0
UNIVERSIDADE DE RIBEIRÃO PRETO – UNAERP
CENTRO DE CIÊNCIAS EXATAS, NATURAIS E TECNOLOGIAS
PROGRAMA DE PÓS-GRADUAÇÃO EM TECNOLOGIA AMBIENTAL
NÉLIA ALVES DE PAULA
AVALIAÇÃO DA UTILIZAÇÃO DE VINHAÇA COMO LÍQUIDO EM
LAVADORES DE GASES
RIBEIRÃO PRETO
2010
1
UNIVERSIDADE DE RIBEIRÃO PRETO – UNAERP
CENTRO DE CIÊNCIAS EXATAS, NATURAIS E TECNOLOGIAS
PROGRAMA DE PÓS-GRADUAÇÃO EM TECNOLOGIA AMBIENTAL
NÉLIA ALVES DE PAULA
AVALIAÇÃO DA UTILIZAÇÃO DE VINHAÇA COMO
LÍQUIDO EM LAVADORES DE GASES
Dissertação apresentada ao Programa de PósGraduação para obtenção do Título de Mestre em
Tecnologia Ambiental da Universidade de Ribeirão
Preto.
Orientador: Prof. Dr. Murilo D. de Mello
Innocentini
RIBEIRÃO PRETO
2010
2
Ficha catalográfica preparada pelo Centro de Processamento Técnico da
Biblioteca Central da UNAERP
- Universidade de Ribeirão Preto -
P324a
Paula, Nélia Alves de, 1985 Avaliação da utilização de vinhaça como líquido e lavadores
de gases / Nélia Alves de Paula. - - Ribeirão Preto, 2011.
126 f.: il. color.
Orientador: Prof. Dr. Murilo Daniel de Mello Innocentini.
Dissertação (mestrado) - Universidade de Ribeirão
Preto,
UNAERP, Tecnologia ambiental. Ribeirão Preto, 2011.
1. Tecnologia ambiental. 2. Etanol. 3. Vinhaça. 4.
3
NÉLIA ALVES DE PAULA
AVALIAÇÃO DA UTILIZAÇÃO DE VINHAÇA COMO LÍQUIDO EM LAVADORES
DE GASES
Dissertação apresentada ao Programa de
Pós-Graduação para obtenção do Título de
Mestre em Tecnologia Ambiental da
Universidade de Ribeirão Preto.
Área de concentração: Tecnologia Ambiental
Data da defesa: 27/09/2010
Resultado:
Banca Examinadora
___________________________________________________
Prof. Dr. José Antonio Silveira Gonçalves
Universidade Federal de São Carlos
___________________________________________________
Prof. Dr. Murilo Daniel de Mello Innocentini
Universidade de Ribeirão Preto
___________________________________________________
Profa. Dra. Maristela Silva Martinez
Universidade de Ribeirão Preto
4
AGRADECIMENTOS
Agradeço a todos que colaboraram direta ou indiretamente para a realização deste
trabalho. Em especial aos amigos da Usina São Martinho, que abriram as portas para que eu
pudesse coletar o material necessário para os experimentos e sempre estiveram dispostos a me
ajudar.
Aos meus colegas de trabalho da Empral e Sucrana, por acreditarem na minha
capacidade e por me ajudarem a cumprir esta meta.
Em destaque gostaria de agradecer aos meus pais pelo suporte financeiro e emocional,
ao meu irmão pelo companheirismo e paciência e aos demais familiares que sempre torceram
pela minha vitória.
Aos professores, estagiários e funcionários da UNAERP. O meu muito obrigado ao
meu orientador Murilo, pela paciência e por todo o conhecimento compartilhado ao longo do
trabalho. Às professoras Luciana, Maristela e Márcia que sempre acreditaram no meu
potencial. À Norma e a Dona Ivone, que me acompanham desde os tempos de graduação e
compartilharam comigo bons e maus momentos no Bloco D. Ao José Guilherme, que me
auxiliou em alguns ensaios e sempre esteve disposto a me ajudar. À professora Cristina e aos
seus estagiários que disponibilizaram os recursos do Laboratório de Recursos Hídricos para a
realização das análises e pacientemente me auxiliaram.
Aos meus amigos que sempre estiveram ao meu lado dando força para que eu seguisse
em frente e enfrentasse cada desafio com perseverança e motivação.
A todas as pessoas que passaram por minha vida neste momento e que colaboraram
para que pudesse conseguir buscar os meus sonhos.
5
RESUMO
A crescente demanda por biocombustíveis acelerou a produção de etanol no Brasil, que
resulta em um aumento na produção de vinhaça, resíduo altamente poluente e corrosivo
proveniente da destilação. A proposta deste trabalho é utilizar a vinhaça como líquido em
lavadores de gases, pois este equipamento de controle de poluição atmosférica requer uma
grande quantidade de água que pode ser suprida pela vinhaça. O efluente gerado pode ser
utilizado diretamente como fertilizante ou tratado para remoção da fuligem coletada, sendo a
água reutilizada no processo para usos menos nobres e a fuligem destinada a lavoura de cana.
Foi feito um balanço de massa para uma destilaria utilizando a vinhaça como líquido no
lavador de gases, projetou-se um lavador de gases após várias simulações dos principais
parâmetros de projeto, realizou-se ensaios de evaporação de vinhaça in natura e tratada físicoquimicamente com Ca(OH)2 para verificar a possível emissão de material volátel e realizou-se
ensaios de sedimentação utilizando o hidróxido de cálcio para projetar sedimentadores para o
tratamento da vinhaça. Concluiu-se que para o volume de gases calculado a vazão de vinhaça
gerada não foi suficiente, sendo necessária a recirculação de parte dela. Houve um arraste de
DQO com a evaporação de vinhaça, que gerou a necessidade de um tratamento prévio antes
da entrada deste líquido no lavador de gases ou a utilização de um condensador para coleta
dos vapores emitidos. Somente o projeto de lavador de gases para uma altura de 7 m e razão
líquido-gás de 0,001 m³/m³ excedeu os limites de emissões de material particulado exigido
pela legislação brasileira. O projeto de lavador de gases recomendado foi de altura de 15 m e
razão líquido-gás de 0,001 m³/m³ devido à menor utilização recirculação de vinhaça. Os
sedimentadores projetados através do Método de Roberts apresentaram diâmetros grandes se
comparados aos usualmentes encontrados no setor, exceto para concentração de 0,5% de
Ca(OH)2. Foi considerada a taxa de evaporação de 4% da vazão de circulação do lavador que
representou uma evaporação de vinhaça na faixa de 38 m³/h a 115 m³/h de acordo com a razão
líquido-gás utilizada, significando uma redução nos gastos de água de R$ 45.250,00 até R$
138.700,00 por ano.
Palavras-chave: etanol, vinhaça, lavador de gases, sedimentação, economia de água
6
ABSTRACT
Growing demand for biofuels has accelerated the production of ethanol in Brazil, which
results in an increased production of vinasse, a corrosive and highly polluting waste from the
distillation. The purpose of this work is to use vinasse as liquid in wet scrubbers because this
equipment to control air pollution requires a large amount of water that can be supplied by
vinasse. The effluent can be used directly as fertilizer or treated to remove the soot collected,
the water can be reused in the process for uses less noble and soot can be applied in sugarcane
fields. It was made a mass balance for a distillery using vinasse as liquid in the wet scrubber,
designed a wet scrubber after several simulations of the main design parameters, it was made
tests of evaporation of vinasse in natura and physico-chemically treated with Ca(OH)2 to
check possible emission of volatile organic compounds and it was made sedimentation using
calcium hydroxide to project clarifier for vinasse treatment. It was concluded that for the
calculated volume of gases, vinasse flow was not enough, it was necessary to recirculate part
of it. There was a carying of COD with the evaporation of vinasse, creating the need of a
pretreatment before the entry of the liquid in the wet scrubber or the utilization of a condenser
for collecting emited vapours. Only the wet scrubber project for 7 m hight and liquid-gas
ration of 0,001 m³/m³ exceeded the limits of particulated material emission required by
Brazilian regulamentation. The recommended wet scrubber desing was diameter of 11,92 m,
15 m hight and liquid-gas ration of 0,001 m³/m³ due to lower requeriment of vinasse
recirculation. Clarifiers projected by Roberts Methods presented high diameters if they were
compared with usual ones instailled, except for the one projected for a concentration of 0,5%
de Ca(OH)2. It was considered an evaporation rate of 4% of circulation liquid in wet scrubber
that represented vinasse evaporation flow of 38 m³/h up to 115 m³/h, accoding to used liquidgas ration, it meant a water costs reduction of R$ 45.250,00 up to R$ 138.700,00 per year.
Key-words: ethanol, vinasse, wet scrubber, clarification, water economy
7
LISTA DE FIGURAS
Figura 1 Figura 2 Figura 3 Figura 4 Figura 5 Figura 6 Figura 7 Figura 8 Figura 9 Figura 10 Figura 11 Figura 12 Figura 13 Figura 14 Figura 15 Figura 16 Figura 17 Figura 18 Figura 19 Figura 20 Figura 21 Figura 22 Figura 23 Figura 24 Figura 25 Figura 26 Figura 27 Figura 28 Figura 29 Figura 30 Figura 31 -
Produção brasileira de etanol segundo dados publicados pela ÚNICA
em 2009......................................................................................................
Produção brasileira de etanol por região brasileira segundo dados
publicados pela ÚNICA em 2009...............................................................
Matriz de combustíveis veiculares no ano base 2006.................................
Matriz energética brasileira no ano base 2006...........................................
Fluxograma simplificado da produção de álcool a partir da cana-deaçúcar..........................................................................................................
Esquema de utilização de água (circuitos abertos) em uma usina
sucroalcooleira............................................................................................
Distribuição média dos usos pontuais de água na indústria
sucroenergética, situação atual...................................................................
Custo da água por região do Brasil no ano de 1999...................................
Representação simplificada da geração de resíduos provenientes da
produção de etanol.....................................................................................
Esquema simplificado de um aparelho de destilação destacando a
vinhaça........................................................................................................
Classificação dos diversos tipos de materiais em suspensão e seu
diâmetro......................................................................................................
Esquema representativo do potencial zeta..................................................
Potencial zeta da vinhaça............................................................................
Representação do gráfico do potencial zeta com as zonas estáveis e
instáveis......................................................................................................
Processo de coagulação e floculação..........................................................
Caldeira de biomassa e lavador de gases....................................................
Distribuição granulométrica discreta da fuligem originada da queima do
bagaço.........................................................................................................
Distribuição granulométrica do material particulado proveniente da
queima do bagaço de cana-de-açúcar.........................................................
Mecanismo de coleta de partículas em um lavador de gases.....................
Principais tipos de lavadores de gases........................................................
Caldeiras analisadas pela CETESB e comparadas à resolução do
CONAMA nº 382.......................................................................................
Emissão de material particulado de 34 caldeiras com potência superior a
75 MW........................................................................................................
Curva de sedimentação...............................................................................
Representação do balanço de massa no sedimentador...............................
Curva de decantação típica do método de Kynch.......................................
Gráficos típicos do método de Roberts.......................................................
Esquema simplificado da alternativa de uso de vinhaça in natura no
lavador de gases..........................................................................................
Sistema de rotaevaporação utilizado nos ensaios.......................................
Fluxograma do processo com resultados do balanço de massa..................
Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,001 m³/m³............
Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,002 m³/m³............
18
18
19
20
21
23
26
29
30
31
35
36
37
37
46
50
53
55
57
58
62
63
65
66
66
67
68
89
102
104
104
8
Figura 32 - Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,003 m³/m³............
Figura 33 - Concentração de saída de fuligem de cada simulação realizada no
estudo..........................................................................................................
Figura 34 - Variação do diâmetro em função da velocidade do gás de combustão......
Figura 35 - Variação de DQO na água condensada evaporada da vinhaça bruta e
tratada físico-quimicamente para cada alíquota retirada............................
Figura 36 - Variação de pH da água condensada da vinhaça evaporada......................
Figura 37 - Sedimentação com concentração de 0,5% de Ca(OH)2..............................
Figura 38 - Sedimentação com concentração de 1,0% de Ca(OH)2..............................
Figura 39 - Sedimentação com concentração de 1,5% de Ca(OH)2..............................
Figura 40 - Sedimentação com concentração de 2,0% de Ca(OH)2..............................
Figura 41 - Vista em corta de uma caixa de sedimentação de água de lavagem de
fuligem........................................................................................................
Figura 42 - Foto de uma caixa de sedimentação de água de lavagem de fuligem........
Figura 43 - Foto de um sistema de tratamento de água de fuligem composto por
peneira rotativa, sedimentador e filtro prensa............................................
Figura 44 - Esquema simplificado de um cush-cush para tratamento de água de
fuligem........................................................................................................
105
106
107
109
110
111
111
112
112
115
116
116
117
9
LISTA DE TABELAS
Tabela 1 Tabela 2 Tabela 3 Tabela 4 Tabela 5 Tabela 6 Tabela 7 Tabela 8 Tabela 9 Tabela 10 Tabela 11 Tabela 12 Tabela 13 Tabela 14 Tabela 15 Tabela 16 Tabela 17 Tabela 18 Tabela 19 Tabela 20 Tabela 21 Tabela 22 Tabela 23 Tabela 24 Tabela 25 Tabela 26 Tabela 27 Tabela 28 Tabela 29 Tabela 30 Tabela 31 Tabela 32 Tabela 33 -
Fatores de conversão de ART em etanol....................................................
Usos médios de água nos diversos setores do processo de produção de
açúcar e álcool no ano de 1995 e atual.......................................................
Caracterização físico-química da vinhaça..................................................
Propriedades da vinhaça em base seca.......................................................
Taxa de produção de vinhaça pura (sem flegmaça)...................................
Formas de utilização da vinhaça concentrada............................................
Coagulantes e floculantes usuais................................................................
Reduções alcançadas com 2,5% de Ca(OH)2.............................................
Ar e gases de combustão para queima estequiométrica do bagaço de
cana.............................................................................................................
Distribuição granulométrica acumulada da fuligem proveniente da
queima do bagaço.......................................................................................
Distribuição granulométrica do material particulado proveniente da
queima do bagaço de cana-de-açúcar.........................................................
Composição elementar do bagaço em base seca........................................
Mecanismos de coleta de partículas em um lavador..................................
Modelo de lavador de gases e parâmetros de operação.............................
Recomendações para projeto de lavadores do tipo torre de aspersão........
Limites de emissão para poluentes atmosféricos.......................................
Resultados do balanço de massa realizado para produção de vinhaça e
etanol..........................................................................................................
Resultados do balanço de massa realizado para geração de vapor.............
Resultado do balanço de massa realizado para o lavador de gases............
Fração mássica e vazão mássica de cada componente presente no ar de
combustão...................................................................................................
Composição mássica do bagaço em base úmida........................................
Vazão mássica de cada componente do bagaço.........................................
Vazões mássicas dos componentes dos gases de combustão.....................
Frações mássicas dos componentes dos gases de combustão....................
Resultados do balanço de massa para a corrente gasosa no lavador de
gases...........................................................................................................
Vazão de vinhaça evaporada e economia de água de reposição................
Parâmetros utilizados para os cálculos do projeto do lavador de gases
tipo torre de aspersão..................................................................................
Descrição das simulações efetuadas...........................................................
Descrição das amostras de água evaporada para análises de DQO e
pH...............................................................................................................
Descrição das amostras de água evaporada de vinhaça tratada com
hidróxido de cálcio.....................................................................................
Resultado do dimensionamento dos sedimentadores.................................
Operação das caixas de sedimentação para água de lavagem de
fuligem.......................................................................................................
Parâmetros e resultados para o dimensionamento das caixas de
sedimentação..............................................................................................
22
26
33
34
35
41
45
47
51
53
54
56
57
59
60
61
95
96
97
98
98
99
99
100
100
101
102
103
108
109
113
114
115
10
LISTA DE ABREVIATURAS E SIGLAS
ALCOPAR
ART
CETESB
CTC
DBO
DQO
EMBRAPA
ETE
IBGE
INPM
IPT
MME
MP
PAC
PASP
PCTS
PEAD
SBR
UASB
UDOP
UNICA
CONAMA
- Associação de Produtores de Álcool e Açúcar do Estado do Paraná
- Açúcares Redutores Totais
- Companhia Ambiental do Estado de São Paulo
- Centro de Tecnologia Canavieira
- Demanda Bioquímica de Oxigênio
- Demanda Química de Oxigênio
- Empresa Brasileira de Agricultura e Pecuária
- Estação de Tratamento de Efluentes
- Instituto Brasileiro de Geografia e Estatística
- Instituto Nacional de Pesos e Medidas
- Instituto de Pesquisas Tecnológicas
- Ministério de Minas e Energia
- Material Particulado
- Policloreto de alumínio
- Ácido poliaspártico
- Pagamento de Cana por Tonelada de Sacarose
- Polietileno de Alta Densidade
- Reator batelada de lodo ativado
- Reator anaeróbico de fluxo descendente
- União dos produtores de bioenergia
- União da Indústria de Cana-de-açúcar
- Conselho Nacional do Meio Ambiente
11
LISTA DE SÍMBOLOS
AR
Ca
Cc
Ce
Ce
Ceb
Cev
Cfv
Co
Dgota
DL
dp
dpi
Evap
Fc
g
Gai
Gao
Ggi
Ggo
Gi
Go
H
HAi
HAo
Kpi
MMC
MMCO2
MMg
MMH2
MMH2O
MMN2
MMO2
MMS
MMSO2
P
P1
P2
PCI
Po
Pol
Polb
Q1
Q2
Qa
Qar
Qe
Qet
Açúcares redutores
Concentração de partículas na suspensão
Concentração da suspensão na zona limite
Concentração de fuligem na CNTP
Concentração de partículas na suspensão espessada
Consumo específico de bagaço na caldeira
Consumo específico de vapor
Concentração de fuligem na vinhaça
Concentração da suspensão no instante inicial
Diâmetro da gota gerada no bico atomizador
Diâmetro do lavador cilíndrico
Diâmetro médio da partícula
Diâmetro da partícula i
Vazão mássica de água evaporada no lavador de gases
Teor de fibra na cana
Aceleração da gravidade
Vazão mássica de umidade na entrada do lavador de gases
Vazão mássica de umidade na saída do lavador de gases
Vazão mássica de gás seco na entrada do lavador de gases
Vazão mássica de gás seco na saída do lavador de gases
Vazão mássica de gás úmido na entrada do lavador de gases
Vazão mássica de gás úmido na saída do lavador de gases
Altura do lavador
Umidade absoluta do ar na entrada do lavador de gases
Umidade absoluta do ar na saída do lavador de gases
Parâmetro de impactação
Massa molar de carbono
Massa molar de gás carbônico
Massa molar do componete i do bagaço presente no gás de combustão
Massa molar de hidrogênio
Massa molar água
Massa molar de nitrogênio
Massa molar de oxigênio
Massa molar de enxofre
Massa molar dióxido de enxofre
Pressão atmosférica
Pressão do ar/gás na CNTP
Pressão do ar/gás na condição real
Poder calorífico inferior do bagaço
Potência da caldeira instalada
Polarização (sacarose aparente)
Quantidade de pol presente no bagaço
Vazão do ar/gás na CNTP
Vazão do ar/gás na condição real
Vazão volumétrica da suspensão na alimentação
Vazão volumétrica de ar de combustão
Vazão volumétrica de suspensão espessada
Vazão volumétrica de etanol
12
Qg
Qv
R
Rep
RLG
RVA
Smin
T1
Tg
Tv
u
Ub
uc
vg
vt
Wai
War
War
WART
Wb
Wbc
Wbi
Wc
WC
WCO2
We
Wei
Wf
Wg
Wgi
WH2
WH2O
WH2O B
WH2O T
wi
WN2
WO2
WO2CC
WO2e
WO2s
WS
Ws
Wsi
WSO2
WT
Wvp
xai
Xai
Vazão volumétrica de gases de combustão
Vazão volumétrica de vinhaça
Constante universal dos gases
Número de Reynolds da partícula
Razão líquido-gás
Razão vinhaça-álcool
Área mínima do sedimentador
Temperatura do ar/gás na CNTP
Temperatura dos gases de combustão
Temperatura da vinhaça na entrada do lavador de gases
Velocidade de decantação na zona limite
Umidade do bagaço gerado
Velocidade no instante crítico
Velocidade de ascensão do gás no lavador
Velocidade terminal da gota
Vazão mássica do componente i presente no ar
Vazão mássica de ar de combustão
Vazão mássica de ar para combustão
Vazão mássica de ART
Vazão mássica de bagaço gerada na extração de caldo
Vazão mássica de bagaço para alimentar a caldeira
Vazão mássica do componente i do bagaço presente no gás de combustão
Vazão de cana na entrada da moenda
Vazão mássica de carbono
Vazão mássica de gás carbônico
Vazão mássica de partículas na entrada do lavador de gases
Vazão mássica de partículas na entrada com diâmetro dpi
Vazão mássica de fuligem gerada na combustão
Vazão mássica de gases de combustão
Vazão mássica do componente i presente nos gases de combustão
Vazão mássica de hidrogênio
Vazão mássica de água gerada pela reação de combustão
Vazão mássica de água presente no bagaço
Vazão mássica total de água nos gases de combustão
Distribuição granulométrica em massa
Vazão mássica de nitrogênio
Vazão mássica de oxigênio presente no bagaço
Vazão mássica de oxigênio consumido na combustão completa
Vazão mássica de oxigênio estequeométrica
Vazão mássica de oxigênio na saída dos gases de combustão
Vazão mássica de enxofre
Vazão mássica total de partículas na saída do lavador
Vazão mássica de partículas na saída com diâmetro dpi
Vazão mássica de dióxido de enxofre
Vazão mássica total de gases de combustão
Vazão mássica de vapor necessário para processo
Fração mássica do componente i do bagaço presente no gás de combustão
Fração mássica de água presente no gás na entrada do lavador de gases
13
xgi
Xi
Zc
Zic
Zo
ηi
ηi
η i*
θc
ρg
ρp
ρp
ρv
ηglobal
µg
Fração mássica do componente i do bagaço presente no gás de combustão
Fração mássica do componente i presente nos gases de combustão
Distância no instante em que a concentração da suspensão está na zona
Distância no instante crítico
Distância no instante inicial
Eficiência fracionária de coleta no lavador
Eficiência fracionária de coleta do lavador de gases
Eficiência individual de cada gota no lavador
Tempo no instante crítico
Densidade do gás de combustão
Densidade da partícula
Densidade da partícula
Densidade da vinhaça
Eficiência global do lavador de gases
Viscosidade do gás
14
SUMÁRIO
1
INTRODUÇÃO.............................................................................................................
15
2
OBJETIVO....................................................................................................................
16
2.1
OBJETIVOS ESPECÍFICOS.........................................................................................
16
3
REVISÃO BIBLIOGRÁFICA....................................................................................
17
3.1
DESCRIÇÃO DO PROCESSO DE PRODUÇÃO DE ETANOL.................................
20
3.2
NECESSIDADE DE ÁGUA NA INDÚSTRIA DA CANA-DE-AÇÚCAR.................
22
3.3
RESÍDUOS DA PRODUÇÃO DE ETANOL................................................................
30
3.4
CARACTERÍSTICAS DA VINHAÇA..........................................................................
31
3.5
TRATAMENTOS DE VINHAÇA.................................................................................
38
3.6
CARACTERÍSTICAS DO MATERIAL PARTICULADO PROVENIENTE DA
QUEIMA DO BAGAÇO DE CANA-DE-AÇÚCAR....................................................
3.7
TRATAMENTO
DO
MATERIAL
PARTICULADO
PROVENIENTE
49
DA
QUEIMA DE BAGAÇO................................................................................................
55
3.8
SEDIMENTAÇÃO.........................................................................................................
65
3.9
CONSIDERAÇÕES FINAIS.........................................................................................
67
4
MATERIAIS E MÉTODOS........................................................................................
68
4.1
EQUAÇÕES REFERENTES AO BALANÇO DE MASSA.........................................
69
4.2
EQUAÇÕES PARA O DIMENSIONAMENTO DO LAVADOR DE GASES............
81
4.3
ENSAIO DE ROTAEVAPORAÇÃO............................................................................
88
4.3.1
Materiais.........................................................................................................................
89
4.3.2
Procedimento..................................................................................................................
89
4.4
ENSAIO DE SEDIMENTAÇÃO.......................................................................
91
4.4.1
Materiais.........................................................................................................................
91
4.4.2
Procedimento..................................................................................................................
92
4.5
EQUAÇÕES
REFERENTES
AO
DIMENSIONAMENTO
DOS
SEDIMENTADORES....................................................................................................
92
5
RESULTADOS.............................................................................................................
95
5.1
BALANÇO DE MASSA................................................................................................
95
5.2
PROJETO DE LAVADOR DE GASES........................................................................
102
5.3
ENSAIOS DE ROTAEVAPORAÇÃO..........................................................................
107
5.4
PROJETO DOS SEDIMENTADORES.........................................................................
110
6
CONCLUSÕES.............................................................................................................
118
7
RECOMENDAÇÕES...................................................................................................
119
7
REFERÊNCIAS BIBLIOGRÁFICAS........................................................................
121
15
1 INTRODUÇÃO
Os biocombustíveis estão presentes no cotidiano brasileiro há mais de 80 anos.
Atualmente, o consumo de etanol supera o de gasolina e a tendência é só aumentar. Isto
porque o etanol de cana-de-açúcar apresenta muitas vantagens econômicas, sociais e
ambientais em relação ao petróleo e mesmo a outros biocombustíveis.
O processo de fabricação de álcool a partir da cana-de-açúcar, como qualquer outro
processo industrial, gera resíduos e subprodutos. Dentre os resíduos industriais provenientes
da fabricação do álcool, destaca-se a vinhaça, que sempre foi encarada como problema de
importância, não só pelo seu potencial poluidor como também pelo volume produzido (10 a
15 litros para cada litro de álcool produzido), que acarreta dificuldades e altos custos no seu
manuseio. A vinhaça é utilizada como fertilizante na lavoura sendo disposta no solo.
Outra fonte impactante do meio ambiente em um complexo sucroalcooleiro é a queima
do bagaço de cana nas caldeiras que gera como principais poluentes: material particulado
(MP), monóxido e dióxido de carbono e óxidos de nitrogênio. Para o controle desta poluição
são atualmente utilizados lavadores de gases que removem o material particulado presente nos
gases de combustão através do contato direto com um líquido atomizado, geralmente água.
Estes equipamentos apresentam alta eficiência para controle da poluição do ar e utilizam em
média uma vazão de água correspondente a 1,0 a 1,5 m³água/tvapor, além de contar com uma
taxa de reposição devido à evaporação, perdas e arraste de 7,5% do total da água de entrada
no lavador de gases. A produção de vapor requerida pelo processo industrial varia de acordo
com as operações unitárias existentes no processo produtivo e dos tipos de produtos obtidos
(álcool e/açúcar), normalmente em média uma destilaria utiliza 400 kgvapor/tcana.
Após a coleta do material particulado, é feito o tratamento da água de lavagem através
de sedimentação e a água é recirculada nos equipamentos. Os sólidos sedimentados são
dispostos na lavoura.
A proposta deste trabalho é a utilização da vinhaça como líquido no lavador de gases
objetivando outra alternativa para utilização deste resíduo, para a redução da captação de água
e a possível reutilização do líquido após um tratamento físico-químico do efluente gerado
(vinhaça + fuligem). Os sólidos removidos podem ser dispostos na lavoura como adubo e o
líquido reutilizado no processo industrial ou na irrigação do campo.
16
2 OBJETIVOS
Este trabalho tem como objetivo geral analisar a viabilidade técnico-econômica do uso
de vinhaça in natura em substituição à água em lavadores de gases.
2.1 OBJETIVOS ESPECÍFICOS
Os objetivos específicos deste trabalho foram:
- Calcular o balanço de massa para o processo proposto;
- Projetar um lavador de gases do tipo torre de aspersão;
- Avaliar a possível emissão de compostos voláteis a partir da evaporação da vinhaça;
- Dimensionar e comparar o tamanho dos sedimentadores para o tratamento físicoquímico da vinhaça com hidróxido de cálcio nas concentrações de 0,5%, 1,0%, 1,5% e
2,0%
- Avaliar a viabilidade técnica e a economia do processo.
17
3 REVISÃO BIBLIOGRÁFICA
Nas últimas três décadas, a indústria da cana-de-açúcar recebeu fortes investimentos
em ciência e tecnologia, tanto do setor público quanto do privado. Hoje, a cana-de-açúcar é o
insumo básico não apenas para o açúcar, mas para uma variedade incrível de produtos com
valor agregado, particularmente o etanol que abastece nossos automóveis e ajuda a romper o
domínio dos combustíveis fósseis sobre nossa sociedade (JANK, 2008).
Segundo o mais recente levantamento do Instituto Brasileiro de Geografia e Estatística
– IBGE (2007) há 363 usinas cadastradas no país. O Estado de São Paulo aparece com o
maior número, 170, seguido do Paraná, 29, de Pernambuco e Alagoas com 26 usinas cada.
Existem projetos para implantação de 90 novas unidades produtoras de álcool no Centro-Sul
até o ano de 2010.
De acordo com levantamento da União da Indústria de Cana-de-açúcar - UNICA, até o
dia 16 de novembro de 2009, as unidades produtoras da principal região canavieira do país, o
Centro-Sul, atingiram 471,5 milhões de toneladas de cana processada, 7,5% acima do total no
mesmo período da safra anterior. No acumulado desde o início da safra 08/09, as vendas de
etanol para o mercado interno atingiram 14,7 bilhões de litros e para o mercado externo
chegaram a 2,4 bilhões (UNICA, 2009). Normalmente, no Brasil, a safra da cana-de-açúcar se
estende de abril a novembro.
A produção de etanol foi crescente em todos os estados produtores de etanol,
destacando-se o Estado de São Paulo que além de ser o maior produtor ainda contou com o
maior crescimento de produção. O centro-oeste, região em desenvolvimento na produção de
etanol, apresenta os mesmos níveis de produções para os Estados de Mato Grosso e Mato
Grosso do Sul e um crescente aumento para Goiás, que pode ser justificado pela implantação
de indústrias neste estado. Os Estados do Paraná e Minas Gerais apresentam valores de
produções próximas, porém houve um maior crescimento de produção no estado mineiro.
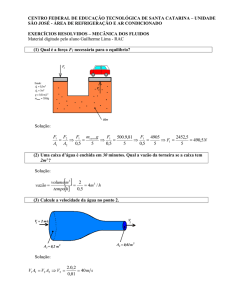
Baseado nos dados estatísticos publicados pela ÚNICA no ano de 2009, a Figura 1 foi
elaborada para ilustrar o crescimento da produção de álcool no Brasil. Os valores
apresentados refem-se aos dados coletados até 16/05/2009.
18
1,80E+07
Safra 05/06
Safra 06/07
1,60E+07
Safra 07/08
Safra 08/09 *
Produção de álcool (mil
(Millitros)
Litros)
1,40E+07
1,20E+07
1,00E+07
8,00E+06
6,00E+06
4,00E+06
2,00E+06
R
O
AC
R
E
N
D
AM ON
AZ IA
O
N
AS
TO P A
R
C
AN Á
T
M
AR IN
AN S
H
ÃO
PI
AU
Í
C
E
R
. G AR
.N Á
O
R
T
PE PAR E
R
A
IB
N
AM
A
BU
AL CO
AG
O
SE AS
R
G
IP
E
M
BA
IN
H
ES AS
G IA
PI
ER
R
IT
AI
R
O
S
IO
SA
D
N
E
T
JA
O
N
SÃ EI
R
O
O
PA
U
SA
LO
P
N
TA AR
A
C
AT N Á
AR
IN
M
R
.G A
A T MA
TO
.S
O
G
U
G
R
L
R
O
SS OS
SO
O
D
O
SU
L
G
O
IÁ
S
0,00E+00
Figura 1. Produção brasileira de etanol por estado.
Fonte: ÚNICA, 2009.
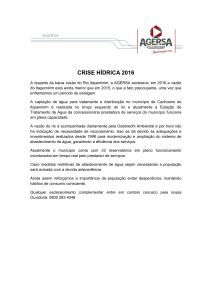
A fim de facilitar a visualização da produção brasileira por regiões, estão apresentadas
na Figura 2 as duas maiores regiões produtoras de etanol, centro-sul e norte-nordeste, além do
total brasileiro de produção de etanol.
30.000.000
Produção etanol (Mil Litros)
25.000.000
20.000.000
15.000.000
10.000.000
5.000.000
0
REGIÃO CENTRO-SUL
Safra 04/05
REGIÃO NORTE-NORDESTE
Safra 05/06
Safra 06/07
Sasfra 07/08
BRASIL
Safra 08/09
Figura 2. Produção brasileira de etanol por região do Brasil.
Fonte: ÚNICA, 2009.
19
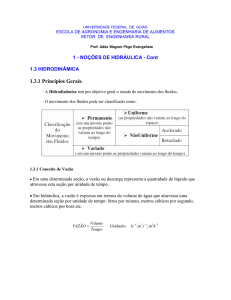
Os derivados da cana-de-açúcar, principalmente o etanol, registraram uma grande
expansão, destacando o expressivo aumento da participação da cana como fonte de energia. A
Figura 3 ilustra a forte participação do etanol como uma das matrizes energéticas brasileiras
de combustíveis veiculares de acordo com informações divulgadas pelo Ministério de Minas e
Energia (MME) no ano base de 2006. Os derivados do petróleo, no entanto, continuavam a
liderar o volume de participação dos combustíveis veículares, fornecendo cerca de três
quartos da energia consumida.
A demanda por enquanto só cresce, porém com o futuro esgotamento das fontes
naturais do chamado “ouro negro”, o planeta não tem mais capacidade de absorver os gases
provenientes de sua combustão. O problema ambiental aliado à escassez confere urgência à
mudança da matriz energética global, resultando na importância cada vez maior de fontes
limpas e renováveis como o etanol.
Gasolina
23,3%
Álcool
Anidro
8,2%
Álcool
Hidratado
13,7%
Diesel
50,9%
GNV
3,4%
Biodiesel
0,5%
Figura 3. Matriz de combustíveis veiculares no ano base de 2006.
Fonte: MME, 2007.
A "mudança de consciência energética" por que passa o planeta pode ser garantia de
futuros mercados ao biocombustível brasileiro, mas ainda não é uma realidade. Atualmente, o
Brasil é o único país a utilizar o etanol em larga escala – 20% da frota nacional roda com
álcool (Veja on-line, 2009).
O Brasil dispõe de recursos naturais abundantes para ampliar as suas potencialidades
energéticas a partir das mais distintas fontes, incluindo não-renováveis como petróleo, gás
natural e urânio, por exemplo. A combinação equilibrada entre renováveis e não-renováveis é
fundamental para a segurança energética.
Como é apresentado na Figura 4, o Brasil possui grande potencial hidrelétrico, dispõe
também de áreas agricultáveis para expansão sustentável da bioenergia e, simultaneamente, a
oferta de alimentos.
20
IMPORTAÇÃO
8,0%
GÁS
INDUSTRIAL
0,9%
BIOMASSA
3,7%
HIDRO
77,4%
DERIVADOS DE
PETRÓLEO
2,8%
CARVÃO
MINERAL
1,4%
GÁS
NATURAL
3,6%
NUCLEAR
2,6%
Figura 4. Matriz energética brasileira no ano base de 2006.
Fonte: MME, 2007.
A indústria da cana-de-açúcar também pode prover biomassa a partir das folhas de
cana, conhecidas como palhiço, e do bagaço gerado durante o processo de produção de açúcar
e etanol. A cana pode gerar em média 250 kg de bagaço por tonelada de cana moída e a planta
possui 14% de sua massa composta de folhas e pontas que são removidas no momento da
colheita.
Com o incentivo para a produção de energia a partir da biomassa, o Brasil tem
condições concretas de ser líder mundial na produção de energia limpa, mas para isso precisa
produzir excedentes significativos para exportar – quase toda a produção de etanol, por
exemplo, é para consumo interno.
3.1 DESCRIÇÃO DO PROCESSO DE PRODUÇÃO DE ETANOL
A matéria-prima fundamental da indústria alcooleira no Brasil é a cana-de-açúcar,
embora o etanol possa ser produzido a partir de diferentes matérias-primas, tais como
amiláceas (mandioca, batata-doce, milho e outros grãos), e celulósicas (madeira e resíduos
agrícolas, dentre os quais se destaca o bagaço de cana-de-açúcar). As matérias-primas
amiláceas e celulósicas diferem das sacararinas por não possuírem açúcares diretamente
fermentescíveis, requerendo uma etapa de conversão dos polímeros de glicose que as
constituem em moléculas simples de glicose.
21
Do ponto de vista industrial da fabricação de álcool, a cana-de-açúcar é constituída de
fibra e caldo, sendo este último a matéria-prima propriamente dita. A fibra é todo material
insolúvel em água e o caldo é composto por todos os componentes solúveis, tais como
açúcares, cinzas, materiais nitrogenados e outros. O teor de fibras é um parâmetro importante
uma vez que indica a quantidade de bagaço disponível e a dificuldade de extração do caldo
(CAMARGO et al., 1990).
O processo de produção de álcool é constituído pela colheita, manuseio da matériaprima, extração do caldo, tratamento do caldo, fermentação e destilação apresentado
simplificadamente na Figura 5.
Figura 5. Fluxograma simplificado da produção de álcool a partir da cana-de-açúcar.
O manuseio da matéria-prima é composto pela recepção e limpeza de cana-de-açúcar e
nesta etapa ocorre a retirada das impurezas minerais e vegetais carregadas do campo. Em
seguida há o preparo de cana, feito através de nivelador, picador e desfibrador, que fornece
uma cana desfibrada pronta para a extração de caldo nas moendas.
O caldo extraído segue para o tratamento que constitui em retirada de impurezas
grosseiras através de peneira, regulagem do pH com adição de cal, aquecimento e
sedimentação para remoção de impurezas solúveis. O lodo gerado na sedimentação é filtrado
para recuperação dos açúcares presentes, sendo o caldo filtrado retornado para o processo e a
torta produzida direcionada para lavoura e usada como fertilizante juntamente com outros
resíduos.
O caldo clarificado segue para a evaporação, constituída somente por um efeito, com o
objetivo de aumentar a concentração de açúcar presente no caldo (ºBrix). Este caldo segue
para fermentação e pode ser preparado com a adição de mel, proveniente da fabricação de
22
açúcar. A partir deste momento é conhecido como mosto, independente de ser somente caldo
pré-evaporado ou a mistura de caldo-mel.
A fermentação alcoólica é um processo complexo que envolve diversas etapas de
transformação dos açúcares do caldo de cana pela ação das leveduras para produzir o vinho
que será destilado e formará o álcool.
Algumas relações podem ser estabelecidas para o cálculo do etanol a ser produzido
através do valor correspondente de açúcares redutores totais (ART) conforme Tabela 1.
Tabela 1 Fatores de conversão de ART em etanol
Álcool
Absoluto
Anidro
Hidratado
100,00
99,30
93,00
789,30
791,50
809,80
ART em álcool (L/kg ART)
0,65
0,65
0,68
Sacarose em álcool (L/kg)
0,68
0,68
0,71
Álcool em ART (kg ART)
1,55
1,54
1,47
Álcool em sacarose (kg)
1,47
1,46
1,40
Graus INPM
3
Massa Específica (kg/m )
Fonte: Fernandes, 2003
O bagaço gerado na moenda possui umidade média de 50%, com poder calorífico em
torno de 1.800 kcal/kg e é utilizado com o combustível para a geração de vapor. O vapor
necessário para atender o processo (aquecimento, força motriz, etc.), normalmente entre 400430 kgvapor/tcana, é obtido através de caldeiras aquatubulares, atualmente de alta pressão (67
bar e 510ºC), com consumo específico de bagaço em torno de 2,2 tvapor/tbagaço (VIOTTI, 2009).
3.2 NECESSIDADE DE ÁGUA NA INDÚSTRIA DA CANA-DE-AÇÚCAR
Há uma visão histórica por parte das entidades ambientais que a agroindústria
sucroalcooleira é uma grande consumidora de água, o que realmente era procedente devido
aos elevados volumes de captação de água que o setor utilizava no processo industrial.
Entretanto, atualmente o setor adotou uma postura focada na conservação e no uso racional da
água estabelecendo programas rigorosos de gestão ambiental e de recursos hídricos (ANA,
2009).
23
Há cerca de dez anos eram utilizados sistemas abertos, apresentados na Figura 6, por
várias plantas instaladas nas proximidades de grandes cursos d’água sendo a água captada,
utilizada no processo e lançada no rio após tratamento em lagoas (decantação, anaeróbia,
facultativa e polimento) ou ainda lançada diretamente quando a legislação permitia (águas de
resfriamento). Elia Neto (1995) em seu estudo indica que a necessidade de água de uma usina
seria de 21m³água/tcana, se os circuitos fossem totalmente abertos.
Lavagem de açúcar
Preparo de leite de cal
Uso geral
Embebição
Caldeiras
Lavagem cana/esteira
Tratamento/Rio
Processo industrial
Rio
Resfriamento
Colunas barométricas
Diluição de méis
Preparo de fermento
Lavagem de gases
Figura 6. Esquema de utilização de água (circuitos abertos) em uma usina sucroalcooleira.
No processo industrial, o primeiro uso da água é na lavagem de cana e esteira
transportadora. Em um primeiro momento, a lavagem de cana operava em circuito fechado
através de caixas de sedimentação ou decantadores circulares, em circuito semifechado onde
se recicla 2/3 do total, havendo, portanto captação e devolução constantes. O lodo das lagoas
é utilizado na fertilização das lavouras, assim como a fração mais suja desta água.
Atualmente, as novas unidades estão implantando o sistema de limpeza de cana a seco
para evitar as perdas de sacarose e o consumo de água conseqüentes dessa lavagem. O sistema
de limpeza de esteiras de cana continua utilizando água, porém em quantidade menor.
No setor de extração do caldo e geração de energia utiliza-se água para o resfriamento
dos mancais da moenda e dos turbogeradores. Antigamente, este circuito era aberto, porém
hoje se utiliza torres de resfriamento que necessitam apenas de água de reposição das perdas
do sistema por evaporação e arraste.
24
No setor de concentração do caldo são utilizadas colunas barométricas em substituição
aos multijatos para a produção de vácuo, levando à redução de 30% da necessidade de água
nesta operação. O fechamento do circuito é realizado há muito tempo através de sistemas de
resfriamento por aspersão (spray) ou torres de resfriamento.
Algumas unidades optam pela instalação de condensadores evaporativos, nos quais o
vácuo nas caixas de evaporação é produzido a partir de uma bomba de vácuo, sendo o vapor
condensado em um trocador de calor tubular montando no interior de uma torre de
resfriamento.
Na destilaria utiliza-se água para o resfriamento dos condensadores das colunas de
destilação. Na fermentação, a água é indispensável para manter o mosto no interior da dorna
de fermentação resfriado a uma temperatura máxima de 34ºC devido às condições da
fermentação alcoólica. O circuito de águas de resfriamento de condensadores da destilaria e
das dornas de fermentação passou a ser utilizado em conjunto através do efeito cascata, ou
seja, utilizando a água primeiramente nas dornas e posteriormente nos condensadores. Além
disso, tornou-se fechado através da utilização de sistemas evaporativos (torres de
resfriamento), com a necessidade de água apenas para a reposição das perdas por evaporação
e arraste (cerca de 2 a 3% da água em circulação).
Para a geração de vapor, é necessário água de alimentação de caldeira com rígidos
padrões de qualidade exigidos pelo fornecedor da caldeira. Quanto maior for a pressão de
operação do vapor, mais rigoroso será o tratamento da água. Normalmente, a água captada do
rio ou poço artesiano passa por um processo de clarificação e floculação com polímeros
(policloreto de alumínio – PAC), filtração, desmineralização (por resinas catiônicas, aniônicas
e mistas ou por membranas através de osmose reversa) e é finalmente desaerada para remoção
dos gases dissolvidos. Este circuito é fechado, pois há a recuperação de todo o condensado de
vapor, havendo a necessidade somente de reposição das descargas da caldeira e perdas de
vapor/condensado no processo.
Para o controle da poluição do ar gerado pela caldeira durante a produção de vapor, é
requerido aproximadamente 1,0 a 1,5 m³água/tvapor nos lavadores de gases instalados. De
acordo com Carvalho Jr e Lacava (2003) normalmente são utilizados de 1 a 5 litros de água
para limpar 4 m³ de gás.
O circuito é fechado e conta com um equipamento de separação de fuligem,
normalmente sedimentadores, peneiras rotativas ou cush-cush. A água necessária para
reposição deste sistema é em torno de 7,5% do total de entrada no lavador de gases (VIOTTI,
2009) (Engeboiler, 2009).
25
Nas caldeiras mais antigas, a limpeza dos cinzeiros é feita com água, sendo esta
incorporada no sistema de tratamento da água de fuligem. Embora as caldeiras mais modernas
possuam retiradas de cinzas via mecânica com grelhas basculantes e transportadores tipo
rosca sem fim, ainda se encontram unidades em que a limpeza da caldeira é feita com a
utilização de água continuamente. Pode-se estimar o uso em 0,5m³água/tvapor para o circuito de
tratamento do efluente de lavagem de gases na caldeira, uma vez que as águas dos cinzeiros
são tratadas conjuntamente (OLIVEIRA, 2009).
Os demais usos se referem a águas de limpeza de equipamentos, águas para preparo de
produtos, embebição da moenda ou difusor, etc., que podem ser supridos utilizando águas
condensadas – a água da cana.
A recirculação de água em todos os principais usos e a recuperação de condensado de
processo permite levar a necessidade de captação de água para valores em torno de
1m³água/tcana. A redução deste valor exige tratamentos adicionais ou operação com água
condensada que pode implicar em risco para os equipamentos como a corrosão.
De acordo com o levantamento realizado pela ÚNICA em 2005 nas usinas localizadas
no Estado de São Paulo o valor médio para a taxa de captação de água era de 1,83m³água/tcana
(OLIVEIRA, 2009).
Segundo Oliveira (2009), de 1990 a 2007 mesmo com o crescimento da produção
canavieira no período de 124% houve uma redução na demanda de água de 25%, indicando
que a indústria sucroalcooleira vem reduzindo efetivamente o uso de água, tanto através da
racionalização como pela implementação de novas tecnologias que implicam em menor
consumo de água.
A CETESB institui como limite de captação de água o valor máximo de 1 m³ de água
por tonelada de cana moída por meio da Resolução SMA 88 de 19/12/2008 para novos
empreendimentos e ampliações de empreendimentos existentes do setor sucroalcooleiro para
áreas consideradas adequadas. Entretanto, este valor reduz para 0,7 m³ de água por tonelada
de cana moída para áreas classificadas como adequadas com restrições ambientais.
Os usos de água se alteram ao longo do tempo, como pode ser observado em relação à
lavagem de cana, que vem diminuindo significativamente com tendência a zerar devido à
tecnologia de limpeza a seco (ANA, 2009).
De acordo com a Figura 7, os usos pontuais de água para a produção de açúcar e
etanol que mais requerem água são os condensadores/ multijatos dos cozedores (setor de
fabricação de açúcar) e resfriamento de dornas e caldo (setor de fermentação).
26
Demais
10%
14%
10%
Lavador de gases
5%
Resfriamento dos condensadores
Resfriamento de dornas e caldo
16%
Condensadores/ Multijato dos
cozedores
26%
Condensadores/ Multijato da
evaporação
19%
Lavagem de cana
Figura 7. Distribuição média dos usos pontuais de água na indústria sucroenergética, situação
atual.
Fonte: ANA, 2009.
Na Tabela 2 estão apresentados os valores médios de consumo de água nos diversos
setores do processo produtivo de açúcar e álcool para cada etapa do processo em 1995.
Enquanto que a Tabela 3 apresenta usos de água atualizados que incluem o uso de vapor
como uso de água, o que antes era apenas considerado na produção do vapor na caldeira e não
em seus usos intermediários e finais.
Tabela 2 Comparativo entre os usos médios de água nos diversos setores do processo de
produção de açúcar e álcool no ano de 1995 e atual (modificado)
Setor
Finalidade
Uso em 1.995
Uso atual
(m³/tc)
(m³/tc)
Alimentação, preparo
Lavagem de cana
5,33
2,200
e extração (moendas
Embebição
0,25
0,250
e difusores)
Resfriamento de mancais
0,15
0,035
-
0,130
Resfriamento de óleo
27
Tabela 2 Comparativo entre os usos médios de água nos diversos setores do processo de
produção de açúcar e álcool no ano de 1995 e atual (modificado) (continuação)
Setor
Finalidade
Preparo de leite de cal
Resfriamento coluna de
sulfitação
Uso em 1.995
Uso atual
(m³/tc)
(m³/tc)
0,03
0,030
0,05
0,050
-
0,008
Embebição dos filtros
0,04
0,03
Condensadores dos filtros
0,3
Preparo de polímero
Tratamento de caldo
Aquecimento do caldo –
açúcar
Aquecimento do caldo - álcool
Condensadores/Multijatos
evaporação
Condensadores/Multijatos
cozedores
Concentração do
Diluição de méis
caldo
Resfriamento dos
cristalizadores
Lavagem de açúcar
Retentor de pó de açúcar
2,0
4
0,3
0,05
0,005
-
0,3
0,080
0,025
2,25
5,75
0,03
-
0,015
0,20
28
Tabela 2 Comparativo entre os usos médios de água nos diversos setores do processo de
produção de açúcar e álcool no ano de 1995 e atual (modificado) (continuação)
Setor
Finalidade
Uso médio
Uso atual
(m³/tc)
(m³/tc)
0,5
0,5
Dessuperaquecimento
-
0,015
Geração de vapor e
Lavagem de gases da caldeira
-
1,0
energia
Limpeza dos cinzeiros
-
0,25
Produção de vapor
Fermentação
0,2
Resfriamento do caldo
1,0
1,25
Preparo de mosto
0,001
0,10
Preparo pé-de-cuba
0,001
0,001
Resfriamento de dornas
3,00
3,00
Lavagem de gases da
fermentação
Destilaria
Resfriamento dos
condensadores
Limpeza de pisos e
Outros
0,5
Resfriamento turbogeradores
equipamentos
Uso potável
-
4,00
0,05
0,03
0,015
3,5
0,05
0,03
Fonte: ELIA NETO, 1995.
Fonte: Ana, 2009.
Além do fator ambiental há também o econômico que implica na preocupação com a
redução da capitação de água e emissão de efluentes devido à cobrança pelo uso e descarte da
água.
Os custos visando o reuso de água devem ser comparados com os custos de tratamento
de água e de efluentes adicionados das taxas de consumo de água e de lançamento de
efluentes.
A Figura 8 apresenta os valores médios do custo da água industrial para as diversas
regiões do Brasil para o ano de 1999.
29
Figura 8. Custo da água por região do Brasil no ano de 1999.
Fonte: Martins & Almeida, 1999.
O custo da água, segundo a Copasa varia de R$ 0,91 a R$1,41/m³ dependendo da faixa
da vazão utilizada. Enquanto que a Sabesp apresenta um valor fixo para a faixa de 0 a 10 m³
de R$11,34 e varia de R$ 2,20 a R$4,54 por m³ de acordo com a faixa de vazão.
A busca por reuso de efluentes, condensados e outros líquidos geradors no processo
industrial é essencial para desenvolver o bom gerenciamento de recursos hídricos e minimizar
a capitação, contaminação e gastos relacionados com a água. Por isso a proposta apresentada
neste estudo pode contribuir para um melhor aproveitamento dos efluentes gerados no
processo.
30
3.3 RESÍDUOS E EFLUENTES DA PRODUÇÃO DE ETANOL
Como qualquer outro processo industrial, a destilaria também gera resíduos que
necessitam de controle ambiental. Na Figura 9 está representado o esquema simplificado do
processo de produção de etanol destacando os principais resíduos e efluentes gerados.
Figura 9. Representação simplificada da geração de resíduos provenientes da produção de
etanol.
Dos resíduos de fabricação de álcool, a vinhaça é sem dúvida um dos mais relevantes,
não só em termos do enorme volume gerado, mas pelo elevado poder poluidor agregado.
Outros resíduos como a torta de filtro, as cinzas da caldeira e a terra proveniente da limpeza
de cana por via seca ou úmida são aplicados diretamente na lavoura como fertilizantes.
Os efluentes líquidos gerados no processo são basicamente de limpeza de
equipamentos e pisos, purga de água do sistema de lavagem de gases da caldeira, descarga das
torres de resfriamento e esgoto humano. A água residuária pode ser enviada para a lavoura ou
é tratada para ser lançada em um rio. O esgoto gerado é tratado separadamente em uma
Estação de Tratamento de Esgoto (ETE) geralmente composta por fossa séptica e filtro
biológico.
Os principais efluentes gasosos são os gases da chaminé da caldeira. Comumente são
usados de lavador de gases com circuito fechado de recirculação de água de lavagem. O
efluente líquido gerado a partir da lavagem dos gases é sedimentado e o lodo gerado passa por
um filtro prensa para retirar a umidade presente e recuperar a água. Geralmente é estabelecido
31
um controle diário, através da análise da cor dos gases da chaminé e um controle mensal
através de análise de emissão de dióxido de carbono (CO2) e monóxido de carbono (CO) para
monitoramento das emissões.
3.4 CARACTERÍSTICAS DA VINHAÇA
A etapa final da produção de álcool consiste na destilação do vinho em colunas, que
podem ser de bandejas (pratos) tipo calotadas, perfuradas ou valvuladas. O aquecimento da
coluna pode ser feito com vapor de forma direta (borbotagem) ou indireta para realizar a
separação dos compostos voláteis.
A Figura 10 apresenta um fluxograma simplificado de uma coluna de destilação de
álcool, em destaque, a vinhaça originada da coluna A.
Figura 10. Esquema simplificado de um aparelho de destilação destacando a vinhaça.
Diversos autores como Camargo et. al. (1990), Lyra et. al. (2003), Granato (2003),
Rafaldini et. al. (2006) e Rocha (2007) definem a vinhaça como principal resíduo líquido
altamente poluidor resultante do processamento do álcool, produzido em grande quantidade
cujos principais componentes são nutrientes provenientes da cana-de-açúcar da qual se
32
originou (potássio, nitrogênio, etc.) e grande quantidade de matéria orgânica, variando de
30.000 a 40.000 mg/L.
Segundo Rocha (2007) a vinhaça é um resíduo sólido classe II obtido na destilação
alcoólica à 105ºC com coloração marrom escura, natureza ácida e com cheiro bastante
peculiar. Ela representa, em média, 52% em peso de todos os resíduos sólidos produzidos na
destilaria.
A degradação térmica de açúcares redutores e compostos amino é a principal
responsável pela coloração marrom escura da vinhaça, de acordo com Kannana et al. (2006).
Este fato se deve a formação de melanoidinas e compostos polifenólicos. A presença destas
substâncias, análogas às ácidas húmicas do solo, também foi relatada no estudo realizado nas
destilarias da Índia por Mohana et al. (2007), confirmando a sua relação com a cor.
Por se tratar de uma suspensão com teor de sólidos em torno de 7%, dos quais 75%
são orgânicos e biodegradáveis, a vinhaça apresenta elevada Demanda Química de Oxigênio
(DQO) e Demanda Bioquímica de Oxigênio (DBO), origem de seu potencial altamente
poluidor. É uma solução tamponada com pH em torno de 4,3; fato que, aliado à alta
temperatura na qual é obtida, lhe oferece caráter corrosivo (CAMARGO et al., 1990).
Segundo Lyra et al. (2003) a DBO é da ordem de 12.000 a 20.000 mg/L, cujo impacto
ambiental de um litro de vinhaça se compara ao esgoto doméstico não tratado gerado por 1,43
pessoas. Portanto para se produzir dez litros de álcool, a poluição gerada pela vinhaça é
equivalente àquela produzida por aproximadamente 172 pessoas em um dia.
A composição da vinhaça é dependente de inúmeros fatores, dentre os quais se
destacam a natureza e a composição da matéria-prima, o tipo de preparo do mosto, o método e
a condução da fermentação, a levedura, os equipamentos utilizados e a condução da
destilação.
Segundo Solomon et al. (2007) a vinhaça possui graduação alcoólica não superior a
0,03 ºGL. De acordo com Hidalgo (2009) a vinhaça possui altas concentrações de potássio,
cálcio, magnésio, enxofre e nitrogênio.
As características físico-químicas estudadas pelo Centro de Tecnologia Canavieira CTC (2008) estão apresentadas na Tabela 3.
33
Tabela 3 Caracterização físico-química da vinhaça (modificado)
Caracterização da vinhaça
Mínimo
Médio
Máximo
3,50
4,15
4,90
65
89
111
DBO (mg/L)
6680
16950
75330
DQO (mg/L)
9200
28450
97400
Sólidos Totais (mg/L)
10780
25155
38680
Sólidos Suspensos Totais (mg/L)
260
3967
9500
Sólidos Suspensos Fixos (mg/L)
40
294
1500
Sólidos Suspensos Voláteis (mg/L)
40
3632
9070
Sólidos Dissolvidos Totais (mg/L)
1509
18420
33680
Sólidos Dissolvidos Voláteis (mg/L)
588
6580
15000
Sólidos Dissolvidos Fixos (mg/L)
921
11872
24020
Resíduos Sedimentáveis (mg/L)
0,20
2,29
20,00
Nitrogênio (mg/L)
90
357
885
Nitrogênio amoniacal (mg/L)
1
11
65
Fósforo Total (mg/L)
18
60
188
Potássio Total (mg/L)
814
2035
3852
Cálcio (mg/L)
71
515
1096
Magnésio (mg/L)
1
5
12
Ferro (mg/L)
2
25
200
Sódio (mg/L)
8
52
220
Cloreto (mg/L)
480
1210
2300
Sulfato (mg/L)
790
1538
2800
Sulfito (mg/L)
5
36
153
Etanol (% v/v)
0,09
0,1
1,19
Levedura (% v/v)
0,38
1,35
5,00
Glicerol (% v/v)
0,26
0,59
2,5
pH (-)
Temperatura (ºC)
Fonte: CTC, 2008.
34
Na Tabela 4 estão apresentadas as características da vinhaça em base seca.
Tabela 4 Propriedades da vinhaça em base seca (modificado)
Parâmetros
Média
Intervalo
Proteína crua (%)
12,10
9,7 – 15,6
Proteína verdadeira (%)
10,3
8,7 – 13,2
Cinzas (%)
6,60
5,0 – 8,5
Fibra detergente neutra (%)
3,55
3,1 – 3,9
Fibra detergente ácida (%)
0,05
0,02 – 0,13
pH (-)
4,5
4,2 – 5,1
Sólidos solúveis (º Brix)
30,7
24 – 40
Açúcares redutores (mg/mL)
4,43
1,4 – 6,2
Cálcio (%)
0,50
0,39 – 1,00
Fósforo (%)
0,24
0,10 – 0,31
Potássio (%)
1,60
1,28 – 2,17
Sódio (%)
0,08
0,05 – 0,22
Enxofre (%)
1,19
0,84 – 2,13
Ferro (ppm)
6,90
2,31 – 11,67
Fonte: HIDALGO, 2009.
Piveli et. al. (2006) e Granato (2003) estimam que a vazão de vinhaça produzida seja
de 10 a 15 litros para cada litro de álcool produzido. Uma proporção média de 13 litros para
cada litro de álcool é adotada em uma publicação da ELETROBRÁS (1981), por Rafaldini et.
al. (2006); Solomon et al. (2007) e também por Rocha (2009).
Segundo CTC, a flegmaça, resíduo da coluna B de destilação, pode ser incorporada na
vinhaça, aumentando-a em cerca de 2 Lvinhaça/Lálcool. Além disso, a quantidade de produção de
vinhaça varia de acordo com o grau alcoólico do vinho obtido durante a fermentação
apresentada na Tabela 6 (CTC, 2008).
35
Tabela 5 Taxa de produção de vinhaça pura (sem flegmaça)
Teor alcoólico do Vinho
Vinhaça
Vinhaça
(ºGL)
(L/Letanol)
(L/L álcool hidratado)
10
8
7,68
9
9,11
8,75
8
10,5
10,06
7
12,29
11,79
Fonte: CTC, 2008.
A vinhaça apresenta alguns sólidos suspensos, que são partículas insolúveis na água,
com velocidades de sedimentação tão reduzidas que inviabilizam sua separação natural ao
longo do tempo. Aliado a isso, a maioria destas partículas apresenta sua superfície carregada
eletricamente, partículas coloidais, as quais apresentam carga negativa, impedindo que as
mesmas aproximem-se uma das outras. Os colóides apresentam diâmetro médio de 100 nm,
conforme apresentado na Figura 11.
Figura 11. Classificação dos diversos tipos de materiais em suspensão e seu diâmetro.
A presença de cargas elétricas aumenta a repulsão entre as partículas, dificultando a
aglomeração e formação de agregados maiores e de mais fácil sedimentação.
O fenômeno de neutralização consiste exatamente na eliminação dessas cargas
eletrostáticas superficiais ou, em outras palavras, na diminuição do chamado potencial zeta,
Figura 12.
O potencial zeta é responsável pelo comportamento eletrostático da partícula coloidal
e tem como finalidade controlar a estabilidade dos colóides. A estabilidade do colóide é o
resultado da adsorção de íons, e o potencial zeta é a medida dessa adsorção.
36
Figura 12. Esquema representativo do potencial zeta.
O potencial zeta é utilizado para avaliar a estabilidade e a tendência à floculação de
sistemas coloidais, uma vez que pode ser considerado um parâmetro razoável para medir a
magnitude das interações repulsivas entre as partículas coloidais. A medida do potencial zeta,
ou potencial eletrocinético, corresponde à determinação da carga eletrostática superficial de
pequenas partículas sólidas dispersas em água. A maioria dos colóides na natureza tem carga
negativa, e a magnitude dessa carga determina a estabilidade do colóide.
O potencial zeta da vinhaça foi analisado pela Empresa Brasileira de Agricultura e
Pecuária (EMBRAPA) e está apresentado na Figura 13.
37
Potencial Zeta - vinhaça
1
0
Potencial Zeta (mV)
-1
-2
-3
-4
-5
-6
2
3
4
5
6
7
pH
Figura 13. Potencial zeta da vinhaça.
Fonte: EMBRAPA, 2009.
Comparando-se a Figura 13 com a Figura 14, que representa o gráfico do potencial
zeta, nota-se que a vinhaça encontra-se na zona de instabilidade, entre 20 mV e -20 mV, o que
Potencial zeta (mV)
lhe confere um alto potencial para coagulação.
Estável
Ponto
isoelétrico
Instável
Estável
pH (-)
Figura 14. Representação do gráfico do potencial zeta com as zonas estáveis e instáveis.
38
3.5 TRATAMENTOS DE VINHAÇA
Segundo Lyra et. al. (2003) houve um rápido crescimento da produção de álcool no
Brasil com a criação do programa governamental Proálcool em 1975 e consequentemente o
volume de vinhaça produzida passou a ser muito grande, resultando em uma série de
pesquisas para o uso alternativo da vinhaça.
Zhang et al. (2009) relatam que vários métodos têm sido propostos para o tratamento
de vinhaça, tais como fermentação anaeróbica incluindo reator anaeróbico de fluxo
ascendente (UASB) e processo de reator batelada de lodo ativado (SBR), processo de filtração
por membrana, processo de adsorção, eletrólise, processo de evaporação, coagulação,
tratamento aeróbico, tratamento enzimático, entre outros.
De acordo com IPT (1980), a principal utilização da vinhaça é disposição no solo na
forma de fertirrigação, substituindo em grande parte o uso de fertilizantes.
Segundo Solomon et al. (2007), a fertirrigação é uma tecnologia que visa à utilização
de forma racional dos recursos naturais, e conta com benefícios tanto do ponto de vista
agronômico e econômico. O aumento da produtividade, que ocorre com mais intensidade em
solos mais pobres e em regiões mais secas, além da economia de fertilizantes. A aplicação em
doses compatíveis com as características físicas e químicas do solo aumenta a produção de
açúcar por hectare, porém com uso de volumes elevados pode aumentar o nível de potássio no
caldo da cana.
Segundo Rafaldini et. al. (2006) quando a vinhaça é aplicada no solo, seja “in natura”
ou diluída, seu alto potencial poluidor é diminuído, graças ao elevado poder de autodepuração
deste recurso natural.
Rocha (2007) apresenta como formas de processar a fertirrigação através de
inundação, por sulcos de infiltração, por aspersão com equipamento semifixo e por aspersão
através de canhão hidráulico.
Mesmo diante das vantagens ainda há duvidas quanto à adequação da prática do ponto
de vista de proteção dos recursos naturais, principalmente em relação aos efeitos em longo
prazo, a salinização do solo e contaminação de aqüíferos subterrâneos como foi abordado por
Lyra et. al. (2003) e Solomon, Lora e Monroy (2007). Estudos para avaliar o aspecto da
possibilidade de alguns componentes da vinhaça originar poluição nas águas subterrâneas só
iniciaram no final da década de setenta, embora tenham sido estudados desde 1950.
39
Rafaldini et. al. (2006) relataram que a aplicação de doses elevadas de vinhaça, acima
das indicadas para o tipo de solo, pode ocasionar problemas de produtividade, mostrando um
efeito negativo da vinhaça sobre a maturação da cana.
Relatos de Rafaldini et. al. (2006) sobre a biodegradação da vinhaça depositada nos
canais e tanques após a fertirrigação abordam a liberação de odores desagradáveis devido aos
gases liberados durante a decomposição que é prejudicial à saúde, principalmente amônia,
sulfeto e mercaptanas que também são formadas a partir da presença do enxofre no meio.
Além desses fatores que impactam negativamente sobre a fertirrigação há o volume
que é muito maior que a demanda de aplicação no solo, tornando o excedente um problema
para o tratamento e a sua disposição final (RAFALDINI et. al., 2006).
Piveli et. al. (2006) apresentam como alternativa à fertirrigação, no caso da
impossibilidade de aplicação no campo, a adoção de um sistema pós-tratamento utilizando
lagoa anaeróbia em série com lagoa facultativa ou uma anaeróbia com uma aerada como
polimento do biodigestor. De forma mais eficiente, um sistema de três lagoas em série –
anaeróbia, facultativa e aerada.
Segundo Rocha (2007), a biodigestão da vinhaça, processo de degradação da matéria
orgânica por organismos, é um recurso que pode ser considerado porque além da remoção do
poder poluidor há a produção de biogás cuja composição é de 55 a 70% de metano e 25 a 45%
de gás carbônico, além de outros gases, que podem ser usado para produção de energia
elétrica.
Os tipos de biodigestores mais comuns são o chinês, indiano, fluxo pistão ou
horizontal, filtro anaeróbico de fluxo descendente (UASB), filtro anaeróbico de fluxo
ascendente e bifásico. O reator UASB possui altos índices de remoção e velocidades
volumétricas, além de baixos conteúdos de sólidos em suspensão e tempo de retenção
hidráulico.
Rocha (2007) apresenta como vantagens da biodigestão a energia produzida pelo
biogás, que é maior que a requerida pelo sistema, a aceitação de grandes taxas de substâncias
orgânicas e o efluente resultante que pode ser utilizado como fertilizante. Por outro lado, as
desvantagens abrangem um processo lento, a necessidade de um longo período para início da
operação e o elevado custo de implantação.
Piveli et. al. (2000) acredita que a biodigestão anaeróbia aproveita a energia
disponível da vinhaça e é uma boa alternativa devido a sua carga orgânica elevada,
possibilitando a cogeração de energia através do biogás produzido e o líquido efluente do
biodigestor é um fertilizante agrícola.
40
De acordo com Rafaldini et. al. (2006) apud Antunes e Mano (s.d.), os gases da
biodegradação da vinhaça exalam odores desagradáveis proveniente do amoníaco, sulfeto de
hidrogênio e o mercaptano de metilo.
No estudo de Mohana et. al. (2007), o tratamento de biodigestão acarreta em baixa
degradação de melanoidinas, sendo necessário explorar tratamentos adicionais para remover a
cor do efluente e prevenir sérios problemas ambientais como a redução da atividade
fotossintética e da concentração de oxigênio dissolvido. As melanoidinas podem ser
removidas por tratamentos físico-químicos, entretanto esses métodos requerem altas dosagens
de reagentes e geram grande quantidade de lodo. A descoloração e degradação microbiológica
é uma alternativa competitiva com baixo custo para o processo de decomposição química. Há
um sucesso limitado nas pesquisas por bactérias e fungos que podem degradar melanoidinas
eficientemente com objetivo de reduzir cor e DQO.
Outro tratamento utilizado em algumas unidades é a concentração de vinhaça para a
reutilização da água evaporada, que pode estar associada ou não à biodigestão. As primeiras
unidades de concentração de vinhaça foram instaladas na Áustria m 1943 pela Volgelbusch.
Rocha (2007) define a concentração de vinhaça como a redução de volume da vinhaça através
da retirada de água da vinhaça sem perda de sólidos. Para a evaporação da água a tecnologia
mais utilizada é evaporadores de múltiplo efeito, tipo Roberts ou Falling Film, semelhante à
utilizada para concentração de açúcar. Este método é uma uma forma de reduzir os custos de
transporte em caminhões-tanque aumentando o raio econômico de aplicação.
Segundo Rocha (2007) apud Katz (1979), o consumo de vapor é 0,27 kgvapor/Lvinhaça,
de eletricidade é 0,0134 kW/L e o de água de refrigeração é 0,013 m³/Lágua_evaporada.
Para Rocha (2007) a vinhaça concentrada deve ser usada quando for a solução mais
econômica ou quando for obrigatório, por exemplo, novas usinas onde as áreas agrícolas têm
lençol freático de pequena profundidade ou onde há restrições ambientais para aplicação da
vinhaça na lavoura, na expansão das usinas atuais, quando ocorre a saturação do solo com
potássio ou com aumento de área que acarrete aumento das distancias, encarecendo,
dificultando ou impossibilitando o retorno da vinhaça “in natura” (diluída) à lavoura.
As formas de utilização da vinhaça concentrada, os itens necessários e o custo
operacional estão apresentados na Tabela 6.
41
Tabela 6 Formas de utilização da vinhaça concentrada
Formas de utilização
Bombeamento
Itens necessários
Tubulação
Motobombas
Tanques de armazenamento
Canais de distribuição
Compra do caminhão ou aluguel
Custo operacional
Energia elétrica
Manutenção
Operador
Diesel (aspersor)
Motorista
Combustível
Tanques de Armazenamento
Compostagem
Tanques de armazenamento
Energia elétrica
Máquina para compostagem
Manutenção
Trator
Caminhão
Queima em Caldeiras
Manutenção
Tanques de armazenamento
Motobombas
Tubulação
Caldeira de Vinhaça
Operador
Combustível
Energia elétrica
Operador
Manutenção
Fonte: Rocha, 2007.
Segundo IPT (1990), quando a vinhaça é concentrada até cerca de 60% de sólidos
totais, ela pode ser utilizada como fertilizante e ração. Após a concentração, pode ser seca por
atomização, sendo o pó obtido usado como complemento de ração ou incinerada para geração
de vapor e obtenção de cinzas potássicas para uso como fertilizante.
Hidalgo (2009) descreve em seu trabalho que a vinhaça é utilizada em diversos países
tropicais e na Europa como um aditivo ou suplemento alimentar na nutrição de ruminantes e
não-ruminantes. Um aspecto que limita o seu uso em alimentação animal é a baixa
concentração de matéria seca, além dos valores de pH que podem causar corrosão nos tanque
de armazenamento e distribuição. Entretanto, o valor do pH favorece o balanço da flora
intestinal e previne a propagação de organismos patogênicos. Devido à presença de ácidos
orgânicos, há um aumento de peso e crescimento. A vinhaça tem sido usada como um líquido
na alimentação animal, alternativamente pode ser usada seca o que facilita a distribuição e
melhora a ingestão.
42
Rocha (2007) apresenta a combustão da vinhaça como alternativa de tratamento. Esta
idéia está relacionada com a queima do licor negro na indústria de papel e celulose. Esta
alternativa é a única que permite eliminar o potencial poluidor da vinhaça, com a recuperação
econômica do potássio e aproveitamento do potencial energético. Entretanto, há como
desvantagem o impacto da combustão sobre as tubulações e refratários e os altos índices de
emissões de poluentes atmosféricos como material particulado, NOx, SOx e CO.
Cortez e Perez (1997) estudaram a combustão da vinhaça como método de disposição
para resolver o problema da vinhaça. Ele levantou um breve histórico da combustão de
vinhaça, onde cita Kujala et al. (1976) que relata o conceito de evaporação seguido de
combustão desde antes da primeira guerra mundial, quando a Porion Furnace desenvolvida
por Whitaker e U.S Industrial Chemicals Inc. Além disso, cita Reich (1945) que propôs uma
concentração de vinhaça em um evaporador de quatro efeitos até 70-80% de sólidos seguido
de uma combustão (343ºC) resultando carbono. Este mesmo princípio foi usado em Lucknow,
Índia por Chakrabarty et. al. (1964) na destilaria de Dyer Mdeaking Breweries Ltd., quando
uma planta piloto foi construída para recuperar sais de potássio da vinhaça produzida a partir
de melaço. Duas plantas de incineração foram instaladas no Brasil em Pernambuco há 60
anos, mas ambas fecharam devido a problemas econômicos.
Gupta et. al. (1968) foram os primeiros a conduzirem experimentos usando uma
unidade de combustão de leito fluidizado. A vinhaça era preparada a 30-40º Brix e então era
pulverizada em um secador tipo “spray drier” e queimada a 700ºC. Um esquema similar foi
descrito por Dubey (1974) que usou uma fornalha bicombustível (vinhaça a 60º Brix de
sólidos e bagaço). De acordo com Sheehan e Greenfield (1980), Yamauchi e colaboradores
em 1977 também conduziram experimentos com vinhaça a 21% de sólidos e óleo pesado.
Mais recente, uma companhia holandesa, Hollandse Constructive Group B. V. relataram a
combustão completa da vinhaça com concentração de até 60% de sólidos em seu gerador de
vapor especialmente projetado. A sueca Alfa-Laval também reporta a tecnologia da queima de
vinhaça. Ambos os relatos mencionam o uso da tecnologia de combustão “swirl” para
queimar vinhaça com 60% de sólidos, porém sem informar detalhes da combustão em si.
Polack et. al. (1981) mostraram que a vinhaça da Lousiania – Estados Unidos da
América é um difícil efluente para ser disposto por incineração. Foi utilizada uma fornalha de
bagaço modificada, previamente desenvolvida por Harper (1980), que foi adaptada e equipada
com queimador de ar que utiliza atomizador (Eclipse Convecto-Flame oil burner Model 168
HCF-CGO) e alimentada a uma pressão de 51 cm.c.a. para 1,4 MPa. A fornalha foi mantida
43
de 760 a 927ºC por fogo com gás natural e a vinhaça pré-aquecida (50ºC) foi atomizada em
concentrações variando de 63,0 a 73 ºBrix.
Chaudhari, Mishra e Chandb (2008) apresentam em seu estudo que na China, um
grande número de destilarias usa evaporadores de múltiplo efeito para concentrar os efluentes
seguidos de incineração para recuperar a maior parte do conteúdo energético. A termólise é
um processo efetivo para tratamento de vinhaça. O tratamento a 140ºC com concentração de
óxido de cobre igual a 3 kg/m³ e pH de 2,0 resultando em uma redução máxima de 60% de
remoção de DQO, principalmente devido a formação de resíduo sólido insolúvel e estável. A
termólise catalítica usando óxido de cobre com catalisador é bastante efetiva e a redução da
DQO existente a temperaturas moderadas (130-140ºC) e pressão (7-8 bar) são comparadas ao
reportado por outros trabalhos através de termólise não catalítica em temperaturas (200250ºC) e pressões (70-80 bar) consideravelmente mais altas. A cinética da termólise da
vinhaça apresentou uma reação de primeira ordem relacionada a DQO. O sólido obtido a
140ºC e pH de 2,0 tem uma proporção atômica de C:H de 1:1,08 e uma capacidade calorífica
de 21,77 MJ/kg. O lodo obtido após a termólise tem boas características de filtração. O
resíduo pode ser usado como um combustível em fornalhas para recuperar a sua energia e as
cinzas contendo cobre pode ser misturadas com material orgânico e usadas como fertilizante
rico em nutriente na agricultura.
De acordo com Zhang, Xiong e Wei (2009), o tratamento físico-químico é empregado
após o tratamento anaeróbico primário objetivando reduzir a DQO e cor. Estes autores
apresentam os biofloculantes como menos nocivos ao meio ambiente e ao ser humano,
indicando o potencial deles para substituir os floculantes químicos. O objetivo do estudo deles
foi aplicar a tecnologia de floculação biológica para eliminar o problema de poluição causado
pelo efluente da produção de etanol de várias matérias-primas. O biofloculante ácido
poliaspártico (PASP) (C4H6NO3(C4H5NO3)mC4H6NO4), primeiramente encontrado no corpo
de organismos marinhos é reconhecido com um tipo de “agente verde” de tratamento de
efluente no mundo.
A vinhaça, inicialmente, passou por uma peneira de 50 mesh para remover os sólidos,
que são usados como alimento após secagem, e então foi tratada por floculação biológica. Foi
adicionado à vinhaça 1,0 g/L ácido poliaspártico e a amostra foi agitada durante 2 minutos a
150 rpm e finalmente mantida em repouso por 20 min. O floculante foi adicionado a certa
quantidade de amostra (agitação de 150 rpm) até ter gerado muita precipitação e a cor do
líquido ter se alterado (de marrom para marrom avermelhado). Então esta quantidade foi
registrada para determinar a concentração do floculante. Finalmente a solução foi filtrada em
44
papel de filtro (tamanho do poro de 0,12 mm). O filtrado foi misturado com a matéria-prima
para a próxima fermentação. A vinhaça foi reutilizada e reciclada.
A floculação química usou 1,0 g/L cloreto de polialumínio (PAC-PAM), a amostra foi
agitada durante 2 minutos a 150 rpm e finalmente mantida em repouso por 20 min. Após
floculação, o efluente foi filtrado em papel de filtro para reutilização.
O efluente da destilaria contém proteínas e açúcares que fornecem nitrogênio e
carbono para o crescimento de microorganismos, logo o reuso da vinhaça no processo de
fermentação alcoólica é uma boa alternativa.
No estudo de Zhang, Xiong e Wei (2009), a recirculação de vinhaça foi avaliada. O
número de ciclos foi determinado pela taxa de produção de etanol, com alta produtividade de
etanol o número de ciclos foi aumentado. A concentração de etanol em 90 horas usando
vinhaça filtrada foi 8,16% (v/v). Sem a floculação, as concentrações finais de etanol foram
6% no primeiro reciclo e 4,8% no segundo reciclo. O reciclo direto sem floculação gera um
efeito negativo severo na fermentação e no crescimento das células de levedura, que foram
observadas em microscópio. O efeito negativo se tornaria maior se o número de reciclos
aumentasse, e para atingir a mesma produtividade de etanol seria requerido muito mais tempo
de fermentação. A causa pode ser relativa à alta concentração de sólidos solúveis e algumas
substâncias tóxicas específicas.
Com o tratamento de floculação química para o reuso de vinhaça, as concentrações
finais de álcool foram 6,41% (v/v) no primeiro reciclo e 7,2% no segundo reciclo. A
produtividade foi menor do que com vinhaça filtrada (8,16%). O conteúdo de sólidos foi bem
reduzido, mas as substâncias tóxicas não foram removidas usando a floculação química. O
resíduo do filtro pode ser tóxico de componentes inorgânicos e não podem ser usado com
alimento, resultando em uma poluição secundária. Este pós-tratamento do resíduo do filtro
pode ser problemático para indústria de etanol.
Com o tratamento de floculação biológica para o reuso de vinhaça, as concentrações
finais de etanol de repetidas fermentações teve uma média de 9,12%, um pouco maior do que
utilizando somente vinhaça filtrada. Através da floculação, os sólidos solúveis foram bastante
reduzidos para evitar a influência na fermentação. O ácido poliaspártico foi efetivo em separar
impurezas perigosas (íons metálicos, aldeídos, ácidos voláteis entre outros) que inibem a
fermentação alcoólica. Com a biofloculação, o lodo é inofensivo e pode ser utilizado com um
bom alimento ou fertilizante agrícola. Este processo é atóxico, não poluente e totalmente
“verde”.
45
Britto e Barbosa (1982) estudaram o tratamento físico-químico de vinhaça utilizando
hidróxido de cálcio depois de um criteriosa seleção de agentes coagulantes em várias
combinações ou separadamente como cloreto férrico, sulfato de alumínio, alginato de sódio,
polieletrólitos aniônicos e catiônicos em diversos pH e várias concentrações de dosagem. Os
coagulantes químicos mais utilizados estão apresentados na Tabela 7.
Tabelas 7 Coagulantes e floculantes usuais
Coagulante ou floculante
Função
Al2(SO4)2 – Sulfato de alumínio
Cátions polivalentes (Al+3, Fe+3, Fe+3, etc.)
PAC – Policloreto de Alumínio
neutralizam as cargas elétricas das partículas
FeCl2 – Cloreto Férrico
suspensas e os hidróxidos metálicos (Ex:
FeSO4 – Sulfato Ferroso
Al2(OH)2), ao adsorverem os particulados,
geram uma floculação parcial
Usualmente utilizado como agente controlador
do pH. Porém, os íons cálcio atuam também
Ca(OH)2 – Hidróxido de Cálcio
como agentes de neutralização das cargas
elétricas superficiais, funcionando como um
coagulante inorgânico.
Polímeros Aniônicos e Nãoiônicos
Geração de “pontes” entre as partículas já
coaguladas e a cadeia do polímero, gerando
flocos de maior diâmetro.
Neutralização das cargas elétricas, superficiais
que envolvem os sólidos suspensos e
Polímeros catiônicos
incremento do tamanho dos flocos formados
(via formação de pontes).
Usualmente utilizado no tratamento de lamas
orgânicas.
46
Tabelas 7 Coagulantes e floculantes usuais (continuação)
Coagulante ou floculante
Função
São polieletrólitos catiônicos de baixo peso
molecular, os quais possuem como função
Policátions
principal a neutralização das cargas elétricas
superficiais e aumento do tamanho dos flocos.
Utilizados em substituição aos floculantes
inorgânicos convencionais.
Fonte: Pastor, Carvalho & Zibordi (s.d.).
Segundo Pastor, Carvalho & Zibordi (s.d.), o processo de coagulação está intimamente
relacionado ao fenômeno de neutralização, uma vez que consiste na aglutinação das
partículas, para que as mesmas se tornem maiores e possam sedimentar rapidamente.
Na Figura 15 está apresentado um modelo esquemático dos processos de coagulação e
floculação.
Figura 15. Processo de coagulação e floculação.
Britto & Barbosa (1982) elegeram a cal para seu estudo, cuja concentração variou-se
de 1,0 a 3,0% em escala crescente de 0,2%, escolhendo a concentração de 2,5% como a mais
eficiente. A concentração mínima para se obter a torta e o efluente líquido límpido, com
ausência total de sólidos sedimentáveis foi de 1,8%. O teor de pureza de cal utilizada variou
de 67,2 a 83%.
O processo utilizado foi colocar a vinhaça in natura e o coagulante em um
homogeneizador a ar comprimido e após 30 segundos iniciar a prensagem em um filtro-prensa
por 1 hora. As maiores reduções dos principais parâmetros dosados foram alcançadas nas
47
diluições de 2,5 e 1,8%, sendo que na primeira obtiveram-se os valores mais significativos em
termos de redução de carga orgânica.
Este processo é altamente vantajoso na remoção de sólidos sedimentáveis e sólidos
suspensos. Em relação a turbidez as diluições de 1,8 e 2,5% alcançaram elevadas reduções,
devendo ser acrescentado que, todos os efluentes de qualquer concentração de cal
considerados clarificados, apresentavam sempre 100% de remoção de sólidos sedimentáveis
em 60 minutos, ficando os sólidos dissolvidos como os responsáveis pelas valores de turbidez
encontrados no efluente.
Qualquer que seja a concentração de coagulante usado, existe sempre o aumento da
dureza, em relação ao CaCO3, o que é vantajoso no caso do uso do efluente na irrigação do
solo. As remoções de carga orgânica (DBO, DQO e proteínas) apesar de apresentarem valores
médios equivalentes a um tratamento primário, alcançaram algumas vezes valores
equivalentes a um tratamento secundário. O aumento de cal não é diretamente proporcional ao
aumento da redução. Na concentração de 2,5% a redução de proteínas foi de 46%, o que
permitiu afirmar que a proteína distribuiu-se equitativamente entre o efluente sólido e líquido.
Os resultados deste estudo estão apresentados na Tabela 8.
Tabela 8 Reduções alcançadas com 2,5% de Ca(OH)2
Parâmetros
Máxima (%)
Média (%)
Mínima (%)
DQO (mg O2/L)
77
31
6
DBO (mg O2/L)
63
37
7
Proteína (mg/L)
91
47
8
Turbidez (JTU)
99
97
71
Sólidos em suspensão totais (mg/L)
96
86
1
Sólidos em suspensão fixos (mg/L)
-
-
-
Sólidos em suspensão voláteis (mg/L)
99
61
10
Dureza CaCO3 (mg/L)
81
31
15
Nitrogênio Kjeldhal (mg N/L)
66
47
7
Fósforo total (mg/L)
82
68
37
Potássio (mg/L)
75
58
22
Fonte: Britto & Barbosa, 1982.
Devido ao residual de carga orgânica, os autores buscaram como alternativa o uso de
gás carbônico, subproduto da fermentação, com o objetivo de reduzir o pH através da
48
precipitação de carbonato de cálcio, o que acarretaria o arraste de matéria orgânica para o
sedimentado. Nos testes realizados a eficiência de remoção aumentou e foi estudada a injeção
durante 10 minutos de CO2 no efluente do filtro e no tanque de homogeneização.
Gonçalves e Silva (2000) citam um estudo feito pela CETESB (1978) em que o
tratamento físico-químico é o que apresenta maior potencialidade no tratamento da vinhaça.
Estes autores consideram que quando se adota os processos de coagulação e floculação,
procura-se com estas operações reduzir a DQO do sobrenadante, arrastando para o lodo as
partículas coloidais presentes na vinhaça, onde se concentra parte da matéria orgânica deste
meio, para aproveitá-la como fertilizante.
Santiago et. al. (2009) realizaram um trabalho de pesquisa com objetivo de obter um
lodo de vinhaça através do uso dos coagulantes naturais, como quitosana, tanino e moringa,
reduzindo assim o seu o caráter poluente e permitindo recuperar a água da vinhaça para reuso.
Os coagulantes naturais foram escolhidos devido a sua biodegrabilidade, gerando
assim um menor impacto ambiental, além de seu baixo custo. Foram realizados experimentos
em Jar-test à temperatura ambiente com 200 mL de vinhaça, variando o volume de solução
coagulante adicionado a vinhaça. Durante 1 minuto, as amostras foram submetidas a uma
rotação de 100 rpm (mistura rápida) e, em seguida, a rotação foi reduzida para 50 rpm por um
período de 30 minutos.
Após a realização do Jar-test, as amostras permaneceram em repouso para
sedimentação. Foram feitos os testes de cor, turbidez, pH e DQO com o sobrenadante das
amostras e com a vinhaça in natura. Os resultados mostram que o coagulante quitosana numa
concentração de 2,5% (m/v) de quitosana em 1% (v/v) de HCl removeu 30% da DQO, 78%
da cor e 95% da turbidez. Utilizando o tanino (Tanfloc® SG) com uma concentração de 10%
(v/v) em água destilada, houve remoção de 40% de DQO, 88% de cor e 98% de turbidez. Já o
coagulante moringa em uma solução de 5% (m/v), removeu somente 22% de DQO, 54% da
cor e 65% da turbidez.
Eleotério et. al. (2008) propuseram em seu trabalho um tratamento através da geração
eletroquímica de Fe (VI) in situ. Após ajuste do pH para coagulação do hidróxido de ferro
(III) e filtração, o efluente foi tratado secundariamente utilizando fotocatálise com dióxido de
titânio suportado em estilhaços de vidro. Concluiu-se que o tratamento da vinhaça utilizando
um tratamento primário pela geração eletroquímica in situ de Fe(VI) seguida de um
tratamento fotocatalítico secundário utilizando dióxido de titânio proporcionou uma
diminuição significativa da DQO (cerca de 80,0%) no efluente num período de 5 horas de
tratamento total.
49
O nitrogênio presente em grande quantidade, provavelmente oriundo do fermento
utilizado no processo de fermentação do caldo, foi totalmente oxidado a nitrato pelo Fe(VI)
gerado eletroquimicamente, não podendo ser detectado pelo método de Kjeldahl após 60
minutos de tratamento.
Constituintes inorgânicos tais como fósforo e potássio foram apenas parcialmente
removidos. Do total de fósforo removido (cerca de 32%) a maior parte foi pela ação do
processo de floculação/coagulação/filtração e apenas uma pequena parte pela ação direta dos
processos oxidativos empregados.
A técnica de eletrocoagulação utilizada por Kannana et. al. (2006) removeu 99% da
turbidez utilizando ou não carvão ativado (Areca catechu). A remoção de DQO esteve em
torno de 75 a 80 % para a não utilização e utilização de carvão ativado, respectivamente.
Baseado nos resultados do estudo, conclui-se que a utilização de carvão ativado é mais efetiva
para remoção dos poluentes. O período de uma hora de eletrocoagulação é mais efetivo do
que apenas 30 minutos. A cor da vinhaça que normalmente é difícil de ser removida em
tratamentos convencionais quase foi eliminada completamente na presença de carvão ativado.
O pH aumentou após os 60 minutos de tratamento na presença de carvão ativado.
Observa-se que muitos estudos vêm sendo realizados para buscar tratamentos
alternativos para vinhaça a fim de minimizar o seu caráter poluidor e propor usos alternativos
para o efluente. Este fato reforça a importância da alternativa que este trabalho propõe.
3.6 CARACTERÍSTICAS DO MATERIAL PARTICULADO PROVENIENTE DA
QUEIMA DO BAGAÇO DE CANA-DE-AÇÚCAR
A utilização do bagaço como combustível nas usinas e destilarias já é tradicional em
todo o setor, sendo responsável por sua auto-suficiência nas demandas de energia térmica e
eletromecânica. A palha retirada da cana no momento da colheita também vem sendo
utilizada como combustível juntamente com o bagaço. Ela pode ser recolhida diretamente no
campo ou separa na indústria através de sistema de limpeza a seco. O bagaço e a palha são
queimados diretamente na caldeira, sem qualquer tratamento prévio (Figura 16).
50
Figura 16. Caldeira de biomassa e lavador de gases.
Fonte: Arquivo pessoal
O bom rendimento da combustão está ligado com o melhor aproveitamento possível
do potencial energético do combustível através de alguns fatores operacionais, como a
regulagem e mistura perfeita da relação ar-combustível. O ar necessário para queima do
combustível é calculado conhecendo-se a composição do combustível e baseado na
estequiometria da reação. A quantidade de ar que fornece o oxigênio teoricamente suficiente
para a combustão completa do combustível é chamada de "ar teórico" ou "ar
estequiométrico".
Na prática, sabe-se que é muito difícil obter uma boa combustão apenas com o ar
estequiométrico podendo ocorrer queima incompleta formando CO ao invés de CO2,
resultando em uma quantidade menor de calor liberada.
A fim de garantir a combustão completa é necessário haver uma quantidade adicional
de ar além do estequiométrico, excesso de ar, garantindo desse modo que as moléculas de
combustível encontrem o número apropriado de moléculas de oxigênio para completar a
combustão.
51
Na Tabela 9 são apresentados os valores de referência de ar estequiométrico e gases de
combustão para o bagaço de cana seco.
Tabela 9 Ar e gases de combustão para queima estequiométrica do bagaço de cana
Ar de combustãoa
Gases de combustão b
kg/kgcombustível
Nm3/kgcombustível
kg/kgcombustível
Nm3/kgcombustível
5,7
4,4
6,7
5,1
(a) Ar atmosférico úmido com umidade ω=0,010 kgvapor/kgar seco
(b) Gases de combustão úmidos
Fonte: IPT, 1990
Juntamente com os gases de combustão há a emissão de material particulado
resultante da combustão do bagaço, que segundo ANA (2009) apud COPERSUCAR (1983) o
valor estimado é de 2,2 a 3,6 kg/tcana, cerca de 80% lançados na atmosfera e os 20% restantes
depositados nas fornalhas, cinzeiros e salões das caldeiras que são retirados por via seca ou
por corrente contínua de água.
De acordo com Arbex (2001), o material particulado é o termo usado para descrever
uma complexa mistura de partículas sólidas e líquidas, de origem natural ou antropogênica. O
tamanho, a composição química, e outras propriedades físicas e biológicas dependem da
origem (fonte) e das transformações atmosféricas sofridas pelas partículas.
De forma geral, os sólidos residuais compreendem, além de fuligem de bagaço, grande
quantidade de materiais não queimados e resíduos minerais oriundos do solo (areia e argila).
O total de fuligem esperado pode ser relacionado diretamente à capacidade de geração de
vapor da caldeira. A quantidade de bagaço mal queimado depende da eficiência de queima da
caldeira, a qual depende do tipo e das condições operacionais do equipamento.
As caldeiras mais modernas tendem a gerar menos bagaço mal queimado. Os sólidos
minerais dependem dos processos de colheita e transporte da cana, bem como, da existência e
dos tipos de sistemas de lavagem da cana na indústria. Com o aumento da colheita
mecanizada, e conseqüente redução da utilização de água de lavagem na cana, maior
quantidade desses sólidos vem sendo admitida nas caldeiras.
Importante ainda salientar que cada um dos sólidos mencionados acima apresenta
características diferentes de densidade e granulometria, que afetam em muito o
comportamento frente aos processos usuais de separação.
52
As partículas finas e ultrafinas são preferencialmente emitidas por processos de
combustão, compostas por material carbonáceo, metais, compostos orgânicos e íons sulfatos,
nitratos e amoníacos. As partículas ultrafinas tendem a se agrupar por aglomeração ou por
condensação, aumentando o seu diâmetro e transformando-se em partículas finas (ARBEX,
2001 apud USEPA,1996).
Segundo Arbex (2001) a massa das partículas provenientes da queima de biomassa
pode ser divida em duas classes:
•
Partículas finas com um diâmetro médio de 0,3 µm, geralmente produzidos
durante a combustão do material orgânico.
•
Partículas grandes ou grosseiras com um diâmetro médio maior que 10 µm.
O tamanho das partículas está diretamente associado ao seu potencial para causar
problemas à saúde. Outra observação é que o particulado também pode reduzir a visibilidade
na atmosfera.
A emissão de partículas na faixa de diâmetro de 0,5 a 5,0 µm é prejudicial ao sistema
respiratório, pois penetram e se depositam no aparelho respiratório. Por isso a preocupação
dos órgãos ambientais em relação à qualidade do ar vem aumentando e as normas e leis
ambientais estão cada vez mais rígidas. Dessa forma, restam às indústrias se adequarem a
estas normas de melhoria estabelecidas. É neste contexto que surgem os equipamentos de
controle de poluição atmosférica que removem de forma eficiente o material particulado
numa larga faixa granulométrica.
O ensaio de granulometria é o processo utilizado para a determinação da percentagem
em peso que cada faixa especificada de tamanho de partículas representa na massa total
ensaiada. Através dos resultados obtidos desse ensaio é possível a construção da curva de
distribuição granulométrica, tão importante para a classificação dos solos bem como a
estimativa de parâmetros para filtros, bases estabilizadas, permeabilidade, capilaridade etc.
A distribuição granulométrica apresentada na Figura 17 e Tabela 10 foi apresentada
em um estudo realizada nas caldeiras de bagaço da Austrália.
53
Figura 17. Distribuição granulométrica discreta da fuligem originada da queima do bagaço.
Fonte: MAN, 2009.
Tabela 10 Distribuição granulométrica acumulada da fuligem proveniente da queima do
bagaço
Tamanho (µm)
Volume (%)
Tamanho (µm)
Volume (%)
0,399
0,00
25,179
26,51
0,502
0,05
31,698
36,78
0,632
0,24
39,905
49,17
0,796
0,48
44,774
55,85
0,893
0,60
50,238
52,59
1,002
0,72
63,246
75,45
1,262
0,93
79,621
86,15
1,589
1,15
89,337
90,36
2,000
1,40
100,237
93,71
3,170
2,15
141,589
99,11
3,991
2,71
178,250
99,96
5,024
3,45
200,000
100,00
6,325
4,40
251,785
100,00
7,962
5,65
316,979
100,00
8,934
6,42
399,052
100,00
10,024
7,34
502,377
100,00
12,619
9,77
632,456
100,00
15,887
13,39
796,214
100,00
54
Tabela 10 Distribuição granulométrica acumulada da fuligem proveniente da queima do
bagaço (continuação)
Tamanho (µm)
Volume (%)
Tamanho (µm)
Volume (%)
17,825
15,83
893,367
100,00
20,000
18,79
1002,374
100,00
Fonte: MAN, 2009.
As distribuições granulométricas, Tabela 11 e Figura 18, foram apresentadas por
Cortez, Lora & Gómez (2008) apud Alan (1981) referindo-se ao material particulado emitido
por uma caldeira que utiliza bagaço como combustível.
Tabela 11 Distribuição granulometria do material particulado proveniente da queima do
bagaço de cana-de-açúcar
Wi (% m)
Wi (% m)
discreto
acumulado
3,0
7,0
7,0
4,0
7,5
14,5
7,5
13,0
27,5
15,0
16,0
43,5
25,0
12,0
55,5
35,
8,0
63,5
45,0
7,0
70,5
55,0
3,0
73,5
65,0
2,0
75,5
75,0
5,0
80,5
85,0
2,0
82,5
95,0
2,0
84,5
100,0
15,5
100,0
dpi (µm)
Fonte: Cortez, Lora & Gómez, 2008
55
Figura 18. Distribuição granulométrica acumulada do material particulado proveniente da
queima do bagaço de cana-de-açúcar.
Fonte: Cortez, Lora & Gómez, 2008
3.7 TRATAMENTO DO MATERIAL PARTICULADO PROVENIENTE DA QUEIMA DE
BAGAÇO
Na queima de bagaço de cana nas caldeiras, a parte mais leve dos sólidos residuais é
arrastada junto aos gases de exaustão, requerendo a instalação de sistemas de remoção dos
sólidos desses gases, para que estes se enquadrem aos parâmetros exigidos pela legislação
ambiental. Os sólidos não arrastados pelos gases se depositam nos cinzeiros das caldeiras e
também precisam ser removidos, para evitar a obstrução do equipamento e a perda de
eficiência.
A emissão de poluentes gasosos, quando a biomassa é queimada, é menor que se fosse
usado combustível fóssil. A emissão de óxidos de enxofre é muito baixa por causa da pequena
quantidade de concentração de enxofre na análise elementar do combustível (Tabela 12).
Portanto, pode-se dizer que durante a operação de caldeiras e fornalhas que usam biomassa
como combustível, o controle de emissão é geralmente limitado às instalações de
equipamentos de separação de particulado (NOGUEIRA & LORA, 2002).
56
Tabela 12 Composição elementar do bagaço em base seca
Composição do bagaço
Valores (%)
Carbono
44,6
Hidrogênio
5,8
Nitrogênio
0,65
Oxigênio
44,5
Enxofre
0,1
Outros
0,02
Fonte:CTC, 2005
A Copersucar apresenta valores de emissões de material particulado para gases
produzidos pela queima de bagaço em caldeiras sem equipamentos de controle (4.000 a 6.000
mg/Nm3) e para caldeiras contendo ciclones em chapa de aço carbono (500 a 800 mg/Nm3),
eficiência de 80 a 88%.
Para controle da emissão de material particulado dois caminhos têm sido adotados
pela indústria: a redução na fonte (adequações do projeto, melhoria da mistura ar/combustível,
automação da combustão, operação na sua capacidade nominal, etc.) como também pela
instalação de retentores de fuligem que seguem duas rotas principais: via seca e via úmida.
Na via seca estão compreendidos os equipamentos do tipo ciclones e separadores
eletrostáticos. Sistemas tipo ciclone foram instalados em usinas de açúcar no Brasil, porém,
de forma geral, a qualidade do material particulado emitido não atende à legislação ambiental.
Por outro lado, os sistemas tipo separador eletrostático apresentam qualidade de separação
superior a dos ciclones, entretanto, esse sistema demanda alto investimento, dificultando a sua
aplicação.
Os sistemas de limpeza de gases que utilizam a via úmida (lavadores de gases) são os
de concepção mais simples, de menor investimento e apresentam grande eficiência. Nestes
sistemas, a limpeza dos gases e dos cinzeiros deve ser feita com água limpa. No caso de uma
operação em circuito fechado, a água de lavagem, após passar pelas caldeiras, deve seguir
para um sistema de tratamento para separação do material sólido que foi removido dos gases e
dos cinzeiros, a fim de permitir o seu reciclo e evitar problemas de entupimentos de linhas,
além de desgastes em tubulações e em equipamentos.
Há uma grande variedade de geometrias de lavadores no mercado, a maioria pode ser
agrupada de acordo com o mecanismo de coleta na qual o gás contendo o material particulado
57
entra em contato com uma aspersão de gotas com as quais as partículas se chocam e se
depositam por difusão como ilustrado na Figura 19 e descrito na Tabela 13.
Figura 19. Mecanismo de coleta de partículas em um lavador de gases.
Tabela 13 Mecanismos de coleta de partículas em um lavador
Mecanismo
Impactação
Difusão
Explicação
Partículas muito grandes para seguir as linhas de corrente ao
redor de uma gota colidem com ela.
Partículas muito pequenas movem aleatoriamente, colidindo
com gotas porque elas estão confinadas em um espaço limitado.
Uma extensão do mecanismo de impactação. O centro de uma
Intercepção direta
partícula segue a linha de corrente ao redor da gota, mas uma
colisão ocorre se a distância entre a partícula e a gota for menor
do que o raio da partícula.
Atração eletrostática
Partículas e gotas se tornam carregadas contrariamente e se
atraem.
Quando um gás quente esfria rapidamente, partículas presentes
Condensação
no gás podem agir como um núcleo de condensação resultando
em partículas maiores.
A forma ou curvatura de um coletor faz com que o gás gire em
Força centrífuga
um movimento espiral, lançando partículas grandes em direção
à parede.
58
Tabela 13 Mecanismos de coleta de partículas em um lavador (continuação)
Mecanismo
Gravidade
Explicação
Partículas maiores movendo suficientemente devagar irão cair
da corrente de gás e serão coletadas.
Fonte: Liu & Liptak, 2000.
A Figura 20 ilustra os tipos mais comuns usados, que podem ser lavadores com
bandejas, torres de nebulização e Venturi. Esses sistemas tendem a ser mais complexos com
eficiência maior, por exemplo, um lavador tipo Venturi pode alcançar mais de 95%
(NOGUEIRA & LORA, 2002).
Figura 20. Principais tipos de lavadores de gases.
Fonte: Nogueira & Lora, 2002.
A Tabela 14 apresenta o modelo do lavador de gases e os principais parâmetros de
operação, nos quais o diâmetro de corte foi introduzido. Isso indica que o diâmetro mínimo de
partícula para cada separador opera com uma eficiência de 50% (NOGUEIRA & LORA,
2002).
59
Tabela 14 Modelo de lavador de gases e parâmetros de operação
Lavador de Gases
Torre de
Lavador de
com Bandeja
Nebulização
Gases Venturi
Diâmetro de corte (µm)
1,0
>1,0
0,1 - 0,4
Velocidade do gás (m/s)
1,0
1,0 – 1,8
40 – 150
Pressão do líquido (gota) (kPa)
2–3
0,2 - 2
3 – 20
Relação água/gás (l/m³)
0,26 – 0,39
0,05 – 10
0,5 – 5
52 - 130
14 - 52
78 -312
Parâmetro
Potência consumida
(kWh/1000 m³)
Fonte: Nogueira & Lora, 2002
Muitas técnicas já foram desenvolvidas para diminuir a emissão da maioria desses
poluentes, o lavador de gases, que utiliza líquido para remover poluentes, é a mais utilizada
em usinas de açúcar e álcool por causa de sua eficiência elevada. No lavador, o gás sujo entra
em contato com as gotas do liquido em aspersão, forçando-o através dos gases ou outro
método de contato (NOGUEIRA & LORA, 2002).
A seleção da tecnologia e projeto do sistema de controle de material particulado para
uma dada aplicação é complexa. É necessário considerar fatores como: eficiência, nível de
emissão final desejada, custo de investimento, custo de operação, espaço disponível, etc.
Deve-se conhecer como uma informação preliminar de concentração e tamanho das
partículas, características do gás (temperatura, presença de compostos ácidos ou básicos) e os
padrões de emissão (NOGUEIRA & LORA, 2002).
O lavador tipo torre de nebulização também é conhecido como torre de atomização e
torre de aspersão. Neste tipo de lavador, o ar carregado de partículas passa através de uma
câmara retangular ou circular entrando em contato com as gotas do líquido gerado por bicos
atomizadores. O tamanho das gotas é controlado para otimizar o contato com as partículas e
garantir a rápida separação das gotas da corrente gasosa. A água recirculada deve ser
suficientemente limpa ou filtrada para evitar o entupimento dos bicos. Lavadores tipo spray
apresentam em geral eficiência de 90% para partículas maiores que 8 µm. A absorção física
dos gases no líquido depende das propriedades do gás e do líquido, como viscosidade,
densidade, assim como das características do poluente, e do tempo de contato.
Quando a água é pulverizada nos gases quentes sob condições para evaporação, a
energia contida nos gases evapora a água, e então resulta em um resfriamento dos gases. O
60
resfriamento pelo líquido “quenching” é acompanhado essencialmente pela introdução de
gases quentes com líquido (normalmente água) em um aparelho de contato. Quando a água
evapora, a energia necessária para evaporar a água é obtida pelos gases quentes de combustão,
resultando em uma redução da temperatura dos gases (SANTOLERI, REYNOLDS &
THEODORE, 2000).
Nas torres de nebulização, o resfriamento “quenching” é realizado apenas pela
aspersão de água no topo da torre enquanto o gás quente sobe através da torre. Quando a água
não evaporada chega ao fundo da torre, esta é recirculada através de bombeamento para o
topo. Em torno de 10% da água de entrada é evaporada durante o contato com os gases
quentes, a reposição desta água deve ser constantemente adicionada. Para evaporação
eficiente da água, a velocidade do gás deveria ser de 2,0 a 3,0 m/s e a toda a seção transversal
da entrada de gás deveria ser coberta com um spray fino de água (SANTOLERI, REYNOLDS
& THEODORE, 2000).
Para dimensionar um lavador de gases do tipo torre de aspersão são necessárias
algumas informações de projeto como vazão do gás a ser tratado, temperatura do gás e do
líquido, pressão da corrente gasosa, concentração total de entrada das partículas, densidade da
partícula e distribuição granulométrica do material particulado.
A Tabela 15 apresenta os valores recomendados para o diâmetro da gota, a razão
líquido gás e a velocidade de ascensão do gás no lavador.
Tabela 15 Recomendações para projeto de lavadores do tipo torre de aspersão
Parâmetros
Valor
Segundo Dullien, vg deve estar entre 0,60 e 1,0 m/s. Com
Velocidade do gás (vg)
certeza é preciso que vg seja menor que a velocidade terminal da
gota
Razão líquido-gás (RLG)
Diâmetro da gota (Dgota)
Deve estar entre 1 e 3 Lágua/m³gás ou 0,001 a 0,003 m³líquido/m³gás
Em geral, gotas em lavadores têm diâmetro entre 0,1 e 1,0 mm.
O diâmetro ótimo é 0,8 mm.
A altura do lavador não deve ultrapassar 7 metros, para evitar
Altura do lavador (H)
problemas na montagem e manutenção da instalação industrial.
Contudo, quanto maior a altura do lavador, maior será a
eficiência de coleta.
Fonte: Joseph, 1998.
61
Caso a concentração de saída não esteja adequada à legislação, pode-se variar alguns
parâmetros de projeto como aumentar a razão líquido-gás, aumentar a velocidade do gás e
alterar o diâmetro da gota para que se atinja a eficiência global necessária.
Segundo levantamentos feitos pelo Centro de Tecnologia Canavieira (CTC),
Associação de Produtores de Álcool e Açúcar do Estado do Paraná (ALCOPAR), União dos
Produtores de Bioenergia (UDOP) e MINAS, mais de 60% das caldeiras existentes no país
não estão atendendo os limites fixados na resolução CONAMA 382 (SINDALCO, 2009).
Para as caldeiras existentes antes da Resolução CONAMA nº382, de 26 de dezembro
de 2006, que estabelece os limites máximos de emissão de poluentes atmosféricos para fontes
fixas novas, basicamente deve-se atender o padrão de emissão de fumaça branca na saída da
chaminé de acordo com o CONAMA nº3, de 28 de junho de 1990 e o Decreto 8.468 de 1976
para o Estado de São Paulo.
A Tabela 16 apresenta os limites de emissão para poluentes atmosféricos provenientes
de processos de geração de calor, a partir da combustão externa de bagaço de cana-de-açúcar
de acordo com a legislação descrita anteriormente.
Tabela 16 Limites de emissão para poluentes atmosféricos
Potência térmica nominal (MW)
(1)
MP
(1)
NOx
(como NO )
2
Menor que 10
80
N.A.
Entre 10 e 75
30
350
Maior que 75
200
350
(1)
3
os resultados devem ser expressos na unidade de concentração mg/Nm , em base
seca e 8% de excesso de oxigênio.
N.A. - Não aplicável.
Fonte: CONAMA, 2006.
Desses mais de 60% de caldeiras que não atendem os limites máximos fixados,
conforme relatório da consultoria IPLAN, contratada pela ALCOPAR, aproximadamente,
40% dessas caldeiras poderão atingir, mediantes a utilização de investimentos em lavadores
de gases. Outros 40%, somente obterão emissões razoáveis, com pesados investimentos. E o
saldo de 20% das caldeiras existentes, deverá substituir suas caldeiras, o que significa
pesadíssimos investimentos.
62
A Figura 21 apresenta os gráficos dos resultados obtidos pelo estudo da CETESB e
divulgados pelo CTC para as caldeiras com lavadores de gases e suas emissões comparadas
ao limite permitido pela resolução CONAMA nº 382.
Figura 21. Caldeiras analisadas pela CETESB e comparadas à resolução do CONAMA nº
382.
Fonte: SINDALCOOL, 2009
A grande maioria das caldeiras está fora dos padrões de lançamentos estabelecidos
pela legislação vigente. A Figura 22 apresenta o levantamento realizado pela UDOP para 34
caldeiras com potência acima de 75 MW e a linha vermelha representa o limite de emissão de
material particulado de 200 mg/Nm³.
63
Figura 22. Emissão de material particulado de 34 caldeiras com potência superior a 75 MW.
Fonte: UDOP, 2009
No caso do Paraná, único estado que possui legislação específica sobre o assunto
(Resolução SEMA 54), cujos limites de emissões estão em vigor desde início de 2008, já
obrigou as empresas do estado a adquirirem lavadores de gases, propiciando uma redução de
80% das emissões atmosféricas existentes antes dos investimentos.
A CETESB, com vistas a estabelecer padrões máximos de lançamento, em 1986,
tomando por base padrões internacionais para material particulado proveniente da combustão
de madeira e resultados de levantamento da concentração de material particulado em 16
amostragens realizadas em caldeiras a bagaço, com diferentes tipos de sistemas de retenção,
concluiu ser 120 mg/Nm3 um valor aceitável para perímetro urbano em função da obtenção de
valores inferiores a este com lavadores centrífugos com “spray”.
No entanto, pouca atenção tem sido dada às águas residuárias nos lavadores de cinzas
e gases das caldeiras. Poucas usinas possuem dados que representem a qualidade e a
quantidade desse tipo de água residuária.
A opção de lavagem de gases via úmida, embora adequada e barata, esbarra na
dificuldade de contar com um processo eficiente de remoção da fuligem da água, permitindo a
remoção total das partículas sólidas destas correntes, bem como o reaproveitamento da água
64
utilizada no processo. Recomenda-se um sistema que opere em circuito fechado,
possibilitando a recirculação de toda a água para o processo e a separação dos sólidos de
forma compacta e apropriada para o transporte.
Torquato Jr et. al. (s.d.) realizou um estudo da qualidade da água proveniente do
lavador de gases em uma usina localizada na região nordeste. A temperatura da água do
lavador de gases ficou em torno de 65ºC. Com relação à presença de matéria orgânica medida
pela DQO, o valor obtido esteve entre 285 mg/L e 980 mg/L. Como as caldeiras são
alimentadas com bagaço de cana, ao queimar, a matéria orgânica volatiliza e parte dela é
absorvida pelas águas de lavagem, gerando DQO. Quanto às concentrações de sólidos totais,
estas apresentam diferenças significativas entre si, cujos valores variam de 866 mg/L a 2248
mg/L, sempre com o predomínio de sólidos fixos sobre os voláteis. A relação SF/ST variou de
0,59 a 0,75, mostrando que materiais inertes predominavam sobre os orgânicos. Os sólidos
sedimentáveis variam de 20 mg/L a 90 mg/L. O pH esteve no intervalo de 7,5 a 8,2. Os
valores de alcalinidade variaram de 178 mgCaCO3/L a 283mgCaCO3/L. A concentração de
nitrogênio amoniacal variou de 4,1 mg/L a 11,9 mg/L. Os ácidos voláteis apresentam 48 mg/L
para águas de lavagem de gases.
Comumente, é utilizada a decantação para a clarificação da água de fuligem oriunda
da lavagem de gases e cinzeiros de caldeiras que queimam biomassa. O tratamento de água de
fuligem compreende a floculação dos resíduos e a posterior decantação rápida dos sólidos
floculados. A água com fuligem oriunda dos cinzeiros e lavadores de gases é admitida em
uma câmara de floculação localizada na entrada da célula de decantação. Já floculada, a água
com fuligem segue para uma segunda câmara na célula de decantação onde ocorre a
sedimentação dos sólidos floculados no fundo do tanque.auxiliar de floculação, desenvolvido
especialmente para a floculação de fuligem.
O lodo contendo o material sólido extraído no sedimentador é transportado
hidraulicamente para uma etapa de concentração em peneiras para posterior descarte,
enquanto a água limpa é reciclada diretamente para os cinzeiros e para os bicos lavadores de
gases. A água peneirada retorna para o início do processo de tratamento.
Nas peneiras ocorre a separação de grande parte das partículas sólidas inferiores à
granulometria das telas, devido à superposição de lodo sobre a tela que age como auxiliar
filtrante, e também graças ao efeito de floculação ainda presente no meio.
O sistema opera em circuito fechado, com o retorno da água tratada, isenta de sólidos,
aos lavadores e cinzeiros, eliminando riscos de entupimento e de desgaste por abrasão.
65
Outra opção é a utilização de caixas de sedimentação para a separação dos sólidos
constituintes da fuligem, juntamente com a areia e o bagacilho mal queimado.
A água clarificada, livre de partículas sólidas, verte por gravidade do tanque de
decantação para um tanque de água limpa, onde é feita a alimentação de água de make-up
para reposição do volume perdido no processo. Deste tanque, a água limpa é bombeada de
volta para os sistemas de lavagem de gases e de cinzeiros.
3.8 SEDIMENTAÇÃO
A sedimentação consiste na separação de partículas (sólidas e líquidas) pela ação da
gravidade. O método de projeto comumente adotado é baseado em informações experimentais
como a velocidade de sedimentação e a altura da interface em função do tempo de acordo
com a curva de sedimentação apresentada na Figura 23.
Figura 23. Curva de sedimentação.
A Figura 24 apresenta o esquema do balanço de massa com as entradas e saídas de
líquido e lodo do sedimentador.
66
Figura 24. Representação do balanço de massa no sedimentador.
O método de Roberts consiste em determinar a área do sedimentador através da
aplicação do método de Kynch para o ponto crítico, que utiliza apenas um ensaio para a
obtenção da curva de sedimentação (altura da interface entre o clarificado e a suspensão em
função do tempo) (GOMIDE, 1983).
A curva de sedimentação, Figura 25, é obtida através de ensaio em proveta. A
concentração Co (ensaio) é normalmente igual ao de alimentação da suspensão (Ca).
Figura 25. Curva de decantação típica do método de Kynch.
A velocidade de sedimentação diminui com a concentração da suspensão. Quanto
maior a concentração, maior será o volume de líquido deslocado para cima, de forma que
maior será a velocidade (v).
No ensaio de laboratório a zona limite começa a se formar no fundo do cilindro e vai
subindo. Ao atingir a interface, todo o sólido inicialmente presente na suspensão terá
atravessado a zona limite com velocidade u+v (GOMIDE, 1983).
67
O ponto crítico (entrada em compressão) é obtido através gráfico de ln (z-zf) em
função do tempo, que mostra uma descontinuidade no ponto crítico, permitindo determinar θc
com precisão, conforme apresentado na Figura 26.
Figura 26. Gráficos típicos do método de Roberts.
A sedimentação pode ser natural (livre) ou forçada (quando se utiliza floculantes –
substâncias com propriedades de aglomeração de partículas). O aumento do tamanho das
partículas aumenta a velocidade de sedimentação.
3.9 CONSIDERAÇÕES FINAIS
Com base nas informações apresentadas anteriormente, evidencia-se a busca de
alternativas para o uso e disposição da vinhaça devido ao grande volume gerado e seu
potencial poluidor. Além disso, há preocupação do setor com o gerenciamento dos recursos
hídricos, focado no reuso da água e redução da captação.
Seguindo esta linha de pensamento, este estudo busca conciliar a redução do consumo
de água com a utilização de vinhaça em um equipamento utilizado para o controle da poluição
do ar, o lavador de gases. Dessa forma, há uma coleta do material particulado gerado na
queima do bagaço, o uso da vinhaça como líquido no lavador de gases, que resulta em uma
redução da captação de água para este sistema.
Pensando na minimização do poder poluidor da vinhaça, o tratamento físico-químico
seria uma alternativa para a redução de DQO através da utilização de hidróxido de cálcio em
sedimentadores dimensionados para este tratamento.
68
4 MATERIAIS E MÉTODOS
A alternativa abordada neste estudo, apresentada na Figura 27, compreende o uso da
vinhaça in natura, em substituição da água, diretamente no lavador de gases para a coleta de
material particulado proveniente da queima do bagaço de cana-de-açúcar
Gases limpos
Bagaço
Cana-de-açúcar
Gases de
combustão
Vinhaça e
fuligem
Caldo
Vinhaça
Etanol
Figura 27. Esquema simplificado da alternativa de uso de vinhaça in natura no lavador
de gases
Para a quantificação das variáveis envolvidas nesse processo foram elaborados
cálculos referentes ao balanço de massa e energia em planilhas do programa Excel utilizando
as equações apresentadas no item 4.1.
Utilizando alguns resultados obtidos com o cálculo do balanço de massa e adotando
parâmetros de projeto, foi realizado o dimensionamento do lavador de gases a partir das
equações apresentadas no item 4.2 através de planilhas do programa Excel. A densidade da
fuligem utilizada no projeto do lavador de gases foi analisada através de picnometria a gás
hélio em uma parceria com a Universidade Federal de São Carlos (UFSCAR). Objetivando
alcançar a melhor eficiência do equipamento projetado, alguns parâmetros como altura do
lavador, diâmetro da gota e razão líquido gás foram variadas em simulações.
Como a vinhaça é um resíduo que contém elevada DQO, foi realizada uma análise de
rotaevaporação a fim de constatar se haveria emissão de substâncias voláteis através de sua
69
evaporação quando entrasse em contato com os gases quentes de combustão. Já considerando
que haveria a emissão de tais compostos, além do ensaio com vinhaça in natura também foi
realizado um ensaio com vinhaça tratada físico-quimicamente, cujo tratamento foi baseado no
estudo de Britto & Barbosa (1982) com a utilização de 2,0% (m/v) de hidróxido de cálcio.
Esta concentração de coagulante foi escolhida devido à melhor remoção de DQO segundo o
estudo realizado pelos autores. Para esta avaliação foi realizado um estudo de rotaevaporação
descrito no item 4.3.
Para se fazer um tratamento físico-químico é necessário o projeto de sedimentadores,
que foi realizado neste estudo baseando-se em uma faixa de concentrações de 0,5%, 1,0%,
1,5% e 2,0%, previamente estudadas por Britto & Barbosa (1982), sendo que o procedimento
adotado neste estudo foi descrito no item 4.4. O dimensionamento dos sedimentadores para as
concentrações acima descritas foram realizados através da inserção das equações em planilhas
do programa Excel, descritas no item 4.5, e com a elaboração dos gráficos de acordo com o
método de Roberts.
4.1 EQUAÇÕES REFERENTES AO BALANÇO DE MASSA E ENERGIA
Inicialmente, foram calculados os açúcares redutores totais (ART) presentes na cana,
que representam todos os açúcares (sacarose, glicose e frutose) na forma de açúcares
redutores ou invertidos. Esse valor foi determinado a partir da Equação 1 utilizando o
resultado da análise de polarização (pol) realizada em laboratório, que no caso deste estudo
foi adotado um valor médio:
ART =
POL
+ AR
0,95
Sendo que:
ART - Açúcares redutores totais (%)
AR - Açúcares redutores (%)
Pol - Polarização (sacarose aparente) (%)
(1)
70
A Equação 2 foi utilizada para obter a vazão mássica de ART de acordo com a
porcentagem de ART presente na cana, previamente calculada pela Equação 1.
WART = Wc × ART
(2)
Sendo que:
WART - Vazão mássica de ART (t/h)
WC - Vazão mássica de cana processada (t/h)
ART - Açúcares totais redutores presentes na cana processada (%)
A Equação 3 define a produção de álcool utilizando o fator de conversão de ART em
álcool, apresentado na Tabela 1 e o valor obtido para vazão mássica de ART a partir da
Equação 2.
Q e t = WART × 0,64775
(3)
Sendo que:
Qet - Vazão volumétrica de etanol (m3/h)
WART - Vazão mássica de ART (t/h)
Como o volume gerado de vinhaça pode variar de acordo com o grau alcoólico do
vinho fermentado e o tipo de aparelho de destilação utilizado, a razão vinhaça-álcool pode
variar. Logo, a vazão de vinhaça foi obtida através da Equação 4 utilizando o resultado da
vazão volumétrica de etanol obtido pela Equação 3:
Q v = Q et xRVA
Sendo que:
Qv - Vazão volumétrica de vinhaça (m3/h)
RVA – Razão vinhaça-álcool (m³/m³)
Qet - Vazão volumétrica de etanol (m3/h)
(4)
71
O vapor necessário para o processo foi calculado através da Equação 6 utilizando o
consumo específico de vapor médio de 400 kgvapor/tcana e a moagem da planta de 500 t/h:
Wvp =
C ev × Wc
1000
(6)
Sendo que:
Wvp = Vazão mássica de vapor necessário para processo (t/h)
Cev = Consumo específico de vapor (kgvapor/tcana)
Wc = Vazão mássica de cana (t/h)
A quantidade de bagaço necessária para alimentar a caldeira e gerar o vapor requerido
para o processo foi calculada utilizado a Equação 7, que relaciona consumo específico de
bagaço em uma caldeira de alta pressão (adotado o valor médio de 2,1 kgvapor/kgbagaço) e a
vazão de vapor obtida na Equação 6:
Wbc =
Wvp
C eb
(7)
Sendo que:
Wbc = Vazão mássica de bagaço para alimentar a caldeira (t/h)
Wvp = Vazão mássica de vapor necessário para processo (t/h)
Ceb = Consumo específico de bagaço na caldeira (tvapor/tbagaço)
A quantidade de bagaço gerado na extração de caldo é:
Wb =
Wc × Fc
100 − (U b + Pol b )
Sendo que:
Wb – Vazão mássica de bagaço gerada na extração de caldo (t/h)
Wc – Vazão de cana na entrada da moenda (t/h)
Fc – Teor de fibra na cana (%)
Ub – Umidade do bagaço gerado (%)
(8)
72
Polb – Quantidade de pol presente no bagaço (%)
A partir da quantidade de bagaço calculada para alimentar a caldeira (Wbc), foram
obtidas as vazões mássicas e volumétricas de ar e gases de combustão de acordo com as
relações apresentadas na Tabela 11 através das Equações 9, 10, 11 e 12:
War = 5,7 × Wbc
(9)
Q ar = 4,4 × Wbc * 1000
(10)
Wg = 6,7 × Wbc
(11)
Q g = 5,1 × Wbc * 1000
(12)
Sendo que:
War - Vazão mássica de ar de combustão (t/h)
Qar - Vazão volumétrica de ar de combustão (Nm3/h)
Wg - Vazão mássica de gases de combustão (t/h)
Qg - Vazão volumétrica de gases de combustão (Nm3/h)
Wbc - Vazão mássica de bagaço para alimentar a caldeira (t/h)
Como as combustões normalmente ocorrem sob pressões próximas da pressão
atmosférica, pode-se considerar que os gases envolvidos na operação comportam-se como
gases perfeitos.
Para determinar a vazão real do ar e dos gases de combustão é necessário multiplicar
as vazões normais pela temperatura e pressão do ar e dos gases em estudo:
P1 × Q1 P2 × Q 2
=
T1
T2
Sendo que:
P1 – Pressão do ar/gás na CNTP (atm)
(13)
73
Q1 – Vazão do ar/gás na CNTP (Nm³/h)
T1 – Temperatura do ar/gás na CNTP (K)
P2 – Pressão do ar/gás na condição real (atm)
Q2 – Vazão do ar/gás na condição real (Am³/h)
T1 – Temperatura do ar/gás na condição real (K)
Como o bagaço é um combustível sólido, utilizou-se a sua composição química em
porcentagem mássica apresentada na Tabela 13, juntamente com a vazão mássica do
combustível a ser queimado, que foi a base de cálculo para determinar a vazão de cada
composto presente nos gases de combustão.
Wb i = Wbc × x g i
(14)
Sendo que:
Wbi – Vazão mássica do componente i do bagaço presente no gás de combustão (t/h)
Wbc – Vazão mássica de bagaço para alimentar a caldeira (t/h)
xgi – Fração mássica do componente i do bagaço presente no gás de combustão (-)
As vazões dos componentes do ar utilizado para combustão foram determinadas a
partir da seguinte Equação:
Wa i = War × x a i
(15)
Sendo que:
Wai – Vazão mássica do componente i presente no ar (t/h)
War – Vazão mássica de ar para combustão (t/h)
xai – Fração mássica do componente i do bagaço presente no gás de combustão (-)
As reações que ocorrem pela combustão completa (passagem de todo o carbono a
dióxido de carbono, todo hidrogênio à água e todo o enxofre a dióxido de enxofre) da parte
combustível do bagaço serão:
74
C + O → CO 2
(16)
H 2 + 12 O 2 → H 2 O
(17)
S + O 2 → SO 2
(18)
N2 → N2
(19)
Como foram estes três componetes que consumiram oxigênio do ar para combustão, a
quantidade de oxigênio existente no bagaço foi considerada como combinada com parte do
hidrogênio, formando água.
Com base nas massas molares de cada componente das reações de combustão é
possível determinar a vazão de produto:
WCO 2 =
WC × MM CO 2
MM C
(20)
Sendo que:
WCO2 – Vazão mássica de gás carbônico (t/h)
WC – Vazão mássica de carbono (t/h)
MMCO2 – Massa molar de gás carbônico (g/mol)
MMC – Massa molar de carbono (g/mol)
WH 2 O =
WH 2 × MM H 2 O
MM H 2
Sendo que:
WH2O – Vazão mássica de água gerada pela reação de combustão (t/h)
WH2 – Vazão mássica de hidrogênio (t/h)
MMH2O – Massa molar água (g/mol)
MMH2 – Massa molar de hidrogênio (g/mol)
(21)
75
A vazão mássica de água total presente nos gases de combustão é a soma da umidade
presente no bagaço e a vazão de água gerada pela reação de combustão:
WH 2 O _ T = WH 2 O + WH 2 O _ B
(22)
Sendo que:
WH2O_T – Vazão mássica total de água nos gases de combustão (t/h)
WH2O – Vazão mássica de água gerada pela reação de combustão (t/h)
WH2O_B – Vazão mássica de água presente no bagaço (t/h)
WSO 2 =
WS × MM SO 2
MM S
(23)
Sendo que:
WSO2 – Vazão mássica de dióxido de enxofre (t/h)
WS – Vazão mássica de enxofre (t/h)
MMSO2 – Massa molar dióxido de enxofre (g/mol)
MMS – Massa molar de enxofre (g/mol)
WN 2 =
WN 2 × MM N 2
MM N 2
(24)
Sendo que:
WN2 – Vazão mássica de nitrogênio (t/h)
MMN2 – Massa molar de nitrogênio (g/mol)
WO 2 =
WO 2 × MM O 2
MM O 2
Sendo que:
WO2 – Vazão mássica de oxigênio presente no bagaço (t/h)
MMO2 – Massa molar de oxigênio (g/mol)
(25)
76
WO 2 CC =
WC × MM O 2 WH 2 × MM 12 O 2 WS × MM O 2
+
+
MM C
MM H 2
MM SO 2
(26)
Sendo que:
WO2CC – Vazão mássica de oxigênio consumido na combustão completa (t/h)
WC – Vazão mássica de carbono (t/h)
MMO2 – Massa molar de oxigênio (g/mol)
MMC – Massa molar de carbono (g/mol)
WH2 – Vazão mássica de hidrogênio (t/h)
MM1/2 O2 – Massa molar de meia molécula de oxigênio (g/mol)
MMH2 – Massa molar de hidrogênio (g/mol)
WS2 – Vazão mássica de enxofre (t/h)
MMSO2 – Massa molar de dióxido de enxofre (g/mol)
WO 2 e = WO 2 CC − WO 2
(27)
Sendo que:
WO2e – Vazão mássica de oxigênio estequeométrica (t/h)
WO2CC – Vazão mássica de oxigênio da combustão completa (t/h)
WO2 – Vazão mássica de oxigênio presente no bagaço (t/h)
WO 2 S = WAR _ O 2 − WO 2 e
(28)
Sendo que:
WO2s – Vazão mássica de oxigênio na saída dos gases de combustão (t/h)
WO2 – Vazão mássica de oxigênio presente no ar (t/h)
WO2e – Vazão mássica de oxigênio estequeométrica (t/h)
Para checar se a vazão mássica total dos gases calculada pela relação apresentada na
Equação 11 utilizou-se a seguinte equação:
WT = WCO 2 + WH 2 O + WS O 2 + WN 2 + WO 2S
(29)
77
Sendo que:
WT – Vazão mássica total de gases de combustão (t/h)
A massa molar dos gases de combustão foi determinada a partida da Equação 16..
MM g =
WT
WCO 2
WSO 2
WN 2
WH 2 O
WO 2
+
+
+
+
MM CO 2 MM SO 2 MM N 2 MM H 2 O MM O 2
(30)
Sendo que:
MMg – Massa molar do componete i do bagaço presente no gás de combustão (g/mol)
WT – Vazão mássica total de gases de combustão (t/h)
WCO2 – Vazão mássica de gás carbônico (t/h)
MMCO2 – Massa molar de gás carbônico (g/mol)
WH2O – Vazão mássica de água (t/h)
MMH2O – Massa molar água (g/mol)
WSO2 – Vazão mássica de dióxido de enxofre (t/h)
MMSO2 – Massa molar dióxido de enxofre (g/mol)
WN2 – Vazão mássica de nitrogênio (t/h)
MMN2 – Massa molar de nitrogênio (g/mol)
WO2 – Vazão mássica de oxigênio (t/h)
MMO2 – Massa molar de oxigênio (g/mol)
A fração mássica de cada componente presente nos gases de combustão foi calculada
pela seguinte equação:
Xi =
Wg i
WT
× 100
Sendo que:
Xi – Fração mássica do componente i presente nos gases de combustão (%)
Wgi – Vazão mássica do componente i presente nos gases de combustão (t/h)
WT – Vazão total dos gases de combustão (t/h)
(31)
78
A densidade dos gases de combustão é obtida pela seguinte equação:
ρg =
P × MM g
R × Tg
(32)
Sendo que:
P – Pressão atmosférica (kPa)
MMg – Massa molar dos gases de combustão (g/mol)
R – Constante universal dos gases (kPa. L/mol. K)
Tg – Temperatura dos gases de combustão (K)
Além dos gases de combustão há o material particulado que foi determinado a partir
da Equação 34 que utiliza a relação de geração de material particulado (3,6 kg/tc) e a
porcentagem de material lançado na atmosfera (80%), ou seja, liberado na saída da caldeira e
coletado pelo lavador de gases.
Wf = 3,6 × WC × 0,80
(33)
Sendo que:
Wf – Vazão mássica de fuligem gerada na combustão (kg/h)
Wc - Vazão mássica de cana de açúcar (t/h)
A concentração de fuligem (Ce) foi calculada pela Equação 32:
Ce =
Wf
Qg
Sendo que:
Ce - Concentração de fuligem na CNTP (kg/Nm³)
Wf - Vazão mássica de fuligem gerada na combustão (kg/h)
Qg - Vazão volumétrica de gases de combustão na CNTP (Nm3/h)
(34)
79
A fuligem que é liberada após a queima é captada em um lavador de gases para que o
limite de emissão não exceda o permitido na legislação.
As seguintes equações foram utilizadas para o balanço de massa e de umidade para a
fase gasosa no lavador:
G o = G i + Evap
(35)
Sendo que:
Go – Vazão mássica de gás úmido na saída do lavador de gases (t/h)
Gi – Vazão mássica de gás úmido na entrada do lavador de gases (t/h)
Evap – Vazão mássica de água evaporada no lavador de gases (t/h)
O balanço mássico de gás seco para lavador fornece que:
G go = G gi
(36)
Sendo que:
Ggo – Vazão mássica de gás seco na saída do lavador de gases (t/h)
Ggi – Vazão mássica de gás seco na entrada do lavador de gases (t/h)
O balanço de umidade apresenta uma divisão de duas componentes na vazão mássica
de gás na entrada e na saída do lavador: gás seco (g) e umidade (a).
G o = G go + G ao
(37)
G i = G gi + G ai
(38)
Sendo que:
Gao - Vazão mássica de água na saída do lavador de gases (t/h)
Gai - Vazão mássica de água na entrada do lavador de gases (t/h)
80
A vazão mássica de umidade dos gases de combustão na entrada do lavador e as
vazões mássicas dos componentes dos gases de combustão foram obtidas pela seguinte
equação:
Gai = Gi × Xai
(39)
Sendo que:
Gai - Vazão mássica de água na entrada do lavador de gases (t/h)
Gi – Vazão mássica de gás úmido na entrada do lavador de gases (t/h)
Xai – Fração mássica de água presente no gás na entrada do lavador de gases (-)
A umidade absoluta do gás (HA) pode ser obtida através da carta psicrométrica ou das
equações (40) e (41):
H Ai =
G ai
G gi
(40)
Sendo que:
Gai - Vazão mássica de água na entrada do lavador de gases (t/h)
Ggi – Vazão mássica de gás seco na entrada do lavador de gases (t/h)
H Ao =
G ao
G go
(41)
Sendo que:
Gao - Vazão mássica de água na saída do lavador de gases (t/h)
Ggo – Vazão mássica de gás seco na saída do lavador de gases (t/h)
Consequentemente obtém-se:
G i = G gi × (1 + H Ai )
Sendo que:
Ggi – Vazão mássica de gás seco na entrada do lavador de gases (t/h)
(42)
81
HAi – Umidade absoluta do ar na entrada do lavador de gases (gágua/ggás seco)
G o = G go × (1 + H Ao )
(43)
Sendo que:
Ggo – Vazão mássica de gás seco na saída do lavador de gases (t/h)
HAo – Umidade absoluta do ar na saída do lavador de gases (gágua/ggás seco)
Evap = G gi × (H Ao − H Ai )
(44)
Sendo que:
Ggi – Vazão mássica de gás seco na entrada do lavador de gases (t/h)
HAo – Umidade absoluta do ar na saída do lavador de gases (gágua/ggás seco)
HAi – Umidade absoluta do ar na entrada do lavador de gases (gágua/ggás seco)
Considerando que todo o líquido utilizado no lavador de gases coletou toda a fuligem
presente nos gases de combustão, a seguinte equação foi utilizada para a determinação da
concentração de sólidos presentes no líquido:
C fv =
Wf
Qv
(45)
Sendo que:
Cfv – Concentração de fuligem na vinhaça (kg/m³)
Qv - Vazão volumétrica de vinhaça (m3/h)
Wf - Vazão mássica de fuligem gerada na combustão (kg/h)
4.2 EQUAÇÕES PARA O DIMENSIONAMENTO DO LAVADOR DE GASES
As equações e parâmetros necessários para o cálculo do lavador de gases foram
extraídos dos trabalhos de LIU & LIPTAK (2000); JOSEPH (1998) e LORA (2000).
82
A distribuição granulométrica adotada para este estudo foi apresentada no item 3.6,
porém como se trata de uma distribuição volumétrica os valores foram divididos pela
densidade da fuligem obtida através da análise realizada pela UFSCAR através do método de
picnometria a gás hélio.
Primeiramente, calculou-se o parâmetro de impactação para cada partícula através da
Equação (46):
ρ p × d pi × v g
2
K pi =
(46)
9 × µ g × D gota
Sendo que:
Kpi - Parâmetro de impactação (-)
ρp - Densidade da partícula (kg/m³)
dpi - Diâmetro da partícula i (m)
vg - Velocidade de ascensão do gás no lavador (m/s)
µg - Viscosidade do gás (Pa.s)
Dgota - Diâmetro da gota gerada no bico atomizador (m)
Considerou-se que os gases de combustão possuiam as mesmas propriedades do ar,
portanto, a viscosidade é obtida através da Equação (47):
Tg + 273
µ g = 1,73 × 10 ×
273
1, 5
5
398
×
398 + T
g
(47)
Sendo que:
Tg – Temperatura do gás (K)
Os parâmetros como velocidade do gás e diâmetro da gota são obtidos a partir da Tabela
16. O diâmetro da partícula foi definido pela distribuição granulométrica apresentada na
Tabela 12.
Em seguida, foi preciso determinar a eficiência individual de cada gota no lavadorη ( i*)
através da Equação (48):
83
K pi
ηi * =
K + 0,7
pi
(48)
Sendo que:
ηi* - Eficiência individual de cada gota no lavador (-)
Kpi - Parâmetro de impactação (-)
A velocidade terminal da gota (vtgota) foi calculada de acordo com a região em que se
encontra o seu escoamento: Região I (Lei de Stokes), Região II (Transição) ou Região III (Lei
de Newton).
O método de cálculo da velocidade terminal foi baseado em tentativas. Se o diâmetro
da partícula for maior que 1 µm (dpi > 1 µm) a Equação (49) a velocidade terminal da gota
apresentada para a Região I pode ser utilizada.
d p 2 × g × (ρ p − ρ f )
vt =
18
×
µ
f
(49)
Sendo que:
vt - Velocidade terminal da gota (m/s)
dp - Diâmetro médio da partícula (m)
g - Aceleração da gravidade (m/s²)
ρp - Densidade da partícula (kg/m³)
ρg - Densidade do gás de combustão (kg/m³)
μg - Viscosidade do gás de combustão (Pa.s)
Calculou-se o número de Reynolds para validar a equação utilizada através da
Equação 50.
ρf × v t × d p
Re p =
µf
Sendo que:
(50)
84
Rep - Número de Reynolds da partícula (-)
ρg - Densidade do gás de combustão (kg/m³)
vt - Velocidade terminal da partícula (m/s)
dp - Diâmetro médio da partícula (m)
μg - Viscosidade do gás de combustão (Pa.s)
As equações da Região I somente são válidas para o número de Reynolds menor que 1
(Re < 1). Caso o valor do número de Reynolds não esteja no intervalo, é necessário utilizar a
Equação 51, referente à Região II para calcular a velocidade terminal da gota.
16 × d p × g × (ρ p − ρ f )
vt =
1521 × ρ f × µ f
3
2
2
1
3
(51)
Sendo que:
vt - Velocidade terminal da gota (m/s)
dp - Diâmetro médio da partícula (m)
g - Aceleração da gravidade (m/s)
ρp - Densidade da partícula (kg/m³)
ρg - Densidade gás de combustão (kg/m³)
μg - Viscosidade do gás de combustão (Pa.s)
Novamente, foi preciso determinar o valor do número de Reynolds através da Equação
50 utilizando a velocidade terminal da partícula na Região II. Se este estiver compreendido no
intervalo de 1<Re<500, a Equação 51 da velocidade terminal da gota seria válida, senão seria
preciso determinar a velocidade terminal da gota através da Equação 52 da Região III.
(ρ p − ρ f )
4
v t =
×
× g × d p
ρf
1,32
0,5
Sendo que:
vt Velocidade terminal da gota (m/s)
ρp - Densidade da partícula (kg/m³)
ρg - Densidade do gás de combustão (kg/m³)
(52)
85
dp - Diâmetro médio da partícula (m)
g - Aceleração da gravidade (m/s)
Para que esta equação fosse válida, foi preciso calcular o número de Reynolds através
da Equação 50 e este deveria estar no intervalo de 500<Re<1x105.
Após calcular a velocidade terminal da gota, determinou-se a eficiência fracionária de
coleta no lavador (ηi), utilizando a equação 54.
3
vt gota × H × ηi *
ηi = 1 − exp − × 0,20 × RLG ×
2
(
)
D
×
vt
v
−
gota
gota
g
(53)
Sendo que:
ηi – Eficiência fracionária de coleta no lavador (%)
RLG - Razão líquido-gás no lavador de gases (m³/m³)
H - Altura do lavador de gases (m)
vtgota - Velocidade terminal da gota (m/s)
ηi* - Eficiência individual de cada gota no lavador
vg - Velocidade de ascensão do gás no lavador (m/s)
Para calcular a velocidade terminal da gota foi utilizado o mesmo método de tentativa
usado para o cálculo da velocidade terminal da partícula, porém para determinar a densidade
da vinhaça considerou que esta possuia as mesmas características da água, sendo q Equação
55 válida para um intervalo de temperatura de 0 a 100ºC.
ρ v = 1,4887 × 10 −5 × Tv − 5,7544 × 10 −3 × Tv + 1,0541 × 10 −2 × Tv + 1000,1
3
2
(54)
Sendo que:
ρv - Densidade da vinhaça (kg/m³)
Tv - Temperatura da vinhaça na entrada do lavador de gases (ºC)
Uma vez que a temperatura de entrada é diferente da temperatura de saída do lavador
de gases, a eficiência do lavador é determinada pela vazão mássica de partículas na entrada e
na saída do lavador de gases:
86
Ws i = We i × (1 − ηi )
(55)
Sendo que:
Wsi - Vazão mássica de partículas na saída com diâmetro dpi (kg/m³)
Wei - Vazão mássica de partículas na entrada com diâmetro dpi (kg/m³)
ηi - Eficiência fracionária de coleta do lavador de gases (-)
Para isto, foi necessário calcular a vazão mássica de partículas (Wei) pela Equação 56:
We i = We × w i
(56)
Sendo que:
We – Vazão mássica de partículas na entrada do lavador de gases (kg/h)
wi – Distribuição granulométrica em massa (%)
A somatória da vazão mássica de saída de cada partícula do lavador fornece a
concentração total de partículas na saída do lavador, como apresentado na Equação 57.
Ws = ∑i =1 Ws i
n
(57)
Onde,
Ws - Vazão mássica total de partículas na saída do lavador (kg/m³)
Wsi - Vazão mássica de saída de partículas com diâmetro dpi (kg/m³)
Por fim, determinou-se a eficiência global de coleta no lavador através da Equação 58.
η global =
We − Ws
We
Onde,
ηglobal - Eficiência global do lavador de gases (%)
We - Vazão mássica de partículas na entrada do lavador (t/h)
Ws - Vazão mássica de partículas na saída do lavador (t/h)
(58)
87
A concentração de partículas na saída do lavador de gases é obtida por:
Cs =
Ws
Qs
(59)
Onde,
Ws – Vazão mássica de partículas na saída do lavador de gases (kg/h)
Qs – Vazão volumétrica normal de gases (Nm³/h)
A eficiência de coleta deve atender os limites de emissão de poluentes atmosféricos
determinados na resolução nº 382 do Conselho Nacional do Meio Ambiente (CONAMA)
apresentado na Tabela 17. Estes limites estão associados à potência da caldeira instalada na
unidade industrial (Po), que pode ser calculada pela Equação 60.
Po = PCI × Wbc
(60)
Sendo que:
Po - Potência da caldeira instalada (kcal/h)
PCI - Poder calorífico inferior do bagaço (kcal/kg)
Wbc - Vazão mássica de bagaço alimentado na caldeira (kg/h)
Nesta mesma resolução está apresentada a equação para conversão da concentração de
saída na CNTP para a concentração nas condições da norma.
Após estabelecer a concentração de saída de partículas dentro do limite de emissão,
calculou-se o diâmetro do lavador cilíndrico (DL) através da Equação (61).
DL =
4 × Qg
π × vg
Sendo que:
DL = Diâmetro do lavador cilíndrico (m)
Qg = Vazão volumétrica de gás na entrada do lavador (m³/s)
(61)
88
vg = Velocidade de ascensão do gás no lavador (m/s)
Para determinar a vazão de líquido necessária para operar o lavador utilizou-se a
Equação (62).
Q l = RLG × Q g
(62)
Sendo que:
Ql = vazão volumétrica de líquido (m³/h)
RLG = razão líquido gás (m³/m³)
Qg = vazão volumétrica de gás (m³/h)
4.3 ENSAIO DE ROTAEVAPORAÇÃO
Foram realizados ensaios de rotaevaporação com vinhaça in natura e com vinhaça
tratada físico-quimicamente com hidróxido de cálcio a 2,0% (m/v) para avaliar a emissão de
compostos voláteis.
Os ensaios de evaporação seguem o mesmo procedimento para as amostras analisadas
conforme descrição a seguir.
O primeiro ensaio de evaporação foi realizado com a vinhaça in natura (pH 3 a 4) e o
segundo ensaio com vinhaça tratada fisico-quimicamente com hidróxido de cálcio 2,0% (m/v)
no equipamento apresentado na Figura 28.
89
Figura 28. Sistema de rotaevaporação utilizado nos ensaios.
4.3.1 Materiais
Os seguintes materiais foram utilizados para realizar o ensaio de rotaevaporação:
•
Proveta 500 ml
•
Proveta 100 ml
•
Medidor de pH com eletrodo de vidro cominado Ag/ALCl
•
Rotaevaporador
•
Termômetro
•
Bomba de vácuo
•
Balão de rotaevaporador
•
Frascos de 50 ml para armazenar amostras
•
Solução digestora de DQO
•
Reator de DQO
•
Espectrofotômetro modelo Hach DR2000
4.3.2 Procedimento
O procedimento para rotaevaporação foi seguido para ambas as amostras conforme a
seguinte descrição:
90
•
Ligou-se a refrigeração do rotaevaporador para que a temperatura da água de
resfriamento do condensador atinja 10,0ºC, aproximadamente.
•
Ligou-se o banho-maria para que a temperatura atinja em torno de 100,0º C.
•
Calibrou-se o phmetro com padrões 7,0 e 4,0, respectivamente.
•
Foi feita a leitura do pH da vinhaça antes da evaporação
•
Mediu-se 500 ml de vinhaça em uma proveta e a transferiu para o balão de
rotaevaporador.
•
Acoplou-se o balão contendo a amostra no equipamento e outro balão no
condensador para coletar o material evaporado.
•
Ligou-se o aparelho de vácuo em torno de -10 polHg.
•
Ligou-se o rotaevaporador em uma rotação de 38 rpm.
•
Coletou-se alíquotas de condensado de 20 ml em frascos com tampa rosqueada
para análise de pH e DQO, previamente medidas em provetas.
•
Durante a evaporação foi necessário completar o volume de água no banho-maria.
•
A metodologia de análise de DQO e medição de pH segue os padrões do Standard
Methods of the Examination of Water and Wastewater.
Para o segundo ensaio de evaporação foi necessário o preparo da amostra conforme o
procedimento descrito a seguir:
•
Mediu-se 500 ml de vinhaça in natura em uma proveta.
•
Transferiu-se a amostra de vinhaça para um béquer de 1000 ml e foi colocada a
barra magnética.
•
Pesou-se 10,0 g de hidróxido de cálcio em um béquer de 50 ml previamente
pesado.
•
Agitou-se a vinhaça em velocidade branda e adiciona-se lentamente o hidróxido de
cálcio.
•
Para que a mistura ficasse homogenia, aumentou-se a velocidade do agitador
magnético.
•
Transferiu-se a mistura para uma proveta e deixou-se em repouso por 60 minutos.
•
Separou-se o sobrenadante para realizar o ensaio de rotaevaporação transferindo-o
para uma proveta.
•
Colocou-se a vinhaça clarificada no balão de rotaevaporação e procedeu-se o
ensaio como descrito anteriormente.
91
4.4 ENSAIO DE SEDIMENTAÇÃO
Para determinar a curva de sedimentação do hidróxido de cálcio (Ca(OH2)) foram
realizados testes de sedimentação em proveta utilizando as concentrações de 0,5%; 1,0%,
1,5% e 2,0% (m/v) para a vinhaça in natura.
A sedimentação utilizou o mesmo procedimento em todos os ensaios variando-se
somente a adição do coagulante de acordo com a concentração:
•
Para a concentração 0,5% utilizou-se 2,5 g Ca(OH)2 em 500 ml de vinhaça.
•
Para a concentração 1,0% utilizou-se 5,0 g Ca(OH)2 em 500 ml de vinhaça.
•
Para a concentração 1,5% utilizou-se 7,5 g Ca(OH)2 em 500 ml de vinhaça.
•
Para a concentração 2,0% utilizou-se 10,0 g Ca(OH)2 em 500 ml de vinhaça.
4.4.1 Materiais
Os seguintes materiais foram utilizados para a realização da sedimentação da vinhaça
in natura:
•
Balança analítica.
•
Espátula.
•
Hidróxido de cálcio.
•
Béquer 1000 ml.
•
Proveta 500 ml.
•
Cronômetro.
•
Agitador magnético.
•
Barra magnética.
•
Régua.
92
4.4.2 Procedimento
O mesmo procedimento foi realizado para todas as amostras conforme descrito a
seguir:
•
Mediu-se 500 ml de vinhaça em uma proveta.
•
Transferiu-se esse volume para um béquer de 1000 ml.
•
Pesou-se o Ca(OH)2 em um béquer de 100 ml.
•
Acrescentou-se o reagente a amostra de vinhaça sob agitação máxima durante 10
min.
•
Transferiu-se a solução para uma proveta de 500ml e deixou-se em repouso.
•
Acionou-se o cronometro e verificou-se o volume de partículas sedimentadas em
função do tempo.
•
Relacionou-se o volume da proveta com a altura em centímetros.
•
Traçou-se a curva altura Z x tempo θ, onde
é aZ altura da i
nterface sólido-
suspensão no instanteθ contado a partir doício
in da decantação, como está
representado na Figura 20.
•
Aplicou-se o Método de Roberts descrito na revisão bibliográfica de sedimentação.
Baseados nos parâmetros solicitados pela Cetesb, a vinhaça in natura e tratada físicoquimicamente foram submetidas às análises
4.5 EQUAÇÕES REFERENTES AO DIMENSIONAMENTO DOS SEDIMENTADORES
As equações apresentadas a seguir foram inseridas em planilhas do programa Excel
juntamente com os resultados obtidos nos ensaios de sedimentação para o dimensionamento
dos sedimentadores.
O balanço material de sólidos no sedimentador fornece que a vazão mássica de
partículas na entrada é igual à vazão mássica de material espessado, através da Equação (63):
Qa × Ca = Qe × Ce
(63)
93
Sendo que:
Qa - Vazão volumétrica da suspensão na alimentação (m³/h)
Ca - Concentração de partículas na suspensão (kg/m³)
Qe - Vazão volumétrica de suspensão espessada (m³/h)
Ce - Concentração de partículas na suspensão espessada (kg/m³)
O projeto do sedimentador consiste no cálculo da área de decantação apresentado na
Equação (64):
S min
1
1
−
Q a C a
C c C e
=
u
(64)
Sendo que:
Smin - Área mínima do sedimentador (m²)
Qa - Vazão volumétrica da suspensão na alimentação (m³/h)
Ca - Concentração de partículas na suspensão (kg/m³)
Cc - Concentração da suspensão na zona limite (kg/m³)
Ce - Concentração da lama espessada (kg/m³)
u - Velocidade de decantação na zona limite (m/h)
A concentração da suspensão foi calculada pela Equação (65):
Cc =
Zo Co
Z ic
Sendo que:
Cc - Concentração da suspensão na zona limite (kg/m³)
Zo - Distância no instante inicial (m)
Co - Concentração da suspensão no instante inicial (kg/m³)
Zic - Distância no instante crítico (m)
A velocidade no instante crítico foi calcula pela Equação 66:
(65)
94
uc =
Z ic − Z c
θc
(66)
Sendo que:
uc - Velocidade no instante crítico (m/h)
θc - Tempo no instante crítico (h)
Zic - Distância no instante crítico (m)
Zc - Distância no instante em que a concentração da suspensão está na zona limite (m)
É necessário utilizar um coeficiente de segurança (f = 100%) devido a escoamentos
preferenciais, diferenças locais de temperatura que causam turbulências e variações bruscas
nas condições de operação.
O cálculo da altura do sedimentador é realizado pela soma de várias contribuições:
•
Entrada da alimentação – 1,0 m
•
Saída da lama espessada – 0,5 m
•
Base cônica – 0,5 m
•
Altura da zona de compressão – z
A altura da zona de compressão deve ser inferior a 1,5 m, que resulta em
sedimentadores com altura total de 3,5 a 4,0 m.
Neste estudo também foram dimensionadas caixas de sedimentação utilizadas em
usinas de açúcar e água para tratamento de água de fuligem e de lavagem de cana, porém as
equações utilizadas para o dimensionamento não podem ser divulgadas por se tratar de um
projeto de uma empresa de engenharia que não liberou divulgação.
95
5 RESULTADOS E DISCUSSÃO
Os resultados apresentados são referentes aos cálculos do balanço de massa, projeto do
lavador de gases e dos sedimentadores baseados nas equações e parâmetros apresentados no
item 4 deste estudo, além do ensaio de evaporação de vinhaça.
5.1 BALANÇO DE MASSA
A Tabela 17 apresenta os resultados do balanço de massa calculado para a produção de
etanol e vinhaça a partir das equações descritas anteriormente.
Adotou-se a vazão mássica de cana de 500 t/h que representa uma moagem média de
uma usina de médio porte (2.500.000 toneladas de cana por safra).
Os parâmetros de qualidade da cana (fibra, pol, etc.) e do bagaço (umidade e pol)
foram adotados baseando-se nos valores médios obtidos pelas usinas da região de Ribeirão
Preto de acordo com a experiência profissional da autora.
Como a vazão de vinhaça pode variar de acordo com vários fatores, calcularam-se as
vazões mínima, média e máxima baseadas nos dados apresentados por alguns autores no item
3.4 (10 m³/m³, 13 m³/m³ e 15 m³/m³), porém para o estudo foi considerada somente a vazão
média.
Se a usina não apresenta um bom controle do processo e equipamentos com bom
desempenho, resultando em uma variação de volume pode chegar até 1,5 vezes quando
comparada às vazões máxima e mínima.
Tabela 17 Resultados do balanço de massa realizado para produção de vinhaça e etanol
Item
Descrição
Valor
Fonte
1
Fibra – F (%)
12,5
Adotado
2
Pol bagaço – Polb (%)
1,8
Adotado
3
Umidade bagaço – U (%)
50,0
Adotado
4
Vazão de bagaço gerado na moagem – Wb (t/h)
130,0
Eq. 12
96
Tabela 17 Resultados do balanço de massa realizado para produção de vinhaça e etanol
(continuação)
Item Descrição
Valor
Fonte
5
Pol da cana – Polc (%)
14,6
Adotado
6
ART (%)
16,0
Eq. 1
7
AR (%)
0,60
Adotado
8
Vazão de cana entrada – Wc (t/h)
500,0
Adotado
9
Vazão de ART – WART (t/h)
80,0
Eq. 2
10
Fator de conversão de ART em etanol (L/kg)
0,648
Adotado
11
Vazão volumétrica etanol – Qe (m³/h)
52,0
Eq. 3
12
Fator de conversão médio de etanol em vinhaça (m³/m³)
13,0
Adotado
13
Vazão de vinhaça média- Qv (m³/h)
672,0
Eq. 4
A Tabela 18 apresenta os resultados dos cálculos efetuados para a geração de vapor
considerando os dados de consumo de bagaço de uma caldeira de alta pressão, o consumo de
vapor médio do processo produtivo e os fatores de conversão citados na revisão bibliográfica.
Neste estudo não foi considerada a cogeração de energia elétrica, que vem sendo
amplamente empregada na maioria das usinas. Dessa forma, somente foi utilizado para os
cálculos o vapor necessário para atender a demanda do processo produtivo. No caso da
cogeração de energia, a quantidade de vapor requerida está relacionada com a disponibilidade
de bagaço da usina, sendo necessário deixar uma sobra operacional mínima de 5,0% do total
de bagaço gerado para partida da usina no caso de paradas e para o início da próxima safra. A
diferenção entre o bagaço requerido para gerar vapor para o processo e a sobra operacional é a
quantidade de bagaço disponível para a cogeração de energia. Consequentemente a vazão de
vapor será maior e a emissão de material particulado também aumenta.
Tabela 18 Resultados do balanço de massa realizado para geração de vapor
Item
Descrição
Valor
Fonte
1
Consumo de vapor no processo – Cev (kgvapor/tcana)
400
Adotado
2
Vazão mássica de vapor necessário – Wvp (t/h)
200
Eq. 6
3
Consumo específico de bagaço – Ceb (tvapor/tbagaço)
2,200
Adotado
4
Vazão mássica de bagaço para caldeira – Wbc (t/h)
90,900
Eq. 7
5
Vazão mássica de ar de combustão – War (t/h)
518,200
Eq. 9
97
Tabela 18 Resultados do balanço de massa realizado para geração de vapor
(continuação)
Item Descrição
Valor
Fonte
6
Vazão volumétrica de ar de combustão – Qar (Nm³/h)
400.000
Eq. 10
7
Vazão volumétrica real de ar de combustão – Q ar (Am³/h)
443.956
Eq. 13
8
Vazão mássica de gás de combustão – War (t/h)
607,9
Eq. 11
9
Vazão volumétrica de gás de combustão – Qg (Nm³/h)
467.273
Eq. 12
10
Vazão volumétrica real de gás de combustão – Qg (Am³/h)
963.643
Eq. 13
11
Temperatura dos gases – saída da caldeira – Tge (ºC)
290,0
Adotado
As vazões volumétricas de ar e gases de combustão apresentaram valores altos
utilizando a relação apresentada na Tabela 9. Para determinar a concentração de fuligem na
vinhaça utilizada no lavador de gases, foi considerado que toda fuligem emitada foi coletada.
As vazões de vinhaça foram determinadas a partir das razões líquido-gás e da vazão
volumétrica real dos gases de combustão. A Tabela 19 apresenta os cálculos referentes às
correntes do balanço de massa no lavador de gases.
Tabela 19 Resultado do balanço de massa realizado para o lavador de gases
Item
Descrição
Valor
1
Fator de conversão de bagaço em cinzas (kg/tc)
2,88
2
Vazão de M. P. na entrada do lavador – Wf (kg/h)
1.44
3
Concentração de Material Particulado no gás – Ce (kg/Nm³)
0,003
0,001
4
Razão líquido-gás – RLG (m³/m³)
0,002
0,003
Fonte
Adotado
Eq. 33
Eq. 34
Adotado
Adotado
Adotado
5
Vazão de vinhaça para RLG1 – Qv1 (m³/h)
964
Eq. 59
6
Vazão de vinhaça para RLG2 – Qv2 (m³/h)
1.927
Eq. 59
7
Vazão de vinhaça para RLG3 – Qv3 (m³/h)
2.891
Eq. 58
8
Concentração de fuligem na vinhaça 1 – Cfv (kg/m³)
1,494
Eq. 45
9
Concentração de fuligem na vinhaça 2 – Cfv (kg/m³)
0,747
Eq. 45
10
Concentração de fuligem na vinhaça 3 – Cfv (kg/m³)
0,498
Eq. 45
Nota-se que a vazão média de vinhaça calculadas através do balanço de massa
apresentado na Tabela 17 não é suficiente para atender as razões líquido-gás, sendo necessária
98
a recirculação de uma parte da vinhaça ou até mesmo uma complementação com outro líquido
do processo, condensado de vapor vegetal ou água. No caso, a recirculação de vinhaça deve
ser feita após a separação da fuligem.
Se somente a vazão de vinhaça gerada fosse utilizada no lavador de gases, a razão
líquido-gás obtida seria muito baixa, em torno de 0,0007 m³/m³, comprometendo a eficiência
de coleta do lavador de gases em estudo.
A Tabela 20 apresenta a composição volumétrica e mássica do ar e as vazões de cada
corrente presente no ar de combustão.
Tabela 20 Fração mássica e vazão mássica de cada componente presente no ar de combustão
Item Descrição
Valor
Fonte
1
Fração mássica do oxigênio – xaO2 (%)
23
Adotado
2
Fração mássica do nitrogênio – xaN2 (%)
77
Adotado
3
Vazão mássica de oxigênio presente no ar de combustão – WaO2 (t/h)
119
Eq. 15
4
Vazão mássica de nitrogêniopresente no ar de combustão – WaN2 (t/h)
399
Eq. 15
A Tabela 21 apresenta a composição mássica do bagaço em base úmida adotada para
os cálculos de combustão.
Tabela 21 Composição mássica do bagaço em base úmida
Item
Descrição
Valor
Fonte
1
Fração mássica de carbono presente no bagaço – xc (%)
22,30
Adotado
2
Fração mássica de hidrogênio presente no bagaço – xh (%)
2,90
Adotado
3
Fração mássica de nitrogênio presente no bagaço – xn (%)
0,65
Adotado
4
Fração mássica de oxigênio presente no bagaço – xo (%)
22,25
Adotado
5
Fração mássica de enxofre presente no bagaço – xs (%)
0,05
Adotado
6
Fração mássica de cinzas presente no bagaço – xcz(%)
1,25
Adotado
7
Fração mássica de outros componentes – xot (%)
0,6
Adotado
8
Fração mássica de água presente no bagaço – xh2o (%)
50
Adotado
As vazões mássicas de cada componete do bagaço apresentadas na Tabela 22 foram
calculadas segundo as composições mássicas apresentadas na Tabela 21.
99
Tabela 22 Vazão mássica de cada componente do bagaço
Item
Descrição
Valor
Fonte
1
Vazão mássica de carbono no bagaço – WbC (t/h)
20,27
Eq. 14
2
Vazão mássica de hidrogênio no bagaço – WbH2 (t/h)
2,64
Eq. 14
3
Vazão mássica de nitrogênio no bagaço – WbN2 (t/h)
0,55
Eq. 14
4
Vazão mássica de oxigênio no bagaço – WbO2 (t/h)
20,23
Eq. 14
5
Vazão mássica de enxofre no bagaço – WbS2 (t/h)
0,05
Eq. 14
6
Vazão mássica de cinzas no bagaço – WbCZ (t/h)
1,14
Eq. 14
7
Vazão mássica de outros componentes – WbOT (t/h)
0,59
Eq. 14
8
Vazão mássica de água no bagaço – WbH2O (t/h)
45,45
Eq. 14
A Tabela 23 apresenta as vazões mássicas de cada componente do bagaço após a
reação de combustão.
Tabela 23 Vazões mássicas dos componentes dos gases de combustão
Item
Descrição
Valor
Fonte
1
Vazão mássica de CO2 – WCO2 (t/h)
74,33
Eq. 20
2
Vazão mássica de H2O – WH2O (t/h)
69,18
Eq. 22
3
Vazão mássica de SO2 – WSO2 (t/h)
0,09
Eq. 23
4
Vazão mássica de N2 – WN2 (t/h)
399,55
Eq. 24
5
Vazão mássica de O2 – WO2 (t/h)
20,23
Eq. 25
6
Vazão mássica de O2 consumida combustão completa – WO2CC (t/h)
75,20
Eq. 26
7
Vazão mássica de O2 estequiométrica – WO2e (t/h)
54,97
Eq. 27
8
Vazão mássica de O2 saída – WO2S (t/h)
64,21
Eq. 28
9
Vazão mássica total dos gases de combustão (t/h)
607,36
Eq. 29
Nota-se que a vazão mássica total dos gases de combustão é praticamente igual à
vazão mássica dos gases de combustão apresentada na Tabela 19 através da utilização da
relação apresentada na Tabela 9.
Após a reação de combustão, as frações mássicas dos componentes presentes nos
gases de combustão foram calculadas e estão apresentadas na Tabela 24.
100
Tabela 24 Frações mássicas dos componentes e massa molar total dos gases de combustão
Item
Descrição
Valor
Fonte
1
Fração mássica de O2 – XO2 saída (%)
12,38
Eq. 31
2
Fração mássica de N2 – XN2 (%)
65,78
Eq. 31
3
Fração mássica de CO2 – XCO2 (%)
12,24
Eq. 31
4
Fração mássica de SO2 – XSO2 (%)
0,01
Eq. 31
5
Fração mássica H2O – XH20 (%)
11,39
Eq. 31
6
Massa molar total dos gases (g/mol)
27,8
Eq. 30
A Tabela 25 apresenta o balanço de massa efetuado para a fase gasosa do lavador de
gases. O balanço de massa foi calculado especificamente para o lavador de gases
considerando valores médios de temperatura dos gases obtidos através do contato com usinas
sucroalcooleiras.
Tabela 25 Resultados do balanço de massa para a corrente gasosa no lavador de gases
Item Descrição
Densidade do gás de combustão na entrada do lavador de gases
1
Valor
Fonte
0,603
Eq. 32
0,784
Eq. 32
101,325
Adotado
8,314
Adotado
- ρg (kg/m³)
Densidade do gás de combustão na saída do lavador de gases -
2
ρgo (kg/m³)
3
Pressão atmosférica - Patm (kPa)
4
Constante Universal dos gases - R (kPa.L/molK)
5
Vazão mássica da corrente gasosa na entrada - Gi (kg/h)
607.364
Eq. 11
Vazão mássica de gás seco na entrada e na saída - Ggi = Ggo
549.167
Eq. 36
69.182
Eq. 39
6
(kg/h)
Vazão mássica de água no gás de combustão na entrada do
7
lavador - GAi (kg/h)
8
Temperatura do gás na entrada do lavador de gases - Tgi (°C)
290
Adotado
9
Temperatura do gás na saída do lavador de gases - Tgo (°C)
160
Adotado
10
Umidade absoluta do gás - HAi (kg/kgar seco)
0,126
Eq. 42
11
Umidade absoluta do gás - HAo (kg/kgar seco)
0,1894
Adotado
12
Vazão de água evaporada no lavador de gases - Evap (kg/h)
38.546
Eq. 35
101
É considerado por empresas de engenharia do setor sucroalcooleiro um percentual de
perda por evaporação no lavador de gases de 4% da vazão de recirculação do lavador de
gases.
Diante da dificuldade de encontrar valores confiáveis do custo da água utilizada em
usinas sucroalcooleiras, através de contato comunicação verbal com empresas especializadas
no tratamento de água, adotou-se o valor de R$ 0,25/ m³, que é a média de custo para o
tratamento de água clarificada que geralmente é utilizada para a reposição do sistema de
lavagem de gases.
Para as razões líquido-gás consideradas neste estudo, estão apresentadas na Tabela 26
as vazões de vinhaça evaporada e a sua economia na reposição de água durante 200 dias de
safra.
Tabela 26 Vazão de vinhaça evaporada e economia de água de reposição
Situação Evaporação (m³/h)
Economia (R$/safra)
RLG 1
38,55
46.254,87
RGL 2
77,09
92.509,73
RLG 3
115,64
138.764,60
Quanto maior a razão líquido-gás maior será a evaporação e, consequentemente, a
economia na utilização de água bruta ou tratada para reposição, caso seja utilizada vinhaça
como líquido de lavagem. Isso porque neste estudo foi considerado para todos os casos a
perda de 4% no lavador de gases por evaporação.
A Figura 29 apresenta o fluxograma do processo adotado com as principais variáveis
do processo e os resultados obtidos.
102
Água Evaporada
Vapor para processo
Wvp [t/h] 200
5,7%
Ar de combustão
Qar [Nm³/h] 400.000
War [t/h] 518
Caldeira
Bagaço Consumido
Wbc [t/h] 90,9
Evap [t/h] 39
67 bar
520ºC
Sobra Bagaço
Cinzas
Wbs [t/h] 38,8
Wc [t/h] 0,36
Fuligem
Wf [t/h] 1,44
Ce [kg/Nm³] 0,003
Gases de combustão
Gases de combustão
Gi [t/h]
607,4
Ggi [t/h]
549
GAi [t/h]
69
Tgi [°C]
290
HAi [kg/kgar s 0,1260
3
Qi [m /h]
Lavador
de gases
Vinhaça + Fuligem
Wao [t/h]
927
TAo [°C]
56,0
3
Qwo [m /h] 927
Qv1 [m³/h]
964
Caldo
Vinhaça in natura
Fuligem
Processo produtivo
Qv [m³/h] 672
TAi [°C] 30
500
Vinhaça
Qe [m³/h] 52
Cana-de-açúcar
Wao [t/h] 1,44
Sedimentador
Qv [m³/h] 291
Wc [t/h]
588
549
160
0,1894
749.465
963.643
Bagaço Gerado
Wb [t/h] 129,7
Moenda
Go [t/h]
Ggo [t/h]
Tgo [°C]
HAo [kg/kgar seco]
3
Qo [m /h]
Qv [m³/h] 634
Etanol
Figura 29. Fluxograma do processo com resultados do balanço de massa.
5.2 PROJETO DO LAVADOR DE GASES
A Tabela 27 apresenta os parâmetros e resultados dos cálculos para o
dimensionamento do lavador de gases.
Tabela 27 Parâmetros utilizados para os cálculos do projeto do lavador de gases tipo torre de
aspersão
Item Descrição
1
Vazão volumétrica real de gases de combustão na entrada do
Valor
Fonte
268
Eq. 13
290
Adotado
lavador de gases – Qg (Am3/s)
3
Temperatura gases de combustão na entrada do lavador de
gases – Tg (ºC)
4
Pressão atmosférica – Patm (mmHg)
760
Adotado
4
Pressão dos gases de combustão na entrada do lavador de
750
Adotado
gases – Pgs (mmHg)
103
Tabela 27 Parâmetros utilizados para os cálculos do projeto do lavador de gases tipo torre de
aspersão (continuação)
Item Descrição
Valor
Fonte
5
Concentração de partículas nos gases de combustão – Ce (kg/Nm3)
0,003
Adotado
6
Densidade da vinhaça – ρv (kg/m³)
995,64
7
Viscosidade do gás de combustão – μg (Pa.s)
2,96E-05
Eq. 32
Eq. 47
8
Densidade da fuligem –ρp (kg/m3)
2430
Adotado
9
Velocidade do gás –Vg (m/s)
1,0
Adotado
10
Diâmetro da gota –Dgota (m)
0,0008
Adotado
11
Aceleração da gravidade – g (m/s²)
9,81
Adotado
12
Velocidade terminal da gota – vt (m/s)
3,023
Eq. 51
13
Número de Reynolds – Re (-)
51,15
Eq. 50
14
Potência da caldeira em estudo – Po (Mcal/h)
163636
Eq. 60
15
Poder calorífico inferior do bagaço – PCI (kcal/kg)
1800
VIOTTI, 2009
Para o dimensionamento do lavador de gases variou-se a altura do lavador de gases e a
razão líquido-gás para avaliar qual condição de projeto apresentava a melhor opção.
Na Tabela 28 estão apresentadas as nove simulações utilizadas no estudo de
dimensionamento do lavador de gases que apresentam combinações entre as alturas de 7 m,
10 m e 15 e as razões líquido-gás de 0,001 m³/m³, 0,002 m³/m³ e 0,003 m³/m³.
Tabela 28 Descrição das simulações efetuadas
Item Descrição
Altura (m) RLG (m³/m³)
1
Simulação S1
7
0,001
2
Simulação S2
7
0,002
3
Simulação S3
7
0,003
4
Simulação S4
10
0,001
5
Simulação S5
10
0,002
6
Simulação S6
10
0,003
7
Simulação S7
15
0,001
8
Simulação S8
15
0,002
9
Simulação S9
15
0,003
104
As Figuras 30, 31 e 32 apresentam os resultados da eficiência de coleta fracionária
com variação da altura do lavador de gases de 7 m, 10 m e 15 m, sendo que as razões líquidogás adotadas foram 0,001 m³/m³, 0,002 m³/m³, 0,003 m³/m³, respectivamente. Neste estudo
adotou-se a temperatura de entrada da vinhaça de 40ºC.
Eficiência fracionária (%)
100
90
80
70
S1=7 m
S4=10 m
60
S7=15 m
50
40
30
20
10
0
0,1
1
10
100
1000
Diâm etro da partícula (µm )
Figura 30. Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,001 m³/m³.
Para a razão líquido-gás de 0,001 m³/m³, o lavador de gases com maior altura
Eficiência fracionária (%)
apresentou melhor eficiência fracionária de coleta para as partículas menores.
100
90
80
70
60
50
40
30
20
10
0
S2=7 m
S5=10 m
S8=15 m
0,1
1
10
100
1000
Diâmetro da partícula (µm)
Figura 31. Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,002 m³/m³.
105
Entretanto, para a razão líquido-gás de 0,002 m³/m³, as eficiências fracionárias
apresentaram pouca diferença com a variação da altura do lavador de gases.
Eficiência fracionária (%)
100
90
80
S3=7 m
70
S6=10 m
60
S9=15 m
50
40
30
20
10
0
0,1
1
10
100
1000
Diâm etro da partícula (µm )
Figura 32. Variação da eficiência fracionária em relação à variação da altura do
lavador de gases para uma razão líquido-gás fixa em 0,003 m³/m³.
A razão líquido-gás de 0,003 m³/m teve comportamento parecido com a razão média
utilizada no estudo que demonstra que eficiência fracionária de coleta das partículas não
sofreu alterações significativas com o aumento da altura do lavador de gases.
A Figura 33 apresenta os resultados da concentração de saída do lavador de gases
corrigida de acordo com o CONAMA 382 para cada uma das simulações efetuadas.
Somente a simulação S1 (H = 7 m e RLG = 0,001 m³/m³) excedeu o limite de emissão
de material particulado de 200 mg/Nm³.
106
Concentração de saída (mg/Nm³)
200
150
100
50
S1
S2
S3
S4
S5
S6
S7
S8
S9
Simulações
Figura 33. Concentração de saída de fuligem de cada simulação realizada no estudo.
O diâmetro do lavador de gases está vinculado com a velocidade do gás e a vazão de
gases. A vazão de gases foi obtida através da relação da geração de gás de combustão pela
massa de bagaço, fornecida pelo IPT (1980). Devido à elevada vazão de vinhaça utilizada no
lavador de gases, o diâmetro obtido utilizando a velocidade do gás dentro do limite
recomendado (1,0 m/s) foi grande, por isso variou-se esta velocidade em uma faixa de 0,8 a
1,5 m/s. Mesmo utilizando uma velocidade alta, o diâmetro calculado para a utilização de um
lavador de gases encontrou-se fora dos lavadores de gases instalados em usinas do mesmo
porte (9.500 mm a 11.500 mm). A alternativa encontrada foi dividir a vazão para que o gás
seja tratado em dois e três equipamentos paralelos, obtendo assim, diâmetros menores e
aceitáveis. A Figura 34 apresenta os diâmetros do lavador de gases em função da variação da
velocidade do gás para um lavador de gasses com a vazão total de gases e para dois e três
equipamentos em paralelos em que a vazão foi divida pela metade e por três, respectivamente.
Diâmentro do lavador (m)
107
22
01 Lavador de gases
20
02 Lavadores paralelos
18
03 Lavadores paralelos
16
14
12
10
8
6
4
2
0
0,80
1,00
1,20
1,50
1,80
Velocidade do gás (m/s)
2,00
2,5
Figura 34. Variação do diâmetro em função da velocidade do gás de combustão
A sugestão é utilizar três lavadores de gases com vazão de 89 m³/s em cada com
velocidade de 1,0 m/s ou dois lavadores com vazão de 134 m³/h e velocidade de 1,5 m/s que
resultam em diâmetros idênticos de 10.660 mm.
Utilizando somente um lavador de gases e a velocidade de 2 m/s, o diâmetro
encontrado foi de 13.500 mm, podendo ser aceitável. Na saída do lavador de gases, o gás
resfriou para 160ºC, logo a sua vazão volumétrica é reduzida para 208 m³/s, que para uma
velocidade de 2 m/s apresentou diâmetro de 11.510 mm, que se encontra dentro da faixa de
diâmetros típicos de lavadores de gases para este padrão de usina.
5.3 ENSAIOS DE ROTAEVAPORAÇÃO
De acordo com o balanço de massa, notou-se que há evaporação de uma parte da
vinhaça, portanto é importante verificar se a vinhaça pode emitir alguma substância volátil no
ar quando evaporada.
Os ensaios de evaporação foram realizados para verificar o pH e a DQO das alíquotas
de 20 ml evaporadas de vinhaça bruta e tratada físico-quimicamente.
A Tabela 29 apresenta o volume das alíquotas retiradas para as análises da amostra de
vinhaça bruta.
108
Tabela 29 Descrição das amostras de água evaporada para análises de DQO e pH
Item Descrição
Volume de líquido
Volume
pH
DQO
evaporado (ml)
do balão (ml)
(-)
(mg O2/L)
-
-
9,58
2665
9,19
2260
8,19
1736
9,35
1924
8,6
1256
7,9
1224
8,04
758
7,76
239
8,69
127
8,19
135
1
Alíquota 1
20
500
2
Alíquota 2
20
480
3
Alíquota 3
20
460
4
Alíquota 4
20
440
5
Alíquota 5
20
420
6
Alíquota 6
20
400
7
Alíquota 7
20
380
8
Alíquota 8
20
360
9
Alíquota 9
20
340
10
Alíquota 10
20
320
11
Alíquota 11
20
300
O volume de vinhaça utilizado para evaporação após o tratamento com hidróxido de
cálcio foi diferente do volume de vinhaça in natura devido à separação do lodo formado, na
Tabela 30 stão apresentados os volumes das amostras de água evaporada de vinhaça tratada
físico-quimicamente.
Tabela 30 Descrição das amostras de água evaporada de vinhaça tratada com
hidróxido de cálcio.
Item
Descrição
Volume de líquido
Volume
pH
DQO
evaporado (ml)
do balão (ml)
(-)
(mg O2/L)
1
Alíquota 1
0
395
2
Alíquota 2
20
375
9,71
1350
3
Alíquota 3
20
355
9,53
430
4
Alíquota 4
20
335
9,4
652
5
Alíquota 5
20
315
9,19
315
6
Alíquota 6
20
295
9,1
142
7
Alíquota 7
20
275
9,08
133
8
Alíquota 8
20
255
9,10
108,00
9
Alíquota 9
20
235
8,90
130,00
10
Alíquota 10
20
215
9,03
85,00
109
No primeiro ensaio para análise de DQO com vinhaça bruta foi necessário diluir as
cinco primeiras amostras de água evaporada na proporção de 1:5, o restante das amostras na
proporção de 1:2 e a amostra de vinhaça bruta foi diluída na proporção de 1:50.
Para o 2º ensaio a primeira amostra de evaporado foi diluída 1:5, enquanto que o
restante foi diluído 1:2.
Observou-se na Figura 35 o arraste de DQO, tanto para vinhaça bruta quanto para a
vinhaça tratada, que foi decrescendo ao longo do tempo e mantendo níveis estáveis após a
evaporação de cerca de 30% da amostra.
3500
Vinhaça Bruta
Vinhaça + 2% CaOH2
3000
DQO (mg/L)
2500
2000
1500
1000
500
0
0
1
2
3
4
5
6
7
8
9
10
11
12
Alíquotas de água condensada de vinhaça
Figura 35. Variação de DQO na água condensada evaporada da vinhaça bruta e tratada
físico-quimicamente para cada alíquota retirada.
Mesmo não havendo legislação específica para emissão de compostos voláteis
provenientes da vinhaça, houve uma preocupação na redução da DQO presente na vinhaça
para evitar tal lançamento na atmosfera.
A vantagem de se ter um tratamento físico-químico antes de entrar no lavador de gases
é a redução de 50% da DQO que também é arrastada durante a evaporação. Esse
procedimento evita que sejam lançadas na atmosfera substâncias voláteis que podem causar
algum tipo de dano ambiental ou aos trabalhadores que estão ao redor desta área.
O pH tanto da vinhaça bruta quanto da tratada físico-quimicamente manteve-se com
valores constantes durante a evaporação, conforme apresentado na Figura 36.
110
12
Vinhaça Bruta
Vinhaça +2% CaOH2
10
pH
8
6
4
2
0
0
1
2
3
4
5
6
7
8
9
10
11
12
Alíquotas de água condensada
Figura 36. Variação de pH da água condensada da vinhaça evaporada.
A melhor opção seria o pré-tratamento com hidróxido de sódio para remoção da DQO
presente na vinhaça, sendo que o efluente concentrado pode ser utilizado diretamente como
fertilizante na lavoura, uma vez que os componentes presentes nesse efluente são utilizados
para esta finalidade.
5.4 PROJETO DOS SEDIMENTADORES
Baseando-se nas equações apresentadas na revisão bibliográfica referente ao método
de Roberts e utilizando as curvas de sedimentação obtidas nos ensaios, foram calculados os
sedimentadores para cada concentração de hidróxido de cálcio considerando um prétratamento da vinhaça.
A Figura 37 apresenta o ensaio de sedimentação realizado para a adição de 0,5% (m/v)
de hidróxido de cálcio. A concentração deste experimento foi de 5 g/L e a descontinuidade da
curva foi notada no tempo próximo a 200 s.
111
1,60
1,40
Log (z-zf)
1,20
1,00
0,80
0,60
0,40
0,20
0,00
0
50
100
150
200
250
300
350
400
450
Tempo (s)
Figura 37. Sedimentação com concentração de 0,5% de Ca(OH)2.
A Figura 38 foi elaborada a partir da adição de 1,0 % (m/v) de hidróxido de cálcio
na vinhaça, que representou neste experimento uma concentração de 10 g/L e
descontinuidade da curva no tempo próximo a 700 s.
1,40
1,20
Log (z-zf)
1,00
0,80
0,60
0,40
0,20
0,00
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
Tempo (s)
Figura 38. Sedimentação com concentração de 1,0% de Ca(OH)2.
A Figura 39 mostra o ensaio de sedimentação com a adição de 1,5% (m/v) de
hidróxido de cálcio na vinhaça, que representou uma concentração de 15 g/L, com a
descontinuidade da curva no tempo próximo a 800 s.
112
1,60
1,40
Log (z-zf)
1,20
1,00
0,80
0,60
0,40
0,20
0,00
0
500
1000
1500
2000
Tempo (s)
2500
3000
3500
4000
Figura 39. Sedimentação com concentração de 1,5% de Ca(OH)2.
A Figura 40 mostra o ensaio de sedimentação com a adição de 2,0% (m/v) de
hidróxido de cálcio na vinhaça, que representou uma concentração de 20 g/L, com a
descontinuidade da curva no tempo próximo a 1.000 s.
1,40
1,20
Log (z-zf)
1,00
0,80
0,60
0,40
0,20
0,00
0
200
400
600
800
1000
1200
1400
1600
1800
Tempo (s)
Figura 40. Sedimentação com concentração de 2,0% de Ca(OH)2
À medida que mais coagulante foi adicionado, maior foi o tempo para que o ponto
crítico fosse determinado devido à grande quantidade de massa adicionada que fez com que a
sedimentação ficasse lenta.
Baseado nos pontos críticos encontrados nas Figuras de 47 a 50 foi elaborado a Tabela
31 com o resultado do dimensionamento básico dos sedimentadores.
113
Tabela 31 Resultado do dimensionamento dos sedimentadores
Item Descrição
1
Vazão de vinhaça na entrada do sedimentador
Conc. Conc. Conc. Conc.
0,5%
1,0%
1,5%
2,0%
964
964
964
964
– Qa (m³/h)
2
Concentração de entrada – Ca (kg/m³)
5,0
10,0
15,0
20,0
3
Concentração de saída – Ce (kg/m³)
31,3
33,1
49,7
50,0
4
Velocidade no instante crítico – uc (m/h)
1,19
1,10
0,77
0,29
5
Área mínima (m²)
148
335
420
483
6
Área requerida (m²)
236
536
671
772
7
Diâmetro (m)
17
26
29
31
A vazão de entrada de vinhaça no sedimentador adotada foi a vazão de saída do
lavador de gases e o diâmetro foi calculado para a área requerida que utilizou do fator de
segurança de 60%.
Notou-se que os diâmetros dos sedimentadores para as concentrações de 1,5% e 2,0%
foram muito semelhantes devido ao ponto crítico estar localizado em uma faixa de tempo
próxima.
Os sedimentadores calculados para um pré-tratamento foram comparados aos
sedimentadores utilizados para a separação de água e fuligem, uma vez que a sedimentação
pode ser utilizada como pós-tratamento para uma usina com o mesmo porte do exemplo
considerado neste estudo, sem a utilização de hidróxido de cálcio como coagulante,
apresentam diâmetro médio de 11.000 mm a 15.000 mm.
No caso do sedimentador para a concentração de 0,5%, seria possível a sua utilização,
pois se reduzir o fator de sergurança é possível obter diâmetros em torno de 15.000 mm.
Entretanto os outros sedimentadores calculados para este ensaio requereram uma área muito
grande, consequentemente um grande diâmetro que inviabilizou a utilização dos mesmos para
este fim.
A separação da vinhaça e fuligem pode ser a mesma já utilizada pela usina, seja por
cush-cush, sedimentadores, etc. No entanto, a fuligem pode ser encaminhada juntamente com
a vinhaça para a fertirrigação da lavoura de cana uma vez que o sistema de bombeamento
esteja preparado para operar com uma concentração de fuligem na vinhaça que pode variar de
0,50 a 1,50 kg/m³, dependendo da vazão de vinhaça produzida.
114
Como algumas usinas utilizam caixas de sedimentação para sedimentação da água de
lavagem de cana e água de lavagem de gases, essas instalações podem ser mantidas para este
tratamento. Normalmente, são utilizadas quatro caixas que operam da seguinte maneira: uma
caixa sempre está enchendo, uma está em repouso, uma está esvaziando (secagem) e a outra
em limpeza como apresentado na Tabela 32.
Tabela 32 Operação das caixas de sedimentação para água de lavagem de fuligem
Dia
Operação
Caixa 1
Operação
Caixa 2
Operação
Caixa 3
Operação
Caixa 4
1
2
3
4
5
6
7
Alimentação
Alimentação
Alimentação
Secagem
Secagem
Secagem
Limp./Alim.
Secagem
Limpeza
Alimentação
Alimentação
Alimentação
Secagem
Secagem
Secagem
Secagem
Sec./Limp.
Alimentação
Alimentação
Alimentação
Alim./Sec.
Alimentação
Secagem
Secagem
Secagem
Limpeza
Alimentação
Alimentação
Para as características adotadas, algumas considerações foram admitidas para o cálculo
das caixas de sedimentação necessárias para atender as condições de processo adotadas neste
estudo. A Tabela 33 apresenta os parâmetros e resultados para o dimensionamento das caixas
de sedimentação para tratamento de água de fuligem.
Tabela 33 Parâmetros e resultados para o dimensionamento das caixas de sedimentação
Item
Descrição
Valor
Fonte
13
Adotado
1
Relação kg fuligem seca/ton bagaço
2
Relação kg fuligem seca/ton cana
2,88
Adotado
3
Relação kg fuligem úmida/tc
14,4
Cálculo
4
Relação m³ água fuligem/ton vapor
1,5
Adotado
5
Vazão de matéria seca (kg/h)
1584
Cálculo
6
Vazão de matéria úmida (kg/h)
7920
Cálculo
7
Vazão diária de matéria úmida (kg/d)
8
Densidade da fuligem (kg/m³)
9
10
190080 Cálculo
2430
Adotado
Vazão volumétrica de matéria seca (m³/h)
0,7
Cálculo
Vazão volumétrica diária de matéria seca (m³/h)
15,6
Cálculo
115
Tabela 33 Parâmetros e resultados para o dimensionamento das caixas de sedimentação
(continuação)
Item
Descrição
Valor
Fonte
11
Vazão volumétrica de matéria úmida (m³/h)
3,3
Cálculo
12
Vazão volumétrica diária de matéria úmida (m³/d)
78
Cálculo
13
Quantidade de caixas de sedimentação
4
Adotado
14
Vazão de matéria úmida por caixa (m³/d)
20
Cálculo
15
Vazão de água de fuligem da caldeira (m³/h)
300
Cálculo
16
Volume da caixa (m³)
390
Adotado
17
Profundidade média da caixa (m)
1,4
Adotado
18
Profundidade média da caixa com 50% de lodo (m)
0,7
Cálculo
19
Largura da caixa (m)
14,0
Adotado
20
Comprimento da caixa (m)
30,0
Adotado
21
Área média da seção (m²)
19,6
Cálculo
22
Vazão de água de fuligem (m³/h)
75,0
Cálculo
23
Velocidade na horizontal (m/s)
0,001
Cálculo
24
Tempo para percorrer comprimento (h)
7,84
Cálculo
25
Volume para saturação da caixa (m³)
308
Cálculo
26
Tempo para saturação da caixa (dias)
15,7
Cálculo
As caixas deveriam ter em média 390 m³ cada, sendo que o tempo de saturação
(momento em que a caixa deve ser esvaziada para limpeza) calculado foi em torno de 7 dias.
A Figura 41 e 424 apresenta uma vista em corte e uma foto de uma caixa de
sedimentação.
30000
12050
17950
1600
Figura 41. Vista em corta de uma caixa de sedimentação de água de lavagem de fuligem
2000
116
Figura 42. Foto de uma caixa de sedimentação de água de lavagem de fuligem
Fonte: Arquivo pessoal
Além dos sistemas apresentados também pode ser utilizado para o tratamento o
sistema composto processos de separação sólido/líquido através de peneiramento,
sedimentação e filtração como apresentado na Figura 43.
Este sistema apresenta uma instalação compacta, que diferente das caixas de
sedimentação não requer de grande área e dispensa o uso de pá carregadeira.
Figura 43. Foto de um sistema de tratamento de água de fuligem composto por peneira
rotativa, sedimentador e filtro prensa.
Fonte: VLC Indústria e Comércio Ltda (www.vlc.ind.br)
117
A Figura 44 apresenta outro equipamento que pode ser utilizado para o tratamento de
água com fuligem conhecido como cush-cush.
Figura 44. Esquema simplificado de um cush-cush para tratamento de água de fuligem.
Fonte: LORA, 2000.
118
6 CONCLUSÕES
Este trabalho teve como objetivo avaliar a utilização da vinhaça como líquido em um
lavador de gases. Com base nos experimentos e cálculos realizados, as seguintes conclusões
foram obtidas:
- Para uma planta típica com moagem de 500 t/h de cana-de-açúcar, as simulações do
balanço de massa indicaram uma geração de bagaço de 130 t/h, sendo que somente 91 t/h é
alimentado na caldeira para gerar o vapor necessário para o processo. Este bagaço gera uma
vazão de gases de combustão de 607 t/h, que deverá ser tratada antes de liberada para a
atmosfera. Pàra a lavagem, esses valores indicaram uma vazão de vinhaça entre 964 e 2.891
m³/h.
- As simulações indicaram que a quantidade de vinhaça gerada (672 m³/h) não é
sufiente para a utilização no lavador de gases de acordo com a vazão de gases calculada. É
necessária a recirculação de parte da vinhaça mesma após um tratamento físico-químico para
separar o material em suspensão.
- A vinhaça in natura emite compostos voláteis durante a sua evaporação, que pôde
ser comprovado através da DQO presente na água condensada do ensaio de rotaevaporação,
mesmo após o tratamento físico-químico.
- Conclui-se que para a sua utilização em lavadores de gases tipo torre de aspersão, é
necessário passar por um pré-tratamento que possa remover maior quantidade de DQO e
DBO, como um tratamento físico-químico e/ou biológico que apresenta grande eficiência de
remoção de material orgânico, a fim de evitar a emissão de substâncias voláteis presentes na
vinhaça. Ou então um pós-tratamento que recupere os gases emitidos através da instalação de
um condensador para coletar o material evaporado e evitar a emissão dos COV
- Concluiu-se que para o tratamento físico-químico, a melhor alternativa para remoção
de DQO é a concentração de 2,0 % (m/v) de Ca(OH)2, porém é necessário utilizar o
sedimentador projetado através do Método de Roberts que apresentou diâmetro muito grande.
- O sedimentador projetado apresentou diâmetros da ordem de 17m a 31m para o
tratamento físico-químico com Ca(OH)2 de 0,5% a 2,0%.
- As simulações para a determinação dos diâmetros dos lavadores de gases
apresentaram que a melhor alternativa é o uso de dois ou três lavadores de gases em paralelo
para uma velocidade do gás de 1,2 e 0,8 m/s, respectivamente. Estas condições apresentaram
diâmetro de 11.920 mm, que está próximo aos valores de referência (9.500 mm e 11.500 mm)
119
de diâmetro de lavador de gases para usinas do mesmo porte da adotada neste estudo.
Sugeriu-se a utilização de lavadores de gases tipo Venturi por ser um modelo mais compacto.
- Para todas as simulações de altura e razão líquido-gás do lavador de gases, as
eficiências globais de coleta foram acima de 99%, entretanto apenas a simulação S1 (H = 7 m
e RLG = 0,001 m³/m³) excedeu os limites de emissão exigidos pela legislação para a
concentração de saída de material particulado. O lavador de gases recomendado para a
utilização de vinhaça como líquido foi o de altura 15 m e razão líquido-gás de 0,001 m³/m³,
por este modelo requerer uma menor quantidade de recirculação de vinhaça.
- A economia de água obtida pela substituição por vinhaça no lavador de gases seria
da ordem de 39 t/h a 115 t/h, para uma planta com moagem de 500 t/h (91 t/h de bagaço). O
que para as destilarias que encontram dificuldades em reduzir a captação de água se
comparadas às usinas que produzem açúcar devido à falta de condensado gerado no processo
seria um grande aliadopara a redução da captação de água.
- A economia representada pela substituição de água por vinhaça foi de R$ 46.250,00
a R$ 138.765,00 para uma planta com moagem de 500 t/h. Apesar do retorno financeiro ser
baixo, a quantidade economizada na captação de água auxilia na adequação do balanço
hídrico.
No presente estágio, a substituição de água por vinhaça neste estudo pode ser efetuada
utilizando dois lavadores de gases com H= 15m, RLG = 0,001 m³/m³ e Dl=10,6m.
120
7 RECOMENDAÇÕES
Para estudos futuros pode-se simular a eficiência de coleta do lavador de gases tipo
torre de aspersão e a concentração de saída de material particulado com a variação do
diâmetro da gota.
Outro estudo que pode ser feito é a simulação do balanço de energia para maximizar a
evaporação de vinhaça (92ºC) reduzindo o volume para fertirrigação e utilizando o
condensado para reuso na usina.
É importante fazer o estudo do pós-tratamento dos gases emitidos durante a
evaporação da vinhaça através do projeto de um condensador para coletar a água evaporada
no lavador de gases.
E também é interessante projetar um lavador de gases tipo Venturi em substituição ao
lavador de gases tipo torre de aspersão.
121
REFERÊNCIAS
AGÊNCIA NACIONAL DE ÁGUAS (ANA), FEDERAÇÃO DAS INDÚSTRIAS DO
ESTADO DE SÃO PAULO (FIESP), UNIAO DA INDÚSTRIA DA CANA-DE-AÇÚCAR
(ÚNICA), CENTRO DE TECNOLOGIA CANAVIEIRA (CTC), MINISTÉRIO DO MEIO
AMBIENTE (MMA). Manual de conservação e reuso de água na agroindústria
sucroenergética. Brasília. 2009
ARBEX, M.A. Avaliação dos efeitos do material particulado proveniente da queima da
plantação de cana-de-açúcar sobre a morbidade respiratória na população de
Araraquara-SP. São Paulo, 2001. 188p. Tese (Doutorado) – Faculdade de Medicina da
Universidade de São Paulo.
BELLI FILHO, P.; WOLFF, D. B.; CARVALHO, C. M.; COSTA, R. H. R.; RIBEIRO, L.G.
Gestão de odores e biodesodorização em um sistema de tratamento de esgoto sanitário.
In: 22º CONGRESSO BRASILEIRO DE ENGENHARIA SANITÁRIA E AMBIENTAL. 14
a 19 de setembro de 2003, Joinville. Anais...
BRITTO, E. R.; BARBOSA, E. Novo método de tratamento de vinhoto. In: XVII
Congresso Interamericano de Engenharia Sanitária e Ambiental – AIDIS. Panamá. 1982. 33p.
CAMARGO, C. A. (Coord.) Conservação de energia na indústria do açúcar e álcool:
manual de recomendações. São Paulo: Instituto de Pesquisas Tecnológicas, 1990.
Publicação IPT n º. 1.817
CARVALHO JR, J. L. A.; LACAVA, P. T. Emissões em processos de combustão. São
Paulo: Editora UNESP. 2003. 135 p.
CENTRO DE TECNOLOGIA CANAVIEIRA. Uso e reuso de água na indústria
canavieira. In: Workshop on the impact of new Technologies on Sustainability of the
sugar/bioethanol production cycle. Campinas/SP. 2009. 50 p.
CHAUDHARI, P. K.; MISHRA, I.M.; CHANDB, S Effluent treatment for alcohol
distillery: Catalytic thermal pretreatment (catalytic thermolysis) with energy recovery.
Chemical Engineering Journal 136.2008. p.14–24
CONSELHO DOS PRODUTORES DE CANA-DE-AÇÚCAR, AÇÚCAR E ÁLCOOL DO
ESTADO DE SÃO PAULO. Manual de Instruções CONSECANA-SP 5ª Edição.
Piracicaba: Editora EME Ltda. 2006. 200p.
122
CORREA NETO, V. et. al. Análises de opções tecnológicas para projetos de cogeração no
setor sucroalcooleiro. Sustainable Energy Technology Assistance Program - SETAP Brazil
Representation. Brasília. 2002
CORTEZ, L.A.B.; LORA, E.E.S.; GÓMEZ, E.O. (Organizadores) Biomassa para energia.
Campinas: Editora da UNICAMP, 2008.
DEPARTAMENTO DE ÁGUAS E ENERGIA ELÉTRICA (DAEE). Cobrança pelo uso da
água. 2010.
LIU, D.; LIPTAK, B. Air Polution. CRC Press LLC. 2000
EATON, A. D. Standard methods for the examination of water and wastewater. 21º
Edição. American Public Health Association (APHA), American Water Works Association
(AWWA) & Water Environment Federation (WEF) New York, 1368 p. Hard Cover. 2005
ELEOTÉRIO, I. C.; DINELLI, L. R.; SENE, J.J. Tratamento de vinhaça utilizando a
geração eletroquímica de Fe(VI) e fotocatálise com dióxido de titânio. 31º Reunião Anual
Sociedade Brasileira de Química ( SBQ). Águas de Lindóia/SP. 2008
ELETROBRÁS CENTRAIS ELÉTRICAS S/A. Aproveitamento energético dos resíduos
da agroindústria da cana-de-açúcar. Rio de Janeiro: Livros Técnicos e Científicos Editora,
1983.340 p.
ELIA NETO, A. Tratamento de efluentes da agroindústria sucroalcooleira. Simpósio
Febral, 1995.
ENGEBOILER. In: Curso de Caldeira e Energia - SINATUB. Ribeirão Preto. 2009.
FEDERAÇÃO DAS INDÚSTRIAS DO ESTADO DO PARANÁ. Combustão – 2ª Parte.
Disponível em http://www.fiepr.org.br/fiepr/energia/artigostecnicos/combustao2.pdf Acesso
em 27/04/2009
FERNANDES, A. C. Cálculos na agroindústria da cana-de-açúcar. 2 ed. Piracicaba,
STAB – Sociedade dos Técnicos Açucareiros e Alcooleiros do Brasil, 2003. 240 p.
GALVÃO FILHO, J. B. Uma metodologia para controle de odores.
GOMIDE, R. Operações Unitárias Volume 3. Edição do autor. 1983.
123
GONÇALVES, C. A. S.; SILVA, E. L. Tratamento físico-químico da vinhaça. In: XXVII
Congresso Interamericano de Engenharia Sanitária e Ambiental. 2000
HERRERA, M.C. Cane, Sugar and the Environment. Disponível
<http://www.fao.org/DOCREP/005/X4988E/x4988e01.htm> em 11/08/2008 às 08:33.
em
HIDALGO, K. Vinasse in feed: good for animal and enviromental. Institute of Animal
Science. San Jose de las Lajas. Cuba. 2009. Disponível em www.allaboutfeed.net em
23/10/2009 às 15:31.
JANK, M. S. A cana de açúcar, de etanol e de eletricidade: uma commodity global.
UNICA - União da Indústria de Cana-de-Açúcar, 2008. Disponível em
<http://www.unica.com.br/opiniao/show.asp?msgCode={E9866ECF-C573-4370-80C5E0F2E7CF9AF6}> Acessado em 22/09/2008 às 10:00.
JOSE, H. J. Combustão e Combustíveis: apostila química tecnológica geral. 2004. 45p.
Universidade Federal de Santa Catarina, Departamento de Engenharia Química e Engenharia
de Alimentos, Florianópolis, 2004.
JOSEPH, G.T Scrubber Systems Operation Review – Self-Instructional Manual, APTI
Corerse. SI: 412C. Second Edition, 1998.
KANNANA, N.; KARTHIKEYAN, G.; TAMILSELVAN, N. Comparison of treatment
potential of electrocoagulation of distillery effluent with and without activated Areca
catechu nut carbon. Journal of Hazardous Materials B137. 2006. p. 1803–1809
LORA, E. E. S. Cogeneración y generación de eletricidad en la industria azucarera.
Núcleo de Excelência em Geração Termelétrica e Distribuída. Universidade Federal de
Itajubá. Itajubá. 2008. Brasil.
LORA, E. E. S. Controle de poluição do ar na indústrial sucroalcooleira. Núcleo de
Excelência em Geração Termelétrica e Distribuída. Universidade Federal de Itajubá. Itajubá.
2000. Brasil.
LYRA, M. R. C. C. et al. Avaliação da qualidade de água de lençol freático em
uma
área fertirrigada com vinhaça. In: 22º CONGRESSO BRASILEIRO DE ENGENHARIA
SANITÁRIA E AMBIENTAL. 14 a 19 de setembro de 2003, Joinville. Anais...
MARTINS, G.; ALMEIDA, A. F. Reuso e reciclo de águas em indústria química
de processamento dióxido de titânio. Monografia. Universidade Federal da Bahia. 1999.
Disponível
em
<http://www.teclim.ufba.br/site/material_online/monografias/mono_martins_e_almeida.pdf>
124
MANTEIGAS, M. Controle de Odores em Estações de Tratamento de Águas Residuais:
Tecnologias e Exemplos de Aplicação.
MAN, A. Dust granulometry. Sugar research and innovation. Queensland University of
Technology. Australia. 2009. Informação via e-mail.
MACHADO NETO, A. J.; ALMEIDA, C. A.; SICAL, J. P. C.; CAVALCANTI, M; F. O
método de análise de cenários aplicado ao agronegócio do etanol interpreado a partir da
abordagem sistêmica. In: 4º Congresso Brasileiro de Sistemas, 4., 2008, Franca, Anais...
Franca:
Centro
Universitário
de
Franca,
2008.
17p.
Disponível
em
http://www.facef.br/quartocbs/artigos/C/C_159.pdf acesso em 06/04/09 às 13:52.
MEIRELLES, A. J. A. Expansão da Produção de Bioetanol e Melhoria Tecnológica da
Destilação Alcoólica. In: WORKSHOP PRODUÇÃO DE ETANOL EEL/USP, 1., 2006,
Lorena, Anais... Lorena: Escola Estadual de Lorena – Universidade de São Paulo, 2006. p.XX
MINISTÉRIO DE MINAS E ENERGIA. Disponível em <www.mme.gov.br>
MOHANA, S.; DESAI, C.; MADAMWAR, D. Biodegradation and decolourization of
anaerobically treated distillery spent wash by a novel bacterial consortium. Bioresource
Technology 98 (2007) 333–33
NOGUEIRA, L.A.H.; LORA, E.E.S. Wood Energy principles and Applications.2002
NOGUEIRA, L.A.H.; LORA, E.E.S. Dendoenergia: fundamentos e aplicações. 2ª Edição.
Rio de Janeiro: Editora Interciência. 2003.
OLIVEIRA, P. Arma ponderosa. Revista Alcoolbrás. Edição 120. 2009.
PATURAU, J. M. By-products of the cane sugar industry. Elsevier Scientific Publishing
Company. 2 ª Edição. Nova York: Elsevier Scietific Publishing Company, 1982. 366p.
PASTOR, J. R.; CARVALHO, A. R. P.; ZIBORDI, G. Tratamento químico para estações
de tratamento de água. Kurita Soluções em Engenharia de Tratamento de Água. (s.d.)
PINTO, C.P. Tecnologia da digestão anaeróbia da vinhaça e desenvolvimento
sustentável. 1999. 162p. Dissertação (Mestrado em Planejamento de Sistemas Estratégicos)
125
– Departamento de Energia, Faculdade de Engenharia Mecânica, Universidade Estadual de
Campinas, Campinas. 1999.
PIVELI, R. P. et. al. Tratamento de Efluentes de Usinas do Setor Sucroalcooleiro.
Universidade de São Paulo. São Paulo: 2006.
RAFALDINI, M. E.; PISSINATTO, L. B.;. MANOEL, R. M. Controle Biológico para
sistemas de aplicação de vinhaça no solo. Engenharia Ambiental. Espírito Santo do Pinhal.
2006.
RIBEIRO, L. G. Gestão de odores e biodesodorização em um sistema de tratamento de
esgoto sanitário.
RIBEIRO, C. Potencial zeta da vinhaça. Empresa Brasileira de Agropecuária. 2009.
(Informação via e-mail).
ROCHA, M.H. Avaliação da Eco-Eficiência Ambiental da Vinhaça para diferentes
formas de disposição aplicando ACV. In: II Workshop de Gestão de Energia e resíduos na
Agroindústria sucroalcooleira. Pirassununga. 2007
RODRIGUES, E. C. Solução Energética. São Paulo: Ed. Unidas, 1983.
ROSEIRO, M.N.V.; TAKAYANAGUI, A. M.M. Meio Ambiente e Poluição Atmosférica:
o caso da cana-de-açúcar. Editorial. Revista Saúde Vol. 30 p.76-83. 2004
SANTIAGO, R. M.; GIRARDI,F; GIMENES M. L. Tratamento de Vinhaça com os
coagulantes naturais: Quitosana, Tanino e Moringa. In VIII Congresso Brasileiro de
Engenharia Química em Iniciação Científica COBEQ-IC. Universidade Federal de
Uberlândia. 2009
SANTOLERI, J. J.; REYNOLDS, R.; THEODORE, T. Introduction to harzardous waste
incineration. Second Edition. John Wiley and Sons Inc. 2000.
SILVA, T. S. S. Estudo de tratabilidade físico-química com uso de taninos vegetais em
água de abastecimento e esgoto. [Mestrado] Fundação Oswaldo Cruz, Escola Nacional de
Saúde Pública; 1999. 88 p.
126
SILVA, T. S. S. Estudo de tratabilidade físico-química com uso de taninos vegetais em
água de abastecimento e esgoto. (Mestrado) Fundação Oswaldo Cruz, Escola Nacional de
Saúde Pública; 1999. 88 p.
SINDALCO. Resolução do CONAMA para Caldeiras prejudica Indústrias. Disponível
em <http://www.sindalcool.com.br> Acesso em 01/12/2009.
SOLOMON, K. R. Avaliação Técnico-Econômica e Ambiental da Utilização do Biogás
Proveniente da Biodigestão da Vinhaça em Tecnologias para Geração de Eletricidade.
2007. 219p. Tese (Doutorado em Engenharia Mecânica) - Instituto de Engenharia Mecânica,
Universidade Federal de Itajubá, Itajubá, 2007.
SOLOMON, K. R.; LORA, E. E. S.; MONROY, E. F. C. Custo do biogás proveniente da
biodigestão da vinhaça e sua utilização. In: 8º Congresso Iberoamericano de Engenharia
Mecanica. Cusco, 23 a 25 de Outubro de 2007
TRADASSESSOR.COM Disponível em http://www.tradassessor.com/alcool.htm Acesso em
02/04/09 às 09:20
TRINDADE, T.; MANUEL, R. Protocolo Experimental – Ensaios de Tratabilidade em
águas residuárias (Tratamentos Físico-Químico: coagulação/floculação). Lisboa: Instituto
Superior de Engenharia de Lisboa – Departamento de Engenharia Química – Laboratórios
Integrados 6C, 2006.
TORQUATO JR et.al. Caracterização da água de lavagem de cinzas e gases de caldeiras
na indústria de cana de açúcar. (20..)
VEJA
ON-LINE.
Do
'ouro
negro'
a
uma
nova
matriz
energética.
Disponível
em
<http://veja.abril.com.br/idade/exclusivo/energias_alternativas/contexto1.html> Acesso em
01/12/2009.
VIOTTI, A. V. Usina nota 10. In: Seminário Stab. 2009.
ZHANG, W.; XIONG, R.; WEI,G. Biological flocculation treatment on distillery
wastewater and recirculation of wastewater. Journal of Hazardous Materials 172. 2009. p.
1252–1257
ZANELATTO. Comunição pessoal com empresa GE Betz no dia 13/09/2010.