Corrosão e Protecção
Docente: João Salvador Fernandes
Lab. de Tecnologia Electroquímica
Pavilhão de Minas, 2º Andar
Ext. 1964
Introdução
Definição de Corrosão
“Deterioração de um material ou das suas propriedades devida a
reacção com o meio envolvente” (NACE)
João Salvador – IST 2006
Algumas definições entendem que “corrosão” tem que envolver uma
reacção electroquímica (e um metal)
Outras definições, mais abrangentes, poderão incluir todas as alterações
induzidas pelo meio sobre os materiais ⇒ neste caso não só metais mas
também polímeros, cerâmicos, pedra, madeira, ... e admitem também
que, para além do próprio material, as suas propriedades podem
deteriorar-se
2
Introdução
Considerações Energéticas
A corrosão resulta da tendência que os materiais têm em voltar ao
seu estado de menor energia, que é o que se encontra naturalmente
no seu minério de origem;
A obtenção do metal faz-se à custa do fornecimento de energia
(processos metalúrgicos)
A tendência do metal será, pois, voltar ao estado original, i.e., à sua
forma oxidada
Composto + Energia
João Salvador – IST 2006
Metalurgia
Corrosão
Metal
3
Introdução
Custos devidos à corrosão
Custos directos
Custos de substituição de peças danificadas (incluindo energia e mão de obra)
Custos de manutenção de sistemas de protecção (revestimentos, protecção
catódica, ...)
Custos indirectos
Paralisações
Perda de produto
Perda de eficiência
Contaminação de produtos
Necessidade de sobredimensionamento dos projectos
Outros custos
João Salvador – IST 2006
Segurança de instalações, cuja falha pode resultar em perdas humanas
(automóveis, aviões, pontes, tubagens, tanques, etc)
Degradação de monumentos
4
Introdução
Custos devidos à corrosão
Em 1988, um Boeing 737-200 da Aloha Airlines
perdeu parte da sua fuselagem durante o vôo,
causando a morte de um tripulante
João Salvador – IST 2006
5
Introdução
Custos devidos à corrosão
O acidente ocorrido em 1979 no reactor 2 de Three Mile
Island teve origem numa fuga de fluido de arrefecimento
que pode ter sido devida a corrosão sob tensão
João Salvador – IST 2006
6
Introdução
Custos devidos à corrosão
Acidente de aviação devido a corrosão sob tensão:
A 4 de Outubro de 1992, um avião de carga Boeing 747 da EL AL despenhou-se em Amsterdão,
matando os 4 tripulantes e ainda mais de 50 pessoas no solo. A causa do acidente foi a
ejecção dos motores 3 e 4, situados na asa direita, com a consequente perda de controlo da
aeronave.
A causa para a separação do motor nº 3 foi a quebra de um pino. Este pino destinava-se a
partir-se em situações de emergência, em caso de bloqueio do motor durante o vôo. Contudo,
devido a corrosão sob tensão, o pino partiu-se sem motivo aparente. Por seu lado, a ejecção
do motor 3 arrastou consigo o motor 4.
João Salvador – IST 2006
7
Introdução
Custos devidos à corrosão
A Estátua da Liberdade está
exposta à atmosfera marítima,
ficando sujeita a vários tipos
de corrosão (em particular
corrosão galvânica do aço
estrutural em contacto com o
cobre do revestimento externo.
O seu restauro, realizado nos
anos 80, levou 5 meses a
concluir e custou US$ 780 000.
João Salvador – IST 2006
8
Introdução
Custos anuais da corrosão
estimativa em 1998 (3.1% do PNB)
P A ÍS
PN B – 1998
(b iliõ e s d e d ó la re s )
CUSTO DA CORROSÃO
(m ilh õ e s d e d ó la re s )
E .U .A .
8 790
276 000
Japão
3 940
122 100
A le m a n h a
2 150
66 650
F ra n ç a
1 450
45 000
In g la te rra
1 410
43 700
P o rtu g a l
111
3 441
(6 9 0 m ilh õ e s d e c o n to s )
o custo anual devido a desastres naturais nos EUA é de aprox. 17 biliões de
US$
o custo anual per capita da corrosão nos EUA é de $970/pessoa/ano
estima-se que a quantidade de ferro destruída, anualmente, devido à
corrosão, equivale a 25%-30% da produção anual de ferro.
João Salvador – IST 2006
9
Introdução
Muitas das perdas por corrosão podem ser evitadas
Um bom projecto e controlo
reduzir os custos da corrosão
(trabalhos do engenheiro) podem
Durante as últimas décadas, muitas medidas foram desenvolvidas
para minorar os efeitos da corrosão
Ainda há muito para fazer, tanto ao nível do desenvolvimento
científico e tecnológico como das práticas de gestão industrial
Os custos da corrosão nunca serão completamente eliminados, mas
ainda é possível uma redução de 25 a 30% dos custos anuais.
Consultar http://www.corrosioncost.com
João Salvador – IST 2006
10
Introdução
Usos benéficos da corrosão
A Estátua da Imperatriz Sissi,
no Funchal, da autoria do
Mestre Lagoa Henriques, tira
partido da corrosão como meio
de acentuar o contraste entre o
vestido (onde se observa uma
patina azulada) e a pele (onde
se conserva a cor natural do
bronze).
João Salvador – IST 2006
11
Introdução
Usos benéficos da corrosão
Um anuncio da Audi
ao seu modelo A2,
com carroçaria em
alumínio, tira partido
da elevada resistência
à
corrosão
deste
material, comparada
com a resistencia do
aço.
João Salvador – IST 2006
12
Fundamentos da Corrosão
Princípios de Electroquímica
Quando se imerge uma placa de zinco numa solução ácida, ocorre o
seguinte processo:
Esta reacção pode ser traduzida pela
seguinte equação química global:
Zn + 2 H+ → Zn2+ + H2
Pode também ser escrita sob a forma de
duas semi-reacções:
Zn → Zn2+ + 2e −
2H+ + 2e − → H2
João Salvador – IST 2006
14
Princípios de Electroquímica
A reacção Zn → Zn2+ + 2 e- é uma reacção de oxidação:
Oxidação é uma reacção onde uma espécie química perde electrões
O estado de oxidação dessa espécie aumenta (torna-se mais positivo)
O eléctrodo onde se dá uma oxidação é o ânodo
A reacção 2 H+ + 2 e- → H2 é uma reacção de redução:
Redução é uma reacção onde uma espécie química ganha electrões
O estado de oxidação dessa espécie diminui
O eléctrodo onde se dá uma redução é o cátodo
João Salvador – IST 2006
15
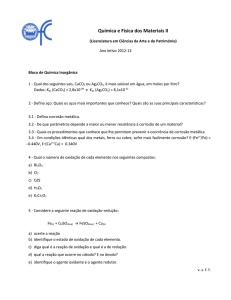
Princípios de Electroquímica
a cada um dos equilíbrios correspondem
potenciais (ou tensões) de eléctrodo
por convenção, atribuiu-se o valor zero ao
potencial do eléctrodo normal (padrão) de
hidrogénio (pH2=1 atm, aH+=1 ião-grama.l-1,
T=25°C)
os potenciais dos outros
referidos em relação ao ENH
sistemas
são
P O T E N C IA IS E L E C T R O Q U ÍM IC O S
PADRÃO
Au / Au
Pt / Pt
3+
2+
+ 1 ,2 29 V
Ag / Ag+
+ 0 ,7 99 V
-
OH / O2
Cu / Cu
2+
+
H2 / H
o potencial é tanto mais alto quanto mais
nobre for o metal (mais difícil de oxidar)
+ 0 ,3 37 V
± 0 ,00 V
2+
- 0 ,1 26 V
Sn / Sn
2+
- 0 ,1 36 V
3+
- 0 ,2 00 V
2+
- 0 ,2 50 V
Co / Co
2+
- 0 ,2 77 V
Cd / Cd
2+
- 0 ,4 03 V
Fe / Fe
2+
- 0 ,4 40 V
Cr / Cr
3+
- 0 ,7 40 V
2+
- 0 ,7 63 V
Zn / Zn
Ti / Ti
2+
- 1 ,6 3 V
3+
- 1 ,6 6 V
Al / Al
Mg / Mg
João Salvador – IST 2006
+ 0 ,4 01 V
Pb / Pb
Ni / Ni
as tabelas de potenciais padrão de eléctrodo
(potenciais normais a 25°C) são normalmente
chamadas Séries Electroquímicas
+ 1 ,2 0 V
H 2O / O 2
Mo / Mo
+ 1 ,5 0 V
2+
- 2 ,3 7 V
16
Princípios de Electroquímica
As condições de medida de um potencial padrão raramente se
verificam:
actividades das espécies iónicas não são unitárias
temperatura diferente de 25°C
existem impurezas nos metais
os metais podem ser portadores de um eléctrodo gasoso
pode formar-se uma camada de óxido
...
Em Corrosão, as Séries Electroquímicas (padrão) são encaradas com
alguma reserva
Opta-se por obter tabelas de potenciais dos metais em meios
específicos (potenciais galvânicos) ⇒ séries galvânicas
Os potenciais galvânicos são diferentes dos potenciais padrão,
podendo mesmo haver inversão nas posições relativas dos metais
na série
João Salvador – IST 2006
17
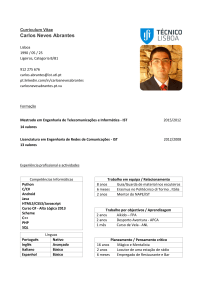
Princípios de Electroquímica
Série Electroquímica Padrão versus Série Galvânica (em solução de NaCl a 3%)
(potenciais relativos ao ENH)
POTENCIAIS ELECTROQUÍMICOS
PADRÃO
2+
(em solução de NaCl 3%)
Pt / Pt
+ 1,20 V
Pt
+ 0,47 V
Ag / Ag+
+ 0,799 V
Ti
+ 0,37 V
2+
+ 0,337 V
Cr
+ 0,23 V
2+
- 0,126 V
Ag
+ 0,20 V
2+
- 0,136 V
Cu
+ 0,05 V
- 0,250 V
Ni
- 0,02 V
2+
- 0,403 V
Sn
- 0,25 V
2+
- 0,440 V
Pb
- 0,26 V
3+
- 0,740 V
Fe
- 0,50 V
2+
- 0,763 V
Cd
- 0,52 V
2+
- 1,63 V
Al
- 0,63 V
3+
- 1,66 V
Zn
- 0,83 V
- 2,37 V
Mg
- 1,45 V
Cu / Cu
Pb / Pb
Sn / Sn
2+
Ni / Ni
Cd / Cd
Fe / Fe
Cr / Cr
Zn / Zn
Ti / Ti
Al / Al
2+
Mg / Mg
João Salvador – IST 2006
POTENCIAIS GALVANICOS
18
Processos num sistema em corrosão
O conjunto dos dois eléctrodos forma uma
célula electroquímica ⇒ célula de corrosão
João Salvador – IST 2006
19
Processos num sistema em corrosão
Um processo de corrosão pode decompôr-se em:
a) Processo anódico (oxidação)
b) Processo de transporte de electrões e transporte de iões
c) Processo catódico (redução)
Então:
João Salvador – IST 2006
Um metal só se corrói (dissolução anódica) se simultaneamente
houver um processo catódico com potencial superior ao do eléctrodo
metálico
Por exemplo: em água pura, sem oxigénio, apenas se corroem os metais cujo
potencial é inferior ao potencial do eléctrodo de hidrogénio
20
Teoria das células locais
Célula constituída por dois metais:
o metal de menor potencial (menos nobre) funciona como ânodo
o metal de maior potencial (mais nobre) funciona como cátodo ou
como portador do cátodo
Exemplo: cobre e zinco
Zn ⎯→ Zn2+ + 2 e-
Ânodo
Cu2+ + 2e- ⎯→ Cu
2 H+ + 2e- ⎯→ H2
Cátodo
O2 + 2 H2O + 4e- ⎯→ 4 OHJoão Salvador – IST 2006
21
Teoria das células locais
Exemplo: cobre e zinco (em
meio ácido)
João Salvador – IST 2006
22
Teoria das células locais
Exemplo: cobre e zinco (em solução com iões Cu2+)
I
Zn2+
Dissolução
do zinco
Zn
Ânodo
João Salvador – IST 2006
e-
Cu2+
Cu
Deposição
do cobre
Cátodo
23
Teoria das células locais
Célula constituída por um só metal:
os ânodos e os cátodos encontram-se, lado a lado, sobre o mesmo metal
a superfície, sendo heterogénea, permite o estabelecimento de zonas
diferentes:
zonas mais nobres ⇒ cátodos
zonas menos nobres ⇒ ânodos
Células de corrosão = Células Locais
as heterogeneidades podem dever-se a:
processo de fabrico: composição (limites de grão), laminagem, ...
ligas (diferentes fases)
manuseamento: mãos, utensílios,...
acção do meio: armazenamento, radiações, ...
Teoria das Células Locais ⇐ Delarive
João Salvador – IST 2006
24
Teoria das células locais
Zn2+
H+
Dissolução
do zinco
Libertação
de H2
Ânodo
João Salvador – IST 2006
Impurezas
de Cu
(cátodos)
25
Teoria dos Potenciais Mistos
Ânodos e cátodos locais
Infinitamente pequenos
Distribuídos uniformemente na superfície
Mudam de posição ao longo do tempo
João Salvador – IST 2006
26
Corrosão Uniforme e Corrosão Localizada
Corrosão Uniforme
Nas condições anteriores, com ânodos e cátodos: que
são muito pequenos
estão distribuídos uniformemente na superfície
variam de posição no decurso do processo
Corrosão localizada
Células de corrosão fixas
dissolução anódica sempre nos mesmos locais
processo de redução sempre nos mesmos locais
João Salvador – IST 2006
27
Corrosão Uniforme e Corrosão Localizada
Corrosão Uniforme
Superfície
homogénea
João Salvador – IST 2006
Ânodos e cátodos
dispersos e
alternam posições
Corrosão Localizada
Cátodo
fixo
Ânodo
fixo
Superfície
heterogénea
28
Corrosão Uniforme vs Corrosão Localizada
CORROSÃO UNIFORME
em princípio, poderia levar à
falha
da
estrutura
por
diminuição de espessura
dado que é facilmente detectada
(e que deteriora a aparência das
peças), estas são normalmente
reparadas antes de haver riscos
estruturais
a vida do equipamento pode ser
estimada com base em medidas
simples (mm/ano, mg/dia/dm2)
João Salvador – IST 2006
CORROSÃO LOCALIZADA
difícil de detectar
as suas consequências
difíceis de prever
são
devido à relação entre áreas
(anódicas
e
catódicas)
a
velocidade de corrosão no ponto
atacado pode ser muito elevada
MUITO MAIS PERIGOSA
29
Diagramas de Equilíbrio E-pH (Pourbaix)
Comportamento de um metal em meio aquoso
Actividade (ou dissolução ou corrosão), quando um metal se
encontra nas condições correspondentes à estabilidade dos seus
iões simples ou complexos.
Imunidade, quando um metal se encontra nas
correspondentes à sua estabilidade termodinâmica
Passividade, é o estado em que o metal não sofre praticamente
corrosão, por se encontrar recoberto por um filme (no entanto não
se encontra no estado de imunidade).
João Salvador – IST 2006
condições
A sua tensão é sempre mais nobre do que a do metal imune.
Um metal passivo pode ainda dissolver-se, se bem que muito
lentamente (corrosão passiva), tudo dependendo das características
condutoras das películas passivas.
30
Diagramas de Equilíbrio E-pH (Pourbaix)
Ferro
João Salvador – IST 2006
31
Determinação de Velocidades de Corrosão
Velocidades de Corrosão
Perda de massa ∆m ⇒ mdd (mg.dm-2.dia-1)
Diminuição da espessura do material ∆e ⇒ mm/ano
Tem-se:
João Salvador – IST 2006
∆e ∆m A.∆t
=
∆t densidade
32
Determinação de Velocidades de Corrosão
Ensaios de Exposição Natural
Ensaios Acelerados
Ensaios Electroquímicos
João Salvador – IST 2006
33
Determinação de Velocidades de Corrosão
Ensaios de Exposição Natural
Morosos
Fornecem valores médios
Inconclusivos se houver
formação de produtos sólidos
João Salvador – IST 2006
34
Determinação de Velocidades de Corrosão
Ensaios Acelerados
Maior rapidez
Modificação dos mecanismos
João Salvador – IST 2006
35
Determinação de Velocidades de Corrosão
Ensaios Electroquímicos
Equação de Faraday
∆m = Icorr
M ∆t
nF
Icorr <> A (Ampere) ≡ C.s-1
F (cte de Faraday) = 96500 C mole-1
(carga de uma mole de electrões)
M.A.∆t
∆m = i corr
nF
r = ∆m
∆t .A
= i corr
M
nF
mdd <> mg dia-1 dm-2
r'= r
ρ
= ∆m
∆t A ρ
mm ano-1
Medidas rápidas
Dificuldades em reproduzir condições
João Salvador – IST 2006
36
Tipos de Corrosão
Corrosão Uniforme
também chamada
generalizada
corrosão
traduz-se
num
ataque
uniforme ao metal, que pode
perder o seu brilho e tornar-se
rugoso
pode ser explicada pela teoria
dos potenciais mistos
João Salvador – IST 2006
38
Corrosão por Picadas
é uma forma
localizada
de
corrosão
origina picadas com uma área
pequena e que podem atingir
uma profundidade considerável
a corrosão por picadas verifica-se
em metais passivos, na presença
certos iões agressivos (principalmente os cloretos)
entre os metais mais expostos,
situam-se os aços inoxidáveis, o
alumínio (e suas ligas) e o ferro
João Salvador – IST 2006
39
Corrosão por Picadas
a corrosão por picadas verifica-se
em metais passivos, na presença
certos iões agressivos
entre os metais mais expostos,
situam-se os aços inoxidáveis, o
alumínio (e suas ligas) e o ferro
os iões agressivos mais frequentes
são os cloretos, mas também
outros halogenetos (e ClO4-, p.ex)
a ocorrência de corrosão por
picadas envolve a existência de
um filme protector e de iões
agressivos
João Salvador – IST 2006
40
Corrosão por Picadas
Medidas Preventivas
Deve escolher-se um material conhecido por não sofrer corrosão por
picadas no meio de serviço.
De entre os aços inoxidáveis, uns são mais resistentes à corrosão por
picadas do que outros:
O aço 316 pode, por vezes, ser usado em água do mar, ao contrário do 304
De uma forma genérica
Resistência às
picadas
Da adição de 2% de Mo ao aço inox 18-8 (Tipo 304) resulta o aço 18-8Mo (Tipo
316), muito mais resistente às picadas
João Salvador – IST 2006
Aço inox 304
Aço inox 316
Hastelloy (Ni/Cr), Nionel (Ni/Cr/Fe),
Aços inox superausteníticos (20Cr-18Ni-6Mo-0.2Ni).
Aços inox superferríticos (30Cr-4Mo)
Titânio
41
Corrosão Intersticial
é também uma forma de corrosão
localizada
ocorre em áreas protegidas (cobertas)
é associada à existência de zonas com
pequenos
volumes
de
solução
estagnada,
cuja
renovação
e
oxigenação é difícil
João Salvador – IST 2006
42
Corrosão Intersticial
semelhanças com a corrosão por
picadas:
diferenças
picadas:
ambas envolvem o estado passivo
em ambos os casos existe um
passo de iniciação e outro de
propagação
João Salvador – IST 2006
face
à
corrosão
por
na corrosão intersticial não é
necessária a presença de aniões
agressivos, embora eles a acelerem
pode ocorrer em vários meios
(cloretos, sulfatos, nitratos,...)
a corrosão intersticial dá-se mais
facilmente do que a corrosão por
picadas ⇒ a activação para a
corrosão intersticial necessita de
um potencial inferior ao Er das
picadas
de um ponto de vista de
engenharia, a corrosão intersticial
de aços inoxidáveis em água do
mar é mais importante do que a
corrosão por picadas
43
Corrosão Intersticial
Medidas Preventivas
Evitar a ocorrência de interstícios nas juntas de materiais:
utilizar soldaduras contínuas em vez de rebites ou parafusos
Tapar os interstícios através de sobreposição de material (solda,...)
Inspeccionar os equipamentos e remover depósitos que possam
criar interstícios
Remover sólidos em suspensão que possam criar esses depósitos
Utilizar revestimentos adequados
Projectar o equipamento de modo a não criar zonas propícias à
acumulação de líquidos estagnados
Proceder a uma correcta selecção de materiais:
Ex: de entre os aços inoxidáveis, os 316 e 316L (contendo Mo)
apresentam uma maior resistência à corrosão intersticial (mas
a ser atacados...)
João Salvador – IST continuam
2006
44
Corrosão Galvânica
Corrosão Galvânica
Quando dois metais diferentes, na presença
de um electrólito, são postos em contacto,
a diferença de potenciais entre eles dá
origem à passagem de uma corrente
eléctrica:
O metal de potencial mais baixo funcionará
como ânodo, corroendo-se
O metal de potencial mais elevado torna-se
cátodo
A corrosão galvânica pode ser reconhecida
pela ocorrência de corrosão nas juntas
entre metais diferentes.
A razão entre área anódica e catódica é
muito importante (ex: nunca usar rebites
de aço em cobre)
João Salvador – IST 2006
45
Corrosão Galvânica
O efeito da corrosão galvânica é maior na
zona de contacto entre os metais
Quanto maior a resistência das soluções, maior
o grau de localização
Como já foi visto, a relação entre áreas é de
grande importância:
S
IA = IC ⇒ i A .S A = iC .S C ⇒ i A = iC C
SA
Situações com SC/SA>>1 são perigosas, pois
concentram a corrosão em áreas reduzidas
Situações com SC/SA<<1 são favoráveis, pois
a corrosão espalha-se por uma área anódica
elevada
Por ex., na utilização de rebites é
fundamental que estes sejam mais nobres
que o material base (ex: nunca usar rebites
de aço em cobre)
João Salvador – IST 2006
46
Corrosão Galvânica
Medidas Preventivas
Usar combinação de metais semelhantes
(em termos de série galvânica)
Evitar relações desfavoráveis entre áreas
catódicas e anódicas ⇒ devem usar-se
cátodos pequenos e ânodos grandes
Se possível, evitar o contacto, colocando
um isolante entre os dois metais
Aplicar revestimentos; conservá-los em
bom estado, sobretudo os que revestem o
ânodo
Evitar rebites e parafusos ⇒ substituir por
soldaduras com soldas nobres
O metal menos nobre deve ser o mais fácil
de substituir (ou ter espessura extra)
Usar protecção
João Salvador
– IST 2006
ambos
os metais
catódica,
protegendo
47
Corrosão Selectiva
Corrosão Selectiva
Consiste na dissolução preferencial de um elemento constituinte de
uma liga
O caso mais comum é a corrosão selectiva do latão (liga de Cu e Zn)
Processos similares podem ocorrer noutras ligas, com remoção
selectiva de alumínio, ferro, cobalto, crómio, etc.
O uso da designação genérica “Corrosão Selectiva” evita a criação
de um novo nome para cada caso (dezincificação, desaluminização,
descobaltização, !!!)
João Salvador – IST 2006
48
Corrosão Selectiva
Corrosão Selectiva do Latão
O latão é uma liga de cor amarela, com aproximadamente 30% de
zinco e 70% de cobre
Na corrosão selectiva do latão, o zinco é corroído preferencialmente,
deixando o material frágil e poroso.
É facilmente detectada pelo aparecimento da coloração vermelha
típica do cobre que contrasta com o amarelo do latão.
Pode dar-se de forma uniforme (generalizada) ou localizada
João Salvador – IST 2006
49
Corrosão Selectiva
Corrosão Selectiva
Uniforme do Latão
É o tipo mais comum em latões
com alto teor em zinco (>35%)
ou em meios ácidos
João Salvador – IST 2006
50
Corrosão Selectiva
Corrosão Selectiva
Localizada do Latão
No inglês plug-type
Predomina em latões com baixo
teor em zinco ou em meios
neutros ou básicos
Na figura ao lado, as zonas
afectadas ficaram mais escuras,
enquanto que o resto do tubo
se mantém em relativo bom
estado
João Salvador – IST 2006
51
Corrosão Selectiva
Medidas Preventivas
Redução da agressividade do meio (ex: remoção do oxigénio)
Protecção catódica (quando é técnica ou economicamente viável)
Utilização de ligas menos susceptíveis:
latão vermelho (~15% Zn)
cuproníqueis (70-90% Cu, 30-10% Ni)
Adição de certos elementos de liga, como arsénio, antimónio ou
fósforo que actuam como inibidores, redepositando-se na liga sob a
forma de um filme (ex: 70Cu-29Zn-1Sn-0.04As – Admiralty arsenical)
João Salvador – IST 2006
52
Corrosão Selectiva
Uso Benéfico da Corrosão Selectiva
O enriquecimento em Cr do filme passivo nos aços inoxidáveis é
benéfico
Também dar-se o enriquecimento em Si nos filmes passivos dos aços
inoxidáveis ⇒ maior resistência à corrosão por picadas
A dissolução selectiva pode ser usada para enriquecer em Ir a
superfície de uma liga Ti-Ir:
Os óxidos de Ir são usados como eléctrodos estimuladores
A presença de Ti é necessária para assegurar a resistência mecânica do
material
Os óxidos de Ti não permitiriam acumular carga suficiente para as
funções de estimulação
João Salvador – IST 2006
53
Corrosão sob Solicitações Mecânicas
Corrosão sob Solicitações Mecânicas
Certas propriedades dos metais e ligas (ductilidade, resistência à
tracção, etc) são praticamente insensíveis ao meio
Paralelamente, certos fenómenos de corrosão (corrosão galvânica,
corrosão por picadas,...) são insensíveis às solicitações mecânicas
Por exemplo, é possível especificar a resistência à tracção sem
referência ao meio de trabalho
Por exemplo, é possível especificar a velocidade de corrosão de um aço
sem referência às tensões aplicadas a esse metal
Há, no entanto, outros casos em que a existe uma forte interacção
entre o meio corrosivo, a tensão e os seus efeitos em termos de
ataque por corrosão ⇒ fala-se, então, de corrosão sob
solicitações mecânicas (no inglês environmentaly induced
cracking)
João Salvador – IST 2006
54
Corrosão sob Solicitações Mecânicas
Corrosão sob Solicitações Mecânicas
Corrosão sob tensão
Corrosão sob fadiga
Corrosão com fricção
Corrosão-Erosão
Corrosão-Cavitação
Fragilização pelo hidrogénio
João Salvador – IST 2006
55
Corrosão Biológica
Corrosão Biológica
Consiste na deterioração de um metal por processos de corrosão que
resultam, directa ou indirectamente, da actividade de organismos vivos.
Estes organismos podem ser microorganismos (como bactérias) ou
macroorganismos (como algas ou fungos)
Os organismos vivos podem viver numa grande variedade de meios (pH de
0 a 11, temperaturas de 5°C a 70°C, pressões até 100 MPa ⇒ a corrosão
biológica pode verificar-se em inúmeras situações
São as reacções químicas que intervêm no metabolismo dos organismos que
podem afectar os processos de corrosão:
Afectando directamente as reacções anódicas ou catódicas
Alterando os filmes protectores
Criando condições (meios) de alta corrosividade
Produzindo depósitos
A corrosão biológica não é, em si, um tipo de corrosão, mas o que a
caracteriza é a intervenção de organismos vivos
João Salvador – IST 2006
56
Corrosão dos Polímeros
Corrosão dos Polímeros
Os polímeros não se corroem como os metais:
Contudo, na definição mais abrangente de “Corrosão = degradação
por acção do meio”, pode incluir-se a degradação dos polímeros.
Os plásticos podem ser sujeitos a corrosão sob tensão:
São degradados por inchamento, perda das propriedades mecânicas,
amaciamento, endurecimento, descoloração,...
O agente químico ou a tensão não poderiam, separadamente, causar a
degradação do polímero, mas conseguem-no se conjugados;
Exemplos deste ataque são o poliestireno, o perspex (polimetacrilato de
metilo) ou o polietileno, em meios como os ácidos oxidantes, solventes
orgânicos, etc.
Os elastómeros podem perder as suas propriedades por acção do
meio, como é o caso da fragilização da borracha devido ao ozono.
João Salvador – IST 2006
57
Corrosão dos Polímeros
Corrosão dos Polímeros (cont.)
Um caso particular e muito importante de degradação de polímeros é a
degradação por ultravioleta:
ultravioleta
A radiação ultravioleta representa 4% da radiação natural do Sol;
A energia da luz ultravioleta é suficiente para quebrar alguns dos principais tipos
de ligações presentes nos polímeros (C-N, C-C, C-O, N-H e C-H);
Embora apenas um pequeno número de ligações sejam quebradas e numa
profundidade reduzida (0.5 mm), os seus efeitos fazem-se sentir nas
propriedades mecânicas, físicas e químicas do polímero.
Pode evitar-se este tipo de corrosão:
Através da utilização de revestimentos poliméricos (vida limitada);
Adição ao polímero de antioxidantes (consomem o O2 que intervém na reacção
de degradação);
Adição de absorventes de ultravioletas: como o nome indica, absorvem radiação
ultravioleta e libertam-na (através de fluorescência ou fosforescência) sob a
forma de radiação de menor energia (visível ou infravermelhos), insuficiente para
a quebra das ligações químicas.
João Salvador – IST 2006
58
Prevenção da Corrosão
Prevenção da Corrosão
João Salvador – IST 2006
Selecção de Materiais
Design de Materiais
Modificação do Meio Corrosivo
Modificação do Potencial do Sistema
Protecção por Revestimentos
60
Selecção de Materiais
Selecção de Materiais
Metais e Ligas
João Salvador – IST 2006
Uso de bases de dados para obter a combinação
adequada metal/meio
Materiais não-metálicos
borrachas (naturais ou sintéticas)
plásticos
cerâmicos
carbono e grafite
madeira
61
Selecção de Materiais
CONSULTA A BASES DE DADOS
P.Roberge,
Handbook of Corrosion Engineering
João Salvador – IST 2006
62
Design de Materiais
Design (projecto) de Materiais
evitar acumulação de líquidos
evitar formação de interstícios
evitar a formação de pares galvânicos
evitar tensões mecânicas elevadas
João Salvador – IST 2006
evitar
tubagens
(corrosão-erosão)
com
curvas
apertadas
prever a necessidade de manutenção (pintura,
limpeza) /reparação / substituição
sobredimensionar
as
espessuras,
para
compensar a redução futura, devida à corrosão
63
Design de Materiais
João Salvador – IST 2006
64
Design de Materiais
João Salvador – IST 2006
65
Modificação do Meio Corrosivo
Modificação do Meio Corrosivo
João Salvador – IST 2006
diminuição da temperatura (excepções)
diminuição da velocidade dos fluidos corrosivos
(excepções)
alteração da concentração dos agentes corrosivos
remoção do oxigénio ou oxidantes
uso de inibidores de corrosão
66
Modificação do Potencial do Sistema
Protecção Catódica
João Salvador – IST 2006
67
Protecção Catódica - Fundamentos
Exemplo: ferro e zinco isolados (em solução de HCl)
Dissolução
do zinco
João Salvador – IST 2006
Zn
Libertação de
hidrogénio
Fe
Libertação de
hidrogénio
Dissolução
do ferro
68
Protecção Catódica - Fundamentos
Exemplo: ferro e zinco em contacto
(em solução de HCl)
H+
Zn2+
Dissolução
do zinco
Zn
Ânodo
João Salvador – IST 2006
e-
Fe
Libertação de
hidrogénio
Cátodo
69
Protecção Catódica - Tipos
Protecção Catódica - Tipos
João Salvador – IST 2006
Ânodos Sacrificados
Correntes Impostas
70
Protecção Catódica – Sacrificial
Ânodos Sacrificiais
Ânodo de metal menos nobre: Mg, Zn, Al protegem o aço
Ânodo de Magnésio
João Salvador – IST 2006
71
Protecção Catódica – Sacrificial
Ânodos Sacrificiais (cont.)
Protecção catódica por ânodos sacrificiais
de um termoacumulador de uso doméstico
João Salvador – IST 2006
72
Protecção Catódica – Correntes Impostas
Correntes Impostas
Ânodo usualmente inerte (Pt, Pb, C, Ni, Ti, Ti/Pt)
João Salvador – IST 2006
73
Protecção Catódica – Correntes Impostas
João Salvador – IST 2006
74
Protecção Catódica – Correntes Impostas
Rectificador
João Salvador – IST 2006
75
Protecção Conjugada
Protecção Conjugada
João Salvador – IST 2006
76
Modificação do Potencial do Sistema
Protecção Anódica
João Salvador – IST 2006
77
Revestimentos
Preparação de superfícies
desengorduramento:
orgânico
alcalino
vapor
limpeza química - decapagem:
tem como função remover os óxidos
usam-se soluções agressivas, normalmente muito ácidas ou
muito alcalinas
limpeza por acção mecânica - abrasivos:
João Salvador – IST 2006
escovas da aço, lixa, areia (seca ou molhada); granalha de aço
angular (“grit”) ou esférica (“shot”), ...
78
Revestimentos
Revestimentos
Camada superficial com propriedades diferentes das do
metal-base
Classificação:
João Salvador – IST 2006
Inorgânicos, metálicos
Orgânicos
79
Revestimentos Orgânicos
Revestimentos Orgânicos
Consistem numa barreira, constituída por resinas
orgânicas (e outros aditivos) entre o material a proteger
e o meio
Têm a propriedade de formar um filme (película sólida)
contínuo e aderente ao substrato.
O processo mais comum de formação de películas
orgânicas consiste na transformação de monómeros ou
de polímeros lineares em polímeros tridimensionais
João Salvador – IST 2006
80
Revestimentos Orgânicos
Tinta:
Produto pigmentado, normalmente aplicado na forma
líquida sobre uma superfície
Ao secar, forma uma película sólida e insolúvel em água,
aderente e opaca, com características protectoras ou
apenas decorativas
Verniz:
Semelhante à tinta, mas normalmente sem pigmento,
pelo que a sua principal característica é a transparência,
formando películas mais ou menos duras e brilhantes
João Salvador – IST 2006
81
Revestimentos Orgânicos
Protecção por Pintura:
Protecção activa:
efeito inibidor
protecção catódica
etc...
Protecção Passiva:
João Salvador – IST 2006
efeito barreira
82
Revestimentos Orgânicos
Tinta = Pigmento + Carga + Veículo:
Pigmento:
Carga:
Além das propriedades anticorrosivas, confere à tinta a
sua côr e opacidade
Gama variada de pigmentos (inorgânicos ou orgânicos)
substância inorgânica cujo objectivo é conferir à tinta
determinadas propriedades; por exemplo, pode usar-se
para dar “corpo” à tinta
Veículo: solução coloidal de ligante no solvente:
Veículo fixo ⇒ ligante, assegura a consistência
Veículo
Veículo volátil ⇒ solubiliza o veículo fixo e
assegura a viscosidade necessária à aplicação
João Salvador – IST 2006
solvente (que solubiliza)
diluente (que confere a viscosidade óptima)
83
Revestimentos Orgânicos
Veículos fixos
Podem ser oleosos,
oleoresinosos,
alquídicos,
vinílicos,
epoxídicos, resinas de
poliuretano, etc
Veículos voláteis:
Normalmente
hidrocarbonetos
(terpenos,
éteres,
alcoois, etc)
João Salvador – IST 2006
84
Revestimentos Orgânicos
Aditivos
adicionam-se para conferir à tinta certas propriedades:
João Salvador – IST 2006
secantes (catalisadores)
agentes de suspensão
agentes anti-pele
agentes bactericidas
outros
85
Revestimentos Orgânicos
Secagem de uma tinta:
por evaporação do solvente, ficando uma película de
material sólido
por conversão de constituintes do veículo ao estado sólido,
através de reacções químicas envolvendo normalmente
oxidações por acção do ar (uso de secantes, Co, Mn)
por reacções de polimerização, policondensação ou outras,
entre os diferentes componentes do veículo (agente de
cura ou estufagem)
João Salvador – IST 2006
86
Revestimentos Orgânicos
Sistema de Pintura:
Primário + Subcapa(s) + Acabamento
Primário:
é a tinta que está em contacto com o metal
acção protectora
Subcapa(s):
acção niveladora da superfície (carga elevada)
estabelece a ligação entre primário e acabamento
Acabamento:
João Salvador – IST 2006
vai dar o aspecto final
funciona como barreira
protege o primário
pode ainda ter propriedades anti-vegetativas
87
Revestimentos Orgânicos
Primário:
Pode actuar por várias formas:
protecção catódica, contendo elevadas percentagens de
pigmentos com acção sacrificial (ex: pó de zinco)
inibição anódica, contendo pigmentos como os cromatos
ou o fosfato de zinco
efeito
barreira,
contendo
(plaquetas) de grafite ou mica
pigmentos
lamelares
Acabamento
a sua selecção e aplicação adequada são fundamentais
não podem ser apenas vistos como conferindo boa aparência
João Salvador – IST 2006
88
Revestimentos Orgânicos
Outras tintas:
tinta pré-primário (wash-primer)
tb conhecidas por condicionadores
aplicam-se directamente no metal
aumentam a aderência do primário ao substrato
constituídas por um pigmento inibidor e ác. fosfórico
não resistem aos meios corrosivos
primários de espera (shop-primer):
João Salvador – IST 2006
têm como função conferir uma protecção temporária,
enquanto não se procede à aplicação do primário
89
Revestimentos Metálicos
Revestimentos Metálicos - Classificação:
Quanto ao método de aplicação
electrodeposição
projecção
folheação
imersão
difusão
via química
técnicas de vácuo (deposição de vapor, implantação iónica,...)
Quanto ao seu efeito protector
João Salvador – IST 2006
apenas efeito barreira (revestimentos mais nobres que o metal)
efeito barreira associado a protecção catódica (revestimentos
menos nobres que o metal)
90
Revestimentos Metálicos
Electrodeposição:
Revestimento muito fino e livre de poros
Utiliza uma célula electrolítica
solução contendo os iões do metal a depositar
ânodos inertes ou do metal a depositar
Variáveis:
Temperatura, densidade de corrente, tempo, composição da solução,
etc
Exemplos:
Revestimentos de ouro, prata, cobre, estanho, cádmio (!!!), zinco, ...
Niquelagem dos aços
Aços cromados:
João Salvador – IST 2006
cobreagem (aderência)
niquelagem (protecção)
cromagem (protecção + efeito decorativo)
91
Revestimentos Metálicos
Projecção (metalização):
Utiliza uma pistola com 3 zonas:
fusão do metal (fio ou pó)
projecção
Materiais usados
alimentação
de
combustível
(acetileno) e ar comprimido
zinco, alumínio, ligas zinco-alumínio
Revestimentos porosos
podem ser posteriormente pintados
Preparação de superfícies
Aplicação in-situ (pontes e outras super-estruturas...)
João Salvador – IST 2006
92
Revestimentos Metálicos
Folheação (cladding):
Aplicação de uma folha fina de material a proteger
Permite
combinar
as
propriedades
estruturais
do
material-base com a resistência à corrosão do material de
revestimento
Produzido por laminagem (rolling) simultâneo do material a
proteger e da(s) película(s) protectora(s)
Utiliza-se frequentemente a laminagem a quente
Exemplo:
João Salvador – IST 2006
ligas de alumínio (duralumínios) ⇒ ALCLAD
93
Revestimentos Metálicos
Imersão (hot dipping):
é o mais antigo método de revestimento e um dos mais
usados
o seu exemplo mais comum é a galvanização:
imersão de aço em banho de Zn fundido (445-460°C)
difusão superficial no material a proteger, com formação de
várias camadas de liga bimetálica Fe-Zn e uma camada exterior
de zinco
revestimentos espessos (não se
conseguem revestimentos finos) e
não uniformes (75-100µm)
não há limitações de geometria
pode ser pintado (após fosfatação
ou depois de um período de
“envelhecimento” do galvanizado)
João Salvador – IST 2006
94
Revestimentos Metálicos
Difusão:
envolve um tratamento térmico que leva à difusão de um
metal (normalmente em pó) no outro (metal-base)
o processo mais conhecido é o da “Sherardização”:
difusão de zinco em pó sobre peças
de aço ou ferro
utilizado em peças de pequenas
dimensões (porcas, parafusos)
utiliza um tambor rotativo
temperaturas de 350-400°C
João Salvador – IST 2006
revestimentos
semelhantes
obtidos por galvanização
aos
95
Revestimentos Metálicos
Via química (deposição electroless):
difere da electrolítica por não necessitar de corrente
eléctrica
metais depositados: Ni, Co, Cu, Pd, Au, ...
deposição de níquel (niquelagem química):
(1) H2PO 2− + H2O → H+ + HPO32− + 2 Hcatalizador
hipofosfito
(2) Ni2+ + 2 Hcatalizador → Ni + 2H+
ortofosfito
(3) H2PO 2− + Hcatalizador → H2O + OH- + P
(4) HPO 32− + Ni2+ → NiHPO3
η ≈ 38%
João Salvador – IST 2006
96
Revestimentos Metálicos
Técnicas de (alto) vácuo:
preço elevado ⇒ utilizam-se para “peças críticas” (indústria da
defesa, implantes metálicos)
câmara de vácuo ⇒ materiais de pequenas dimensões
⇒ os produtores de equipamento afirmam estar
em condições de produzir equipamento para
uso em linhas de produção
deposição de vapor:
vapor
do
metal
produzido
por
aquecimento/vaporização ou sputtering
deposição por efeito de um campo eléctrico
aplicado
implantação iónica
João Salvador – IST 2006
iões provenientes de um acelerador de
partículas chocam com o metal, penetrando nas
suas camadas superficiais
a zona afectada pelo processo apresenta
composição e propriedades distintas do resto
do material
97
Revestimentos Inorgânicos (Não-Metálicos)
Tratamentos de Conversão:
Formação de películas sobre superfícies metálicas, por
reacção das suas camadas externas com aniões adequados.
Processos mais comuns:
Cromatação ⇒ óxidos e hidróxidos de crómio, cromatos
Fosfatação ⇒ fosfatos
Objectivos:
João Salvador – IST 2006
aumentar a resistência à corrosão do metal ou revestimento
metálico
aumentar a aderência de tintas ou outros revestimentos
orgânicos
efeitos decorativos
98
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
O alumínio, quando exposto ao ar, forma espontaneamente
uma película de óxidos (10-15 nm)
Através da polarização anódica do alumínio,
pode
promover-se a formação de películas mais espessas de óxido
de alumínio
Podem obter-se óxidos espessos (dezenas de µm)
Electrólitos mais comuns:
Ácido sulfúrico (15%-20%)
João Salvador – IST 2006
não utilizável em objectos com cavidades ou sujeitos a
fadiga mecânica
Ácido Crómico (5%)
não apresenta os problemas da anodização sulfúrica
reagentes tóxicos e cancerígenos
Ácido oxálico (3%) ⇐ Alumite (Japão)
99
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
Camada
de
alumina
João Salvador – IST 2006
Alumínio
Cátodo
Ânodo
I
Electrólito
100
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
200 nm
Filme de óxido destacado
(100 000 X)
João Salvador – IST 2006
100 nm
Secção transversal
(200 000 X)
101
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
coloração:
após a anodização, a camada porosa é adequada a receber
coloração
usam-se geralmente corantes orgânicos
pode também obter-se coloração durante o processo de
anodização
colmatagem:
João Salvador – IST 2006
tem como função fechar os poros do anodizado
acima dos 80°C, a alumina monohidratada (Al2O3.H2O) dá
origem à bohmite (Al2O3.3H2O) ⇒ o aumento de volume daí
resultante leva à colmatagem dos poros
a colmatagem pode efectuar-se por imersão em água fervente,
usando vapor ou ainda em soluções ferventes com inibidores.
102
Material de Apoio
http://gecea.ist.utl.pt
⇒ Ensino
⇒ Mestrado em RCPC
Username: Alunos
Password: mestrado