1
Efeito da adição de diferentes concentrações de açúcar e mel em
2
parâmetros físico-químicos e sensoriais de frozen yogurt com baixo teor
3
de gordura
4
Aspectos físico-químicos e sensoriais de elaborados com culturas
5
probióticas, baixo teor de gordura e diferentes proporções de mel
6
7
Pysicochemical and sensory aspects of low-fat frozen yogurt developed
8
with probiotic cultures, added withdifferent concentrations of honey.
9
10
Resumo. O apelo dos consumidores por produtos diferenciados é um reflexo do grande
11
fluxo de informações sobre o mercado alimentício. O presente trabalho teve por
12
objetivo produzir frozen yogurt probiótico com baixo teor de gordura adicionado de
13
diferentes proporções de mel em substituição a parte de açúcar para verificar o efeito
14
desta variável nas características físico-químicas e sensoriais do produto final. Para a
15
elaboração dos frozen yogurt foram utilizados: leite desnatado, glicose, açúcar, mel,
16
leite em pó desnatado, soro em pó, amido modificado, espessante, liga neutra,
17
emulsificante e culltura mista de Lactobacillus acidophilus, Bifidobacterium ssp e
18
Lactobacillus casei. A partir de um delineamento composto central rotacional 11
19
formulações foram definidas para o estudo, tendo como variáveis a adição de açúcar e
20
mel em dois tratamentos, base e calda. As amostras foram analisadas para teores de
21
sólidos totais, gorduras, proteínas, pH, acidez, açúcares, overrun e avaliação sensorial
22
por meio de testes de aceitação e intenção de compra. Dentre todas as análises somente
23
açúcares redutores e os testes sensoriais diferiram significativamente (p≤0,05),
24
comprovando a influência do mel nos parâmetros avaliados. É possível produzir gelado
25
comestível com valor lipídico reduzido sem interferir nos padrões de identidade e
26
qualidade estabelecidos pela legislação brasileira. O mel exerceu efeito negativo na
27
aceitabilidade do produto, demonstrando-se viável somente quando adicionado na calda
28
com uma proporção estimada a 20,0%.
29
Palavras-chave: Caracterização Físico-química, Avaliação Sensorial, Açúcar Redutor,
30
Proteínas, Gorduras
31
32
Abstract. The consumers appeal by different products is a reflex of the large stream of
33
information about alimentary market. The present work had as objective to produce
34
probiotic frozen yogurt with low fat concentration added in different proportions of
35
honey to substitute part of sugar to find out the effect of this variable in the
36
physicochemical and sensorial characteristics of the final product. In order to prepare
37
the frozen yogurt were used skimmed milk, glucose, sugar, honey, skimmed powder
38
milk, powder whey, modified starch, thicken additive, neutral mixture, emulsificant and
39
blended culture of Lactobacillus acidophilus, Bifidobacterium ssp and Lactobacillus
40
casei. From a central rotational composed description, eleven formulas were defined
41
for the study, having as variables the addiction of sugar and honey in two treatments,
42
base and sauce. The samples were analysed to check the concentrations of total solids,
43
fat, proteins, hydrogenic potential (PH), acidity, simpler carbohydrates, overrun and
44
sensorial evaluation through the acceptance tests and purchase intention of the
45
consumers. Among all the analysis, only reducing simpler carbohydrates and the
46
sensorial tests differed significantly (p higher or equal 0,05), proving the influence of
47
honey in the evaluated parameters. It is possible to produce icy edible food with reduced
48
lipidic value without interferring in the identity and quality standards established by the
49
Brazilian legislation. The honey performed negative effect in the acceptance of the
50
product showing to be doable only when added in the sauce with an estimated
51
proportion of 20,0%.
52
Keywords: Physicochemical characteristics, Sensorial evaluation, Reducing simpler
53
carbohydrate, Proteins, Fats.
54
55
1. Introdução
56
O progresso da qualidade de vida da população vem despertando o interesse na
57
indústria alimentícia em desenvolver produtos com características físico-químicas e
58
sensoriais diferenciadas e que causem efeitos potencialmente favoráveis aos
59
consumidores, nutrindo-os, prevenindo-os de doenças e proporcionando-lhe saúde e
60
bem estar (CORTE, 2008).
61
alternativas na elaboração de alimentos mais saudáveis, desenvolvendo-os sem adição
62
de aromas e corantes artificiais, com valores calóricos reduzidos, como baixo teor de
63
gordura, mantendo suas características sensoriais (MUNARETTO, 2008).
Em resposta os produtos “clean label” surgem como
64
Dentre os produtos desenvolvidos pela indústria de laticínios, o frozen yogurt
65
pode ser definido como um produto obtido basicamente com leite, submetido à
66
fermentação láctica através da ação do Streptococcus thermophilus e Lactobacilus
67
bulgaricus, com ou sem a adição de outras substâncias alimentícias, sendo
68
posteriormente aerado e congelado (BRASIL, 2005). Tendo em vista sua viabilidade em
69
propriedades funcionais, é um veículo apropriado para a adição de probióticos e
70
prebióticos à dieta humana (CORTE, 2008), por garantirem, respectivamente,
71
resistência contra patógenos por meio da colonização da mucosa intestinal (BECKER,
72
2009) e estimularem seletivamente a proliferação ou atividade de populações de
73
bactérias desejáveis no cólon (SAAD, 2006).
74
De maneira geral os produtos fermentados possuem um alto valor nutritivo e são
75
considerados equilibrados e adequados a qualquer dieta. Durante a fermentação, a
76
proteína, a gordura e a lactose do leite sofrem hidrólise parcial, tornando o produto
77
facilmente digerível, sendo considerado agente regulador das funções digestivas,
78
principalmente em indivíduos intolerantes (LONGO, 2006).
79
A aceitação de um determinado gelado comestível não depende exclusivamente
80
do seu sabor e aparência, mas também de propriedades físicas como textura,
81
propriedades de incorporação de ar (CORREIA et al., 2008), e físico-químicas como:
82
sólidos totais, açúcares redutores, proteínas e gorduras totais (ZENEBON et. al., 2008).
83
Souza et al. (2010) afirmam que a quantidade de gordura láctea no sorvete pode
84
variar de 0 a 24,0%, dependendo de fatores como padrões legais, qualidade e preço.
85
Este ingrediente contribui para o desenvolvimento de uma textura suave e melhora o
86
corpo do produto, fornece energia, ácidos graxos essenciais, esteróis e interage com
87
outros ingredientes desenvolvendo o sabor e conferindo cremosidade (COELHO;
88
ROCHA, 2005).
89
As proteínas contribuem para o desenvolvimento da estrutura do sorvete,
90
inclusive para emulsificação e aeração, além de apresentar propriedades funcionais
91
como a interação com outros estabilizantes e capacidade de retenção de água
92
(CORREIA; CRUZ, 2006; SOUZA et al., 2010 ).
93
Segundo Correia e Cruz (2006), o overrun é um parâmetro importante pertinente
94
à estrutura dos sorvetes definido como o aumento percentual do volume obtido a partir
95
de um volume inicial de calda. É um índice relacionado à quantidade de ar incorporado
96
durante o processo de fabricação e é regulamentado por lei através da definição da
97
densidade aparente (SOUZA et al., 2010).
98
Os açúcares desempenham funções básicas nos alimentos como agente de corpo
99
contribuindo para dar textura, aumento de sólidos, retenção de água e como adoçante
100
(edulcorante), para conferir sabor doce aos alimentos fabricados (VASCONCELLOS,
101
2012). Em contrapartida, ele acaba se tornando um vilão devido ao seu alto valor
102
calórico.
103
Grande interesse tem sido despertado pelo mel por causa da presença de
104
frutoligossacarídeos (FOS), que estimulam a atividade do trato gastrointestinal,
105
conferindo poder laxativo e atuando no aumento da resistência imunológica
106
(HARTEMINK et al., 1997), conhecidos como prebióticos, pois promovem o
107
crescimento de probióticos como acidophillus e bifidus, promovendo, estabilizando e
108
aumentando a proliferação dessas bactérias no trato gastrointestinal do hospedeiro,
109
modificando sua microbiota (ORDÓÑEZ et al. 2005).
110
Alimentos para fins especiais obtidos pela redução ou ausência de açúcar ou
111
ainda pela redução ou substituição de gorduras encontram mercado promissor,
112
atendendo pessoas sensíveis aos apelos de marketing ou preocupadas com melhores
113
condições de saúde, redução de peso ou a manutenção de aparência atraente. O
114
incentivo proporcionado pela demanda destes produtos tem permitido o aprimoramento
115
da tecnologia e o desenvolvimento de melhores ingredientes e métodos de produção
116
(NABESHIMA et al, 2001).
117
Baseado nestes indícios o presente trabalho teve por objetivo produzir frozen
118
yogurt probiótico com baixo teor de gorduras, adicionado de diferentes proporções de
119
mel em substituição a parte de açúcar para verificar o efeito desta variável nas
120
características físico-químicas e sensoriais do produto final elaborado.
121
122
2. Material e métodos
123
O presente trabalho foi desenvolvido nos laboratórios de Processamento e de
124
Análise de Alimentos da Universidade Tecnológica Federal do Paraná (UTFPR),
125
Campus de Campo Mourão, no período entre novembro de 2011 a março de 2012. As
126
formulações foram avaliadas por meio de análises físico-químicas e sensoriais.
127
Para a elaboração dos frozen yogurt foram utilizados: leite desnatado UHT
128
(Líder), 5,0% de glicose, 5,0% de leite em pó (Alibra), 1,0% de soro em pó (Alibra),
129
1,0% de amido modificado (Gemacon), 1,0% de espessante (mix de goma-guar), 1,0%
130
de liga neutra (Selecta), 1,3% de emulsificante Emustab (Selecta), 2,0% de cultura mista
131
“ABC 1” composta por cepas de Lactobacillus acidophilus, Bifidobacterium ssp e
132
Lactobacillus casei (SACCO) em relação ao produto final (m/m) e diferentes
133
proporções de açúcar e mel (Tabela 1).
134
As formulações elaboradas foram definidas por meio de um delineamento
135
composto central rotacional (DCCR) 22 incluindo quatro ensaios nas condições axiais e
136
três repetições no ponto central, totalizando 11 ensaios e variando quanto à proporção
137
de açúcar e mel nos tratamentos, base e calda, conforme Tabela 1.
138
139
140
141
142
143
144
145
146
Tabela 1 – Quantidades de mel e açúcar adicionado na base e na calda para cada 100g das formulações
elaboradas.
Formulação
Mel (g/ 100g frozen)
Base (X)
147
Açúcar (g/ 100g frozen)
Calda (Y)
Base (X)
Calda (Y)
VC*
VR**
VC
VR
VC
VR
VC
VR
F1
-1
1,5
-1
1,5
+1
8,5
+1
8,5
F2
+1
8,5
-1
1,5
-1
1,5
+1
8,5
F3
-1
1,5
+1
8,5
+1
8,5
-1
1,5
F4
+1
8,5
+1
8,5
-1
1,5
-1
1,5
F5
-1,41
0,0
0
5,0
+1,41
10,0
0
5,0
F6
+1,41
10,0
0
5,0
-1,41
0,0
0
5,0
F7
0
5,0
-1,41
0,0
0
5,0
+1,41
10,0
F8
0
5,0
+1,41
10,0
0
5,0
-1,41
0,0
F9
0
5,0
0
5,0
0
5,0
0
5,0
F10
0
5,0
0
5,0
0
5,0
0
5,0
F11
0
5,0
0
5,0
0
5,0
0
5,0
*VC = Variável Codificada; **VR = Valor Real.
148
149
150
As formulações foram elaboradas em seqüência aleatória no decorrer do período
proposto.
151
152
2.1 Pré-ativação da cultura
153
Uma alíquota de dois gramas de cultura probiótica mista “ABC 1” foi dissolvida
154
assepticamente em um béquer de 500mL de leite desnatado UHT, previamente
155
esterilizado e resfriado, e incubada a 40ºC por um período de 12 horas.
156
157
2.2 Elaboração das formulações
158
As formulações dos frozen yogurt foram elaboradas em duas etapas, sendo elas o
159
preparo da base e da calda. Para a base foram pesados e misturados os ingredientes
160
sólidos: espessante, amido modificado e açúcar, que depois de incorporados ao leite,
161
foram homogeneizados em liquidificador industrial por cinco minutos. Em seguida, a
162
mistura sofreu um tratamento térmico em fogão industrial, com agitação intermitente até
163
atingir 90ºC, permanecendo em repouso por 10 minutos e logo resfriado a 60ºC para
164
adição proporcional do mel (Tabela 1). O resfriamento continuou até atingir 36ºC onde
165
foi realizada a inoculação da “cultura pré-ativada”. A mistura permaneceu incubada em
166
estufa a 40°C por 10 horas até pH 4,5 ou 0,65% de acidez
167
fermentação. Posteriormente, foi maturada sob resfriamento lento a 10°C em ambiente
168
refrigerado por 10 horas.
indicando o fim da
169
O preparo da calda ocorreu em recipientes estéreis pela mistura dos ingredientes
170
sólidos: açúcar,liga neutra, leite em pó e soro em pó com a base anteriormente
171
fermentada, em liquidificador contínuo por 10 minutos. Durante homogeneização foram
172
adicionados a glicose, o mel e o emulsificante. Por fim, a mistura foi agitada e
173
congelada em sorveteira vertical à temperatura de -20ºC até o completo congelamento
174
do frozen.
175
176
As amostras foram acondicionadas em potes plásticos estéreis de 100g com
tampa, identificados e armazenadas em freezer vertical à temperatura de -20ºC.
177
178
2.3 Características físico-químicas
179
Para avaliação físico-química dos frozen foram realizados, em triplicata, análises
180
de: sólidos totais, gorduras, proteínas, pH, acidez, açúcares e overrun, conforme
181
métodos analíticos descritos por Lanara (1981b), Association of Official Analytical
182
Chemists (AOAC, 1998) e Instituto Adolfo Lutz (1985).
183
A porcentagem de overrun ou densidade relativa que representa a quantidade de
184
incorporação de ar à calda durante o processo de congelamento foi calculada segundo a
185
Equação 1, descrita por Mosquim (1999):
186
187
% Overrun = [Volume final (frozen) – Volume inicial (calda)] * 100
188
(1)
[Volume inicial (calda)]
189
190
2.4 Avaliação sensorial
191
Para garantir a segurança microbiológica do produto elaborado foram realizadas
192
análises de coliformes totais e termotolerantes, segundo metodologia proposta por
193
Lanara (1981a).
194
A avaliação sensorial foi realizada no sétimo dia após a fabricação dos frozen,
195
no Laboratório de Análise Sensorial de Alimentos com 50 provadores não treinados e
196
recrutados no próprio campus da universidade.
197
A aceitabilidade dos provadores foi realizada pela aplicação da Escala Hedônica
198
de 09 pontos, tendo como extremos “1 – Desgostei muitíssimo” e “9 – Gostei
199
muitíssimo” (ABNT, 1998), onde foram orientados a avaliarem as amostras em relação
200
à percepção global de suas características. Juntamente a esse teste eles estabeleceram
201
notas quanto à intenção de compra para cada produto, estruturada em 05 pontos, onde
202
“1 – Certamente não compraria” e “5 – Certamente compraria”.
203
Os provadores receberam individualmente 20g de cada amostra ao redor de 10°C
204
negativos em copos plásticos descartáveis codificados com números aleatórios de três
205
dígitos, acompanhados de uma colher descartável, um copo com água potável e as
206
fichas de respostas.
207
208
2.5
Análise estatística
209
Os dados obtidos nos testes foram submetidos à análise de variância (ANOVA)
210
ao nível de 5,0% de probabilidade de erro. Os resultados foram analisados por meio do
211
programa Statistica (Statsoft) versão 8.0 (KOEHLER,1999).
212
213
3. Resultados e discussão
214
3.1 Análises físico-químicas e overrun
215
216
A Tabela 2 apresenta os resultados referentes as análises físico-químicas e
overrun das formulações elaboradas com diferentes quantidades de mel.
217
Foi observado que de todas as análises somente açúcares redutores diferiram
218
significativamente entre si (p≤0,05), comprovando a influência do mel nos parâmetros
219
avaliados. Em relação às demais análises, verificou-se frente à legislação e a termos de
220
composição, quais estavam de acordo com o padrão específico e a influência de cada
221
uma no produto avaliado.
222
A legislação brasileira atual não dispõe de padrões para frozen yogurt
223
especificamente; nesse caso, adota-se a Resolução RDC nº. 266, de 22 de setembro de
224
2005, da Agência Nacional de Vigilância Sanitária (ANVISA), que aprova o
225
regulamento técnico para fixação de identidade e qualidade de gelados comestíveis,
226
preparados, pós para o preparo e bases para gelados comestíveis, para efeitos de
227
comparação (BRASIL, 2005).
228
229
Tabela 2 – Valores médios percentuais dos teores de sólidos totais (%), gorduras (%), proteínas (%),
230
overrun (%), açúcares (%), pH e acidez (%), das formulações estudadas.
Formulação
Sólidos Totais
Gorduras
Proteínas
Overrun
AR*
ANR
pH
*
*
Acidez*
F1
30,8
2,5
4,5
25,3
10,0
3,7
4,2
0,73
F2
32,1
2,6
4,4
46,0
18,3
4,1
4,4
0,66
F3
30,6
2,5
4,4
23,7
17,3
3,8
4,3
0,65
F4
28,0
2,6
4,4
24,0
20,2
3,4
4,2
0,65
F5
32,0
2,5
4,5
44,1
12,7
3,9
4,5
0,76
F6
28,4
2,6
4,4
27,7
17,3
3,4
4,4
0,62
F7
30,8
2,6
4,4
45,5
12,8
3,7
4,2
0,68
F8
30,1
2,5
4,6
42,5
19,7
3,4
4,5
0,62
F9
30,8
2,5
4,5
29,3
16,6
3,6
4,3
0,75
F10
31,8
2,5
4,5
28,9
16,4
3,6
4,3
0,75
F11
31,0
2,5
4,5
29,4
17,0
3,5
4,2
0,75
2,5
2,5
**Padrão Mín.
26,0
20,0
231
* Não há nenhuma padronização estabelecida. ** Padrão mínimo definido pela RDC nº 266 da Anvisa
232
(BRASIL, 2005). AR = Açúcar Redutor; ANR = Açúcar não Redutor.
233
234
O teor de extrato seco total do frozen yogurt que variou de 28,0% a 32,1%
235
(p>0,05), está de acordo com a legislação citada, a qual exige um mínimo de 26,0% de
236
sólidos totais. Estes valores atendem também o recomendado por Ordóñez et al. (2005)
237
que cita valor ideal de aproximadamente 30,0% para manter uma boa textura.
238
A substituição do creme de leite pelo soro em pó proporcionou um produto de
239
elevado índice protéico e reduzido teor lipídico (Tabela 2), apresentando assim um teor
240
de proteínas acima do recomendado e um teor de gorduras dentro do padrão mínimo
241
(BRASIL, 2005). Estudos realizados por Gonçalves e Eberle (2008), utilizando creme
242
de leite na composição do frozen, mostraram que a quantidade de gordura variou de
243
14,0% a 17,0%, sendo classificado como Frozen Yogurt Premium, pois obteve uma
244
maior quantidade de gordura do que os sorvetes tradicionais.
245
Segundo GUINARD et al. (1994), a gordura do leite favorece a qualidade do
246
frozen yogurt por melhorar suas características sensoriais como sabor, textura mais
247
macia e cremosa. Proporciona também corpo e suavidade ao produto, diminuindo a
248
sensação de frio do sorvete na boca (COELHO; ROCHA, 2005).
249
De acordo com Rodrigues et al. (2006), o balanço entre gordura e sólidos na
250
fase aquosa ajuda a promover a estabilidade da emulsão durante o processamento da
251
mistura. Ruger et al. (2002), ainda afirmam que menores níveis de gordura produzem
252
redução da percepção de riqueza, devido a menor liberação de componentes aromáticos
253
solúveis em gordura, previnem a aglomeração dos glóbulos de gordura, evitando
254
defeitos comuns, tais como textura gordurosa, corpo fraco e tendência ao encolhimento
255
ou contração.
256
Desta forma, foi observado que a adição das proteínas do soro desempenham um
257
papel importante na estabilidade da emulsão por apresentarem funcionalidade
258
semelhante aos emulsificantes tradicionais e por constituir uma alternativa de
259
substituição da gordura do leite (RODRIGUES et al., 2006). No entanto, o uso
260
excessivo de lactose, pode cristalizar durante o armazenamento resultando em textura
261
arenosa do sorvete e este fenômeno indesejável depende da quantidade de sólidos da
262
mistura, além da temperatura de armazenamento e presença de estabilizadores
263
(COELHO; ROCHA, 2005; SOUZA, et al., 2010).
264
Andrade et al. (2004) observaram em sorvetes simbióticos um teor médio de
265
proteínas de 2,6%, menores do que os encontrados no presente trabalho. Estudos
266
mostram que a retenção da água é importante, pois, quanto menor a quantidade de água
267
livre no produto, menor será a quantidade e o tamanho dos cristais de gelo formados
268
(SOUZA et al., 2010 ).
269
Os percentuais de overrun variaram de 23,7 a 46,0% (Tabela 2) não
270
apresentando diferença (p>0,05) entre os tratamentos. Os valores médios determinados
271
atendem ao padrão estabelecido pela legislação vigente de no mínimo 20,0% (BRASIL,
272
2005).
273
A quantidade de ar incorporado é importante devido a sua influência na
274
qualidade do produto final, ao qual confere maciez (SOUZA et al., 2010), textura leve,
275
influência nas propriedades físicas de derretimento, dureza e maior estabilidade durante
276
o armazenamento (OLIVEIRA, 2005).
277
incorporado, mas também a distribuição e o tamanho das células de ar que influenciam
278
essas propriedades (SOUZA et al., 2010; SOFJAN; HARTEL, 2004)
Todavia, não é apenas a quantidade de ar
279
Segundo Rodrigues et al. (2006), as proteínas do soro do leite por possuírem
280
propriedades funcionais facilitam a incorporação de ar na elaboração dos sorvetes. A
281
aeração, de um modo geral, depende da composição da calda envolvendo o conteúdo de
282
sólidos totais, quanto maior o conteúdo de sólidos, maior será a incorporação de ar ao
283
sorvete; da quantidade de gordura, quanto maior a quantidade de gordura, menor será a
284
quantidade de ar incorporado; depende também das propriedades de processo, do tipo e
285
quantidade de emulsificantes e estabilizantes adicionados e do tipo do equipamento de
286
congelamento, obtendo-se características adequadas de corpo, textura e palatabilidade
287
necessárias ao sorvete (OLIVEIRA, 2005; LEANDRO et al., 2006).
288
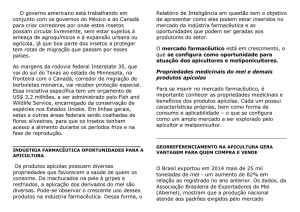
O delineamento estatístico para a análise de açúcares redutores, cujos valores
289
médios variaram de 10,0 a 20,2%, indicou que a porcentagem de mel na base e na calda
290
apresentaram efeitos estatisticamente significativos (p≤0,05) e positivos com um
291
coeficiente de determinação de 95,5% sendo considerado ótimo para este tipo de
292
análise.
293
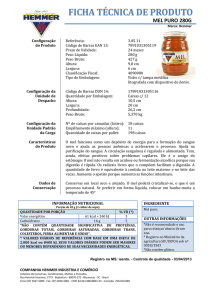
Por meio da análise de curvas de contorno e gráfico de pareto para açúcares
294
redutores (Figuras 1a e 1b), verifica-se que o aumento do percentual de mel na base e na
295
calda aumentam a concentração desses açúcares dentro da faixa estudada.
296
297
Figura 1a – Curva de contorno para a resposta açúcares redutores dos tratamentos de frozen yogurt
298
elaborados com diferentes concentrações de mel.
299
300
Figura 1b – Gráfico de paretos para a resposta açúcares redutores dos tratamentos de frozen yogurt
301
elaborados com diferentes concentrações de mel, onde X corresponde a base e Y a calda.
302
303
As Figuras 1a e 1b, mostram que a adição do mel na calda (% YL) teve uma
304
influência maior que na base (% XL), o que é explicado pelo fato que durante a
305
fermentação as bactérias ácido-lácticas obtêm energia necessária para a realização de
306
suas atividades vitais por meio da utilização do mel como substrato (VARGHESE;
307
MISHRA, 2008).
308
A redução no teor de açúcares não redutores pode ser explicada pela inversão da
309
sacarose em D-glicose e D-frutose em decorrência do tratamento térmico e do aumento
310
da acidez, fatores que contribuem para este fenômeno químico (RODRIGUES et al.,
311
2000). Em condições normais, o aumento da taxa de inversão da sacarose promove a
312
redução na concentração deste constituinte e a elevação no teor de açúcares redutores
313
(DAMIANI et al., 2009).
314
Os valores de pH encontrados variaram de 4,2 a 4,5 (p>0,05), cujos resultados
315
são semelhantes aos observados por Inoue et al. (1998), Gonçalves e Eberle (2008), que
316
avaliaram
317
Bifidobacterium ssp, aos quais encontraram pH próximos a 4,5.
frozen
probiótico
elaborados
com
Lactobacillus
acidophilus
e
318
A determinação de acidez resultou em uma variação de 0,62 a 0,75% ficando
319
maior que os observados por Pereira et al. (2012), que determinaram acidez titulável
320
para mistura base de frozen yogurt variando de 0,51 a 0,58%. Davidson et al. (2000)
321
afirmaram que as indústrias norte-americanas procuram atingir uma acidez titulável
322
mínima de 0,30% para esse produto.
323
De maneira geral, quanto maior a acidez titulável encontrada em um produto
324
lácteo fermentado, menor será o valor de pH e o teor de lactose desta amostra, em
325
decorrência da produção de ácido láctico por ação de bactérias fermentativas
326
(TRAMONTINA et al., 2001).
327
328
3.2 Análise sensorial
329
Os resultados das análises microbiológicas obrigatórias para a avaliação das
330
condições higiênico-sanitárias dos frozen yogurt demonstraram que todas as
331
formulações atenderam aos padrões estabelecidos, não representando riscos ao
332
consumidor e tornando segura a análise sensorial imposta (BRASIL, 2001).
333
Os dados referentes às notas médias (Tabela 3) e distribuição de respostas
334
(Figuras 2a, 2b, 3a e 3b) para os diferentes tratamentos na aceitabilidade e intenção de
335
compra do frozen yogurt são apresentados a seguir.
336
337
Tabela 3 - Médias de aceitação sensorial e intenção de compra de frozen yogurt elaborados com
338
diferentes concentrações de mel.
Formulações
F1
F2
F3
F4
F5
F6
F7
F8
F9
F10
F11
Teste de aceitação*
7,7
6,3
7,5
6,5
8,0
6,9
7,2
6,4
7,2
7,0
7,0
Intenção de compra**
4,2
2,8
4,0
3,2
4,2
3,1
3,8
3,0
3,8
3,6
3,6
339
*Escala hedônica estruturada mista de nove pontos (1 = desgostei muitíssimo; 5 = nem gostei/nem
340
desgostei; 9 = gostei muitíssimo). **Escala hedônica estruturada mista de cinco pontos (1 = certamente
341
não compraria; 3 = talvez sim/ talvez não; 5 = certamente compraria) (ABNT, 1998).
342
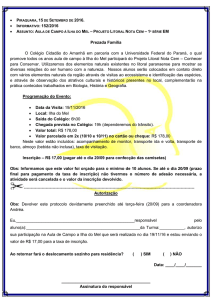
343
344
Figura 2a - Superfície de resposta e gráfico de pareto a aceitação sensorial dos tratamentos de frozen
345
yogurt elaborados com diferentes concentrações de mel.
346
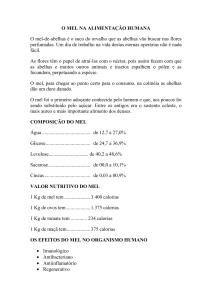
347
Figura 2b - Gráfico de pareto a aceitação sensorial dos tratamentos de frozen yogurt elaborados com
348
diferentes concentrações de mel, onde X corresponde a base e Y a calda.
349
350
351
Figura 3a - Superfície de resposta a intenção de compra dos tratamentos de frozen yogurt elaborados com
352
diferentes concentrações de mel.
353
354
Figura 3b - Gráfico de pareto a intenção de compra dos tratamentos de frozen yogurt elaborados com
355
diferentes concentrações de mel, onde X corresponde a base e Y a calda.
356
357
As notas médias referentes ao teste de aceitação observadas variaram de 6,3 a
358
8,0 que correspondem de “gostei ligeiramente” a “gostei muito” e a resposta para o teste
359
de intenção de compra ficou próximo a “provavelmente compraria”, ambas, com
360
destaque às formulações F1, F3 e F5. Conforme Figuras 2a, 2b, 3a e 3b, a quantidade de
361
mel adicionada na base influenciou negativamente (p≤0,05) na avaliação dos
362
consumidores. Quanto a aceitabilidade, a adição de mel na calda não apresentou
363
diferença significativa (p>0,05) mas demonstrou um comportamento decisivo na
364
aceitação do produto quando o teor foi próximo a 20,0% e quanto menor a adição de
365
mel na base e na calda maior será sua intenção de compra.
366
A análise de efeitos demonstra que o aumento na proporção de mel exerceu
367
efeito negativo, devido ao sabor ácido acentuado atribuido pelos provadores durante o
368
teste. Tal resultado pode ter sido afetado pelo fato do frozen yogurt não ser parte de sua
369
dieta habitual.
370
Conforme os estudos de Man e Jones (1996), Kailasapathy e Rybka (1997) e
371
Shah (2000), o uso de algumas culturas probióticas em leites fermentados é limitado,
372
devido às substâncias produzidas por estes microrganismos, as quais podem ocasionar
373
sabores estranhos ou off-flavors nos produtos finais, além da sensibilidade a uma série
374
de fatores, como pH ácido e a presença de oxigênio.
375
O sabor ácido é uma característica comum ao produto em questão, mas de
376
acordo com Pereira et al. (2012), o aumento do ponto de fermentação para pH 5,5
377
apresentou maior aceitação (p≤0,05), em relação ao pH 4,5 também testado, indicando
378
que os consumidores preferem amostras com maior pH final de fermentação. O mesmo
379
foi analisado por Inoue et al. (1998),
380
semelhante foi relatado por Guinard et al. (1994), ao avaliar o efeito da acidez e
381
concentração de açúcar na aceitabilidade de frozen.
ao testar faixas distintas de pH. Resultado
382
383
Estudos de Pereira et al. (2012) demonstram que maiores teores de acidez
titulável no frozen propiciam menores escores de aceitação para o sabor do produto.
384
A variação de pH está diretamente relacionada à acidez e esta, por sua vez, ao
385
aroma do produto. A atividade das culturas lácticas causa mudanças químicas
386
específicas, liberando compostos voláteis com grupamento carbonil, como ácido láctico
387
e acético, acetaldeído, cetonas e diacetil (TAMIME; ROBINSON, 2007), que
388
contribuem para a percepção de acidez, aroma e sabor do frozen yogurt.
389
O sabor e aroma do frozen yogurt dependem inteiramente da cultura láctica
390
usada e de seu metabolismo durante a fermentação. Sabores e odores estranhos são
391
geralmente causados por subprodutos da fermentação inadequada. Estes atributos
392
devem-se ao ácido láctico e em quantidades muito pequenas de acetaldeído, diacetil e
393
ácido acético e dependem também do tipo e da qualidade dos ingredientes utilizados na
394
mistura do frozen yogurt, do tempo e da temperatura de fermentação (CORTE, 2008).
395
Os açúcares, por sua vez, influenciam no sabor durante a fixação dos compostos
396
aromáticos interrompendo sua volatilização, deixando a sensação de sabor por mais
397
tempo na boca (ORDÓÑEZ et al., 2005), além de contribuírem com a diminuição do
398
ponto de congelamento, aumento da viscosidade e cremosidade do produto (EPAMIG,
399
2001).
400
401
4. Considerações finais
402
A substituição do creme de leite pelo soro de leite em pó na elaboração de um
403
produto com valor lipídico reduzido e valor protéico elevado foi satisfatória, sem
404
interferir em sua capacidade de incorporação de ar e padrões de identidade e qualidade
405
impostos.
406
Por meio do delineamento proposto, dentre todas as análises somente açúcares
407
redutores e os testes sensoriais diferiram significativamente (p≤0,05) entre si,
408
comprovando a influência do mel nos parâmetros avaliados.
409
410
Quanto maior a adição de mel na base e na calda, maior será a concentração
final de açúcares redutores.
411
Sensorialmente, a adição de mel no frozen exerceu efeito negativo sobre os
412
parâmetros avaliados e somente sua adição na calda demonstrou-se viável, com uma
413
proporção estimada a 20,0%.
414
5. Referências
415
ANDRADE, V. T.; BRANDÃO, S. C. C. B.; SARAIVA, C. B.; LEITE, M. O.
416
Desenvolvimento de Sorvete com Prebiótico e Probiótico. In: XXI Congresso nacional
417
de laticínios. Juiz de Fora. Minas Gerais: Anais, p. 122-126, 2004.
418
ASSOCIATION OF OFFICIAL ANALYTICAL CHEMIST. Official methods as
419
analysis of the association of official analytical chemists. 16.ed. Washington: AOAC
420
International Method, 1998.
421
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14141: Escalas
422
utilizadas em análise sensorial de alimentos e bebidas. Rio de Janeiro, 1998.
423
BECKER, L. V. Iogurte probiótico com teor reduzido de lactose adicionado e óleo
424
de linhaça. 2009. Dissertação (Mestrado em Ciência e Tecnologia de Alimentos) -
425
Universidade Federal de Santa Maria, Rio Grande do Sul, 2009.
426
BRASIL. MINISTÉRIO DA SAÚDE. AGÊNCIA NACIONAL DE VIGILÂNCIA
427
SANITÁRIA. Resolução RDC nº 12, de 02 de janeiro de 2001. Regulamento técnico
428
sobre padrões microbiológicos para alimentos. Diário Oficial [da] República
429
Federativa do Brasil, Poder Executivo, Brasília, DF. 2001.
430
BRASIL. MINISTÉRIO DA SAÚDE. AGÊNCIA NACIONAL DE VIGILÂNCIA
431
SANITÁRIA. Regulamento técnico para fixação de identidade e qualidade de gelados
432
comestíveis e, preparados para gelados comestíveis, pós para o preparo e bases para
433
gelados comestíveis. Resolução RDC n. 266 de 22 de setembro de 2005. Diário Oficial
434
da União, Poder Executivo, Brasília, DF. 2005.
435
COELHO, D. T.; ROCHA, J. A. A. Práticas do processamento de produtos de
436
origem animal. 1. ed. Viçosa: Editora UFV, 2005.
437
CORREIA, R. T. P.; MAGALHÃES, M. M. A.; PEDRINI, M. R. S.; CRUZ, A. V. F.;
438
CLEMENTINO, I. Sorvetes elaborados com leite caprino e bovino: composição
439
química e propriedades de derretimento. Revista de Ciências Agrônomas, v. 39, n. 02,
440
p. 251-256, 2008.
441
CORREIA, R. T. P.; CRUZ, V. M. F. Leite de cabra e derivados. 1. ed. São Paulo:
442
ACOSC, 2006.
443
CORTE, F. F. D. Desenvolvimento de frozen yogurt com propriedades funcionais.
444
Dissertação (Mestre em Ciência e Tecnologia de Alimentos) - Universidade Federal de
445
Santa Maria, Rio Grande do Sul, 2008.
446
DAMIANI, C.; VILAS BOAS, E. V. B.; SOARES JUNIOR, M. S.; CALIARI, M.;
447
PAULA, M. L.; ASQUIERI, E. R. Avaliação química de geléias de manga formuladas
448
com diferentes níveis de cascas em substituição à polpa. Ciência e Agrotecnologia, v.
449
33, n. 1, p. 177-184, 2009.
450
DAVIDSON, R. H.; DUNCAN, S. E.; HACKNEY, C. R.; EIGEL, W. N.; BOLING, J.
451
W. Probiotic culture survival and implications in fermented frozen yogurt
452
characteristics. Journal of Dairy Science, v. 83, n. 4, p. 666-673, 2000.
453
EPAMIG, A. Apostila de sorvete. 1.ed. Juiz de Fora: CT-ILCT, 2001.
454
GONÇALVES, A., EBERLE, I. Frozen yogurt com bactérias probióticas. Alimentação
455
e Nutrição, v. 1, n. 1, p. 32-41, 2008.
456
GUINARD, J. X.; C. LITTLE, C.; MARTY, C., PALCHACK, T. R. Effect of sugar and
457
acid on the acceptability of frozen yogurt to a student population. Journal of Dairy
458
Science, v. 77, n. 5, p. 1232-1238, 1994.
459
HARTEMINK, R.; VANLAERE, K. M. J.; ROMBOUTS, F. M. Growth of
460
enterobacteria on fructo-oligosaccharides. Journal of Applied Microbiology, v. 383, n.
461
1, p. 367-374, 1997.
462
INOUE, K.; SHIOTA, K.; ITO, T. Preparation and properties of ice cream type frozen
463
yogurt. International Journal of Dairy Technology, v. 51, n. 2, p. 44-50, 1998.
464
IAL. INSTITUTO ADOLFO LUTZ. Normas analíticas: Métodos químicos e físicos
465
para análise de alimentos. 4.ed. São Paulo, 2008.
466
KAILASAPATHY, K.; RYBKA, S. L. Acidophilus and Bifidobacterium spp: their
467
therapeutic potential and survival in yoghurt. The Australian Journal of Dairy
468
Technolog, v. 52, n. 1, p. 28-45, 1997.
469
KOEHLER, H. S. Estatística experimental. 1. ed. Curitiba: UFPR, 1999.
470
LANARA. LABORATÓRIO NACIONAL DE REFERÊNCIA ANIMAL. Métodos
471
analíticos oficiais para controle de produtos de origem animal e seus ingredientes. I
472
– Métodos microbiológicos. Brasília: Ministério da Agricultura, 1981a.
473
LANARA. LABORATÓRIO NACIONAL DE REFERÊNCIA ANIMAL. Métodos
474
analíticos oficiais para controle de produtos de origem animal e seus ingredientes.
475
II: Métodos físico-químicos. Brasília: Ministério da Agricultura, 1981b.
476
LEANDRO, E. S.; PAULA, R. A; CARVALHO, A. F.; BRANDÃO, S. C.; MORAES,
477
C. A. Sobrevivência de Lactobacillus delbrueckii UVF H2b20 em sorvete. Instituto
478
Cândido Tostes, v. 64, n. 1, p. 300-303, 2006.
479
LONGO, G. Influencia da adição de lactase na produção de iogurtes. Dissertação
480
(Mestre em Tecnologia de Alimentos) - Universidade Federal do Paraná, Paraná, 2006.
481
MAN, C. M. D.; JONES, A. A. Shelf life evaluation of foods. Brno: Aspen
482
Publication, 1996.
483
MOSQUIM, M. C. A. Fabricando sorvetes com qualidade. São Paulo: Fonte
484
Comunicações, 1999.
485
MUNARETTO, R. Alquimia dos alimentos. Revista Agromais, v. 10, n. 1, p. 20-22,
486
2008.
487
NABESHIMA, E. H., OLIVEIRA, E. S., HASHIMOTO, J. M.; JACKIX, M. N. H.
488
Propriedades físicas do sorvete de baunilha elaborado com substitutos de gordura e
489
sacarose. B. CEPPA, v. 19, n. 2, p. 109-119, 2001.
490
OLIVEIRA, K. H. Comportamento reológico de diferentes tipos de sorvetes. 2005.
491
Dissertação (Mestrado em Engenharia de Alimentos) - Universidade Federal de Santa
492
Catarina, Santa Catarina, 2005.
493
ORDÓÑEZ, J. A.; RODRÍGUEZ M. I. C.; ÁLVAREZ, L. F.; SANZ, M. L.;
494
MINGUILLÓN, G. D. G. F; PASSOS, L. M. L.; PARK, Y. K. Frutooligossacarídeos:
495
implicações na saúde humana e utilização em alimentos. Ciência Rural, v. 33, n. 2 p.
496
385-390, 2005.
497
PEREIRA, G. G.; RAFAEL, L. M.; GAJO, A. A.; RAMOS, T. M.; PINTO, S. M.; ABREU, L.
498
R.; RESENDE, J. V. Influência do pH nas características físico-químicas e sensoriais de
499
frozen yogurt de morango. Semina: Ciências Agrárias, v. 33, n. 2, p. 675-686, 2012.
500
RODRIGUES, A. P.; FONTANA, C. V. PADILHA, E. SILVESTRIN, M. AUGUSTO,
501
M. M. M. Elaboração de sorvete sabor chocolate com teor de gordura reduzido
502
utilizando soro de leite em pó. Vetor, v. 16, n. 2, p. 55-62, 2006.
503
RODRIGUES, M. V. N.; RODRIGUES, R. A. F.; SERRA, G. E.; ANDRIETTA, S. R.;
504
FRANCO, T. T. Produção de xarope de açúcar invertido obtido por hidrólise
505
heterogênea, através de planejamento experimental. Ciência e Tecnologia de
506
Alimentos, v. 20, n. 1, p. 103-109, 2000.
507
RUGER, P. R.; BAER, R. J.; KASPERSON, K. M. Effect of double homogenization
508
and whey protein concentrate on the texture of ice cream. Journal of Dairy Science, v.
509
85, n. 7, p. 1684-1692, 2002.
510
SAAD, S. M. I. Probiotics and prebiotics: the state of the art. Revista Brasileira de
511
Ciências Farmacêuticas, v. 42, n. 1, p. 239-256, 2006.
512
SHAH, N. P. Probiotic bacteria: selective enumeration and survival in dairy foods.
513
Journal of Dairy Science, v. 83, n. 4, p. 894-907, 2000.
514
SOFJAN, R. P; HARTEL; R. W. Effects of overrun on structural and physical
515
characteristics of ice cream. International Dairy Journal, v. 14, n. 3, p. 255-262,
516
2004.
517
SOUZA, J. C. B.; COSTA, M. R.; RENSIS, C. M. V. B.; SIVIERI, K. Sorvete:
518
composição, processamento e viabilidade da adição de probiótico. Alimentos Nutrição
519
Araraquara, v. 21, n. 1, p. 155-165, 2010.
520
TAMIME, A. Y.; ROBINSON, R. K. Tamime and Robinson’s yoghurt: Science and
521
technology. 3.ed. Cambridge: CRC, 2007.
522
TRAMONTINA, T.; RICHARDS, N. S. P. S.; SILVA, M. E. Desenvolvimento e
523
Caracterização Físico-química, Microbiológica e Sensorial de Iogurte Adicionado de
524
Cereais Integrais. In: XXVIII Congresso nacional de laticínios. Juiz de Fora, Minas
525
Gerais: Anais, p. 225-229, 2001.
526
VARGHESE, K. S.; MISHRA, H. N. Modelling of acidification kinetics and textural
527
properties in dahi (Indian yogurt) made from buffalo milk using response surface
528
methodology. International Journal of Dairy Technology Huntingdon, v. 61, n. 3, p.
529
284-289, 2008.
530
VASCONCELLOS, M. F. B. Produtos Lights e Diets. Revista Flavors Magazine, n. 1,
531
p. 48-49, 2012.
532
ZENEBON, O.; PASCUET, S. P; TIGLEA, P. Métodos físico-químicos para análise
533
de alimentos. 4. ed. São Paulo: Instituto Adolfo Lutz, 2008.
534