APLICAÇÃO DE FERRAMENTAS DA QUALIDADE NO MÉTODO PDCA PARA MELHORIA
CONTÍNUA: ESTUDO DE CASO NUMA EMPRESA FABRICANTE DE AUTOPEÇAS.
Maicon Bruno Ralene de Melo (1) ([email protected]), Maria Bernadete Pinto (2)
([email protected]), Diego Jean de Melo (1) ([email protected]),
Jorge Nei Brito (1) ([email protected])
(1)
(2)
Universidade Federal de São João del-Rei (UFSJ) - DEMEC - Praça Frei Orlando, 170 - São João del-Rei - MG 36307-352
Universidade Federal de São João del-Rei (UFSJ) - DQBIO - Rodovia MG 443, km 7, Ouro Branco - MG 36420-00
RESUMO: O mercado competitivo exige das empresas cada vez mais qualidade, prazos e preços em seus
produtos, cabendo à cada uma buscar as melhores formas de melhoramento dos seus processos
produtivos. O presente estudo demonstra o quão fácil é a aplicação do método PDCA juntamente com
algumas ferramentas estatísticas da qualidade, para a obtenção de resultados rápidos e eficazes nos
processos de fabricação. O objetivo desse artigo é evidenciar, por meio de um estudo de caso, como a
melhoria acontece de maneira clara e lógica. Identificou-se um problema de cavacos longos na célula de
usinagem de uma empresa fabricante de autopeças, juntamente com a baixa vida útil da pastilha aplicada,
definindo-se como meta a eliminação do cavaco longo e o aumento de no mínimo 60% da vida útil atual. A
metodologia aborda a combinação dos conceitos das ferramentas estatísticas da qualidade com o ciclo
PDCA. Deste modo, pode-se concluir que as ferramentas da qualidade e o ciclo PDCA, quando combinados
tornam um poderoso instrumento de melhoria para os processos, alcançando e superando as metas
estabelecidas na etapa de planejamento.
PALAVRAS-CHAVE: Ciclo PDCA, melhoria contínua, ferramentas da qualidade.
1. INTRODUÇÃO
O desenvolvimento dinâmico do ser humano implica em constante evolução intelectual,
social, econômica e tecnológica. Com o acontecimento de mudanças tão rápidas, muitas empresas
estão ameaçadas por vários motivos, obrigando-as a revisarem seus processos de maneira a
atender os principais requisitos dos clientes em relação a preços, prazos e qualidade (CAMPOS,
2004).
Esse estudo aborda um meio rápido e eficaz de obter excelentes resultados durante um
curto espaço de tempo. Conhecido como ciclo PDCA, foi desenvolvido por Walter Shewhart e
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
IX SEEMI - Seminário Estadual de Engenharia Mecânica e Industrial
aperfeiçoado por Edwards Deming. Ambos transformaram simples conhecimentos em métodos de
fácil aplicação em qualquer setor.
A soma da metodologia PDCA com as ferramentas aplicadas à qualidade, formam um
poderoso instrumento de desenvolvimento de processos. Isso possibilita a identificação rápida e
organizada para a solução dos problemas.
Para evidenciar o uso do método e das ferramentas estatísticas, realizou-se um estudo de
caso avaliando a utilização dos meios em um processo estudado e melhorado.
GONZALEZ (2006) apresenta os programas de melhora em duas divisões distintas: a
melhoria revolucionária ou reengenharia e o molhamento contínuo.
De acordo com o autor, o processo de reengenharia promove mudanças radicais nos
processos produtivos, gerando um impacto rápido, porém com uma demanda maior de recursos
financeiros. Já o melhoramento contínuo é o oposto, ocorre mudança mais simples, porém com
maiores frequências, gerando baixo risco e baixo investimento GONZALEZ (2006).
MESQUITA E ALLIPRANDINI (2003) dizem que hoje o ambiente, mercado, clientes, técnicas
e metodologias encontram-se num dinamismo muito grande. As mudanças ocorrem rapidamente,
e, para entrar nesse ritmo é primordial que se melhore continuamente.
Segundo CARPINETTI (2010) melhorar continuamente não é o suficiente para localizar
prováveis falhas ou problemas no processo de produção. Para isso é preciso identificar os
problemas prioritários, coletar os dados, fazer uma análise, buscar as causas-ráizes, planejar e
implementar as ações para finalmente apurar os resultados.
De acordo com CARPINETTI (2010), o comportamento do processo pode ser representado
pela Figura 1.
FIGURA 1. Etapas do controle de processos (CARPINETTI, 2010).
Para se alcançar os resultados planejados faz-se necessário recorrer a metodologias que
trace um caminho lógico e apresente os passos para alcançar as melhorias. O método utilizado
nesse artigo é o ciclo PDCA.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
2. Ciclo PDCA.
Na década de 20, Walter Shewhart desenvolveu a metodologia do ciclo PDCA, entretanto a
aplicação e disseminação do conceito deu-se através de Edwards Deming. Tal ciclo é um método
gerencial de tomada de decisão para garantir o alcance das metas necessárias à sobrevivência de
uma organização (WERKEMA, 2006).
O ciclo PDCA é composto por quatro etapas. A seguir tem-se a descrição das atividades
deseenvolvidas em cada etapa segundo AGOSTINETTO (2006).
- Planejar (Plan): Etapa de identificação do problema, determinação de objetivos e metas,
definição do método utilizado, análise dos riscos, custos, prazos e recursos disponíveis.
- Executar (Do): Colocar em prática as atividades do plano de ação - estabelecendo
prioridades, determinação dos treinamentos no método, coleta dos dados para verificação do
processo e comprometimento de todos os membros.
- Checar (Check): Verificação na execução do trabalho e comparação com os valores préestabelecidos.
- Agir (Act) Realização de ações para correção de trabalhos cujo desvio padrão é
considerável, melhoria no sistesma e métodos.
Após a execução do ciclo PDCA e implementação das melhorias, o mesmo pode ser
utilizado em uma segunda variação denominada SDCA. Neste caso a mudança acontecerá apenas
na última fase do ciclo, fase P ("Plan"), sendo substituída pela fase S ("Standard").
2.1. Integração das ferramentas da qualidade no ciclo PDCA.
Segundo FALCONI (1992) a integração das fermentas da qualidade será feita através de quatro
fases, em concordância com o ciclo PDCA.
2.1.1. Etapa P
A etapa P possui quatro fases conforme apresentado a seguir.
- Problema: identificação clara da meta e viabilidade da solução.
- Observação: levantamento das características do problema.
- Análise: verificação das causas reais e delimitação dos aspectos negativos.
- Plano de Ação: elaboração das ações sobre as causas principais.
As ferramentas sugeridas por FALCONI (1992) para serem utilizadas nesta etapa são
apresentadas a seguir.
- Folha de Verificação: registram todos os dados coletados a partir de auditoria dos itens
verificados, de forma a proporcionar uma veracidade ao fato ocorrido.
- Diagrama de Pareto: são utilizadas para disposição de forma gráfica as principais
características da não conformidade, possibilitando o estabelecimento de metas quantitativas das
causas.
- Histograma: utilizado de duas maneiras nesta etapa, como visualização do histórico dos
dados, viabilizando uma meta a ser buscada, ou verificação se o problema está ligado a outras
causas.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
- Estratificação: são conhecidos todos os problemas, mas de forma mais detalhada
facilitando a visualização e análise das anomalias.
- Diagrama de Causa e Efeito: identificação das possíveis causas, estabelecendo uma
relação entre a causa e seus efeitos.
- 5W2H: utilizado neste momento como ferramenta que permite rápida identificação de
anomalias, bem como as soluções propostas necessárias a melhoria dos resultados. É uma sigla
em inglês que significa: "o que", "como", "por que", "onde", "quando", "quem", "quanto".
2.1.2. Etapa D
Nesta fase acontecem treinamentos e execução das atividades, podendo ainda haver
utilização do Gráfico do Controle, para verificação da efetividade das ações. A ferramenta sugerida
por FALCONI para ser utilizada nesta etapa é o Gráfico de Controle.
- Gráfico de Controle: usado quando todas as medidas pré-estabelecidas estão reduzindo o
problema e o processo se tornando mais estável dentro do período proposto de redução do
mesmo.
2.1.3. Etapa C
Nesta etapa ocorre a análise dos resultados das metas pré-estabelecidas no plano de ação.
As ferramentas sugeridas por FALCONI (1992) para serem utilizadas nesta etapa são o Gráfico de
Controle e o Diagrama de Pareto.
- Gráfico de Controle: usado quando todas as medidas preestabelecidas estão reduzindo o
problema e o processo se tornando mais estável dentro do período proposto de redução do
mesmo.
- Diagrama de Pareto: os gráficos desta etapa devem servir de comparativo com os feitos
anteriormente, sendo verificada a efetividade das ações, e se houve redução de não
conformidades.
2.1.4. Etapa A
Nesta fase acontece a padronização, cujo objetivo é a prevenção contra o reaparecimento
dos problemas e incorporação de métodos à prova de erros.
3. METODOLOGIA
3.1 Descrição do Estudo de Caso
Este estudo foi realizado em uma indústria de autopeças na cidade de Lavras - MG, com
uma equipe multifuncional, cujo objetivo era diminuir o comprimento do cavaco gerado na
usinagem de uma peça. Além disso, desenvolver uma nova pastilha de usinagem com
performance superior.
Identificado o problema, foi solicitado a presença de fornecedores com o objetivo de
escolher uma pastilha que melhor atendia os parâmetros e condições de usinagem.
Na Tabela 1 tem-se as condições e parâmetros de usinagem. Na Figura 2 tem-se a pastilha
utilizada atualmente para a usinagem das peças.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
TABELA 1. Condições e parâmetros empregados na usinagem das peças.
Condições e parâmetros
Rotação (RPM)
3500
Velocidade de corte (m/mim)
275
Diâmetro usinado
25
Aresta
1
Material usinado
Aço forjado
Dureza (HB)
160/190
Refrigeração
Não
FIGURA 2. Pastilha TNMG 160412-NM9 WPP30. Fonte: Autor.
Na Tabela 2 tem-se os dados sobre a pastilha atual empregada na usinagem das peças. Na
Figura 3 tem-se a pastilha proposta para uma melhoria na usinagem das peças.
Na Tabela 3 tem-se os dados da pastilha proposta para uma melhoria na usinagem das
peças. Uma vez identificado a pastilha ideal para os parâmetros e condições estabelecidas, deu-se
início ao teste para posteriormente avaliar os resultados.
TABELA 2. Códigos da pastilha de usinagem TNMG 160412-NM9 WPP30.
Pastilha atual
Código interno
Código ISO
78-00399/0058
TNMG 160412-NM9 WPP30
FIGURA 5. Pastilha TNMG 160412 SA UE 6105. Fonte: Autor.
TABELA 3. Códigos da pastilha TNMG 160412 SA EU.
Pastilha Proposta
Código interno
Código ISO
TNMG 160412 SA UE 6105
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
3.2 Aplicação do ciclo PDCA e das ferramentas da qualidade.
O desenvolvimento deste estudo foi realizado através da aplicação de algumas ferramentas
da qualidade e do ciclo PDCA. O método permite uma boa organização das ideias, fácil
compreensão e utilização das ferramentas.
3.2.1 Etapa P
3.2.1.1 Identificação do problema
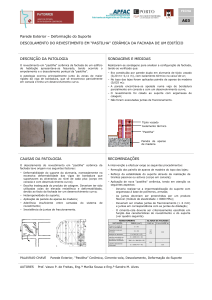
Através de um levantamento feito in loco, constatou-se no processo de usinagem, a
formação de um cavaco muito comprido e espeço. A medida que se aumenta o número de fitas
geradas pelo contato da ferramenta com a peça, ocorre a formação de "ninhos", dificultando-se o
escoamento para a saída da máquina, Figura 4.
FIGURA 4. Ninhos de cavaco gerado pela pastilha TNMG 160412-NM9 WPP30. Fonte: Autor.
Como a usinagem é realizada a seco, ou seja, sem fluido de corte, este cavaco gerado sai a
altas temperaturas e com extremidades cortantes, colocando a segurança do operador em risco,
mesmo com o uso de todos os EPIs exigidos por segurança.
Outro ponto identificado foi a queda da vida útil da ferramenta TNMG 160412-NM9
WPP30 no ano de 2015, se comparado com a média obtida no ano anterior.
3.2.1.2 Observação do problema
Uma vez identificado o problema viu-se a necessidade de realizar um acompanhamento do
caso para uma melhor abordagem na etapa de análise. Durante o mês de Julho do corrente ano,
observou-se o mesmo comportamento do cavaco, isto é longas fitas sendo geradas em expirais,
como mostrado na Figura 5.
FIGURA 5. Cavaco de usinagem gerado pela pastilha TNMG 160412-NM9 WPP30. Fonte: Autor.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
De acordo com a norma IAS 16 (Banco Central do Brasil, 2006) a definição de vida útil é
dada de acordo com as descrições a seguir.
- Período durante a qual uma entidade espera que um ativo esteja disponível para uso.
- Número de unidades de produção, ou semelhantes, que uma entidade espera obter do
ativo.
Fazendo o levantamento do histórico de vida útil da pastilha atual, pode-se identificar uma
queda na média durante o ano de 2015, tendo como base de comparação o comportamento da
vida média obtido no ano de 2014.
Na Figura 6 tem-se comportamento da vida útil da pastilha TNMG 160412-NM9 WPP30 por
mês no decorrer dos meses de 2015, incluindo a média 2015, e a média 2014 para critério de
comparação.
FIGURA 6. Comportamento da vida útil da pastilha por mês. Fonte: Autor.
3.2.1.3 Análise do problema
Nesta fase do planejamento reuniu-se os membros da equipe multifuncional para o
levantamento das possíveis causas do problema. Utilizando-se da técnica de Brainstorming,
(tempestade de ideias), levantou-se as principais causas que foram organizadas no Diagrama de
Causa e Efeito, Figura 7, para posteriormente implementação do plano de ação. As causas
apresentadas no diagrama de causa e efeito, foram lançadas no plano de ação.
FIGURA 7. Aplicação da ferramenta da qualidade Diagrama de Causa e Efeito. Fonte: Autor.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
3.2.1.4 Elaboração do plano de ação
Após a definição das prováveis causas do problema, iniciou-se a elaboração do plano de
ação utilizando-se outra ferramenta da qualidade chamada 5W2H, Quadro 1.
QUADRO 1. Aplicação da ferramenta da qualidade 5W2H. Fonte: Autor.
O que fazer (what)
Porque fazer
(why)
Como fazer
(how)
Quando fazer
(when)
Quem vai fazer
Quanto custa
(who)
fazer (how much)
Desenvolver um
novo modelo de
pastilha, com saída
de cavacos mais
agreciva, para as
condições de
usinagem.
Pois está
gerando
cavacos longos
durante a
usinagem da
peça.
Solicitar uma
pastilha para
No início da
teste e
terceira semana
realizar o
do mês de julho.
teste.
Maicon,
Reinaldo e
Mateus.
Não há custos
envolvidos nesta
ação.
Desenvolver um
novo modelo de
pastilha, que atenda
as especificações da
ação anterior, além
de apresentar
melhor performance
de usinagem.
Pois está
ocorrendo
desgaste
prematuro da
pastilha.
Solicitar uma
pastilha para
No início da
teste e
terceira semana
realizar o
do mês de julho.
teste.
Maicon,
Reinaldo e
Mateus.
Não há custos
envolvidos nesta
ação.
3.2.2 Etapa D
Colocado o plano de ação em prática, na etapa de ação/execução buscou-se respeitar as
datas e atividades previstas no planejamento, fazendo em paralelo o follow-up de cada pessoa
responsável por implementar a ação.
3.2.3 Etapa C
Nesta etapa comparou-se os dados obtidos das pastilhas, antes e após a substituição, por
meio da folha de verificação e reuniões.
3.2.4 Etapa A
A padronização ocorreu-se na medida que em que se validou o teste. Com isso foi realizado
a compra de um lote piloto de pastilhas para a execução de um teste de estabilidade.
4. RESULTADOS E DISCUSSÃO
Os resultados obtidos e apresentados foram rápidos e eficientes. Como pode ser
observado na Figura 7, o resultado gerado pelo teste da pastilha proposta TNMG 160412 SA UE
6105, em relação ao cavaco de usinagem, fez-se evidente o quanto melhor saiu o comprimento do
cavaco. Nota-se que com esse comprimento de cavaco, não ocorre a formação de "ninhos", como
apresentado na Figura 5. Isso facilita o fluxo de produção, pelo fato do operador não ter que
dispor do seu tempo de produção para desobstruir a saída de cavado.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
Como descrito no plano de ação apresentado, havia-se a traçado o objetivo de melhoria da
vida da ferramenta de no mínimo 60%.
FIGURA 7. Cavaco de usinagem após o teste com a nova pastilha (ARQUIVO PESSOAL, 2015).
Observando a Figura 9 tem-se uma melhoria de 88% em relação a pastilha anterior, o que
representa um grande percentual, levando em consideração que esse valor tem impacto direto no
consumo desse item, ou seja, uma redução de 88% no consumo da pastilha para esse processo de
usinagem.
Percentual de melhoria
100%
88%
80%
60%
Atual
40%
Proposta
20%
12%
0%
FIGURA 9. Melhoria da vida útil entre as pastilhas atual e proposta. Fonte: Autor.
Pode ser observado que a coesão entre os resultados obtidos, metas e indicadores são
fatores determinantes para a geração de resultados sólidos e positivos para a empresa, como
afirma JUNIOR (2012), em que cita o quão importante é o PDCA para alcançar melhoria contínua.
O presente estudo foi obtido da avaliação de apenas uma pastilha testada. Cabe agora a
avaliação dos resultados pela empresa e consequente aprovação dos mesmos. Após feito isso,
mediante a solicitação ao setor de compras, pede-se um lote piloto de pastilhas, que varia em
torno de 30 peças, para que haja continuidade da melhoria, podendo ser observados outros
pontos através de um teste de estabilidade.
Por conseguinte, para futuras pesquisas sugere-se que se obtenha um número maior de
dados e sejam aplicadas mais ferramentas tais como CEP - Controle Estatístico de Processo, FMEA
– Análise do módulo e efeito de falha e 5S.
5. CONCLUSÃO
Neste trabalho foi apresentado a importância de melhorar de maneira contínua os
processos, e particularmente, insumos utilizados de forma geral para garantir a produção de
produtos com qualidade e segurança.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial
Por meio da revisão bibliográfica apresentada, ficou claro a importância da melhoria
contínua e o meio de se atingir o tão desejado melhoramento constante.
O método apresentado é o ciclo PDCA, e algumas ferramentas de qualidade, que por sinal
não houve a utilização de todas, apenas o diagrama de Ishikawa e a técnica 5W2H. Esse ciclo é
prático e eficaz, apontando etapas a serem seguidas para que seja possível identificar os prováveis
problemas, priorizá-los, buscar soluções e padroniza-los.
No estudo de caso pôde ser observado a aplicação dessas ferramentas assim como as fases
do PDCA.
Esse método e essas ferramentas são simples elementos que não dependem de um
conhecimento técnico específico para serem aplicados, permitindo a utilização por toda a
organização, promovendo a disseminação da cultura de melhoria contínua a todos os níveis.
Com isso pode-se concluir que a melhoria contínua é um processo fundamental no interior
de qualquer organização. Elementos simples e eficientes foram apresentados neste trabalho,
indicando que qualquer empresa pode adotar essa metodologia e alcançar excelentes resultados.
6. REFERÊNCIAS
AGOSTINETTO, J. S. Sistematização do Processo de Desenvolvimento de produtos, melhoria
contínua e desempenho: o caso de uma empresa de autopeças. 2006. 121 p. Dissertação de
Mestrado, Universidade de São Paulo, São Carlos.
CAMPOS, V. F. TQC: Controle de qualidade total (no estilo japonês). Belo Horizonte: Fundação
Christiano Ottoni, 1992.
CARPINETTI, L. C. R. Gestão de Qualidade: conceitos e técnicas. São Paulo: Atlas, 2010.
FALCONI, V.: TQC: Controle de Qualidade Total (no estilo japonês). Belo Horizonte:
Desenvolvimento Gerencial, 1992.
GONZALES, R. V. D. Análise exploratória da prática da melhoria contínua em empresas
fornecedores do setor automobilístico e de bens de capital certificados pela norma ISO
9001:2000. 2006. 213 p. Dissertação de Mestrado em Engenharia Civil (Engenharia de
Estruturas) - Universidade de São Paulo.
MESQUITA, M.; ALLIPRANDINI, D. H. Competências essenciais para melhoria contínua na
produção: estudo de caso em empresas na indústria de autopeças. Gestão & Produção, Vol.
10, N. 1, PP 17-33, São Carlos, UFScar, 2003.
TRIVELLATO, A. A. Aplicação das sete ferramentas básicas da qualidade no ciclo PDCA para
melhoria contínua: estudo de caso numa empresa de autopeças. 2010. 72 p. Trabalho de
Conclusão de Curso – Escola de Engenharia de São Carlos, Universidade de São Paulo, São
Carlos, 2010.
WERKEMA, M. C. C. As ferramentas da Qualidade no Gerenciamento de processos. Belo Horizonte:
Editora de Desenvolvimento Gerencial, 1995.
VIEIRA, S. Estatística para a qualidade: recurso eletrônico. Rio de Janeiro: Elsevier, 2012.
7. DIREITOS AUTORAIS.
Os autores são os únicos responsáveis pelo conteúdo das informações contidas neste
artigo.
Os Desafios da Engenharia na Era da Inovação
Anais do XV CONEMI - Congresso Nacional de Engenharia Mecânica e Industrial