ICET – Instituto de Ciências Exatas e Tecnologia
Química Aplicada - Prof. Barbieri
1 Lista de Exercícios - QA
Questão 1. Porque é necessária a lubrificação em peças mecânicas? Quais seriam as
conseqüências da falta de lubrificação em certas peças mecânicas?
Existem muitas razões que podemos enumerar, mencionaremos algumas:
Reduzir o Atrito e o Desgaste.
Esfriar as partes mecânicas
Proteger contra a ferrugem e a corrosão
Vedar as partes em movimento
Permitir um movimento livre
Eliminar ruídos
Para Prolongar a vida dos Equipamentos!
A falta de lubrificação causa uma série de problemas nas máquinas. Estes problemas podem ser:
a) Aumento do atrito;
b) Aumento do desgaste;
c) Aquecimento;
d) Dilatação das peças;
e) Desalinhamento;
f) Ruídos;
g) Grimpagem
h) Ruptura das peças.
Questão 2. Qual é a relação entre a redução do coeficiente de atrito e o custo/benefício – o quanto
se deseja ou necessita em aumento de vida útil da máquina e redução de consumo de energia?
Atualmente a lubrificação é fator decisivo no poder de competitividade, sendo uma fonte de
ganhos, proporcionando melhorias na performance dos equipamentos e principalmente na
redução nos custos de manutenção.
•
•
•
•
O coeficiente de atrito de superfícies não lubrificadas é superior a 0,5 podendo chegar até 7,0.
Pode ser comparado com a resistência encontrada arrastando uma pedra irregular sobre um solo
rochoso irregular;
O coeficiente de atrito de superfícies em regime de lubrificação por camada limítrofe (óleo
mineral puro) situa-se entre o das superfícies não lubrificadas e o das películas antidesgaste. É
a situação típica de mancais ou engrenagens em máquinas simples e de pouca responsabilidade.
O coeficiente de atrito de películas antidesgaste/EP é de aproximadamente 0,1 a 0,2. Pode ser
comparado à ação de arrastar uma pedra mais ou menos lisa sobre uma superfície rochosa
plana(encontra-se tipicamente em engrenagens de máquinas operatrizes e motores de
combustão interna).
O coeficiente de atrito de uma película de atrito modificado é de aproximadamente 0,01 a
0,02. Pode ser comparado a patinação sobre o gelo. Este valor é encontrado tipicamente nos
mancais de turbinas hidráulicas.
Questão 3. Quais são tipos de atritos existentes e dê exemplos de cada um?
Deslizamento
rolamento
viscoso
Questão 4. Quais são os tipos de lubrificantes existentes e dê exemplo de cada um?
Lubrificantes gasosos
São de uso restrito geralmente em locais de difícil penetração ou em lugares onde não é
possível a aplicação dos lubrificantes líquidos convencionais.
Alguns dos lubrificantes gasosos utilizados são ar seco, nitrogênio e gases halogenados.
Este tipo de lubrificação apresenta problemas devido às elevadas pressões requeridas para
manter o lubrificante entre as superfícies além de problemas de vedação.
Lubrificantes sólidos
O emprego de lubrificante sólido tem a finalidade de substituir a película fluída por uma
película sólida, principalmente em casos de lubrificação limite.
Grande resistência a pressão e a temperaturas elevadas.
São utilizados em equipamentos que trabalham em altas temperaturas.
Em certos casos são misturados com lubrificantes líquidos ou pastosos (graxas) para melhorar
sua resistência ao calor gerado pelo atrito entre superfícies.
Mais usados: grafite, bissulfeto de molibdênio e talco.
Lubrificantes líquidos
Óleos minerais:
São produzidos a partir do petróleo cru por destilação.
Possuem composição variada formados por grande números de hidrocarbonetos (hidrogênio e
carbono) e podem ser classificados segundo a origem como: naftênicos e parafínicos:
Óleos graxos:
• Foram os primeiros lubrificantes a serem utilizados sendo que atualmente estão quase que
100% substituídos pelos óleos minerais.
•
São óleos orgânicos de origem vegetal (óleo de rícino, de coco, de oliva, de semente de
algodão, mamonas entre outros) ou animal (óleo de baleia, focas, mocotó, banha de porco e
etc).
Óleos sintéticos:
• Esses fluidos são feitos a partir da mistura de complexo elementos químicos que geram óleos
que suportam altas condições de cargas e temperaturas, mantendo estáveis;
• Podem ser usados em temperaturas entre 00 a 4000C;
• Não formam resinas não afetam compostos de borrachas;
• São produtos relativamente caros para uso geral;
• Os silicones são um dos sintéticos mais usados e são derivados do silício, possuem uma
estrutura química equivalente aos hidrocarbonetos;
Lubrificantes pastosos (graxas)
As graxas encontram grande utilidade como lubrificantes em locais em que o uso de óleo não
seria possível, pois devido a sua fluidez o óleo não ficaria retido entre as superfícies a serem
lubrificadas.
A consistência pastosa das graxas faz com que a graxa fique aderente às superfícies e mantenha
a lubrificação necessária.
Questão 5. Para se atingirem as características desejadas em um óleo lubrificante, realizam-se
análises físico-químicas, que permitem fazer uma pré-avaliação de seu desempenho, quais são as
principais analises visando o controle de qualidade dos lubrificantes.
DENSIDADE
PONTO DE FULGOR E INFLAMAÇÃO
PONTO DE NEVOA E FLUIDEZ
RESIDUO DE CARBONO
PERDA POR EVAPORAÇÃO
EXTREMA PRESSÃO
VISCOSIDADE => INDICE DE VISCOSIDADE
Questão 6. Como deve ser entendido o Índice de viscosidade (IV) de um óleo lubrificante?
O método + comum para determinar ou avaliar o desempenho de viscosidade-temperatura de
um óleo é o sistema de Índice de Viscosidade (IV).
O índice de viscosidade (IV) mede a variação da viscosidade com a temperatura.
IV quanto maior o valor de IV de um óleo, menor será a variação da viscosidade desse óleo
com a variação da temperatura. (menor será o efeito da temperatura sobre a viscosidade do
produto).
Cálculo: baseado nas medidas da viscosidade cinemática às temperaturas de 40º C e 100 º C.
Por exemplo: se dois óleos, a uma determinada temperatura, possuírem a mesma viscosidade, quando
resfriados ficará mais espesso aquele que possuir menor índice de viscosidade.
Questão 7. Como se determina a classificação SAE de um óleo lubrificante?
A SAE ( Society of Automotive Engineers ) desenvolveu um sistema de classificação baseado
nas medições de viscosidade de carter somente com base na viscosidade. As demais
características de um óleo não são consideradas.
A classificação SAE é indicada por um número e quanto maior esse número mais viscoso é o
lubrificante.
Os óleos menos viscosos (mais finos) são classificados a baixas temperaturas de acordo com
normas específicas para classificação de óleos para climas frios. Para estes óleos o grau SAE é
acompanhado da letra W ( Winter = Inverno).
Um óleo designado como SAE 10W–30 é um óleo multiviscoso, isto é, apresenta um IV
suficientemente alto para se enquadrar numa especificação SAE para temperaturas baixas de
partida e também se enquadra num grau SAE em temperaturas altas de trabalho.
O óleo SAE 10W–30 é um óleo que se comporta como SAE 10W a
como um óleo SAE 30 a 100 ºC.
n
n
n
baixa temperatura e
Óleos de Verão: SAE 20, 30, 40, 50, 60
Óleos de Inverno: SAE 0W, 5W, 10W, 15W, 20W, 25W
Óleos multiviscosos (inverno e verão): SAE 10W-30, 20W-40, 20W-50, 15W-50
Questão 8. Como deve ser interpretada uma classificação SAE de um óleo lubrificante do tipo
20W50?
O óleo SAE 20W–50 é um óleo que se comporta como SAE 20W a baixa temperatura e como um
óleo SAE 50 a 100 ºC.
Questão 9. O gráfico mostra a variação da viscosidade cinemática em centistokes com a
temperatura em ºC de um óleo lubrificante. Determine o índice de viscosidade (IV) e a
classificação SAE desse óleo.
Questão 10. O gráfico mostra a variação da viscosidade cinemática em centistokes com a
temperatura em ºC de um óleo lubrificante. Determine o índice de viscosidade (IV) e a
classificação SAE desse óleo.
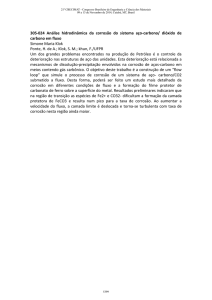
Questão 11. Se um determinado óleo lubrificante apresentar a 40 °C viscosidade 58,6 cS e
a 100 °C viscosidade 7,6 cS; pode-se afirmar que o IV do mesmo será aproximadamente:
É dada a tabela a seguir:
a) 110
b) 76
c) 90
d) 98
e) 85
Questão 12. O gráfico abaixo representa a variação da viscosidade em centistokes com
temperatura em °C de um determinado óleo lubrificante. Determine o índice de viscosidade e a
classificação SAE desse óleo de acordo com as tabelas:
170,0
15,0
40,0
100,0
Questão 13. Se um determinado óleo lubrificante apresentar a 40 °C viscosidade 48,6 cS sua
classificação ISO VG será:
É dada a tabela a seguir:
a)
b)
c)
d)
e)
22
32
46
68
100
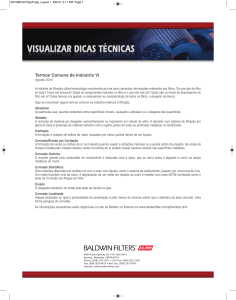
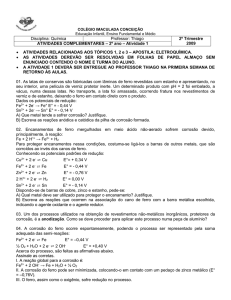
Questão 14. O índice de viscosidade (IV) mede a variação da viscosidade com a temperatura. IV
quanto maior o valor de IV de um óleo, menor será a variação da viscosidade desse óleo com a
variação da temperatura. (menor será o efeito da temperatura sobre a viscosidade do produto).
750 SSU
80SSU
1000 SSU
1a situação escoamento do
lubrificante A é de 1000 SSU e
o lubrificante B de 750SSU a
uma temperatura de 400C
80SSU
2a situação após aumento da temperatura
para 100 0C, o escoamento do
lubrificante A passou para 80 SSU e o
lubrificante B de 80 SSU
Analisando as duas situações acima, converta a viscosidade cinemática de SSU (Segundos
Saybolt universal) para cS (centistoke), e complete com os dados obtidos no gráfico abaixo e
finalmente determine qual lubrificante possui o maior índice de viscosidade.
cS
0
40
IV (A) =
IV (B) =
100
C
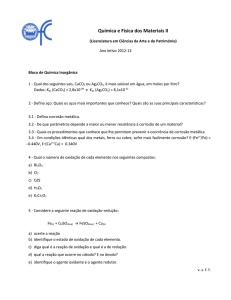
Questão 15. Se um determinado óleo lubrificante apresentar a 100 °C viscosidade igual a 24,6 cS,
sua classificação SAE será:
É dada a tabela a seguir:
a) 20 W
b) 25W
c) 20
d) 40
e) 60
Questão 16. O que são graxas e quais suas funções?
Trata-se de um produto semi-fluido ou pastoso, constituído de um agente espessante (sabão metálico)
disperso em uma mistura de óleo mineral ou sintético (85 – 90%).
10.2 Ação: Forma-se um arranjo no qual o óleo que compõe a graxa fica preso numa trama
tridimensional de fibras de sabão que se assemelha aos pelos de uma escova. Uma graxa satisfatória
para uma dada aplicação deve cumprir os seguintes requisitos:
Reduzir a fricção e o desgaste dos elementos do equilíbrio, sob as várias condições de
operação;
Proteger contra ferrugem e corrosão;
Evitar que poeira, água e outros contaminantes penetrem nas partes lubrificantes;
Não derramar, não gotejar e permanecer onde necessários nas partidas e nas operações
intermitentes;
Tolerar certo grau de contaminação sem perda significativa de eficiência.
Lubrificar locais em que o uso de óleo não seria possível, pois devido a sua fluidez o óleo não
ficaria retido entre as superfícies a serem lubrificadas.
Questão 17. Quais são os três processos básicos de fabricação de uma graxa?
Fabricação: Existem três processos básicos de fabricação:
a) Tachos: por tradição, a fabricação de graxas tem sido feita na forma de um processo de bateladas
realizado em grandes tachos. As capacidades destes tachos variam de 4500 kg a 22600 kg.
b) Tacho e Reator: este processo é muito parecido com o de tacho, com a vantagem de reduzir
enormemente o tempo de fabricação das graxas.
c) Contínuo: este processo nasceu em meados dos anos 60, é compacto e versátil, oferecendo
vantagens sobre o processo de bateladas, como sua homogeneidade e estabilidade ao cisalhamento. É
patente da Texaco.
Questão 18. Para se atingirem as características desejadas em uma graxa lubrificante, realizamse análises físico-químicas, que permitem fazer uma pré-avaliação de seu desempenho, quais são
as principais analises .
Propriedades Físico-Químicas das Graxas
Consistência de Graxas: É a característica que a graxa possui de resistir à deformação.
É a propriedade mais importante das graxas podendo ser comparada, por analogia, à
viscosidade no caso dos óleos lubrificantes.
Ponto de gota: É a temperatura na qual a graxa passa do estado sólido para o estado líquido. O ponto
de gota é utilizado para indicar a temperatura máxima que a graxa pode ser utilizada.
É utilizado para identificar a graxa e para estabelecer limites de qualidade na manufatura desta.
Questão 19. Baseada nos valores de penetração trabalhada, o National Lubricating Greases
Institute (NLGI), como é a classificação de acordo com a consistência.
Classificação
Baseada nos valores de penetração trabalhada, o National Lubricating Greases Institute
(NLGI), sua classificação é dividida em nove tipos de acordo com a consistência (Tabela 8) ;
O conhecimento da consistência da graxa é importante para sua escolha;
No Brasil, onde a temperatura ambiente não atinge extremos muito rigorosos, é mais
empregada a graxa NLGI2;
Em locais onde a temperatura é mais elevada, emprega-se a NLGI 3 e onde a temperatura é
mais baixa , a NLGI 1;
Questão 20. Dê uma aplicação pratica no seu dia –a –dia (seu local de trabalho) de lubrificantes
ou graxas.
$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
ICET – Instituto de Ciências Exatas e Tecnologia
Química Aplicada - Prof. Barbieri
2 Lista de Exercícios – QI gabarito
Questão 1. O que é corrosão e suas conseqüências?
A corrosão é um tipo de degradação espontânea e irreversível em um material metálico.
Suas conseqüências da Corrosão são:
Reposições e conseqüentes despesas com minérios, energia e mão de obra;
Custos e manutenção de processos de proteção;
Emprego de materiais mais caros (ex:aço inoxidável) em substituição a outros mais baratos;
Superdimensionamentos;
Interrupções na produção;
Perdas de produtos; queda de rendimento;
Contaminações de produtos;
Eventuais riscos em potencial de acidentes e poluições de ambientes de trabalho;
Questão 2. Explique sobre a instabilidade termodinâmica dos metais.
A instabilidade termodinâmica dos metais em geral, faz com que os mesmos apresentem a tendência
natural de atingirem um estagio mais estável por meio de formação de compostos metálicos
(minérios).
O processo espontâneo (natural) é chamado CORROSÃO e ocorre devido a reação (eletroquímica) do
metal com os agentes presentes no meio considerado.
Por exemplo o ferro elementar é termodinamicamente instável, como os demais metais, e tende a
voltar ao seu estado mais estável (oxido) oxidando (processo corrosivo), sendo esta a causa básica da
corrosão.
Questão 3. Explique sucintamente sobre:
- Corrosão atmosférica
- Corrosão uniforme
- Corrosão por placas
- Corrosão por pites
- Corrosão por lixiviação
- Corrosão erosão
- Corrosão sob tensão
- Corrosão por frestas
- Corrosão em ranhuras
- Corrosão em canto vivo
- Corrosão galvânica
Corrosão Uniforme
Ataque de toda a superfície metálica
Diminuição da espessura
Formação de pilhas de ação local
Desgaste de fácil acompanhamento
Leva a falhas significativas do equipamento
Corrosão por placas:
Produtos de corrosão formam-se em placas que se desprendem progressivamente.
É comum em metais que formam película inicialmente protetora mas que, ao se tornarem espessas,
fraturam e perdem aderência, expondo o metal a novo ataque;
Corrosão por Pites
Localizada, com formação de cavidades de pequena extensão e razoável profundidade.
Característica de materiais metálicos formadores de películas protetoras (passiváveis)
Pilha ativa-passiva, com rompimento da camada passiva
Pequena área anódica e grande área catódica
Difícil acompanhamento
Corrosão por lixiviação
Ataque às superfícies, essa corrosão forma laminas de material oxidado e se espalha por debaixo dele
até camadas mais profundas.
O combate a essa floculação é feito normalmente com tratamento térmico.
Corrosão-erosão
Erosão – desgaste mecânico provocado pela abrasão superficial de uma substância sólida, líquida ou
gasosa.
Desgaste maior do que se apenas o processo corrosivo ou erosivo agisse isoladamente.
Tubulações, permutadores, pás de turbina.
Corrosão sob tensão
Material submetido a tensões de tração, aplicadas ou residuais, é colocado em contato com um meio
corrosivo específico.
Fatores decisivos: dureza, encruamento, fases presentes.
Propagação de trinca por corrosão sob tensão é geralmente lenta, até atingir o tamanho crítico para
uma ruptura brusca.
Corrosão em frestas
Pilhas de aeração diferencial (meio gasoso) e de concentração iônica diferencial (meio
líquido)
Juntas soldadas com chapas superpostas, juntas rebitadas, ligações roscadas, revestimentos com chapas
aparafusadas.
Evitar frestas.
Corrosão por Concentração Diferencial
Pilhas de concentração iônica diferencial e Pilhas de aeração diferencial
Ânodo – área com menor concentração
Cátodo – área com maior concentração.
Corrosão Galvânica
Pilhas de eletrodos diferentes.
Maior ddp, maior corrosão.
Menor relação entre área catódica e anódica => desgaste menor e mais uniforme da área anódica.
Presença de íons metálicos (de materiais mais catódicos) no eletrólito => oxidação do metal, devido à
redução destes íons..
Questão 4. Como funciona a ferrugem? Explique.
O ferro (ou aço) enferrujando é um exemplo de corrosão, vamos entender como funciona o
mecanismo:
• Para que o ferro se torne óxido de ferro, são necessárias três componentes: ferro, água e
oxigênio.
• Eis o que acontece quando eles ficam juntos: quando uma gota de água atinge um objeto de
ferro, duas coisas começam a acontecer quase que imediatamente:
• A primeira é que a água (um bom eletrólito) se combina com o dióxido de carbono do ar para
formar um ácido carbônico fraco, que é um eletrólito ainda melhor.
• Conforme o ácido se forma e o ferro se dissolve, uma parte da água irá começar a se quebrar
em seus dois componentes: hidrogênio e oxigênio.
• O oxigênio livre e o ferro dissolvido se ligam para formar óxido de ferro, liberando elétrons no
processo.
• Os elétrons liberados do ânodo do ferro seguem para o cátodo, que pode ser um pedaço de
metal eletricamente menos reativo do que o ferro, ou até outro ponto do mesmo pedaço de
ferro.
Questão 5. Experimentalmente como foi determinado o potencial de redução de metais através de um
eletrodo padrão como o hidrogênio?
• Para as medidas eletroquímicas, foi arbitrariamente como padrão o denominado ELETRODOPADRÃO ( ou NORMAL) de HIDROGÊNIO, ao qual foi atribuído também arbitrariamente, o
potencial de zero volt.
A reação do potencial-padrão de H2 é
H2(g) + 2 é 2 H+(aq)
Como por exemplo a pilha de cobre e zinco
Questão 6. Considere a pilha galvânica representada a baixo, através da tabela de potencial de
redução:
Ni / Ni+2 // Cu+2 / Cu
Co / Co+2 // Au+3 / Au
Zn / Zn+2 // Cu+2 / Cu
Calcule a ddp da seguinte pilha
Ni / Ni+2 // Cu+2 / Cu
E0 = +0,34 – (- 0,25) = 0,58V
E0 = + 0,34V
Co / Co+2 // Au+3 / Au
E0 = +1,50 – (- 0,28) = 1,78V
Zn / Zn+2 // Cu+2 / Cu
Questão 7. Analisando-se os potenciais-padrão de redução (E0), podemos dizer que o Al0 poderá doar
elétrons em uma pilha para:
a) Na+
b) Mg2+
c) Zn2+
d) K+
e) Li+
XXXXXXX
Questão 8. Considere a pilha galvânica representada a baixo:
Ni0 / Ni+2 // Cu+2 / Cu0
Calcule:
1. Quais as semi-reações e a global?
2. Quem é o catodo e o anodo?
3. Quem se oxida e se reduz?
4. Qual o sentido dos elétrons pelo fio condutor?
5. Qual o sentido dos íons pelo circuito interno?
6. Qual solução irá se diluir e se concentrar?
Questão 9. Sabendo-se que o cobalto pode ceder elétrons espontaneamente para o íon Au+3, pede-se:
Co0 / Co+2 // Au+3 / Au0
Calcule:
1. Quais as semi-reações e a global?
2. Quem é o catodo e o anodo?
3. Quem se oxida e se reduz?
4. Qual o sentido dos elétrons pelo fio condutor?
5. Qual o sentido dos íons pelo circuito interno?
6. Qual solução irá se diluir e se concentrar?
Questão 10. A corrosão de ferro metálico envolve a formação envolve a formação de íons Fe2+. Para
evitá-la, chapas de ferro são recobertas por uma camada de outro metal. Em latas de alimentos a
camada é de estanho metálico e em canos d'água, de zinco metálico.
Explique por que:
a) a camada de zinco evita a corrosão de canos d'água;
b) quando a camada de estanho é danificada, expondo a camada do ferro, a corrosão
acontece mais rapidamente do que quando a referida camada está ausente.
Dados: Potenciais padrões de redução a 25°C.
Zn2+ + 2e Zn(s) E0 = - 0,763 V
Fe2+ + 2e Fe(s) E0 = - 0,409 V
Sn2+ + 2e Sn(s) E0 = - 0,136 V
a) O zinco por apresentar menor potencial de redução que o cano de ferro, atua como
eletrodo de sacrifício, ele é corroído enquanto o ferro está a salvo no estado reduzido.
b) Este fato ocorre devido ao estanho ter maior tendência a se reduzir frente ao ferro, este
último em contato com o oxigênio atmosférico terá uma rápida oxidação.
Questão 11. Nas semi-reações:
Ni2+ (aq.) + 2 e Ni0 (s)
Ag+1 (aq.) + 1 e Ag0 (s)
A ddp da pilha, o cátodo e o ânodo são, respectivamente:
Dados: E°red.Ag = + 0,80V; E°red.Ni = - 0,24V (a 25°C e 1 atm.)
a) + 1,04 V, prata, níquel.
b) + 1,04 V, níquel, prata.
c) - 0,56 V, prata, níquel.
d) - 1,04 V, níquel, prata.
e) + 0,56 V, prata, níquel
E° = E°maior – E°menor E° = +0,8 – (-0,24) E° = +1,04V
Cátodo – Ag
Ânodo - Ni
Resposta: letra A
Questão 12. O que é Proteção catódica e Proteção anódica.
Proteção catódica é um processo de controle contra a corrosão de metais (tubulações e estruturas). O
princípio básico é tornar o elemento metálico a ser protegido - um aqueduto, por exemplo - em um cátodo
de uma célula de corrosão, o que pressupõe a presença de um ânodo. Assim, o processo natural de perda
de elétrons da estrutura para o meio, fenômeno que causa a corrosão, é compensado pela ligação da
estrutura metálica a um ânodo de sacrifício, em geral, um eletrodo de cobre/sulfato. O direcionamento da
corrente elétrica preserva a estrutura metálica, ocorrendo corrosão controlada no ânodo.
É bom lembrar que a proteção catódica é um processo anticorrosivo ativo - em que é possível ajustar a
eficiência às necessidades operacionais - que complementa a proteção proporcionada pelo revestimento
externo/interno das tubulações. É o único processo capaz de eliminar a corrosão eletroquímica e eletrolítica,
mesmo em estruturas não-revestidas.
Os mecanismos de proteção catódica para estruturas metálicas são dois: galvânica (PCG) e por corrente
impressa (PCCI). Para a PCG, é feita a instalação de um ânodo galvânico paralelo à tubulação, e para a
PCCI, a estrutura metálica é ligada a um retificador de corrente elétrica. No decorrer da vida da estrutura,
como o revestimento externo perde eficiência por causa da interação com o eletrólito, torna-se necessário
aumentar a intensidade da corrente de proteção produzida pelo retificador. Os períodos de
revisão/manutenção da estrutura e do sistema de proteção são estimados em 20 anos para corrente
impressa e cinco anos para proteção galvânica.
A proteção anódica é um método de aumento da resistência à corrosão que consiste na aplicação de uma
corrente anódica na estrutura a proteger. A corrente anódica favorece a passivação do material dando-lhe
resistência à corrosão. A proteção anódica é empregada com sucesso somente para os metais e ligas
formadores de película protetoras, especialmente o titânio, o cromo, ligas de ferro-cromo, ligas de ferro-cromoníquel.
O seu emprego encontra maior interesse para eletrólitos de alta agressividade (eletrólitos fortes), como por
exemplo um tanque metálico para armazenamento de ácidos.
A proteção anódica não só propicia a formação da película protetora mas principalmente mantém a
estabilidade desta película. O emprego de proteção anódica é ainda muito restrito no Brasil, porém tem grande
aplicação em outros países na indústria química e petroquímica.
Questão 13. Quais sãos os tipos de revestimento que servem para minimizar o processo de corrosão.
Revestimentos Metálicos:
Trata-se da aplicação de filmes metálicos sobre a superfície do metal.
Analisando os potenciais relativos do metal de cobertura e do metal base frente ao meio eletrolítico
considerado podemos ter as situações seguintes:
1a) Caráter Anódico:
Quando o metal de cobertura apresenta maior potencial de oxidação que o metal base.
1b) Caráter Catódico:
Quando o metal de cobertura apresenta maior potencial de redução que o metal base.
A análise do caráter do revestimento metálico a ser aplicado é especialmente importante, pois
todos os revestimentos preparados comercialmente apresentam porosidade em maior ou menor
grau.
Além disso tais revestimentos podem sofrer trincas ou rupturas durante o uso ou transporte. Assim,
os metais ficam expostos ao meio agressivo, sofrendo corrosão o metal de cobertura ou o metal
base em função do revestimento ser anódico ou catódico respectivamente.
Revestimento não Metálicos Inorgânicos
Trata-se de substâncias inorgânicas formadas ou depositadas sobre a superfície metálica. Podem ser
óxidos, cimentos, carbetos, nitretos, vidros, esmaltes vitrosos, porcelanas e outros.
Os óxidos, carbetos e nitretos são empregados geralmente para revestimentos que resistem a altas
temperaturas.
Os revestimentos obtidos pela deposição de produtos de reação química que ocorrem entre o metal e
um meio adequado, protegem o material metálico contra posterior ação agressiva. Assim, uma solução
de ácido sulfúrico ataca o chumbo formando sulfato de chumbo que por ser insolúvel acaba
protegendo o chumbo da ação do ácido.
Entre os processos mais usados para a obtenção de revestimentos inorgânicos estão a anodização, a
cromatação e a fostatização.
Revestimento não Metálicos Inorgânicos
1) Anodização
Em certos casos, o próprio produto da corrosão do metal reveste a superfície chegando mesmo a
proteger o metal conforme sua aderência e uniformidade.
É o caso do Alumínio que apresenta grande resistência à corrosão atmosférica devido a camada de
óxido que se forma e recobre o metal tão logo ele é exposto no ar. Devido a aderência e alta
resistividade elétrica apresentada pela camada ela acaba protegendo o metal.
2) Cromatação
As soluções de cromatos e dicromatos (7,5 pH 9,5) passivam o ferro e o aço, possivelmente devido
a formação de micro-película protetora de Fe2O3, (magnético) e Cr2O3.
A concentração de cromatos usadas é da ordem de 0,1%, mas cresce principalmente em presença do
ânion Cl-. A concentração do inibidor, para exercer ação protetora deve manter-se acima de certo valor
crítico, em todas as partes do sistema, pois do contrário terá a formação de elementos de corrosão do
tipo ativo-passivo.
Fosfatização
Consiste na adição de uma camada de fosfatos à superfície metálica. A camada de fosfatos inibe
processos corrosivos e constitui-se, quando aplicada em camada fina e uniforme, em uma excelente
base para pintura, em virtude da sua rugosidade.
A fosfatização é um processo largamente empregado nas indústrias automobilísticas e de
eletrodomésticos. Após o processo de desengraxe da superfície metálica, aplica-se a fosfatização,
seguindo-se a pintura;
Revestimentos Orgânicos
Consiste na interposição de uma camada de natureza orgânica entre a superfície metálica e o meio
corrosivo. Os principais revestimentos orgânicos são os seguintes:
Pintura industrial: é um revestimento, em geral orgânico, largamente empregado para o controle de
corrosão em estruturas aéreas e, em menor escala, em superfícies enterradas ou submersas.
O revestimento por pintura é empregado para estruturas submersas que possam sofrer manutenção
periódica em dique seco, tais como navios, embarcações, bóias, etc. Só em casos especiais é
empregado em estruturas enterradas, pela dificuldade de manutenção apresentada nestes casos.
Revestimento com borrachas: consiste o recobrimento da superfície metálica com uma camada de
borracha, utilizando-se o processo de vulcanização. É um revestimento que pode assumir diversas
durezas dependendo do tipo de borracha e do processo de vulcanização.
Este revestimento é utilizado na indústria química em equipamentos e tubulações que trabalham com
meios altamente corrosivos, especialmente ácidos. O tipo de borracha é selecionado em função destas
características de agressividade;
Revestimentos para tubulações: enterradas ou submersas: as tubulações enterradas ou submersas,
oleodutos, gasodutos, adutoras, etc. são, em geral, protegidas contra a corrosão por revestimentos de
alta espessura.
O mecanismo básico de proteção é por barreira entre o metal e o meio corrosivo. Por melhor que seja o
revestimento, a eficiência é sempre inferior a 100%, surgindo, então, a necessidade de
complementação com o uso de proteção catódica.