Instituto Federal de Educação, Ciência e Tecnologia do Ceará
Corrosão e
Degradação de
Materiais
Alunos: Aline Maria Herculano Rocha
Bárbara Costa Albuquerque
José Aurélio Pinheiro
3º Semestre – Química Orgânica – Prof.: Augusto Rebouças
Dezembro de 2010
Sumário:
Introdução ------------------------------------------------------------------------------------------------- 3
Formas de corrosão -------------------------------------------------------------------------------------- 4
Taxas de corrosão ---------------------------------------------------------------------------------------- 10
Mecanismos eletroquímicos ---------------------------------------------------------------------------- 11
Proteção contra a corrosão ------------------------------------------------------------------------------ 12
Corrosão pelo ar ------------------------------------------------------------------------------------------ 21
Corrosão por ação direta -------------------------------------------------------------------------------- 21
Corrosão biológica --------------------------------------------------------------------------------------- 21
Influência da composição química na resistência à corrosão -------------------------------------- 23
Bibliografia ----------------------------------------------------------------------------------------------- 25
Introdução:
Todos os metais e ligas estão sujeitos à corrosão. Cada tipo de material é sensível a uma
determinada substância, nem todas são sensíveis a uma única espécie química. Por exemplo, o ouro
resiste muito bem na presença de oxigênio, mas este pode ser corroído por mercúrio em temperatura
ambiente. Já o ferro não é corroído por mercúrio e sim quando exposto ao ar atmosférico.
Corrosão pode ser definida como a deterioração de um metal, quando este reage com o meio
ambiente. Seguindo uma perspectiva termodinâmica a tendência de decréscimo energético é a
principal forma encorajadora da corrosão metálica.
Com exceção de alguns qualificados de nobres, os metais são quase sempre encontrados na
natureza na forma de compostos: óxidos, sulfetos, etc. Isso significa que esses compostos são as
formas mais estáveis para os respectivos elementos na natureza. A corrosão pode ser vista como
nada mais que a tendência ao retorno para um composto estável.
Assim, por exemplo, quando uma peça de aço enferruja, o ferro, principal componente, está
retornando à forma de óxido, que é o composto original do minério. Muita energia e insumos são
gastos na cadeia produtiva, desde a extração do minério até a transformação do metal em algo
utilizável. Tudo isso se perde na corrosão. Aspectos econômicos não são do escopo desta página,
mas é possível imaginar que as perdas por corrosão contribuem de forma significativa para a
ineficiência dos processos produtivos como um todo. A corrosão pode manifestar-se de várias
formas. Algumas são mais freqüentes que outras, e a ocorrência depende muito do ambiente e dos
processos usados.
Formas de corrosão:
A corrosão pode ocorrer através de variadas formas, e sua classificação pode ser feita através
da aparência do metal corroído. As formas mais comuns de corrosão que acometem o aço carbono
são a corrosão uniforme, a corrosão galvânica e a corrosão por frestas.
Os processos corrosivos de natureza eletroquímica apresentam mecanismos idênticos porque
sempre serão constituídos por áreas anódicas e catódicas, entre as quais circula uma corrente de
elétron e uma corrente de íons. Entretanto a perda de massa e modo de ataque sobre o material dá-se
de formas diferentes.
Corrosão uniforme: consiste no ataque de toda a superfície metálica em contato com o
meio corrosivo com a consequente diminuição da espessura.
Este tipo de corrosão ocorre em geral devido a micropilhas de ação local e é, provavelmente,
o mais comum dos tipos de corrosão principalmente nos processos corrosivos de estruturas expostas
à atmosfera e outros meios que ensejam uma ação uniforme sobre a superfície metálica.
A corrosão uniforme é uma forma de desgaste de mais fácil acompanhamento, em especial
quando se trata de corrosão interna em equipamentos ou instalações, tendo em vista que a perda de
espessura é aproximadamente a mesma em toda a superfície metálica.
Entretanto é um tipo de corrosão importante do ponto de vista de desgaste, podendo levar o
equipamento ou instalação a falhas significativas, limitando a sua vida útil. Os outros tipos de
ataque corrosivo onde há um local preferencial para a ocorrência da corrosão, resultando numa
perda localizada de espessura são denominadas corrosão localizada.
Corrosão galvânica: É provavelmente o tipo mais comum, porque a corrosão em função da
água quase sempre se deve ao processo galvânico. Alguns casos típicos são reservatórios,
tubulações ou estruturas expostas ao tempo, submersas ou subterrâneas. Nessas condições, há a
presença, constante ou não, de água, que favorece a formação de células galvânicas.
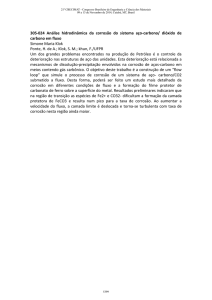
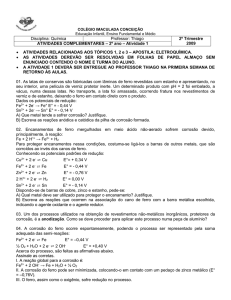
O fenômeno pode ser visto no modelo de uma célula galvânica conforme Figura 01.
Fig 01
Dois eletrodos de materiais diferentes são imersos em um eletrólito e são eletricamente
ligados
entre
si.
Nessas
condições,
as
reações
eletroquímicas
serão:
No catodo:
O2 + 4e− + 2H2O → 4OH−
No anodo:
2Fe → 2Fe++ + 4e−
Portanto, no anodo ocorre uma reação de oxidação (corrosão do material) e no catodo, uma
reação de redução. Os íons OH− e Fe++ combinam-se para formar Fe(OH)2 (ferrugem).
É necessário que os materiais do anodo e catodo sejam diferentes, ou melhor, apresentem
potenciais de oxidação (tensão gerada por cada em relação a um eletrodo neutro de referência)
diferentes.
A tabela abaixo dá os valores práticos de potenciais de vários metais, em solos e água,
medidos em relação a um eletrodo de referência. Quanto mais negativo o potencial, mais anódico
será a sua condição, ou seja, mais sujeito à corrosão.
Material
Magnésio comercialmente puro
Liga de Mg (6% Al, 3% Zn, 0,15% Mn)
Zinco
Liga de alumínio (5% Zn)
Alumínio comercialmente puro
Aço estrutural (limpo e brilhante)
Aço estrutural (enferrujado)
Ferro fundido branco, chumbo
Aço estrutural no concreto
Cobre, latão, bronze
Pot (volts)
− 1,75
− 1,60
− 1,10
− 1,05
− 0,80
− 0,50 / − 0,80
− 0,40 / − 0,55
− 0,50
− 0,20
− 0,20
Na prática, as células galvânicas se formam devido às diferenças de materiais existentes como
soldas, conexões ou simples diferenças superficiais no mesmo metal. O eletrólito pode ser a água
contida no solo ou em contato direto com o líquido. Algumas construções práticas podem agravar o
problema
da
corrosão.
Exemplo:
Se uma tubulação subterrânea de cobre é assentada junto a uma de aço. Se houver, de alguma
forma, um contato elétrico entre ambas, haverá a formação de uma extensa célula galvânica que
aumentará
significativamente
a
corrosão
no
aço.
Um outro exemplo:
De uma tubulação subterrânea de aço já atacada pela corrosão, foram trocados apenas os
trechos mais corroídos. Algum tempo depois, verificou-se que os trechos novos duraram menos que
o esperado. Conforme tabela, o aço novo tem um potencial mais negativo que o usado e, assim, os
trechos novos ficaram anódicos em relação aos antigos e, portanto, foram mais afetados.
Corrosão por frestas: As frestas estão sujeitas a formação de pilhas de aeração diferencial e
de concentração iônica diferencial. Quando o meio é líquido, ocorre preferencialmente as pilhas de
concentração iônica diferencial e quando o meio é gasoso tende a ocorrer as pilhas de aeração
diferencial.
Frestas ocorrem normalmente em juntas soldadas com chapas sobrepostas, em juntas
rebitadas, em ligações flangeadas, em ligações roscadas, em revestimentos com chapas
aparafusadas, dentre outras situações geradores de frestas. De qualquer forma as frestas deverão ser
evitadas ou eliminadas por serem regiões preferenciais de corrosão.
Corrosão por pite: A corrosão por pites é uma forma de corrosão localizada que consiste na
formação de cavidades de pequena extensão e razoável profundidade. Ocorre em determinados
pontos da superfície enquanto que o restante pode permanecer praticamente sem ataque.
É um tipo de corrosão muito característica dos materiais metálicos formadores de películas
protetoras (passiváveis) e resulta, de modo geral, da atuação da ilha ativa-passiva nos pontos nos
quais a camada passiva é rompida. É um tipo de corrosão de mais difícil acompanhamento quando
ocorre no interior de equipamentos e instalações já que o controle da perda de espessura não
caracteriza o desgaste verificado.
Nos materiais passiváveis a quebra da passividade ocorre em geral pela ação dos chamados
íons halogenetos (Cl-, Br-, I-, F-) e esta dissolução localizada da película gera um área ativa que
diante do restante passivado provoca uma corrosão muito intensa e localizada. Uma grandeza
importante neste caso é o potencial em que haja a quebra de passividade. Na verdade o que ocorre é
a alteração na curva de polarização anódica.
A presença dos íons halogenetos provoca alteração nas curvas de polarização anódica,
tornando a quebra da passividade mais provável. Outro aspecto importante é o mecanismo de
formação dos pites já que a falha se inicia em pontos de fragilidade da película passivante (defeitos
de formação) e o pH no interior do pite se altera substancialmente no sentido ácido o que dificulta a
restituição da passivação inicial. Resulta daí que a pequena área ativa formada diante de uma grande
área catódica provoca a corrosão intensa e localizada.
Corrosão por placas: quando os produtos de corrosão se formam em placas que se
desprendem progressivamente. É comum em metais que formam película inicialmente protetora,
mas que ao se tornarem espessas, fraturam e perdem aderência, expondo o metal a um novo ataque.
Corrosão alveolar: quando a corrosão se dá de forma localizada, com o aspecto de crateras.
Frequente em metais formadores de película semi-protetoras ou quando se tem corrosão sob
depósito, como na corrosão por aeração diferencial.
Corrosão intergranular ou intercristalina: quando a corrosão se manifesta no contorno
dos grãos, como nos ácidos inoxidáveis austeníticos sensitizados, expostos a meios corrosivos.
Corrosão transgranular ou transcristalina: quando a corrosão se manifesta sob a forma
de trincas que se propagam pelo interior dos grãos do material, como na corrosão sob tensão de aços
inoxidáveis austeníticos.
Corrosão por concentração diferencial: Os processos corrosivos ocasionados por variação
na concentração de determinados agentes no meio provocam também, de um modo geral corrosão
localizada. São resultantes da ação de pilhas de concentração iônica diferencial e pilhas de aeração
diferencial.
Os principais processos corrosivos por concentração diferencial são: a corrosão por
concentração iônica diferencial, a corrosão por aeração diferencial, a corrosão em frestas e a
corrosão filiforme.
Corrosão por concentração iônica diferencial: Este tipo de corrosão ocorre toda vez que
se tem variações na concentração de íons do metal no eletrólito. Como resultado ter-se-á potenciais
eletroquímicos diferentes e consequentemente uma pilha onde a área em contato com menor
concentração funcionará como anodo e a área em contato com maior concentração como catodo.
Corrosão por aeração diferencial: Este tipo de corrosão ocorre toda vez que se tem
variações na concentração de oxigênio no eletrólito.
Como o potencial eletroquímico de um material metálico torna-se cada vez mais catódico
quanto maior for a concentração de oxigênio no meio ao seu redor, as áreas com contato com maior
concentração de oxigênio serão catódicas, enquanto que aquelas com contato com menor
concentração serão anódicas.
A corrosão por aeração diferencial ocorre com muita freqüência na interface de saída de uma
estrutura do solo ou da água para a atmosfera.
Corrosão filiforme: Designa-se corrosão filiforme a um tipo de corrosão que se processa
sob filmes de revestimentos, especialmente de pintura.
Acredita-se que a corrosão filiforme tenha um mecanismo semelhante à corrosão em frestas,
devido a aeração diferencial provocada por defeito no filme de pintura, embora o mecanismo real
não seja ainda bem conhecido.
De modo geral o processo corrosivo começa nas bordas, progride unifilarmente
apresentando a interessante característica de refletir com o mesmo ângulo de incidência em
obstáculos.
Corrosão seletiva: Os processos corrosivos denominados de corrosão seletiva são aqueles
em que se tenha a formação de um par galvânico devido a grande diferença de nobreza entre dois
elementos de uma liga metálica. Os dois principais tipos de corrosão seletiva são a grafítica e a
dezincificação.
Corrosão grafítica: Designa-se corrosão grafítica ao processo corrosivo que ocorre nos
ferros fundidos cinzentos e no ferro fundido nodular. O ferro fundido é normalmente usado para
tubulações de água, de esgotos, drenagem, dentre outras. Sendo o grafite um material muito mais
catódico que o ferro, os veios ou nódulos de grafite do ferro fundido agem como área catódica
enquanto o ferro age como área anódica transformando-se em produto de corrosão.
Observa-se então em tubos velhos de ferro fundido, que se pode com uma faca ou canivete
desagregar com facilidade a parede do tubo à semelhança de um bloco de grafite. A corrosão
grafítica, em geral, não contra-indica a utilização dos tubos de ferro fundido para os usos normais,
porque as exigências de pressões pequenas e o tubo suporta bem, mesmo quando corroído.
Para minimizar os problemas de corrosão grafítica é prática usual revestir os tubos,
internamente com argamassa de cimento e externamente com um revestimento adequado por
tubulações enterradas.
Corrosão por dezincificação: Designa-se por dezincificação ao processo corrosivo que se
observa nas ligas de zinco, especialmente latões, utilizados em trocadores de calor (resfriadores,
condensadores, etc), tubulações para água salgada, dentre outras. Do processo de corrosão resulta a
destruição do zinco (material mais anódico) restando o cobre e produtos de corrosão.
Observa-se maior tendência a dezincificação nos latões com alto teor de zinco, como por
exemplo: latão alumínio (76% Cu, 22% Zn e 2% Al), latão amarelo (67% Cu e 33% Zn).O processo
corrosivo pode se apresentar mesmo em ligas mais resistentes como o latão vermelho (85% Cu e
15% Zn), caso a liga não seja bem homogênea.
A dezincificação pode ser evitada com tratamento térmico de solubilização da liga e com
uso das ligas que contenha elementos inibidores como As e o Sb.
Corrosão associada ao escoamento de fluidos: No escoamento de fluidos pode-se ter a
aceleração dos processos corrosivos em virtude da associação do efeito mecânico com a ação
corrosiva. Os principais tipos de corrosão associada com escoamento são a corrosão-erosão, a
corrosão com cavitação e a corrosão por turbulência.
Corrosão-erosão: Erosão de um material metálico é o desgaste mecânico provocado pela
abrasão superficial de uma substância sólida, líquida ou gasosa. A ação erosiva sobre um material
metálico é mais freqüente nos seguintes casos:
quando se desloca um material sólido;
quando se desloca um líquido contendo partículas sólidas;
quando se desloca um gás contendo partículas líquidas ou sólidas.
No caso de líquidos e gases a ação erosiva ocorre normalmente, em tubulações, em
permutadores, em pás de turbinas. A erosão provoca o desgaste superficial capaz de remover as
películas protetoras constituídas de produtos de corrosão.
Desta forma, um processo corrosivo torna-se mais intenso quando combinado com erosão. A
corrosão produz a película de produto de corrosão, o processo erosivo remove expondo a superfície
a novo desgaste corrosivo. O resultado final será de um desgaste muito maior do que se apenas o
processo corrosivo ou erosivo agisse isoladamente.
Corrosão com cavitação: Cavitação é o desgaste provocado em uma superfície metálica devido
a ondas de choque do líquido, oriundas do colapso de bolhas gasosas. A cavitação surge em zonas
de baixa pressão onde o líquido entra em ebulição formando bolhas, as quais ao tomarem em
contato com zonas de pressão mais alta são destruídas instantaneamente criando ondas de choque
no líquido.
A cavitação da mesma forma que a erosão destrói as películas de produtos de corrosão expondo
o material a novo desgaste corrosivo, além de provocar a deformação plástica com encruamento em
face da incidência de ondas de choque de alta pressão e, portanto a criação de áreas anódicas. Deste
modo, o desgaste resultante será maior no caso de conjugar os dois fenômenos do que aquele
observado pela ação de cada um isoladamente.
Corrosão por turbulência: É um processo corrosivo associado ao fluxo turbulento de um
líquido. Ocorre particularmente quando há redução na área de fluxo.
Se o movimento turbulento propiciar o aparecimento de bolhas gasosas, poderá ocorrer o
choque destas bolhas com a superfície metálica e o processo erosivo resultante é denominado de
impingimento. O ataque difere da cavitação quanto a forma do desgaste, sendo no caso do
impingimento comum alvéolos sob a forma de ferradura e as bolhas causadoras são em geral de ar,
enquanto que na cavitação são bolhas de vapor do produto.
Taxas de corrosão:
As taxas de corrosão expressam a velocidade do desgaste verificado na superfície metálica.
A avaliação correta das taxas de corrosão é, de modo geral, de grande importância para a
determinação da vida útil provável de equipamentos e instalações industriais. Os valores das taxas
de corrosão podem ser expressos por meio da redução de espessura do material por unidades de
tempo, em mm/ano ou em perda de massa por unidade de área, por unidade de tempo, por exemplo,
mg/dm2/dia (mdd). Pode ser expressa ainda em milésimos de polegada por ano (mpy).
O cálculo das taxas de corrosão em mm/ano e mpy, quando se conhece a perda de massa
pode ser dada pelas seguintes expressões:
onde:
I
onde:
I
mm/ano = é a perda de espessura, em mm por ano;
= perda de massa, em mg;
S = área exposta, em cm2;
t = tempo de exposição, em dias;
= massa específica do material, em g/cm3.
mpy = é a perda de espessura, em milésimos de polegada por ano;
= perda de massa, em mg;
S = área exposta, em pol2;
t = tempo de exposição, em horas;
= massa específica do material, em g/cm3.
Para conversão das taxas dadas em mm/ano e mpy para mdd usa-se as seguintes expressões:
sendo:
mdd = mg/dm2/dia ;
Mecanismo eletroquímico:
A quase totalidade das ocorrências de corrosão envolvem reações eletroquímicas.
Os fenômenos de corrosão de metais envolvem uma grande variedade de mecanismos que,
no entanto, podem ser reunidos em quatro grupos, a saber:
Corrosão em meios aquosos (90%);
É a forma mais comum, pois a maioria dos fenômenos de corrosão ocorrem em meio
ambiente, no qual o principal solvente é a água. A própria corrosão atmosférica, que é a de maior
incidência, ocorre através da condensação da umidade na superfície do metal.
Oxidação e corrosão quente (8%);
Corrosão em meios orgânicos (1,8%);
Corrosão por metais líquidos (0,2%).
Obs.: Entre parênteses está a porcentagem estimada de ocorrência de cada tipo de corrosão.
Proteção contra a corrosão:
Há uma tendência natural do ferro constituinte do aço retornar ao seu estado primitivo de
minério, ou seja, combinar com os elementos presentes no meio ambiente (O2 , H2O) formando
óxido de ferro.
Esse processo começa na superfície do metal e acaba levando a sua total deterioração caso
não sejam tomadas medidas preventivas.
O mecanismo é o mesmo que ocorre numa bateria, isto é, dois metais imersos em uma
solução condutora (eletrólito) provocam a passagem de corrente elétrica e o desgaste de um dos
metais (ânodo), conforme é ilustrado na figura 5.1.
No caso da corrosão atmosférica, o eletrólito é a umidade do ar, com sua condutividade
aumentada pela presença da poluição industrial ou marítima e a passagem de corrente ocorre entre
regiões diferentes (ânodo e cátodo) do mesmo metal, tais como: áreas cobertas por detritos ou água,
pequenas alterações na composição do metal ou variações de temperatura.
Figura - Esquema de uma pilha galvânica
Na fase de projeto pode-se tomar cuidados para minimizar os problemas da corrosão.
Algumas recomendações são citadas a seguir e ilustradas no anexo .
evitar a formação de regiões de estagnação de detritos ou líqüidos ou, se inevitável, prever
furos de drenagem na estrutura;
prever acessos e espaços para permitir a manutenção;
preencher com mastiques ou solda de vedação as frestas que ocorrem nas ligações;
evitar intermitência nas ligações soldadas;
evitar sobreposição de materiais diferentes;
evitar que elementos metalicos fiquem semi-enterrados ou semi-submersos.
As condições do meio (microclima) em que um elemento do aço se encontra determinam
fortemente o tipo de tratamento que deverá ser empregado para protegê-lo dos efeito das corrosão.
De uma maneira simplificada, podemos classificar os meios ambientes em:
rural: com presença ou não de umidade e sem poluição;
urbano: com umidade e poluição proveniente da queima de combustíveis automotores;
industrial: com umidade e alta concentração de poluentes;
marítimo: com umidade e presença de névoa salina (Cl-);
marítimo-industrial: conjunção dos poluentes dos dois tipos de ambientes.
Além dos cuidados em projeto, as principais soluções empregadas para eliminar ou reduzir a
velocidade de corrosão a valores compatíveis com a vida útil ou com os intervalos de manutenção
dos componentes de aço são:
utilização de aços resistentes à corrosão atmosférica;
aplicação de revestimento metálico (zincagem);
aplicação
de
revestimento
não-metálico
(pintura) .
Aços resistentes à corrosão atmosférica:
Entre os aços resistentes à corrosão atmosférica destacam-se os aços inoxidáveis, obtidos
pela adição de níquel e cromo, porém de uso restrito em edificações devido ao seu custo elevado, e
os chamados aços patináveis ou aclimáveis.
Os aços patináveis foram introduzidos no início da década de trinta, nos Estados Unidos,
para a fabricação de vagões de carga. Dadas às características e qualidades desses aços, que
combinavam alta resistência mecânica com resistência à corrosão atmosférica, rapidamente
encontraram aceitação, ainda que, na maioria das vezes, fossem empregados com revestimento.
Comercialmente, tais aços receberam o nome de "Corten" e hoje são mundialmente utilizados na
construção
civil.
Características:
Os aços patináveis apresentam como principal característica a resistência à corrosão
atmosférica que, dependendo da agressividade do meio ambiente e do tempo de exposição, pode ser
de 5 a 8 vezes maior que a dos aços-carbono. A resistência à corrosão atmosférica dos aços
patináveis foi estudada ao longo de anos por meio de ensaios acelerados e não–acelerados de
corrosão em diferentes condições atmosféricas, onde foi comprovoda a sua superioridade em
relação aos aço-carbono comum.
Os aços resistentes à corrosão são disponíveis no Brasil sob a forma de chapas e bobinas.
Esses aços são produzidos pelas principais siderúrgicas do país e possuem denominações
comerciais.São aços de baixa liga, que além da resistência à corrosão, apresentam boa
soldabilidade.
A maior resistência à corrosão desses aços advém principalmente da adição de cobre e
cromo. Cada siderúrgica adota uma combinação própria desse elemento em seus aços comerciais,
além de combiná-los com outros elementos, como níquel, vanádio e nióbio.
Os aços patináveis, quando expostos à atmosfera, desenvolvem em sua superfície uma
camada de óxido compacta e aderente denominada "pátina", que funciona como barreira de
proteção contra a corrosão, possibilitando, assim, sua utilização sem qualquer tipo de revestimento.
A formação de pátina protetora ocorre desde que o aço seja submetido a ciclos alternados de
molhagem (chuva, nevoeiro, umidade) e secagem (sol, vento). Tais efeitos também estão presentes
em ambientes internos à edificação, desde que adequadamente ventilados. O tempo necessário para
a completa formação da pátina varia em função do tipo de atmosfera em que se encontra exposto o
aço, levando em média de 18 meses a 3 anos. Após um ano, porém, o material já apresenta uma
homogênea coloração marrom-clara. A tonalidade definitiva, uma gradação escura do marrom, será
função da atmosfera predominante e da freqüência com que a superfície do material se molha e se
seca.
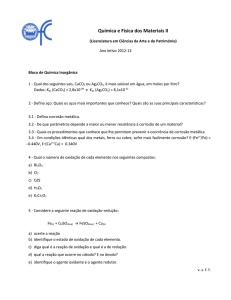
Figura– Perda de espessura por corrosão em atmosfera marinha
Figura– Perda de espessura por corrosão em atmosfera industrial
Em atmosferas industriais pouco agressivas, os aços patináveis apresentam bom
desempenho; em atmosferas industriais altamente corrosivas a sua resistência à corrosão é menor do
que verificada no caso anterior, porém, sempre superior à do aço-carbono.
Nas atmosferas marinhas, até cerca de 600m da orla marítima, a proximidade do mar
influencia na velocidade de corrosão dos aços patináveis, acelerando-a. Nesse tipo de atmosfera, o
desempenho desses aços é superior à do aço-carbono, porém as perdas por corrosão são maiores do
que em atmosferas industriais. Por isso é recomendada a utilização de revestimento quando o
material encontra-se em atmosfera marinha severa ou moderada.
Verifica-se, que a maior aplicação dos aços patináveis tem sido em atmosfera urbanas, onde
podem
ser
utilizados
sem
revestimento.
Utilização dos aços patináveis sem revestimento:
Os aços patináveis podem ser usados sem qualquer tipo de proteção ou revestimento, desde
que haja condições para a formação completa da camada de óxido protetora.
Cuidados especiais devem ser observados, pois o desempenho desses aços varia
principalmente em função da atmosfera em que se encontram, do projeto e das condições de
utilização:
a carepa de laminação deve ser eliminada, por jateamento com granalha ou areia;
os resíduos de óleo e graxa, bem como os respingos de solda, resíduos de argamassa e
concreto devem ser removidos;
regiões de estagnação que não puderem ser eliminados no projeto devem ser protegidos por
pintura, pois nesses locais poderá ocorrer retenção de água ou resíduos sólidos, favorecendo
o desenvolvimento da corrosão;
regiões não-expostas à ação do intemperismo, tais como juntas de expansão, articulações,
regiões sobrepostas e frestas devem ser protegidas por pintura, devido ao acúmulo de
resíduos sólidos e umidade;
regiões expostas à ação das chuvas provocam, nos primeiros anos de exposição, uma
pequena dissolução de óxido, que poderá manchar materiais adjacentes, por esse motivo
certos detalhes devem ser previstos em projeto para minimizar tal inconveniente;
as obras construídas com aço patinável sem revestimento devem sofrer um acompanhamento
periódico para verificar o desenvolvimento do óxido. Caso não ocorra a formação do
mesmo,
uma
aplicação
de
uma
pintura
torna-se
necessária.
Utilização dos aços patináveis com revestimento:
Os aços patináveis devem ser revestidos por pintura em locais onde as condições climáticas
ou de utilização não permitam o desenvolvimento completo da pátina protetora, ou quando for uma
necessidade imposta na conceituação do projeto arquitetônico.
Esses aços devem também ser revestidos quando expostos à atmosfera industrial altamente
agressiva, atmosfera marinha severa, regiões submersas e locais onde não ocorram ciclos alternados
de molhagem e secagem.
Os aços patináveis apresentam boa aderência ao revestimento, com um desempenho, no
mínimo, duas vezes superior em relação ao mesmo revestimento aplicado no aço-carbono comum.
Isso é explicado pelo fato do produto da corrosão nos aços-carbono comuns ser muito volumoso,
dada a permeabilidade das tintas, provocando o rompimento das película. Isso não ocorre com a
mesma intensidade nos aços patináveis, uma vez que o seu produto de corrosão é fino, compacto e
aderente.
Carepas de laminação, resíduos de óleo e graxa, respingos de solda ou qualquer outros
materiais devem ser eliminados antes da pintura, por meio do preparo de superfície adequado.
Galvanização:
O fenômeno da corrosão é sempre precedido pela remoção de elétrons do ferro, formando os
cátions Fe++. A facilidade de ocorrer essa remoção é variável de metal para metal e a ela dá-se o
nome de potencial de oxidação de eletrodo. A partir do arranjo ordenado dos valores de potencial de
oxidação, tomando-se como referência o hidrogênio, obtém-se a série eletromotriz apresentada na
tabela 5.1. Nela quanto mais positivo o potencial de oxidação, mais reativo é o metal.
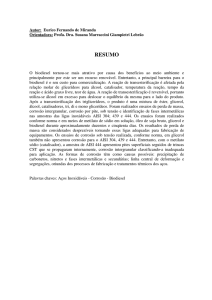
Como se observa na tabela o zinco tem maior potencial do que o ferro. Assim, se os dois
forem combinados, o zinco atuará como ânodo e o ferro como cátodo. Essa característica é utilizada
como artifício para se prevenir a corrosão do aço e nela baseia-se o método de proteção pelo uso do
zinco. O aço revestido com zinco, na verdade, está protegido de duas maneiras distintas:
Se a camada de zinco se mantiver contínua, ou seja, sem qualquer perfuração, a mesma atua
como uma barreira evitando que o oxigênio e a água entrem em contato com o aço, inibindo assim a
oxidação. Caso ela tenha qualquer descontinuidade e na presença do ar atmosférico, que possui
umidade, o zinco passa a atuar como ânodo, corroendo-se em lugar do ferro. Essa propriedade
confere à peça maior durabilidade uma vez que a corrosão do zinco é de 10 a 50 vezes menos
intensa do que a do aço na maioria das áreas industriais e rurais e de 50 a 350 vezes em área
marinhas.
Tabela – Potencial de oxidação de diversos metais
Íon metálico
Li +
Potencial
(básico)
+2,96
K+
+2,92
Ca2+
+2,90
Na+
+2,71
Mg2+
+2,40
Al3+
+1,70
Zn2+
+0,76
Cr2+
+0,56
Fe2+
+0,44
Ni2+
+0,23
Sn2+
+0,14
Pb
2+
+0,12
Fe3+
+0,045
H+
0,000
Cu2+
-0,34
Cu+
-0,47
Ag+
-0,80
Pt2+
-0,86
Au+
(nobre)
1,50
(anódico)
(referência)
(catódico)
Tabela – Série galvânica de diversos metais e suas ligas
(anódica)
Ligas de magnésio
Zinco
Alumínio
Cádmio
Aço-carbono
Ferro fundido
Aço-cromo (ativa)
Aço-níquel
Aço-níquel-cromo (ativa)
Solda estanho-chumbo
Chumbo
Estanho
Níquel
Latões
Cobre
Bronzes
Níquel-prata
Cobre-níquel
Níquel-cromo (passiva)
Aço-cromo (passiva)
Aço-níquel-cromo
(passiva)
Prata
(cátodica)
Grafita
Figura – Mecanismo de proteção da camada de zinco aplicada
sobre peças de aço
Como visto, no caso do aço zincado, a formação do par galvânico é utilizada para se
minimizar o efeito da oxidação, uma vez que essa é direcionada para o metal do revestimento
(zinco), obtendo-se o que se chama proteção galvânica. No entanto, a formação indesejada de um
par galvânico imprevisto, no qual o ferro atua como ânodo, pode ser desastrosa. Alguns exemplos
de situações como essa são o uso de parafusos de aço em ferragens de latão (liga de Cu-Zn), solda
Pb-Sn em fios de cobre, eixos de aço sobre mancais de bronze (liga Cu-Sn), cano de ferro fundido
conectado a sifão de chumbo, esquadrias de alumínio com dobradiças de aço, telhas de aço fixadas
com parafuso de alumínio, ou vice versa, componentes de aço inoxidável e aço comum, etc. A série
galvânica do aço e de outros metais bem como suas ligas.
O zinco pode ser aplicado por diversos processos, dentro os quais destaca-se a zincagem por
imersão a quente.
A zincagem por imersão a quente, também conhecida com galvanização, é o processo onde
o revestimento de zinco é obtido por meio da imersão da peça ou da própria chapa de aço em um
recipiente com zinco fundido a 460 C. O zinco adere à superfície do aço por meio da formação de
uma camada de liga Fe-Zn, sobre a qual deposita-se uma camada de zinco pura quando da retirada
da peça do banho.
A aplicação do zinco pode ser feita na própria chapa de aço ou no componente já processado
(perfilado, dobrado, furado, etc.).
O processo pode ser ainda contínuo, por meio da utilização de bobinas, ou semi-contínuo,
sendo que no segundo caso o banho é dado em chapas previamente cortadas.
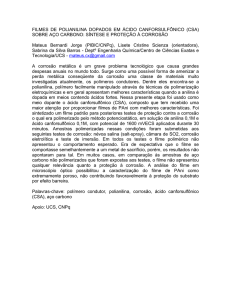
Quanto á espessura da camada de zinco, os processos de galvanização se mostram também
extremamente versáteis. Com já visto, a durabilidade da peça zincada dependerá diretamente do
tempo que levar o processo de oxidação da camada de zinco. Enquanto ela existir, o aço estará
protegido.
Assim, quanto mais tempo se quiser proteger o material, ou ainda, quanto mais agressivo for
o meio, mais espessa tem que ser a camada de zinco. Um modo expedito de se determinar o tipo de
revestimento em função da vida útil desejada e da agressividade do meio é se utilizar gráficos.
Por intermédio da pintura, pode-se prolongar a vida útil de uma peça zincada. A aplicação
de tintas sobre uma superfície zincada, além da proteção adicional como barreira à ação da
corrosão, garante outra vantagem, ou seja, o sistema de galvanização mais pintura tem uma
durabilidade maior do que a soma das durabilidades de cada um dos sistemas de proteção isolado
(efeito sinergético).
A pintura de chapas galvanizadas pode ser realizada por diversos processos: pré-pintura, em
linhas contínuas e pós-pintura ou pintura de campo, com tintas líqüidas ou a pó (deposição
eletrostática).
Tabela – Revestimento de zinco e suas espessuras
Massa mínima de revestimento de zinco em g/m2
(massa em ambas as faces pela área de uma das faces)
Tipo de
revestimento
Ensaio individual
X
Média do ensaio
triplo
Espessura média de
zinco em mm (soma
das duas faces)
não especificada
A
160
170
0,03
B
250
260
0,05
C
315
335
0,05
D
390
410
0,08
E
450
470
0,08
F
510
530
0,08
G
580
610
0,10
Figura - Relação entre o tipo de revestimento e a sua vida útil, em função dos diferentes meios
Pintura:
A proteção contra a corrosão por meio de pintura do aço por material não-metálico tem por
objetivo criar uma barreira impermeável protetora na superfície exposta do aço. Os materiais
impermeáveis normalmente utilizados são esmaltes, vernizes, tintas e plásticos.
Os esquemas de pintura geralmente obedecem às seguintes etapas:
Limpeza da superfície: a vida útil do revestimento é função do grau de limpeza da superfície
do elemento a ser pintado. Pode variar desde uma simples limpeza por solventes ou
escovamento, até jateamento por granalha ao metal branco. Uma limpeza de superfície de
alta qualidade pode custar até 60% do custo do trabalho de pintura. Na ausência de normas
brasileiras, geralmente, são seguidas normas ou especificações internacionais, tais como a
especificação norte-americana SSPC – "Steel Structures Painting Council" ou a norma sueca
SIS – (05 50 00/1967) – "Pictorial surface preparation standards of painting steel surface",
que fornecem os procedimentos para cada grau de limpeza;
Revestimento primário ou "primer": tem como objetivo umedecer adequadamente a
superfície e provê-la de adesão à camada subsequente de pintura. É um produto geralmente
fosco, que contém pigmentos anticorrosivos para conferir a proteção necessária ao substrato.
O primer ("shop primer") também é aplicado sobre uma peça para dar proteção durante o
seu armazenamento;
Camada intermediária: tem por objetivo fornecer espessura ao sistema, aumentando o
caminho dos agentes corrosivos. As tintas intermediárias geralmente são neutras, isto é, não
tem pigmentos anticorrosivos, nem coloridos. São também denominadas tintas de
enchimento, sendo mais baratas do que os "primers" e do que as tintas de acabamento;
Camada final ou de acabamento: tem por objetivo dar aparência final ao substrato, como cor
e textura, podendo também atuar como barreira aos agentes agressivos do meio ambiente.
Figura - Sistema de pintura
Corrosão pelo ar:
A maioria dos metais tende a se combinar com o oxigênio do ar, produzindo os respectivos
óxidos. Não considerando a ação de vapores contidos no ar (de água, etc), esse processo se dá de
forma
lenta
para
o
ferro
em
temperaturas
usuais
de
ambientes.
Entretanto, em alguns metais como o alumínio a corrosão é rápida, mas acontece o
fenômeno daapassivação: a camada de óxido formada na superfície isola o oxigênio e impede a
continuação do processo. A presença de vapor d'água acelera a corrosão e ainda mais se tais vapores
contém substâncias agressivas como sais ou ácidos. Ocorre em muitos ambientes industriais, locais
próximos
ao
mar,
etc.
A prevenção e o combate dependem de cada caso. Métodos comuns são, por exemplo, uso
de tintas protetoras, tratamentos superficiais como niquelagem, cromagem, fosfatização, etc. É
evidente que em alguns casos pode ser viável o uso de materiais mais adequados. Exemplo:
alumínio ou plástico no lugar do aço.
Corrosão por ação direta:
Pode-se incluir neste item os casos em que o metal está diretamente em contato com
substâncias que o atacam. É comum em processos industriais. Exemplos: soluções químicas, sais ou
outros metais fundidos, atmosferas agressivas em fornos, etc. A prevenção e controle são
específicos para cada caso.
Corrosão biológica:
Microorganismos também podem provocar corrosão em metais. Isso é particularmente
importante em indústrias alimentícias e similares.
Corrosão em altas temperaturas:
A resistência dos aços inoxidáveis à corrosão em temperaturas elevadas é condicionada por
uma séria de fatores, como o meio circundante, o processo de fabricação da peça ou equipamento, o
ciclo de operação, etc.
Ar e Gases Oxidantes em Geral:
O ataque por gases oxidantes é provavelmente a causa mais freqüente de corrosão dos aços
inoxidáveis em temperaturas elevadas. O ataque provoca, a partir de certa temperatura, a formação
de uma espessa crosta de óxido. Essa é fortemente afetada pela composição dos gases presentes. As
temperaturas de oxidação, em serviço contínuo e em serviços intermitentes, mencionadas em
catálogos de aços inoxidáveis, são normalmente determinadas em ar atmosférico praticamente
puros, sobretudo isento de gases sulfurados, e devem ser considerados como indicações
orientativas. È muito importante levar este fato em consideração na fase de seleção dos aços, pois a
presença de contaminantes produz eventualmente um abaixamento considerável da temperatura de
oxidação.
Gases Redutores:
Afetam os aços inoxidáveis por diversos modos e assim cada caso deve ser estudado
separadamente.
Gases Sulfurados:
Oxidantes – estes gases são geralmente menos nocivos que os redutores. Entretanto, sua
presença produz um abaixamento de 100 à 200ºC, ou eventualmente mais, na temperatura de
oxidação dos aços inoxidáveis isentos de níquel ou com baixo teor deste elemento.
Redutores – estes gases, como por exemplo, o H2S, são altamente corrosivos, sobretudo
para os aços que contém níquel. Por este motivo, os aços inoxidáveis austeníticos não são
recomendados para aplicações que envolvam a presença de gases sulfurados redutores.
Metais Fundidos e Sais Fundidos:
O meio corrosivo em questão atua na superfície dos aços inoxidáveis, também formando
eutéticos
de
baixo
ponto
de
fusão.
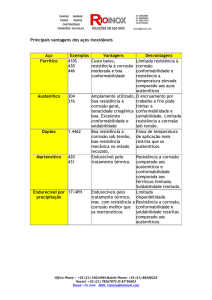
Influência da composição química na resistência à corrosão:
Cromo (Cr):
É o principal elemento de liga nos aços inoxidáveis, pois é o elemento essencial na formação
da camada passivadora. Outros elementos podem melhorar a efetividade do Cr na formação e
manutenção da camada, mas nenhum pode substituí-lo. Quanto maior o teor de Cr maior a
resistência à corrosão.
Níquel (Ni):
Segundo elemento mais importante dos aços inoxidáveis. Efetivo quanto à regeneração da
camada passiva (repassivação). Estabiliza a austenita à temperatura ambiente, o que favorece a
resistência à corrosão, portencializando a trabalhabilidade do aço inoxidável.
Molibdênio (Mo):
Combinado com o Cromo, é efetivo na estabilização da camada passiva na presença de
cloretos. Adições de Mo aumentam a resistência à corrosão em geral, por pite e por fresta nos aços
inoxidáveis.
Manganês (Mn):
Quando em quantidades moderadas promove à liga os mesmos efeitos do níquel, no entanto
a troca de Ni por Mn não é prática. Para melhorar a plasticidade a quente o Mn combina com S
(Enxofre) formando sulfetos de manganês.
Carbono(C):
Teores da ordem de 0,03% de C proporcionam maior resistência á corrosão nos aços
inoxidáveis. É um elemento que confere a temperatividade por tratamento térmico dos aços
martensíticos, além de promover resistência mecânica em aplicações a altas temperaturas. O C é
prejudicial à resistência à corrosão devido a sua reação com o Cr (Cromo), no caso de outras
aplicações. Nos aços ferríticos, o aumento do teor de C causa queda da tenacidade.
Titânio(Ti), Nióbio (Nb) e Tantálio (Ta):
Todos esses elementos são adicionados aos aços inoxidáveis por apresentarem maior
afinidade com o C, o que evita a precipitação e a formação de carbonetos de Cromo, aumentando
assim a resistÊncia à corrosão intergranular.
Nitrogênio (N):
Nos aços austeníticos aumenta a resistência mecânica e resistência à corrosão por pites. No
entanto, o N é prejudicial as propriedades mecânicas dos aços ferríticos.
Enxofre (S):
Pode ser adicionado aos aços inoxidáveis com a finalidade de melhorar a usinabilidade dos
mesmos.
Cobre (Cu):
Este elemento potencializa a resistência à corrosão geral em ambientes que contenham ácido
fosfórico ou sulfúrico.
Alumínio(Al):
O alumínio aumenta a resistência à oxidação em temperaturas elevadas.
Bibliografia:
http://www.elinox.com.br/aco-inox/tipos-de-corrosao
http://www.lmc.ep.usp.br/people/valdir/pef5736/corrosao/PROTE%C3%87%C3%83OCORROS%
C3%83O.html
http://www.guiametalica.com.br/ARTIGOS/Prote%E7%E3o%20contra%20corros%E3o.htm
http://www.mspc.eng.br/tecdiv/corr_110.shtml
http://www.cesec.ufpr.br/~metalica/patologias/corrosao/corrosao-texto.htm