INFORMATIVO CFQ
Informativo CFQ - Abril a Junho - 2004
SEDE - SETOR DE AUTARQUIAS SUL - SAUS - QUADRA 05 - BLOCO I
TELS.: (0xx61) 224-0202/224-5316/224-0493 - FAX: (0xx61) 224-3277
CEP 70070-050 - BRASÍLIA - DF
e-mail: [email protected]
ANO XXXIII - Abril a Junho / 2004
Dia Nacional do Químico - 18 de Junho
O CONSELHO FEDERAL DE QUÍMICA parabeniza a todos os PROFISSIONAIS DA
QUÍMICA DO BRASIL nesta grande data.
O dia 18 de junho foi escolhido para comemorar o “DIA NACIONAL DO QUÍMICO” pois
foi nesta data que o Presidente Juscelino Kubistchek promulgou a “Lei Mater dos Químicos”
- Lei nº 2800/56. Nesta destaca-se a disposição sobre o exercício da profissão de Químico
e a criação dos Conselhos de Química.
DIA NACIONAL
DO QUÍMICO
- 01 -
No dia 16 de junho de 2004, foi celebrada uma missa Solene em Ação de Graças pela
passagem do Dia Nacional do Químico na Igreja Dom Bosco em Brasília. O Conselho
Federal de Química ainda prestigiou a classe, através de seus Conselheiros Federais e
Presidentes Regionais com um jantar, realizado em sua sede, no dia 17 de junho de 2004,
ocasião em que foram homenageados pelo Presidente do CFQ por Serviço Relevante
prestado à Nação.
O jantar também contou com a presença dos funcionários do Conselho Federal de
Química e dos gerentes do Banco do Brasil agência nº 0452-9, órgão patrocinador do
evento, ao qual neste momento, queremos expressar os nossos mais profundos
agradecimentos.
Foram pronunciadas duas saudações durante o evento: A de D. Aracy Adad, irmã do
Presidente do CFQ, e a do Dr. Roberto Hissa, Vice-Presidente do CFQ.
SAUDAÇÃO DE D. ARACY ADAD
AMAZÔNIA :
QUÍMICA E
ÁGUA
- 05 -
“ Boa Noite. Peço licença para apresentar uma mensagem:
Caro mano Jesus,
A Escola de Química da Universidade Federal do Paraná, fundada há 80 anos (1924),
desde os seus primórdios foi considerada uma das mais completas do Brasil, no gênero,
tanto como Instituto de Química Industrial da Universidade do Paraná, até Engenharia
Química da Universidade Federal do Paraná. Foi aí que você escolheu estudar.
Sim! Estive em Curitiba, que lhe é tão querida, bem assim o seu povo, conheci algo
daquela Escola que você nunca esquece, e assisti naquele longínquo 1954, às solenidades
de Colação de Grau dos alunos da Turma Samuel Klabim – 1954, sendo você um dos
seus integrantes.
Este ano de 2004, desejamos Madalena e eu, homenageá-lo aqui na presença de seus
amigos, por um motivo muito interessante: faz 50 anos que você, com a graça de Deus,
conquistou os títulos de Químico Industrial e Engenheiro Químico, na cidade de Curitiba
no Paraná.
INDÚSTRIA DE
ALIMENTOS DE
ORIGEM
ANIMAL
(CONCLUSÃO)
- 06 -
Trazemos ao seu coração a lembrança e a saudade da sua Escola, de seus cursos, dos
seus professores, Drs. Leprevost, Spitzner, Alceu Shwab, o Diretor Nilton Büerer (para
citar alguns que me vêm à memória), bem como boas e saudosas recordações de colegas,
tais como Aldyr Cajuhy, Enéas Ribeiro, Gabriel Gaissler, José Küster, Maria Helena Olah,
Yolanda Mazzato, Rui Leite e outros que de momento, escapam-me.
Foi aí que você quis estudar... E foi à Química que você sempre se dedicou; foi a
Química que você abraçou de coração e
mente, através de seu trabalho na Fábrica
de Celulose Klabin (Monte Alegre – PR),
na Acesita (MG), Fábrica de cimento (MG),
Magistério e Pesquisa, inclusive na
Universidade Federal de Minas Gerais, e
no Sistema Conselho Federal – Regionais
de Química, tendo como objetivo a Ciência
Química, a da boa qualidade dos produtos,
o bem, a saúde da população, a da boa
formação dos profissionais da Química, a
defesa dos interesses desta digna classe,
visando o engrandecimento do Brasil no
concerto das nações.
Da esquerda para a direita: Dr. Jesus Miguel Tajra Adad, Presidente
do CFQ; Aracy Adad e Madalena Adad, irmãs do Presidente.
1
Informativo CFQ - Abril a Junho - 2004
Por uma feliz coincidência, estamos comemorando o
Dia Nacional do Químico a 18 deste mês de junho.
Apresentamos pois, os Parabéns aos valorosos
Químicos aqui presentes, aos ausentes, e a todos os
Químicos do país, e desejamos-lhes Fé, Sabedoria,
Alegria e Coragem, guiando o seu labutar, muitas vezes
árduo e anônimo, mas que lhes enche de Paz pela
satisfação do dever cumprido, e que apesar das
dificuldades, do cansaço e incompreensões, estejam
certos em seu íntimo, de que valeu a pena a sua escolha
e meritório e os faz felizes... porque o seu idealismo os
leva a concluir que é bom ser Químico! Parabéns!
Agora, um voto de louvor especial a todos os
funcionários da casa, dignos colaboradores dos
Químicos nos vários Conselhos, cada um na sua
especialidade, na sua missão, tão importantes que são
para o bom funcionamento desta Entidade! Parabéns!
Finalizando, peço licença para a nossa irmã Madalena
entregar ao mano Jesus uma lembrança (placa
comemorativa de sua Colação de Grau) e que faça a
leitura do conteúdo da mesma.”
TEXTO DA PLACA
“ Em gratidão a Deus, a família de Jesus Miguel Tajra
Adad orgulhosamente homenageia-o pelo 50º
aniversário de sua Colação de Grau em Química
Industrial e Engenharia Química da Universidade do
Paraná – Turma Samuel Klabin – 1954! Que Deus o
abençoe! Teresina-PI ”
DISCURSO DO VICE-PRESIDENTE DO
CONSELHO FEDERAL DE QUÍMICA,
DR. ROBERTO HISSA
“ Senhores, Senhoras e colegas presentes,
Estamos reunidos aqui hoje a fim de festejarmos mais
uma vez o Dia Nacional do Químico (18 de junho).
A Química é uma ciência que possui uma cronologia
do seu avanço histórico até os dias de hoje e com um
futuro ilimitado.
É uma atividade e, como outra qualquer, está à
disposição de todos.
A história da Química, a partir da pedra alquimia que,
ao ser esculpida por cientistas extraordinariamente
notáveis, materializou-se como uma ciência - a Química
- e que, segundo Berthelot, “cria o seu próprio objeto”.
Mas quem são esses cientistas?
Vejamos alguns deles:
Isaac Newton (1642 a 1727)
Não iniciou a revolução científica, pois ela já existia
quando nasceu. Além dos seus trabalhos no campo da
física, responsáveis pela formulação de três leis do
movimento e a Lei Universal da Gravidade, abordou
também o estudo da Alquimia.
Albert Einstein (1879 a 1955)
Como Isaac Newton, Einstein, baseando-se na
manipulação por meio da tecnologia, nos presenteou
com vários trabalhos, realçando entre alguns deles:
• O microscópio eletrônico;
• Computadores;
• Células fotoelétricas;
• O “movimento Browniano”;
2
• A Teoria Quântica onde propôs que “a massa de um
corpo é a medida de seu conteúdo de energia”;
• A Teoria Especial da Relatividade;
• A confirmação experimental da luz visível, ganhando
com este trabalho o Prêmio Nobel em 1921;
• A eletrodinâmica dos corpos em movimento;
• Teoria Geral da Relatividade; e
• Até sua morte, Einstein não conseguiu sucesso em
uma Teoria Unificada de Campo, que uniria as Teorias
da Gravitação e do Eletromagnetismo.
Este gênio encontrou muitos obstáculos pela frente.
Em criança, com 10 anos de idade, foi considerado
mais esquisito do que inteligente. Sua educação
secundária também foi muito problemática. Com 17 anos
entrou no Instituto Politécnico Suíço, um ano após ter
sido reprovado em sua primeira tentativa de inscrição.
Como dizia Charles Darwin que “grande é o poder da
persistência”.
Niels Bohr (1885 a 1962)
A mecânica quântica constitui uma alavanca para se
entender o micromundo. Bohr forneceu dados para se
alcançar:
• O transistor,
• O chip de silício, e
• A energia nuclear.
Ajudou, ainda, ao explicar de uma forma mais
compreensível as ligações químicas.
Em 1913, Bohr publicou artigos relativos à estrutura
atômica, que provocou o começo de um curso de Física.
O seu modelo para o átomo, apresentou vários
defeitos. O acontecimento subatômico em relação à
percepção humana, foi explicado pela mecânica de
ondas de Schröndinger, pela Mecânica de Matriz
Heisenberg e pelo famoso Princípio da Incerteza, onde
limita os conhecimentos dos sistemas físicos, através
de seu modelo puramente matemático para o átomo.
Antoine Laurent Lavoisier (1743 a 1794)
Dentre várias de suas realizações, desenvolveu o
conceito de elemento como uma substância básica,
chegando ao Princípio da Conservação da Matéria nas
Reações Químicas, o que levou a Análise Quantitativa,
sob um ângulo de grande importância.
Em 1793, durante os dias da Revolução Francesa
foi preso no momento em que se encontrava fazendo
experiências, e foi guilhotinado.
Em 1789, publicou um livro em que propôs princípios
básicos e uma teoria de como os componentes químicos
são formados a partir dos elementos.
É dele também o postulado sobre a conservação da
matéria durante as reações químicas.
Werner Heisenberg (1901-1976)
Em 1925, Heisenberg foi considerado como um dos
arquitetos em evidência quando propôs o Princípio da
Incerteza, onde sustentava que não era possível calcular
com precisão a posição e o impulso de uma partícula
subatômica.
Durante a década de 1930, conjuntamente com Bohr,
formulou a “Doutrina de Compenhage” sobre a teoria
Informativo CFQ - Abril a Junho - 2004
Quântica. Logo após Heisenberg descrever o elétron
através da álgebra, o físico Schröndinger elaborou outro
modelo conhecido como a “Mecânica de Ondas”, onde
caracterizava o elétron como partícula.
Linus Pauling (1901 a 1944)
Cerca de 1930, com base nos recentes métodos de
análise a partir da Mecânica Quântica, começaram a ficar
transparente as ligações Químicas.
Os Pauling formavam uma família de um espectro
comportamental de grandes diferenças.
Apenas uma dessas diferenças foi sua tia chamada
Stella “dedos” Darling, uma conhecida arrombadora de
cofres.
Belle Pauling administrou uma pensão em Oregon
conhecida como “de um só cavalo”. Herman Pauling era
um farmacêutico que colocou anúncios de “pílulas rosa”
Pauling para as pessoas pálidas. Em 1928, Linus Pauling
usou a Teoria Quântica no fenômeno da ligação química
e, em 1931, publicou a natureza da ligação química.
Linus Pauling contribuiu para a Biologia Molecular feita
com base nos seus estudos de aminoácidos e proteínas.
Através da percepção de Linus Pauling, foi obtida a
estrutura do DNA.
Ernest Rutheford (1871 a 1937)
Este cientista desenvolveu um modelo de átomo como
sendo um núcleo, bem cheio e pequeno, tendo elétrons
em sua órbita. Este acontecimento deu origem a Física
Nuclear que ajudou a retificar a Tabela Periódica dos
elementos. Posteriormente, Rutheford verificou que o
átomo não era tão denso como pensara, e o seu átomo
possuía defeitos, que foram sanados com o surgimento
da “Mecânica Quântica”.
Como dizia Louis Aragon: “O erro é acompanhado
pela certeza. O erro se impõe pela evidência”.
Max Planck (1858 a 1917)
Ao começar com a Teoria Quântica, Planck mudou
para sempre a estrutura fundamental da física.
Em 1859, Gustav Kirchchoff foi taxativo ao dizer que
a quantidade de calor irradiada por qualquer objeto
dependia somente da temperatura e do comprimento
de onda, e não a natureza do próprio objeto.
O exame de um “corpo negro”, e sua maneira de emitir
radiação, quebrava a Lei Clássica onde dizia que a
radiação proveniente de algo que absorvesse toda a
energia deveria expedir calor e energia em quantidades
infinitas, e com uma maior intensificação nos
comprimentos de onda ultravioleta mais curtos e
invisíveis – As experiências mostraram que isto não
acontece.
Dmitri Mendeleev (1834 a 1907)
“Um número relativamente pequeno de elementos
específicos, constituído de átomos de massas diversas,
combina-se de maneiras diferentes para se transformar
numa enormidade de moléculas que organizam todo o
mundo físico”.
Aproximadamente de 1860, com mais de 70 elementos
descobertos, Mendeleev introduzia a Tabela Periódica
que, no mesmo ano, classificou os elementos de maiores
destaques.
John Dalton (1766 a 1844)
No final do século XVIII, Lavoisier esclareceu o
conceito de elemento e, com isto, deixou a Alquimia para
trás.
Em 1803, John Dalton, consolidou um modelo
propondo que os próprios elementos feitos de átomos –
“partículas sólidas duras, com peso, impenetráveis e
móveis” – combinavam-se em proporções constantes e
definidas, devidas aos seus pesos relativos.
Louis Victor de Broglie (1892 a 1987)
Ao estabelecer as equações confirmadas por
experiências, de Broglie, em 1920, fortaleceu a teoria
da Mecânica Quântica, mostrando que a matéria, numa
escala quântica, tem propriedade tanto de ondas como
de partículas.
Marie Curie (1867 a 1934)
Em 1898, ela e o seu marido Pierre, isoloram 2
elementos que denominaram de Rádio e Polônio a partir
de um mineral (a uranita). Com isso, foi aberto o caminho
para a Teoria da Decomposição Radioativa.
Justus Liebig (1803 a 1873)
Incrementou a velocidade da química prática, fazendo
descobertas decisivas no campo da química e, com isso,
emergiu a Química Orgânica.
Os seus trabalhos são responsáveis pelo sucesso
industrial alemão de produtos químicos e corantes.
Foi a partir de seus trabalhos que Liebig estabeleceu
a base para a Teoria dos Radicais.
August Kekulé (1829 a 1896)
Este homem foi considerado por muitos como o pai
da Química Orgânica. Os seus trabalhos permitiram aos
químicos rever e explicar as reações químicas, nas quais
prevê as mudanças moleculares.
Kekulé foi o pai da descoberta da estrutura cíclica do
benzeno - um hexágono com 6 átomos de carbono com
duplas ligações alternadas envoltas por átomos de
hidrogênio.
O problema da radiação do “corpo negro” foi melhor
visualizado com a descoberta do “quantum”.
Planck ao estudar o “corpo negro”, e admitiu que a
energia é irradiada em unidades discretas ou pacotes,
criando uma constante, hoje conhecida com o seu nome,
ao abordar que um “quantum” elementar de ação é um
número muito pequeno.
Emil Fischer (1852 a 1919)
É um cientista que produziu em seu laboratório um
número extenso de pesquisas básicas. As suas
descobertas foram aplicadas na indústria como, também,
ajudaram a criar a ciência da Bioquímica.
Da esquerda para a direita: Dr. Roberto Hissa, Vice-Presidente do
CFQ; Dr.Jesus Miguel Tajra Adad, Presidente do CFQ.
3
Informativo CFQ - Abril a Junho - 2004
J. Robert Oppenheimer (1904 a 1967)
A criação da bomba atômica foi dirigida por este
cientista. Ao se conscientizar das conseqüências deste
artefato de destruição em massa, ele foi contrário à
construção da bomba de hidrogênio.
Fez o curso de química na universidade de Havard.
Dentre várias de suas realizações destaca-se aquela
da estimativa da quantidade de isótopo de Urânio U235 necessária para fazer uma bomba atômica.
Edward Teller (1908)
“A história da Física Nuclear está intimamente ligada
com as armas de destruição em massa”.
Conhecido como o pai da bomba atômica, concebeu
também, a guerra nas estrelas, baseando-se no espaço
exterior.
Posteriormente, prosseguiu com o seu interesse
inicial no comportamento das moléculas.
Graças a estes cientistas, hoje estamos aqui reunidos,
como uma família ciente da responsabilidade que lhe foi
concedida de vigiar, perante a nação, uma atividade
Química quanto ao seu aspecto legal e em defesa da
sociedade.
O CFQ com os seus Regionais constitui um sistema
com a finalidade precípua de fiscalizar e normatizar
procedimentos compatíveis com a legislação do Brasil.
Também, na data de hoje, queremos prestar uma justa
homenagem ao líder do nosso Sistema, que preenche
todas as características requeridas para o seu comando,
seja quanto à competência e honestidade.
A pessoa de quem estou falando possui uma vasta
trajetória no campo da Química, e que a seguir
discrimino.
Cargos ocupados:
• Presidente do Conselho Regional de Química,
abrangendo os estados de Minas Gerias, Goiás e DF;
• Presidente da Associação Brasileira de Química de
Minas gerais;
• Presidente da Associação Profissional dos Químicos
de Belo Horizonte (MG);
• Professor adjunto da Escola de Engenharia da
UFMG;
- Coordenador do curso de Engenharia Sanitária e
Ambiental da EEUFMG;
- Cordenador do curso de Engenharia de Segurança
do Trabalho EEUFMG/ FUNDACENTRO.
- Conselheiro do FUNDACENTRO -MG
Títulos Universitários:
• Engenheiro Químico pela Universidade Federal do
Paraná (1954);
• Químico Industrial pela Universidade Federal do
Paraná (1954);
• Engenheiro Sanitarista (Especialização e Mestrado)
– Universidade Federal de Minas Gerais (UFMG);
4
Disciplinas Lecionadas:
1. Curso de Engenharia Química:
a) Química Geral e Química Inorgânica;
b) Química Analítica Qualitativa;
c) Matérias-primas para a Indústria Química;
d) Saneamento Industrial.
2. Curso de Engenharia Civil:
a) Qualidade da água
3. Curso Técnico de Química Industrial (Escola
Técnica Federal):
a) Química Analítica Qualitativa;
b) Química Analítica Quantitativa;
E muitos outros!
• Engenheiro de Segurança
(Especialização) – UFMG;
• Especialização em radioisótopos aplicados à
Bioquímica
do
Trabalho
c) Tecnologia Química.
4. Cursos de Pós-Graduação:
a) Química Sanitária;
b) Higiene Industrial;
c) Toxicologia.
Publicações:
1. Livros:
a) Controle Químico de qualidade (Editora
Guanabara Dois);
b) Guia para o Ensino da Química Geral – Ministério
da Educação / Escola Técnica de Minas Gerais (coautoria com o professor Clóvis);
c) Guia para ensino de Tecnologia Química –
Ministério da Educação / Escola Técnica de Minas
Gerais;
d) Tratamento Químico de Águas Naturais –
Universidade Federal de Pernambuco (co-autoria com
o professor Raphael Senner de Araudo).
2. Pesquisas e Trabalhos didático-científicos:
Publicados mais de quarenta trabalhos de pesquisa
e de caráter didático, abrangendo as áreas de:
• Química Industrial;
• Corrosão;
• Toxicologia básica;
• Toxicologia Industrial;
• Doenças Profissionais;
• Tratamento de Águas de Abastecimento Industriais
e residuárias;
• Tratamento de Lixo Urbano;
• Controle de poluição da Água e do Ar, etc.
A pessoa de quem estou falando é o nosso
Presidente, Jesus Miguel Tajra Adad.
Muito obrigado pela atenção dispensada, peço uma
salva de palmas para o homenageado.”
Dr. Roberto Hissa
Vice-Presidente do CFQ
Informativo CFQ - Abril a Junho - 2004
AMAZÔNIA : QUÍMICA E ÁGUA
No dia 15 de junho de 2004, o Presidente do Conselho Federal de Química, Dr. Jesus Miguel Tajra Adad, esteve
presente na XVIII Semana da Química da Universidade Federal do Amazonas, promovida pelo CRQ XIV, em
comemoração ao Dia Nacional do Químico, cujo tema era “Amazônia: Química e Água”. Segue o discurso do Presidente
do CFQ.
- Igualmente, o equacionamento desses problemas
“ Exmo. Sr. Dr. Avelino Cuvello
só pode ser feito de maneira adequada, pelos
D.D. Presidente do CRQ XIV
Profissionais da Química, que são técnica e legalmente
D.D. Conselheiros e Delegados Regionais
capacitados para o desempenho dessa honrosa missão.
V. Em.ª Revm.ª Dom Luiz Soares Vieira
- Assim, pois, é o Profissional da Química quem,
Arcebispo de Manaus
conhecendo os processamentos químico-industriais,
Exma. Sra. Marilene Corrêa da Silva Freitas
poderá mais apropriadamente equacionar os problemas
Secretária de Ciência e Tecnologia do Estado do
relativos à evolação dos poluentes atmosféricos,
Amazonas
possibilitando o aprimoramento do processo, com
conseqüente aumento do rendimento industrial e
Minhas Senhoras,
diminuição paralela da evolação desses poluentes.
Meus Senhores,
- Honrados por generoso convite do Presidente do
Conselho Regional de Química da 14ª Região, aqui
estamos, na qualidade de Presidente do Conselho
Federal de Química que temos a honra de presidir, para
congratularmo-nos convosco, pela realização deste
Evento, em comemoração pela passagem do Dia
Nacional do Químico, especialmente por haverdes
escolhido como tema central, matéria altamente
significativa para toda a Humanidade, enfocando a
participação do Profissional da Química no contexto do
Uso e Re-uso da água, e a Qualidade Química da
mesma.
- Este tema se reveste caracteres da maior grandeza
na medida em que sabemos ser a Amazônia, uma das
regiões mais ricas em recursos hídricos de todo o globo
terrestre.
- Entretanto, o Profissional da Química da
Amazônia, ouvindo o clamor de nossos irmãos de
outras paragens, coloca sobre a mesa de debates esse
tema, buscando os caminhos, através da Química,
que venham a contribuir para o fornecimento de melhor
qualidade de água de abastecimento, água
industrial, e bem assim, as melhores técnicas para o
re-uso das mesmas, não descuidando, ainda, das
diretrizes oferecidas pela Tecnologia Química que
permitem otimizar os processos industriais de modo a
reduzir ao mínimo, o volume de efluentes industriais e
sua carga de poluente, e, até, transformar poluentes
em utilidades.
- Cabe, pois, ao Profissional da Química, mostrar à
sociedade que é possível a “coexistência pacífica” entre
o desenvolvimento tecnológico e a preservação do MeioAmbiente, através da aplicação de uma tecnologia limpa,
isto é, com o mínimo de resíduos.
- Urge uma conscientização dos órgãos encarregados
do controle da poluição ambiental (Públicos e Privados),
no sentido de que torna-se cada vez mais necessária
uma efetiva e intensa participação dos Profissionais
da Química, no combate à poluição ambiental, e,
conseqüentemente, na proteção ao Meio Ambiente.
- É evidente que o controle do desprendimento dos
elevados teores de monóxido de carbono, de gás
sulfuroso, de amônia, e do expelimento de ponderáveis
quantidades de Cobre, Mercúrio, Níquel, Cromo, e outros
metais para o Ar-Ambiente e para os cursos d’água,
envolvem conhecimentos de Química, e dos problemas
ligados ao aprimoramento de processos químicoindustriais e no desenvolvimento de processos de
captação e tratamento de poluentes químicos, de modo
a que se possa assegurar que os efluentes das indústrias
não mais poluam o Meio-Ambiente.
- Por outro lado, é ainda o Profissional da Química
quem melhor poderá desenvolver métodos de captação
de poluentes atmosféricos e, até, transformar tais
poluentes em utilidades, dado que a sua formação
básica reside, fundamentalmente, no estudo das
propriedades das substâncias e na tecnologia de sua
transformação.
É o Profissional da Química quem interfere com o
seu conhecimento em defesa do Meio Ambiente
aquático, procurando, mediante análise, qualificar e
quantificar os elementos nocivos para, então,
prescrever a melhor forma de tratamento, de modo a
transformar águas nocivas em águas potáveis, isto
é, que atendam às exigências estéticas e, sobretudo,
de saúde.
Por outro lado, a par dessas ações fundamentais para
a preservação do Meio Ambiente, cumpre igualmente,
ao Profissional da Química, buscar tecnologias que
possibilitem a redução consumo de água e a gestão
de sua oferta, com indicativos de fontes múltiplas de
água, a fim de minimizar o problema da escassez do
produto nas regiões menos aquinhoadas.
É que, como sabemos, a inexistência de gestão,
ou a inadequada aplicação de Recursos Hídricos,
tenderá, necessariamente, a agravar os problemas
relacionados com a estiagem, a seca, o racionamento
e, até, as enchentes, comprometendo a economia, o
desenvolvimento e a qualidade de vida das populações.
Assim é que, nas regiões em que o problema existe,
torna-se lícito, e até necessário, pensar-se no
aproveitamento das águas de chuvas, e na reutilização
das águas de banho e de lavagem de roupas com vistas
ao esgotamento de vasos sanitários, ou, ainda, quando
os fatores econômicos o indicarem, o tratamento químico
para a remoção das impurezas de modo a tornar tais
águas usadas, em águas que atendam as condições
estéticas e de saúde. Em outras palavras: potabilizálas.
Assim, pois, é muito oportuna a escolha do tema
central desta semana: AMAZÔNIA: QUÍMICA E ÁGUA.
De parabéns, pois, o Conselho Regional de Química
da 14ª Região, os Departamentos de Química das
Universidades Federais de Amazonas, de Roraima, de
Rondônia, e demais Entidades e Profissionais da Química
da Amazônia, sem cujo apoio, este importante Evento
não teria alcançado o brilhantismo de que ora se reverte.
Temos dito”
Jesus Miguel Tajra Adad
Presidente do CFQ
5
Informativo CFQ - Abril a Junho - 2004
INDÚSTRIA DE ALIMENTOS DE ORIGEM ANIMAL ATIVIDADE BÁSICA DA
MEDICINA VETERINÁRIA OU DA QUÍMICA? (CONCLUSÃO)
4.4 – A FABRICAÇÃO DO QUEIJO
Qualquer que seja o tipo de queijo que se deseje
fabricar, o controle de qualidade começa pelo controle
da matéria prima, ou seja, do leite, com no mínimo, os
seguintes testes:
1. Cheiro, gosto e aspecto;
2. Acidez;
3. Prova de redutase; e
4. Prova de Fermentação.
4.4.1 – PRÉ-REQUISITOS PARA A FABRICAÇÃO DE QUEIJOS
Após a seleção, o leite deverá passar, no mínimo,
pelo tratamento de FILTRAÇÃO e de PASTEURIZAÇÃO.
A filtração tem por finalidade a extração de impurezas
maiores em suspensão, e a pasteurização objetiva a
eliminação de organismos patogênicos e outros que,
embora não sejam patogênicos, são indesejáveis pelas
más fermentações que podem ocasionar nos queijos.
Entretanto, como para obtenção de um queijo de boa
qualidade, a condição de semi-esterilidade é
fundamental, torna-se conveniente adicionar, ao leite
destinado à fabricação de queijos, uma nova flora, o
que é conseguido através de fermentos lácticos
selecionados.
Por outro lado, durante a pasteurização, em face da
temperatura, parte dos sais de cálcio é perdida, por
se tornar insolúvel.
Assim, cabe ao Profissional da Química, recompor
a salinidade do leite, o que é feito pela adição de um
sal de cálcio solúvel, sendo, geralmente, usado o
CLORETO DE CÁLCIO.
Durante a pasteurização, o Profissional da Química
deve estar atento para os seguintes parâmetros:
a - controle da temperatura;
b - dosagem da peroxidase; e
c - dosagem da fosfatase.
A presença ou não das enzimas, nos indica que a
pasteurização está transcorrendo normalmente, ou
que há algum problema, seja do controle do operador,
ou mesmo, defeito de equipamento. Esse controle se
baseia em reações químicas aromáticas.
Dr. Jesus Miguel Tajra Adad
Presidente do CFQ
indicar o Laboratório de Controle Químico), prepara-se
o leite para a COAGULAÇÃO.
Nesta etapa, adiciona-se, inicialmente, o FERMENTO
o qual, deverá ser selecionado de acordo com
o tipo de queijo que se objetiva produzir.
LÁCTICO,
A adição do fermento láctico tem por objetivos:
- proporcionar o desenvolvimento no leite, de
microorganismos capazes de produzir uma boa
maturação,
- aumentar a acidez de modo a atingir valores tais
que tornem o meio inadequado ao desenvolvimento
de microorganismos indesejáveis;
- dirigir a reação no sentido de que o máximo
possível de LACTOSE seja transformada em ÁCIDO
LÁCTICO inibindo a ação de bactérias indesejáveis
sobre a LACTOSE, transformando-a, por fermentação, em
gases que seriam produzidos em grande
quantidades,
ocasionando
o
chamado
“ESTUFAMENTO DO QUEIJO”.
Sabemos que o COALHO é uma substância existente
nas glândulas gástricas de quase todos os mamíferos,
especialmente no 1º período da lactação, que, através
de enzimas, age sobre o leite, coagulando-o.
Sabedor disto, o Profissional da Química, interfere
no processo industrial, aumentando a acidez do leite
(cujos parâmetros são fornecidos pelo Laboratório de
Controle Químico), estimulando, desta forma, a
atuação do COALHO e tornando a COAGULAÇÃO
mais rápida e perfeita, com diminuição da perda
de caseína e gordura, no SORO.
Antes da adição do COALHO, o leite padronizado e
pasteurizado, é tratado com uma solução de CLORETO
DE CÁLCIO a 50% (preparada sob fervura), de modo a
proporcionar à massa, uma concentração de CaCl2, da
ordem de 25 a 30 gramas, por 100 quilos de leite.
Por outro lado, apesar da providência do aumento
da acidez do leite para dirigir a reação a fim de que o
máximo de lactose se transforme em ácido láctico, ainda
assim, resta alguma lactose não transformada.
Um requisito importante para a fabricação de
Queijos é a padronização da gordura do leite, a qual,
é variável em função do tipo de queijo que se deseja
produzir. Isto se consegue através da padronização e
acompanhamento por meio da análise química de
quantificação do teor de gordura.
Aqui, mais uma vez, interfere o Profissional da
Química no processo industrial, desta feita,
incorporando ao leite, antes do coalho, (ainda para
evitar o estufamento pela ação das bactérias indesejáveis
sobre a lactose residual), NITRATO DE SÓDIO, numa
dosagem controlada de 20 a 25 gramas por 100 quilos
de leite.
Enfatiza-se que este controle objetiva atingir o
mínimo de gordura estabelecido pela legislação
específica, além do atendimento aos interesses
econômicos de produção.
O objetivo desta adição de NaNO3 se baseia na
cinética da reação de redução do nitrato a nitrito,
que atrai para si a ação das bactérias indesejáveis,
diminuindo a sua atividade sobre a lactose residual.
4.4.2 – COAGULAÇÃO
4.4.2.1 – Medidas preliminares
Uma vez padronizado, seja através de desnatação
do leite, seja pela adição de leite gordo (conforme o
6
Outrossim, a liberação do oxigênio pela redução do
nitrato a nitrito, permitirá a reação do oxigênio
nascente, com o hidrogênio também nascente, este,
oriundo da decomposição de parte da lactose residual,
dando como resultado a formação de água.
Informativo CFQ - Abril a Junho - 2004
Isto significa dizer que, a interferência do Profissional
da Química neste processo, implica na formação de água
(em substituição aos gases oxigênio e hidrogênio),
evitando o estufamento do queijo.
Algumas vezes, objetivando comunicar ao queijo de
massa cozida ou semi-cozida, um aspecto mais agradável
à vista, usa-se adicionar CORANTE, o que deve ser feito,
antes do coalho.
4.4.2.2 – A Adição do coalho e Formação do Queijo
Conforme foi dito anteriormente, a adição do coalho
além de coagular, inicia a maturação do queijo.
A quantidade de coalho a se adicionar, será
determinada pela medida da chamada “força do
coalho”, a qual uma vez quantificada, o coalho é
adicionado ao leite, sob agitação a uma temperatura
adredemente ajustada para cada tipo de queijo.
Após algum tempo, o leite começa a tornar-se
espesso, transformando-se em ûa massa gelatinosa,
adquirindo consistência, passando a se contrair e, ao
mesmo tempo, eliminando SORO.
Antes da massa contrair-se, deve-se, proceder ao
CORTE, o que deve acontecer em momento próprio, a fim
de evitar-se vários incovenientes.
Após o CORTE, a “coalhada” deverá ser submetida
a uma série de operações, variáveis de queijo para
queijo.
De um modo geral, tem-se as seguintes etapas:
- CORTE;
- AGITAÇÃO;
- AQUECIMENTO;
- EXTRAÇÃO DO SORO; e
- MOLDAGEM.
A eliminação ou modificação de alguma(s) dessas
etapas, dará origem a tipos de queijo diversos.
Atingindo o “ponto” – variável para cada tipo de queijo
– , cessa a mexedura, para a separação do SORO da
MASSA.
Esta, a linha geral para a fabricação de queijos.
Deixa-se de comentar a fabricação de cada tipo de
queijo, por desnecessário ao fim a que se destina este
trabalho: é que qualquer que seja o tipo de queijo
produzido, haverá sempre a necessidade de interferência
de Laboratório de Controle Químico para a condução
do processo, a fim de que sejam obtidos produtos de
qualidade, como o exige o CÓDIGO DE DEFESA DO
CONSUMIDOR. (LEI N.º 8.078/90)
*
*
*
- A Importância da Análise de Controle de Acidez
Vimos, ao longo desta exposição que,
repetidamente, nas várias etapas da produção de
laticínios, torna-se necessária a dosagem da ACIDEZ.
Com efeito, é condição imprescindível para a
obtenção de um bom produto, que a acidez do leite,
por exemplo, esteja dentro de certos limites, cujos valores
são variáveis de acordo com o produto fabricado.
Além do interesse comercial há, ainda, o interesse
econômico e técnico. Assim, por exemplo, sendo
elevada a acidez, o leite ao ser pasteurizado,
coagula-se dentro do equipamento, resultando,
como conseqüência, além da perda do leite, a perda
de tempo para o desentupimento das instalações.
Por outro lado, mesmo que a acidez seja tal que,
embora alta, não chegue a provocar a coagulação
supra referida, ainda assim, ela possibilita a
degradação do leite, que então, terá pouca
durabilidade.
Ademais, através da dosagem da Acidez, pode-se
detectar fraudes no leite, seja por alcalinizantes ou
mesmo, por adição de água. Por outro lado, pelo
controle da Acidez pode ter-se uma excelente informação
sobre a contaminação: “um leite cuja acidez aumenta
rapidamente, é indicação segura de que o mesmo
está altamente contaminado.
5 – A FABRICAÇÃO DA LACTOSE
A análise da ACIDEZ DO SORO, pelo
LABORATÓRIO DE CONTROLE ajudará a verificar se
foi atingido o “ponto” ideal.
A matéria prima para a fabricação da LACTOSE é o
SORO DO LEITE, isento de creme e caseína, ou o SORO
DAS QUEIJARIAS.
Para melhor extração do SORO, a massa assim
separada é, então, prensada (isso para os queijos que
não recebem salga na massa).
O processo industrial se inicia pelo tratamento
químico do SORO (do leite ou do queijo) com hidróxido
de cálcio, a fim de ajustar o pH para 6,2, em um tanque
sob agitação e à quente (a temperatura de ebulição),
a fim de COAGULAR A ALBUMINA, que será
posteriormente isolada por FILTRO-PRENSA.
Após essa fase, conforme o tipo de queijo, pode
seguir-se a etapa de moldagem com salga e
maturação, ou então, o cozimento da massa, para
posterior moldagem.
A salga do queijo pode ser feita a SECO, ou através
de SALMOURA. Neste último caso, torna-se necessária,
a ação permanente do Laboratório de Controle
Químico para as dosagens:
a - do teor de sal, cuja correção se fará pela adição
de cloreto de sódio; e
b - da concentração de acidez, cuja correção é feita
através da adição de cal hidratada [Ca(OH)2].
Cumpre, ainda, lembrar que na maturação é
importantíssimo, o Controle da temperatura e da
umidade.
O líquido contendo a LACTOSE, é, então concentrado
de modo a atingir 20º Bé (aproximadamente 30% de
lactose), e novamente filtrado para a eliminação de
outras substâncias estranhas remanescentes.
Após, o xarope é novamente submetido à
concentração até atingir 40º Bé, transferido para um
cristalizador, sendo também, centrifugado.
O líquido-mãe centrifugado, retorna, então, ao
concentrador à vácuo, para uma nova concentração,
cristalização e centrifugação.
O líquido-mãe desta segunda centrifugação é rico em
RIBOFLAVINA, e, por seu conteúdo alimentício, é
7
Informativo CFQ - Abril a Junho - 2004
vendido como tal, para alimento de AVES e outros
animais.
Os cristais de LACTOSE crua obtidos pelas
centrifugações, são de coloração amarelada,
representam 70 a 80% da LACTOSE original e
geralmente é obtida em grau de pureza de 85 a 90% de
LACTOSE.
É a LACTOSE INDUSTRIAL.
Caso se deseje produzir a LACTOSE REFINADA, os
cristais acima obtidos são dissolvidos em água, numa
concentração de 30%, e, após tratadas com CARVÃO
ATIVADO, o qual, pelas suas propriedades sortivas, vai
reter as impurezas contidas na LACTOSE INDUSTRIAL,
proporcionando a classificação dos CRISTAIS, além de
auxiliar na sua filtração posterior.
A solução resultante dessa filtração é concentrada
em um simples efeito, a 40º Bé, cristalizado e
centrifugado. Os cristais de LACTOSE assim obtidos, são
secos, moídos e tamizados, e constituem a LACTOSE
COMERCIAL REFINADA, com pureza da ordem de
99,7%.
Vimos, assim, que neste processo, não apenas se
promove reação química dirigida ou controlada, pelo
controle do pH a um valor pré-estabelecido, como
também, ao longo do processo, utiliza-se
constantemente de Operações Unitárias da Indústria
Química, nos exatos termos do Decreto n.º 85.877/81.
6 – A CASEÍNA
A caseína pode ser fabricada utilizando o leite ou o
coalho como matéria prima, sendo certo que em
qualquer dos casos, a condição para que o produto seja
considerado de BOA QUALIDADE é que esteja livre de
gordura.
A grande maioria da caseína comercial é obtida por
PRECIPITAÇÃO com ácido, a partir do LEITE, sendo que
apenas uma pequena parte é produzida a partir do
COALHO.
Quando o ácido responsável pela precipitação da
caseína é o ácido láctico formado no próprio leite, temse a CASEÍNA LÁCTICA.
Nos casos em que a caseína é obtida pela
acidulação com Ácido Clorídrico ou Sulfúrico, temse respectivamente, a CASEÍNA CLORÍDRICA ou SULFÚRICA.
6.1 – A LINHA GERAL DE FABRICAÇÃO
Inicialmente o leite integral é submetido ao tratamento
de extração do CREME para a fabricação da MANTEIGA, e,
do SORO remanescente, procede-se a separação da
CASEÍNA .
A caseína do leite, assim desnatado, é conduzida para
CUBAS, onde pode sofrer, um dos seguintes tratamentos,
conforme se deseje obter a caseína láctica, clorídrica
ou sulfúrica:
a)fermentação (caseína láctica);
b)adição do Ácido Clorídrico (caseína clorídrica);
c)adição de Ácido Sulfúrico (caseína sulfúrica).
6.1.1 – CASEÍNA ÁCIDA
A adição de ácido para a precipitação da caseína,
deve ser feita em pequenas porções com agitação
8
constante e a uma temperatura de 40º C. Estas são
condições para que seja conseguida uma boa
precipitação da caseína.
No caso da adição de Ácido Clorídrico, a solução
deve ter concentração de 01 parte de ácido para 08 a
10 partes de água, em volume (acidez clorídrica
correspondente a 0,5%).
Quando se usa Ácido Sulfúrico, a solução deve ter
concentração de 01 parte de ácido para cada 05 a 06
partes de água, em volume, (acidez sulfúrica de
0,32%).
Em um e outro caso, o Profissional da Química
estará conduzindo o processo para ajustar o pH
em torno de 4,1.
Após a precipitação e o repouso do conjunto para a
separação da parte líquida, o coágulo, precipitado é
lavado com água, deixado novamente em repouso, após
o que se separa a água de lavagem.
Repete-se esta operação de lavagem por várias
vezes, até que a água de lavagem esteja clara e
neutra.
O coágulo é, então, conduzido a ûa “mesa de
enxágüe” e ali deixado até que não mais haja
escorrimento de água. Atingindo este ponto, a massa é
submetida à prensagem, obtendo-se assim, a TORTA DE
CASEÍNA, a qual é submetida à moagem, colocada em
bandejas e conduzida aos SECADORES.
6.1.2 – CASEÍNA AO COALHO
Prepara-se uma solução de COALHO com pouca
água, e verte-se sobre o leite desnatado, para facilitar
a coagulação do leite pelo coágulo adicionado, cuja
velocidade de reação vai depender do teor de
acidez do leite usado.
Em geral, um período de 15 minutos de agitação
proporciona uma boa coagulação com uma completa
separação da CASEÍNA em grumos que se depositam no
fundo da cuba.
A mistura é, então, aquecida a 63º C, em constante
agitação.
O soro é extraído da mistura por meio de uma válvula
de fundo.
Após totalmente eliminado o soro, a caseína é lavada
por duas vezes com água quente e, mais duas vezes
com água fria, a fim de assegurar-se que todo o soro
foi eliminado.
Após o escorrimento de toda a água em mesa de
enxágüe, a caseína é prensada e moída, submetida a
secagem e pulverizada como nos processos anteriores.
Tendo em vista que a CASEÍNA produzida é usada quase
exclusivamente para a fabricação de plásticos, a
mesma deve ser preparada com cuidados especiais, de
modo a adquirir características que lhe permitam tal uso,
como sejam:
a)possuir elevado teor de cinzas e pouco
material graxo;
b) ser livre de impurezas mecânicas; e
c)possuir coloração branca, livre de partículas.
Para tanto, deve o Profissional da Química estar
atento para os seguintes requisitos técnicos ao longo
do processo de fabricação:
Informativo CFQ - Abril a Junho - 2004
- utilização de leite desnatado e fresco;
- grande limpeza em todas as etapas do processo;
- operações
completas; e
de
lavagem
e
prensagem
- controle de temperatura durante a secagem, que
deve ser rápida e à baixa temperatura.
Com tais precauções, o Profissional da Química
na Indústria de laticínios, objetiva o atendimento
de determinadas especificações técnicas de
qualidade, que ora transcrevemos, a título de
exemplificação:
Umidade J 10%
Matéria graxa J 1,0%
Cinzas J 4,0%
Nitrogênio J 14,0%
Acidez J equivalente a 10,5 ml de Álcali 0,1N/grama
de caseína.
Além dessas especificações, é de levar-se em
consideração o poder adesivo e a viscosidade das
soluções, a granulometria, a coloração (que deve ser
branca ou ligeiramente creme), e a solubilidade do
pó. Deve ainda ser quase inodora, sendo de se
rejeitar qualquer odor de ranço ou de mofo).
Tais exigências, por si, recomendam a permanente
presença de Profissional da Química técnica e legalmente
habilitado, não sendo lógico que um médico
veterinário, no desempenho da denominada “inspeção
sanitária”, possa abarcar todos os requisitos
indispensáveis exigidos durante o processo idustrial, para
a consecução da qualidade do produto desejado.
7 – A ALBUMINA
Este produto lácteo é obtido a partir do SORO
resultante da precipitação da caseína, na fabricação
do queijo, e possui, em média 0,1% de proteínas
(albumina e globulina).
Estas proteínas são precipitadas quando da
obtenção da lactose, precipitação esta que pode ser
feita pela adição de vários produtos, tais como:
a)sais neutros;
b)hidróxidos férricos e cúpricos;
c)corantes;
d)extratos vegetais que contenham ácido tânico;
e)preparados enzimáticos.
Entretanto, no caso específico do SORO LÁCTICO, o
agente mais usual para a precipitação da Proteína é
o calor.
7.1 – A LINHA GERAL DE FABRICAÇÃO DA
ALBUMINA
O SORO é aquecido a 90º - 95º C e o pH é ajustado
para valores de 4,4 a 4,8 o que pode ser feito antes ou
durante o aquecimento.
possui tais características, o PROFISSIONAL DA QUÍMICA,
aplicando os conhecimentos inerentes à sua Profissão,
procede o ajuste da mesma por alguma das seguintes
providências:
a)ADIÇÃO DE ÁCIDO (clorídrico, cítrico, láctico, etc),
quando o pH estiver muito elevado; e
b)A DIÇÃO DE ÁLCALI (soda calcinada, soda
cristalizada, hidróxido de cálcio, pedra de cal, etc),
quando o pH estiver muito baixo.
É de pontuar-se que pelas propriedades dos álcalis,
estes devem ser adicionados em pequenas quantidades
durante o aquecimento, a fim de evitar a formação de
espuma.
O soro é aquecido em tanques de aço inoxidável
ou esmaltado, através de serpentinas ou de vapor
direto, mantendo-se a temperatura de 90º - 95º durante
30 a 50 minutos.
Depois da decantação, a proteína é filtrada, lavada,
desidratada, moída e envasada em tonéis de madeira.
No entanto, recomenda-se, para maior conservação que,
o produto, uma vez desidratado e moído, seja
armazenado em pacotes de papel, sendo, então,
rotulados como LACTOALBUMINA*.
* O rendimento obtido através deste processo é da
ordem de 20 a 25 Kg de proteína contendo 80% de água
por 1.000 litros de SORO.
As características médias exigidas para o produto,
são:
Extrato seco mínimo J 20%
Água (máximo) J 80%
Aspecto (cor) J de branco a levemente amarelado
Odor J puro (um pouco a leite ácido)
Sabor J puro (neutro ou levemente ácido)
Consistência J pastosa
8 – O IOGURTE
8.1 – CONSIDERAÇÕES GERAIS
O IOGURTE é um produto lácteo de caráter ácido,
obtido pela ação específica de culturas simbióticas de
bactérias capazes de fermentar a lactose do leite,
transformando-a parcialmente em ácido láctico ou ácido
alfa hidroxipropiônico (CH3CHOHCOOH).
Esta reação de transformação parcial da lactose em
ácido láctico, dá ao iogurte a característica de maior
digestibilidade, fenômeno este de grande importância,
tendo em vista a intolerância que muitas pessoas tem,
na digestão do leite, em face do seu teor da lactose.
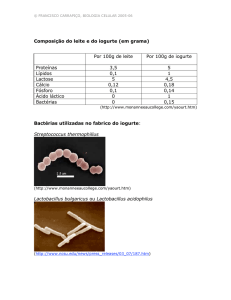
Os principais microorganismos utilizados
industrialmente para a produção do ácido láctico,
são as bactérias homolácticas do gênero Lactobacillus
e Streptococus. A espécie a ser escolhida depende do
teor de carboidratos disponível e da temperatura a ser
empregada.
A título de ilustração, tem-se que para:
Tal ajuste de pH objetiva comunicar à massa, uma
acidez entre 12 e 16º SH, a fim de obter-se a máxima
precipitação da proteína. (Albumina)
- temperaturas entre 45 e 50º C – recomendam-se o
Lactobacillus delbrushii;
O ideal é que tal acidez fosse alcançada pelas
características do próprio soro. Porém, quando este não
- temperaturas em torno de 30º C, é recomendado o
Lactobacicillus casei e o Streptococus lactis;
9
Informativo CFQ - Abril a Junho - 2004
- temperaturas acima de 30º C, pode-se escolher o
Lactobacillus pentosis, o Lactobacillus leishmanii.
Na fabricação do IOGURTE utiliza-se, geralmente, ûa
mistura de Lactobacillus bulgaricus e Streptococus ssp
thermophillus, os quais, são usados em proporções
variáveis de 1:1. 1:2, 1:3, etc, sendo, entretanto,
recomendável que haja maior quantidade de cocus
do que de bacillus. As proporções supracitadas são de
suma importância para comunicar ao iogurte
características flavorizantes, as quais, são devidas a
pequenas quantidades de ácido láctico, acetaldeído
e diacetil.
Considera-se que o acetaldeído é o produto químico
ao qual se atribui ser o maior responsável pelo aroma
do iogurte, de cuja produção, o Lactobacillus delbruskii
ssp. bulgaricus é o principal responsável. A sua mistura,
na proporção de 1:1 com o Streptococus ssp
thermophillus, proporciona maior rendimento na
produção de acetaldeído do que o seu uso sozinho.
Por oportuno, cabe aqui fazer uma pequena digressão
para lembrar que os demais produtos de laticínios até
aqui referidos, têm sempre uma ou mais substâncias
químicas, responsável (eis) pelo seu aroma
característico.
É que, muitas são as substâncias químicas
responsáveis pelos distintos perfis de flavor de produtos
lácteos a partir do leite de vaca.
Assim, pois, os aromas característicos da MANTEIGA
e do creme de leite são o resultado da presença de
diacetila, ácidos graxos livres e acetaldeído. Por
outro lado, entre as substâncias que comunicam ao
queijo o seu aroma característico, incluem-se os ácidos
graxos livres, os compostos sulfurados, os ácidos
láctico e acético, além dos peptídeos originários da
degradação das proteínas que se formam durante a
maturação.
Pois bem, voltando ao IOGURTE: o aroma característico
desse produto lácteo conforme dissemos anteriormente,
fé determinado em grande parte pelo seu elevado teor
em ACETALDEÍDO. Aromatizantes com sabor de frutas e
baunilha podem completar o flavor básico do IOGURTE.
8.2 – A FABRICAÇÃO DO IOGURTE
A linha geral de fabricação de
descrita pela seguintes fases:
IOGURTE
pode ser
8.2.1 – Inicialmente procede-se a padronização do
leite quanto ao teor de gordura desejável, e faz-se
adição ao leite dos ingredientes que se fizerem
necessários. Esta operação é feita em tanque
hermeticamente fechado de modo a não permitir a
penetração de quaisquer organismos indesejáveis onde
se procede a mistura do conjunto, devendo-se utilizarse, tanques separados para iogurtes lights (0% de
gordura e sem adição de açúcar) e iogurtes com gordura
(cremosos ou líquidos).
8.2.2 – A mistura dos produtos com gordura é feita
em homogeneizador de alta pressão com o objetivo de
reduzir o tamanho dos glóbulos de gordura e de
proporcionar ao produto final uma consistência lisa e
cremosa.
8.2.3 – A seguir, o conjunto é submetido a processo
de pasteurização, em que a massa é aquecida a uma
temperatura capaz de eliminar todas as bactérias
indesejáveis eventualmente presentes na mistura.
10
8.2.4 – Após isto, faz-se a adição dos agentes de
coagulação que como dito anteriormente, se constituem
numa mistura das bactérias:Lactobacillus bulgaricus e
Streptococus thermophilus, com vistas a provocar a
transformação parcial da lactose em Ácido Láctico.
8.2.5 – Aquece-se o conjunto a temperatura de 42º a
43º C, por um período de cerca de 2 horas para permitir
a fermentação durante o qual é feito o controle do teor
de acidez e do aroma, através do Laboratório de
Controle.
8.2.6 – Quando o produto atinge o teor de Acidez
desejado, é o mesmo transferido para outro tanque
hermético, onde é submetido ao resfriamento.
8.2.7 – Após isto, conforme se deseje, poderá haver
aqui, a adição de polpa ou pedaços de frutas, ou ainda
de aromatizantes, em razão das características, que
se queira proporcionar ao IOGURTE.
8.2.8 – O IOGURTE assim obtido é envasado através
de máquinas especiais, sem contato manual, a fim de
que sejam mantidas inalteradas todas as suas
características de qualidade e frescor, sendo conservado
à temperatura de 1º C a 10º C.
O período de validade do produto é da ordem de 35
dias.
8.2.9 – Em todas estas etapas do processo de
fabricação, ocorre o acompanhamento do Laboratório
de Controle, com vistas a assegurar que o processo
se desenvolva conforme o planejado, sendo o produto
final liberado ao Consumo somente após o laudo de
sua aprovação.
8.2.10 – É de frisar-se que esta linha geral de
fabricação do IOGURTE, somam-se outros procedimentos
em função dos objetivos do fabricante, no sentido de
comunicar ao produto, novas qualificações, seja do
ponto de vista de sua apresentação, seja para
proporcionar-lhe aromas e sabores mais agradáveis,
melhor consistência, ou ainda, melhores características
alimentares, ou mesmo de custos.
8.2.11 – Em quaisquer destes casos, ressalta a
necessidade da atuação permanente do Profissional da
Química, através do Laboratório de Controle Químico.
9 – ASPECTOS NUTRICIONAIS E ADITIVOS
ALIMENTARES
Conforme dito anteriormente e, tendo em vista que
muitas pessoas apresentam dificuldade na digestão da
lactose do leite, a transformação parcial desta, em
ácido lactico, acrescido do fato de que as proteinas
no iogurte, se encontram coaguladas mesmo antes de
sua ingestão, o IOGURTE pode ser considerado como uma
fonte de proteínas, superior à do leite. Além disto, possue
maior concentração de sais minerais, sendo uma
excelente fonte de CÁLCIO.
Possue, entretanto, em relação ao leite,
concentrações inferiores de vitaminas, em razão do
precessamento a que o mesmo é submetido, para a
obtenção do iogurte.
Em razão disto, é prática comum, proceder-se ao
enriquecimento do produto, pela adição de ingredientes,
ricos em vitaminas, (polpa de frutas, por exemplo),
para acrescentar-lhe aromas e sabores agradáveis, e,
até, substâncias que venham a proporcionar, ao iogurte,
Informativo CFQ - Abril a Junho - 2004
colorações com a finalidade de aguçar a percepção do
sabor da fruta adicionada.
E aqui, mais uma vez, interfere o Profissional da
Química, para aprimorar o processo de qualificação do
iogurte, pelo controle do pH e da viscosidade da polpa
da fruta, que devem estar próximos aos do iogurte.
A fim de comunicar sabor adocicado ao iogurte, pode
ser adicionado a este, o açúcar refinado ou cristal, isento
de impurezas.
Em se tratando de iogurte “light” ou “diet”, costumase usar edulcorantes tais com sacarina, o aspartame, a
estévia e o ciclamato.
Em determinadas circustâncias, e de acordo com a
legislação específica, podem ser adicionadas algumas
substâncias, como os HIDROCOLOIDES, com a finalidade
de obter-se efeitos específicos.
Os hidorcoloides neutros, tais como o AMIDO, o
ágar-ágar, a goma xantana, a carragena e a pectina,
são agentes estabilizantes cuja função principal é
proporcionar meios de retenção de água, aumentando
a viscosidade e melhorando a textura e o orpo do
alimento, passando, assim, a atuar como agente
espessante.
Por tais razões, os hidrocoloides neutros são de
uso frequente na fabricação do iogurte, devendo a sua
escolha atender às características seguintes: sabor
neutro, estabilidade em pH ácido, ausência de
coloração, e serem solúveis em água e no leite, nas
proporções necessárias ao seu uso.
10 – FATORES DE ORDEM TECNOLÓGICA QUE
INFLUENCIAM NA QUALIDADE DO PRODUTO
(IOGURTE).
Dentre os principais fatores que influenciam na
qualidade do iogurte, destacamos:
10.1 – ATIVAÇÃO DO ESTABILIZANTE
A fim de provocar a ativação da mistura do
estabilizante contendo AMIDO , deverá a mesma ser
submetida a aquecimento à temperatura de
Pasteurização durante, pelo menos, 10 minutos após
a sua adição ao leite. Com isto, consegue-se a
ativação dos sítios das moléculas de AMIDO que
passam a reter água (em face dos dipolos eletrostáticos
desta), tornando a mistura mais viscosa.
10.2 – COMPOSIÇÃO DA MASSA (FORMULAÇÃO)
Além da natureza do AMIDO e de sua concentração,
influem na formação e consistência do iogurte, o pH, o
teor de proteína, e os percentuais de açúcar, sais
minerais e de gordura.
10.3 – HOMOGENEIZAÇÃO
Após a adição dos ingredientes ao leite, a mistura
deverá ser submetida à homogeneização em um único
estágio, à pressão de 100 a 200 Kg/cm 2 e á
temperatura de 50°-70°C.
Com tal providência proporciona-se a redução do
tamanho dos glóbulos de gordura, e o consequente
aumento da sua adsorção nas miscelas de caseína,
o que resulta no aumento de viscosidade do produto.
Em decorrência dessas propriedades dos
hidrocoloides, os produtores de laticínios costumam
adicioná-los ao iogurte com vistas à comunicar ao
produto melhor consistência, aparência e
viscosidade. E mais, em razão de sua propriedade de
retenção de água, estes hidrocoloides produzem o efeito
adicional de preveção da sinérese, ou seja, previnem
contra a separação do soro.
A participação do Profissional da Química na Indústria
de Laticínios, como de resto, nas indústrias de alimentos
em geral, estende-se ainda, à escolha, assentamento
e regeneração do piso desse tipo de atividade
industrial.
Conquanto muitas possam ser as causas que
originam produtos lácteos não conformes,
especialmente no que diz respeito à textura, viscosidade
e separação visível das fases, abordaremos aqui o
problema da adição do AMIDO, por ser o hidrocoloide de
maior uso e um dos grandes responsáveis pelas
anomalias, em razão de sua utilização inadequada
tecnicamente.
É que, além da necessidade de ausência de juntas e
da características de impermeabilidade (não porosas),
os pisos devem apresentar grande resistência química
aos ácidos e às susbtãncias de natureza básica,
(sempre presentes nas indústrias de alimentos, e, em
particular, nas indústrias de laticínios), cujo controle
através de testes específicos, é feito pelo Profissional
da Química.
É que a prepraração do AMIDO para sua utilização
como estabilizante/espessante, exige uma técnica
especial decorrente das propriedades físico-químicas de
sua molécula, técnica esta, embora relativamente
simples, precisa ser observada com rigor, para que se
possa obter o fim desejado.
Assim, pois, o AMIDO, mesmo sendo praticamente
insolúvel em água fria, quando aquecido a temperaturas
entre 50°-70ºC, sofre um aumento gradual de retenção
de água pelos grânulos, aumentando, assim, a sua
viscosidade.
Paralelamente, ocorre o aumento de transparência
do sistema à medida em que se aproxima da temperatura
critica, quando se dá a GELATINIZAÇÃO.
Após o resfriamento, a fase solúvel – SOL – passará
à fase gelificada – GEL - , a qual será menos ou mais
firme, em função do tipo e da proporção do amido
usado.
11 – PISOS PARA LATICÍNIOS
CONCLUSÃO
Do exposto, fica evidente que, passando pelo
projeto e acabamento das instalações da fábrica,
inclusive do piso, pela qualificação e escolha dos
equipamentos, pelas atividades básicas e
complementares do processo das Indústrias de
Alimentos (e de Laticínios, em particular), encontra-se o
Profissional da Química, a desempenhar as suas
atividades técnicas, de cunho social, econômico e, até,
higiênico, com vistas a oferecer produtos alimentícios
da melhor qualidade ao Consumidor final.
É que visando obter um produto da melhor qualidade,
com maior rendimento e máxima economia, o Profissional
da Química, acompanha, através do Laboratório de
Controle Químico, todas as fases do processo na
Indústria de Laticínios, procurando identificar e
quantificar todas as possíveis falhas durante o processo
11
CONSELHO FEDERAL DE QUÍMICA
industrial, de modo a poder corrigí-las em tempo hábil para o consumo da
Informativo CFQ - Abril a Junho - 2004
DIRETORIA
Sociedade, com a segurança de qualidade necessária.
Presidente: Jesus Miguel Tajra Adad
1º Vice-Presidente: Roberto Hissa
Vimos que, qualquer que seja a finalidade a que se destine, o leite ao ser
2º Vice-Presidente: Augusto José Corrêa Gondim
recebido
é submetido a uma série de análises, cujos objetivos vão desde a
1º Tesoureiro: Fuad Haddad
simples quantificação de gordura e da acidez para aquilatar o seu preço,
2º Tesoureiro: Abias Machado
1º Secretário: José de Ribamar Oliveira Filho
para evitar transtornos que redundam em prejuízos na produtividade, e até
2º Secretário: Adauri Paulo Schmitt
CONSELHEIRO FEDERAL
REPRESENTANTE DE ESCOLA
Gil Anderi da Silva * Engenheiro Químico
(Escola Politécnica da USP)
REPRESENTANTES DOS CRQ´S
Engenheiros Químicos
Augusto José Corrêa Gondim
Dalton Rodrigues
Percy Ildefonso Spitzner Júnior
Roberto Lima Sampaio
Químicos Industriais
Arnaldo Felisberto Imbiriba da Rocha
José de Ribamar Oliveira Filho
Merílio Pinheiro Veiga
Roberto Hissa
Abias Machado
Bacharel em Química
Adauri Paulo Schmitt
Técnico Químico
Fuad Haddad
Engenheiro Industrial - Modalidade Química
Henio Normando de Souza Melo
SUPLENTES
Bacharéis / Licenciados em Química
Maria Inez Auad Moutinho
Luiz Roberto Paschoal
mesmo, juntamente com outros parâmetros químicos, para direcionar a
fabricação dos vários produtos de laticínios como vimos ao longo deste
trabalho.
Há, portanto, uma seleção de matéria-prima objetivando a sua destinação.
Posteriormente, o leite, como matéria-prima dos vários produtos, é
padronizado quanto, principalmente, à gordura, através de equipamentos
específicos, controlados pela análise química de gordura, com a
finalidade de, após processamento, obter-se produtos uniformes, de boa
qualidade, que atendam as normas legais e, ao mesmo tempo, o mais
economicamente possível.
Depois de feita a seleção e a padronização do leite, a qualidade dos
produtos finais, vai depender das condições de processamento, que serão
controladas e modificadas pelo Profissional da Química sempre que se
fizer necessário. Porquanto, ficou evidenciado que “as reações químicas que
se verificam nos processos industriais de fabricação de Laticínios, são
perfeitamente controladas e dirigíveis”, sendo tais processos e controles, a
atividade básica da Indústria de Laticínios.
Esta longa e árdua tarefa somente poderá levada a efeito, por Profissionais
da Química técnica e legalmente habilitado, sempre presente na indústria,
não sendo de admitir-se que o médico veterinário em sua rápida passagem
em inspeção sanitária dos produtos de laticínios, desempenhando a sua
função de inspetor nos órgão governamentais, possam acompanhar tão
complexas atividades, em setores tão altamente especializados quanto
específicos dos Profissionais da Química.
REFERÊNCIAS BIBLIOGRÁFICAS
1. Decisões Judiciais do TRF e STJ.
Químicos Industriais
Luiz Pinheiro
Silvana Carvalho de Souza Calado
Renata Lilian Ribeiro Portugal
2. Fagioli,Helencia, M.B. – “Laudo Pericial”.
Engenheiros Químicos
Suely Abrahão Schuh Santos
Julimar Edson Gualberto Borges
5. Powell, Shepard – “Water Condutioning for Industry Mc Graw-Hill Boor
Company – 1984.
Técnico Químico
Rafael Tadeu Acconcia
6. Mc Coy, James W. – “The Chemical Treatment of Cooling WalterNew York
Chemical Publishing Company, 1974.
3. Shrewe, Norris, and Brinks, - “Indústrias de Processos Químicos – 1977”.
4. Drew Produtos Químicos – Princípios de Tratamento de Água Industrial.
7. Curtis, S.D., Silverstein, R.M. – “Chewveek That Keep Water Suterns Clean”.
PRESIDENTES DOS CONSELHOS REGIONAIS
DE QUÍMICA
8. Benhinser, M.G.A. – “Laticínios” – Edição Melhoramentos 4ª Edição – 1968.
1ª Região - Adelino da Matta Ribeiro
9. Grotherson, M. – “Food Canning Teckningues – 1977.
2ª Região - -----------------------
10. Ministério da Agricultura – Portaria Ministerial n.º 370/97.
3ª Região - Eliana Myra de Moraes Soares
11. Lima, U.A., Aquarone, E., Borsari, W. – “Biotecnologia” Tecnologia das
Fermentações Editora Edigar Blucher Ltda. – 1975.
4ª Região - Manlio de Augustines
5ª Região - Ennecyr Pilling Pinto
6ª Região - Célio Francisco Marques de Melo
7ª Região - Ana Maria Biriba de Almeida
8ª Região - Carlos Alberto Vieira de Medonça
9ª Região - Alsedo Leprevost
10ª Região - Cláudio Sampaio Couto
11ª Região - José Ribamar Cabral Lopes
12ª Região - Wilson Botter Júnior
13ª Região - José Maximiliano Müller Netto
14ª Região - Avelino Pereira Cuvello
12. Sivieri, K., Oliveira, M.N., - Avaliação da Vida-de-prateleiras de Bebidas
Lácteas preparadas com “Fat Replacers”.
13. Hansen, CHR, “Algumas considerações sobre a estabilização de Base
Lácteas”. (informativo) Informativo HA-BIOTEC – Nov. e Dez/2002.
14. Engetecno On-Line – “Como fabricar Iogurte” – Bebida Láctea/2004.
15. Homsey, Cristina – “Descobrindo os Sabores do Leite” Revista Leite &
Derivados – maio/junho/2002.
16. Gurgel, S.C.A., Oliveira, A.J. – “Avaliação das Características FísicoQuímicas do Iogurte. Revista Leite e Derivados – 1995.
17. Revista: Leite & Derivados – março/junho/2003 – “Pisos para Laticínios”.
15ª Região - Tereza Neuma de Castro Dantas
16ª Região - Ali Veggi Atala
17ª Região - Maria de Fátima da C. Lippo Acioli
18ª Região - José Ribeiro dos Santos Júnior
19ª Região - José Arantes Lima
12
Conselho Federal de Química
SAUS - QUADRA 05 - BLOCO I
70070-050 - Brasília - DF