TECNOLOGIA DE
CONTROLE NUMÉRICO
GEOMETRIA DA
FERRAMENTA
GEOMETRIA DA FERRAMENTA
A geometria da ferramenta influencia na:
• Formação do cavaco
• Saída do cavaco
• Forças de corte
• Desgaste da ferramenta
• Qualidade final da peça
GEOMETRIA DA FERRAMENTA
• A geometria da ferramenta deve ser adaptada ao
material da peça, ao material da ferramenta e às
condições específicas da máquina ferramenta.
GEOMETRIA DA FERRAMENTA
• Normas que tratam da geometria da cunha
de corte de ferramentas de usinagem
NBR 6163, DIN 6581, ISO 13399.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
PARTES CONSTRUTIVAS DE UMA FERRAMENTA
Gume Cortante e Cunha Cortante é a parte da
ferramenta na qual o cavaco se origina através do
movimento relativo entre a ferramenta e peça.
Os gumes corte podem ser retilíneos, angulares ou
curvilíneos.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
SUPERFÍCIES:
Superfície de saída: é a superfície da cunha sobre a qual
o cavaco se forma.
Superfícies de folga (também chamadas de superfícies
de incidência): são as superfícies da cunha que ficam
diante da superfície usinada da peça. Elas podem ter um
chanfro junto ao gume de corte.
GEOMETRIA DA FERRAMENTA
GUMES
Gume principal de corte: é o gume cuja cunha
correspondente indica a direção de avanço no plano de
trabalho.
Gume secundário de corte: é o gume cuja cunha
correspondente não indica a direção de avanço no plano
de trabalho.
GEOMETRIA DA FERRAMENTA
QUINAS
Quina de corte: é a quina na qual se encontram o gume
principal e o secundário de corte de uma mesma superfície
de saída.
Arredondamento da quina: possui raio r, medido no
plano de referência da ferramenta.
Chanframento da quina: em vez do arredondamento da
ponta de corte é executado um chanframento.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
SISTEMA DE REFERÊNCIA DA FERRAMENTA
Para determinar os ângulos na cunha emprega-se um
sistema de referência, o qual é constituído por 3 planos
ortogonais, passando pelo ponto de referência do gume de
corte. São eles:
• plano de referência,
• plano de corte,
• plano ortogonal (ou de medida).
GEOMETRIA DA FERRAMENTA
Plano de referência da ferramenta: plano perpendicular à
direção de corte;
Plano de corte da ferramenta: plano perpendicular ao plano de
referência que é tangente ou contém o gume principal da
ferramenta;
Plano ortogonal (ou de medida) da ferramenta: é o plano
ortogonal aos planos de referência e de corte da ferramenta;
Plano de trabalho: é o plano perpendicular ao plano de
referência da ferramenta, definido pelas direções de avanço e de
velocidade de corte;
Plano normal ao gume principal: é o plano perpendicular ao
gume principal.
O plano de referência efetivo é normal à direção efetiva do corte, que
resulta da soma da velocidade de corte e velocidade de avanço.
O plano efetivo de corte e o plano efetivo de cunha se orientam da
mesma forma que os planos no sistema de referência na ferramenta.
GEOMETRIA DA FERRAMENTA
ÂNGULOS NA CUNHA CORTANTE
• Ângulos úteis para determinar a posição e a forma da
cunha cortante.
• Devem-se distinguir também os ângulos do sistema
efetivo de referência e os ângulos do sistema de
referência da ferramenta.
• Os símbolos dos ângulos do sistema efetivo de
referência levam o índice “e”.
GEOMETRIA DA FERRAMENTA
ÂNGULOS MEDIDOS NO PLANO DE REFERÊNCIA
Ângulo de Posição (ou r): é o ângulo entre o plano de
corte e o plano de trabalho, medido no plano de referência.
Controla o comprimento atuante no gume de corte da
ferramenta.
Ângulo de Quina : é o ângulo entre os planos de corte
correspondentes (planos de corte e de medida) medido no
plano de referência.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
ANGULOS MEDIDOS NO PLANO DE CORTE
• Ângulo de Inclinação : ângulo entre o gume principal
de corte e o plano de referência, medido no plano de
corte.
• O seu vértice indica a quina de corte.
• É positivo quando a interseção de um plano paralelo
ao de referência com o plano de corte fica fora da
cunha.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
ÂNGULOS MEDIDOS NO PLANO DE MEDIDA DA
CUNHA CORTANTE:
Ângulo de Folga : também é chamado de ângulo de
incidência, é o ângulo entre a superfície de folga e o plano
de corte, medido no plano de medida da cunha cortante.
Ângulo de Cunha : é o ângulo entre a superfície de folga
e a superfície de saída, medido no plano de medida da
cunha cortante.
Ângulo de Saída : é o ângulo entre a superfície de saída
e o plano de referência, medido no plano de medida da
cunha cortante.
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
• Ângulos na ferramenta para um ponto no gume
principal, de uma ferramenta de torneamento (DIN
6581).
• Ângulos efetivos para um ponto que passa pelo
gume de uma ferramenta de torneamento (DIN
6581).
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
Video 1
Video 2
GEOMETRIA DA FERRAMENTA
GEOMETRIA DA FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de incidência (ou folga) :
• Desgaste de flanco (caracterizado pela marca de
desgaste de flanco VB) influenciado
consideravelmente pelo ângulo de incidência (atrito
entre a peça e a superfície de incidência).
• Se cunha é enfraquecida duplamente: na
ferramenta pode-se ter acúmulo de calor perda
da dureza a quente; cunha muito pequena também
aumenta o perigo do lascamento e quebra da
ferramenta.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de saída :
• determinado em função do material da peça,
pois influencia a formação do cavaco, a força de
corte, no acabamento da peça e no calor gerado.
• influencia a estabilidade da cunha ferramentas
positivas podem quebrar como decorrência do
enfraquecimento demasiado da cunha.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de saída :
• trabalho de dobramento do cavaco
temperatura gerada ;
• Em materiais de difícil usinagem aquecimento é
mais próximo à quina, onde a dissipação de calor é
mínima; neste caso, deve-se diminuir (isto é,
aumentar ).
• Quanto menor esforços de corte , temperatura
gerada , vida da ferramenta resistência e a
dureza do material a usinar são pontos primordiais
na escolha de .
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Vantagens de um ângulo de saída positivo:
• forca de corte e força de avanço , bem corno
uma melhora considerável na qualidade da
superfície da peça;
• saída do cavaco é favorecida, entretanto muitas
vezes apenas propicia uma quebra de cavaco
insuficiente (tendência a um cavaco contínuo).
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de saída negativo:
• estabilidade da ferramenta (aplicação por
exemplo na usinagem de peças com interrupções
de corte, em peças laminadas ou fundidas);
• deformação plástica na usinagem forças de
corte , solicitação térmica da cunha
• desgaste de cratera vida das ferramentas
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de posição tem as seguintes funções:
• controlar o choque de entrada da ferramenta;
• distribuir as tensões de corte favoravelmente no
início e no fim de corte;
• alterar a espessura do cavaco e o comprimento
atuante da aresta de corte;
• aumentar o ângulo de quina ();
• gerar uma força passiva na ferramenta que ajuda a
eliminar eventuais vibrações;
• influir na direção de saída do cavaco.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de posição tem as seguintes funções:
• Em trabalhos usuais, o ângulo pode variar de 30o
a 60o
• Na ferramenta de sangrar e no bedame, = 90o .
• Não se aconselha usar > 90o para não acunhar a
ponta da ferramenta no material.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de posição:
• Avanço constante e profundidade de corte
constante, com , a largura de usinagem “b”
força específica por unidade de comprimento de
gume ângulo de posição especialmente
favorável na usinagem de materiais de alta
resistência, pois o desgaste da ferramenta .
• Por outro lado, a força passiva com a diminuição
de instabilidade , vibrações regenerativas
sobre a superfície da peça.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de inclinação:
• Ângulo de inclinação negativo processo de usinagem
pode ser estabilizado, porque o início do corte da
ferramenta não se dá na quina e sim em direção à parte
central do gume tem-se uma solicitação adequada,
evitando-se o perigo da quebra do gume em
decorrência de uma solicitação excessiva.
• Ângulos de inclinação negativos também provocam
forças passivas grandes, que devem ser absorvidas
pela máquina ferramenta.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de inclinação:
• Ângulo de inclinação também influencia o sentido e
direcionamento da saída do cavaco ângulo de
inclinação negativo direciona o cavaco sobre a
superfície já usinada da peça e, com isso, a
qualidade da superfície usinada pode piorar.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulo de Quina :
• Ângulo formado pela projeção dos gumes lateral e
principal de corte sobre o plano de referência.
• Principal função aumentar a resistência mecânica
da ferramenta, pois materiais de difícil corte exercem
maior pressão próxima ao gume de corte e, por isso,
exigem uma ponta menos aguda tais materiais
provocam aquecimento na região mais próxima à
quina da ferramenta área de dissipação de
calor e resistência da ferramenta
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Raio de Quina r:
• r o raio da curva de concordância medido no
plano de referência da ferramenta que une o gume
principal e o gume secundário da ferramenta
objetivo de reforçar a quina e reduzir as forças
atuantes na mesma.
• Influencia a espessura do cavaco (h) na quina.
• Se r apenas a parte final da espessura h é
reduzida.
• Se r redução gradual de h, diminuindo a
pressão específica (Ks) na quina e reduzindo a
quantidade de calor gerada na mesma.
• Por outro lado, induz vibrações.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Raio de Quina r:
• Escolha do raio de quina depende da
profundidade de corte (ap) e do avanço (f)
requeridos na operação de corte.
• Grau de acabamento (quantificado pela rugosidade)
obtido na superfície usinada depende em grande
parte de r e do avanço (f).
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Efeito do avanço sobre o acabamento
INFLUÊNCIA DA GEOMETRIA DA
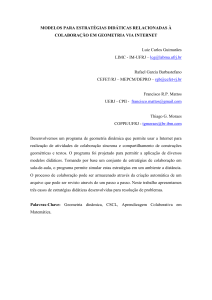
FERRAMENTA
Um raio de quina pequeno, e um raio “Wiper” - Sandvik
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Raio de Quina r:
• r afeta também a quebra dos cavacos gerados na
operação de corte e a resistência mecânica do
inserto.
• r ideal para pequenos ap e reduz vibrações,
em decorrência da força passiva menor; porém,
diminui a resistência da quina.
• r recomendado para grandes ap e f, já que o
gume é mais robusto, melhora a qualidade
superficial; porém, induz vibrações pelo aumento
nas forças radiais.
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Raio de Quina r:
• Forças radiais que tentam empurrar o inserto para
fora da superfície de corte são alteradas para forças
axiais quando a profundidade de corte aumenta.
• Em geral quebra de cavacos melhora com um
raio menor. Como regra geral, ap 2/3 r e/ou f =
1/2 r
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
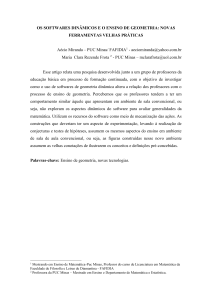
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
Ângulos da ferramenta para a usinagem do aço
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
INFLUÊNCIA DA GEOMETRIA DA
FERRAMENTA
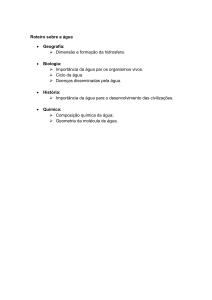
Inserto especial da Iscar para operações de torneamento
Inserto especiais
para o
torneamento