑟𝑒 = 0,2 𝑚𝑚 utilizando modelo não linear.
Fonte: Produção do próprio autor.
Pode-se observar no resultado, que a tensão máxima para
o caso de material não linear não ocorre na raiz do entalhe, como
esperado, mas sim abaixo da mesma, conforme reportado por
Noguchi e Nagaoka (1983). Tal evidência certamente poderá
contribuir com os resultados para o fator de sensibilidade ao
entalhe estático. A Figura 90 ilustra o comportamento da tensão
normal para o caso de modelo elástico linear, enquanto que a
Figura 91 ilustra o mesmo resultado para o caso de material não
linear. Já a Tabela 28, mostra o comparativo de fator de
concentração de tensão para ambos os casos, sendo que para o
caso de modelo não linear, obtém-se a tensão normal na raiz do
entalhe e máxima, abaixo da mesma. Tanto para o modelo elástico
linear, quanto para o modelo não linear, os fatores são obtidos
usando a equação (1), usando os valores de tensão máxima
correspondentes.
148
Tensão normal [MPa]
Figura 90 – Tensão normal na linha de simetria em função
do raio do corpo de prova – 𝑟, para diferentes raios de entalhe,
para modelo elástico linear.
200
re = 0,2
150
0,4
0,6
100
1,0
50
0
0
0,5
1
1,5
2
2,5
Fonte: Produção do próprio autor.
Figura 91 – Tensão normal na linha de simetria em função
do raio do corpo de prova – 𝑟, para diferentes raios de entalhe,
para modelo não linear.
re = 0,2
0,4
0,6
1,0
Tensão normal [MPa]
600
450
300
150
0
0
0,5
1
Fonte: Produção do próprio autor.
1,5
2
2,5
149
Tabela 28 – Comparativo dos fatores de concentração de tensão
para material linear e não linear, na tração.
Linear
Raiz do entalhe
1,93
2,36
2,77
3,75
𝑟𝑒
1,0
0,6
0,4
0,2
Não Linear
Raiz do entalhe
Máximo
1,20
1,32
1,22
1,44
1,24
1,55
1,24
1,78
Fonte: Produção do próprio autor.
A Figura 92 ilustra o desenvolvimento do 𝐾𝑡𝑚𝑎𝑥 , fator de
concentração de tensão na região de tensão máxima para o caso
não linear em função da tensão nominal, à medida em que esta
vai evoluindo. A Figura 93 ilustra o mesmo comportamento, mas
para o 𝐾𝑡𝑟𝑎𝑖𝑧 , que corresponde ao fator de concentração de tensão
na raiz do entalhe.
Figura 92 – Desenvolvimento do 𝐾𝑡𝑚𝑎𝑥 × 𝜎0 .
4,0
3,5
3,0
2,5
re = 0,2
2,0
0,4
0,6
1,0
1,5
1,0
0
50
100
Fonte: Produção do próprio autor.
150
200
250
300
350
150
Figura 93 – Desenvolvimento do 𝐾𝑡𝑟𝑎𝑖𝑧 × 𝜎0 .
4,0
3,5
3,0
2,5
re = 0,2
2,0
0,4
0,6
1,0
1,5
1,0
0
50
100
150
200
250
300
350
Fonte: Produção do próprio autor.
Pode-se observar a grande diferença que existe entre os
valores de concentração de tensão com a simulação linear e não
linear. Para o segundo caso a não linearidade do material resulta
em concentrações de tensão muito inferiores. Além disso, a
tensão máxima ocorre abaixo da raiz da trinca. Tal comportamento
influencia fortemente na sensibilidade ao entalhe, quando se leva
em consideração a não linearidade.
6.10.2 Resultados para a simulação da torção
Para a torção, a simulação foi realizada via MEF apenas
para o caso de modelo elástico linear. A Figura 94 apresenta o
resultado de distribuição de tensão para o caso linear de entalhe
com 𝑟𝑒 = 0,1 𝑚𝑚.
151
Figura 94 – Distribuição de tensão com modelo elástico
linear com entalhe de 𝑟𝑒 = 0,1 𝑚𝑚.
Fonte: Produção do próprio autor.
A Figura 95 ilustra o comportamento da tensão cisalhante
em função do raio para o caso de material linear.
A Tabela 29 mostra o fator de concentração de tensão
linear. A simulação com modelo não linear não foi possível com o
aplicativo utilizado. Tal simulação é também importante para o
melhor entendimento do fator de sensibilidade ao entalhe, e fica
como proposta para futuros trabalhos.
152
Figura 95 – Tensão cisalhante na área de simetria em
função do raio do corpo de prova, para diferentes raios de entalhe,
para material linear.
Tensão cisalhente [MPa]
700
re = 0,1
600
0,15
0,2
0,4
0,6
500
400
300
200
100
0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
Fonte: Produção do próprio autor.
Tabela 29 – Fatores de concentração de tensão para modelo
elástico linear, na torção.
𝑟𝑒
0,60
0,40
0,20
0,15
0,10
Fonte: Produção do próprio autor.
Linear
Raiz do entalhe
1,45
1,61
2,00
2,21
2,57
153
7
SIMULAÇÃO EM MESOESCALA DO FERRO FUNDIDO
CINZENTO
Este capítulo é focado em ferros fundidos, particularmente
cinzentos. Buscou-se realizar uma análise via MEF em
mesoescala deste tipo de ferro fundido. Uma célula plana de 400
400 µm foi modelada para que fosse feita uma análise do efeito
das lamelas de grafita na matriz de perlita. Buscou-se reproduzir
uma curva tensão deformação de forma numérica e comparar
com resultados experimentais. A interface entre grafita e matriz foi
modelada de forma perfeitamente contínua e também utilizandose modelo de contato com atrito.
A simulação de fenômenos relacionados a interação de
uma matriz metálica com as inclusões presentes na mesma é fruto
de diversos estudos encontrados na literatura. Particularmente
neste trabalho, é principal interesse a análise da interação da
matriz metálica com a grafita presente na mesma, no caso de
ferros fundidos.
No Capítulo 4 do presente trabalho, a influência de uma
inclusão não metálica no interior de uma matriz martensítica foi
estudada, verificando-se que tal inclusão introduz pontos
concentradores de tensão e resultados indesejados na aplicação
de processos com o shot peening na superfície do material.
Zhu et al. (2012) utilizaram experimentação e simulação
utilizando MEF para avaliar o mecanismo de transição de iniciação
de trincas da superfície para o interior, pela combinação dos
efeitos de “amolecimento” da matriz, oxidação superficial e
tensões residuais compressivas na superfície. Um dos pontos
importantes do referido trabalho é a análise utilizando MEF da
influência de uma inclusão juntamente com tensões residuais
introduzidas num primeiro carregamento de torção, seguido de
outro de tração, conforme ilustrado na Figura 96.
154
Figura 96 – Modelo 3D para análise de inclusão realizado
por Zhu et al. (2012). (a) Malha geral e na inclusão e adjacências;
(b) Distribuição de tensão normal na seção que contem a inclusão
e (c) Distribuição de tensão equivalente de von Mises na mesma
seção.
Fonte: (ZHU et al., 2012).
Utilizando experimentação e simulação pôde-se avaliar o
mecanismo de transição de iniciação de trincas da superfície para
o interior pela combinação dos efeitos de “amolecimento” da
matriz, oxidação superficial e tensões residuais compressivas na
superfície. Foi proposto um novo modelo para avaliar o papel das
inclusões na transição dos modos de iniciação de trincas a 370°C.
O modelo considera a combinação do nível de tensão, tamanho
das inclusões e profundidade das mesmas. O potencial
relativamente mais alto de nucleação nas inclusões no interior à
alta temperatura foi originado essencialmente em razão da menor
resistência para iniciação de trincas influenciado pela temperatura
de teste, tensões residuais e presença de hidrogênio no contorno
das inclusões.
155
Collini (2003), em sua tese de doutorado, estuda utilizando
MEF o comportamento de ferro fundido nodular, a nível de
mesoescala. Segundo o autor, existem três materiais constituintes
nos modelos (células axissimétricas ou modelos baseados na
microestrutura) descritos adiante, como sendo a grafita, ferrita e
perlita. Ainda segundo o autor, a grafita pode ser considerada
isotrópica e perfeitamente elástica e com Módulo de Elasticidade
simétrico (compressão e tração) com valor de 𝐸 = 15 𝐺𝑃𝑎 e
Coeficiente de Poisson = 0,3. Os constituintes da matriz, ferrita
e perlita, são assumidos como sendo descritos pela teoria de
plasticidade com encruamento isotrópico e condição de
escoamento de von Mises (BONET; WOOD, 2008). Segundo
Collini, é bem conhecido que a ferrita é caracterizada por alta
ductilidade e baixa resistência à ruptura, enquanto que a perlita se
caracteriza por ter maior resistência à ruptura e coeficiente de
encruamento e menor alongamento na ruptura. O autor modela
tanto a ferrita quanto a perlita de acordo com a relação de
Ramberg-Osgood (COLLINI; NICOLETTO, 2003) (STEGLICH;
BROCKS, 1997), seguindo o modelo de deformação plástica dado
pela equação:
E
E
n 1
(41)
onde 𝜎 e são a tensão e deformação uniaxial para cada
constituinte da matriz, 𝐸 é o Módulo de Elasticidade (definido
como a inclinação da curva tensão-deformação para tensão igual
a zero), 𝜎𝐸 é a Tensão de Escoamento e 𝜍 é o deslocamento
relativo ao escoamento do material (quando 𝜎 = 𝜎𝐸 , = (1 +
𝜍)𝜎𝐸 /𝐸) e 𝑛 é o expoente de encruamento para o termo plástico
não linear. Quando 𝑛 = 1 o material não tem encruamento em
todos os níveis de tensão, mas a não linearidade se torna
significante somente nas magnitudes de tensão próximas ou
acima de 𝜎𝐸 (TANDON; WENG, 1984). As propriedades para os
modelos constituintes assumidos para o trabalho estão tabelados
na Tabela 30 e a visualização gráfica pode ser vista na Figura 97.
156
Tabela 30 – Propriedades correspondentes aos modelos elastoplásticos da ferrita e perlita.
Material
constitutivo
Ferrita
Perlita
𝑢𝑡
𝐸
[MPa]
521
918
[MPa]
427
552
𝐴𝑢𝑡
[%]
11
3,6
𝐸
[GPa]
209
209
𝑛
0,3
0,3
20,2
5,4
0,978923
0,757243
Fonte: (COLLINI, 2003).
Figura 97 – Curvas tensão-deformação obtidas por
intermédio do modelo utilizado por Collini.
1000
900
Perlita
Tensão [MPa]
800
700
Ferrita
600
500
400
300
200
100
0
0
0.02
0.04
0.06
0.08
0.1
0.12
Deformação [mm/mm]
Fonte: (COLLINI, 2003).
7.1
MODELAMENTO DA REGIÃO DE ANÁLISE
Para o presente trabalho, optou-se por utilizar uma
abordagem de estado plano de tensão, escolhendo uma região
retangular de 400 × 400 µ𝑚 da análise de microestrutura da
região 4 (corpo – periferia) do modelo A-frio. A escolha buscou
tomar uma região com maior concentração de grafita, para que se
pudesse observar os efeitos de deformação e tensões de
157
interesse. A Figura 98 ilustra a micrografia original, com a
indicação da região escolhida e a mesma amplificada.
Figura 98 – (a) Micrografia base e detalhe utilizado para a
simulação. (b) Região de análise de 400 × 400 µ𝑚.
Fonte: Produção do próprio autor.
158
A região escolhida para análise foi tratada utilizando um
editor de imagens, para definir as regiões de grafita lamelar e
possibilitar a geração de um modelo de elementos finitos. O
modelo foi gerado utilizando-se o aplicativo de MEF, com o qual
foi gerada a malha em EPT ilustrada na Figura 99, completa e um
detalhe de transição entre matriz e inclusões de grafita lamelar.
Figura 99 – Região de análise modelada com o aplicativo
de MEF. (a) Modelo completo e (b) detalhe da malha.
159
Fonte: Produção do próprio autor.
A malha de elementos finitos foi gerada utilizando o “µ𝑚”
como unidade, para minimizar erros de truncamento. Para tanto,
as unidades das demais propriedades foram ajustadas para que
se tivesse coerência na simulação e nos resultados. Para a matriz
perlítica foi utilizado um modelo elasto-plástico bilinear, o qual
conforme já demonstrado anteriormente fornece resultados
adequados à presente necessidade. A Tabela 31 traz as
propriedades utilizadas com suas respectivas unidades.
Tabela 31 – Propriedades e unidades utilizadas na simulação.
Material
𝐸 [𝑁⁄(𝜇𝑚2 )]
𝜎𝐸 [𝑁/(𝑚2 )]
𝜎𝑢𝑡 [𝑁/(𝑚2 )]
𝜀𝑢𝑡 [%]
𝑀𝑇 [𝑁/(𝑚2 )]
Grafita
15 × 10−3
0,3
N.A.
N.A.
N.A.
N.A.
Fonte: Produção do próprio autor
Perlita
209 × 10−3
0,3
552 × 10−6
918 × 10−6
3,6
10,167 × 10−3
160
7.2
SIMULAÇÃO UTILIZANDO-SE A MALHA CONTÍNUA
Nesta primeira simulação, as malhas de grafita e perlita
foram consideradas contínuas. Neste caso, os nós da interface
entre as duas fases são compartilhados pelos elementos das
mesmas. Assume-se com este modelamento que não haverá
separação entre as fases a medida em que se aplica o
carregamento. Foi utilizada simetria na direção “X” e “Y” e um
deslocamento prescrito de 8 m foi aplicado nas duas direções,
uma de cada vez.
A simulação do cisalhamento também foi realizada e neste
caso as condições de simetria são modificadas. Os quatro testes
numéricos e as correspondentes condições de contorno são
resumidos na Tabela 32. Nesta tabela, para cada teste numerado
de 1 à 4, 𝑈 e 𝑉 são deslocamentos prescritos aplicados
respectivamente nas direções 𝑋 e 𝑌. Os índices 𝑎1, 𝑎2, 𝑏1 e 𝑏2
correspondem às faces nas quais as condições de contorno são
aplicadas para cada teste, conforme ilustrado na mesma tabela.
Nas Figura 100 à 102 são apresentados para cada um dos
testes os resultados de tensão normal, tensão cisalhante e de
deformação plástica equivalente. Esta última, é definida de acordo
com o critério de von Mises:
Tabela 32 – Testes realizados com a geometria modelada
Teste
1
2
3
4
Tensão
𝜎𝑥
𝜎𝑦
𝜏𝑦𝑥
𝜏𝑥𝑦
𝑈𝑎1
0
0
𝑈𝑎2
8
𝑈𝑏1
𝑈𝑏2
𝑉𝑎1
𝑉𝑎2
livre
livre
livre
livre
livre
livre
livre
livre
livre
livre
livre
0
8
livre
livre
𝑉𝑏1
0
0
0
0
livre
livre
livre
0
8
livre
400 × 400 𝜇𝑚
Fonte: Produção do próprio autor
𝑉𝑏2
livre
livre
livre
livre
161
Figura 100 – Resultados de simulação para malha
contínua – Teste 1. (a) Tensão normal [N/µm2], (b) Detalhe da
tensão normal, (c) deformação plástica equivalente e (d) detalhe
da deformação plástica equivalente.
162
Fonte: Produção do próprio autor
163
Figura 101 – Resultados de simulação para malha
contínua – Teste 2. (a) Tensão normal [N/µm2], (b) Detalhe da
tensão normal, (c) deformação plástica equivalente e (d) detalhe
da deformação plástica equivalente.
164
Fonte: Produção do próprio autor
165
Figura 102 – Resultados de simulação para malha
contínua – Teste 3. (a) Tensão cisalhante [N/µm2], (b) Detalhe da
tensão cisalhante, (c) deformação plástica equivalente e (d)
detalhe da deformação plástica equivalente.
166
Fonte: Produção do próprio autor
167
Figura 103 – Resultados de simulação para malha
contínua – Teste 4. (a) Tensão cisalhante [N/µm2], (b) Detalhe da
tensão cisalhante, (c) deformação plástica equivalente e (d)
detalhe da deformação plástica equivalente.
168
Fonte: Produção do próprio autor
Para cada um dos 4 testes feitos, avaliou-se a seção na
qual ocorreu o ponto máximo de tensão e o valor da mesma, assim
como a área de perlita. O objetivo foi de avaliar o fator de
169
concentração de tensão máximo encontrado e comparar estes
valores com as estimativas apresentadas no Capítulo 6. Os
resultados encontrados são apresentados na Tabela 33.
Tabela 33 – Resultados para o fator de concentração de tensão
encontrado.
Teste
Tensão
1
2
3
4
𝜎𝑥
𝜎𝑦
𝜏𝑦𝑥
𝜏𝑥𝑦
Tensão
média
[MPa]
662
662
252
252
Tensão
máxima
[MPa]
997
1028
478
479
𝐾𝑡
1,50
1,55
1,90
1,90
Fonte: Produção do próprio autor
Considerando a hipótese da grafita perfeitamente aderida
à matriz de perlita, o valor de concentração de tensão para a
tensão média na área total é mais adequada, sendo que os valores
de concentração de tensão se aproximam mais do valor inferior de
1,7. Conforme foi visto no Capítulo 6, quando se utiliza um modelo
não linear para simulação de tensões, os resultados de
concentração de tensão são menores e é isto que ocorre no
modelo simulado aqui, no qual a matriz de perlita foi modelada
utilizando-se um modelo elasto-plástico bilinear, conforme a
Figura 22.
A Figura 104 mostra um gráfico comparativo para o
resultado da curva tensão deformação simulada a nível de
mesoescala, considerando a malha contínua, comparado ao
resultado experimental médio obtido no teste feito no Capítulo 6
para o modelo A-quente. Observa-se uma boa concordância no
ponto de ruptura do material, no entanto a forma inicial da curva
simulada é mais linear que o resultado do ensaio.
A Figura 105 mostra o gráfico de Tensão cisalhante 𝜏𝑥𝑦 em
função da deformação angular 𝑥𝑦 . Observa-se que não há
diferença significativa para as duas direções tanto para a carga
normal quanto para a carga de cisalhamento. Isto se explica pela
distribuição randômica dos veios de grafita na região escolhida
para a análise.
170
Figura 104 – Curvas de tensão deformação nas duas
direções, comparadas à curva do ensaio.
600
Tensão [MPa]
500
Teste modelo
A-quente
400
300
200
Simulação mesoescala
100
0
0,000
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
Deformação [mm/mm]
Fonte: Produção do próprio autor
Figura 105 – Curva de tensão cisalhante simulada 𝜏𝑥𝑦 em
função da deformação angular 𝑥𝑦 .
Tensão Cisalhante [MPa]
300
250
200
150
100
Simulação mesoescala
50
0
0,000
0,005
0,010
0,015
Deformação angular [rad/rad]
Fonte: Produção do próprio autor
0,020
171
7.3
SIMULAÇÃO UTILIZANDO MODELO DE CONTATO E
EXPANSÃO TÉRMICA DA GRAFITA
Nesta segunda série de simulações, passou-se a utilizar
um modelo de contato para tratar a interface entre grafita e matriz
perlítica, para possibilitar a reprodução dos efeitos descritos por
Jögren (2007) com relação à interação entre as duas fases. Foi
considerada a diferença de dilatação térmica entre a matriz e a
fase grafítica, pois de acordo com a literatura, o coeficiente de
expansão térmica da grafita é muito menor que o da matriz. Assim,
a simulação foi realizada em duas etapas. A primeira aplicando o
efeito de dilatação térmica na grafita e a segunda aplicando os
mesmos deslocamentos prescritos conforme descrito na seção
7.2. Foi considerado também um coeficiente de atrito de Coulomb
entre as duas fases, com valor de = 0,21 (Engineering Toobox,
2015). Além do modelo de atrito, foi utilizado também o efeito de
contração térmica da matriz contra a grafita, a partir da
temperatura eutética de 723°C até a temperatura ambiente. O
coeficiente de expansão térmica de 6 m/m°C foi aplicado apenas
na grafita, simulando a diferença que existe entre os coeficientes
da matriz e da grafita, respectivamente de 12 e 6 m/m°C,
segundo Callister e Rethwish (2012). A Tabela 34 sumariza as
duas condições simuladas e a Figura 106 e Figura 107 ilustram os
resultados obtidos para as simulações de tração nas direções “X”
e “Y”, em termos de tensões normais e deformações plásticas
equivalentes.
Tabela 34 – Testes realizados com a geometria modelada.
Teste
5
6
Tensão
𝜎𝑥
𝜎𝑦
𝑈𝑎1
0
0
𝑈𝑎2
8
𝑈𝑏1
𝑈𝑏2
𝑉𝑎1
𝑉𝑎2
livre
livre
livre
livre
livre
livre
livre
livre
livre
Fonte: Produção do próprio autor
𝑉𝑏1
0
0
𝑉𝑏2
livre
livre
172
Figura 106 – Resultados de simulação com atrito e
expansão térmica da grafita – Teste 5. (a) Tensão normal [N/µm2],
(b) Detalhe da tensão normal, (c) deformação plástica equivalente
e (d) detalhe da deformação plástica equivalente.
173
Fonte: Produção do próprio autor
174
Figura 107 – Resultados de simulação com atrito e
expansão térmica da grafita – Teste 6. (a) Tensão normal [N/µm2],
(b) Detalhe da tensão normal, (c) deformação plástica equivalente
e (d) detalhe da deformação plástica equivalente.
175
Fonte: Produção do próprio autor
176
Pode-se observar que para o nível de deslocamento
prescrito utilizado de 8 m, houve descolamento da matriz em
relação à fase grafítica em algumas regiões. Desta forma,
apresenta-se o comparativo entre o resultado do ensaio e o
resultado das duas simulações, nas duas direções na Figura 108,
limitando-se a deformação aos níveis de resistência da matriz,
apesar de que em alguns pontos, este valor tenha sido
ultrapassado localmente.
Figura 108 – Comparativo das curvas tensão x deformação
para o MLA.
Tensão Normal [MPa]
400
350
Teste modelo A-quente
300
Simulação
mesoescala
250
200
150
100
50
0
0,000
0,001
0,001
0,002
0,002
0,003
0,003
0,004
0,004
Deformação [mm/mm]
Fonte: Produção do próprio autor
Pode-se observar que neste caso obteve-se uma forma da
curva simulada mais próxima da curva experimental, no entanto
com valores mais baixos. A razão para esta diferença pode estar
relacionada à região da microestrutura utilizada, a qual possui uma
proporção maior de grafita do que regiões adjacentes. Desta
forma, apesar de localmente obter-se valores de tensão mais
baixos, para o componente como um todo o comportamento médio
poderá se assemelhar à curva experimental. Um outro fator a ser
observado, é que dependendo do teor local de grafita na matriz, o
componente poderá apresentar uma grande anisotropia, fazendo
com que as análises do componente considerando modelos
isotrópicos possam levar a maiores incertezas.
177
O fator de concentração de tensão foi também avaliado,
mas desta vez considerando a área apenas de perlita para cálculo
da tensão média. Os valores encontrados são apresentados na
Tabela 35. Pode-se observar que a concentração de tensão
supera em muito as estimativas feitas por Guesser (2009), que
aponta um valor máximo de 5,4.
Tabela 35 – Resultados para o fator de concentração de tensão
encontrado.
Teste
Tensão
5
6
𝜎𝑥
𝜎𝑦
𝐴𝑝𝑒𝑟𝑙𝑖𝑡𝑎
𝐴𝑡𝑜𝑡𝑎𝑙
0,67
0,80
Tensão
média
205
144
Tensão
máxima
2753
3368
𝐾𝑡
13,4
23,4
Fonte: Produção do próprio autor
7.4
SIMULAÇÃO DE CARGA E DESCARGA
O objetivo desta simulação é o de realizar uma carga e
descarga em mesoescala para verificar o comportamento da curva
tensão deformação. Para realizar o ensaio numérico, limitou-se a
tensão à 150 MPa, valor médio encontrado na simulação anterior,
para uma deformação média de 3,6%. A simulação foi realizada
para o modelo com MLA, atrito e dilatação térmica da grafita. Os
resultados são apresentados na Figura 109.
O processo de simulação foi realizado em três etapas:
1) Simulação do processo de resfriamento para
possibilitar a contração da matriz em torno da grafita.
2) Simulação do processo de carga na direção do eixo 𝑋.
3) Simulação do processo de descarga.
Ao final, a análise é feita para as etapas (2) e (3).
178
Figura 109 – Resultados para simulação de carga e
descarga. (a) Tensão normal 𝜎𝑥 sob carga [N/µm2], (b)
deslocamento 𝑈𝑥 com carga, (c) Tensão residual 𝜎𝑥 após retirada
da carga e (d) deslocamento residual 𝑈𝑥 após retirada da carga.
179
Fonte: Produção do próprio autor
180
A Figura 110, traz o resultado da curva tensão-deformação
para carga e descarga.
Figura 110 – Resultado da simulação de carga e descarga
da microrregião analisada, ilustrando as quatro componentes de
deformação descritas por Jögren.
Tensão Normal [MPa]
160
140
Carga
120
100
Descarga
80
60
40
3
20
0,000
1
2e4
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
Deformação [mm/mm]
Fonte: Produção do próprio autor
O resultado da simulação de carga e descarga ilustra as
quatro regiões do gráfico tensão deformação citadas por Jögren:
(1) Elástica da matriz de perlita; (2) Plástica da matriz nas regiões
de concentração de tensão; (3) Abertura de vazios na interface
matriz/grafita, com retorno elástico e (4) Abertura de vazios sem
retorno elástico. Trata-se de uma forma interessante de análise,
possível de ser aplicada também para estudar a interação de
outras interações entre matriz e inclusões, ou até mesmo no caso
de compósitos.
A aplicação de um tratamento adequado da interface é
também fator importante para produção de resultados com
coerência. Pôde-se notar que uma interface contínua não
representou adequadamente as deformações resultantes da
abertura de vazios. Já a utilização de um modelo de contato
181
proporciona os melhores resultados. A simulação de diferentes
regiões, com diferentes proporções de grafita poderá proporcionar
resultados médios que representem os valores reais encontrados
no teste.
182
183
8
SENSIBILIDADE AO ENTALHE DO FERRO FUNDIDO
O presente capítulo tem por objetivo discutir a
sensibilidade ao entalhe de ferros fundidos e apresentar
resultados de ensaios estáticos de tração e dinâmicos de torção
realizados com corpos de prova retirados do corpo de eixos das
configurações em avaliação: Modelos “A” e “B” e cavidades
“quente” e “fria”, conforme já descrito anteriormente.
Noguchi e Nagaoka (1983) realizaram uma investigação
experimental da sensibilidade ao entalhe de diferentes ligas de
ferro fundido. As ligas avaliadas neste trabalho foram duas em
ferro fundido cinzento (FC20 e FC30) e uma em ferro fundido
nodular (FCD45), conforme ilustrado na Figura 111.
Figura 111 – Microestrutura das três ligas avaliadas por
Noguchi e Nagaoka.
Fonte: (NOGUCHI; NAGAOKA, 1983).
Os testes foram feitos em duas etapas. Inicialmente quatro
níveis de concentração de tensão foram introduzidos em amostras
circulares e também na forma de chapas para teste de tração. As
peças foram ensaiadas, obtendo-se os resultados ilustrados na
Figura 112 e Figura 113. Os resultados são apresentados pelos
autores na forma de uma Razão de Resistência ao Entalhe (RRE),
que é definida pela razão da resistência dos corpos de prova com
184
entalhe em relação à resistência dos corpos de prova sem entalhe.
Estes valores correspondem ao inverso do fator de sensibilidade
ao entalhe estático 𝐾𝑡𝑒𝑠𝑡 definido no Capítulo 2. Os testes foram
feitos à temperatura ambiente e também submersas em nitrogênio
líquido, com intuito de avaliar o efeito de fragilidade a frio.
Figura 112– Efeito da concentração de tensão no RRE
para diferentes ligas de ferro fundido. Amostras circulares com
quatro níveis de entalhe.
Fonte: (NOGUCHI; NAGAOKA, 1983)
185
Figura 113 – Efeito da concentração de tensão no RRE
para o ferro fundido FC25. Amostras com seção retangular e
diferentes níveis de entalhe.
Fonte: (Noguchi e Nagaoka, 1983)
Os autores também realizaram análises utilizando o MEF
juntamente com a teoria elastoplástica, sendo que a curva tensão
deformação dos materiais é aproximada pela relação de Swift
(SWIFT, 1952) dada pela relação:
𝜃
𝜎 = 𝐶(𝐴 + 𝜀𝑝𝑙 )
(42)
na qual 𝜎 é a tensão, 𝑝𝑙 é a deformação plástica obtida
subtraindo-se da deformação a deformação elástica dada por
186
𝐸 /𝐸 , sendo 𝐸 o Módulo de Elasticidade constante e 𝐴 e 𝐶 ,
constantes do material. Os resultados da análise são comentados
para as duas categorias de ferro fundido avaliadas.
Ferro fundido cinzento: A análise foi realizada para avaliar
a distribuição de tensões e deformações nas proximidades da raiz
dos entalhes. Através das mesmas, os autores chegam à
conclusão de que a baixa sensibilidade ao entalhe do ferro fundido
cinzento e sua dependência na temperatura pode ser explicada
por duas razões: a primeira é o comportamento não elástico da
tensão deformação do material que relaxa a concentração de
tensão e reduz a tensão de trabalho na raiz do entalhe. A segunda
razão é a existência de uma região com tensões altas abaixo da
raiz do entalhe que possibilita aos corpos de prova resistir a cargas
nas quais as tensões de trabalho excedem o limite de escoamento
do material. Em nitrogênio líquido, ou seja, a baixas temperaturas,
o efeito não elástico do material é diminuído, e, além disso, a
região com tensões altas tem uma profundidade menor abaixo da
raiz do entalhe. Assim o material fica mais sensível ao entalhe do
que na temperatura ambiente. Segundo os autores, tal verificação
comprova a hipótese do efeito de relaxação do efeito não elástico.
Ferro fundido nodular: para o caso deste material foi
verificado através da análise, que devido ao fato dele ser mais
dúctil, o efeito de triaxialidade de tensões é mais evidente. Desta
forma, a região com tensões altas abaixo da raiz do entalhe é
consideravelmente menor, propiciando melhores condições para
a propagação da trinca a partir desta região. Assim, tensões
concentradas na raiz do entalhe iniciam trincas no caso de
excederem os limites do material e se propagam a partir daí. Isto
confere ao material maior sensibilidade ao entalhe.
Weixing, Kaiquan e Yi (1994) realizaram uma revisão
abordando o fator de concentração de tensão em fadiga 𝐾𝑓 e de
algumas expressões utilizadas para avaliação do mesmo. Tais
expressões são agrupadas em três categorias fundamentais e são
apresentadas na Tabela 36: modelo de tensão média, modelo da
mecânica da fratura e o modelo de intensidade do campo de
tensões.
Em seu trabalho de revisão, os autores concluem através
de ensaios e análises feitas via MEF, que os modelos de
intensidade do campo de tensões são os que melhor estimam o
comportamento do material.
187
Tabela 36 – Expressões para 𝐾𝑓 .
Autor
Parâmetros de
material
Expressão
Referências
Modelos de tensão média: estes modelos assumem que se a tensão média
próximo da raiz do entalhe ultrapassar o limite de fadiga, a trinca se inicia.
Neuber,
Kuhn
Hardraht
e
K f 1
K f 1
Peterson
Kt 1
a
1 N
re
𝑎𝑁 = 𝑓(𝑅𝑚) é a função
da Tensão de Ruptura
(mm)
Kt 1
a
1 p
re
𝑎𝑝 é uma constante do
material (mm)
Kt
K f 1
Heywood
(KUHN;
HARDRAHT, 1952);
c
1 2 H
re
(FROST; MARCH;
POOK, 1974).
Kf
𝑐𝐻 = 𝑓(𝑅𝑚)
é
dependente
do
material e amostra
h
1 2.1
𝐴, ℎ dependentes do
re r0 material e amostra.
K f Kt
A
𝑟0 = 𝑓(𝐴, ℎ)
Buch
Kt
Stieler
Siebel
e
Kf
Kuhn
Hardraht
e
K f 1
Wang e Zao
1 1 c
Kt 1
1
(NEUBER, 1961);
A
re
Kt
Kf
0,88 A b
𝑐 = 𝑓(𝑅0,2 ) é constante
do material
𝐴 = 𝑓(𝑅𝑚) é a função
da Tensão de Ruptura
(mm)
(PETERSON, 1959)
(HEYWOOD, 1955);
(HEYWOOD, 1962)
(BUCH, 1974);
(BUCH, 1988)
(SIEBEL; STIELER,
1955)
(KUHN;
HARDRAHT, 1952)
= â𝑛𝑔𝑢𝑙𝑜 𝑑𝑜 𝑒𝑛𝑡𝑎𝑙ℎ𝑒 (𝑟𝑎𝑑)
𝐴 e 𝑏 são constantes (WANG; ZHAO,
1992)
do material
Modelos da mecânica da fratura: utilizam este conceito para definir se uma
trinca se inicia ou não a partir da raiz do entalhe. Também consideram que a
trinca pode não se propagar mais a partir de uma certa distância.
Deff
K f Y (ath )1
l0
Ting
e
Laurence
ath > a*
U * Y (a*) D a *
K f th
U th0
l0
ath a*
𝑙0 é o comprimento
intrínseco da trinca,
𝑈𝑡ℎ0 é o limite efetivo
de
razão
de
intensidade de tensão
para uma trinca longa
(TING;
LAWRENCE, 1993)
188
Autor
Parâmetros de
material
Referências
𝑙0 é o comprimento
intrínseco da trinca
𝑆 e são as faixas
locais de tensão e
deformação na raiz do
entalhe
(YU; DUQUESNAY;
TOPPER, 1993)
𝐶𝑐 é o comprimento
crítico da trinca, a e b
são os semieixos da
elipse
(ZU; JUANG;
CHEN, 1961)
Expressão
Para entalhe
agudoa:
Yu,
DuQuesnay
e Topper
Kf
1
1
F
Para entalhe
obtusoa:
Kf
K f KT
Zu, Huang e
Chen
D
l0
K f KT
K T S e
E
b
1 4,4 Cc re 1,0
a
b
1 3,5 Cc re 0,05
a
Modelos de Intensidade do Campo de Tensão: consideram que a falha por
fadiga ocorre devido ao acúmulo de dano na zona afetada. Não somente
devido à picos de tensão, mas também devido à existência de altos
gradientes.
Yao,
Weixing
Gu Yi
e
Kf
1
f ij r dv
V
O domínio do campo
de tensões é uma
constante do material
(YAO, 1992);
(YAO, 1993)
Méd M
𝑀 é o domínio do
Kf
Sheppard
(SHEPPARD, 1989)
SN
campo de tensões
re é o raio na raiz do entalhe; é o gradiente relativo de tensões,
1 d
.
max dx
a
Para entalhes obtusos o limite de tensões ocorre na iniciação da trinca na raiz do
entalhe e para entalhes agudos, o limite de tensão máximo ocorre num comprimento
de trinca finito a partir da raiz do entalhe.
Fonte: (WEIXING; KAIQUAN; YI, 1995)
8.1
DETERMINAÇÃO DA SENSIBILIDADE AO ENTALHE DO
FERRO FUNDIDO UTILIZADO NO EIXO DE
COMPRESSORES.
Corpos de prova sem e com dois níveis de entalhe foram
usinados a partir dos eixos fundidos, conforme Figura 114. Nesta
primeira etapa os eixos não foram selecionados de acordo com a
cavidade, portanto esta variável está misturada nas peças. A
denominação dos corpos de prova foi feita de acordo com o nível
de entalhe introduzido nas peças, sendo CP0 sem entalhe, CP1
com entalhe com raio de 5 mm e CP2 com entalhe com raio de 1,1
mm.
189
Figura 114 – Formato dos corpos de prova de tração, sem
e com dois níveis de entalhe, usinados a partir de dois modelos de
eixo utilizados em compressores. Dimensões em [mm].
PEÇAS
USINADAS
Fonte: Produção do próprio autor.
190
A avaliação da sensibilidade ao entalhe estática é feita
utilizando-se a equação (4). Para tanto o fator de concentração de
tensão estático 𝐾𝑡𝑒𝑠𝑡 é obtido utilizando os resultados do teste,
aplicados na equação (5). Ambas as equações são definidas no
Capítulo 2.
A forma utilizada para se obter o fator de concentração de
tensão geométrico 𝐾𝑡 é através do uso do MEF, com a
consideração de material elástico linear e também utilizando a
consideração de material não linear de acordo com resultados
obtidos nos ensaios estáticos relatados no Capítulo 6. Os corpos
de prova foram modelados e simulados para obtenção das
tensões máximas, as quais em teoria já levam em consideração a
presença do entalhe e desta forma representam a tensão
concentrada que surge localmente durante o carregamento.
Ilustrações dos resultados das simulações com material elástico
linear e não linear podem ser encontradas no Anexo C.
A Figura 115 apresenta os resultados de tensão normal em
função do raio, para as três condições testadas inicialmente.
Comparando-se esta, com a tensão analítica nominal da seção,
obtém-se o fator de concentração de tensão 𝐾𝑡 , sendo que os
valores obtidos são mostrados na Tabela 37.
Figura 115 – Resultados de tensão normal em função do
raio – r – para as três condições testadas. (a) Material linear e (b)
Material não linear.
Tensão Normal [MPa]
a)
800
700
600
500
400
300
200
0
1
2
3
4
5
6
191
Tensão Normal [MPa]
b)
500
450
400
350
300
250
200
0
1
2
3
4
5
6
Fonte: Produção do próprio autor.
Tabela 37 – Valores de 𝐾𝑡 obtidos via MEF para este primeiro
ensaio, na raiz do entalhe.
Corpo de prova
Sem entalhe
Entalhe tipo 1
Entalhe tipo 2
𝐷
𝑑
𝑟𝑒
11,5
11,5
11,5
11,5
7,1
7,1
5
1,1
𝐾𝑡
(Elástico)
1
1,314
2,144
𝐾𝑡
(Não Linear)
1
1,086
1,194
Fonte: Produção do próprio autor.
Os corpos de prova ensaiados são ilustrados na Figura
116 e Figura 117.
192
Figura 116 – Corpos de prova ensaiados do modelo A.
Entalhe tipo 1 – raio
5mm
Sem entalhe
Entalhe tipo 2 – raio
1,1mm
Fonte: Produção do próprio autor.
Figura 117 – Corpos de prova ensaiados do modelo B.
Entalhe tipo 1 – raio
5mm
Sem entalhe
Entalhe tipo 2 – raio
1,1mm
Fonte: Produção do próprio autor.
Um total de cinco corpos de prova foram testados para
cada condição. Os resultados de média e desvio padrão para a
Tensão de Ruptura, assim como para os valores de sensibilidade
ao entalhe estático para os dois modelos de eixo são mostrados
na Tabela 38 e Tabela 39.
Tabela 38 – Resultados de Tensão de Ruptura e sensibilidade ao
entalhe estático obtidos no ensaio para o modelo A.
CP
𝐾𝑡
(MLE)
𝐾𝑡
(MNL)
𝜎𝑢𝑡 (𝑐/𝑒)
𝜎𝑢𝑡 (𝑠/𝑒)
(desvio
padrão)
(desvio
padrão)
CP0
1
1
240,7
CP1
1,314
1,086
233,6
240,7
(7,7)
(2,4)
CP2
2,144
1,194
213,4
(2,4)
(3,7)
Fonte: Produção do próprio autor.
𝐾𝑡𝑒𝑠𝑡
𝑞𝑒𝑠𝑡
(MLE)
𝑞𝑒𝑠𝑡
(MNL)
1
0
0
1,031
0,098
0,360
1,124
0,110
0,639
193
Tabela 39 – Resultados de Tensão de Ruptura e sensibilidade ao
entalhe estático obtidos no ensaio para o modelo B.
CP
𝐾𝑡
(MLE)
𝐾𝑡
(MNL)
𝜎𝑢𝑡 (𝑐/𝑒)
𝜎𝑢𝑡 (𝑠/𝑒)
(desvio
padrão)
(desvio
padrão)
CP0
1
1
277,3
CP1
1,314
1,086
264,6
277,3
(6,5)
(6,9)
CP2
2,144
1,194
222,1
(6,9)
(13,2)
𝐾𝑡𝑒𝑠𝑡
𝑞𝑒𝑠𝑡
(MLE)
𝑞𝑒𝑠𝑡
(MNL)
1
0
0
1,048
0,152
0,558
1,249
0,221
1,284
Fonte: Produção do próprio autor.
A Figura 118 apresenta o comparativo das tensões
nominais de ruptura obtidas para os dois modelos de eixo, em
função do fator de concentração de tensão geométrico e a Figura
119 o resultado do fator de sensibilidade ao entalhe estático, em
função da mesma variável, para o caso de material elástico e não
linear.
Figura 118 – Tensão de Ruptura média obtida para os
modelos A e B.
Tensão de Ruptura média
[MPa]
300
280
Modelo B
260
240
220
Modelo A
200
1
1,2
1,4
1,6
1,8
2
Fator de concentração de tensão geométrico - Kt
Fonte: Produção do próprio autor
2,2
194
Figura 119 – Fator de sensibilidade ao entalhe estático
médio obtido para os materiais “A” e “B”.
Fator de sensibilidade ao
entalhe estático - qest
1,4
Modelo A
1,2
1,0
0,8
MNL
0,6
0,4
MLE
0,2
0,0
1
1,2
1,4
1,6
1,8
2
2,2
Fator de concentração de tensão geométrico - Kt
Fator de sensibilidade ao
entalhe estático - qest
1,4
Modelo B
1,2
MNL
1,0
0,8
0,6
0,4
MLE
0,2
0,0
1
1,2
1,4
1,6
1,8
2
2,2
Fator de concentração de tensão geométrico - Kt
Fonte: Produção do próprio autor.
Duas observações importantes podem ser feitas a partir
destes resultados. Primeiramente é a diferença das tensões
nominais de ruptura, uma vez que se trata do mesmo material
fundido. Em segundo lugar, o fator de sensibilidade ao entalhe
menor para o material do eixo modelo A, em relação ao B.
Considerando o que já foi visto anteriormente em
195
(NOGUCHI; NAGAOKA, 1983), a hipótese mais provável está
relacionada à ductilidade do material. Eixos modelo B possuem
massa maior do que os do modelo A. Isto pode conferir aos
mesmos, diferentes velocidades de resfriamento para um mesmo
processo de fundição, fazendo com que os eixos modelo B fiquem
mais dúcteis e consequentemente com resistência a tração
ligeiramente superior e mais sensíveis ao entalhe.
8.2
ANÁLISE DE MICROESTRUTURA E DUREZA NAS
DIFERENTES REGIÕES DOS EIXOS
Apesar de ambos os modelos de eixo serem especificados
e fabricados do mesmo tipo de material, ou seja, ferro fundido
cinzento, classe FC25, os resultados anteriores já mostram que
existe diferença nas propriedades obtidas com os diferentes
componentes. Faz-se aqui uma análise da microestrutura de
peças de cada um dos modelos escolhidos, obtidos das cavidades
quente e fria e ainda em cinco regiões definidas. As amostras
foram retiradas de cada uma das regiões, no centro e periferia,
conforme ilustrado na Figura 120.
196
Figura 120 – Regiões selecionadas para análise dos
modelos tipo A e B.
Modelo A
Modelo B
1
1
2
2
3
3
4
4
5
5
Seção transversal
Periferia
Centro
Fonte: Produção do próprio autor.
8.2.1
Análise de microestrutura
A análise de microestrutura feita com microscópio óptico
de uma amostra de um dos eixos evidencia se tratar de ferro
fundido cinzento típico, conforme a Figura 121.
197
Figura 121 – Micrografia da microestrutura do material em
análise.
Ataque com Nital – aumento
de 100X
Ataque com Nital – aumento
de 500X
Fonte: Produção do próprio autor.
A Figura 122 apresenta esquematicamente a distribuição
do tipo e tamanho da grafita na matriz, nas cinco regiões, e no
centro e periferia das mesmas, conforme indicação da Figura 120.
As análises foram realizadas conforme norma ASTM A247 (1998).
Ilustrações de todas as micrografias realizadas podem ser
encontradas no Anexo G.
Com relação aos tipos de grafita encontrados nas análises,
pode-se observar que a grafita do tipo “A” é encontrada em todas
as regiões de todas as amostras avaliadas. Já a grafita do tipo “B”
é encontrada somente na periferia das seções analisadas, com
exceção das amostras do modelo tipo “B” na seção 3. Já a grafita
do tipo “D”, é encontrada no centro de todas as regiões avaliadas.
Com relação ao tamanho da grafita, observa-se que
quando do tipo “A”, apresenta uma variação de 3 à 5. Quando do
tipo “B”, o tamanho se apresenta numa faixa de 4,5 à 6 e quando
do tipo “D”, se apresenta predominantemente com tamanho 7.
Figura 122 – Esquema que ilustra o tipo e tamanho de grafita nas regiões dos modelos
analisados.
“A”
“D”
“B”
Material “A”
1
1
Periferia:
Grafitas tipo “A” e “B”
2
2
3
3
4
4
5
5
Centro dos eixos:
Grafitas tipo “A” e “D”
Fonte: Produção do próprio autor.
Material “B”
Periferia:
Grafitas tipo “A” e “B”
8.2.2
Análise de microdureza Vickers (HV)
Para cada uma das 80 regiões analisadas, um ensaio de
microdureza Vickers foi realizado, sendo que os resultados são
apresentados graficamente, na Figura 123.
Figura 123 – Análise de microdureza Vickers realizada
para cada um dos quatro modelos.
350
Microdureza [HV]
340
Modelo A-frio
330
320
310
300
290
Centro
280
Periferia
270
1
2
3
4
5
Posição no Eixo
350
Microdureza [HV]
340
Modelo A-quente
330
320
310
300
290
Centro
280
Periferia
270
1
2
3
Posição no Eixo
4
5
200
350
Microdureza [HV]
340
Modelo B-frio
330
320
310
300
290
Centro
280
Periferia
270
1
2
3
4
5
Posição no Eixo
350
Microdureza [HV]
340
Modelo B-quente
330
320
310
300
290
Centro
280
Periferia
270
1
2
3
4
5
Posição no Eixo
Fonte: Produção do próprio autor.
Em todos os casos observa-se pouca ou nenhuma
diferença de microdureza Vickers entre centro e periferia dos
eixos, desta forma, para os comparativos seguintes, tomou-se o
valor do centro, região da onde são usinados os corpos de prova.
Por outro lado, observa-se um aumento de microdureza Vickers
da região 1 (excêntrico) em direção à região 5 (corpo/base).
A Figura 124 compara os resultados médios de
microdureza Vickers para o modelo A, obtidos das cavidades
quente e fria.
201
Figura 124 – Comparativo de microdureza Vickers para o
modelo A-frio.
350
Microdureza [HV]
340
330
320
310
300
290
A-frio
A-quente
280
270
1
2
3
4
5
Posição no eixo
Fonte: Produção do próprio autor.
Para o modelo A, não se observou diferença significativa
entre a cavidade fria e quente.
A Figura 125 compara os resultados médios de dureza
Vickers para o modelo B, obtidos das cavidades quente e fria.
Figura 125 – Comparativo de microdureza Vickers para o
modelo B obtido da cavidade quente e fria.
350
Microdureza [HV]
340
330
320
310
300
290
B-frio
B-quente
280
270
1
2
3
Posição no eixo
4
5
202
Fonte: Produção do próprio autor.
Para este modelo, já se observa uma pequena diferença
de microdureza Vickers entre as cavidades fria e quente, sendo
que para a cavidade fria, os valores foram maiores.
A Figura 126 e Figura 127 comparam os resultados de
microdureza Vickers entre os dois modelos, para a cavidade fria e
quente.
Figura 126 – Comparativo de microdureza Vickers para os
modelos obtidos da cavidade fria (A x B).
350
Microdureza [HV]
340
330
320
310
300
290
A-frio
280
B-frio
270
1
2
3
4
5
Posição no eixo
Fonte: Produção do próprio autor.
Figura 127 – Comparativo de microdureza Vickers para os
modelos obtidos da cavidade quente (A x B).
350
Microdureza [HV]
340
330
320
310
300
290
A-quente
B-quente
280
270
1
2
3
Posição no eixo
Fonte: Produção do próprio autor.
4
5
203
Observa-se que para a cavidade fria, o modelo B tende a
ter maior microdureza Vickers na extremidade do corpo/base,
regiões 4 e 5, enquanto que para a cavidade quente, a tendência
é de que o modelo A tenha maior microdureza Vickers na
extremidade oposta do excêntrico (1).
8.2.3
Análise de dureza Brinnel (HB)
Para cada uma das amostras, foram realizadas também
análises de dureza Brinnel, sendo que os resultados são
apresentados a seguir, na Figura 128.
Figura 128 – Análises de dureza Brinnel realizadas para
cada uma das amostras.
Dureza Brinnel [HB]
260
250
Modelo A-frio
240
230
220
210
200
Centro
190
Periferia
180
1
2
3
4
5
Posição no Eixo
260
Dureza Brinnel [HB]
250
Modelo A-quente
240
230
220
210
200
Centro
190
Periferia
180
1
2
3
Posição no Eixo
4
5
204
260
Dureza Brinnel [HB]
250
Modelo B-frio
240
230
220
210
200
Centro
190
Periferia
180
1
2
3
4
5
Posição no Eixo
Dureza Brinnel [HB]
260
250
Modelo B-quente
240
Centro
230
Periferia
220
210
200
190
180
1
2
3
4
5
Posição no Eixo
Fonte: Produção do próprio autor.
Para esta propriedade, observou-se a mesma tendência
de aumento de dureza Brinnel da região 1 em direção à região 5.
Para o modelo A, não se observou diferença significativa entre
centro e periferia, mas para o modelo B, pôde-se observar uma
tendência de que a região da periferia ser mais dura.
A Figura 129 apresenta o comparativo de dureza Brinnel
para os modelos A e B, comparando a cavidade fria vs. Cavidade
quente em função da posição no eixo.
205
Figura 129 – Comparativo de dureza Brinnel entre
cavidade fria vs. Quente para os modelos A e B.
260
Dureza Brinnel [HB]
250
240
230
220
210
200
A-frio
A-quente
190
180
1
2
3
4
5
Posição no Eixo
Dureza Brinnel [HB]
260
B-frio
B-quente
250
240
230
220
210
200
190
180
1
2
3
4
5
Posição no Eixo
Fonte: Produção do próprio autor.
Em ambos os casos, pôde-se observar que as amostras
obtidas da cavidade fria tem dureza Brinnel maior que os da
cavidade quente. Esta diferença foi mais acentuada para o modelo
B.
A Figura 130 apresenta o comparativo de dureza Brinnel
para as cavidades fria e quente, comparando o modelo A com o
modelo B, em função da posição no eixo.
206
Figura 130 – Comparativo de dureza Brinnel entre modelos
A vs. B, para cavidade fria e quente.
260
Dureza Brinnel [HB]
250
240
230
220
210
200
A-frio
B-frio
190
180
1
2
3
4
5
Posição no Eixo
260
A-quente
B-quente
Dureza Brinnel [HB]
250
240
230
220
210
200
190
180
1
2
3
4
5
Posição no Eixo
Fonte: Produção do próprio autor.
Foi possível observar que para a cavidade fria, os dois
modelos se assemelham, enquanto que para a cavidade quente,
o modelo A se apresenta com dureza Brinnel superior.
A verificação da composição química das amostras
também foi realizada, sendo os resultados apresentados na
Tabela 40 e a quantidade de carbono em massa na Tabela 41.
207
Tabela 40 – Composição química de amostras dos modelos A e B
e das cavidades quente e fria.
Amostra
Si (%)
Mn (%)
P (%)
Cr (%)
Cu (%)
Sn (%)
Fe
(%)
“A” fria
“A” quente
“B” fria
“B” quente
1,996
1,974
2,016
1,982
0,326
0,324
0,319
0,373
0,034
0,034
0,032
0,057
0,026
0,025
0,028
0,024
0,014
0,013
0,037
0,015
0,087
0,086
0,084
0,081
93,88
93,86
93,84
93,80
Fonte: Produção do próprio autor.
Tabela 41 – Quantidade de Carbono em Massa para as amostras
do modelo B.
Cavidade
Fria
Quente
Modelo B
Excêntrico
Corpo
3,7%
3,7%
3,7%
3,7%
Fonte: Produção do próprio autor.
8.3
TRATAMENTO PARA A RESISTÊNCIA MECÂNICA DOS
CORPOS DE PROVA DO SEGUNDO ENSAIO
O tratamento dos dados para resistência mecânica dos
corpos de prova no segundo ensaio foi feito utilizando o aplicativo
de cálculo estatístico Minitab. Espera-se um comportamento
Gaussiano ou normal para esta propriedade mecânica. Desta
forma, inicialmente verificou-se a normalidade dos dados,
utilizando o teste Anderson-Darling (STEPHENS, 1974) disponível
neste aplicativo. Para verificar a normalidade utiliza-se o conceito
de p-valor, também denominado nível descritivo do teste. Trata-se
da probabilidade de que a estatística do teste (como variável
aleatória) tenha valor extremo em relação ao valor observado
(estatística) quando a hipótese de não-normalidade é verdadeira
(Portal Action, 2015). No caso de verificação de normalidade, esta
hipótese é testada contra a hipótese nula de não-normalidade com
um nível de significância estatística de 5% (0,05). Se o P-valor
encontrado for maior que este valor, a hipótese de normalidade é
208
verdadeira. Os corpos de prova utilizados no ensaio estão
ilustrados no anexo E.
A Figura 131a ilustra uma das distribuições obtidas com o
aplicativo para um dos conjuntos de dados. Para os casos nos
quais não se verificou distribuição Gaussiana, os dados foram
avaliados utilizando-se o gráfico de probabilidade normal,
conforme Figura 131b, no qual se espera um alinhamento dos
pontos. Caso haja algum ponto que não se enquadre nesta
tendência, pode-se optar por considerá-lo um ponto fora da
normalidade e desta forma ser eliminado do conjunto de dados,
caso se possa verificar a razão deste desvio.
Figura 131 – Avaliação de normalidade feita para um dos
conjuntos de dados (A-quente sem entalhe). (a) Distribuição e
teste de normalidade. (b) Gráfico de probabilidade normal.
209
Fonte: Produção do próprio autor.
8.3.1
Resultados para os corpos de prova sem entalhe
A Figura 132 mostra o comparativo na forma de um gráfico
do tipo “box plot” para os dados de Tensão de Ruptura dos corpos
de prova sem entalhe.
Figura 132 – Gráfico tipo “box plot” comparando os
resultados obtidos para os corpos de prova sem entalhe.
Fonte: Produção do próprio autor.
210
A Tabela 42 mostra a análise estatística do tipo “2
variáveis” (T-Student), para verificar a igualdade/desigualdade
entre as médias obtidas. A tabela também acrescenta os valores
de dureza Vickers e dureza Brinnel obtidos na análise
metalográfica, para a região do corpo do modelo (centro), região
da na qual está o ponto de ruptura das peças.
Tabela 42 – Comparação estatística dos valores obtidos nos
testes de tração entre os corpos de prova.
Material
Média [MPa]
(Desvio padrão)
A – fria
(p-valor)
A – quente
(p-valor)
A – fria
289
Igual
A – quente
301
B – fria
296
B – quente
233
(9)
(11)
(15)
(15)
B – fria
(p-valor)
B – quente
(p-valor)
Maior
Igual
Menor
(0,017)
(0,187)
(0,000)
Igual
Menor
(0,446)
(0,000)
Igual
Igual
Menor
(0,000)
Igual
Fonte: Produção do próprio autor.
Estatisticamente é possível estabelecer diferença
significativa entre as amostras do modelo tipo A-quente sendo
este resultado maior que o obtido para o modelo A-frio. Para o
material do modelo B-quente, pode-se estabelecer uma diferença
significativa em relação à todas as demais amostras, sendo que o
valor encontrado foi menor que os demais
Para entender as diferenças, passa-se a correlacionar os
resultados com as microdureza Vickers e dureza Brinnel no centro
da seção 4, obtidas nos devidos ensaios. Os valores são
mostrados na Tabela 43.
211
Tabela 43 – Correlação entre a resistência à tração (desvio
padrão) e dureza da região correspondente dos corpos de prova.
𝝈𝒖𝒕
Material
(desvio padrão)
289 (9)
301 (11)
296 (15)
233 (15)
A–frio
A–quente
B–frio
B–quente
Dureza HV
Dureza Brinnel
307,1
317,0
321,0
311,5
231,9
217,1
225,3
193,3
Fonte: Produção do próprio autor.
A Figura 133 traz uma correlação entre a microdureza HV
e dureza Brinnel e os resultados médios de resistência à tração
obtidos para os quatro tipos de modelo. Faz-se também um ajuste
linear entre os dados, incluindo no gráfico o valor de R2. Este
parâmetro mede a proporção da variabilidade no eixo Y que é
explicada por X. É uma correlação direta entre as variáveis e
quanto mais próximo da unidade, maior é a correlação (Um
manual de estatística, 2015).
Figura 133 – Correlação entre a resistência à ruptura
média e a microdureza Vickers e dureza Brinnel, para a região
central do corpo de prova.
Tensão de ruptura [MPa]
320
300
280
260
240
220
200
304
308
312
316
Microdureza Vickers [HV]
320
324
212
Tensão de ruptura [MPa]
320
300
280
260
240
220
200
190
195
200
205
210
215
220
225
230
235
Dureza Brinnel [HB]
Fonte: Produção do próprio autor.
É possível verificar que a microdureza Vickers não é um
bom parâmetro para identificação da resistência à ruptura, dada a
baixa correlação entre os dados (R2 = 0,1592). A dureza Brinnel
fornece uma correlação melhor (R2 = 0,7509). Desta forma, a
segunda passa a ser um indicativo interessante para previsão da
resistência à tração. Isto se deve ao fato de a dureza Brinnel
fornecer uma avaliação global da microestrutura matriz + grafita.
8.3.2
Resultados de tração estática para os corpos de prova
com entalhe
As Tabelas 45 à 48 apresentam os resultados obtidos para
os corpos de prova usinados com o modelo A e B obtidos das
cavidades quente e fria. Um total de 214 amostras foram testadas
e três laboratórios foram utilizados para os ensaios: Senai,
Embraco e MetaLab; com o uso de máquinas convencionais de
ensaio de tração. Os resultados são apresentados em termos da
média e mediana, assim como o intervalo estatístico para estas
duas características, levando-se em consideração um grau de
confiança de 95%. Dado o fato de existir pelo menos um dos
resultados com uma distribuição não normal, optou-se por utilizar
os resultados de mediana para a compilação dos valores de
sensibilidade ao entalhe estático apresentados na sequência. A
213
Tabela 44 apresenta a legenda para as variáveis apresentadas
nas referidas tabelas.
Tabela 44 – Legenda para as Tabelas 45 à 48.
Item
Descrição
CP
Corpo de prova testado
Lab.
Laboratório que realizou o teste de tração
N
Número de peças testadas
P-valor
Valor de significância estatística encontrado
na análise de normalidade
Normal?
Resultado do teste de normalidade
Média
Média de 𝜎𝑢𝑡 encontrada no teste
Intervalo da média
Intervalo estatístico da média com 95% de
confiança.
Mediana
Mediana de 𝜎𝑢𝑡 encontrada no teste
Intervalo da
mediana
Intervalo estatístico da mediana com 95%
de confiança
Fonte: Produção do próprio autor.
Tabela 45 – Resultados para o modelo A-frio.
CP
Lab.
N
P-valor
00
01
02
03
04
MetaLab 11
0,234
Embraco 11
0,064
Embraco 11
0,663
Embraco 11
0,137
Embraco 11
0,226
Total
55
Fonte: Produção do próprio autor.
𝐾𝑡
Normal?
Média
𝜎𝑢𝑡 [MPa]
1
1,93
2,36
2,77
3,75
Sim
Sim
Sim
Sim
Sim
289
288
284
283
313
Intervalo da
média 𝜎𝑢𝑡 [MPa]
Mín
Máx
283
296
267
310
263
305
272
294
272
353
Mediana
𝜎𝑢𝑡 [MPa]
Intervalo da
média 𝜎𝑢𝑡 [MPa]
Mín
Máx
293
308
264
286
261
274
278
300
408
477
Mediana
𝜎𝑢𝑡 [MPa]
290
300
284
278
335
Intervalo da mediana
𝜎𝑢𝑡 [MPa]
Mín
Máx
285
295
273
312
260
301
268
303
244
371
Tabela 46 – Resultados para o modelo A-quente.
CP
00
01
02
03
04
Lab.
N
P-valor
MetaLab 11
0,159
Senai
9
0,251
Senai
9
0,108
Embraco 12
0,137
Embraco 12
0,076
Total
53
Fonte: Produção do próprio autor.
𝐾𝑡
Normal?
Média
𝜎𝑢𝑡 [MPa]
1
1,93
2,36
2,77
3,75
Sim
Sim
Sim
Sim
Sim
301
275
267
289
443
302
279
269
284
451
Intervalo da mediana
𝜎𝑢𝑡 [MPa]
Mín
Máx
295
311
260
283
256
276
280
295
422
482
215
Tabela 47 – Resultados para o modelo B-frio.
CP
Lab.
N
P-valor
00
01
02
03
04
MetaLab
12
0,625
Embraco 10
0,200
Embraco 10
0,106
Embraco 10
0,033
Embraco 10
0,880
Total
52
Fonte: Produção do próprio autor.
𝐾𝑡
Normal?
Média
𝜎𝑢𝑡 [MPa]
1
1,93
2,36
2,77
3,75
Sim
Sim
Sim
Não
Sim
296
359
364
310
268
Intervalo da
média 𝜎𝑢𝑡 [MPa]
Mín
Máx
287
306
327
391
333
395
265
356
257
279
Mediana
𝜎𝑢𝑡 [MPa]
Intervalo da
média 𝜎𝑢𝑡 [MPa]
Mín
Máx
223
243
157
228
139
207
196
240
212
241
Mediana
𝜎𝑢𝑡 [MPa]
295
372
379
279
271
Intervalo da mediana
𝜎𝑢𝑡 [MPa]
Mín
Máx
284
311
320
392
328
390
260
374
255
280
Tabela 48 – Resultados para o modelo B-quente.
CP
00
01
02
03
04
Lab.
N
P-valor
MetaLab
11
0,104
Embraco 10
0,546
Embraco 11
0,199
Embraco 10
0,973
Embraco 12
0,948
Total
54
Fonte: Produção do próprio autor.
𝐾𝑡
Normal?
Média
𝜎𝑢𝑡 [MPa]
1
1,93
2,36
2,77
3,75
Sim
Sim
Sim
Sim
Sim
233
192
173
218
227
237
194
182
220
224
Intervalo da mediana
𝜎𝑢𝑡 [MPa]
Mín
Máx
222
244
157
218
113
219
196
243
209
242
Com estes resultados pôde-se proceder com a análise dos
fatores de sensibilidade ao entalhe estático para os materiais,
considerando material linear e não linear. Em ambos os casos
foram utilizados os fatores de concentração de tensão
geométricos obtidos na simulação feita no capítulo 6. A análise
dos dados revelou fatores de sensibilidade ao entalhe negativos,
o que não é real. Não se espera que materiais apresentem um
aumento de resistência à tração, quando possuam entalhes ou
descontinuidades geométricas.
A explicação mais adequada para este comportamento,
quando se observam os valores de medianas, reside no fato de
que não se consegue provar estatisticamente diferença nos
dados, a não ser para alguns casos de entalhe com fator de
concentração de tensão geométrico muito elevado. Para
comprovar a hipótese de que a insensibilidade ao entalhe é total
para os tipos de eixo analisados, quando se trata de ensaio
estático de tração, é feita uma análise e os resultados são
mostrados na Tabela 49. Esta tabela apresenta os valores médios
de 𝜎𝑢𝑡 encontrados, seus desvios padrão, e o P-valor para análise
estatística comparativa. Para os casos em que este parâmetro é
menor que a significância estatística de 5% (0,05), pode-se provar
a hipótese alternativa de que os valores são maiores ou menores.
Nos casos em que o P-valor é maior que 5% (0,05), prova-se a
hipótese nula de que os valores são iguais.
217
Tabela 49 – Comparação estatística dos resultados com entalhe e
sem entalhe para cada tipo de modelo em análise.
Modelo
𝜎𝑢𝑡 [MPa]
A–frio
A–quente
B–frio
B–quente
Média (desv. padrão)
289 (10)
301 (11)
296 (15)
333 (15)
Hipótese
Referência
Referência
Referência
Referência
01
Média (desv. padrão)
igual x diferente
288 (32)
igual
275 (14)
menor
359 (45)
maior
193 (50)
menor
(P-valor)
(0,944)
(0,000)
(0,002)
(0,034)
02
Média (desv. padrão)
igual x diferente
284 (31)
igual
267 (9)
menor
364 (43)
maior
173 (51)
menor
(P-valor)
(0,611)
(0,000)
(0,001)
(0,003)
03
Média (desv. padrão)
igual x diferente
283 (16)
igual
289 (9)
menor
310 (64)
igual
218 (30)
igual
(P-valor)
(0,314)
(0,030)
(0,517)
(0,187)
04
Média (desv. padrão)
igual x diferente
313 (61)
igual
443 (54)
maior
268 (15)
menor
227 (22)
igual
(P-valor)
(0,229)
(0,000)
(0,000)
(0,443)
CP
00
Fonte: Produção do próprio autor.
Mesmo com a análise estatística, ainda existem situações
que propiciam o aparecimento de valores de sensibilidade ao
entalhe estática negativa, nos casos em que a Tensão de Ruptura
com entalhe foi maior que a resistência a ruptura sem entalhe. São
três os casos encontrados (em vermelho na tabela): modelo Aquente com entalhe de 𝑟𝑒 = 0,2 𝑚𝑚 e modelo B-frio com entalhes
de 𝑟𝑒 = 1 𝑒 0,6 𝑚𝑚 . Estres três resultados tem em comum um
elevado desvio padrão, indicando uma variabilidade elevada na
execução dos testes. Desta forma, considera-se também para
estes casos o valor de sensibilidade igual à zero. Desta forma está
se admitindo um grau de conservadorismo na análise.
As Tabela 50 à Tabela 53 apresentam os resultados
obtidos para o fator de sensibilidade ao entalhe estático 𝑞𝑒𝑠𝑡 , para
os 4 modelos em estudo e a Figura 134 e Figura 135 mostram
estes resultados de forma gráfica.
218
Tabela 50 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo elástico linear
e não linear – modelo A-frio.
CP
R
00
01
02
03
04
1
0,6
0,4
0,2
𝐾𝑡
(MLE)
1
1,93
2,36
2,77
3,75
𝐾𝑡
(MNL)
1
1,20
1,22
1,24
1,24
𝐾𝑡𝑒𝑠𝑡
1,000
1,003
1,018
1,021
0,924
𝑞𝑒𝑠𝑡
(MLE)
0
0,003
0,013
0,012
0
𝑞𝑒𝑠𝑡
(MNL)
0
0,013
0,082
0,087
0
Fonte: Produção do próprio autor.
Tabela 51 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo elástico linear
e não linear – modelo A-quente.
CP
R
00
01
02
03
04
1
0,6
0,4
0,2
𝐾𝑡
(MLE)
1
1,93
2,36
2,77
3,75
𝐾𝑡
(MNL)
1
1,20
1,22
1,24
1,24
𝐾𝑡𝑒𝑠𝑡
1,000
1,093
1,125
1,041
0,680
𝑞𝑒𝑠𝑡
(MLE)
0
0,100
0,092
0,023
0
𝑞𝑒𝑠𝑡
(MNL)
0
0,466
0,568
0,172
0
Fonte: Produção do próprio autor.
Tabela 52 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo elástico linear
e não linear – modelo B-frio.
CP
R
00
01
02
03
04
1
0,6
0,4
0,2
𝐾𝑡
(MLE)
1
1,93
2,36
2,77
3,75
𝐾𝑡
(MNL)
1
1,20
1,22
1,24
1,24
Fonte: Produção do próprio autor.
𝐾𝑡𝑒𝑠𝑡
1,000
0,827
0,814
0,955
1,106
𝑞𝑒𝑠𝑡
(MLE)
0
0
0
0
0,039
𝑞𝑒𝑠𝑡
(MNL)
0
0
0
0
0,442
219
Tabela 53 – Resultados de sensibilidade ao entalhe estática
obtidos nos ensaios, com consideração de modelo elástico linear
e não linear – modelo B-quente.
CP
R
00
01
02
03
04
𝐾𝑡
(MLE)
1
1,93
2,36
2,77
3,75
1
0,6
0,4
0,2
𝐾𝑡
(MNL)
1
1,20
1,22
1,24
1,24
𝐾𝑡𝑒𝑠𝑡
1,000
1,210
1,346
1,068
1,027
𝑞𝑒𝑠𝑡
(MLE)
0
0,225
0,255
0,038
0,010
𝑞𝑒𝑠𝑡
(MNL)
0
1,049
1,573
0,283
0,113
Fonte: Produção do próprio autor.
Fator de sensibilidade ao
entalhe estático - qest
Figura 134 – Comparativo de sensibilidade ao entalhe
estática para os quatro tipos de eixo, com consideração de modelo
elástico linear.
0,30
0,25
0,20
0,15
0,10
0,05
0,00
1
1,5
2
2,5
3
3,5
Fator de concentração de tensão geométrico - Kt
A-frio
A-quente
Fonte: Produção do próprio autor.
B-frio
B-quente
4
220
Fator de sensibilidade ao
entalhe estático - qest
Figura 135 – Comparativo de sensibilidade ao entalhe
estática para os quatro tipos de eixo, com consideração de
material não linear.
1,80
1,60
1,40
1,20
1,00
0,80
0,60
0,40
0,20
0,00
1
1,5
2
2,5
3
3,5
4
Fator de concentração de tensão geométrico - Kt
A-frio
A-quente
B-frio
B-quente
Fonte: Produção do próprio autor.
De acordo com a Figura 134, pelo menos um dos modelos
apresentou um fator de sensibilidade ao entalhe estático com valor
máximo de 0,25 (B-quente). Já para o modelo A, o valor máximo
encontrado foi de 0,1. Estes resultados reforçam o resultado
encontrado no Capítulo 6, no qual se verificou que o modelo Bquente é o que possui menor resistência mecânica, o que
certamente se reflete no resultado obtido quanto à sensibilidade
ao entalhe.
Outra constatação, é a diferença significativa entre a
sensibilidade ao entalhe quando se utiliza o MNL para obtenção
do fator de concentração de tensão geométrico, sendo que tal
sensibilidade é muito superior do que quando se utiliza o MLE.
8.4
RESULTADOS OBTIDOS NOS ENSAIOS TORÇÃO
REVERSA
Os ensaios de torção reversa foram realizados da mesma
forma como o foram para o material obtido por MP e apresentados
no Capítulo 5. Foi utilizada também a mesma máquina de ensaio
desenvolvida por Joaquim e que se encontra disponível no
221
Laboratório de Ensaios de Fadiga da UDESC Joinville. O
tratamento dos dados foi realizado utilizando a Lei da Potência
Inversa para correlacionar a tensão cisalhante alternada com o
tempo para falha ou não falha. Já para tratar as variabilidades
inerentes do experimento, foi utilizada a distribuição probabilística
Log-Normal. Ambos os procedimentos estão descritos no item 5.5,
sendo o aplicativo Action mais uma vez utilizado. Foram testados
um total de 200 corpos de prova sendo possível o teste de todas
as configurações de entalhe para o modelo A-quente e as
configurações sem entalhe para os demais modelos. A razão para
não ter finalizado todos os testes previstos reside no tempo que
este tipo de teste leva para ser executado. Desta forma, o fator de
sensibilidade ao entalhe em fadiga será avaliado para o primeiro
modelo e as resistências à fadiga serão comparadas entre os
materiais.
8.4.1
Resistência à fadiga em solicitação de torção para os
corpos de prova sem entalhe
O comparativo de resistência à fadiga em corpos de prova
sem entalhe entre os materiais é apresentado inicialmente na
forma dos dados obtidos de falhas e não falhas e as curvas de
vida para os quantis de 5, 50 e 95%, ilustrados na Figura 136.
222
Tensão Cisalhante Alternada
[MPa]
Figura 136 – curvas de distribuição de falhas e não falhas
para os quatro modelos, sem entalhe e as curvas de quantis de 5,
50 e 95%.
300
250
95%
50%
5%
200
150
100
Falhas
50
Não falhas
A-frio
0
101
102
103
104
105
106
107
Tensão Cisalhante Alternada
[MPa]
Ciclos
300
50%
250
200
5%
95%
150
100
Falhas
50
Não Falhas
0
101
102
A-quente
103
104
Ciclos
105
106
107
Tensão Cisalhante Alternada
[MPa]
223
300
50%
250
5%
95%
200
150
100
Falhas
50
Não falhas
B-frio
0
101
102
103
104
105
106
107
Tensão Cisalhante Alternada
[MPa]
Ciclos
300
50% 5%
250
200
95%
150
100
Falhas
50
Não falhas
B-quente
0
101
102
103
104
105
106
107
Ciclos
Fonte: Produção do próprio autor
A Tabela 54 mostra os valores obtidos nos ensaios com
projeção para 107 ciclos, juntamente com o intervalo para os
quantis de 5 e 95%. Adiciona-se também nesta mesma tabela os
valores de dureza Vickers e Brinnel, para que posteriormente se
busque uma correlação entre a resistência à fadiga na torção e
estas propriedades.
224
Tabela 54 – Valores de resistência à fadiga para os quatro
materiais, projetados para 107 ciclos, juntamente com os valores
de dureza Vickers e Brinnel.
Modelo
𝜎𝑆𝑛
(107)
95%
𝜎𝑆𝑛
(107)
50%
A–frio
103,2
111,1
A–quente
86,8
B–frio
B–quente
𝜎𝑆𝑛
(107)
5%
Microdureza
Vickers
[HV]
Dureza
Brinnel
[HB]
119,6
307,1
231,9
98,2
111,1
317,0
217,1
98,5
110,3
123,5
321,0
225,3
52,4
63,3
76,5
311,5
193,3
Fonte: Produção do próprio autor.
O gráfico da Figura 137 mostra o comparativo entre os
materiais sem entalhe.
Figura 137 – Comparativo de resistência à fadiga na torção
para os quatro modelos em estudo, juntamente com os quantis de
5 e 95%.
Resistência à fadiga na
torção [MPa]
140
120
100
5%
5%
5%
95%
95%
95%
80
5%
60
95%
40
20
0
A-frio
A-quente
B-frio
B-quente
Modelo
Fonte: Produção do próprio autor.
Observa-se que o único modelo que de fato se diferencia
dos demais é o B-quente. Os gráficos da Figura 138
225
correlacionam a resistência à fadiga média na torção com a
microdureza Vickers e dureza Brinnel.
Figura 138 – Correlação entre a resistência à fadiga na
torção média e a microdureza Vickers e dureza Brinnel, para a
região central do corpo de prova.
Resistência média à fadiga na
torção [MPa]
120
100
80
60
40
304
308
312
316
320
324
Microdureza Vickers [HV]
Resistência média à fadiga na
torção [MPa]
120
100
80
9746
60
40
190
195
200
205
210
215
220
225
230
235
240
Dureza Brinnel [HB]
Fonte: Produção do próprio autor.
Pode se observar que não há qualquer correlação entre a
resistência à fadiga na torção com a microdureza Vickers,
226
constatação indicada pelo valor de R2 = 0,0402. Em contrapartida,
a correlação com a dureza Brinnel é muito boa, com R2 = 0,9746.
Desta forma, esta propriedade pode ser utilizada como parâmetro
para previsão.
Na Figura 139 é feita adicionamente uma verificação da
correlação entre a resistência à fadiga na torção, com a resistência
estática na tração.
Resistência média à fadiga na
torção [MPa]
Figura 139 – Correlação entre a resistência média à fadiga
na torção e a resistência média à tração.
120
100
80
60
40
220
240
260
280
300
320
Resistência à tração [MPa]
Fonte: Produção do próprio autor,
A correlação não é tão boa quanto à da dureza Brinnel,
mas ainda sim existe, com o valor de R2 = 0,843.
8.4.2
Resistência à fadiga na torção para os corpos de prova
com entalhe do material obtido do modelo A-quente
O comparativo de resistência à fadiga em corpos de prova
com entalhe para o material obtido do modelo A-quente é
apresentado inicialmente na forma dos dados obtidos de falhas e
não falhas e as curvas de vida para os quantis de 5, 50 e 95%,
ilustrados na Figura 140.
227
Tensão Cisalhante Alternada
[MPa]
Figura 140 – Distribuição de falhas e não falhas e curvas
ajustadas para quantis de 5, 50 e 95%, para os corpos de prova
do modelo A-quente.
Sem entalhe
300
50%
250
200
5%
95%
150
100
Falhas
50
Não Falhas
0
101
102
103
104
105
106
107
106
107
Tensão Cisalhante Alternada
[MPa]
Ciclos
Entalhe com
300
50% 5%
250
95%
200
150
100
Falhas
50
Não falhas
0
101
102
103
104
Ciclos
105
Tensão Cisalhante Alternada
[MPa]
228
Entalhe com
300
250
95%
5%
200
150
100
Falhas
50
Não falhas
0
101
Tensão Cisalhante Alternada
[MPa]
50%
102
103
104
Ciclos
106
107
106
107
Entalhe com
300
250
105
50% 5%
95%
200
150
100
Falhas
50
Não falhas
0
101
102
103
104
Ciclos
105
Tensão Cisalhante Alternada
[MPa]
229
Entalhe com
300
250
95%
5%
50%
200
150
100
Falhas
50
Não falhas
0
101
102
103
104
105
106
107
106
107
Tensão Cisalhante Alternada
[MPa]
Ciclos
Entalhe com
300
250
50% 5%
95%
200
150
100
50
Falhas
0
101
102
103
104
Ciclos
105
Fonte: Produção do próprio autor.
O tratamento dos dados para os tipos de entalhe avaliados
resulta no gráfico da Figura 141, que apresenta o resultado da
tensão cisalhante reversa, em função do fator de concentração de
tensão geométrico 𝐾𝑡 .
230
Figura 141 – Tensão cisalhante reversa para 107 ciclos do
material “A” obtido da cavidade quente, em função do fator de
concentração de tensão geométrico 𝐾𝑡 e os quantis de 5 e 95%.
Tensão Cisalhante Reversa
[MPa]
120
110
100
90
80
70
Média
60
1.00
1.20
1.40
1.60
5%
1.80
2.00
95%
2.20
2.40
2.60
Fator de concentração de tensão geométrico na torção - Kt
Fonte: Produção do próprio autor.
A Tabela 55 apresenta os dados e a obtenção do fator de
sensibilidade ao entalhe no cisalhamento para o modelo A-quente.
Novamente pôde-se perceber um valor negativo, o qual foi
considerado como zero, baseado nas mesmas justificativas
apresentadas nos ensaios estáticos.
Tabela 55 – Resultados de sensibilidade ao entalhe em fadiga na
torção para o modelo A-quente.
CP
R
[mm]
𝐾𝑡
Tensão
reversa (50%)
[MPa]
00
1
98,2
1,000
0,000
01
0,60
1,467
93,8
1,047
0,101
02
0,40
1,629
92,6
1,060
0,095
03
0,20
2,010
100,4
0,978
0
𝐾𝑓
𝑞
231
CP
R
[mm]
𝐾𝑡
Tensão
reversa (50%)
[MPa]
04
0,15
2,212
91,1
1,077
0,064
05
0,10
2,551
96,8
1,014
0,009
𝐾𝑓
𝑞
Fonte: Produção do próprio autor.
O gráfico da Figura 142 ilustra os resultados de
sensibilidade ao entalhe obtidos nos ensaios para o modelo Aquente, em função do fator de concentração de tensão geométrico
𝐾𝑡𝑠 .
Figura 142 – Fator de sensibilidade ao entalhe na torção
em função do fator de concentração de tensão geométrico.
Fator de sensibilidade ao
entalhe em fadiga de torção -
0,15
0,10
0,05
0,00
1,0
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,6
Fator de concentração de tensão geométrico na
torção -
Fonte: Produção do próprio autor.
Considerando os valores médios obtidos para a resistência
à fadiga de torção projetados em 107 ciclos, os valores de
sensibilidade ao entalhe obtidos na torção em fadiga estão de
232
acordo com o previsto na literatura. Para este modelo A-quente o
maior valor obtido foi de aproximadamente 0.10 para sensibilidade
ao entalhe. Na Figura 143 compara-se o fator de sensibilidade na
tração estática com o mesmo valor na fadiga por torção e se
percebe que de forma geral, em ambos os casos, a sensibilidade
ao entalhe se mantém abaixo de 0,10, independente da
concentração de tensão geométrica do modelo. Em termos de
análise e projeto, a utilização de uma sensibilidade ao entalhe da
ordem de 0,2, conforme já recomendado na bibliografia, é
adequado, quando informações mais precisas não estão
disponíveis.
Figura 143 – Comparativo do fator de sensibilidade ao
entalhe na tração estática e fadiga na torção, para o modelo Aquente.
Fator de sensibilidade ao
entalhe
0,15
0,10
0,05
0,00
1,0
1,5
2,0
2,5
Fator de concentração de tensão geométrico
Fonte: Produção do próprio autor.
3,0
233
9
CONCLUSÕES
9.1
FADIGA EM AÇO ALTO CARBONO
Condições de processamento, ou meios de manufatura
nas fases iniciais de projeto podem aumentar ou comprometer a
resistência à fadiga de componentes. Neste sentido, iniciou-se
este trabalho com uma revisão e nova análise dos testes de fadiga
do aço SAE 1075 laminado a frio, utilizado na fabricação de molas
planas. Foram avaliados dois processos de corte e quatro níveis
de tratamento superficial.
Os testes realizados mostram que o processo de corte tem
uma influência no resultado final de resistência à fadiga, por duas
razões principais: pela qualidade da superfície de corte gerada e
também pela formação ou não de uma região termicamente
afetada
com
uma microestrutura
diferente
originada
principalmente nos processos que introduzem um aporte de
energia muito grande como o processo a laser.
Outro resultado importante é o fato de em se removendo
as imperfeições introduzidas pelo processo de corte, através do
uso de processos de acabamento como tamboreamento e
polimento, consegue-se melhorar a resistência à fadiga dos
componentes. Mas o principal resultado é o obtido pela introdução
do processo de shot peening, sendo que tal processo uma vez
executado adequadamente, proporciona ganhos que podem
ultrapassar os 100% de resistência à fadiga em relação à peça
com corte bruto.
Pôde-se concluir que em se tratando de limite de fadiga
médio 𝑆𝑁 , este valor para aços SAE 1075 temperados e
revenidos, com a aplicação de processos de acabamento
superficial adequados e utilização de shot peening, pode chegar
em média a ultrapassar os 800MPa.
9.2
EFEITO DE INCLUSÕES NÃO MATÉLICAS NA FADIGA
DO AÇO CR-SI
Componentes fabricados em aços de alto carbono, podem
conter defeitos ou inclusões, oriundas do processo de fabricação
234
nas aciarias. Tais defeitos ou inclusões podem comprometer a
resistência à fadiga do aço e também a efetividade de processos
que visam aumentar esta propriedade, como o processo de shot
peening mencionado acima. Neste sentido, buscou-se no Capítulo
4, analisar um componente mecânico fabricado com um aço de
alto desempenho como Cr-Si, mas que apresentou uma falha em
operação, sendo tal falha associada à presença de uma inclusão
não metálica, identificada como sendo óxido de silício, ou sílica,
possivelmente advinda do revestimento do forno da aciaria. O
efeito desta inclusão sobre as tensões locais e sobre o processo
de shot peening foi avaliado utilizando MEF.
Uma conclusão deste capítulo foi que o processo de shot
peening que é utilizado com o objetivo de melhorar a resistência à
fadiga da superfície do material, pode também introduzir tensões
residuais em regiões próximas a vértices de inclusões não
metálicas quando elas estão próximas da superfície. Estas
tensões, juntamente com as tensões de trabalho podem propiciar
a iniciação e propagação de trincas nos contornos das inclusões.
Cargas externas também são responsáveis pelo
aparecimento de regiões de concentração de tensão próximo às
inclusões, uma vez estando próximas à superfície. Os fatores de
concentração de tensão são grandemente influenciados pela
geometria da inclusão.
As duas metodologias utilizadas para modelar o atrito na
interface da matriz com a inclusão mostraram diferentes níveis de
tensão próximos da interface. Assim, dependendo do modelo
utilizado para modelar o atrito nesta interface as concentrações de
tensão também podem variar.
O modelo de Murakami prevê a redução de resistência à
fadiga devido à presença da inclusão, dando um bom indicativo da
margem de segurança do projeto, quando utilizado nas fases
iniciais do mesmo. A aplicação do modelo pode ser feita sem
inclusões, ou então considerando uma distribuição estatística de
inclusões, quando esta informação é disponível.
Conforme descrito no Capítulo 4, uma inclusão não
metálica pode comprometer de forma decisiva as características
de resistência à fadiga de um aço de alto teor de carbono.
Materiais como aços obtidos por MP e ferros fundidos
normalmente possuem uma grande quantidade de vazios e
inclusões e os estudos de fadiga para este tipo de material
mostram que eles apresentam sensibilidade ao entalhe bastante
235
reduzida quando são comparados com outros materiais como
aços.
9.3
FADIGA EM MATERIAIS OBTIDOS POR MP
Com relação aos aços obtidos por MP, a revisão das
referências bibliográficas indicou que a característica que tem uma
importância fundamental nas propriedades mecânicas em geral e
particularmente na resistência à fadiga é a densidade, ou grau de
compactação. Foi introduzido o conceito de sensibilidade ao
entalhe estático, como forma de correlacionar resultados de
ensaios mais rápidos como o de tração, com a característica de
interesse que é a resistência à fadiga.
Avaliou-se a sensibilidade ao entalhe estático utilizando-se
corpos de prova retirados de bielas fabricadas por MP. Os
primeiros resultados foram obtidos com o ensaio de flexão em 3
pontos e mostraram baixíssima sensibilidade ao entalhe para este
material. O valor encontrado foi da ordem de 0,025. Para a tração
foram encontrados valores maiores para a sensibilidade estática e
da ordem de 0,10 a 0,15. Os resultados do ensaio de flexão e de
tração mostraram a mesma tendência encontrada em Esper e
Sonsino, sendo que nesta referência, a sensibilidade ao entalhe
na flexão é de aproximadamente 0,16, enquanto que em
carregamento axial é de aproximadamente 0,55 e obtidos com
ensaios de fadiga.
Por final, ensaios de fadiga por torção foram realizados
utilizando-se corpos de prova em diferentes níveis de entalhe.
Neste experimento foram testadas 78 amostras, obtendo-se uma
resistência à fadiga média na torção de 115MPA, para corpos de
prova sem entalhe. Com relação à sensibilidade ao entalhe, a
conclusão a que se chegou é de que para o aço obtido por MP
escolhido (Fe – 0,79%C – 0,33% Mn), o fator resultou em valores
entre 0,45 e 0,55. Este resultado está acima dos valores obtidos
nos ensaios estáticos. Desta forma, a utilização de fatores
estáticos para este material não é um procedimento
recomendável, pois na fadiga o material apresentou maior
sensibilidade. Por outro lado, verificou-se também que em alguns
casos testados, obteve-se uma dispersão elevada nos resultados,
236
quando feita a avaliação estatística, sendo que estes não foram
considerados.
9.4
CONCENTRAÇÃO DE TENSÃO NO FERRO FUNDIDO
Conforme descrito no Capítulo 4, uma inclusão não
metálica pode comprometer de forma decisiva as características
de resistência à fadiga de um aço de alto teor de carbono.
Materiais como aços obtidos por MP e ferros fundidos
normalmente possuem uma grande quantidade de vazios e
inclusões e os estudos de fadiga para este tipo de material
mostram que eles apresentam sensibilidade ao entalhe bastante
reduzida quando são comparados com outros materiais como
aços.
A sensibilidade ao entalhe reduzida destes materiais se dá
devido à alta concentração de tensões que tem origem pela
presença dos vazios ou da grafita na forma de lamelas. Autores
tem avaliado que peças com entalhe apresentam uma relaxação
na concentração de tensões na raiz do entalhe devido ao
comportamento não elástico da tensão. Além disso, existe uma
região com tensão muito alta abaixo da raiz do entalhe
possibilitando aos componentes resistirem às cargas nas quais a
tensão de trabalho excede o escoamento do material. Materiais
com maior ductilidade como os ferros fundidos nodulares
apresentam maior sensibilidade ao entalhe devido maior
sensibilidade à triaxialidade de tensões. Neste caso, a raiz do
entalhe não sofre o efeito de relaxação de tensão e as trincas
podem se iniciar e propagar a partir deste ponto.
Este efeito pôde ser verificado ao realizar-se a simulação
de carga nos corpos de prova de ferro fundido cinzento, utilizandose modelo de material linear elástico e uma curva tensãodeformação obtida através de ensaio de tração, que pode ser
ajustada por uma curva de Hollomon. Nesta simulação, observouse que quando se utiliza material elástico, a tensão máxima ocorre
na raiz do entalhe, com um fator de concentração de tensão
geométrico maior do que 3, enquanto que utilizando material não
linear, a concentração de tensão abaixo da superfície em pouco
ultrapassa a unidade.
237
9.5
SIMULAÇÃO EM MESOESCALA DO FERRO FUNDIDO
CINZENTO
Em se tratando de ferro fundido cinzento, um passo
adicional no entendimento do comportamento a nível de
microestrutura foi dado através da simulação em EPT de uma
região de 400 × 400 µ𝑚 de uma microestrutura feita em uma das
amostras de material, sendo a matriz composta de perlita e os
veios de grafita. Duas condições de interface entre grafita e matriz
foram utilizadas: uma considerando o modelo contínuo e outra
considerando expansão térmica da grafita e atrito. Pôde-se
verificar a ocorrência das regiões de concentração de tensão em
ambos os modelos, sendo que no primeiro, valores de 1,5 a 1,9
foram encontrados. Já no segundo caso, foi verificado o
descolamento entra matriz e grafita e regiões de concentração de
tensão bem maiores, chegando-se à valores de 13 a 23. Foi
também realizada uma simulação de carga de descarga e
constatou-se as quatro regiões de deformação ilustradas por
Jögren. Na simulação, utilizando-se malha contínua, pôde-se
observar uma curva tensão-deformação com valores próximos aos
experimentais, apesar de a forma ser mais linear. Já na segunda
simulação, obteve-se maior concordância na forma, mas valores
mais baixos. Isto se deve ao fato de que a região escolhida
continha propositalmente maior concentração de veios de grafita
do que as demais regiões.
9.6
FADIGA DO FERRO FUNDIDO CINZENTO
A parte final do presente trabalho foi focada na obtenção
da sensibilidade ao entalhe estático com teste de tração e em teste
de torção reversa. Utilizou-se corpos de prova obtidos do mesmo
tipo de material – FC25 – mas em dois modelos, A e B. No primeiro
ensaio não se considerou a cavidade do molde da qual as
amostras foram retiradas. No segundo ensaio, avaliou-se também
esta diferença. Foi realizada a avaliação de concentração de
carbono, não sendo evidenciada diferença significativa. No
entanto pôde-se verificar que a região central dos modelos é
composta majoritariamente por grafitas do tipo “A” e “D”, enquanto
238
que a periferia é composta majoritariamente de grafita dos tipos
“A” e “B”. Ensaios de microdureza Vickers e dureza Brinnel foram
realizados em diferentes regiões das amostras, nas quatro
configurações: Modelo A – cavidade fria e quente e modelo B –
cavidade fria e quente. Nas análises de dureza, pôde-se observar
que há uma tendência geral de que tanto a microdureza Vickers
quanto a dureza Brinnel tem valores crescentes quando se vai do
excêntrico em direção à base do corpo. Tal constatação indica
uma relação com o sentido de fluxo do material e direção da frente
de solidificação. A região da base do corpo é a primeira a iniciar o
processo de solidificação, conforme ilustrado na Figura 144.
Figura 144 – Direção de injeção e solidificação em um eixo
de compressor.
Fonte: Produção do próprio autor.
Outra constatação interessante, ainda com relação à
dureza, é a diferença significativa existente entre as cavidades fria
e quente, principalmente no modelo B, que possui maior massa no
contrapeso. O efeito é o mesmo observado ao longo do modelo,
em função de que a velocidade de resfriamento dos modelos da
cavidade fria é maior, resultando em valores de dureza superiores.
Pôde-se observar também que há uma tendência de que para a
cavidade quente, o modelo A possui dureza Brinnel superior.
Os testes estáticos para determinação do fator de
sensibilidade ao entalhe estático foram realizados em duas
etapas. A primeira delas não considerou a cavidade e a segunda
239
considerou também este fator. Os resultados obtidos confirmaram
para estes testes, que o fator se manteve abaixo de 0,25, com
aparecimento inclusive de valores negativos, muito provavelmente
devido à alguma variabilidade nos resultados. O uso das
ferramentas de análise estatística foi fundamental, para que os
dados fossem analisados considerando esta variabilidade.
Considerando os valores para os corpos de prova sem entalhe,
uma correlação razoável pôde ser estabelecida entre a resistência
à tração e a dureza Brinnel, com o parâmetro R2 = 0,75, dada pela
equação ajustada a seguir, para o intervalo de dureza entre 190 e
235 HB.
𝜎𝑢𝑡 = 1,6219. 𝐻𝐵 − 72,048
(43)
Os ensaios de torção reversa, foram realizados
inicialmente para os quatro materiais, sem entalhe, para que se
pudesse estabelecer uma diferença ou igualdade entre as
resistências à fadiga na torção entre os mesmos. Um total de 200
amostras foram testadas e os resultados foram tratados utilizando
ferramentas de ensaio acelerado. Este tratamento foi feito para
que se pudesse estabelecer uma média e um intervalo de
confiança nos resultados, assim como a projeção num ponto fixo
de 107 ciclos. Este ponto foi utilizado como referência de
comparação. Os resultados indicaram que não há diferença
significativa para as condições A-frio; A-quente e B-frio, sendo que
o valor de resistência a fadiga por torção fica entre 87 e 124 MPa.
No entanto, para a condição B-quente, os resultados foram
inferiores, ficando no intervalo de 53 e 77 MPa. Já em termos de
correlação entre variáveis, a melhor pôde ser obtida para a
resistência à fadiga na torção e dureza Brinnel (𝑅 2 = 0,98). A
relação é dada pela equação linear a seguir e é válida para o
intervalo de dureza entre 190 a 235 HB.
𝑆𝑆𝑁 = 1,3123. 𝐻𝐵 − 188,9
(44)
O fator de sensibilidade ao entalhe na fadiga por torção –
𝑞𝑠 – foi avaliado apenas para o modelo A da cavidade quente,
sendo que não se conseguiu verificar valores superiores à 0,10 e
240
sem grande correlação com o fator de concentração de tensão
geométrico. Desta forma, conclui-se que um procedimento
adequado e conservador a ser adotado no projeto de
componentes, é por um lado utilizar uma sensibilidade ao entalhe
na fadiga da ordem de 0,2.
Finalmente, a conclusão geral deste trabalho é de que um
fator de sensibilidade ao entalhe estático, obtido em ensaios de
tração, não pode ser utilizado como uma referência inicial
adequada para o projeto de componentes de material obtido por
MP. Já para o ferro fundido cinzento, tal procedimento é válido,
pois os valores possuem similaridade. Além disso, outra
característica adequada para avaliação inicial de ferro fundido é a
dureza Brinnel, que mostrou ter boa correlação com a resistência
à tração e melhor ainda com a resistência à fadiga por torção.
241
10
SUGESTÕES PARA FUTUROS TRABALHOS
Determinar a curva tensão deformação não linear para
os materiais obtidos por MP.
Realizar a simulação do fator de concentração de tensão
utilizando MNL para os materiais obtidos por MP.
Aumentar o número de testes com os materiais obtidos por
MP, para melhorar os ajustes de curvas.
Realizar medições de microdureza Vickers e dureza
Brinnel para os materiais obtidos por MP, no sentido de
correlacionar com os resultados de tração estática e torção
em fadiga.
Concluir os ensaios de fadiga em torção para os modelos
A-frio, B-frio e B-quente, com entalhe, para que se obtenha
a sensibilidade ao entalhe em fadiga para estas
configurações.
Realizar ensaios de torção estática para os materiais
obtidos por MP e FoFo, sem e com diferentes níveis de
entalhe para se obter o fator de sensibilidade ao entalhe
estático nesta condição de carregamento.
Correlacionar os resultados com o fator de sensibilidade
ao entalhe em fadiga na torção.
Aplicar metodologias como a simulação em mesoescala
para outros tipos de materiais fundidos, como o alumínio,
ou então compósitos.
242
243
11
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT EB-126. Peças em ferro fundido cinzento classificadas
conforme a resistência à tração, 1986.
ABNT NBR ISO 6892-1. Materiais metálicos – ensaio de tração,
2013.
ADIB-RAMEZANI, H. ; JEONG, J. Advanced volumetric method
for fatigue life prediction using stress gradient effects at notch
roots. Computational Materials Science. v. 39(3), p. 649-663,
2007.
AKINIWA, Y. ; STANZL-TCHEGG, S. ; WAKITA, H. ; TANAKA, K.
Fatigue strength of spring steel under axial and torsional loading
in very high cycle fatigue, International Journal of Fatigue. v.
30, p. 20572063, 2008.
AKSHANTALA, N. ; TALREJA, R. A micromechanics based
model for predicting fatigue life of composite laminates. Materials
Science and Engineering Advances. v. 285(1-2), p. 303-313,
2000.
ALLEN, D. H. ; HUGHES, P. M. Fatigue strength prediction for
grey cast iron components of complex geometry. GEC
ALSTHOM Power Generation, Mechanical Engineering Centre,
Cambrige Road, Wheststone, Leicester, LE8 6LH.
ALMEN, J. ; BLACK, P.H. Residual Stresses and Fatigue in
Metals. Nova Yorke, MacGraw-Hill Book Co., 1963.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM
E 112: Standard Test Methods for Determining Average Grain
Size. [S.I.: s.n.], 1996.
ANSYS, Release 14.0 – © SAS IP, Inc., 2011.
244
ASTM A247 – 67 (Reapproved 1998). Standard Test Method for
Evaluating the Microstructure of Graphite in Iron
Castings, 1998.
BATHIAS, C. There is no infinite fatigue life in metallic materials,
Fatigue Fracture Engineering Mater Struct, v. 22, p. 559-565,
1999.
BELYSCHKO, T. ; CHIAPETTA, R.L. ; BARTEL, H.D. Efficient
large scale non-linear transient analysis by finite elements.
International Journal of Numerical Methods Engineering, v. 10, p.
579-596, 1976.
BERGER, C. ; KAISER, B. Results of very high cycle fatigue tests
on helical compression springs. International Journal of
Fatigue. V. 28, p. 1658–1663, 2006.
BIER, W. ; HARTMANN, S. A finite strain constitutive model for
metal powder compaction using a unique and convex single
surface yield function. European Journal of Mechanics –
A/Solids. v. 25(6), p. 1009-1030, 2006.
BLEVINS, R. D. Formulas for Natural Frequency and Mode
Shape. 1. ed., Krieger Publishing Company, 1995.
BONET, Javier ; WOOD, Richard D. Nonlinear continuum
mechanics for finite element analysis. 2. ed., New York:
Cambridge University Press, 2008.
BRAND, A. ; SUTTERLIN, R. Calcul des pieces à la fatigue.
Méthode du gradient. France: CETIM, 1980.
BUCH, A. Fatigue Strength Calculation, Trans Tech
Publications, Zwitzerland, 1988.
BUCH, A. Fatigue strength calculation. Material Sciency
Surveys, USA, No. 6, 1988.
BUCH, A. Material, Science Engineering V. 15, p. 75, 1974.
245
CALLISTER, Willian. D. Jr.; RETHWISCH, David. G. Ciência e
engenharia de materiais: Uma introdução. Tradução de Sérgio
Murilo Stamile Soares. 8. ed. Rio de Janeiro, LTC, 2012.
CEDERGREN, J. ; MELIN, S. ; LIDSTROM, P. Numerical
investigation of Powder Metallurgy manufactured gear wheels
subjected to fatigue loading. Powder Technology. v. 160(3), p.
161-169, 2005.
COLLINI, G. ; NICOLETTO, G. Micromechanical modeling of the
behavior of nodular cast iron and comparison with experiments,
Proc. XXXII AIAS Congress. Salerno, 2003.
COLLINI, L. Micromechanical Modeling of the Elasto-Plastic
Behavior of Heterogeneous Nodular Cast Iron, Doctorate
Tesis, Universita Degli Studi di Parma, 2004.
COLLINS, J.A. Failure of Materials in Mechanical Design. 2.
ed. Nova Yorke, USA, John Wiley & Sons, 1993.
DIN EN10270, Stahldraht für Feden. Teil 1:Patentiert-gezogener
unlegierterFedenstahldraht; Teil 2: Ölschluvergüteter
Fedenstahldraht; Teil 3: Nicht rostener Fedenstahldraht. (Steel
wire for springs. Part 1: Patented drawn unalloyed spring steel
wire; Part 2: Oil-tempered spring wire steel; Part 3: Corrosionresistant spring wire steel). Berlin: Beuth Verlag GmbH, 2001.
DRYDEN, J.R. ; PURDY, G.R. Acta Metall, n. 37, v. 7, p. 19992006, 1989.
Engineering toobox. Disponível em:
http://www.engineeringtoolbox.com/friction-coefficientsd_778.html. Acesso em: 30/03/2015.
ESPER, F. J. ; SONSINO, C. M. Fatigue design for PM
components: Manual for design and production engineers.
England: EPMA, 1994.
246
Eu, robótica. Disponível em:
<http://eurobotica2012.blogspot.com/2012/04/engrenagensencon
tro-i.html>. Acesso em: 13/09/2014.
FROST, N.E. ; MARSH, K.J. ; POOK, L.P. Metal Fatigue, Oxford
University Press, 1974.
FUKUMASU, H.K. ; PELEGRINO, P.L. ; CUEVA, G. ; SOUZA,
R.M. ; SINATORA, A. Wear, v. 259, p. 1400-1407, 2005.
GRONOSTAJSKI, Z. The constitutive equations for FEM
abalysis. Journal of Materials Processing Technology, v. 106, p.
40-44, 2000.
GRUZLESKY, J.E. Microstructure development during
metalcasting. American Foundry Society, Des. Plaines, Illinois,
2000.
GUESSER, Wilson Luiz. Propriedades Mecânicas dos Ferros
Fundidos. São Paulo, Ed. Blucher, 2009.
GURSON, A.L. Continuum theory of ductile rupture by void
nucleation and growth: Part I – Yeld criteria and flow rules for
porous ductile materials. Journal of Engineering Materials and
Technology. V.99, p. 2-15, 1977.
HEYWOOD, R.B. Designing Against Fatigue, Chapman & Hall,
London, 1962.
HEYWOOD, R.B. Engineering. v. 179, p. 146, 1955.
HOLLOMON, J.H. Trans. AIME, v. 162, p. 268, 1945.
HONG, T. ; OOI, J.Y. ; SHAW, B. A numerical simulation to relate
the shot peening parameters to the induced residual stresses,
Engineering Failure Analysis. V. 15, p. 10971110, 2008.
Imagem de compressor hermético. Disponível em:
<https://c2.staticflickr.com/8/7091/6882812952_1afc653d59_z.jpg
>. Acesso em: 12/09/2014.
247
ISO. Steel – Torsional Stress Fatigue Testing, p. 1352, 1977.
JIS – Japanese Industrial Standards – G3561, Oil tempered wire
for valve springs, 2009.
JOAQUIM, Fabrício Tonon. Fadiga no domínio do tempo e da
frequência para solicitações torcionais. Dissertação de
Mestrado submetida à UDESC, Joinville, Dez/2007.
JÖGREN, Torsten S. Influences of the Graphite Phase on
Elastic and Plastic Deformation Behavious of Cast Irons.
School of Engineering, JönKöping University, Sweden 2007.
KAISER, B. ; BERGER, C. Recent findings to the fatigue
properties of helical springs. Institute for Materials Technology
and State Materials Testing Institute Darmstadt. Darmstadt
University of Technology, Darmstadt, Germany, 2006?.
KAISER, B. ; PYTTEL, B. ; BERGER, C. VHCF-behavior of
helical compression springs made of different materials,
International Journal of Fatigue. v. 33, p. 2332, 2011.
KUHN, P. ; HARDRAHT, H.F. An engineering method for
estimating notch size effect in fatigue tests on steel. NACA
Technical Note No. 2805, Langley Aeronautical Laboratory,
Washington, 1952.
LIEURADE, H.P. ; TROUCHON, M. ; FLAVENOT, J.F. Revue
Française de Mécanique. 1992-1, 1992.
LIU, K.C. ; WANG, J.A. An energy method for predicting fatigue
life, crack orientation, and crack growth under multiaxial loading
conditions. International Journal of Fatigue. v. 23(2001), p.
129-134, 2001.
Macrodados, disponível em:
http://www.macrodados.com.br/Ajuda/Econometria_Parte2.htm.
Acesso em: 31/03/2015.
248
MARTIN, C. L. Elasticity, fracture and yielding of cold compacted
metal powders. Journal of the Mechanics and Physics of
Solids. v. 52, p. 1691-1717, 2004.
Materiais de construção mecânica I. Disponível em:
http://engprodmec.blogspot.com.br/2013_07_01_archive.html.
Acesso em: 20/05/2015.
McSWAIN, R.H. ; BATES, C.E. The Metallurgy of Cast Iron, p.
423, George Pub. Co., Zwitzerland, 1975.
MESAROVIC, S.D. ; JOHNSON, K.L. Adhesive contact of elasticplastic spheres. J. Mech.Phys.Solids. v. 48, p. 2009–2033,
2000.
MURAKAMI, Y. Metal Fatigue: Effects of Small Defects and
Nonmetallic Inclusions, Oxford OX5 IGB, Elsevier Science
Ltda, UK, 2002.
NEUBER, H. Journal of Applied Mechanics, ASME, v. 28, p.
544, 1961.
NEUBER, H. Theory of notch stress. Ann Arbor (MI): J.W.
Edwards Co, 1946.
NEUBER, H.J. Appl. Mech. ASME. V. 28, P. 544, 1961.
NEWMARK, N.M. A method of computation for structural
dynamics. ASCE Journal of Engineering Mechanics Division, v.
85, p. 67-94, 1959.
NOGUCHI, Töru ; NAGAOKA, Kingo. On the notch strength of
cast iron. Bulletin of the Faculty of Engineering, Hokaido
University. n. 112. 1983.
PARSHAL, H.M. Tempering in a Steam Atmosphere. Machinery.
p. 844-846, 1949.
PETERSON, R.E. Metal Fatigue (Ed. G. Sines), McGraw-Hill, p.
293-306, 1959.
249
PETERSON, R.E. Stress concentration factors. Wiley, Nova
Yorke, 1974.
PIESKE, A. ; SUGIYAMA, N. ; OLIVEIRA, P.F.A. ; SANTOS,
A.B.S. Efeitos de bismuto na quantidade de carbonetos e no
número de nódulos de grafita em ferro fundido nodular.
Metalurgia, v. 30, n. 198, p. 321-327, São Paulo, 1974.
POHL, D. Production and properties of sintered metal parts
surface alloyed with manganese. Powder Metals International.
V. 15, p. 138-142, 1983.
Portal Action. Disponível em:
http://www.portalaction.com.br/content/sobre-o-action. Acesso
em: 15/01/2015.
PUFF, Rinaldo ; BARBIERI, Renato. Effect of Fast Prototyping
Means on the Fatigue Strength of High Carbon Steels. Applied
Mechanics and Materials. V. 302, P. 241-247, 2013.
PUFF, Rinaldo ; BARBIERI, Renato. Effect of non-metallic
inclusions on the fatigue strength of helical spring wire.
Engineering Failure Analysis. V. 44, p. 441-454, 2014.
PUFF, Rinaldo ; VAZ, M. Jr. Influence of the material hardening
model on the simulation results for the equal channel angular
extrusion – ECAE – process, XI International Conference on
Computational Plasticity, Barcelona, 2011.
PYTTEL, B. ; BRUNNER, I. ; KAISER, B. ; MAHENDRAN, M.
Fatigue behavior of helical compression springs at very high
number of cycles – investigation of various influences,
International Journal of Fatigue (article in press), 2013.
PYTTEL, B. ; SCHWERDT, D. ; BERGER, C. Very high cycle
fatigue – is there a fatigue limit? International Journal of
Fatigue, v. 33, p. 4958, 2011.
250
QYLAFKU, G. ; AZARI, Z.; KADI, N. ; GJONAJ, M. ;
PLUVINAGE, G. Application of a new model proposal for fatigue
life prediction on notches and key-seats. International Journal
of Fatigue. v. 21(8), p. 753-760, 1999.
ROSSINO, L.S. ; CASTRO, F. C. ; BOSE, W.W. Filho ; ARAÚJO,
J.A. Issues on the mean stress effect in fretting fatigue of a 7050T7451 Al alloy posed by new experimental data. International
Journal of Fatigue, v. 31, p. 2041-2048, 2009.
SATSANGI, P.S. ; SHARMA, P.C. ; PRAKASH, R. An elasticplastic finite element method for the analysis of powder metal
forging. Journal of Materials Processing Technology. v. 136(13), p. 80-87, 2003.
SCIO SCIRE DOMINIUM. Disponível em:
<http://biztechbrz.wordpress.com/2012/03/11/determinacao-darotacao/>. Acesso em: 13/09/2014.
SHEPPARD, S.D. Failure Prevention and Reliability – 89. ASME,
p. 119-127, New York, 1989.
SHIGLEY, J.E. ; MISCHKE, C.R. Mechanical Engineering
Design, 5. ed., McGraw-Hill, 1989.
SHIGLEY, Joseph E. ; MISCHKE, Charles R. ; BUDYNAS,
Richard G. Projeto de engenharia mecânica. Tradução de João
Batista de Aguiar e José Manoel de Aguiar. 7. ed. Porto Alegre,
Bookman, 2005.
SIEBEL, E. ; STIELER, M. VDI-Z. v. 97, p. 121, 1955.
SONSINO, C.M. ; GRUBISIC, V. Multiaxial fatigue behavior of
sintered steels under combined in – and – out-of-phase bending
and torsion, Biaxial and Multiaxial Fatigue, EGF3, Mechanical
Engineering Publications. p. 335-353, London, 1989.
SONSINO, C.M. Course of SN-curves especially in the high-cycle
fatigue regime. International Journal of Fatigue. v. 29, p. 2246–
2258, 2007.
251
STEGLICH, D. ; BROCKS, W. Micromechanical modelling of the
behaviour of ductile materials including particles, Computational
Materials Science. V. 9, p. 7-17, 1997.
STEPHENS, M.A. EDF Statistics for Goodness of Fit and Some
Comparisons. Journal of the American Statistical Association.
V. 69, p. 730-737, 1974.
STRYHALSKI, Joel. Crescimento de trincas em fadiga
torsional. Dissertação de mestrado submetida à UDESC,
Joinville, 2011.
SWIFT, H.W. Plastic instability under plane stress. J Mech.
Physics Solids. V. 1, p. 11-18, 1952.
TANDON, G.P. ; WENG, G.J. The effect of aspect ratio of
inclusions of the elastic properties of unidirectionally aligned
composites, Polym. Compos. V. 5, p. 327-333, 1984.
TING, J.C. ; LAWRENCE, F.V., Jr Fatigue Fracture Eng. Mater.
Struct. v. 16, p. 93, 1993.
Um manual de estatística, disponível em:
http://www.bertolo.pro.br/AdminFin/StatFile/Manual_Estatistica.ht
m. Acesso em: 31/03/2015.
WANG, Z. ; ZHAO, S. Fatigue Design. Mechanical Industry
Publisher, 1992.
WEIXING, Y. ; KAIQUAN, X. ; YI, G. On the fatigue notch factor,
Kf. International Journal of Fatigue. v. 17(4), p. 245-251, 1995.
WEIXING, Y. ; KAIQUAN, X. ; YI, G. On the fatigue notch fator,
Kf. International Journal of Fatigue, v. 17, N. 4, p. 245-251,
1995.
YAO, W. Compos. Sci. Technol. V. 45, p. 105, 1992.
YAO, W. int. J. Fatigue. v.15, p. 243, 1993.
252
YU, M.T. ; DUQUESNAY, D.L. ; TOPPER, T.H. Int.J. Fatigue. v.
15, p. 109, 1993.
ZHU, Ming-Liang ; XUAN, Fu-Zhen ; DU, Yan-Nan ; TU, ShanTung. Very high cycle fatigue behavior of a low strength welded
joint at moderate temperature, International Journal of Fatigue.
v. 40, p. 74-83, 2012.
ZIMMERLI, F. P. Human Failures in Spring Applications, The
Mainspring. nº 17, Associated Spring Corporation, Bristol, Conn.,
August-September, 1957.
ZU, X. ; JUANG, X. ; CHEN, J. Proc. Fifth Nat. Conf. Of
Fatigue. p. 879-903, 1961.
253
Anexo A:
Ilustração dos resultados obtidos via MEF utilizando os
aplicativos MSC.Marc e MSC.Patran para os corpos de prova
obtidos a partir da biela de compressor, para o ensaio de flexão
com entalhe.
254
255
Anexo B:
Ilustração dos corpos de prova sem e com entalhe
fabricados a partir das amostras de aço obtidas por MP.
Sem entalhe
𝑅=∞
Entalhe tipo 1
𝑅=5
Entalhe tipo 2
𝑅=2
256
Entalhe tipo 3
𝑅=1
Entalhe tipo 4
𝑅 = 0,2
257
Anexo C:
Ilustração das simulações feitas via MEF para obtenção do
fator de concentração de tensão geométrico para os corpos de
prova de Ferro fundido, materiais “A” e “B” utilizados no primeiro
ensaio de tração estático, que não levou em conta a cavidade do
molde.
CP01
Tensão Nominal = 269 MPa
𝐾𝑡 = 1,314
Tensão Máxima = 355MPa
258
CP02
Tensão Nominal = 268 MPa
𝐾𝑡 = 2,144
Tensão Máxima = 574 MPa
Simulação utilizando modelo de material elástico linear
259
Simulação utilizando modelo de material não linear
260
261
Anexo D:
Ilustração dos corpos de prova sem e com entalhe
utilizados no segundo ensaio de tração estático, realizado com os
materiais “A” e “B”, levando-se em conta também a cavidade (fria
e quente) das quais as amostras foram obtidas.
Corpo de prova sem entalhe
Corpo de prova com entalhe 01 (R=1mm)
262
Corpo de prova com entalhe 02 (R=0,6mm)
Corpo de prova com entalhe 03 (R=0,4mm)
263
Corpo de prova com entalhe 04 (R=0,2mm)
264
265
Anexo E:
Análise feita via MEF para obtenção do fator de
concentração de tensão estático para o ensaio de tração com
entalhe do segundo teste.
Corpo de prova sem entalhe
266
Corpo de prova com entalhe 01 (R=1mm)
Corpo de prova com entalhe 02 (R=0,6mm)
267
Corpo de prova com entalhe 03 (R=0,4mm)
Corpo de prova com entalhe 04 (R=0,2mm)
268
269
Anexo F:
Geometria dos corpos de prova a serem utilizados nos
ensaios de torção dinâmica para o aço obtido por MP e para os
materiais fundidos “A” e “B”, obtidos das cavidades fria e quente.
Corpo de prova sem entalhe
Corpo de prova com entalhe tipo 01 (R=0,6mm)
270
Corpo de prova com entalhe tipo 02 (R=0,4mm)
Corpo de prova com entalhe tipo 03 (R=0,2mm)
271
Corpo de prova com entalhe tipo 04 (R=0,15mm)
Corpo de prova com entalhe tipo 05 (R=0,1mm)
272
273
Anexo G:
Análises de microestrutura realizadas para as amostras de
modelo de eixo, para determinar tipo, percentual aproximado e
tamanho da grafita conforme norma ASTM A247 em cada região
dos modelos.
Exemplo de informação contida nas análises:
Análises da região 1 (excêntrico) – periferia
“B” cavidade fria peça 1
Tipo A
Tipo B
50%
5,0
Tipo D
Tipo B
50%
50%
5,0
4,5
“B” cavidade quente peça 1
Tipo A
“B” cavidade fria peça 2
Tipo A
Tipo B
Tipo D
Tipo D
Tipo B
50%
90%
4,5
5,0
“B” cavidade quente peça 2
Tipo A
“A” cavidade fria peça 1
Tipo A
Tipo B
Tipo D
Tipo D
Tipo B
10%
70%
30%
5,0
5,0
5,0
“A” cavidade quente peça 1
Tipo A
“A” cavidade fria peça 2
Tipo A
Tipo B
Tipo D
Tipo D
“A” cavidade quente peça 2
Tipo A
Tipo B
100%
100%
100%
60%
40%
5,0
4,5
4,5
5,0
4,0
Tipo D
275
Análises da região 1 (excêntrico) – centro.
“B” cavidade fria peça 1
Tipo A
Tipo B
“B” cavidade fria peça 2
Tipo D
Tipo A
60%
40%
4,0
7,0
“B” cavidade quente peça 1
Tipo A
50%
50%
4,0
7,0
“B” cavidade quente peça 2
Tipo A
65%
35%
5,0
7,0
Tipo B
“A” cavidade fria peça 1
Tipo D
Tipo D
Tipo A
Tipo B
Tipo B
Tipo B
“A” cavidade fria peça 2
Tipo D
Tipo A
40%
60%
70%
30%
4,0
7,0
4,0
7,0
“A” cavidade quente peça 1
Tipo D
Tipo A
50%
50%
5,0
7,0
Tipo B
Tipo B
Tipo D
“A” cavidade quente peça 2
Tipo D
Tipo A
80%
20%
40%
Tipo B
Tipo D
60%
5,0
7,0
4,0
7,0
276
Análises da região 2 (contrapeso) – periferia.
“B” cavidade fria peça 1
Tipo A
Tipo B
70%
5,0
Tipo D
“B” cavidade fria peça 2
Tipo A
Tipo B
30%
95%
5,0
4,5
“B” cavidade quente peça 1
Tipo A
Tipo B
95%
5%
4,5
4,5
Tipo D
Tipo D
Tipo B
5%
50%
4,5
5,0
“B” cavidade quente peça 2
Tipo A
“A” cavidade fria peça 1
Tipo A
Tipo B
Tipo D
Tipo D
“A” cavidade fria peça 2
Tipo A
Tipo B
50%
25%
75%
5,0
5,0
4,0
“A” cavidade quente peça 1
Tipo D
Tipo D
“A” cavidade quente peça 2
Tipo A
Tipo B
Tipo A
100%
40%
60%
100%
4,0
5,0
5,0
4,5
Tipo B
Tipo D
277
Análises da região 2 (contrapeso) – centro.
“B” cavidade fria peça 1
Tipo A
Tipo B
“B” cavidade fria peça 2
Tipo D
Tipo A
35%
65%
4,0
7,0
“B” cavidade quente peça 1
Tipo A
50%
50%
4,0
7,0
“B” cavidade quente peça 2
Tipo A
80%
20%
3,5
7,0
Tipo B
“A” cavidade fria peça 1
Tipo D
Tipo D
Tipo A
Tipo B
Tipo B
Tipo B
“A” cavidade fria peça 2
Tipo D
Tipo A
50%
50%
70%
30%
4,0
7,0
3,5
7,0
“A” cavidade quente peça 1
Tipo D
Tipo A
80%
20%
4,5
7,0
Tipo B
Tipo B
Tipo D
“A” cavidade quente peça 2
Tipo D
Tipo A
80%
20%
80%
Tipo B
Tipo D
20%
4,0
7,0
4,0
7,0
278
Análises da região 3 (corpo/topo) – periferia.
“B” cavidade fria peça 1
Tipo A
Tipo B
Tipo D
“B” cavidade fria peça 2
Tipo A
Tipo B
Tipo D
“A” cavidade fria peça 1
Tipo A
Tipo B
Tipo D
“A” cavidade fria peça 2
Tipo A
Tipo B
100%
100%
100%
95%
5%
4,0
4,5
4,5
4,5
4,5
“B” cavidade quente peça 1
Tipo A
Tipo B
Tipo D
“B” cavidade quente peça 2
Tipo A
Tipo B
Tipo D
“A” cavidade quente peça 1
Tipo A
Tipo B
Tipo D
Tipo D
“A” cavidade quente peça 2
Tipo A
Tipo B
100%
100%
50%
50%
95%
5%
4,0
4,0
4,5
4,0
4,5
5,0
Tipo D
279
Análises da região 3 (corpo/topo) – centro.
“B” cavidade fria peça 1
Tipo A
Tipo B
“B” cavidade fria peça 2
Tipo D
Tipo A
70%
30%
3,0
7,0
“B” cavidade quente peça 1
Tipo A
50%
50%
4,0
7,0
“B” cavidade quente peça 2
Tipo A
75%
25%
4,0
7,0
Tipo B
“A” cavidade fria peça 1
Tipo D
Tipo D
Tipo A
Tipo B
Tipo B
Tipo B
“A” cavidade fria peça 2
Tipo D
Tipo A
50%
50%
70%
30%
4,0
7,0
4,0
7,0
“A” cavidade quente peça 1
Tipo D
Tipo A
60%
40%
4,0
7,0
Tipo B
Tipo B
Tipo D
“A” cavidade quente peça 2
Tipo D
Tipo A
80%
20%
65%
Tipo B
Tipo D
35%
4,0
7,0
4,0
7,0
280
Análises da região 4 (corpo/meio) – periferia.
“B” cavidade fria peça 1
Tipo A
Tipo B
40%
5,0
Tipo D
“B” cavidade fria peça 2
Tipo A
Tipo B
60%
30%
5,0
5,0
“B” cavidade quente peça 1
Tipo B
70%
30%
5,0
5,0
“B” cavidade quente peça 2
Tipo B
40%
40%
4,5
5,0
Tipo B
60%
4,5
Tipo D
“A” cavidade fria peça 1
Tipo A
Tipo A
Tipo A
Tipo D
Tipo D
Tipo D
“A” cavidade fria peça 2
Tipo A
Tipo B
70%
75%
25%
5,0
5,0
5,0
“A” cavidade quente peça 1
Tipo A
Tipo B
60%
10%
5,0
5,0
Tipo D
Tipo D
“A” cavidade quente peça 2
Tipo A
Tipo B
90%
50%
50%
5,0
4,5
5,0
Tipo D
281
Análises da região 4 (corpo/meio) – centro.
“B” cavidade fria peça 1
Tipo A
Tipo B
“B” cavidade fria peça 2
Tipo D
Tipo A
80%
20%
4,0
7,0
“B” cavidade quente peça 1
Tipo A
70%
30%
4,0
7,0
“B” cavidade quente peça 2
Tipo A
90%
10%
3,5
7,0
Tipo B
“A” cavidade fria peça 1
Tipo D
Tipo D
Tipo A
Tipo B
Tipo B
Tipo B
“A” cavidade fria peça 2
Tipo D
Tipo A
70%
30%
50%
50%
4,0
7,0
4,0
7,0
“A” cavidade quente peça 1
Tipo D
Tipo A
50%
50%
4,0
7,0
Tipo B
Tipo B
Tipo D
“A” cavidade quente peça 2
Tipo D
Tipo A
65%
35%
90%
Tipo B
Tipo D
10%
4,0
7,0
4,0
7,0
282
Análises da região 5 (corpo/base) – periferia.
“B” cavidade fria peça 1
Tipo A
Tipo B
50%
5,0
Tipo D
“B” cavidade fria peça 2
Tipo A
Tipo B
50%
70%
6,0
5,0
“B” cavidade quente peça 1
Tipo B
30%
70%
5,0
5,0
“B” cavidade quente peça 2
Tipo B
50%
20%
4,5
4,5
Tipo B
50%
4,5
Tipo D
“A” cavidade fria peça 1
Tipo A
Tipo A
Tipo A
Tipo D
Tipo D
Tipo D
“A” cavidade fria peça 2
Tipo A
Tipo B
30%
45%
55%
5,0
5,0
5,0
“A” cavidade quente peça 1
Tipo A
Tipo B
80%
25%
5,0
5,0
Tipo D
Tipo D
“A” cavidade quente peça 2
Tipo A
Tipo B
75%
30%
70%
5,0
4,5
5,0
Tipo D
283
Análises da região 5 (corpo/base) – centro.
“B” cavidade fria peça 1
Tipo A
Tipo B
“B” cavidade fria peça 2
Tipo D
Tipo A
60%
40%
4,0
7,0
“B” cavidade quente peça 1
Tipo A
70%
30%
4,0
7,0
“B” cavidade quente peça 2
Tipo A
60%
40%
4,0
7,0
Tipo B
“A” cavidade fria peça 1
Tipo D
Tipo D
Tipo A
Tipo B
Tipo B
Tipo B
“A” cavidade fria peça 2
Tipo D
Tipo A
40%
60%
70%
30%
4,5
7,0
4,0
7,0
“A” cavidade quente peça 1
Tipo D
Tipo A
60%
40%
4,0
7,0
Tipo B
Tipo B
Tipo D
“A” cavidade quente peça 2
Tipo D
Tipo A
40%
60%
70%
Tipo B
Tipo D
30%
4,0
7,0
4,0
7,0