Enviado por
common.user7045
Plano Diretor de Automação e Informação

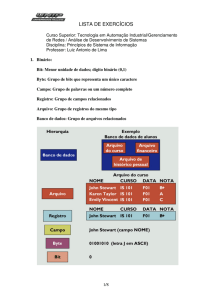
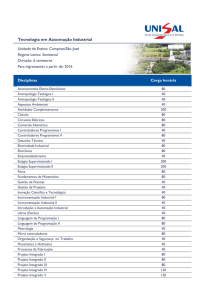
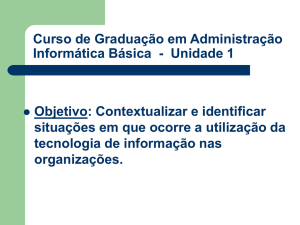
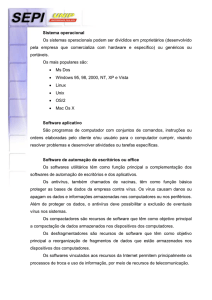
Cliente YARA BRASIL FERTILIZANTES S. A. Projeto Unidade PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO Planta CUBATÃO - SP Área CUB-03 N°. do Cliente - N°. Know How Automação YB-CB3-PDA-REV-0 Título PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 Sistema Data Revisão 06/03/2019 2 Folha 1 CONTROLE DE EMISSÕES REV. 0 1 2 EXEC. André Germano André Germano André Germano VERIF. José Alberto José Alberto José Alberto APROV. CÓD. A A A DATA 29/01/2019 05/02/2019 06/03/2019 DESCRIÇÃO DA EMISSÃO Emissão Inicial para Aprovação Revisão Conforme Comentários Revisão Conforme Reunião Realizada em 08/02/19 CÓDIGO DA EMISSÃO (A) PARA APROVAÇÃO (IC) INFORMAÇÃO/ CONHECIMENTO (C) CERTIFICADO (CL) CANCELADO (AB) AS BUILT OBSERVAÇÕES Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 2 Sumário 1. Objetivo ........................................................................................................................................................................ 4 2. Introdução .................................................................................................................................................................... 4 3. Sistemas de Automação .............................................................................................................................................. 4 3.1 Sistema de Automação da ETA e da ETEL ............................................................................................................ 5 3.1.1 Arquitetura Atual ................................................................................................................................................ 5 3.1.2 Melhorias Propostas .......................................................................................................................................... 7 3.2 Sistema de Automação da Cogeração ................................................................................................................... 8 3.2.1 Arquitetura Atual ................................................................................................................................................ 8 3.2.2 Melhoria Proposta ............................................................................................................................................ 12 3.3 Sistema de Automação da Granulação 1 ............................................................................................................. 12 3.3.1 Arquitetura Atual .............................................................................................................................................. 12 3.3.2 Melhorias Propostas ........................................................................................................................................ 14 3.4 Sistema de Automação da Granulação 2 ............................................................................................................. 14 3.4.1 Arquitetura Atual .............................................................................................................................................. 14 3.4.2 Melhorias Propostas ........................................................................................................................................ 16 3.5 Sistema de Automação da Acidulação ................................................................................................................. 16 3.5.1 Arquitetura Atual .............................................................................................................................................. 16 3.5.2 Melhorias Propostas ........................................................................................................................................ 18 3.6 Sistema de Automação do Sulfúrico ..................................................................................................................... 18 3.6.1 Arquitetura Atual .............................................................................................................................................. 18 3.6.2 Melhorias Propostas ........................................................................................................................................ 20 3.7 Sistema de Automação da 40-SE-10 (Subestação Principal) .............................................................................. 20 3.7.1 Arquitetura Atual .............................................................................................................................................. 20 3.7.2 Melhorias Propostas ........................................................................................................................................ 22 4. Solicitações de Melhorias .......................................................................................................................................... 22 4.1 Laboratório ............................................................................................................................................................ 22 4.2 Produção ............................................................................................................................................................... 23 4.2.1 Implantação de Sistema Supervisório ............................................................................................................. 23 4.2.2 Automação do Sistema de Carregamento de Ácidos ...................................................................................... 23 4.2.3 Implantação do PIMS ....................................................................................................................................... 24 4.2.4 Vulnerabilidade das Estações de Operação .................................................................................................... 24 4.2.5 Válvulas Controladoras de Vazão de Amônia das Granulações ..................................................................... 24 4.2.6 Implantação do Sistema de CFTV ................................................................................................................... 24 4.3 Planejamento e Controle da Produção (PCP) ...................................................................................................... 25 4.4 Meio Ambiente ...................................................................................................................................................... 26 4.5 Manutenção .......................................................................................................................................................... 26 5. Sistemas de Informação ............................................................................................................................................ 28 5.1 Visão Geral do Sistema PIMS............................................................................................................................... 28 5.2 Visão Geral do Sistema LIMS ............................................................................................................................... 31 6. Visão Geral ................................................................................................................................................................. 32 6.1 Sistemas de Controle ............................................................................................................................................ 32 6.2 Redes de Automação............................................................................................................................................ 33 6.3 Historiação de Dados ............................................................................................................................................ 33 6.4 Instrumentação de Campo .................................................................................................................................... 34 7. Recomendações Gerais ............................................................................................................................................. 35 7.1 Obsolecencia dos Componentes Allen-Bradley / Rockwell .................................................................................. 35 7.2 Implantação do Centro Integrado de Controle (CIC) ............................................................................................ 37 7.3 Implantação do Sistema PIMS .............................................................................................................................. 37 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 3 1. Objetivo O objetivo deste documento é apresentar a situação atual da rede de automação industrial e informações do complexo CUB-03 da Yara Brasil Fertilizantes localizado no município de Cubatão – SP e propor melhorias com intuito de otimizar os processos de produção e melhorar o fluxo de informações das unidades. 2. Introdução O Plano Diretor de Automação e Informação se faz necessário para indicar a atual situação do sistema de automação da planta e em qual nível e em quanto tempo a empresa quer alcançar a excelência em seus processos de produção levando sempre em consideração o contexto geral de investimentos do complexo. Fazem parte deste estudo as seguintes unidades do complexo: Sistema de Cogeração Estação de Tratamento de Água – ETA Estação de Tratamento de Efluentes – ETEL Unidade de Granulação Unidade de Ácido Sulfúrico Unidade de Acidulação Tancagem de Ácidos e Amônia 3. Sistemas de Automação O Sistema de Automação do complexo CUB-03 é composto por sete unidades (Cogeração, ETA, ETEL, Granulação 01, Granulação 02, Sulfúrico e Acidulação) onde cada unidade possui o seu Controlador Lógico Programável (PLC) e o seu sistema de supervisão independente, exceto a Estação de Tratamento de Água (ETA) que na situação atual possui uma IHM para supervisão parcial das suas operações. A seguir será mostrado a situação atual do sistema de automação de cada unidade. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 4 3.1 Sistema de Automação da ETA e da ETEL 3.1.1 Arquitetura Atual As figuras abaixo representam a situação atual da arquitetura de automação da Estação de Tratamento de Efluentes – ETEL e da Estação de Tratamento de Água – ETA: Figura 1 – Arquitetura de Automação da ETEL – Documento de Referência: VF_CB3_ETL_DGR_REV_02 Figura 2 – Arquitetura de Automação da ETA – Documento de Referência: VF_CB3_ETL_DGR_REV_02 O sistema de automação da Estação de Tratamento de Efluentes – ETEL é composto por um PLC SLC 500 responsável pela operação e intertravamentos da unidade e um computador onde está instalado o software de supervisão Factory Talk View Site Edition 9.0 onde ambos são do fabricante Allen-Bradley / Rockwell. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 5 A comunicação entre o PLC da unidade e o sistema supervisório é feito através do protocolo de rede ETHERNET/IP. O sistema de automação da ETEL está isolado e não tem interação com os outros sistemas de controle do complexo. Já o sistema de automação da Estação de Tratamento de Água - ETA possui um PLC Micrologix 1100 modelo 1763-L16BWA responsável pela operação e intertravamentos parciais da unidade e uma IHM PanelView modelo 2711CT6T ambos equipamentos também são do fabricante Allen-Bradley / Rockwell. A comunicação entre o PLC da ETA e a IHM de operação também é feito através do protocolo de rede ETHERNET/IP. O PLC da ETA tem um link de comunicação via rádio com o PLC do rio Mogi para monitorar algumas variáveis como mostra a figura abaixo, mas apesar desse link o sistema de automação também está isolado não tendo nenhum tipo de interação com os outros sistemas de controle. Figura 3 – Arquitetura de Automação do PLC do Rio Mogi – Documento de Referência: VF_CB3_ETL_DGR_REV_02 Já existe o link de fibra óptica para ambos os sistemas na rede de automação do site. Os sistemas de automação da ETA e ETEL já estão conectados atualmente a rede de TA devido a existência de um controlador nesta rede responsável pela medição do pH do córrego do índio após o complexo. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 6 3.1.2 Melhorias Propostas Conforme nossos levantamentos em campo são necessários algumas melhorias no sistema de automação atual das duas unidades. A seguir serão listados os principais pontos que devem sofrer as modificações. 1-) Substituição do PLC da Estação de Tratamento de Efluentes – ETEL: A família de controladores SLC 500 de fabricação Allen-Bradley / Rockwell possui alguns módulos já descontinuados. O fabricante recomenda a migração deste controlador para famílias mais atuais. Deste modo recomendamos a substituição para a família ControlLogix já existente em algumas unidades do complexo. 2-) Implantação de Sistema Supervisório na Estação de Tratamento de Água – ETA: É de suma importância a implantação de pelo mesmo uma estação de operação com sistema supervisório para monitoração das variáveis da ETA e do Rio Mogi. Atualmente a unidade não conta com os recursos de gráficos de tendências, historiação de dados e visualização das variáveis de campo. 3-) Integração da ETA com a ETEL na rede de TA: Atualmente a ETA e a ETEL são as únicas unidades que não estão interligadas na rede de TA do complexo, deste modo deve ser previsto que o controlador responsável pela medição do pH do córrego do índio após o complexo seja interligado a rede de TA para possibilitar a integração dos dois sistemas na rede de TA. É importante salientar que os componentes de automação estão vulneráveis quando interligados na rede de TI corporativa. 4-) Vulnerabilidade da Estação de Operação: Atualmente existe apenas uma estação de operação para ETEL. Deste modo caso haja alguma falha nesta estação a planta fica impossibilitada de operar. O ambiente desta sala é agressivo apresentando atmosfera corrosiva e pó em excesso e como é de conhecimento de todos os computadores não são fabricados para essas condições, por isso recomendamos que seja instalada mais uma estação de operação a fim de garantir a continuidade operacional da unidade. Outro fato relevante é que a maioria dos defeitos ocorridos nas estações de operação é no disco rígido. A substituição dos HDs convencionais para os do tipo estado sólido (SSD) poderia diminuir a ocorrência de defeito devido estes não apresentarem partes móveis e terem seu invólucro selado. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 7 5-) Implantação de Sistema Wireless para Medição do pH, Nível e Vazão das Caixas de Captação: Já existe um estudo para implantação de um sistema wireless que irá realizar a medição das variáveis da jusante do córrego do índio e as três caixas de captação de efluente norte, sul e caixa central. As informações destes quatro pontos serão enviadas a uma gateway que será instalada na subestação 40-SE-10. 3.2 Sistema de Automação da Cogeração 3.2.1 Arquitetura Atual A automação da Cogeração do complexo CUB-03 é um dos mais complexos do site tendo em sua arquitetura vários PLCs e vários tipos de protocolos de redes industriais utilizados para comunicação com remotas de campo, dispositivos dentro de CCMs e comunicação com outros PLCs. A figura abaixo representa a arquitetura de automação que controla toda a lógica de operação, intertravamentos, monitoração das variáveis de campo e gerenciamento de alarmes da unidade. Figura 4 – Arquitetura de Automação do PLC da Cogeração – Documento de Referência: VF_CB3_S14_DGR_REV_03 O sistema de automação da Cogeração é constituído por um PLC ControlLogix modelo 1756-L62 e o seu sistema de supervisão é integrado junto ao supervisório da unidade de ácido sulfúrico. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 8 Também existe um controlador ControlLogix modelo 1756-L61 no sistema de automação da Cogeração responsável por controlar, monitorar e fazer todo o gerenciamento do Gerador de fabricação WEG e o seu sistema de supervisão também é integrado junto ao supervisório da unidade de ácido sulfúrico. No controlador do gerador está instalado um cartão de rede MODBUS RTU onde são monitoradas variáveis do painel de proteção e do painel de excitação do Gerador WEG. No rack do controlador da cogeração está instalado um cartão de rede CONTROLNET modelo 1756-CNB responsável por estabelecer o link de comunicação com a remota de campo FLEX I/O onde são monitoradas e controladas as variáveis do ventilador 14-SO-02. No mesmo rack também está instalado o cartão de rede MODBUS TCP/IP modelo MVI56-MNET para monitoração dos relês de proteção SEPAM da subestação 40-SE-14. A figura abaixo mostra todos os relês que são monitorados pelo PLC da Cogeração. Figura 5 – Relês de Proteção e Multimedidores da Subestação 40-SE-14 – Documento de Referência: VF_CB3_S14_DGR_REV_03 Os Multimedidores de energia estão conectados na rede de TA e estão interligados na rede de TI sem um Firewall para segurança das informações. Sugerimos a inclusão de um Firewall para subir as informações para o nível Corporativo. Todas as informações dos dispositivos são enviadas através do protocolo de rede MODBUS TCP/IP a Subestação Principal onde existe o gerenciador de energia HX 900 de fabricação Schneider Eletric localizado na subestação principal responsável pelo gerenciamento e armazenamento de todos os dados. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 9 Ainda no sistema da cogeração também existe um cartão de rede DEVICENET responsável pelo acionamento e monitoramento dos motores dos CCM 14-CCM-01 e 14-CCM-02 representados na figura abaixo. Figura 6 – Motores dos CCMs 14-CCM-01 e 14-CCM-02 – Documento de Referência: VF_CB3_S14_DGR_REV_03 Para controle e monitoramento da Turbina de fabricação NG existe um controlador da família ControlLogix modelo 1756-L71 do fabricante Allen-Bradley / Rockwell e o seu sistema de supervisão também é integrado junto ao supervisório da unidade de ácido sulfúrico. Para o monitoramento das variáveis desse controlador existe uma IHM PanelView onde a comunicação é feita através do protocolo de rede ETHERNET/IP. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 10 O controlador da Turbina NG comunica com o monitor de vibração desta turbina através do cartão de rede MODBUS TCP/IP modelo MVI56-MNET e também aciona e monitora os motores do CCM 14-CCM-02 através do cartão de rede DEVICENET modelo 1756-DNB como mostra a figura abaixo. Figura 7 – PLC da Turbina NG e Motores do 14-CCM-02 – Documento de Referência: VF_CB3_S14_DGR_REV_03 Todos os três controladores do sistema de automação da cogeração estão interligados na rede de TA do site e trocam informações entre eles através da rede ETHERNET/IP. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 11 O sistema de automação da cogeração também troca informações com o sistema de controle da unidade de ácido sulfúrico e o PLC da subestação principal. 3.2.2 Melhoria Proposta 1-) Substituição dos Controladores Descontinuados: Os controladores da família ControlLogix modelos 1756-L61 e 1756-L62 existentes no sistema de automação da Cogeração pararam de ser fabricados em 06 de janeiro de 2017. A fabricante Allen-Bradley / Rockwell recomenda que estes módulos sejam substituídos pelos módulos 1756-L71 e 1756L72 respectivamente. A figura o fabricante mostra a descontinuidade dos controladores. Figura 8 – Controladores Descontinuados – Informação coletada em 01/2019 no site da Rockwell Automation 3.3 Sistema de Automação da Granulação 1 3.3.1 Arquitetura Atual O sistema de automação da unidade de Granulação 1 é composta por dois PLCs SLC 500, sendo um SLC 500, modelo 5/05 responsável por controlar a unidade e o outro modelo 5/03 por controlar a fornalha de gás da unidade. Todas as informações dos dois controladores são disponibilizadas para uma estação de operação onde está instalado o software de supervisão Factory Talk View Site Edition 9.0 onde ambos são de fabricação Allen-Bradley / Rockwell. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 12 O sistema supervisório está localizado na sala de controle central das unidades de Granulação 1, Granulação 2 e a unidade de Acidulação conforme mostra a figura abaixo. Figura 9 – Arquitetura de Automação da Granulação 1 – Documento de Referência: VF_CB3_G01_DGR_REV_02 No rack do PLC da unidade existe um cartão de rede CONTROLNET modelo 1747-SCNRI responsável por estabelecer a comunicação com a remota de campo FLEX I/O onde são monitoradas variáveis dos motores do CCM da Granulação 1. A figura abaixo mostra a remota de campo instalada dentro do CCM da Granulação 1. Figura 10 – Remota de Campo da Granulação 1 – Documento de Referência: VF_CB3_G01_DGR_REV_02 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 13 Todo o sistema de automação da Granulação 1 já está interligado na rede de TA do site através de fibra óptica, porém não existe nenhuma troca de dados entre a Granulação e as outras unidades do site. Apenas os PLCs da unidade e da fornalha trocam informações entre si. 3.3.2 Melhorias Propostas Abaixo os pontos levantados onde se faz necessário a melhoria do sistema de automação da Granulação 1. 1-) Substituição dos PLCs (Unidade e da Fornalha): O processo de substituição dos PLCs da família SLC 500 para família ControlLogix se encontra em andamento faltando definir a data de implantação. Deste modo será instalado um único controlador ControlLogix para controle da Unidade e Fornalha. 2-) Substituição da Rede de Comunicação entre o PLC e a Remota de Campo: Devido a problemas de corrosão e indução já ocorridos com o cabo da rede CONTROLNET que interliga a remota de campo instalada no CCM com o PLC SLC 500 da unidade, recomendamos que esta rede seja substituída para o protocolo de rede ETHERNET/IP em fibra óptica. 3-) Vulnerabilidade da Estação de Operação: Atualmente existe apenas uma estação de operação para Granulação 1. Deste modo caso haja alguma falha nesta estação a planta fica impossibilitada de operar. O ambiente desta sala é agressivo apresentando atmosfera corrosiva e pó em excesso e como é de conhecimento de todos os computadores não são fabricados para essas condições, por isso recomendamos que seja instalada mais uma estação de operação a fim de garantir a continuidade operacional da unidade. Outro fato relevante é que a maioria dos defeitos ocorridos nas estações de operação é no disco rígido. A substituição dos HDs convencionais para os do tipo estado sólido (SSD) poderia diminuir a ocorrência de defeito devido estes não apresentarem partes móveis e terem seu invólucro selado. 3.4 Sistema de Automação da Granulação 2 3.4.1 Arquitetura Atual O sistema é composto pelo controlador ControlLogix modelo 1756-L62 responsável pela operação e intertravamentos da unidade e da fornalha de gás e um computador onde está instalado o software de supervisão Factory Talk View Site Edition 9.0 onde ambos são do fabricante Allen-Bradley / Rockwell. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 14 O sistema supervisório está localizado na sala de controle central das unidades de Granulação 1, Granulação 2 e a unidade de Acidulação conforme mostra a figura abaixo. Figura 11 – Arquitetura de Automação da Granulação 2 – Documento de Referência: VF_CB3_G02_DGR_REV_02 No rack do PLC da unidade existe um cartão de rede CONTROLNET modelo 1756-CNB responsável por estabelecer a comunicação com a remota de campo FLEX I/O onde são monitoradas variáveis dos motores do CCM da Granulação 2. A figura abaixo mostra a remota de campo instalada dentro do CCM da Granulação 2. Figura 12 – Remota de Campo da Granulação 2 – Documento de Referência: VF_CB3_G02_DGR_REV_02 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 15 O sistema de automação da Granulação 2 também já está interligado na rede de TA do site através de fibra óptica, porém não existe nenhuma troca de dados entre a Granulação 2 e as outras unidades do site. 3.4.2 Melhorias Propostas Abaixo os pontos levantados onde se faz necessário a melhoria do sistema de automação da Granulação 2. 1-) Substituição do Controlador Descontinuado: O controlador da família ControlLogix modelo 1756-L62 existente no sistema de automação da Granulação 2 parou de ser fabricado em 06 de janeiro de 2017. A fabricante Allen-Bradley / Rockwell recomenda que este módulo seja substituído pelos módulos 1756-L71 ou 1756-L72. 2-) Substituição da Rede de Comunicação entre o PLC e a Remota de Campo: Devido a problemas de corrosão e indução já ocorridos com o cabo da rede CONTROLNET que interliga a remota de campo instalada no CCM com o PLC SLC 500 da unidade, recomendamos que esta rede seja substituída para o protocolo de rede ETHERNET/IP em fibra óptica. 3-) Vulnerabilidade da Estação de Operação: Atualmente existe apenas uma estação de operação para Granulação 2. Deste modo caso haja alguma falha nesta estação a planta fica impossibilitada de operar. O ambiente desta sala é agressivo apresentando atmosfera corrosiva e pó em excesso e como é de conhecimento de todos os computadores não são fabricados para essas condições, por isso recomendamos que seja instalada mais uma estação de operação a fim de garantir a continuidade operacional da unidade. Outro fato relevante é que a maioria dos defeitos ocorridos nas estações de operação é no disco rígido. A substituição dos HDs convencionais para os do tipo estado sólido (SSD) poderia diminuir a ocorrência de defeito devido estes não apresentarem partes móveis e terem seu invólucro selado. 3.5 Sistema de Automação da Acidulação 3.5.1 Arquitetura Atual A unidade de Acidulação possui em seu sistema de automação um controlador ControlLogix modelo 1756-L62 responsável pela operação, intertravamentos, instrumentação de campo e gerenciamento de todos os alarmes da unidade. O software do sistema de supervisão da unidade também é o Factory Talk View Site Edition 9.0. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 16 Uma particularidade desta unidade é a existência de dois computadores com sistema supervisório sendo um computador instalado na sala de controle central das unidades de Acidulação, Granulação 1 e Granulação 2 e outro instalado junto a unidade, porém nessa estação de campo só é possível visualizar as variáveis de campo. Tanto o controlador quanto o software de supervisão são do fabricante Allen-Bradley / Rockwell. O controlador desta unidade é formado por dois racks que estão interligados através de dois cartões de rede CONTROLNET modelo 1756-CNB e uma remota de campo FLEX I/O onde são monitoradas variáveis dos motores do CCM da Acidulação. No rack principal também existe o cartão de rede DEVICENET modelo 1756-DNB responsável por estabelecer a comunicação do controlador com os inversores de fabricação WEG que acionam os motores do sistema de moagem da unidade localizados no CCM da Acidulação. O PLC também comunica com as Balanças de Rocha da unidade através do cartão de rede MODBUS RTU modelo MVI56-MCM. Figura 13 – Arquitetura de Automação da Acidulação – Documento de Referência: VF_CB3_SPR_DGR_REV_02 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 17 A unidade de Acidulação já está interligada na rede de TA do complexo através de fibra óptica, mas assim como as outras unidades opera de forma isolada não existindo nenhuma interação com os outros sistemas de controle. 3.5.2 Melhorias Propostas Abaixo os pontos levantados onde se faz necessário a melhoria do sistema de automação da unidade de Acidulação. 1-) Substituição do Controlador Descontinuado: O controlador da família ControlLogix modelo 1756-L62 existente no sistema de automação da Acidulação parou de ser fabricado em 06 de janeiro de 2017. A fabricante Allen-Bradley / Rockwell recomenda que este módulo seja substituído pelos módulos 1756-L71 ou 1756-L72. 2-) Substituição da Rede de Comunicação entre o PLC e a Remota de Campo: Devido a problemas de corrosão e indução já ocorridos com o cabo da rede CONTROLNET que interliga a remota de campo instalada no CCM com o PLC SLC 500 da unidade, recomendamos que esta rede seja substituída para o protocolo de rede ETHERNET/IP em fibra óptica. 3-) Vulnerabilidade da Estação de Operação: Conforme já mencionada para outras unidades, as estações de operação estão instaladas em ambientes bastantes agressivo. Como na Acidulação existem duas estações de operação a continuidade operacional da unidade não ficaria comprometida se as duas estações pudessem receber comandos do operador. Vale lembrar que a estação de campo é só para visualização. Sugerimos que seja configurado um LOGIN com senha que quando ativado a estação fique apenas modo de visualização e quando houver outro LOGIN a estação trabalhe normalmente com todos os comandos ativos. A recomendação da substituição dos discos rígidos convencionais para discos de estado sólido (SSD) são válidas para esta unidade também. 3.6 Sistema de Automação do Sulfúrico 3.6.1 Arquitetura Atual A arquitetura de automação da unidade de ácido sulfúrico é composta pelo controlador ControlLogix modelo 1756-L62 responsável pela operação, intertravamentos, instrumentação de campo e gerenciamento de todos os alarmes da unidade. O software do sistema de supervisão também é o Factory Talk View Site Edition 9.0 que está instalado em três estações de operação independentes localizados dentro da sala de operação da unidade. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 18 O controlador desta unidade é formado por dois racks que estão interligados através de dois cartões de rede CONTROLNET modelo 1756-CNB. O queimador da unidade possui um PLC MicroLogix 1400 independente, responsável pela operação e toda a parte de segurança do equipamento. Todos os seus status do queimador são monitorados no sistema supervisório da unidade. Na automação do Sulfúrico também existe um PLC MicroLogix 1100 que recebe as informações do sistema de detecção de gases SO2 através de uma Gateway Wireless. O sistema de tancagem de ácidos também envia algumas as informações de nível dos tanques 07-LIT-01A, B, C, D, 02A e C através da Gateway Wireless Hart que está instalada na sala de operação da tancagem interligada na rede de TI. As figuras abaixo representam a arquitetura da rede de automação atual da unidade. Figura 14 – Instrumentação da Tancagem de Ácidos – Documento de Referência: VF_CB3_SUF_DGR_REV_02 Figura 15 – Arquitetura de Automação do Sulfúrico – Documento de Referência: VF_CB3_SUF_DGR_REV_02 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 19 3.6.2 Melhorias Propostas 1-) Substituição do Controlador Descontinuado: O controlador da família ControlLogix modelo 1756-L62 existente no sistema de automação da unidade de Ácido Sulfúrico parou de ser fabricado em 06 de janeiro de 2017. A fabricante Allen-Bradley / Rockwell recomenda que este módulo seja substituído pelos módulos 1756-L71 ou 1756-L72. 2-) Vulnerabilidade da Estação de Operação: Conforme já mencionada para outras unidades, as estações de operação estão instaladas em ambientes bastantes agressivo. Como na unidade de Ácido Sulfúrico existem três estações de operação a continuidade operacional da unidade não ficaria comprometida. A recomendação da substituição dos discos rígidos convencionais para discos de estado sólido (SSD) são válidas para esta unidade também. 3-) Implantação da Rede de TA na Sala da Tancagem: Sugerimos que a rede de TA seja continuada e envolva o a sala de operação do sistema de Tancagem de Ácidos. 3.7 Sistema de Automação da 40-SE-10 (Subestação Principal) 3.7.1 Arquitetura Atual A Subestação Principal do complexo CUB-03 também tem o seu sistema de automação próprio composto por um controlador ControlLogix modelo 1756-L62 e suas informações são exibidas nas estações de operação da unidade de ácido sulfúrico. O conjunto do controlador da subestação é composto por apenas um rack onde estão instalados os cartões com os pontos de I/O de todo o sistema e também os cartões de comunicação. Todos os multimedidores de energia mandam as informações para o gerenciador de energia HX 900 de fabricação Schneider Eletric que tem como função o gerenciamento e armazenamento das informações. No mesmo rack também estão instalados dois cartões de rede MODBUS TCP/IP modelo MVI56-MNET, onde é feita a comunicação com os relês SEPAM da subestação principal e da subestação da ETEL 40-SE-30. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 20 Abaixo a figura mostra a atual arquitetura da rede de automação da subestação principal 40SE-10. Figura 16 – ENGECOMP e PLC da 40-SE-10 – Documento de Referência: VF_CB3_S10_DGR_REV_03 Figura 17 – Relês SEPAM e Multimedidores da 40-SE-10 – Documento de Referência: VF_CB3_S10_DGR_REV_03 Figura 18 – Relês SEPAM e Multimedidores da 40-SE-30 – Documento de Referência: VF_CB3_S10_DGR_REV_03 Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 21 3.7.2 Melhorias Propostas 1-) Substituição do Controlador Descontinuado: O controlador da família ControlLogix modelo 1756-L62 existente no sistema de automação da Subestação Principal – 40-SE-10 parou de ser fabricado em 06 de janeiro de 2017. A fabricante Allen-Bradley / Rockwell recomenda que este módulo seja substituído pelos módulos 1756-L71 ou 1756-L72. 4. Solicitações de Melhorias Durante o levantamento das informações em campo foram realizadas reuniões com as equipes técnicas de todos os setores do complexo CUB-03 com o objetivo de entender as reais necessidades voltadas a automação industrial e informação. A seguir serão relatadas as necessidades que casa setor salientou durante as reuniões. 4.1 Laboratório As necessidades apontadas pelo setor de laboratório basicamente são as mesmas dos outros dois complexos de Cubatão (CUB-01 e CUB-02). O principal ponto levantado pelo setor foi a integração dos equipamentos de laboratório com o Sistema LIMS. Abaixo alguns pontos de melhorias em que a implantação do sistema LIMS proporcionaria: Melhora no sistema de rastreabilidade das amostras coletadas Melhora no sistema de rastreabilidades das análises Melhoria no fluxo das informações entre as unidades e o laboratório Melhoria na gestão das amostras Aumento da confiabilidade das informações geradas Integração do sistema LIMS com o PIMS / SAP Hoje em dia a integração dos dados de processo com o sistema de analise, muitas vezes é feito por planilhas distribuídas em pastas públicas, gerando dessa forma demora na publicação dos resultados e muitos erros de digitação. Com o sistema LIMS também é possível realizar o controle de validade da calibração de todos os equipamentos integrados no sistema evitando dessa forma a utilização de um equipamento com a data de calibração vencida. O sistema também pode alertar os usuários quando algum equipamento estiver próximo do vencimento de sua calibração. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 22 Outro ponto levantado foi a existência de equipamentos muito antigos que estão defasados em relação ao mercado atual, tendo como principal dificuldade a manutenção e a substituição de peças. Um ponto favorável para implantação do sistema LIMS é a padronização do fabricante de todos os equipamentos de análise. Cromatógrafos, tituladores e pHmetros são do mesmo fabricante. 4.2 Produção As principais necessidades levantadas pelo setor de produção foram basicamente: Implantação de Sistemas Supervisório Implantação do PIMS Implantação de CFTV Automação de Equipamentos de Campo 4.2.1 Implantação de Sistema Supervisório Algumas unidades do complexo CUB-03 ainda não possuem o seu sistema de supervisão dificultando o monitoramento de variáveis importantes para o setor de produção. Para o setor de produção seria importante a implantação de sistema de supervisão da Estação de Tratamento de Água – ETA e na Tancagem de Ácidos e Amônia. Atualmente a operação destas duas unidades operam de forma rudimentar. 4.2.2 Automação do Sistema de Carregamento de Ácidos Atualmente todo o sistema de carregamento de ácidos é realizado de forma manual. Como se trata de carregamento de ácidos essa operação é feita de forma manual e como sugestão o sistema deve ser automatizado diminuindo a intervenção humana e aumentando a precisão do sistema de carregamento. A fim de melhorar a segurança dos colaboradores da Yara Brasil Fertilizantes, bem como a precisão dos valores carregados. Os responsáveis da produção apontaram o carregamento de carretas como um dos pontos mais críticos, necessitando de um sistema de automação urgente. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 23 4.2.3 Implantação do PIMS Assim como o LIMS a implantação do sistema PIMS é um ponto primordial para a avanço do sistema de informações do complexo. A produção necessita dessa ferramenta integrada a todas as unidades do complexo para melhora no fluxo e principalmente na rastreabilidade das informações enviadas pelo processo. 4.2.4 Vulnerabilidade das Estações de Operação Conforme já mencionado anteriormente algumas unidades (Granulação 1, Granulação 2, ETEL) possuem apenas uma estação de operação cada. Deste modo esta vulnerabilidade é mais uma preocupação dos responsáveis da produção. Podem ser adotadas as medidas mencionadas anteriormente em cada uma das unidades. O cenário ideal é que cada unidade tenha pelo menos duas estações de operação trabalhando simultaneamente para no caso de falha de alguma a outra possa suprir a necessidade e a unidade continue com suas operações normalmente. 4.2.5 Válvulas Controladoras de Vazão de Amônia das Granulações O setor de produção apontou como importante a automação das válvulas controladoras de vazão de amônia das duas unidades de Granulação. Hoje em dia já existe a medição da vazão de amônia, porém não existem as válvulas de controle. Todo o controle é feito manualmente pelo operador de cada unidade. 4.2.6 Implantação do Sistema de CFTV Circuito fechado de televisão (CFTV) é uma tecnologia baseada no monitoramento de ambientes através de câmeras analógicas ou digitais que se difundiu bastante nos últimos anos em ambientes industriais. De maneira simplificada, trata-se da colocação de câmeras em pontos estratégicos do ambiente ou equipamento a ser monitorado. Com isso, as imagens captadas são transmitidas para um ou mais pontos de visualização, e armazenadas para uma consulta futura caso haja alguma ocorrência. O setor de produção levantou alguns equipamentos onde seriam necessários à instalação de câmeras devido o acesso estes equipamentos ser ruim ou a distância da sala de operação ser muito longa dificultando qualquer ação do operador. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 24 Os equipamentos citados foram: Granulações: 26-CT-20 26-CT-21 30-CT-17 Acidulação: 20-CT-07 20-CT-08 20-CT-10 Estação de Tratamento de Efluentes: Filtro 61-FL-01 Pátio de Torta Ácido Sulfúrico: 10-CT-01 10-FN-01 10-MG-01 Armazéns: Armazém 1 Armazém 4 Recomendamos que não seja utilizada a rede de TA para o CFTV. Devido ao grande trafego de informações proveniente das câmeras, a rede de TA pode ficar sobrecarregada. Outro ponto importante é que os responsáveis por manutenção do CFTV e da Automação geralmente não são os mesmos e desta forma podem ser utilizados endereços duplicados e desligamento de switch erroneamente ocasionando perda de produção. 4.3 Planejamento e Controle da Produção (PCP) O Planejamento e Controle da Produção, o PCP, é um processo que auxilia o gerenciamento das principais operações de uma empresa. Nesse caso, quando falamos de planejamento, nos referimos ao gerenciamento que estabelece antecipadamente quais são os objetivos a serem atingidos e como alcançá-los por meio da otimização e recursos de entrada. Nele, é necessário fazer as seguintes perguntas: como, quando e o que deve ser feito para cumprir as metas propostas. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 25 Já o controle é a função administrativa que visa medir e corrigir o desempenho para certificar que os projetos estão sendo realizados conforme o planejado e da melhor maneira possível. Assim como os outros setores do complexo o setor de Planejamento e Controle da Produção (PCP) salientou a importância da implantação do sistema PIMS para centralização das informações recebidas das unidades. O PCP também informou a necessidade de medição e controle dos seguintes pontos: Melhoria no sistema de medição de nível do silo de cal da ETEL; Controle / Medição da borra gerada nos filtros de fusão de enxofre; Medição de enxofre sólido na moega; Implantação do medidor de vazão mássica de ácido sulfúrico; Implantação do sistema de medição de vapor e água das Granulações; Controle / Medição do subproduto INERTE gerado pela ETEL. 4.4 Meio Ambiente O setor de meio ambiente tem como principal função o controle dos impactos ambientais provocados por um processo industrial. A implementação de um Sistema de Gestão Ambiental (SGA) constitui uma estratégia para que a indústria, em processo contínuo, identifique oportunidades de melhorias que reduzam os impactos das atividades de sua empresa sobre o meio ambiente. A tendência atual é que as indústrias façam do seu desempenho ambiental um fator diferencial no mercado. O que significa, em alguns casos, adotar requisitos internos até mais restritivos que os legalmente impostos no país. O principal ponto apontado pelo setor de meio ambiente foi devido a uma nova resolução implantada pelo Departamento de Águas e Energia (DAEE) onde é exigido a implantação de um medidor de vazão magnético para medir a captação de água do complexo. O meio ambiente também julga importante a implantação de sistemas de medição de vazão de efluente a ser tratado pela ETEL, bem como a água de reuso das caixas de drenagem. 4.5 Manutenção A função do setor de manutenção é de suma importância para as organizações e deve trabalhar de forma que haja sinergia entre o setor executante e os setores operacionais, pois dessa forma colaborativa os resultados tornam-se melhores. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 26 A manutenção precisa estar voltada para os resultados empresariais da organização, deixar de ser apenas eficiente para se tornar eficaz; ou seja, não basta apenas reparar o equipamento ou instalação tão rápido quanto possível, mas é preciso, principalmente, manter a função do equipamento disponível para operação, reduzindo a probabilidade de uma parada de produção não planejada. A manutenção deve dominar o conhecimento das melhores técnicas disponíveis para que não seja sempre surpreendida com a indisponibilidade de equipamentos e instalação, perda de produção, má qualidade dos produtos ou serviços, acidentes causados por falta de manutenção, etc. Os pontos descritos a seguir foram apontados pela Manutenção como de suma importância para melhoria e evolução dos sistemas existentes. Implantação de Sistema Supervisórios: como já abordado por outros setores, a manutenção também julga importante a implantação de sistemas supervisórios na Estação de Tratamento de Água, Tancagem de Ácidos e Amônia e no sistema de Descarga de Rocha. Implantação do Sistema PIMS: o setor de manutenção também apontou a implantação do PIMS muito importante. Para manutenção a fatia referente ao gerenciamento de energia necessita do sistema PIMS par ter melhor eficiência e rastreabilidade das informações. Substituição do PLC do Sistema de Emergência: o controlador usado atualmente é de fabricação Panasonic modelo FPO-C14RS e já está obsoleto no mercado. Outro ponto é que só existe esse no complexo inteiro sendo diferente de todos os controladores. Caso haja algum problema com o seu hardware será muito difícil a substituição e o prazo será alto. Para solução desse problema sugerimos a substituição deste controlador por um Micrologix 1100 que já existe no complexo CUB-03. Implantação do Sistema de Gerenciamento de Ativos para Instrumentação de Campo: com o avanço tecnológico da microeletrônica associada a tecnologia da informação (TI), hoje temos instrumentos cada vez mais inteligentes, não só desempenhando suas funções primárias, mas também entregando inteligência ao processo e uma série de informações como status de falhas, diagnósticos e auto testes, resultando em tomadas de decisões na manutenção, otimizando recursos e reduzindo custos dos processos. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 27 Com a instrumentação inteligente, utilizando redes industriais de campo, os instrumentos, de simples geradores de informações primárias das variáveis do processo, passaram a ser tratados como ativos, e podem estar conectados a sistemas de gestão de ativos, onde os dados são coletados automaticamente e analisados através de modelos, dando aos técnicos e gestores de manutenção informações e conhecimento do ativo, necessários, por exemplo, à efetivação ou não de reparos e antecipando quebras previstas. Medição de todas as fontes geradoras e consumidoras de vapor e água: atualmente não existe a medição de todas as fontes geradoras de vapor e água impossibilitando o controle do setor de produção. Computadores de Backup das estações de operação: esse ponto também foi levantado pelo setor de produção. Hoje em dia só existe um computador que serve de backup para atender a todas as unidades. Indicação de Nível dos Tanques de Ácidos: implementar a indicação de nível dos tanques 07-TQ-01A, B, C e D no sistema supervisório da unidade de ácido sulfúrico. Essas indicações só existem na sala de operação da Tancagem. Medição na fonte geradora e consumidores de ar comprimido: atualmente não existe a medição de vazão e pressão na fonte geradora e nos pontos de consumo de ar comprimido. 5. Sistemas de Informação 5.1 Visão Geral do Sistema PIMS O sistema PIMS ou Plant Information Management Systems são sistemas que adquirem dados de processo de diversas fontes, os armazenam num banco de dados históricos e os disponibilizam através de diversas formas de representação. Dessa forma, o sistema PIMS surgiu para resolver o problema da fragmentação de dados nas plantas e proporcionar uma visão unificada do processo. A partir do sistema, é possível visualizar tanto os dados de tempo real como históricos da planta. Além disso, a informação pode ser representada a partir de tabelas, gráficos de tendência e sinópticos, concentrando em uma única base de dados informação sobre todos os aspectos de uma planta. O principal papel de um sistema PIMS é concentrar os dados de diferentes fontes, transformá-los em informação e informação em conhecimento. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 28 A aquisição de dados de diversas fontes como PLCs, SCADA, SDCDs, geralmente é a partir da interface OPC DA/OPC UA. A figura abaixo representa os níveis de gerência de processos de automação industrial e seus respectivos ambientes operacionais de sistema. Figura 19 – Gerência de Processos de Automação Industrial São muitos os benefícios gerados pela implantação do Sistema de PIMS, entre muitos se destacam: Centralização dos dados de processo: o sistema PIMS concentram todas as informações em uma única base de dados de forma a permitir uma melhor correlação e analise sobre esses dados. Democratização da informação: o PIMS possibilita que qualquer usuário tenha acesso aos dados da planta instantaneamente. Visualização do processo produtivo em tempo real: tal visualização pode ser feita de diversas formas, como: gráficos de tendência, relatórios dinâmicos, telas sinóticas, aplicações Web entre outras. Maior interatividade com os dados de processo: ferramentas simples mais poderosas permitem realizar, entre outras funcionalidades, cálculos, estudos estatísticos e lógica de eventos, utilizando os dados de processo. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 29 Todos estes benefícios combinados entre si permitem que, tanto o engenheiro de processo quanto o operador de planta, encontrem respostas para o comportamento positivo ou negativo do processo e alcancem o pleno conhecimento de sua planta, podendo assim atuar de forma a buscar os melhores resultados. Abaixo um exemplo do tipo de arquitetura do sistema PIMS. Figura 20 – Exemplo de Arquitetura do Sistema PIMS Para a conclusão desse tópico o sistema PIMS é uma solução tecnológica fundamental para os processos produtivos. Os benefícios promovidos pela implantação do sistema PIMS para gerenciamento das informações de uma planta trazem ganhos potenciais como a sustentação para tomadas de decisão dos níveis táticos e estratégicos de uma empresa, que pode ser evidenciada na melhoria da qualidade dos produtos finais, diminuição dos custos operacionais e redução da variabilidade do processo. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 30 5.2 Visão Geral do Sistema LIMS Os sistemas de gerenciamento de informações laboratoriais são conhecidos genericamente como LIMS (acrônimo para Laboratory Information Management System) e consistem em sistemas especialistas cujo objetivo principal é permitir uma gestão eficiente dos processos, atividades e informações de qualidade geradas por um laboratório.A adoção de um LIMS e a automação dos processos, apresenta-se como uma alternativa gerencial bastante adequada para que os laboratórios consigam equalizar quatro variáveis críticas: Produtividade, Qualidade, Custo e Tempo de Resposta. A seguir iremos apresentar a síntese dos principais benefícios que são conquistados com a implantação do sistema LIMS. Organização e otimização da rotina operacional do laboratório: As funcionalidades de um LIMS permitem estabelecer fluxos de trabalho bem definidos; organiza as tarefas diárias por meio de diversos mecanismos de controle de prazos e garante assim melhor priorização e controle das tarefas pendentes. Eliminação da transcrição manual de dados: Um LIMS permite realizar a aquisição de dados diretamente dos equipamentos, evita erros inerentes à transcrição manual de informações e agiliza o processo analítico. Redução de custos operacionais do laboratório: A utilização de um sistema LIMS aumenta a eficiência laboratorial e permite aos gestores “fazer mais com menos”, o que reduz os custos operacionais do laboratório. Controle de insumos e equipamentos: As ferramentas de um sistema LIMS facilitam o controle dos insumos utilizados no processo analítico e o monitoramento do status e execução das calibrações dos equipamentos. Rastreabilidade ampla e consistente das ações realizadas no LIMS: Um LIMS possibilita a rastreabilidade do histórico do ciclo de vida das amostras e das análises realizadas, bem como os responsáveis e a data/hora das alterações. Padronização dos processos: Através da maior aderência aos procedimentos operacionais estabelecidos por meio da informatização e obrigatoriedade de etapas e centralização das informações, o LIMS contribui para a padronização dos processos. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 31 Armazenamento, centralização, integridade e confiabilidade dos dados: Um LIMS possibilita: Garantia da autoria das informações registradas e registro das alterações realizadas; Controle do acesso obtido através de senhas e perfis de acordo com autonomia e conhecimento; Robustez na validação e armazenamento dos dados por meio de criptografia. Aumento da produtividade do laboratório: O conjunto das funcionalidades do LIMS otimizam os processos, reduzem as tarefas repetitivas, eliminam a necessidade de transcrição manual, agilizam a emissão de resultados, aumentam a eficiência e consequentemente a produtividade do laboratório. A adoção de Sistemas de Gerenciamento de Informações Laboratoriais representa uma evolução das práticas de gestão em laboratórios de controle de qualidade industrial e contribui para que sejam mais confiáveis, produtivos, ágeis e, consequentemente, com menor custo. 6. Visão Geral 6.1 Sistemas de Controle O que se refere a sistemas de controle o complexo CUB-03 está padronizado. Todos os controladores do site são de fabricação Allen-Bradley / Rockwell, porém ainda existe uma certa variedade quanto as famílias utilizadas. As unidades que ainda possuem o PLC SLC 500 devem ser substituídos imediatamente pois o mesmo deixou de ser comercializado. As unidades que possuem controladores das famílias ControlLogix e MicroLogix não precisam se preocupar nesse momento, pois as duas famílias são bastantes usuais no mercado da automação. Os sistemas supervisórios também estão padronizados e atualizados. O software supervisório usado em as unidades é o Factory Talk View Studio versão 9.0 de fabricação Allen-Bradley / Rockwell. Isso é ponto positivo para a automação do complexo já que a integração entre sistemas supervisórios e PLCs fica infinitamente mais viável apresentando uma melhor solução para a planta. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 32 6.2 Redes de Automação A falta de integração dos sistemas de controle das unidades é ponto negativo no eixo da automação da unidade CUB-03, onde são formadas ilhas isoladas sem a possibilidade conexões lógicas dificultando assim a implantação do PIMS e LIMS, sistemas responsáveis em receber informações de várias fontes de processos, armazenar e disponibilizar as informações com formas de representações diferentes. As redes industriais entre PLCs e dispositivos elétricos como multimedidores e relês de segurança, que também são padronizados em todas as aplicações do site está padronizada sendo utilizada a rede MODBUS em todos os casos. A comunicação entre CCM inteligente e os controladores é feito através do protocolo de rede DEVICENET também padronizados em todas as aplicações. A existência da rede de comunicação CONTROLNET tem sido um problema para os sistemas de controle de CUB-03. O ideal nesses casos é substituir a CONTROLNET pelo protocolo de rede ETHERNET/IP onde os sistemas ganhariam em velocidade, aumento da segurança de acesso e integridade da rede diminuindo a probabilidade de parada da unidade por falhas de comunicação e aumentaria a capacidade de integração entre a produção e o corporativo. 6.3 Historiação de Dados Toda estação de operação existente no sistema de automação da unidade 03 possui o seu sistema de armazenamento de dados independente o que causa a descentralização dos dados e o seu limitante e capacidade de armazenamento do disco rígido instalado em cada estação de operação. Outro ponto negativo é o backup dos dados gerados pelo sistema, que por estarem armazenados separadamente em cada estação dificulta o controle para Manutenção. Também temos o tempo de histórico desses dados onde todos os sistemas instalados estão configurados para armazenar apenas 30 dias de histórico. Atualmente existem softwares no mercado da automação que realizam o gerenciamento da historiação desses dados, facilitando o acesso às informações, fazendo o backup dos dados gerados frequentemente em um servidor independente da estação de operação e a capacidade de armazenamento muito superior ao sistema existente. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 33 6.4 Instrumentação de Campo Existem algumas necessidades visadas para a instrumentação de campo que fazem parte das melhorias do sistema de automação da unidade. Algumas medições precisam ser implantadas como por exemplo a medição da vazão de vapor e água de todas as fontes consumidoras e geradoras. Em alguns casos o sistema de medição já existe, porém não é tão eficaz, como no caso de medição de vazão de ácido sulfúrico produzido, a medição hoje em dia é feita através de um medidor de vazão magnético causando dúvidas no valor final para o setor de PCP. O ideal seria a substituição desse instrumento por um medidor de vazão mássica onde certamente o valor medido seria exato eliminando todas as dúvidas. Também deve ser levado em consideração a implantação de acionamentos de equipamentos remotos via sistema supervisório com o intuito de agilizar o processo de atuação em alguns pontos críticos de parada e partida de planta e redução da exposição dos operadores a ambientes perigosos visando a integridade física. Hoje em dia por exemplo o acionamento do dumper da sucção do FLAKT – 14-SO-02 é feito de forma manual e seria extremamente possível realizar o acionamento remoto através do sistema supervisório da unidade de ácido sulfúrico. Um ponto importante para instrumentação de campo seria a implantação de um sistema de gerenciamento de ativos, mas para que isso aconteça seria necessária uma mudança relevante levando em conta que todos os dispositivos de campo deveriam conter a chamada “Instrumentação Inteligente” capaz de enviar informações importantes para o gerenciamento. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 34 7. Recomendações Gerais 7.1 Obsolecencia dos Componentes Allen-Bradley / Rockwell A tabela abaixo informa quais os componentes de fabricação Allen-Bradley / Rockwell já deixaram de ser fabricados: Figura 21 – Controladores Descontinuados – Informação coletada em 01/2019 no site da Rockwell Automation Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 35 Abaixo a tabela informa quais os componentes que ainda possuem suporte, porém já existe um novo produto que irá substitui-lo no futuro: Figura 22 – Controladores Ativos – Informação coletada em 01/2019 no site da Rockwell Automation Figura 23 – Controladores Ativos – Informação coletada em 01/2019 no site da Rockwell Automation Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 36 7.2 Implantação do Centro Integrado de Controle (CIC) Devido ao alto índice de problemas relatados referente as estações de operação que hoje em dia se encontram dentro das respectivas salas de operação de cada unidade sugerimos que seja criada uma sala de controle integrada para centralização de todas as estações de operação. O ambiente industrial encontrado em CUB-03 é muito agressivo principalmente para componentes eletrônicos como os computadores, com a implantação da CIC os computadores principalmente ficariam em um ambiente climatizado e a exposição a essa atmosfera agressiva seria bem menor e como consequência a durabilidade e funcionalidade destes computadores aumentaria significativamente. Na unidade CUB-02 localizada também em Cubatão já existe este centro de controle integrado de onde é feito a operação de todas as unidades do complexo e todas as estações de operação estão instaladas dentro desta sala. Nas salas de controle localizadas dentro da unidade operacional também existem estações de operação para que os operadores de campo possam acompanhar o processo. 7.3 Implantação do Sistema PIMS O setor de manutenção de CUB-03 realizou um estudo onde seria possível aproveitar as licenças do Sistema PIMS que hoje está operando na unidade CUB-02. Os sistemas funcionariam de maneira independente sem nenhum vínculo, sendo aproveitada somente a estrutura e as licenças que foram adquiridas pela unidade CUB-02. Com esse aproveitamento a implantação teve seu custo reduzido de forma bem significativa viabilizando sua implantação na unidade 03 da Yara. Cliente Nº. do Cliente Nº. Know How Automação - YARA BRASIL FERTILIZANTES S.A. YB-CB3-PDA-REV-2 Título Revisão 2 PLANO DIRETOR DE AUTOMAÇÃO E INFORMAÇÃO DO COMPLEXO CUB-03 37