Tecnologia Eletroquímica
Apresentação FIEMG | Suez Water LATAM
Junho 2015
Water Brazil
Tecnologias Eletroquímicas
Substituem tratamentos primário, secundário e terciário.
• Eletrocoagulação, Eletroxidação e Eletro-peroxicoagulação
Técnicas que se baseiam na aplicação de um campo elétrico entre ânodos e
cátodos, produzindo deferentes reações químicas, dependendo dos compostos a
serem tratados e do material específico para cada tipo de tecnologia.
A corrente elétrica aplicada proporciona a força eletromotriz necessária para
provocar uma série de reações químicas, entre as quais se destacam:
• Reações de ruptura molecular
• Reações de oxidação-redução
• Absorção química e eletroquímica
• Separação e ruptura de emulsões e óleos
Elas contribuem para a desestabilização das moléculas contaminantes,
provocando sua precipitação e/ou oxidação, transformando-as em
compostos biodegradáveis.
2I
Tecnologias Eletroquímicas
Aplicação em Tratamento de Efluentes de Alta Complexidade
Em alguns processos industriais são gerados efluentes líquidos, com elevada
carga contaminante, necessitando de um tratamento de alta complexidade.
Nossa empresa escolheu a tecnologia eletroquímica como a melhor solução
para estes tipos de resíduos, por várias razões :
Permite tratar de forma contínua e em pouco espaço, reduzindo-se
ao mínimo a necessidade de armazenagem destes efluentes (somente para
emergências);
Pode-se tratar ou recuperar a água dependendo do tipo de efluente e
seu destino final;
Permite atingir níveis de eliminação de contaminantes muito altos;
Os lodos gerados são muito inferiores (entre 40% e 200% menos)
que os tratamentos físico-químicos convencionais.
3I
Tecnologias Eletroquímicas
Caraterísticas Químicas e Aplicação
- Sólidos decantáveis e suspensos. (EC-eliminação);
- Metais pesados (Cu, As, Se, Mo, Fe, Mn, Ni, Zn, Pb, Cr, Cd, etc.) (EC-para
tratamento e lançamento/reutilização águas);
- Sais solúveis tipo sulfatos e cloretos. Pré-tratamento com (EC);
- Cianetos em determinados processos e efluentes - (oxidação e eliminação
total com EO);
- Fluoretos (EC- específica de alto rendimento de eliminação);
- Sulfetos (eliminação por precipitação com EC ou conversão a sulfato mediante
EO);
- Carga orgânica contaminante naqueles efluentes onde foram utilizados
solventes orgânicos. (aplicação de EO ou EPC em função do grau de oxidabilidade
eletroquímica do composto).
4I
Introdução
ELETROCOAGULAÇÃO
•
•
•
5I
O processo de eletrocoagulação (EC) é um processo eletroquímico com os
mesmos fundamentos da coagulação convencional.
A principal e mais importante diferença é que o coagulante é gerado in situ, através
da oxidação eletrolítica do ânodo, que é sacrificado, sendo que não é necessário
adicionar outros sais.
Os ânodos geralmente são de ferro ou de alumínio e o mesmo deve ser
substituído periodicamente devido ao seu desgaste.
Introdução
ELETROXIDAÇÃO
•
O objetivo da Eletroxidação (EO) é oxidar a matéria contaminante presente na
água.
•
Na Eletroxidação o ânodo não é sacrificado, pois deve ser um metal resistente a
corrosão, não liberando íons quando aplicada corrente elétrica. Este material
geralmente é Titânio recoberto com aglomerados na base com metais nobres, que
possuem propriedades catalíticas que permitem oxidar os contaminantes tanto por
contato direto com o anodo, como por oxidação do meio ao gerar ácido
hipocloroso, persulfatos, hidroxilas, radicais livres, ozônio, etc.
•
A Eletroxidação também é utilizada para a geração de cloro in situ, por meio da
água do mar ou soluções de cloreto de sódio, para a potabilização das águas.
6I
Introdução
ELETROPEROXICOAGULAÇÃO
•
A técnica eletroquímica de Eletro-peroxicoagulação (EPC) está baseada na
eletrocoagulação, diferenciando-se apenas pela dosagem de Peróxido de
Hidrogênio.
•
A diferença substancial é que ao passo que se gera Fe2+ no ânodo, os
contaminantes reagem com ele e com o peróxido de hidrogênio adicionado,
aumentando a eficiência para tratamento de compostos refratários.
•
Desta forma se produz a reação de Fenton, caracterizada por gerar ambientes
altamente oxidantes.
7I
Aplicação das técnicas
ELETROCOAGULAÇÃO
ELETROXIDAÇÃO
• Materiais em suspensão e coloides
• Metais pesados
• Complexos orgânicos e/o coaguláveis
(DQO / TOC)
• Nitrogênio coagulável (NT) ou
absorvível
• Fósforo (PT) e fosfatos
• Fenóis
• Óleos, emulsões e hidrocarbonetos
totais
• Cianetos
• PCB’S
• Pesticidas, herbicidas, fungicidas
• Bactérias, vírus e parasitas
• Cor e odor
• Remoção múltipla de contaminantes
• Melhora da taxa DBO5/DQO
• Eliminação da toxicidade
• Matéria orgânica solúvel (DQO /
TOC)
• Parte dos compostos refratários ou
pouco biodegradáveis
• Tóxicos específicos: CN, pesticidas,
herbicidas, PCBs, fenóis, fungicidas.
• Compostos nitrogenados (NO3, NH4)
• Destruição de compostos ativos
farmacêuticos: estrógenos, cortisona,
antibióticos, EDCs
• Desinfecção
(Electrodesinfecção)
Tratamento de rejeição UF / OI
• Tratamento com hidrocarbonetos
voláteis o semivoláteis
• Eliminação de bactérias, vírus e
parasitas
• Hidrocarbonetos solúveis: BTEX E
PAHs
• Sulfetos, mercaptanos e aminas
8I
ELETROPEROXICOAGULAÇÃO
Aplicada quando a carga biorefratária
persiste e a Eletroxidação não é capaz de
ser eliminada.
Situações nas quais a gestão final do
resíduo é o aterro controlado de
produtos perigosos ou tratamento
externo por gestão de resíduos líquidos
(incineração, inertização…)
• Eliminação de compostos
farmacêuticos
• BTXE, VOC’s, SVOC’s, PAHSTPH
• Produtos e compostos cancerígenos
• Radioisótopos
• Anilinas e nitrocompostos
• Lixiviados de aterro
• Águas residuais de metanização
Tecnologia - Equipamentos
Eletrocoagulação ( EC )
Anodos sacrificados
Alumínio / Ferro
% de eliminação de contaminantes
Metais pesados 95-99%
Fosfatos >99%
TSS >99%
Óleos e graxas 95-99%
Vazão de tratamento
EC-I.-1-10 m3/h
EC-2.-15- 60m3/h
(para cada reator instalado)
Reator EC
9I
Tecnologia - Equipamentos
Eletroxidação (Sielec-EO)
Eletrodos especiais
Substrato de metal (Titânio)
Sinterizado de metais nobres
% de eliminação de contaminantes
COD/BOD/TOC.- 80 -99 %
VOC’S/SVOC’S/PAHS- 90-99%
Surfactantes 95-99%
Cor >99%
Amônio >99%
Vazão de tratamento
de 1m³/h – 100 m³/h
( por cada reator instalado )
Reator EO
10 I
Tecnologia - Equipamentos (Integração)
• Eletrocoagulação + Ultrafiltração + Eletroxidação
Chorumes (COD, NH4, bacterias, ECOTOX)
Pintura (Oleos e Graxas, resinas, metais)
11 I
Comparativo de Tecnologias
EC
EO
EPC
Sólidos susp/dec
>99%
NA
NA
Metais
95%->99%
NA
*na
Sulfatos
50%-75%
NA
NA
Cloretos
NA
NA
NA
Cianetos
NA
>99%
NA
Sulfetos
>99%
>99%
NA
Fluoretos
>99%
NA
NA
DQO/TOC
60%-90%
85%->99%
95%->99%
NA.- Técnica não aplicável ou recomendável. | *na.- Técnica aplicável somente quando o efluente tem metais e carga orgânica.
EPC.- Somente é aplicável para eliminação de carga orgânica altamente refratária
12 I
Exemplo Prático
CASO: MINERAÇÃO (MINAS DE WOLFRAMIO)
VOLUME - 12000 m³ / dia
•
500 m³/h
•
TRATAMENTO.- EC
PARÂMETRO
ENT
SAL
% REND
0,3
99
•
Ferro mg/l
•
Chumbo mg/l 17
0,06
99
•
Zinco
45
0,3
99
Exemplo de capacidades dos reatores. Em função da
carga de entrada é possível a instalação em paralelo.
•
Arsênico
4
0,2
95
EC.- Desde 10 m3/h até 500m³/h / por reagente.
158
CUSTO €/m3 .- 0,15
Água antes e depois do tratamento EC
EO.- Desde 10 m3/h até 20000m³/h / por reagente.
EPC.- Desde 10m3/h até 100m³/h / por reagente.
13 I
Exemplo Prático
Instalações mais compactas, geram menor consumo de energia elétrica por m3 tratado e
menos manutenção, aumentando vida útil dos eletrodos.
14 I
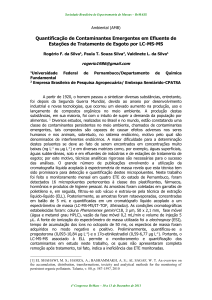
Rendimentos Padrões
Casos Reais
RENDIMENTOS ELETROQUÍMICA
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
EC
15 I
EO
EPC
Comparativo entre Metodologias - Rendimentos
Casos reais
Comparação produção de lodos, Tratamento FQ é EC
FQ (Policloreto de Alumínio)
FQ (Cloreto férrico / Soda )
FQ (Cloreto férrico / cal )
EC entre 30-60 % menos
EC entre 50%-80% menos
EC entre 70% - 200% menos
16 I
Comparativa v.s. outras tecnologias
FQ
BIO
MEM
EC
EC+EO
CAPEX
MÉDIO
BAIXO
ALTA
BAIXO
MÉDIO
CUSTOS OBRA
MÉDIO
ALTA
BAIXO
BAIXO
BAIXO
INVESTIMENTO
BAIXO
MÉDIO
ALTA
MÉDIO
MÉDIO
DIFICULDADE
MÉDIO
ALTA
ALTA
BAIXO
BAIXO
ADAPTAÇÃO
CRECIMENTO
POUCA
POUCA
ALTA
ALTA
ALTA
TRATAMENTO
MULTIPLO DE
CONTAMINANTES
NÃO
NÃO
SIM - GERAÇÃO
CONCENTRADO
NÃO
SIM
EFICIENCIA
TRATAMENTO
BAIXO
MÉDIO
PROBLEMA COM
A GESTÃO DO
CONCENTRADO
MÉDIO
ALTA
17 I
Vantagens e Benefícios
Tecnologia patenteada
•
•
•
•
•
•
•
•
•
•
•
•
18 I
Elimina múltiplos contaminantes
Não requer obra civil
Requer poucos / nenhum reagente químicos
Custos proporcionais a carga contaminante
Promove a desintoxicação do efluente e melhora da biodegradabilidade
Construção modular e móvel
Menor espaço ocupado, redução entre 50-70% espaço ocupado por
sistema convencional FQ + Biológico
Mínima produção de lodos em relação aos métodos convencionais.
Elevada automatização, permite controle remoto
Recuperação de concentrados MF, UF, OI
Dispõe de sistema de autolimpeza e fácil manutenção
Possibilidade de tratamento em linha e/ou paralelo
Referências Eletroquímica
19 I
Referências
20 I
CESPA (FUENLABRADA)
NISSAN FK (PAMPLONA)
• EC + EO
• TRATAMENTO DE LIXIVIADOS E
ÁGUAS DE LAVAGEM
• ANO 2011
• ELETRO-PEROXICOAGULAÇÃO
• TRATAMENTO DE ÁGUAS COM METAIS
PESADOS E REFRATÁRIOS
• ANO 2011
Referências
VERTEDERO BEUDA (ZONA DA
GARROTXA)
• EC + EO + UF/OI
• TRATAMENTO DE LIXIVIADOS
• ANO 2009
21 I
U. RESIN (PORTUGAL)
• ELETRO-PEROXICOAGULAÇÃO
• TRATAMENTO DE ÁGUAS FENÓLICAS
COM DQO >80.000
• ANO 2010
CIPAN (PORTUGAL)
• ELETROCOAGULAÇÃO
• TRATAMENTO DE ÁGUAS DE
FABRICAÇÃO DE ANTIBIÓTICOS
• ANO 2010
Algumas referências - Industria
22 I
Ricardo Popov ([email protected])
Alameda Xingú, 350 – Conj.2104
Alphaville – Barueri/ São Paulo
Tel.: + 55 11 2344 3333
23 I