EFEITO DO USO DE MOLDES COM ALETAS NA ETAPA DE
RESFRIAMENTO DA ROTOMOLDAGEM
C. Köppen1, M. M. Pariona2, B. M. Carvalho3
1
Universidade Estadual de Ponta Grossa, Avenida General Carlos Cavalcanti 4748, Paraná, Brasil [email protected]; 2Universidade Estadual de Ponta Grossa - [email protected]; 3Universidade Estadual de
Ponta Grossa – [email protected]
Effect of Extended Surfaces in the Cooling Stage of the Rotational Molding
Rotational molding presents some advantages as the low cost of the molds, allows the production of polymer parts
without weld lines and with high impact resistance. However, its productivity is low due to the long cycles associated to
its heating and cooling phases. In the rotational molding, the heat transfer plays a very important role on the process. So
the increase of the convection heat transfer coefficient of the external air is an important alternative. Another alternative
is the increase of the area available for the convection heat transfer. So, the purpose of the present work was to simulate
the cooling phase of the rotational molding process in order to evaluate the influence of using extended surfaces on the
mold on the cooling time of the rotational molding. The simulation performed in the present work indicated that the
effect of extended surfaces is important and influences the temperature profile during the cooling stage of the rotational
molding.
Introdução
A Moldagem Rotacional e as Simulações Computacionais
A moldagem rotacional, ou rotomoldagem, é um processo de conformação polimérica onde
se obtém peças ocas, dentre as quais se destacam brinquedos, tanques agrícolas e de armazenamento
de líquidos e componentes na área automotiva. Este processo destaca-se sobre os outros pela
possibilidade de obtenção de peças sem emendas, o que as torna mais resistentes ao impacto.
Muitos avanços tecnológicos nesta área, bem como o baixo custo do processo têm contribuído para
que a indústria de rotomoldagem cresça acima da média mundial.
Para a indústria, é extremamente interessante que se possa maximizar a produtividade de um
processo mantendo a qualidade do produto final. Na rotomoldagem, um fator determinante para a
produtividade é a taxa de transferência de calor no resfriamento. Existem três maneiras nas quais a
taxa de transferência de calor pode ser aumentada: (a) aumentado-se o coeficiente de convecção
através do aumento da velocidade do fluido, (b) diminuindo-se a temperatura do fluido ou (c)
aumentando-se a área da superfície através da qual ocorre a convecção. Geralmente, os custos
associados à diminuição da temperatura do fluido são inviáveis. Uma alternativa para este problema
de convecção é o emprego de aletas que se estendem a partir da parede do molde para o fluido
envolvente (na maioria das vezes o ar ou pulverização de água).
A etapa de resfriamento é a mais longa do processo de rotomoldagem, e influi
significativamente na produtividade e qualidade do produto final. Considerando a importância desta
etapa, neste trabalho foi realizado o estudo e simulação computacional do efeito do emprego de
aletas no molde metálico durante o resfriamento do sistema de rotomoldagem.
Análise de Condução para as Superfícies Estendidas
O principal interesse no estudo do emprego de aletas é conhecer a dimensão na qual uma
determinada superfície estendida ou arranjos de aletas pode melhorar a transferência de calor a
partir de uma superfície para o fluido em contato.
Para se evitar o método de tentativa e erro na busca da geometria mais adequada do sistema
de aletas a ser empregado sobre o molde, o que levaria a um elevado número de condições de
simulação, o presente estudo baseou-se em princípios de dimensionamento de aletas encontrados
em INCROPERA & WITT (1), apesar de serem baseados em condições de regime estacionário.
Este método considera também condutividade térmica da superfície estendida constante, radiação
da superfície desprezível, efeitos de geração de calor ausentes e o coeficiente de transferência de
calor por convecção uniforme ao longo da superfície, obtendo-se uma equação que relaciona a
posição x (na direção do comprimento da aleta) e a temperatura ao longo da direção x:
d 2 T 1 dAc dT 1 h dAs
(T − T∞ ) = 0
+
−
dx 2 Ac dx dx Ac k dx
(Equação 1)
x – posição a ser calculada;
T – temperatura correspondente à posição x;
T∞ – temperature do fluido;
where k – condutividade térmica do material das superfícies estendidas;
h – coeficiente de convecção nas áreas das superfícies estendidas;
Ac – área transversal da superfície estendida;
As – área lateral da superfície estendida.
A solução da Equação 1 fornece a distribuição de temperatura em qualquer x. Para resolvela, há necessidade de ser mais específico em relação à geometria das aletas. Neste trabalho,
utilizaram-se aletas anulares com perfil retangular.
Aletas Anulares com Perfil Retangular
Anais do 9o Congresso Brasileiro de Polímeros
Embora a espessura da aleta seja uniforme, a área transversal Ac, varia com seu raio r.
Substituindo x por r na Equação 1 e representando a área da superfície como As = 2π (r 2 − r12 ) , a
forma geral da equação da aleta (Equação 1) se reduz a
d 2 T 1 dT 2h
(T − T∞ ) = 0
+
−
dr 2 r dr kt
(Equação 2)
Considerando que θ ≡ T − T∞ e m 2 ≡ 2h / kt , podemos representar a taxa de transferência de
calor qa ao longo do raio da aleta como
q a = −kAc ,b
dT
dr
= −k (2πr1t )
r = r1
dθ
dr
(Equação 3)
r = r1
Manipulando matematicamente as equações 2 e 3, obtem-se:
q a = 2πkr1tθ b m
onde
K 1 (mr1 ) I 1 (mr2 ) − I 1 (mr1 ) K 1 (mr2 )
K 0 (mr1 ) I 1 (mr2 ) + I 0 (mr1 ) K 1 (mr2 )
(Equação 4)
r1
r2
t
– raio interno da aleta anular;
– raio externo da aleta anular;
– espessura das aletas;
θb
– temperatura da aleta em sua base;
K0 , I0 – funções de Bessel de ordem zero;
K1 , I1 – funções de Bessel de primeira ordem.
A Equação 4 nos permite determinar a taxa de transferência de calor ao longo da aleta.
Eficiência vs. Efetividade
Os conceitos de eficiência e efetividade são muito importantes na resolução de alguns
problemas de engenharia para otimização de resultados e propriedades.
A efetividade de uma aleta, ε a , é a razão entre a taxa de transferência de calor da aleta e a
taxa de transferência de calor caso não houvesse aletas, e pode ser determinada pela Equação 5
εa =
onde
qa
hAc ,bθ b
(Equação 5)
Ac,b – área transversal da base da aleta.
Outra medida de desempenho de uma aleta é a sua eficiência, η a . Esta medida pode ser
obtida pela razão entre a taxa de transferência de calor da aleta e a taxa de transferência de calor
Anais do 9o Congresso Brasileiro de Polímeros
desta em uma situação idealizada em que não houvesse gradiente de temperatura ao longo da aleta.
A eficiência da aleta é definida por:
ηa =
onde
qa
hAaθ b
(Equação 6)
Aa – área total da aleta.
Experimental
As simulações foram realizadas em um computador AMD Sempron™ 3400+, 2.01 GHz e
512 MB de memória RAM, por meio do programa computacional comercial Ansys 10.0™ que se
baseia no método de elementos finitos para a simulação da transferência de calor no sistema durante
o seu resfriamento. O polímero utilizado nas simulações foi o polietileno, cujas propriedades são:
densidade: 956 Kg/m3; condutividade térmica: 0,39 W/m.K; calor específico: 2200 J/Kg.K; calor de
cristalização foi incorporado à curva de entalpia, conforme equação 8.
Geometria da Peça Rotomoldada
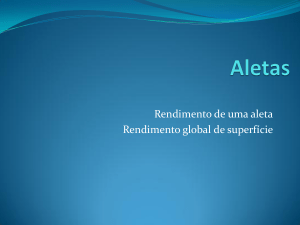
A peça polimérica adotada neste trabalho de simulação computacional foi um tanque
químico de polietileno com capacidade de 7500 L, de acordo com a Figura 1. A espessura deste
tanque é variável; aumenta proporcionalmente com a pressão hidrostática na qual o líquido que o
contém exerce sobre suas paredes.
Figura 1 – Geometria adotada nas simulações do tanque rotomoldado.
Figura 2 – A espessura do tanque em seu plano de revolução é variável.
Pôde-se obter as dimensões e1, e2 e e3 do tanque através da Equação 7 e com o auxilio das
relações e2 = e1 / 2,9 e e3 = e1 / 3,4 .
Anais do 9o Congresso Brasileiro de Polímeros
e1 = dA1 r1
onde
RTP
RTE
(Equação 7)
d
– densidade do líquido;
A1 – altura utilizável do liquido;
RTP – fator de trabalho sobre a resistência à tração;
RTE – resistência à tração no escoamento.
Entalpia do Polietileno
A Equação 8 foi utilizada para resolver as simulações computacionais. Esta equação é
expressa em função da entalpia, que inclui o calor de cristalização, conforme a Equação 8.
∂ 2 T ∂ 2T ∂ 2 T dH
k 2 + 2 + 2 =
∂y
∂z dt
∂x
(Equação 7)
H = ∫ Cp ⋅dT + ∆H c
(Equação 8)
A Geometria do Molde
Simulou-se o resfriamento na rotomoldagem utilizando-se um molde fabricado em aço com
espessura constante de 8 mm. Nos cálculos de dimensionamento de aletas anulares com perfil
retangular, a espessura t destas também foi fixada em 8 mm.
A fim de obter-se um comprimento L ideal para as aletas na superfície do tanque, plotou-se
um gráfico comparativo entre eficiência e efetividade, conforme a variação do seu comprimento
( L = r2 − r1 ). As Equações 5 e 6 foram utilizadas nestes cálculos. Para que se pudesse estabelecer
um ponto de equilibro, normalizou-se a escala Y da efetividade na escala Y da eficiência. Adotou-se
como critério que o comprimento ideal é dado pelo ponto de intercessão entre eficiência e
efetividade. Este mesmo critério também foi utilizado para otimização do número de aletas sobre a
superfície. A validade deste critério foi avaliada por comparação com resultados de simulados em
condições acima e abaixo desta condição “ideal”.
Anais do 9o Congresso Brasileiro de Polímeros
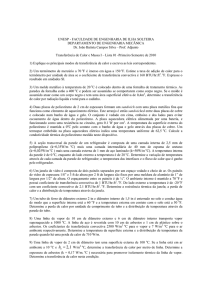
Figura 3 – Gráfico da eficiência e efetividade como funções do
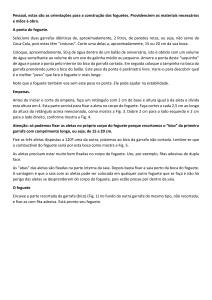
Figura 4 – Gráfico da eficiência e efetividade como funções do número
comprimento da aleta.
de aletas.
A Figura 3 mostra o resultado obtido para o ponto de intersecção das curvas de eficiência e
efetividade, que corresponde a um comprimento de 6,4 cm, no qual se obtém efetividade de 13,2 e
eficiência de 75,1%.
Com o comprimento “ideal” já calculado para a geometria do molde, pôde-se então calcular
o número de aletas que deveriam ser empregadas ao longo da superfície vertical do molde. O
princípio para determinação deste valor foi o mesmo utilizado para a determinação do comprimento
das aletas, mas agora se considerando que (a) qa é a taxa de transferência de calor do conjunto de
aletas, (b) Aa é a soma da área de todas as aletas e (c) Ab é a área vertical externa do tanque.
A Figura 4 mostra que o ponto de intersecção corresponde a um conjunto de 59 aletas a
serem empregadas ao longo da altura do molde metálico, o que gera efetividade de 3,7 e eficiência
de 80,5%. Pode-se então afirmar que, teoricamente, o sistema de superfícies estendidas transferirá
3,7 vezes mais calor comparando-se a uma situação em que não houvesse superfícies estendidas.
Com as dimensões do tanque polimérico já conhecidas, e o conjunto de superfícies
estendidas já dimensionado, pôde-se então gerar um sólido de revolução que representasse
digitalmente o sistema de rotomoldagem completo.
As Simulações Computacionais
A Figura 5 mostra a geometria do conjunto de superfícies estendidas idealizado.
As geometrias empregadas nas simulações computacionais foram de sólidos de revolução. Sendo
assim, a transferência de calor é uniforme ao longo da espessura do sistema de moldagem
rotacional. Pode-se então simplificar o problema de transferência de calor de uma geometria
tridimensional para uma geometria bidimensional, como mostra a Figura 6:
Anais do 9o Congresso Brasileiro de Polímeros
Figura 5 – Geometria idealizada das superficies estendidas aplicadas na
Figura 6 – Uma das geometrias bidimensionais adotadas nas simulações
superfície do molde.
de transferência de calor na etapa de resfriamento.
Nas simulações a condição de contorno utilizada de contato “polímero-molde” foi a
igualdade de temperatura. A transferência de calor do ar interno do sistema de rotomoldagem para o
material polimérico foi desconsiderada neste trabalho, pois, como já demonstrado por GOGOS, G.
(4), a alteração na temperatura do polímero devido a esta transferência de calor é desprezível.
Mesmo que o coeficiente de transferência de calor pudesse ser aumentado drasticamente de maneira
irreal, o efeito no tempo total de resfriamento seria desprezível.
O propósito das simulações computacionais é a análise dos efeitos do emprego e das
dimensões das aletas anulares ao redor do molde metálico no perfil de resfriamento da peça
rotomoldada, bem como seu comportamento frente a diferentes formas de convecção. Para isso,
construíram-se seis geometrias diferentes, e a partir delas realizaram-se oito simulações para
diferentes situações. As simulações foram organizadas em quatro análises comparativas:
(A) Efeito do emprego das aletas sobre o molde;
(B) Efeito da alteração do comprimento L das aletas;
(C) Efeito da alteração do número de superfícies estendidas sobre o molde;
(D) Efeito da alteração do coeficiente de convecção aplicado à superfície do molde.
Resultados e Discussão
Plotaram-se gráficos com informações sobre os perfis de resfriamento como uma função do
tempo para cada uma das diferentes situações simuladas. Um elemento, localizado na superfície
interna do tanque polimérico e correspondente à posição vertical de 3 cm a partir do chão da peça
(elemento A), foi escolhido para ser o ponto de análise do perfil de resfriamento desde a temperatura
máxima (517,15 K) até a temperatura ambiente (298,15 K), em todas as comparações realizadas.
Anais do 9o Congresso Brasileiro de Polímeros
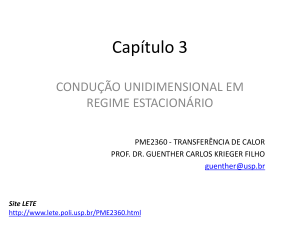
Realizaram-se duas simulações para se analisar o efeito do emprego das aletas ao molde
metálico no resfriamento da rotomoldagem. Plotou-se duas curvas em um mesmo gráfico; uma
representando o resfriamento do elemento A em uma situação em que não seriam empregadas as
aletas, e outra representando o resfriamento do mesmo ponto, com o emprego das aletas.
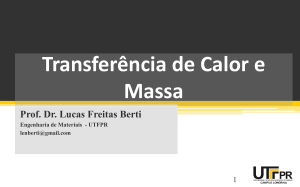
Temperatura (K)
520
460
Molde sem aletas
400
Molde com aletas
340
280
0
2000
4000
6000
Tempo (s)
8000
10000
Figura 7 – A adição de superficies estendidas no molde diminui o tempo de resfriamento da peça rotomoldada.
Considerando-se a temperatura de desmoldagem sendo igual a 333,15 K (4), e de acordo
com a Figura 7, o emprego de aletas devidamente dimensionadas à situação diminui
significativamente o tempo necessário para desmoldagem a partir do início do resfriamento de um
produto rotomoldado. Para estas duas situações simuladas, este decréscimo de tempo foi de 1880
segundos (cerca de meia hora).
Analisando o gráfico da Figura 8 pode-se perceber que a comprimentos maiores que o
idealizado, o perfil de resfriamento da peça polimérica é praticamente o mesmo. No entanto, a
comprimentos menores, este perfil torna-se atrasado em relação aos outros.
Figura 8 – O efeito da diminuição e do aumento do comprimento das
Figura 9 – O efeito da diminuição e do aumento do número de aletas.
aletas.
Anais do 9o Congresso Brasileiro de Polímeros
Através da Figura 9 fica claro que se aumentando ou diminuindo-se o número de aletas ao
longo da superfície do molde, mantendo-se sua espessura calculada, o perfil de resfriamento é
afetado pouco.
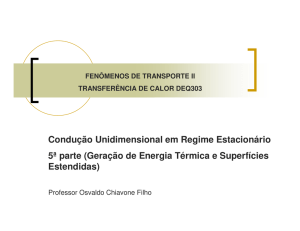
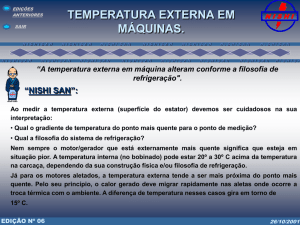
Observa-se, na Figura 10, a influência do coeficiente de convecção nas superfícies
estendidas. Consideremos a temperatura de 333,15 K como a temperatura de desmoldagem. Quando
se aplica uma convecção de 50 W/m2.K (ventilação forçada) em um molde sem aletas, percebe-se
que há um atraso de aproximadamente 680 segundos em relação a uma situação em que se utilize
do emprego de aletas ao molde e se aplique um coeficiente h = 23,7 W/m2.K sobre suas superfícies.
Temperatura (K)
520
h=50W/m²K,
sem aletas
460
h=50W/m²K,
com aletas
400
h=23.7W/m²K,
sem aletas
340
h=23.7W/m²K,
com aletas
280
0
2000
4000
6000
Tempo (s)
8000
10000
Figure 10 – O efeito da convecção ao longo das superficies estendidas do molde é mais significativo quando o seu coeficiente é menor.
O coeficiente de convecção aplicado às superfícies externas tem um papel importante na
melhoria da produtividade, porém as aletas são mais eficientes quanto menor for este valor. Isto
pode ser comprovado comparando-se as quatro curvas, em relação ao decréscimo de tempo
produzido pela inserção de aletas em torno do molde. Quando nas superfícies do molde é aplicado
um coeficiente de transferência de calor por convecção igual a 50 W/m2.K, diminui-se o processo
de resfriamento cerca de 1880 segundos com o emprego das aletas. No entanto, quando se aplica
um coeficiente de convecção igual a 23,7 W/m2.K, diminui-se em 3180 segundos o tempo
necessário para que o tanque químico atinja a temperatura de desmoldagem.
Conclusões
Por meio das simulações computacionais realizadas através dos softwares ANSYS™ 10.0
pôde-se verificar o efeito do emprego de aletas ao longo da superfície do molde metálico, bem
como a mudança no perfil de resfriamento do produto polimérico quando se altera as dimensões e a
quantidade das aletas.
Anais do 9o Congresso Brasileiro de Polímeros
Verificou-se, com base nos resultados obtidos pelas simulações, que o emprego das aletas no
processo de rotomoldagem é extremamente viável economicamente. Esta viabilidade é justificada
pela drástica redução no tempo de resfriamento da peça desde a temperatura do forno até a
temperatura de desmoldagem.
Diminuindo-se o comprimento das aletas em até 50% do tamanho “ideal”, o perfil de
resfriamento não é afetado significativamente. Sendo assim, torna-se mais favorável
economicamente a diminuição desta dimensão “idealizada” até uma dimensão que não afete
expressivamente a produtividade, principalmente se isto ocasionar uma redução significativa no
custo do molde. O mesmo ocorre com o número de aletas empregadas ao redor do molde.
Agradecimentos
Agradecemos ao Programa Institucional de Bolsas de Iniciação Científica (PIBIC) pelo
apoio financeiro.
Referências Bibliográficas
1. INCROPERA, Frank P.; WITT, David P. Fundamentos de Transferência de Calor e Massa,
LTC, Rio de Janeiro, 1992; Vol 1, 83-95.
2. CANOVA, C. Simulação da solidificação de polímeros a partir do fundido quiescente através do
método de elementos finitos. 2004. Tese (Mestrado em Engenharia de Materiais) – Universidade
Estadual de Ponta Grossa, UEPG, Ponta Grossa.
3. GRECO, A.; MAFFEZZOLI, A.; VLACHOPOULOS, J. Simulation of Heat Transfer during
Rotational Molding. Advances in Polymer Technology, p. 271-279, 2003.
4. GOGOS, G.; LIU, X.; OLSON, G. Cycle Time Predictions for the Rotational Molding Process
With and Without Mold/Part Separation. Polymer Engineering and Science, Lincoln, Nebraska, v.
39, n. 4, p. 617-629, 1999.
5. BELLEHUMEUR, C.T.; BISARIA M. K.; VLACHOPOULOS J. An experimental study and
model assessment of polymer sintering. Polymer Engineering and Science, Lincoln, Nebraska, vol.
36, no.17, 1996.
6. VLACHOPOULOS, J.; GRECO, A.; MAFFEZZOLI A. Simulation of heat transfer during
Rotational Molding, Wiley Periodicals, Inc. Adv Polym. Techn 22, 1-10, 2003, published on line in
InterScience.
Anais do 9o Congresso Brasileiro de Polímeros