ESTUDO E MONTAGEM DE UM SISTEMA DE TREINAMENTO
OPERACIONAL DE PROCESSOS QUÍMICOS
A. COLMAN1; *, S. K. SILVA1; ** e H. BISPO1; ***
1
Universidade Federal de Campina Grande, Centro de Ciências e Tecnologia, Departamento de
Engenharia Química
*[email protected]; **[email protected]; ***[email protected]
RESUMO – Com sistemas de controles automatizados nas indústrias, operações têm sido
realizadas em computadores junto às telas com interfaces gráficas intuitivas, que
auxiliam no monitoramento em tempo real de variáveis de processo. Tais estações são
restritas quando aplicadas ao treinamento de novos operadores devido às possíveis
perturbações no processo, prejuízos financeiros e riscos de acidentes. Como alternativa,
o processo pode ser simulado e, em conjunto com uma interface gráfica, dá ao Sistema de
Treinamento Operacional (STO). Com o objetivo de se estudar uma metodologia de
construção de um STO, o processo de secagem de 1,2-dicloroetano foi simulado no Aspen
Dynamics® e a interface gráfica da operação foi desenvolvida no sistema supervisório
Wonderware InTouch® através de comunicação OPC. Os resultados mostraram que,
com o desempenho satisfatório e conexões estáveis entre os softwares, o STO apresenta
real potencial de aplicação para treinamento na indústria.
1. INTRODUÇÃO
Devido à expansão da tecnologia da informação e do conhecimento adquirido através da
experiência de acidentes ocorridos na indústria de processos químicos, tem sido cada vez mais
frequente encontrar-se nestas indústrias estações de operação em interfaces gráficas intuitivas. O
uso destas estações de operação reais para treinamento de novos operadores pode trazer
problemas que não se limitam apenas às perturbações do processo ou a prejuízos financeiros, mas
aos acidentes que podem ser causados pelos riscos operacionais (ABDOLHAMIDZADEH et al.,
2011; BRAMBILLA et al., 2011; TAUSEEF et al., 2011).
Para contornar esta situação, algumas propostas de capacitação de operadores têm sido
empregadas através do uso de simuladores de processos químicos juntamente com software
supervisório para ambientação às operações de processo, resultando em um Sistema de
Treinamento Operacional (STO). Estudos realizados por Yang et al. (2001) e Jayanthi et al.
(2011), mostram que operadores devidamente treinados se tornam um ponto crítico para a
rentabilidade e segurança das instalações, pois funcionários os quais estão familiarizados com os
procedimentos de emergência possuem menores chances de cometerem erros durante situações
de processos anormais como, perturbações do processo e procedimentos operacionais de
emergência.
1.1. Sistemas de Treinamento Operacional (STO’s)
O principal papel de um STO é reproduzir o modelo de processo que substitui a planta de
operação real. Assim, no desenvolvimento destes sistemas, as variáveis de processo simuladas
são precisam ser razoavelmente fiéis ao processo real (BRAMBILLA et al., 2011; BALATON et
al., 2013; YANG et al., 2001).
Na indústria de processos químicos, simuladores de treinamento operacional estão se
tornando amplamente utilizados. Com a ajuda destes sistemas vários problemas de
funcionamento e de segurança podem ser analisados, e o corpo de operadores da planta podem
ser treinados para o tratamento de diferentes falhas, sendo submetidas as mais diversas
intempéries no simulador (TAUSEEF et al., 2011; YANG et al., 2001).
1.2. Processo de Secagem do EDC
O modelo escolhido como base para o desenvolvimento do sistema de treinamento se
baseia na secagem do 1,2 – dicloroetano (EDC). O principal equipamento da planta de processo
consiste de uma coluna de destilação de alta pureza a qual explora o comportamento azeotrópico
da mistura EDC-água (MACHADO, 2005; GUEDES, 2006).
A coluna de destilação presente no sistema tem como finalidade desidratar o EDC e
remover a maior parte dos componentes leves. De acordo com a literatura a água forma um
azeótropo de mínimo ponto de ebulição com o 1,2 – EDC e outros hidrocarbonetos clorados com
baixo ponto de ebulição (VASCONCELOS, 2006). Explorando o comportamento azeotrópico, a
água é obtida como destilado, apesar de ser menos volátil do que o EDC. O vapor que sai pelo
topo da coluna é condensado e enviado para o sistema de lavagem por meio de uma corrente de
refluxo retornando novamente para o processo de purificação (GUEDES, 2006).
2. METODOLOGIA
2.1. Metodologia de Montagem do Sistema de Treinamento Operacional
O Sistema de Treinamento Operacional (STO) desenvolvido neste projeto utiliza dois
softwares diferentes, os quais desempenham uma comunicação direta de dados através do
protocolo de linguagem OPC.Aspen Dynamics® é responsável pela simulação do processo de
secagem do 1,2-EDC; Wonderware InTouch®, software de supervisão, trabalha como meio de
comunicação homem-máquina para as entradas e saídas de dados.
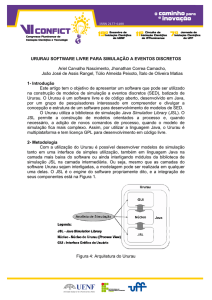
Um fluxograma do funcionamento do Sistema de Treinamento Operacional proposto está
ilustrado na Figura 1.
Figura 1 – Fluxograma do Sistema de Treinamento Operacional.
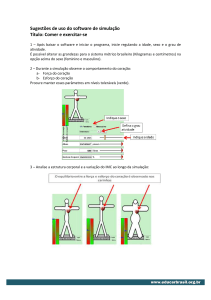
Para o desenvolvimento do Sistema de Treinamento Operacional, dividiu-se o
procedimento de montagem em três etapas assim como segue:
Simulação do processo químico;
Montagem da interface homem-máquina em um software supervisório;
Comunicação entre o software supervisório e o simulador comercial.
O STO pode ser montado em um computador pessoal ou em um computador industrial.
Para a montagem deste STO, foi utilizado um desktop com Sistema Operacional Microsoft
Windows 8.1 Pro® com arquitetura em 64 bits, armazenamento SATA 3.5‟‟ de 1TB, memória
DDR III de 8 GB e processador Intel® Core™ i7-3770 com 1.70 GHz.
2.2. Simulação Fenomenológica Estacionária e Dinâmica – Aspen Plus® /
Aspen Dynamics®
Simulação no Estado Estacionário Aspen Plus®: A constituição do processo em estudo está
baseada em uma coluna de desidratação (secagem) e retirada de leves, sem refluxo, sendo
caracterizada como uma coluna de “stripping”. Uma eficiência de Murphree igual a 64 % para
todos os pratos foi utilizada para este processo, eficiência essa determinada em trabalhos de
Machado (2005) e Guedes (2006). A coluna possui 26 estágios, incluindo o refervedor do tipo
termosifão. O processo simulado foi validado através dos dados obtidos por Guedes (2006).
Para simulação do processo, utilizou-se o modelo NRTL-RK™, tendo em vista equilíbrio
entre as fases líquido-líquido-vapor (ELLV) experimentado na coluna deste problema. Apesar de
a coluna operar a baixas pressões, a fase vapor é considerada não ideal, mas conforme
comparação com Guedes (2006), o modelo NRTL-RK™ reproduz eficientemente o
comportamento termodinâmico do sistema EDC-água para o ponto de azeotropia e solubilidade
do sistema (EDC-água).
Simulação no Regime Dinâmico: O modelo estacionário foi exportado para a plataforma
dinâmica. A malha de controle proposta pelo processo de exportação foi utilizada, porém um
controlador foi incluído a fim de se manter a composição de 1,2-EDC na saída da coluna dentro
das especificações. O controlador PID – Proporcional-Integral-Derivativo – foi utilizado para o
controle de temperatura do 17° prato da coluna, através da manipulação da carga do refervedor.
3. ETAPAS DE MONTAGEM DO STO
3.1. Simulação do Processo
O processo foi simulado através do Aspen Dynamics®, respeitando os valores extraídos da
literatura. A finalidade do processo é a desidratação do EDC para obtenção de um produto que
possua no mínimo 10 ppm de água. A Figura 2 ilustra a planta do processo de secagem do EDC.
3.2. Construção da Interface Homem-Máquina
O Wonderware InTouch® foi empregado na criação de uma interface de comunicação
simplificada para operação da planta de EDC. Através do Wonderware InTouch
WindowMaker®, construiu-se toda área gráfica que será apresentada ao operador, responsável
pela ligação das tags de leitura e escrita.
Figura 2 – Fluxograma do Processo de Desidratação do EDC – Modelagem Dinâmica.
3.3. Comunicação do Supervisório com a Simulação do Processo
A comunicação entre os softwares é realizada através da tecnologia OPC, para isto, utilizase o FS Gateway – programa interno do Wonderware InTouch® - para converter o protocolo de
comunicação, dessa forma ligando clientes e servidores de dados, no caso o servidor serão tanto o
Aspen Dynamics como o Wonderware InTouch.
Para o STO é escrito um total de 32 conexões (tags) através de endereçamento com
tecnologia OPC (Object Linking and Embedding for Process Control) para leitura e escrita de
variáveis entre a aplicação supervisória e a simulação.
O software Aspen Dynamics® oferece a opção de construção da base OPC Client direta
através do „On Line Links‟ disponível no software. Configura-se a conexão com o supervisório,
especificando-se o servidor, as variáveis de entrada / saída, habilitação da transmissão de dados e
nível de impressão das variáveis transportadas. Finalizando a configuração no Aspen
Dynamics®, seleciona-se a tag a qual relacionará a variável desejada. Após a sincronização da
tag criada no InTouch® com a variável do processo dinâmico, só restará a habilitação da
comunicação.
Ativação da Comunicação (Aspen Dynamics®/ Wonderware InTouch®): Para visualização
e operação da aplicação do Sistema de Treinamento Operacional segue-se os seguintes passos:
Iniciar a interface homem-máquina no Wonderware InTouch Window Viewer®,
por onde será feito o monitoramento do processo através das telas previamente
construídas no Wonderware InTouch Window Maker;
Inicialização da simulação dinâmica do processo no Aspen Dynamics®, seguida da
habilitação da comunicação.
4. FUNCIONAMENTO DO STO
O sistema supervisório desenvolvido para o sistema de treinamento operacional do
processo (secagem de 1,2-EDC), possibilita a observação e manipulação das principais variáveis
que influenciam na qualidade final do produto adquirido. Tais variáveis são: pressão, temperatura
e vazão. O sistema de treinamento construído apresenta como tela principal um fluxograma do
processo como um todo, conforme mostra a Figura 3, com equipamentos, fluxos determinadas
correntes de processo – destacados em amarelo. O acesso a janelas é de acesso intuitivo,
possibilitando a visualização do comportamento de equipamentos, correntes de processo, reinício
e parada da simulação.
Figura 3 – Tela principal do Sistema de Treinamento Operacional.
A manipulação de equipamentos, tais como válvulas, é feita através de telas pop-up, onde
pode-se observar a porcentagem em que se encontra a abertura das válvulas; no processo se
encontram inseridas seis válvulas destacadas em verde, como mostra a Figura 3.
Na Figura 4 observam-se as demais telas pop-ups em funcionamento, as quais mostram
variáveis específicas de processo de equipamentos e seu comportamento tais como: o decantador,
a coluna de destilação e as correntes de entrada do processo. Essas telas permitem a manipulação
direta de variáveis dos equipamentos.
(a)
(c)
(b)
(d)
Figura 4 – Telas pop-ups de equipamentos do Sistema de Treinamento Operacional; (a) Corrente
de processo AGUA; (b) Corrente de processo DO REATOR; (c) Equipamento DECANTADOR
e (d) Equipamento COLUNA.
5. CONCLUSÃO
O Sistema de Treinamento Operacional possibilita ao operador um conhecimento e
entendimento pleno de procedimentos e situações presentes em plantas industriais reais. A
viabilidade e funcionalidade da metodologia potencializa a exclusão de condições de risco,
acidentes, perdas materiais e financeiras, uma vez que o treinamento possibilitará a minimização
de tais problemas. As conexões de dados, estabelecidas entre os softwares, evidenciam o bom
resultado desta metodologia de construção dos sistemas de treinamento operacionais para
procedimentos de treinamento reais, como aplicação em diversos processos industriais.
6. REFERÊNCIAS
ABDOLHAMIDZADEH, Bahman et al. Domino effect in process-industry acidentes – an
inventory of past events and idetification of some parts. Journal of Loss Prevention in the Process
Industries, v.24, n. 5, p. 575-593, 2011.
BALATON, M. G.; NAGY, L.; SZEIFERT, F. Operator training simulator process model
implementation of a batch processing unit in a packaged simulation software. Computers &
Chemical Engineering, v. 48, n. 10, p. 335-344, 2013.
BRAMBILLA, Sara; MANCA, Davide. Recommended features of an industrial accident
simulator for the training of operators. Journal of Loss Prevention in the Process Industries, v. 24,
n. 4, p. 344-355, 2011.
GUEDES, B. P. Análise da Sensibilidade e do Comportamento Dinâmico de uma Coluna
de Destilação Azeotrópica Não-Convencional. Dissertação de Mestrado em Engenharia Química
– Curso de Engenharia Química, Universidade Federal de Campina Grande, Campina Grande,
2006.
JAYANTHI, T.; SEETHA, H., NARAYANAN, K.R.S.; JASMINE, N.; NAWLAKHA, R.;
SANKAR, B.; CHAKRABORTY, J.; SAYTANURTY, S.A.V; SWAMINATHAN, P.
Simulation and Integrated Testing of Process Models of PFBR Operator Training Simulator.
Energy Procedia, v. 7, p. 653-659, 2011.
MACHADO, R. B. Redução do Consumo de Energia em um Trem de Destilação. 55 f.
Dissertação de Mestrado em Engenharia Química – Curso de Engenharia Química, Universidade
Federal de Campina Grande, Campina Grande, 2005.
TAUSEEF, S. M.; ABBASI, S. A. Development of a new chemical process industry
accident database to assist in past accident analysis. Journal of Loss Prevention in the Process
Industries, v. 24, n. 4, p. 426-431, 2011.
VASCONCELOS, André Luis Sousa de; VASCONCELOS, Luis Gonzaga Sales; FOSSY,
Michel François. Controle de uma Coluna de Destilação Azeotrópica Não Convencional – Um
Estudo de Caso Industrial. Dissertação de Mestrado em Engenharia Química – Curso de
Engenharia Química, Universidade Federal de Campina Grande, Campina Grande, 2006.
YANG, S. H.; YANG, L.; HE, C. H. Improve Safety of Industrial Processes Using
Dynamic Operator Training Simulators. Process Safety and Environmental Protection, v. 79, n. 6,
p. 329-338, 2001.