MODELO DE SIMULAÇÃO PARA ANÁLISE DO LEAD TIME DA
CANA-DE-AÇÚCAR TRANSPORTADA PARA UMA USINA
João José de Assis Rangel
Universidade Candido Mendes - UCAM
Rua Anita Pessanha, 100, Campos dos Goytacazes, RJ, Brazil
[email protected]
Leonardo do Espírito Santo Francisco
Instituto Federal Fluminense - IFF
Rua Doutor Siqueira, 273, Campos dos Goytacazes, RJ, Brazil
[email protected]
Leandro Rangel de Azevedo
Universidade Candido Mendes - UCAM
[email protected]
André Prado Cunha
Paragon Tecnologia Ltda
Rua Clodomiro Amazonas, 1435, São Paulo, SP, Brazil
[email protected]
Dalessandro Soares Vianna
Universidade Candido Mendes - UCAM
[email protected]
RESUMO
O somatório dos tempos relativos às operações de corte, carregamento, transporte, pesagem e até
ao momento final da moagem da cana-de-açúcar é chamado de Lead Time. Este tempo tem
influência direta na qualidade do açúcar e etanol produzidos por uma usina. Desta forma, o
presente artigo analisou dois diferentes sistemas de corte e carregamento (mecanizado e semi
mecanizado), integrado com as demais operações, e as suas implicações no Lead Time da canade-açúcar. O modelo permitiu analisar o tipo de sistema utilizado para o corte e carregamento e o
Lead Time relativo ao período.
PALAVRAS CHAVE. Simulação. Lead Time. Cana-de-açúcar. Área de classificação principal:
Simulação (AL)
ABSTRACT
The sum of the times concerning the operations of cut, shipment, transport, weigh until the final
moment of the milling of the sugar cane is called Lead Time. This time has a straight influence
over the quality of the sugar and ethanol produced by a plant. This way, the present article
analyzed two different systems of cut and shipment (mechanized and semi-mechanized),
integrated with the other operations, and their implications in the Lead Time of the sugar cane.
The model allowed analyzing the type of system used for the cut and shipment and the Lead time
related to the period.
KEYWORDS. Simulation. Lead Time. Sugar Cane. Main area: Simulation (AL).
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1214
1. Introdução
O aumento do consumo de etanol no Brasil e em outros países tem demandado a aplicação de
novas tecnologias nas operações industriais e de campo. Neste contexto, estudos relacionados ao
corte, carregamento e transporte da cana-de-açúcar para as usinas (conhecido como CCT) tem
sido motivo de interesse por pesquisadores de diversas áreas (HIGGINS, 2006) (SILVA, 2003).
Um ponto que recebe destaque é o relativo ao tempo em que a cana-de-açúcar leva desde o
momento do corte até a moagem nas instalações da usina. Mais especificamente, este tempo
(chamado de Lead Time) refere-se ao somatório dos tempos relativos às operações de CCT, à
recepção da cana na usina, ao armazenamento no pátio da usina e até ao momento final da
moagem. O Lead Time é importante porque tem influência direta na qualidade do caldo da canade-açúcar e este, por sua vez, influencia na qualidade do açúcar e etanol produzidos pela usina
(ARJONA, 2001) (DIAZ, 2000) (GAL, 2008).
A questão é que normalmente os modelos construídos para a análise destes sistemas são
elaborados independentes, ou seja, analisam-se as operações de campo de forma separada das
operações na usina. Por exemplo, no trabalho da IANONI e MORABITO (2002) analisa-se o
sistema de recepção de cana e o descarregamento de forma bem detalhada, mas não inclui as
operações de campo no modelo de simulação. Da mesma forma, o trabalho de PRICHANONT
(2005) analisa o sistema de recepção e a taxa de chegada de cana-de-açúcar do campo para usina,
mas também não considera as operações no campo e o retorno dos caminhões para frente de corte
de cana. No entanto, estudos recentes mostram que as operações de recebimento da cana-deaçúcar nas usinas influenciam diretamente nas operações no campo. No trabalho de RANGEL
(2009) foi demonstrado que existe relação direta entre a eficiência do sistema de descarregamento
de cana-de-açúcar na usina com a respectiva capacidade de carregamento da mesma no campo.
Desta forma, os resultados encontrados sugeriram que havendo possibilidade de se aumentar o
fluxo de cana-de-açúcar do campo para a unidade industrial é preciso melhorar, antes de tudo, o
sistema de descarregamento na usina. O estudo mostrou haver um gargalo no sistema de CCT
associado ao descarregamento da cana-de-açúcar na usina. Este gargalo apresentou-se como uma
conseqüência da capacidade da frota de caminhões em função do tempo de descarregamento da
cana na usina. O sistema de carregamento, associado às carregadoras de cana (capacidade e
quantidade) apresentou menor influência nas operações do sistema quando comparado com o
tempo de descarregamento da cana-de-açúcar na usina, para o caso mostrado (MARQUESINI,
2006).
Por outro lado, modelos de simulação são indicados, cada vez mais, para analisar sistemas
em que há integração das operações de logística com as de chão de fábrica. Exatamente como no
caso de sistemas relativos ao transporte da cana-de-açúcar para as usinas, como o aqui tratado.
Desta forma, o presente trabalho descreve a utilização de um modelo de simulação que aborda, de
forma integrada, as operações de campo (corte e carregamento), de transporte e de
descarregamento na usina (considerando também o sistema de recepção da cana-de-açúcar na
usina). O modelo, que está apresentado em anexo, foi aplicado para investigar o comportamento
dos diferentes sistemas de corte e carregamento (mecanizado e semi-mecanizado) e as suas
implicações no Lead Time da cana-de-açúcar até o momento da moagem no interior da usina
(KELTON, 2007).
Destaca-se aqui que os modernos sistemas de corte e carregamento mecanizados se
encontram atualmente substituindo os praticados nas formas manuais e semi-mecanizados. Dados
de NUNES JÚNIOR (2007) mostram que os sistemas de corte e carregamento mecanizados tem
crescido intensamente em algumas regiões do país. Municípios como o de Ribeirão Preto (SP) e
alguns outros nos estados de São Paulo e Paraná, já apresentam nível de mecanização na ordem
de 50%. No entanto a realidade geral do país ainda apresenta baixo nível de mecanização, como
na região norte fluminense, no estado do Rio de Janeiro, onde se chega a um máximo de 6% de
mecanização na lavoura. Nestas regiões a realidade ainda é precária e cenas arcaicas como a
apresentada na Figura 1 ainda se repetem. Observe na Figura 1 o motorista em cima do caminhão
acertando a cana para facilitar o transporte. Isto acontece porque as carregadoras mecânicas,
utilizadas no carregamento semi-mecanizado, deixam grande parte da cana para fora do
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1215
caminhão, obrigando o trabalhador a corrigir a carga, em um ato inseguro. Isto sem falar, é claro,
da necessidade de utilização maciça de operários no corte da cana-de-açúcar, sob condições
extremas de trabalho braçal (PESSANHA, 2004).
FIGURA 1: Trabalhador acertando a cana-de-açúcar.
O presente artigo está organizado da seguinte forma. No item 2 foi descrito o CCT e as
características relativas ao corte, carregamento (mecanizado e semi-mecanizado) e ao transporte.
No item 3 foi descrito o sistema de recepção e descarregamento da cana-de-açúcar na usina. Após
a leitura dos itens 2 e 3 tem-se uma visão geral do sistema que foi abordado. No item 4 foi
descrito então o modelo de simulação propriamente dito com todas as informações detalhadas e
apresentadas no Anexo. No item 5 foi descrito o projeto experimental e a análise dos resultados
de simulações, onde alternou-se o sistema de corte e carregamento, que se seguiu pelas
conclusões apresentadas no item 6.
2. Descrição do Sistema de Corte Carregamento e Transporte (CCT)
O sistema logístico responsável pelo suprimento de matéria-prima (cana-de-açúcar) às usinas
é conhecido como CCT. Este sistema opera da seguinte forma: o corte da cana-de-açúcar pode
ser feito sem queimadas (conhecido como cana crua) ou com queimadas. Já o carregamento pode
ser feito de forma manual, semi mecanizada (com carregadoras de cana) ou mecanizada (com
colhedoras). O transporte é feito quase em sua totalidade por caminhões. As Frentes de Corte
(FC) são os locais onde ocorre o corte e o carregamento da cana-de-açúcar nas lavouras. Nas FC
existem grande concentração de máquinas e operários e, por sua vez, um sistema logístico
importante a ser gerenciado (MILAN, 2006) (SANTOS, 2004).
As Figuras 2 e 3 ilustram os dois sistemas de corte e carregamento abordados e as principais
características decorrentes das operações que irão implicar a construção do modelo de simulação.
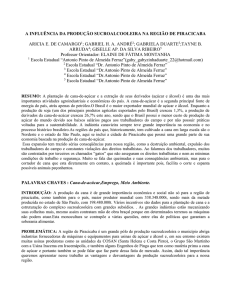
FIGURA 2: Processo de corte e carregamento semi mecanizado da cana (1- Trabalhadores; 2Carregadora; 3- Caminhão).
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1216
No sistema para o corte semi mecanizado, Fig. 2 os trabalhadores cortam a cana-de-açúcar,
normalmente queimada, disponível na FC e a deixa cortada no chão. Um trabalhador corta entre
sete e doze toneladas de cana por dia e em uma FC há entre cem a duzentos trabalhadores para o
corte da cana (SCOPINHO, 1999). Após o corte, a cana é recolhida com uma carregadora de cana
mecânica que a coloca nos caminhões para fazerem o transporte. O tempo de carregamento da cana
é de aproximadamente quarenta minutos, considerado também o tempo para a preparação do
caminhão para a viagem. A ocupação da carregadora de cana dependerá da quantidade de cana
cortada na FC e da disponibilidade dos caminhões.
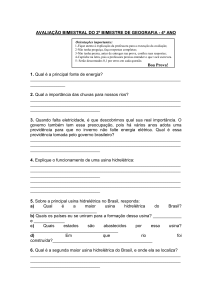
No corte mecanizado, Fig. 3 a colhedora realiza concomitantemente as operações de corte e
carregamento da cana nos caminhões, estando a cana crua ou queimada. Ou seja, no caso das
operações com as colhedoras (corte mecanizado), tanto o corte como o carregamento é realizado
por uma única máquina em uma única operação. O tempo de corte e carregamento da cana em um
caminhão, neste caso, é de aproximadamente trinta minutos. Em um dia, a colhedora corta em
média mil toneladas de cana (SCOPINHO, 1999).
Assim, pode-se dizer que uma colhedora mecanizada substitui o trabalho de cem operários em
média.
FIGURA 3: Processo de corte e carregamento mecanizado da cana. (1- Colhedeira; 2Transportador; 3- Caminhão).
No caso do corte mecanizado, há ainda a presença de um transportador (um tipo de caminhão
com menor capacidade e maior mobilidade) utilizado para fazer o transporte da cana-de-açúcar do
ponto de corte até um local onde ficam os caminhões de grande capacidade que irão transportar a
cana para a usina. Esta operação é rápida (próximo de dez minutos), já que é realizada de uma só
vez em uma operação de transbordo automática.
Após o corte e carregamento, tanto na forma mecanizado como semi mecanizado, a cana-deaçúcar é transportada diretamente para a usina, não sofrendo nenhuma espécie de armazenagem.
Esta é inclusive uma característica deste tipo de atividade. No que diz respeito ao tempo para
entrega da cana-de-açúcar às usinas, é importante mencionar que a moagem deve ser realizada com
tempo inferior a trinta e seis horas, do contrário, os açúcares redutores existentes deterioram-se
tornando a cana-de-açúcar menos produtiva (VEIGA, 2006). Sistemas logísticos eficazes e
eficientes são essenciais para tornar essa integração possível e permitir operar com custos e tempos
adequados no sistema de abastecimento de cana-de-açúcar.
3. Descrição do Sistema de Recepção e Descarregamento de Cana-de-açúcar na Usina
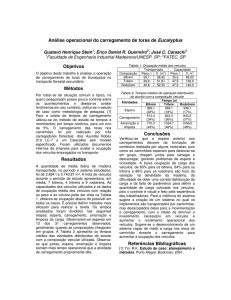
A Figura 4 mostra o esquema do sistema de recepção e descarregamento da cana-de-açúcar no
interior de uma usina. O sistema funciona da seguinte forma. O caminhão chega à usina e vai direto
para o processo de identificação e registro, onde se verifica o tipo de cana transportada (se própria
ou de terceiros) e o fornecedor. Este processo ocorre no próprio setor de pesagem onde, em
seguida, realiza-se a pesagem inicial do caminhão carregado de cana. Depois da pesagem, o
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1217
caminhão segue para o setor de teste da sacarose onde é recolhida uma amostra da cana-de-açúcar
para se detectar o teor de açúcares retidos. Este, na realidade, é um teste da qualidade da matériaprima e é proporcional, dentre outros fatores, ao tempo em que a cana-de-açúcar levou desde o
momento do corte até este ponto. Quanto menor o tempo melhor para o sistema produtivo.
De acordo com a qualidade da cana-de-açúcar e o nível do estoque no pátio da usina, o
operador, responsável pelo descarregamento, decide se a cana será direcionada para o estoque ou
levada diretamente para a moenda. A partir daí o caminhão segue para um dos dois pontos (estoque
ou moenda) e realiza o descarregamento. Após o descarregamento no estoque ou moenda, o
caminhão vazio segue para a pesagem final de modo a se obter o valor da carga de cana-de-açúcar
que foi fornecida à usina. Depois da pesagem final, o caminhão retorna para Frente de Corte (FC).
Normalmente o caminhão retorna para a mesma FC de origem a fim de realizar um novo
carregamento. Os tempos destas operações estão descritos no modelo em anexo.
O estoque de cana-de-açúcar no pátio da usina funciona como uma espécie de pulmão de
produção, a fim de se manter um fluxo constante de matéria-prima para as moendas. Isto se faz
necessário devido à não homogeneidade do fluxo de cana para a usina. Ou seja, existem momentos
em que a usina recebe cana em uma quantidade capaz de manter as moendas em operação
constante e em outros o fluxo diminui e, a partir daí, é feito a transferência da cana que estava no
estoque para a moenda. Esta operação é realizada pela Garra.
Chegada de
Caminhão
Identificação
Registro
Pesagem Inicial
Decide
Retorno para
a FC
Pesagem
Final
Estoque
Moenda
FIGURA 4: Sistema de Recepção e Descarregamento da Cana-de-açúcar na Usina. Fluxo do
caminhão:
e fluxo de cana-de-açúcar realizado pela Garra: -------.
4. Descrição do Modelo de Simulação
Para o desenvolvimento do modelo de simulação computacional do sistema aqui proposto foi
seguida a metodologia proposta por FREITAS FILHO (2008), com os seguintes passos:
formulação e análise do problema; planejamento do projeto; formulação do modelo conceitual;
coleta de macro-informações e dados; tradução do modelo; verificação e validação; projeto
experimental; experimentação; interpretação e análise estatística dos resultados; comparação e
identificação das melhores soluções; documentação e apresentação dos resultados. O modelo foi
traduzido para o software Arena®12 para realização das simulações computacionais.
O Anexo mostra o modelo conceitual do sistema. Utilizaram-se os elementos do IDEF-SIM
(LEAL, 2008) para descrição do respectivo modelo contendo duas Frentes de Corte (FC) manuais e
uma mecanizada. As FC geram um mil e duzentas toneladas de cana-de-açúcar em doze horas,
cada. No momento inicial da simulação cria-se a frota com cinco caminhões para cada FC. Cada
caminhão possui capacidade de 40ton e pertencem a uma FC especificamente.
O carregamento da cana é feito na FC utilizando a carregadora de cana, podendo variar em
número dependendo do tamanho da FC. O tempo médio de carregamento foi de 40 minutos
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1218
utilizando duas carregadoras de cana em cada FC. Terminado o carregamento, o caminhão já
carregado de cana-de-açúcar se desloca para a usina. O tempo de viagem de ida foi de sessenta
minutos e de volta de trinta minutos. Ao desembarcar a cana na usina os caminhões retornam para a
mesma FC de origem.
Foram realizados testes de aderência, a fim de se poder afirmar que a distribuição Normal é
estatisticamente adequada para representar os dados do sistema. Este procedimento foi estendido
para todos os parâmetros do sistema, levando a conclusão de que todas elas podem ser aproximadas
por uma distribuição Normal. Ressalta-se que a distribuição Normal é utilizada sempre que a
aleatoriedade for causada por fontes independentes agindo de forma aditiva (FREITAS FILHO,
2008). Apesar de ter se mostrado adequada, a distribuição Normal pode não ser a melhor
distribuição que se adere ao conjunto de dados. Trabalhos futuros poderão ser ainda realizados para
avaliar melhor este comportamento, levando em consideração um conjunto maior de dados.
Na usina, o caminhão inicia o processo de descarregamento. Primeiramente passa pela fila da
balança para pesagem, depois passa pela fila de retirada da amostra para a análise da sacarose e
segue então para o descarregamento propriamente dito. Após o descarregamento da cana-de-açúcar
o caminhão retorna à balança, mais uma vez. Após o descarregamento o caminhão retorna para a
FC de origem.
Para verificação e validação do modelo foram seguidas as metodologias propostas por
SARGENT (2004) e FREITAS FILHO (2008), destacando a aplicação de testes de continuidade
com dados de campo sobre os valores relativos aos tempos de carregamento, transporte e
descarregamento. As simulações apenas foram iniciadas após o modelo ter sido verificado e
validado por completo e realizadas para um dia (12h) de operação.
5. Projeto Experimental e Análise dos Resultados
5.1. Projeto Experimental das Simulações.
Foram simulados nove cenários a fim de avaliar a influência dos diferentes sistemas de corte e
carregamento (mecanizado e semi-mecanizado) e as suas implicações no Lead Time da cana-deaçúcar, a partir do momento do corte até a moagem no interior da usina. Na montagem dos cenários
mantiveram-se fixos a quantidade de FC (oito FC), a dimensão da frota de caminhões (cinco
caminhões), a quantidade de cana-de-açúcar cortada em cada FC (um mil e duzentos e cinqüenta
toneladas de cana), os tempos de transporte da lavoura para a usina (sessenta minutos).
O tempo médio de carregamento foi de 40 minutos para a FC semi mecanizada, e de 30
minutos para a mecanizada. O tempo médio de descarregamento é de dez minutos, e os demais
parâmetros envolvidos estão descritos no Anexo e se mantém constante nos cenários.
Cenário 1: composto por oito FC semi mecanizadas e nenhuma mecanizada.
Cenários de 2 a 9: Nos cenários seguintes, com a quantidade de FC fixa em oito, aumentou-se
unitariamente a quantidade de FC mecanizadas, diminuindo assim, à mesma proporção, a
quantidade de FC semi mecanizadas. O Quadro 1 apresenta de forma resumida a organização
estrutural dos Cenários.
Quadro 1: Descrição dos Cenários.
Cenário
1
2
3
4
5
Quantidade e Tipo da Frente de Corte
Cenário Quantidade e Tipo da Frente de Corte
8 FC Semi Mecanizada - 0 FC Mecanizada 6
3 FC Semi Mecanizada - 5 FC Mecanizada
7 FC Semi Mecanizada - 1 FC Mecanizada 7
2 FC Semi Mecanizada - 6 FC Mecanizada
6 FC Semi Mecanizada - 2 FC Mecanizada 8
1 FC Semi Mecanizada - 7 FC Mecanizada
5 FC Semi Mecanizada – 3 FC Mecanizada 9
0 FC Semi Mecanizada - 8 FC Mecanizada
4 FC Semi Mecanizada – 4 FC Mecanizada
5.2. Análise dos Resultados das Simulações.
Os resultados obtidos com o modelo de simulação do sistema de corte, carregamento,
transporte, recepção e descarregamento de cana-de-açúcar em uma usina sucroalcooleira
mostraram haver relação direta entre o Lead Time e os diferentes sistemas de corte utilizados
atualmente (Semi Mecanizado e Mecanizado).
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1219
A Figura 5 mostra uma comparação entre o Lead Time da cana-de-açúcar para o corte semi
Mecanizado e o Mecanizado. Enquanto o Lead Time no corte Mecanizado apresentou-se
praticamente constante ao longo do tempo de operação, o Lead Time no corte Semi Mecanizado
apresentou tempo crescente ao longo do mesmo tempo de operação. Ou seja, com um tempo de
operação de doze horas, o Lead Time máximo chegou próximo a treze horas. O tempo de
operação diz respeito ao tempo em que a cana foi cortada, carregada, transportada, chegou à
usina e foi descarregada.
A interpretação dada para esta variação entre os Lead Times está associada ao fato de que no
corte Semi Mecanizado a cana é cortada e colocada no chão pelo operário. Depois disto ela
aguarda pela carregadora e o caminhão (que podem não estar disponíveis no momento). Só a
partir daí a cana pode ser carregada e transportada para a usina. Como a cana é cortada
normalmente na véspera do carregamento, os resultados mostram que os últimos caminhões a
transportarem o final da cana cortada apenas acontecerão no final do dia. Já no corte Mecanizado
não há muita variação no Lead Time, pois para haver o corte da cana há necessidade de o
caminhão e colhedeira estarem disponíveis no momento do corte. Neste caso, as pequenas
oscilações do Lead Time, mostradas na Fig. 6, dizem respeito às variações no tempo de
transporte, recepção e descarregamento na usina. Em uma situação normal de operação, como a
aqui tratada, estes tempos não variam muito.
14
12
Lead Time (h)
10
8
6
4
2
11
,8
10
,4
4
11
,1
2
9,
76
9,
08
8,
4
7,
72
7,
04
6,
36
5
5,
68
4,
32
3,
64
2,
96
2,
28
1,
6
0
Tempo (h)
Figura 5: Relação do Lead Time de uma FC Semi Mecanizada e Mecanizada.
1,95
1,9
1,85
Lead Time (h)
1,8
1,75
1,7
1,65
1,6
1,55
1,5
1,45
11
,4
6
10
,7
8
10
,1
9,
42
8,
74
8,
06
7,
38
6,
7
6,
02
5,
34
4,
66
3,
98
3,
3
2,
62
1,
94
1,4
Tempo (h)
Figura 6: Detalhe do Lead Time de uma FC Mecanizada.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1220
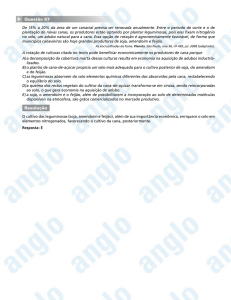
A Figura 7 mostra a variação do Lead Time médio obtido a partir da substituição gradativa
do tipo de sistema de corte e carregamento Semi Mecanizado pelo Mecanizado. Como foi
demonstrado no item 5.1, fez-se a simulação de nove cenários, em que foram sendo substituídos
os sistemas de corte e carregamento Semi Mecanizado pelo Mecanizado, partindo do primeiro
cenário com oito FC Semi Mecanizadas e nenhuma Mecanizada, até o último cenário com
nenhuma FC Semi Mecanizada e oito Mecanizadas. O resultado da Figura 7 demonstra que
aumentado o nível de mecanização na lavoura obtêm-se redução no Lead Time e,
consequentemente, melhor qualidade para a cana-de-açúcar fornecida à usina. Há ainda o aspecto
relativo ao gargalo no sistema de recepção de cana, por exemplo. No entanto, o objetivo deste
trabalho foi avaliar o impacto do tipo de sistema de corte e carregamento no Lead Time da canade-açúcar.
8
Lead Time Médio (h)
7
6
5
4
3
2
1
0
0
12,5
25
37,5
50
62,5
75
87,5
100
Nivel de Mecanização (%)
Figura 7: Lead Time médio em função do nível de mecanização.
6. Conclusões
O modelo proposto neste trabalho permitiu analisar o tipo de sistema utilizado para o corte e
carregamento da cana-de-açúcar (Semi Mecanizado ou Mecanizado) e o Lead Time relativo ao
período total entre o corte, passando pelo carregamento, transporte, recepção e descarregamento
na usina.
Os resultados das simulações indicaram haver relação entre o tipo de sistema de corte e
carregamento realizados em relação ao Lead Time do processo e, mostrou ainda, que se pode
reduzir o referido Lead Time a partir da substituição do sistema empregado no corte e
carregamento. Desta forma, os resultados sugerem que, uma vez aumentado o nível de
mecanização da lavoura, pode-se proporcionar uma melhor qualidade para a matéria-prima
utilizada na produção de açúcar e etanol.
Agradecimentos
Os autores gostariam de agradecer ao Conselho Nacional de Desenvolvimento Científico e
Tecnológico - CNPq, à Fundação Estadual do Norte Fluminense - FENORTE e à Fundação de
Amparo à Pesquisa do Estado do Rio de Janeiro - FAPERJ pelo suporte financeiro para esta
pesquisa. Gostariam de agradecer ainda à direção da Usina Sapucaia pelo fornecimento de dados
e aos professores Luiz Eduardo de Campos Crespo (Presidente do FUNDECAM) e Ivan Ferreira
Morgado (UFRRJ) pelas sugestões.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1221
Referências:
Arjona, E.; Bueno, G. E Salazar, L. An activity simulation model for the analysis of the
harvesting and transportation systems of a sugarcane plantation. Computers and Electronics in
Agriculture, 32, p. 247-264, 2001.
Diaz, J.A. E Pérez, I.G. Simulation and optimization of sugar cane transportation in harvest
season. In: Winter Simulation Conference, Miami, USA. p. 1114-1117, 2000.
Freitas Filho, Paulo José De. Introdução à modelagem e simulação de sistemas. 2. ed. São
Paulo, SP: Editora Visual, 2008. 372 p.
Gal, P.-Y.Le; Lyne, P.W.L.; Meyer, E. E Soler, L.-G. Impact of sugarcane supply scheduling
on mill sugar production: a South Africa case study. Agriculture Systems , p.64-74, 2008.
Higgins, A. Scheduling of road vehicles in sugarcane transport: a case study at an Australian
sugar mill. European journal of operational research, p.987-1000, 2006.
Iannoni, A.P. E Morabito, R. Análise do sistema logístico de recepção de cana-de-açúcar: um
estudo de caso utilizando simulação discreta. Gestão e Produção, São Carlos, SP, v. 9, n. 2,
p.107-128, 2002.
Kelton, W. D.; Sadowski, R. P. E Sturrock, D.T. Simulation with Arena, Forth Edition, New
York: McGraw- Hill, 2007.
Leal, F.; Almeida, D.A. E Montevechi, J.A.B. Uma Proposta de Técnica de Modelagem
Conceitual para a Simulação através de Elementos do IDEF. Simpósio Brasileiro de Pesquisa
Operacional – XL-SBPO, João Pessoa - Pb, 1-12, 2008.
Marquesini, A.G.; Sanches, R.B. E Souza, J.W.M. Modelo matemático para otimizar a
roteirização mensal das frentes de colheita de cana de açúcar em usinas sucroalcooleiras. In:
Simpósio de Engenharia de Produção - XII SIMPEP, Bauru, SP, 2006.
Milan, E.; Fernadez, S.M. E Aragones, L.M.P. Sugar cane transportation in Cuba, a case
study. European Journal of Operational Research, p.374-386, 2006.
Nunes Junior, D.; Pinto, R.S.A.; Trento Filho, E. E Elias, A.I. Indicadores Agrícolas do Setor
Sucroalcooleiro. São Paulo, SP: Instituto de Desenvolvimento Agroindustrial Ltda, 2007. 113 p.
Pessanha, R.M.e Silva Neto, R. Economia e desenvolvimento no Norte Fluminense: da cana-deaçúcar aos royalties do petróleo. Campos dos Goytacazes, RJ: WTC Editora, 2004. 364 p.
Prichanont, K.; Prichanont, S. E Buransri, N. Improvement guidelines for sugar cane delivery
systems. In: 35th International conference on computers and industrial engineering, Istanbul,
Turkey, p. 1585- 1590, 2005.
Rangel, J.J.A.; Francisco, L.E.S.; Nogueira, V.P.; Vianna, D.S.; Meza, E.B.M. Modelo de
Simulação para o Sistema de Corte, Carregamento e Transporte de Cana-de-açúcar - um estudo
de caso no estado do Rio de Janeiro. Vértices (Campos dos Goytacazes), V.11, n.1/3, 2009 (no
prelo).
Santos, C.C.M.; Leal Jr, I.C. E Ferreira Filho, V.J.M. A utilização da Simulação para Escolha
de modal de Transporte. In: Simpósio de Engenharia de Produção - XI SIMPEP, Bauru, SP,
2004.
Sargent, R.G. Verifications and validation of simulations models. In: Winter simulation
conference, Miami, USA. p. 124-137, 2007.
Silva, J.E.A.R. E Alves, M.R.P.A. Utilização de simulação computacional no gerenciamento de
sistema de corte, carregamento e transporte de cana-de-açúcar. In: Simpósio de Engenharia de
Produção - X SIMPEP, Bauru, SP, 2003.
Scopinho, R.A.; Eid, F., Vian, C.E.F.; Silva, P.R.C. Novas tecnologias e Saúde do
Trabalhador: a mecanização do corte da cana-de-açúcar. Cad. Saúde Pública, Rio de Janeiro,
15(1):147-161, jan-mar, 1999.
Veiga, C.F.M.; Vieira, J.R. E Morgado, I. F. Diagnóstico da cadeia produtiva de cana-deaçúcar do estado do Rio de Janeiro. Universidade Federal Rural do Rio de Janeiro, 2006. 107 p.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1222
ANEXO:
Modelo Conceitual do Sistema de Corte, Carregamento, Transporte, Recepção
e Descarregamento de Cana-de-açúcar em uma Usina Sucroalcooleira.
Frente de Corte Semi Mecanizada 1
D
&
L1
E1
L4
C1
E2
L2
L3
M1
E4
R1
E3
Frente de Corte Semi Mecanizada 2
E
E5
&
L5
L4
C1
E2
L6
L7
M2
E4
A
R1
E3
Frente de Corte Mecanizada 1
E6
L8
&
C2
E2
L9
L10
L11
X
R2
L12
L14
L13
M3
E10
E8
L15
F
Recepção e Descarregamento na Usina
F1
A
M4
C5
M6
F10
X
M5
F2
F3
R3
C3
F4
F7
C4
X
F5
F8
X
F6
F9
R4
B
F11
R5
F13
F12
B
F18
R6
C6
M7
F14
X
F19
F20
M8
F1
F15
R7
F2
C
R9
C7
F17
F16
C
X
M9
D
M10
E
M11
F
R8
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1223
QUADRO:
Descrição dos Elementos do Modelo Conceitual.
Descrição
E1
E2
E3
E4
E5
E6
E7
E8
F1
F2
F3
F4
F5
F6
F7
F8
F9
F10
F11
F12
F13
F14
F15
F16
F17
F18
F19
F20
L1
L2
L3
L4
L5
L6
L7
L8
L9
L10
L11
L12
L13
L14
L15
M1
M2
M3
M4
M5
M6
M7
M8
M9
Entidade: Caminhão para FC1
Entidade: 1 Tonelada de Cana
Entidade: Cana agrupada
Entidade: Caminhão carregado
Entidade: Caminhão para FC2
Entidade: Transportador
Entidade: Cana agrupada
Entidade: Caminhão para FC Mec
Local: Entrada/saída da usina
Processo: Pesagem da cana
Processo: Teste de sacarose
Cálculo: Lead time FC1
Cálculo: Lead time FC2
Cálculo: Lead time F Mec
Registra: Lead time FC1
Registra: Lead time FC2
Registra: Lead time F Mec
Local: Moenda
Processo: Descarregam. Moenda1
Processo: Descarregam. Moenda2
Cálculo: Quantidade na Moenda
Local: Estoque
Processo: Descarregam. Estoque 1
Processo: Descarregam. Estoque 2
Cálculo: Quantidade no Estoque
Registra: Quantidade no estoque
Registra: Quantidade na Moenda
Registra: Tempo de Operação
Local: FC1
Função: Atributo Tempo-Cana
Função: Controle Caminhão
Processo: Carregamento de cana
Local: FC2
Função: Atributo Tempo-Cana
Função: Controle Caminhão
Local: FC Mec (transportador)
Função: Atributo Tempo-Cana
Função: Controle Transportador
Processo: Carregamento Transpor.
Função: Calcula tempo carregam.
Processo:Carregamento caminhão
Função: Total Carregamento
Local: FC Mec (caminhão)
Movimentação: FC1 p/ usina
Movimentação: FC2 p/ usina
Movimentação: FCMec p/ usina
Movimentação: Entr. p/ pesagem
Movimentação: Pesag. p/ sacarose
Movimentação: Sac. p/ moenda
Movimentação: Sac. p/ estoque
Movimentação: Desemb. p/ saída
Movimentação: Usina p/ FC1
Parâmetro
Quantidade máxima de 5 caminhões no tempo t = 0 s
1250 Toneladas de cana cortada em 12 h (104,166 / h)
40 toneladas de cana agrupada para o processo carregamento
Caminhão carregado com 40 toneladas de cana
Quantidade máxima de 5 caminhões no tempo t = 0 s
Quantidade máxima de 1 transportador no tempo t = 0 s
10 toneladas de cana agrupada para o processo carregamento
Quantidade máxima de 5 caminhões no tempo t = 0 s
Não sofre ação (capacidade infinita)
Função Normal com 1.8 min e desvio padrão de 0.18 min
Função Normal com 2.5 min e desvio padrão de 0.25 min
Tempo entre corte da cana e moagem ou estocagem FC1
Tempo entre corte da cana e moagem ou estocagem FC2
Tempo entre corte da cana e moagem ou estocagem FC Mec
Transfere dado para arquivo
Transfere dado para arquivo
Transfere dado para arquivo
Não sofre ação (capacidade infinita)
Função Normal com 7.5 min, desvio padrão de 0.75 min
Função Normal com 7.5 min, desvio padrão de 0.75 min
Quantidade: Quantidade Moenda + Carga Descarregada
Não sofre ação (capacidade infinita)
Função Normal com 7.5 min, desvio padrão de 0.75 min
Função Normal com 7.5 min, desvio padrão de 0.75 min
Quantidade: Quantidade Estoque + carga Descarregada
Transfere dado para arquivo
Transfere dado para arquivo
Transfere dado para arquivo: tempo da operação do sistema
Não sofre ação (capacidade infinita)
Cria atributo para início do cálculo do Lead Time FC1
Aguarda sinal para carregamento (chegada de caminhão FC1)
Função Normal com 40 min, desvio padrão de 4 min
Não sofre ação (capacidade infinita)
Cria atributo para início do cálculo do Lead Time FC2
Aguarda sinal para carregamento (chegada de caminhão FC2)
Não sofre ação (capacidade infinita)
Cria atributo para início do cálculo do Lead Time FC Mec
Aguarda sinal para carregam. (chegada Transport. FCMec)
Função Normal com 10 min, desvio padrão de 1 min
Tempo de Esp.: Tempo de Esp. + 3min (aguarda caminhão)
Car. caminhão: Carregamento Transportad. + Tempo de Esp
Total Carregamento: 4 * Processo: Carregam. Transportador
Não sofre ação (capacidade infinita)
Função: constante de 60 min
Função: constante de 60 min
Função: constante de 60 min
Função Normal com 20 s, desvio padrão de 1 s
Função Normal com 40 s, desvio padrão de 1 s
Função Normal com 50 s, desvio padrão de 2 s
Função Normal com 45 s, desvio padrão de 2 s
Função Normal com 90 s, desvio padrão de 2 s
Função: constante de 30 min
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1224
M10
M11
R1
R2
R3
R4
R5
R6
R7
R8
C1
C2
C3
C4
C5
C6
C7
Movimentação: Usina p/ FC2
Movimentação: Usina p/ FC Mec
Recurso: Carregadora de cana
Recurso: Colhedeira
Recurso: Balança
Recurso: Sonda de teste / sacarose
Recurso: Descarregadora moenda
Recurso: Descarregadora moenda
Recurso: Descarregadora estoque
Recurso: Descarregadora estoque
Sinal de controle: caminh. por FC
Sinal de controle: Transportador
Sinal de controle: caminh. por FC
Sinal de controle: est. ou moenda
Sinal de Controle: descar. Moenda
Sinal de Controle: descar. Estoque
Sinal de controle: caminh. por FC
Função: constante de 30 min
Função: constante de 30 min
1 carregadora de cana por FC Semi Mecanizada
1 Colhedeira por FC Mec
2 balanças
1 sonda
1 descarregadora de cana
1 descarregadora de cana
1 descarregadora de cana
1 descarregadora de cana
Controla chegada de caminhões por FC Semi Mecanizada
Controla chegada de transportador na FC Mecanizada
Seleciona o caminhão por FC
Seleciona o descarregamento: estoque ou moenda
Se a fila F14≤F15 vai para F14
Se a fila F18≤F19 vai para F18
Seleciona o caminhão por FC
C1
Garra
E
C11
F1
X
F2
M1
F3
F4
Descrição
E1
F1
F2
F3
F4
M1
C1
Parâmetro
1 sinal / minuto para ativação da garra
Não sofre ação (capacidade infinita)
Quantidade no Estoque: Quantidade no estoque –5toneladas
Não sofre ação (capacidade infinita)
Quantidade na Moenda: Quantidade na Moenda +5toneladas
75 m/min
Garra é ativada: Nível moenda ≤ 700 ton e nível estoque ≠ 0
Entidade: Sinal
Local: Estoque
Cálculo: Quantidade no Estoque
Local: Moenda
Cálculo: Quantidade na Moenda
Movimentação: garra
Sinal de Controle: ativação garra
Moenda
E1
F1
Descrição
E1
F1
Entidade: Cana
Cálculo: Quantidade na Moenda
Parâmetro
4 ton/minuto
Quantidade na Moenda: Quantidade na Moenda - 4toneladas
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento
Pág. 1225