Enviado por
neli.roberto90
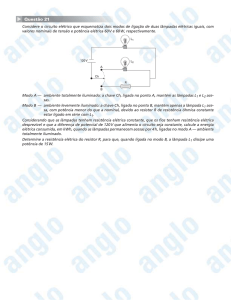
2 01 Luminotecnica e Lampadas Eletricas Apostila1

UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA ELÉTRICA LUMINOTÉCNICA E LÂMPADAS ELÉTRICAS ELABORADO POR: Paula Campos Fadul de Freitas REVISÃO 1: Victor de Paula e Silva REVISÃO 2: Lucas de Araújo Amaral Gustavo Brito de Lima Mauro Guimarães Luminotécnica e Lâmpadas Elétricas Sumário 1. Introdução 3 2. Conceitos básicos de luminotécnica 2.1. Grandezas e conceitos 2.2. Características das lâmpadas e acessórios 2.3. Fatores de desempenho 3 5 8 11 3. Lâmpadas elétricas 3.1. Considerações gerias 3.2. Lâmpadas incandescentes 3.3. Lâmpadas à descarga 3.3.1. Lâmpadas à descarga de baixa pressão 3.3.2. Lâmpadas à descarga de ata pressão 14 14 15 19 20 23 4. Projeto de iluminação 4.1. Previsão de carga (NBR 5410) 4.2. Métodos de cálculo 4.2.1. Método dos lúmens 4.2.2. Método ponto à ponto 4.3. Exemplos de cálculo de iluminação Exercícios Propostos 28 29 30 30 34 37 39 Anexo Anexo I – NBR 5413:1992 - Iluminância de interiores Anexo II – Tipos de luminárias e curvas CDL (LUMINE) Anexo III – Eficiência aproximada de luminárias Anexo IV – Tabela de eficiência do recinto Anexo V – Tipo de luminária x Fator de depreciação VI – Luminária Philips TCS 029 41 42 49 51 52 56 57 Referências bibliográficas 60 2 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 1. Introdução Apresentaremos inicialmente as principais grandezas físicas utilizadas em luminotécnica. O tema da calorimetria, embora complexo, é abordado brevemente apenas para permitir a introdução dos conceitos de Temperatura de Cor e Índice de Reprodução de Cor. Em seguida são apresentados detalhadamente os principais tipos de lâmpadas disponíveis atualmente: lâmpadas incandescentes (convencionais e halógenas) e lâmpadas de descarga (de baixa e de alta pressão). Um objetivo adicional desta seção é mostrar a complexidade relacionada à comparação entre as diferentes lâmpadas, a qual envolve diversas grandezas tais como eficácia luminosa, reprodução de cores, custo de investimento e custo operacional das lâmpadas. Finalmente apresentam-se os principais aspectos relacionados ao projeto de iluminação, no qual são estabelecidos o tipo e o número de lâmpadas e luminárias necessárias para obter uma iluminação adequada em função da aplicação. São discutidos os principais métodos utilizados em projetos de iluminação: o Método dos Lumens e o Método Ponto a Ponto. 2. Conceitos Básicos de Luminotécnica Uma fonte de radiação emite ondas eletromagnéticas. Elas possuem diferentes comprimentos e o olho humano é sensível a somente alguns (entre 380 nm a 780 nm). Luz é, portanto, a radiação eletromagnética capaz de produzir uma sensação visual. A sensibilidade visual para a luz varia não só de acordo com o comprimento de onda da radiação, mas também com a luminosidade. A curva de sensibilidade do olho humano demonstra que radiações de menor comprimento de onda (violeta e azul) geram maior intensidade de sensação luminosa quando há pouca luz (ex. crepúsculo, noite, etc.), enquanto as radiações de maior comprimento de onda (laranja e vermelho) se comportam ao contrário. Fig. 2.0.1 - Sensibilidade visual do olho humano. 3 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Câmeras Termográficas ou infravermelhas enxergam este comprimento de onda. Figura 2.0.2 - Curva de sensibilidade do olho humano a radiações monocromáticas As radiações infravermelhas são radiações invisíveis ao olho humano e seu comprimento de onda se situa entre 760 nm a 10.000 nm. Caracterizam-se por se forte efeito calorífico e são radiações produzidas normalmente através de resistores aquecidos ou por lâmpadas incandescentes especiais cujo filamento trabalha em temperatura mais reduzida (lâmpadas infravermelhas). As radiações infravermelhas são usadas na Medicina no tratamento de luxações, ativamento da circulação, na indústria na secagem de tintas e lacas , na secagem de enrolamentos de motores e transformadores, na secagem de grãos, como trigo e café, etc. Já as radiações ultravioletas caracterizam-se por sua elevada ação química e pela excitação da fluorescência de diversas substâncias. Normalmente dividem-se em 3 grupos: - UV-A: Ultravioleta próximo ou luz negra (315 a 400 nm) - UV-B: Ultravioleta intermediário ( 280 a 315 nm) - UV-C: Ultravioleta remoto ou germicida (100 a 280 nm). O UV-A compreende as radiações ultravioletas da luz solar, podendo ser gerado artificialmente através de uma descarga elétrica no vapor de mercúrio em alta pressão. Essas radiações não afetam perniciosamente a visão humana, não possuem atividades pigmentárias e eritemáticas sobre a pele humana, e atravessam praticamente todos os tipos de vidros comuns. Possuem grande atividade sobre material fotográfico, de reprodução e heliográfico (l à 380 nm). O UV-B tem elevada atividade pigmentária e eritemática. Produz a vitamina D, que possui ação anti-raquítica. Esses raios são utilizados unicamente para fins terapêuticos. São também gerados artificialmente por uma descarga elétrica no vapor de mercúrio em alta pressão. O UV-C afeta a visão humana, produzindo irritação dos olhos. Essas radiações são absorvidas quase integralmente pelo vidro comum, que funciona como filtro, motivo pelo qual as lâmpadas germicidas possuem bulbos de quartzo. 4 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 2.1 Grandezas e Conceitos Luminotécnica é o estudo minucioso das técnicas das fontes de iluminação artificial, através da energia elétrica. Portanto, toda vez que se pensa em fazer um estudo das lâmpadas de um determinado ambiente, está se pensando em fazer um estudo luminotécnico. Na luminotécnica distinguem-se as seguintes grandezas: Intensidade Luminosa Símbolo: I Unidade: candela (cd) Se a fonte luminosa irradiasse a luz uniformemente em todas as direções, o Fluxo Luminoso se distribuiria na forma de uma esfera. Tal fato, porém, é quase impossível de acontecer, razão pela qual é necessário medir o valor dos lumens emitidos em cada direção. Essa direção é representada por vetores, cujo comprimento indica a Intensidade Luminosa. Em outras palavras é a potência da radiação luminosa em uma dada direção. Como a maioria das lâmpadas não apresenta uma distribuição uniformemente em todas as direções é comum o uso das curvas de distribuição luminosa, chamadas CDL´s. Curva de Distribuição Luminosa Símbolo: CDL Unidade: candela (cd) Considerando a fonte de luz reduzida à um ponto no centro de um diagrama e que todos os vetores que dela se originam tiverem suas extremidades ligadas por um traço, obtém-se a Curva de Distribuição Luminosa (CDL). Em outras palavras, é a representação da Intensidade Luminosa em todos os ângulos em que ela é direcionada num plano. Para a uniformização dos valores das curvas, geralmente essas são referidas a 1000 lm. Nesse caso, é necessário multiplicar-se o valor encontrado na CDL pelo Fluxo Luminoso da lâmpada em questão e dividir o resultado por 1000 lm. A curva CDL geralmente é encontrada nos catálogos dos fabricantes de lâmpadas e iluminarias como o mostrado no final deste material. Fluxo Luminoso Símbolo: ϕ Unidade: lúmen (lm) É a potência de radiação total emitida por uma fonte de luz em todas as direções do espaço e capaz de produzir uma sensação de luminosidade através do estímulo da retina ocular. Em outras palavras, é a potência de energia luminosa de uma fonte percebida pelo olho humano. Um lúmen é a energia luminosa irradiada por uma candela sobre uma superfície esférica de 1 m2 e cujo raio é de 1 m. Assim o fluxo luminoso originado por uma candela é igual à superfície de uma esfera unitária de raio (r = 1 m). ϕ = 4π.r2 = 12.57 lm As lâmpadas conforme seu tipo e potência apresentam fluxos luminosos diversos: 5 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas - lâmpada incandescente de 100 W: 1000 lm; - lâmpada fluorescente de 40 W: 1700 a 3250 lm; - lâmpada vapor de mercúrio 250W: 12.700 lm; - lâmpada multi-vapor metálico de 250W: 17.000 lm Grandeza muito importante e sempre encontrada na descrição dos produtos. Iluminância (Iluminamento) Símbolo: E Unidade: lux (lx) É a relação entre o fluxo luminoso incidente numa superfície e a superfície sobre a qual este incide; ou seja é a densidade de fluxo luminoso na superfície sobre a qual este incide. A unidade é o LUX, definido como o iluminamento de uma superfície de 1 m² recebendo de uma fonte puntiforme a 1m de distância, na direção normal, um fluxo luminoso de 1 lúmen, uniformemente distribuído. A relação é dada entre a intensidade luminosa e o quadrado da distância, ou ainda, entre o fluxo luminoso e a área da superfície. O luxímetro é um aparelho ϕ utilizado para medir o nível de E= iluminação dos ambientes. A Na prática, é a quantidade de luz dentro de um ambiente, e pode ser medida com o auxílio de um luxímetro. Como o fluxo luminoso não é distribuído uniformemente, a iluminância não será a mesma em todos os pontos da área em questão. Considerasse por isso a iluminância média (Em). Existem normas especificando o valor mínimo de Em, para ambientes diferenciados pela atividade exercida relacionados ao conforto visual. A iluminância também é conhecida como nível de iluminação. Abaixo são mostrados valores práticos de iluminância: - Dia ensolarado de verão em local aberto = 100.000 lux - Dia encoberto de verão = 20.000 lux - Dia escuro de inverno = 3.000 lux - Boa iluminação de rua = 20 a 40 lux - Noite de lua cheia = 0,25 lux - Luz de estrelas = 0,01 lux. Luminância Símbolo: L Unidade: cd/m2 É um dos conceitos mais abstratos que a luminotécnica apresenta. É através da luminância que o homem enxerga. No passado denominava-se de brilhança, querendo significar que a luminância está ligada aos brilhos. A diferença é que a luminância é uma excitação visual, enquanto que o brilho é a resposta visual a luminância é quantitativa e o brilho é sensitivo. É a diferença entre zonas claras e escuras que permite que se aprecie uma escultura; que se aprecie um dia de sol. As partes sombreadas são aquelas que apresentam a menor luminância em oposição às outras mais iluminadas. Luminância liga-se com contrastes, pois a 6 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas leitura de uma página escrita em letras pretas (refletância 10%) sobre um fundo branco (papel, refletância 85%) revela que a luminância das letras é menor do que a luminância do fundo e, assim, a leitura “cansa menos os olhos”. A luminância depende tanto do nível de iluminação ou iluminância quanto das características de reflexão das superfícies. A equação que permite sua determinação é: L= I A ⋅ cos a Onde: L = Luminância, em cd/m² I = Intensidade Luminosa, em cd A = área projetada, em m² α= ângulo considerado, em graus. Como é difícil medir-se a Intensidade Luminosa que provém de um corpo não radiante (através de reflexão), pode-se recorrer à outra fórmula, a saber: L= ρ ⋅E π Onde: ρ= Refletância ou Coeficiente de Reflexão E = Iluminância sobre essa superfície Vale lembrar que o Coeficiente de Reflexão é a relação entre o Fluxo Luminoso refletido e o Fluxo Luminoso incidente em uma superfície. Esse coeficiente é geralmente dado em tabelas, cujos valores são função das cores e dos materiais utilizados. A luminância de uma fonte luminosa ou de uma superfície luminosa estabelece a reação visual da vista. Quando a luz de uma fonte ou de uma superfície que reflete a luz, atinge a vista com elevada luminância, então ocorre o ofuscamento, sempre que a luminância é superior a 1 sb. As luminâncias preferenciais em um ambiente de trabalho pode variar entre as pessoas, principalmente se estiverem desenvolvendo tarefas diferentes. O melhor conceito de iluminância talvez seja “densidade de luz necessária para realização de uma determinada tarefa visual”. Isto permite supor que existe um valor ótimo de luz para quantificar um projeto de iluminação. Esses valores relativos a iluminância foram tabelados por atividade. 7 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 2.2 Características das lâmpadas e acessórios Vida Útil de uma Lâmpada É definida pela média aritmética do tempo de duração de cada lâmpada ensaiada e é dado em horas. Comparadas com as lâmpadas incandescentes, as lâmpadas de descarga têm vida média muito mais longa. Ciclos de funcionamento mais curtos partidas mais freqüentes, encurtam a vida das lâmpadas de descarga e os ciclos de funcionamento mais longos, partidas menos freqüentes, aumentam a vida. Figura 2.2.1 - Gráfico da vida útil dos principais tipos de lâmpadas Eficiência Luminosa ou Energética Símbolo: ηw (ou K, conforme IES) Unidade: lm/W As lâmpadas se diferenciam entre si não só pelos diferentes Fluxos Luminosos que elas irradiam, mas também pelas diferentes potências que consomem. Para poder compará-las, é necessário que se saiba quantos lumens são gerados por watt absorvido, ou seja, a razão entre o fluxo luminoso total emitido φ e a potência elétrica total P consumida pela mesma. A essa grandeza dá-se o nome de Eficiência Energética (antigo “Rendimento Luminoso”). É útil para averiguarmos se um determinado tipo de lâmpada é mais ou menos eficiente do que outro. A Eficiência Luminosa é um indicador da eficiência do processo de emissão de luz utilizada sob o ponto de vista do aproveitamento energético. Relação entre Fluxo luminoso e consumo de energia ($) 8 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 2.2.2 - Gráfico da Eficiência Energética dos principais tipos de lâmpadas Temperatura de Cor Símbolo: T Unidade: K (Kelvin) No instante que um ferreiro coloca uma peça de ferro no fogo, esta peça passa a comportar-se segundo a lei de Planck e vai adquirindo diferentes colorações na medida que sua temperatura aumenta. Na temperatura ambiente sua cor é escura, tal qual o ferro, mas será vermelha a 800 K, amarelada em 3.000 K, branca azulada em 5.000K. Sua cor será cada vez mais clara até atingir seu ponto de fusão. Pode-se então, estabelecer uma correlação entre a temperatura de uma fonte luminosa e sua cor, cuja energia do espectro varia segundo a temperatura de seu ponto de fusão. Por exemplo, uma lâmpada incandescente opera com temperaturas entre 2.700 K e 3.100 K, dependendo do tipo de lâmpada a ser escolhido. A temperatura da cor da lâmpada deve ser preferencialmente indicada no catálogo do fabricante. A observação da experiência acima indica que, quando aquecido o corpo negro (radiador integral) emite radiação na forma de um espectro contínuo. No caso de uma lâmpada incandescente, grande parte desta radiação é invisível, seja na forma de ultravioletas, seja na forma de calor (infravermelhos), isto é, apenas uma pequena porção está na faixa da radiação visível, motivo pelo qual o rendimento desta fonte luminosa é tão baixo conforme pode ser visto abaixo: 9 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 2.2.3 - Energia espectral dos radiadores integrais segundo a lei de Planck A figura acima permite observar que quanto maior for a temperatura, maior será a energia produzida, sendo que a cor da luz está diretamente relacionada com a temperatura de trabalho (mais fria quanto maior for a temperatura). Um aspecto importante é que a temperatura da cor não pode ser empregada isoladamente e sim em conjunto com o IRC, mas independentemente deste aspecto, se aceita que cores quentes vão até 3.000K, as cores neutras situam-se entre 3.000 e 4.000K e as cores frias acima deste último valor. As cores quentes são empregadas quando se deseja uma atmosfera íntima, sociável, pessoal e exclusiva (residências, bares, restaurantes, mostruários de mercadorias); as cores frias são usadas quando a atmosfera deva ser formal, precisa, limpa (escritórios, recintos de fábricas). Seguindo esta mesma linha de raciocínio, conclui-se que uma iluminação usando cores quentes realça os vermelhos e seus derivados; ao passo que as cores frias, os azuis e seus derivados próximos. As cores neutras ficam entre as duas e são, em geral, empregadas em ambientes comerciais. Abaixo são mostradas as diversas temperaturas de cor. as Figura 2.4 Tonalidade de Cor e Reprodução de Cores Índice de reprodução de cores 10 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Símbolo: IRC ou Ra Unidade: R Objetos iluminados podem nos parecer diferente, mesmo se as fontes de luz tiverem idêntica tonalidade. As variações de cor dos objetos iluminados sob fontes de luz diferentes podem ser identificadas através de um outro conceito, Reprodução de Cores, e de sua escala qualitativa Índice de Reprodução de Cores (Ra ou IRC). O mesmo metal sólido, quando aquecido até irradiar luz, foi utilizado como referência para se estabelecer níveis de Reprodução de Cor. Define-se que o IRC neste caso seria um número ideal = 100. Sua função é como dar uma nota (de 1 a 100) para o desempenho de outras fontes de luz em relação a este padrão. Portanto, quanto maior a diferença na aparência de cor do objeto iluminado em relação ao padrão (sob a radiação do metal sólido) menor é seu IRC. Com isso, explica-se o fato de lâmpadas de mesma Temperatura de Cor possuírem Índice de Reprodução de Cores diferentes. Um IRC em torno de 60 pode ser considerado razoável, 80 é bom e 90 é excelente. Claro que tudo irá depender da exigência da aplicação que uma lâmpada deve atender. Um IRC de 60 mostra-se inadequado para uma iluminação de loja, porém, é mais que suficiente para a iluminação de vias públicas. São exemplos de IRC comuns encontrados nas lâmpadas comerciais: Fator de fluxo luminoso Símbolo: BF Unidade: % A maioria das lâmpadas de descarga opera em conjunto com reatores. Neste caso, observamos que o fluxo luminoso total obtido neste caso depende do desempenho deste reator. Este desempenho é chamado de fator de fluxo luminoso (Ballast Factor) e pode ser obtido de acordo com a equação: BF = fluxo luminoso obtido fluxo luminoso nominal 2.3 Fatores de Desempenho Como geralmente a lâmpada é instalada dentro de luminárias, o Fluxo Luminoso final que se apresenta é menor do que o irradiado pela lâmpada, devido à absorção, reflexão e transmissão da luz pelos materiais com que são construídos. 11 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas O Fluxo Luminoso emitido pela luminária é avaliado através da Eficiência da Luminária. Isto é, o Fluxo Luminoso da luminária em serviço dividido pelo Fluxo Luminoso da lâmpada. Eficiência de luminária (rendimento da luminária) (ηL) “Razão do Fluxo Luminoso emitido por uma luminária, medido sob condições práticas especificadas, para a soma dos Fluxos individuais das lâmpadas funcionando fora da luminária em condições específicas”.Esse valor é normalmente, indicado pelos fabricantes de luminárias. Dependendo das qualidades físicas do recinto em que a luminária será instalada, o Fluxo Luminoso de que dela emana poderá se propagar mais facilmente, dependendo da absorção e reflexão dos materiais e da trajetória que percorrerá até alcançar o plano de trabalho. Essa condição de mais ou menos favorabilidade é avaliada pela Eficiência do Recinto. Eficiência do Recinto (ηR) O valor da Eficiência do Recinto é dado por tabelas, contidas no catálogo do fabricante onde se relacionam os valores de Coeficiente de Reflexão do teto, paredes e piso, com a Curva de Distribuição Luminosa da luminária utilizada e o Índice do Recinto. Índice do Recinto (K) O Índice do Recinto é a relação entre as dimensões do local, dada por: a⋅b 3⋅ a ⋅b K= K= h( a + b) 2 ⋅ h' (a + b) Para iluminação direta Para iluminação indireta Sendo: a = comprimento do recinto b = largura do recinto h = pé-direito útil h’ = distância do teto ao plano de trabalho Pé-direito útil é o valor do pé-direito total do recinto (H), menos a altura do plano de trabalho (hpl.tr.), menos a altura do pendente da luminária (hpend). Isto é, a distância real entre a luminária e o plano de trabalho (Figura 3). 12 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 2.5 - Representação do pé direito útil Como já visto, o Fluxo Luminoso emitido por uma lâmpada sofre influência do tipo de luminária e a conformação física do recinto onde ele se propagará. Fator de Utilização (Fu) O Fluxo Luminoso final (útil) que incidirá sobre o plano de trabalho, é avaliado pelo Fator de Utilização. Ele indica, portanto, a eficiência luminosa do conjunto lâmpada, luminária e recinto. O produto da Eficiência do Recinto,ηR (anexo III, pág. 52) pela Eficiência da Luminária, ηL(pág. 51) nos dá o Fator de Utilização (Fu). Fu = η L .η R Determinados catálogos indicam tabelas de Fator de Utilização direto para suas luminárias. Apesar de estas serem semelhantes às tabelas de Eficiência do Recinto, os valores nelas encontrados não precisam ser multiplicados pela Eficiência da Luminária, uma vez que cada tabela é específica para uma luminária e já considera a sua perda na emissão do Fluxo Luminoso. Fator ou índice de Reflexão É a relação entre o fluxo luminoso refletido e o incidente, ou ainda, é a porcentagem de luz refletida por uma superfície em relação à luz incidente. Devem ser considerados os índices de reflexão do teto, paredes e piso. Tabela 2.1 - Índices de Reflexão Refletâncias das diversas cores Branco 75 a 85% Marfim 63 a 80% Creme 56 a 72% Amarelo claro 64 a 75% Marrom 17 a 41% Verde claro 50 a 65% 13 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Verde escuro 10 a 22% Azul claro 50 a 60% Rosa 50 a 58% Vermelho 10 a 20% Cinza 40 a 50% Tabela 2.2 - Índices de Reflexão para diversos materiais. Fator de Depreciação (Fd) Com o tempo, paredes e tetos ficarão empoeirados e sujos e, com isso, os equipamentos de iluminação acumularão poeira, fazendo com que menos quantidade de luz seja fornecida por estes equipamentos. Alguns desses fatores poderão ser eliminados por meio de manutenção. Na prática, para amenizar-se o efeito desses fatores e admitindo-se uma boa manutenção periódica, podem-se adotar os valores de depreciação constantes na tabela abaixo. AMBENTE Limpo Normal Sujo Período de Manutenção 2.500 h 5.000 h 7.500 h 0,95 0,91 0,88 0,91 0,85 0,80 0,80 0,66 0,57 Tabela 2.3 – Fator de depreciação 3. Lâmpadas Elétricas 3.1 Considerações Gerais A incandescência consiste no processo de emissão de radiação eletromagnética por um corpo sob alta temperatura. As lâmpadas comerciais utilizadas para iluminação são caracterizadas pela potência elétrica absorvida (W), fluxo luminoso produzido (lm), temperatura de cor (K) e índice de reprodução de cor. Em geral as lâmpadas são classificadas, de acordo com o seu mecanismo básico de produção de luz. As com filamento convencional ou halógenas produzem luz pela incandescência, assim como o sol. As de descarga aproveitam a luminescência, assim como os relâmpagos e as descargas atmosféricas. E os diodos utilizam a fotoluminescência, assim como os vaga-lumes. A luminescência é a emissão de luz por É a capacidade que algumas substâncias possuem uma substância quando submetida a 14 de emitir luz própria por um determinado espaço de Federal de Uberlândia algum tipo de estímulo como luz,Universidade reação tempo, após um período de exposição à luz solar ou Faculdade de Engenharia Elétrica química, radiação ionizante. mesmo à luz artificial. Luminotécnica e Lâmpadas Elétricas Existem ainda as lâmpadas mistas, que combinam incandescência e luminescência, e as fluorescentes, cuja característica é o aproveitamento da luminescência e da fotoluminescência. Os aspectos eficiência luminosa e vida útil são os que mais contribuem para a eficiência energética de um sistema de iluminação artificial e devem, portanto, merecer grande atenção, seja na elaboração de projetos e reformas, seja na implantação de programas de conservação e uso eficiente de energia. 3.2 Lâmpadas Incandescentes A lâmpada incandescente foi a primeira a ser desenvolvida e ainda hoje é uma das mais difundidas. A luz é produzida por um filamento aquecido pela passagem de corrente elétrica alternada ou contínua (efeito joule). O filamento opera em uma temperatura elevada e luz é somente uma parcela da energia irradiada pela transição de elétrons excitados para órbitas de maior energia devido à vibração dos átomos. As primeiras lâmpadas incandescentes surgiram por volta de 1840 e utilizavam filamento de bambu carbonizado no interior de um bulbo de vidro a vácuo. Seguiram-se as lâmpadas com filamento de carbono, até que, por volta de 1909, Coolidge desenvolveu um método para tornar o tungstênio mais dúctil e adequado para a elaboração de filamentos uniformes por trefilação. A característica de emissão, as propriedades mecânicas e o seu elevado ponto de fusão (3655 K) foram determinantes na escolha do tungstênio como o material mais adequado para fabricação de filamentos para lâmpadas incandescentes. As lâmpadas incandescentes podem ser classificadas de acordo com a sua estrutura interna em convencionais ou halógenas, abordadas neste subitem. Bom = Cor Lâmpada Incandescente Tradicional Ruim = Vida últil e Eficiência A lâmpada funciona através da passagem de corrente elétrica pelo filamento de tungstênio que, com o aquecimento (efeito joule), gera luz. Este filamento é sustentado por três ou quatro suportes de molibdênio no interior de um bulbo de vidro alcalino (suporta temperaturas de até 370 °C) ou de vidro duro (suporta temperaturas de até 470 °C), Sua oxidação é evitada pela presença de gás inerte (nitrogênio ou argônio a pressão de 0,8 atm) ou vácuo dentro do bulbo que contém o filamento. O bulbo apresenta diversos formatos, sendo a forma de pêra a mais comum, podendo ser transparente ou com revestimento interno de fósforo neutro difusor. 15 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 3.1 – Lâmpada Incandescente Tradicional A base da lâmpada incandescente têm por finalidade fixar mecanicamente a lâmpada em seu suporte e completar a ligação elétrica ao circuito de iluminação. A maior parte das lâmpadas usa a base de rosca tipo Edison. Elas são designadas pela letra E seguidas de um número que indica aproximadamente seu diâmetro externo em milímetros. É constituída de uma caneca metálica, geralmente presa com resina epóxi sobre o bulbo. Existem outras padronizações, por exemplo, baioneta e tele-slide, ambas utilizadas em lâmpadas miniatura. As lâmpadas incandescentes de médio e grande porte geralmente utilizam uma base que suporta temperaturas até 250 °C. A eficácia luminosa resultante cresce com a potência da lâmpada, variando de 7 a 15 lm/W. Estes valores são relativamente baixos, quando comparados com lâmpadas de descarga com fluxo luminoso semelhante. No entanto, esta limitação é compensada, pois possui temperatura de cor agradável, na faixa de 2700K (amarelada) e reprodução de cores 100%. A resistência específica do tungstênio na temperatura de funcionamento da lâmpada (2800 K) é aproximadamente 15 vezes maior do que à temperatura ambiente (25 °C). Portanto, ao ligar uma lâmpada in candescente, a corrente que circula pelo seu filamento a frio é quinze vezes a corrente nominal de funcionamento em regime. A temperatura do filamento sobe rapidamente, atingindo valores elevados em frações de segundo. Ligações muito freqüentes reduzem a vida útil da lâmpada, pois o filamento geralmente não apresenta um diâmetro constante. A corrente de partida causa aquecimento excessivo e localizado nos pontos onde a seção do filamento apresenta constrições, provocando seu rompimento. A vida útil de uma lâmpada incandescente comercial é da ordem de 1000 horas. Quando uma lâmpada incandescente é submetida a uma sobretensão, a temperatura de seu filamento, sua eficiência, potência absorvida, fluxo luminoso e corrente crescem, ao passo que sua vida se reduz drasticamente. As variações podem ser calculadas pelas seguintes expressões empíricas: 16 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Sendo φ : fluxo luminoso T: temperatura V: tensão L: tempo de vida. Lâmpada Incandescente Halógena Bom = Cor Médio/Ruim = Vida útil e Eficiência As lâmpadas halógenas têm o mesmo princípio de funcionamento das lâmpadas incandescentes convencionais, porém foram incrementadas com a introdução de gases halógenos (iodo ou bromo) que, dentro do bulbo se combinam com as partículas de tungstênio desprendidas do filamento. Esta combinação, somada à corrente térmica dentro da lâmpada, faz com que as partículas se depositem de volta no filamento, criando assim o ciclo regenerativo do halogênio. Porem, este ciclo halógeno só se torna eficaz para temperaturas de filamento elevadas (3200 K) e para uma temperatura da parede do bulbo externo acima de 250 °C. O resultado é uma lâmpada com vantagens adicionais, comparada às incandescentes tradicionais: • Luz mais branca, brilhante e uniforme durante toda a vida; • Maior eficiência energética (15 lm/W a 25 lm/W); • Vida útil mais longa, variando de 2000 a 4000 horas; • Dimensões menores, da ordem de 10 a 100 vezes. As temperaturas elevadas no filamento só são atingidas com a circulação de um nível mínimo de corrente. Por esta razão, lâmpadas com potências inferiores a 50 W são alimentadas em baixa tensão, geralmente 12 V ou 24 V. A Figura 3.2 apresenta uma vista em corte de uma lâmpada halógena de 300 W do tipo lapiseira, mostrando as três zonas de temperatura e as reações químicas envolvidas. Figura 3.2 – Vista em corte de uma lâmpada incandescente halógena do tipo lapiseira 17 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Oito horas de exposição à luz artificial, usada em espaços fechados, equivale a 1 minuto e 20 segundos de exposição Luminotécnica e Lâmpadas Elétricas solar em um dia claro de verão (Food and Drug Administration). Lâmpadas halógenas emitem mais radiação ultravioleta que as lâmpadas incandescentes normais, porém os níveis são inferiores aos presentes na luz solar, não oferecendo perigo à saúde. No entanto, deve-se evitar a exposição prolongada das partes sensíveis do corpo à luz direta e concentrada. Refletores Dicróicos A redução de volume torna as lâmpadas halógenas adequadas para iluminação direcionada ("spot light"), bastante usada para iluminação decorativa, porém a irradiação térmica emitida é bastante elevada. Por esta razão, certos tipos de lâmpadas são providos de um refletor espelhado especial, chamado dicróico, que reflete a radiação visível e absorve a radiação infravermelha. Com este tipo de espelho, consegue-se uma redução da ordem de 70% na radiação infravermelha, resultando um feixe de luz emergente "frio" ("cold light beam"), ou seja, que não aquece o ambiente. Figura 3.3 – Lâmpada incandescente halógena de 50 W com refletor espelhado dicróico Recomenda-se os seguintes cuidados em sua instalação: - não tocar o bulbo de quartzo com as mãos para evitar engordura-lo; caso necessário, limpar as manchas com álcool; - nas lâmpadas de maior potência, protegê-las individualmente por fusíveis pois, devido a suas reduzidas dimensões, no fim de sua vida, poderão ocorrer arcos elétricos internos; - verificar a correta ventilação das bases e soquetes, pois temperaturas elevadas poderão danificá-los e romper a selagem na entrada dos lides; - só instalar a lâmpada na posição para a qual foi projetada. São lâmpadas de grande potência, mais duráveis, de melhor rendimento luminoso, menores dimensões e que reproduzem mais fielmente as cores, sendo todavia, mais caras. São utilizadas para iluminação de praças de esporte, pátios de armazenamento de mercadorias iluminação externa em geral, teatros, estúdios de TV museus, monumentos, projetores, máquinas de xérox, etc. 18 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 3.3 Lâmpadas de Descarga Nas lâmpadas de descarga utilizadas em iluminação, a luz é produzida pela radiação emitida pela descarga elétrica através de uma mistura gasosa composta de gases inertes e vapores metálicos. A mistura gasosa encontra-se confinada em um invólucro translúcido (tubo de descarga) em cujas extremidades encontram-se inseridos eletrodos (hastes metálicas ou filamentos) que formam a interface entre a descarga e o circuito elétrico de alimentação. A corrente elétrica através da descarga é formada majoritariamente por elétrons emitidos pelo eletrodo negativo (catodo) que são acelerados por uma diferença de potencial externa em direção ao eletrodo positivo (anodo) gerando colisões com os átomos do vapor metálico. Ao contrário da lâmpada incandescente, na qual o filamento metálico é um condutor elétrico, na lâmpada a descarga o composto metálico responsável pela emissão de radiação encontra-se em estado sólido ou líquido na temperatura ambiente e o gás inerte no interior do tubo (conhecido como gás de enchimento ou “filling gas”) é isolante. Portanto, inicialmente é necessário um processo de ignição para o rompimento da rigidez dielétrica da coluna gasosa. O calor gerado pela descarga através do gás inerte nos instantes iniciais após a partida da lâmpada vaporiza o composto metálico. Após a partida, a lâmpada de descarga apresenta uma impedância dinâmica (derivada da tensão em relação à corrente) negativa, ou seja, à medida que a corrente na lâmpada aumenta, a diferença de potencial entre os seus terminais diminui. Portanto, toda lâmpada de descarga necessita de um elemento com impedância positiva ligado em série para estabilizar a corrente no ponto de operação nominal da lâmpada. Caso contrário, para qualquer variação de tensão da fonte de alimentação, a lâmpada se comportaria como um curto-circuito e a corrente assumiriam valores elevados. O elemento de estabilização é denominado “reator”. Na prática, as lâmpadas a descarga são alimentadas em corrente alternada (C.A.). Desta forma, cada eletrodo assume a função de catodo e anodo em semi ciclos consecutivos e a lâmpada passa apresentar uma curva tensão versus corrente dinâmica, podendo ser modelada por uma resistência não linear equivalente. Por questões de eficiência, a estabilização da corrente em corrente alternada não é feita com resistores, utilizando-se no seu lugar uma associação de elementos reativos (capacitores e indutores) para evitar a dissipação desnecessária de potência ativa. Temos então a eletricidade passando por reator, que joga para dentro da lâmpada uma tensão acima do normal, permitindo que o sistema dê a partida. O reator serve para dar a partida da lâmpada e também como limitador de corrente. A energia transferida ao átomo pelas colisões elásticas excita elétrons para órbitas mais elevadas e as colisões inelásticas provocam sua ionização gerando novos elétrons. A subseqüente transição do átomo para um estado de menor energia é acompanhada da emissão de radiação. As lâmpadas a descarga podem ser classificadas pela pressão no interior do tubo com a lâmpada em operação em lâmpadas de descarga de baixa pressão e lâmpadas de descarga de alta pressão, abordados neste sub-item. 19 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 3.3.1 Lâmpadas de Descarga de Baixa Pressão Existem basicamente dois tipos de lâmpadas comerciais: as lâmpadas de descarga de baixa pressão de vapor de mercúrio, conhecidas como lâmpadas fluorescentes, e as lâmpadas de descarga de baixa pressão de vapor de sódio. Bom = Vida útil e Eficiência Uma das mais Lâmpadas Fluorescentes Ruim = Cor utilizadas Desenvolvida na década de 1940 [4,5] e conhecida comercialmente como lâmpada tubular fluorescente em função da geometria do seu tubo de descarga, este tipo de lâmpada encontra aplicações em praticamente todos os campos de iluminação. O tubo de descarga, de vidro transparente, é revestido internamente com uma camada de pó branco, genericamente conhecido como "fósforo". O "fósforo" atua como um conversor de radiação, ou seja, absorve um comprimento de onda específico de radiação ultravioleta, produzida por uma descarga de vapor de mercúrio a baixa pressão, para emitir luz visível. Figura 3.4 – Estrutura interna e princípio de funcionamento de uma LF tubular As lâmpadas fluorescentes comercialmente disponíveis utilizam bulbos de vidro transparente, designados por uma letra T (de tubular) seguida de um número que indica o seu diâmetro máximo em oitavos de polegada. Por exemplo, T12 significa um bulbo tubular com diâmetro de 12/8 polegadas. As características colorimétricas (temperatura de cor correlata, reprodução de cores) e a eficácia da lâmpada fluorescente são determinadas pela composição e espessura do pó fluorescente ("fósforo"). Os "fósforos" são compostos que emitem luz por fluorescência quando expostos à radiação ultravioleta. Na década de 1980 foi desenvolvida uma nova família de "fósforos", conhecida comercialmente como "trifósforos", que é constituída de três compostos, cada um com banda de emissão estreita e centrada nos comprimentos de onda do azul, vermelho e verde respectivamente. A combinação adequada destes compostos, junto a uma camada de halofosfato, possibilitou uma melhora no índice de reprodução de cores e um aumento considerável na eficácia luminosa. As lâmpadas fluorescentes de nova geração utilizam um tubo com diâmetro menor (T8 em vez de T12) e o custo mais elevado do tri-fósforo é compensado pelo aumento de eficiência resultante. As lâmpadas fluorescentes tubulares são utilizadas para iluminação de interiores em instalações comerciais, industriais e residenciais. A lâmpada fluorescente não oferece riscos à saúde, pois a quase totalidade da radiação ultravioleta emitida pela descarga é absorvida pelo pó fluorescente e pelo vidro do tubo de descarga. 20 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Lâmpadas Fluorescentes Compactas Bom = Vida útil e Eficiência Ruim = Cor A lâmpada fluorescente compacta CFL (“Compact Fluorescent Lamp”) foi introduzida no mercado no início da década de 1980 para substituir a lâmpada incandescente. Estas lâmpadas apresentam alguns detalhes construtivos que as diferenciam das lâmpadas fluorescentes tubulares convencionais, porém, seu princípio de funcionamento é idêntico. Os modelos comerciais utilizam um tubo de vidro do tipo T4 ou T5, com revestimento de “tri-fósforo” e filamentos nas suas extremidades. Existem diversas formas construtivas para o tubo de descarga, sendo duas as mais comuns: um tubo único curvado em “U” e dois tubos independentes, unidos por uma ponte. A Figura 3.5 apresenta uma lâmpada fluorescente com dois tubos independentes, mostrando um de seus filamentos e o percurso da descarga no interior da lâmpada. Figura 3.5 – Lâmpada fluorescente compacta com “starter” incorporado A lâmpada fluorescente compacta, em geral só apresenta duas conexões elétricas, uma vez que os filamentos encontram-se ligados em série através de um “starter” (Figura 3.6), o qual fica alojado num invólucro na base da lâmpada. A estabilização da lâmpada é feita através de um reator indutivo, conectado externamente. Algumas lâmpadas já apresentam um reator incorporado na sua base, em geral do tipo rosca Edison, que é utilizada em lâmpadas incandescentes. O reator poder ser indutivo ou eletrônico, sendo este último mais leve de forma a reduzir o peso do conjunto. Figura 3.6 – Detalhe do starter 21 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas De forma generalizada e sucinta podemos descrever sobre o príncipio de funcionamento do conjunto lâmpada e reator. Ao se fechar o interruptor, ocorre no starter uma descarga de efeito corona, o elemento bi metálico aquecido fecha o circuito, a corrente que passa aquece os eletrodos da lâmpada. Depois de fechados os contatos (no starter), cessa a descarga o que provoca rápido esfriamento do bi metálico, que dessa forma abrem os contatos e cessa a corrente pelo starter. Em conseqüência da abertura do contato, é gerado no reator uma sobre tensão que faz romper o arco, e o circuito passa a fechar-se no interior da lâmpada. Os elétrons deslocando-se de um filamento a outro, esbarram em seu trajeto com átomos do vapor de mercúrio que provocam liberação de energia luminosa não visível (freqüências muito elevadas) tipo radiação ultravioleta. As radiações em contato com a pintura fluorescente do tubo, produzem radiação luminosa visível. A tensão final no starter é insuficiente para gerar uma nova descarga, o que faz com que o mesmo fique fora de serviço, enquanto a lâmpada estiver acesa. Como os reatores eletromagnéticos são bobinas (indutâncias), absorvem potência reativa da rede e podem apresentar baixo fator de potência. Para melhorar o fator de potência e eliminar o efeito da interferência em rádio e TV, o starter é provido de um capacitor ligado em paralelo com o elemento bi metálico. Ainda, para melhorar o FP e reduzir o efeito estroboscópico pode-se executar uma ligação em paralelo de 2 lâmpadas fluorescentes, utilizando um reator duplo. Neste caso uma das lâmpadas é ligada normalmente com o reator e a outra em série com um reator e um capacitor de compensação constituindo um reator capacitivo. Lâmpadas de Vapor de Sódio de Baixa Pressão Bom = Vida útil e Eficiência Ruim = Cor A energia emitida concentra-se, na maior parte, em duas linhas próximas de ressonância, com comprimentos de onda de 589,0 e 589,6 nm. Como esses comprimentos de onda são próximos daquele para a o qual a vista humana apresenta um Maximo de acuidade visual, elas possuem grande eficiência luminosa. A pressão do vapor dentro do tubo de arco desempenha um papel importante. Com a pressão muito baixa haverá poucos átomos de sódio na descarga que se deseja excitar, ao passo que, pressões demasiadamente elevadas, grande parte da radiação de ressonância do átomo de sódio se perde, por autoabsorção na própria descarga. Sua composição espectral, sendo quase monocromática (luz amarela), distorce as cores, impedindo seu uso em iluminação interior. Devido a sua alta eficiência luminosa, são particularmente aplicáveis na iluminação de ruas com pouco trafego de pedestres, túneis e auto-estradas. Constam de um tubo de descarga interno, dobrado em forma de U, que contem gás neônio e 0,5% de argônio em baixa pressão, para facilitar a partida da lâmpada, e uma certa quantidade de sódio metálico, que será vaporizado durante o funcionamento. Nas extremidades encontram-se os eletrodos recobertos com óxidos emissores de elétrons. A fim de evitar-se a variação do fluxo luminoso com a temperatura ambiente, o tubo de descarga é encerrado dentro de uma camisa externa, na qual existe vácuo. Durante a partida, a descarga elétrica inicia-se no gás neônio (provocando a pequena produção de um fluxo luminoso de cor rosa), produzindo uma elevação de 22 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas temperatura que progressivamente causa a vaporização do sódio metálico. Dentro de uns 15 min, a lâmpada adquire sua condição normal de funcionamento, produzindo um fluxo luminoso amarelo, característico da descarga no vapor de sódio. A eficiência luminosa das lâmpadas vapor de sódio de baixa pressão, do tipo tradicional, é da ordem de 100lm/W, e sua vida de 6000 h. Como todas as lâmpadas de descarga elétrica exigem um reator e como seu fator de potencia é extremamente baixo (cos φ ≈ 0,35), é necessário um capacitor para corrigi-lo. Nos últimos anos, os fabricantes de lâmpadas elétricas têm lançado no mercado novas linhas de lâmpadas de vapor de sódio com elevadíssimas eficiências luminosas (183 lm/W para uma lâmpada de 180W) e vida bem mais longa (18000 h). Conseguiu-se esse aumento de eficiência revestindo-se a face interior da camisa de vácuo com uma camada refletora infravermelha de óxido de Índio que, refletindo a radiação infravermelha produzida na descarga novamente sobre o bulbo interno, permite que sua temperatura ideal (260º) seja mantida com menos intensidade de corrente no arco elétrico. Por outro lado, a transmitância dessa camada à luz é elevada, absorvendo pouco do fluxo luminoso produzido na descarga. Com esses aperfeiçoamentos e com a atual crise mundial de energia, a lâmpada de sódio de baixa pressão torna-se opção atraente na iluminação de locais onde não existam problemas de reprodução de cores. 3.3.2 Lâmpadas a Descarga de Alta Pressão As lâmpadas à descarga de alta pressão, também conhecidas como lâmpadas HID (High Intensity Discharge) utilizam vapores metálicos (em geral mercúrio e/ou sódio) a pressões da ordem de 1 a 10 atmosferas e operam com uma densidade de potência de arco da ordem de 20 a 200 W/cm. A radiação emitida pela descarga apresenta uma distribuição espectral contínua, sobre a qual se encontram superpostas as raias predominantes dos átomos que constituem o vapor metálico. Os eletrodos são bastões irradiadores e o tubo de descarga tem dimensões reduzidas (diâmetro de mm e comprimento de cm). Existem basicamente três tipos básicos de lâmpadas comerciais: a) a lâmpada de vapor de mercúrio de alta pressão; b) a lâmpada de sódio de alta pressão, e c) as lâmpadas de alta pressão de vapores metálicos. HQL Lâmpada de Vapor de Mercúrio de Alta Pressão Bom = Cor e Vida útil (muito boa) Ruim = Eficiência A lâmpada de vapor de mercúrio de alta pressão HPM (High Pressure Mercury), é constituída de um tubo de descarga transparente, de dimensões reduzidas inserido em um bulbo de vidro, revestido internamente com uma camada de "fósforo" para correção do índice de reprodução de cor. O tubo de descarga contém vapor de mercúrio à pressão de 2 a 4 atmosferas e argônio a 0.03 atmosferas. O argônio atua como gás de partida, reduzindo a tensão de ignição e gerando calor para vaporizar o mercúrio. O tubo de descarga é de quartzo para suportar temperaturas superiores a 340°C e evitar absorção da radiação ultravioleta emitida pela descarga. O bulbo de vidro transparente, com formato ovóide, contém nitrogênio, 23 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas formando uma atmosfera protetora para: reduzir a oxidação de partes metálicas, limitar a intensidade da radiação ultravioleta que atinge o revestimento de "fósforo" e melhorar as características de isolação térmica. (a) Estrutura mecânica (b) Detalhe do tubo de descarga Figura 3.7 – Lâmpada de vapor de mercúrio de alta pressão A estabilização da descarga é realizada através de um reator indutivo. A tensão C.A. da rede é suficientemente elevada para realizar a ignição da descarga de argônio entre o eletrodo auxiliar e o principal adjacente, que vaporiza o mercúrio líquido e produz íons necessários para estabelecer o arco entre os eletrodos principais. Após a ignição do arco principal, a queda de tensão sobre o resistor de partida reduz a diferença de potencial entre os eletrodos auxiliar e principal adjacente, extinguindo o arco entre ambos. A tensão de ignição da lâmpada aumenta com a pressão vapor de mercúrio, ou seja, com a temperatura do tubo de descarga. Quando se desliga uma lâmpada alimentada por um reator indutivo convencional, a sua reignição só é possível após 3 a 5 minutos, intervalo de tempo necessário para o esfriamento da lâmpada e conseqüente queda de pressão. Figura 3.8 – Reator para lâmpada de vapor de mercúrio de alta pressão Nos instantes iniciais da descarga, a lâmpada emite uma luz verde clara. A intensidade luminosa aumenta gradativamente até estabilizar-se após 6 a 7 minutos, quando a luz se torna branca com uma tonalidade levemente esverdeada. A descarga de mercúrio no tubo de arco produz uma energia visível na região do azul e do ultravioleta. O fósforo, que reveste o bulbo, converte o ultravioleta em luz visível na região do vermelho. O resultado é uma luz de boa reprodução de 24 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas HWL cores com eficiência luminosa de até 60lm/W. A luz emitida por uma lâmpada sem revestimento de fósforo, apresenta um baixo índice de reprodução de cor (CRI = 20), devido à ausência de raias vermelhas. O "fósforo" utilizado em lâmpadas de vapor de mercúrio de alta pressão tem uma banda de emissão de 620 nm a 700 nm e consegue melhorar o significativamente o índice de reprodução (CRI = 50). É importante salientar que devido à emissão de ultravioleta, caso a lâmpada tenha seu bulbo quebrado ou esteja sem o revestimento de fósforo, deve-se desligá-la, pois o ultravioleta é prejudicial à saúde, principalmente em contato com a pele ou os olhos. A lâmpada de mercúrio apresenta fluxo luminoso elevado e vida útil longa, porém, a sua eficácia luminosa é relativamente baixa. Este tipo de lâmpada é utilizado em sistemas de iluminação de exteriores, em especial, na iluminação pública urbana. Bom/Médio = Cor e Vida útil Lâmpada de Luz Mista Ruim = Eficiência As lâmpadas de luz mista, como o próprio nome já diz, são uma combinação de uma lâmpada vapor de mercúrio com uma lâmpada incandescente, ou seja, um tubo de descarga de mercúrio ligado em série com um filamento incandescente. O filamento controla a corrente no tubo de arco e ao mesmo tempo contribui com a produção de 20% do total do fluxo luminoso produzido. A combinação da radiação do mercúrio com a radiação do fósforo e a radiação do filamento incandescente, produz uma agradável luz branca. As principais características da luz mista são: substituir diretamente as lâmpadas incandescentes em 220V, não necessitando de equipamentos auxiliares (reator, ignitor e starter) e possuir maior eficiência e vida media 8 vezes maior que as incandescentes. Figura 3.9 – Lâmpada de luz mista Este tipo de lâmpada apresenta um índice de reprodução de cor variando de 25 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 50 a 70, porém sua eficácia luminosa é baixa em razão da potência dissipada no filamento, que determina a sua vida útil, em geral de 6000 horas a 10000 horas. Esta lâmpada é utilizada no Brasil em sistemas de iluminação de interiores no setor comercial em substituição às lâmpadas incandescentes. NAV Lâmpada de Vapor de Sódio de Alta Pressão Bom = Eficiência e Vida útil Ruim = Cor A lâmpada de vapor de sódio de alta pressão HPS (“High Pressure Sodium”), é constituída de um tubo de descarga cilíndrico e translúcido, com um eletrodo em cada extremidade. O tubo de descarga é sustentado por uma estrutura mecânica, sob vácuo, no interior em um bulbo de vidro borosilicado, com formato tubular ou elipsoidal. Em lâmpadas convencionais, o tubo de descarga contém vapor de sódio a pressão de 0.13 atmosferas, vapor de mercúrio a pressão de 0.5 a 2 atmosferas e xenônio, que atua como gás de partida, gerando calor para vaporizar o mercúrio e o sódio. O mercúrio, na forma de vapor e a uma pressão significativamente superior ao sódio, reduz a perda por calor e eleva a tensão de arco da lâmpada. O eletrodo é construtivamente similar ao da lâmpada de vapor de mercúrio de alta pressão. Figura 3.10 – Lâmpada de vapor de sódio de alta pressão O bulbo das lâmpadas HPS é em geral transparente ou apresenta um revestimento de “fósforo” neutro para tornar a superfície difusa, sem alterar a distribuição espectral da luz emitida. A lâmpada de vapor de sódio convencional apresenta, em geral, um baixo índice de reprodução de cor (CRI ≈ 20), porém, uma elevada eficácia luminosa (120 lm/W para a lâmpada de 400 W) e vida útil longa (24 000 horas). No entanto, existem lâmpadas especiais que apresentam um elevado índice de reprodução de cor (CRI = 85), porém, com uma eficácia luminosa de 80 lm/W. Para a estabilização da lâmpada, utilizam-se reatores indutivos do mesmo tipo usado em lâmpadas de vapor de mercúrio. Nas lâmpadas HPS convencionais, esta função é desempenhada por um dispositivo externo à lâmpada, conhecido por ignitor. Quando se desliga uma lâmpada HPS alimentada por um reator indutivo com ignitor convencional, a sua reignição só é possível após 3 a 7 minutos, intervalo de tempo necessário para o esfriamento da lâmpada. É indicada para iluminação de locais onde a reprodução de cor não é um fator importante. Concessionárias de distribuição de energia elétrica têm trocando as Universidade Federal de Uberlândia lâmpadas a vapor de mercúrio por vapor de sódioElétrica na iluminação pública. Faculdade de Engenharia 26 Luminotécnica e Lâmpadas Elétricas HQI Lâmpadas de Vapor Metálico Bom = Cor, Vida útil e Eficiência A lâmpada de vapor metálico HPMH (High Pressure Metal Halide) é construtivamente semelhante à lâmpada de mercúrio de alta pressão, ou seja, utiliza um tubo de descarga de sílica fundida inserida no interior de um bulbo de quartzo transparente. Os modelos mais comuns são do tipo lapiseira. O tubo de descarga contém vapor de mercúrio, um gás para ignição (argônio) e haletos metálicos. A temperatura de vaporização dos metais é em geral superior à máxima temperatura suportável pelo material do tubo de descarga. Já o metal na forma de um haleto vaporiza a uma temperatura significativamente inferior. Geralmente utilizam-se iodetos, pois são quimicamente menos reativos. A adição de metais introduz raias no espectro que melhoram as características de reprodução de cores da lâmpada. Um ciclo regenerativo similar ao das lâmpadas incandescentes halógenas ocorre nas lâmpadas HPMH. Figura 3.11 – Lâmpada de vapor metálico As lâmpadas de vapor metálico apresentam uma eficácia luminosa de 65 a 100 lm/W e um índice de reprodução de cores superior a 80. A sua vida útil é em geral inferior a 8000 horas. São comercialmente disponíveis lâmpadas de 70 W a 2000 W, sendo utilizadas em aplicações onde a reprodução de cores é determinante, como por exemplo, em estúdios cinematográficos, iluminação de vitrines e na iluminação de eventos com transmissão pela televisão. Lâmpadas de luz negra São lâmpadas a vapor de mercúrio, diferindo destas somente no vidro utilizado na confecção da ampola externa. Nesse caso utiliza-se o bulbo externo de vidro com óxido de níquel (vidro de Wood), que sendo transparente ao ultra-violeta próximo absorve em grande parte o fluxo luminoso produzido. Lâmpadas mais modernas: Lâmpada de Led e Lâmpadas de fibra ótica. Universidade Federal de Uberlândia Led: passagem de corrente no semi-condutr gera luz em um determinado Faculdade de Engenharia Elétrica comprimento de onda. Não gera infravermelho, assim não esquenta.Calor apenas na dissipação de potência. Boa vida útili e boa eficiência. 27 Luminotécnica e Lâmpadas Elétricas São usadas em exames de gemas e minerais, apuração de fabricações, setores de correio, levantamento de impressões digitais, na indústria alimentícia para verificar adulterações, etc. 4. Projeto de Iluminação O projeto de iluminação tem por objetivo estabelecer o melhor sistema de iluminação para uma dada aplicação, notando que muitas vezes a definição de “melhor” é complexa e leva em conta fatores subjetivos. Na elaboração de um projeto de iluminação são considerados, por um lado, os diferentes tipos de lâmpadas e luminárias disponíveis comercialmente e, por outro lado, os requisitos da aplicação, os quais incluem o tipo e o grau de precisão da atividade a ser desenvolvida no local, as pessoas que desenvolverão essa atividade, etc. De uma forma geral, o sistema de iluminação deve garantir níveis de iluminamento médio adequados em função das características do local e da atividade a ser desenvolvida. Para tanto, as normas técnicas possuem valores de referência habitualmente utilizados em projetos de iluminação. Uma vez escolhida a luminária a ser utilizada, a etapa final do projeto consiste em determinar o número de luminárias necessárias para alcançar o valor de iluminamento médio especificado e ainda proceder a ajustes de uniformização levando em conta a simetria do local. Define-se iluminamento médio (EM) em uma dada superfície como: Iluminância ou φ EM = Iluminamento (Pg. 6) S Em que: φ - é o fluxo luminoso total que atravessa a superfície (lm); S - é a área da superfície considerada (m2). A unidade do iluminamento é lm/m2, mais conhecida por lux. É através do iluminamento médio que são fixados os requerimentos de iluminação em função da atividade a ser desenvolvida em um determinado local. Outro conceito fundamental em luminotécnica é o de curva de distribuição luminosa (ver figura 4.1), descrita no item 2.1 desta apostila. Os valores de intensidade luminosa são fornecidos considerando luminária equipada com fonte luminosa padrão com fluxo luminoso total de 1000 lm. Caso a lâmpada produza um fluxo diferente, os valores de intensidade luminosa deverão ser corrigidos proporcionalmente. Tem-se ainda o objetivo de eliminar o ofuscamento provocado pela iluminação. O ofuscamento gera uma redução na capacidade de visualização dos objetos e desconforto visual. Pode ser direto, isto é, ocorrendo pela visualização direta da fonte de luz, que pode ser uma lâmpada ou luminária, podendo ser neutralizado pela utilização de aletas ou difusores nas luminárias. Pode também ser indireto, ocorrendo quando a reflexão da luz sobre o plano de trabalho atinge o campo visual, podendo ser causado pelo excesso de luz no ambiente ou pelo mal posicionamento das luminárias. 28 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 4.1 – Exemplo de curva de distribuição luminosa 4.1 Previsão de Carga (NBR 5410) Como regra geral, a NBR 5410 estabelece que as cargas de iluminação devem ser determinadas como resultado da aplicação da NBR 5413: Iluminância de interiores – Procedimento. Como alternativa ao uso da NBR 5413, e especificamente em unidades residenciais, a NBR 5410 apresenta o seguinte critério de previsão de carga de iluminação para cada cômodo ou dependência: A norma adverte que os valores indicados são para efeito de dimensionamento dos circuitos, não havendo qualquer vínculo, com potência nominal de lâmpadas. Em cada cômodo ou dependência de unidades residenciais deve ser previsto pelo menos um ponto de luz fixo no teto, com potência mínima de 100 VA, comandado por interruptor de parede. Tabela 4.1 – Exemplo do método da precisão de carga Dependência Dimensões – área (m²) Potência de iluminação (VA) 29 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Sala 3,25 x 3,05 = 9,91 9,91m² = 6m² + 3,91m² 100VA 100VA Copa 3,10 x 3,05 = 9,45 9,45m² = 6m² + 3,45m² 100VA 100VA Cozinha 3,75 x 3,05 = 11,43 11,43m² = 6m² +4m² + 1,43m² 160VA 100VA + 60VA Dormitório 3,25 x 3,40 = 11,05 11,05m² = 6m² +4m² + 1,05m² 160VA 100VA + 60VA Banho 1,80 x 2,30 = 4,14 4,14m² 100VA 100VA Nos próximos itens serão abordados os principais métodos para projeto de iluminação, como o Método dos Lumens e o Método Ponto. O primeiro se destina principalmente a projetar a iluminação de recintos fechados, onde a luz refletida por paredes e teto contribui significativamente no iluminamento médio do plano de trabalho (o plano onde serão desenvolvidas as atividades; por exemplo, o plano das mesas em um escritório). O Método Ponto a Ponto se destina principalmente ao projeto de iluminação de áreas externas, onde a contribuição da luz refletida pode ser desprezada sem incorrer em erros significativos. Além disso, o Método Ponto a Ponto pode ser utilizado como cálculo verificador de um projeto elaborado pelo Método dos Lumens. 4.2 Métodos de Cálculo 4.2.1. Método dos Lumens ou do Fluxo Luminoso. O Método dos Lumens tem por finalidade principal determinar o número de luminárias necessárias para garantir um valor de iluminamento médio especificado a priori. Ele pode ser resumido nos passos a seguir. Passo 1 Estabelecer o iluminamento médio do local, em função das dimensões do mesmo e da atividade a ser desenvolvida. Conforme mencionado anteriormente, as normas técnicas possuem valores de referência para o iluminamento médio. De acordo com a NBR 5413, para a determinação da iluminância conveniente é recomendável considerar as seguintes classes de tarefas visuais. 30 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Tabela 4.2 – Iluminância por classe de tarefas visuais Iluminância (lux) Tipo de atividade A 20 – 30 – 50 Áreas públicas com arredores escuros Iluminação geral para áreas 50 – 75 – 100 Orientação simples para usadas interruptamente ou com permanência curta tarefas visuais simples 100 – 150 – 200 Recintos não usados para trabalho contínuo; depósitos 200 – 300 – 500 Tarefas com requisitos visuais limitados, trabalho bruto de maquinaria, auditórios B 500 – 750 – 1000 Tarefas com requisitos visuais normais, trabalho médio de Iluminação geral para área de maquinaria, escritórios trabalho 1000 – 1500 – 2000 Tarefas com requisitos especiais, gravação manual, inspeção, indústria de roupas C 2000 – 3000 – 5000 Tarefas visuais exatas e prolongadas, eletrônica de Iluminação adicional para tamanho pequeno tarefas visuais difíceis 5000 – 7500 – 10000 Tarefas visuais muito exatas, montagem de microeletrônica 10000 – 15000 – 20000 Tarefas visuais muito especiais, cirurgia Classe Nota: As classes, bem como os tipos de atividade não são rígidos quanto às iluminâncias limites recomendadas, ficando a critério do projetista avançar ou não nos valores das classes/tipos de atividade adjacentes,dependendo das características do local/tarefa. Seleção de iluminância Para determinação da iluminância conveniente é recomendável considerar os seguintes procedimentos: Da Tabela 4.2 constam os valores de iluminâncias por classe de tarefas visuais. O uso adequado de iluminância específica é determinado por três fatores, de acordo com a Tabela 4.3. Tabela 4.3 – Fatores determinantes da iluminância adequada Características da tarefa Peso e do observador -1 0 +1 Idade Inferior a 40 anos 40 a 55 anos Superior a 55 anos Velocidade e precisão Sem importância Importante Crítica Refletância do fundo da Superior a 70% 30 a 70 % Inferior a 30% tarefa O procedimento é o seguinte: 1. Analisar cada característica para determinar o seu peso (-1, 0 ou +1); 2. Somar os três valores encontrados, algebricamente, considerando o sinal; 3. Usar a iluminância inferior do grupo, quando o valor total for igual a –2 ou –3; a iluminância superior, quando a soma for +2 ou +3; e a iluminância média nos outros casos. 31 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas A maioria das tarefas visuais apresenta pelo menos média precisão. No anexo I, onde estão os valores para iluminância previstos no item 5.3 da NBR 5413 – Iluminação de interiores, para cada tipo de local ou atividade existem três iluminâncias indicadas, sendo a seleção do valor recomendado feito da seguinte maneira: 1. Das três iluminâncias, considerar o valor do meio, devendo este ser utilizado em todos os casos; 2. O valor mais alto, das três iluminâncias deve ser utilizado quando: a) A tarefa se apresenta com refletâncias e contrastes bastante baixos; b) Erros são de difícil correção; c) O trabalho visual é critico; d) Alta produtividade ou precisão são de grande importância; e) A capacidade visual do observador estão abaixo da media. 3. O valor mais baixo, das três iluminâncias, pode ser utilizado quando: a) Refletâncias ou contrastes são bastante altos; b) A velocidade e/ou não são importantes; c) A tarefa é executada ocasionalmente. Passo 2 Estabelecer o tipo de lâmpada e de luminária a serem utilizadas no local. A experiência do projetista é muito importante neste passo, pois um determinado conjunto lâmpada/luminária disponível comercialmente pode-se adaptar melhor a algumas aplicações e não a outras. Por exemplo, iluminação fluorescente convencional é bastante indicada para iluminação de escritórios, e iluminação incandescente é a opção preferencial para galerias de arte, devido a sua excelente reprodução de cores. Passo 3 Para a luminária escolhida no passo anterior determina-se o Fator de Utilização (Fu). Este coeficiente, menor ou igual a 1, representa uma ponderação que leva em conta as dimensões do local e a quantidade de luz refletida por paredes e teto. A contribuição das dimensões do local é feita através do chamado Índice do Local (K) definido de acordo com: Fator de Utilização C⋅L (Pg. 13) K= ; onde: H (C + L ) C - comprimento do local, considerando formato retangular (m); L - largura do local (m); H - altura de montagem das luminárias (m). O índice do local permite diferenciar locais com mesma superfície total, mas com formato diferente (quadrado, retangular, retangular alongado, etc.), e também incorpora a influência da distância entre o plano das luminárias e o plano de trabalho. 32 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas De posse do índice do local, o coeficiente de utilização é facilmente obtido através de tabelas cujas outras variáveis de entrada são a fração de luz refletida por paredes e teto. Fator de Depreciação (Pg. 6) Passo 4 Para o local de instalação determina-se o Fator de Depreciação (Fd). Este coeficiente, menor ou igual a 1, representa uma ponderação que leva em conta a perda de eficiência luminosa das luminárias devido à contaminação do ambiente. Existem tabelas que fornecem valores deste coeficiente em função do grau de contaminação do local e da freqüência de manutenção (limpeza) das luminárias. Passo 5 Determina-se o fluxo luminoso total φ (em lúmen) que as luminárias deverão produzir, de acordo com a seguinte expressão: ϕ= E⋅S Fu ⋅ Fd ; onde: E - iluminamento médio (em lux) estabelecido no Passo 1; S = C x L - área do local (m2). Passo 6 Determina-se o número necessário de luminárias NL: NL = ϕ ; onde: ϕL ϕ - fluxo luminoso total calculado no passo 5; ϕ L - fluxo luminoso (em lúmens) de uma luminária (este valor é conhecido uma vez escolhidas a luminária e a lâmpada - Passo 2). Passo 7 Ajusta-se o número de luminárias de forma a produzir um arranjo uniformemente distribuído (por exemplo, certo número de linhas cada uma com o mesmo número de colunas de tal forma que o número de luminárias resulte o mais próximo possível do valor determinado no Passo 6). Passo 8 Uma vez ajustado o número efetivo de iluminarias por linha e coluna, efetuar o cálculo da iluminancia efetiva no plano de trabalho. 33 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 4.2.2. Método Ponto a Ponto Para descrever o Método Ponto a Ponto é imprescindível apresentar antes duas leis básicas da Luminotécnica, a Lei do Inverso do Quadrado e a Lei dos Cosenos. A Lei do Inverso do Quadrado estabelece que o iluminamento médio cai com o quadrado da distância à fonte luminosa. De fato, conforme ilustra a Figura 4.2, o mesmo fluxo luminoso ∆φ atravessa as superfícies S1 e S2, situadas a distâncias d1 e d2 da fonte luminosa, respectivamente. S = Delta(w) . d2 Figura 4.2 – Lei do Inverso do Quadrado Como o ângulo sólido correspondente às duas superfícies é o mesmo, conclui-se que é válida a seguinte relação: 2 2 S1 ∆ω ⋅ d 1 d 1 = = 2 2 S 2 ∆ω ⋅ d 2 d 2 Por outro lado, da definição de intensidade luminosa I = 2 Fluxo luminoso ∆ϕ resulta: ∆ω Fonte Puntiforme de luz ∆ϕ ∆ϕ ∆ϕ 2 2 I= = = ⋅ d d = Ed ⋅ d d ∆ω S d S d 2 Iluminância ou iluminamento = d Fluxo / Área d Em que E(d) indica o iluminamento médio a uma distância genérica d da fonte luminosa. A equação E d = I é a expressão matemática da Lei do Inverso do d2 Quadrado. A Lei dos Cosenos estabelece que se a superfície (plana) considerada não for normal à direção definida pela intensidade luminosa, o iluminamento médio na superfície será menor que no caso da superfície ser normal e, ainda, a relação entre ambos valores é dado pelo coseno do ângulo formado entre as normais das duas superfícies. 34 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Figura 4.3 – Lei dos Cosenos Entre as superfícies S1 e S2 é válida a relação: S1 = cos α S2 ∆ϕ I ⋅ ∆ϕ I ⋅ ∆ϕ = = ⋅ cosα = E1 ⋅ cosα S 2 S1 S1 cosα Nestas condições, a relação entre os iluminamentos médios em S1 e S2 é: E2 = Que é a própria expressão matemática da Lei dos Cosenos. O Método Ponto a Ponto permite calcular, em qualquer ponto do plano de trabalho, o iluminamento médio causado por uma fonte luminosa localizada em qualquer ponto do local. Inicialmente considere-se a situação da Figura 13.25. O problema é determinar o iluminamento médio no plano horizontal no ponto P, causado pela fonte luminosa. Figura 4.4 – Método Ponto a Ponto Destaca-se que a intensidade luminosa I(θ) é dada pela curva fotométrica da luminária, considerada conhecida. O iluminamento no ponto P, no plano perpendicular à intensidade luminosa, é calculado através da Lei do Inverso do Quadrado: EP = Lei do Inverso do Quadrado I (θ ) I (θ ) I (θ ) = = ⋅ cos 2 θ 2 2 2 D h h cosθ 35 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas No ponto P, o iluminamento no plano horizontal é determinado através a Lei dos Cosenos: E PH = E P ⋅ cos θ = I (θ ) ⋅ cos 3 θ 2 h Finalmente, considerando todas as luminárias existentes no local, o iluminamento total no plano horizontal em P é determinado através de: E PH _ TOTAL = ∑ E PH _ i n i =1 Em que n indica o número total de luminárias e EPH i é o iluminamento horizontal em P causado pela luminária i. Para obter o iluminamento médio do local, aplica-se esta equação a um conjunto adequado de pontos de verificação e calcula-se finalmente a média aritmética de todos os valores de iluminamento obtidos. Na prática o iluminamento total em um determinado ponto tem contribuição significativa apenas das luminárias mais próximas ao ponto, sendo que a contribuição das luminárias distantes é muito pequena por causa da Lei do Inverso do Quadrado. De todo modo, o cálculo do iluminamento através do Método Ponto a Ponto é feito normalmente através de programa computacional, pois o cálculo manual só é viável em casos simples com poucas luminárias e poucos pontos de cálculo. 4.3 Exemplos de Cálculo de Iluminação a) Método dos Lumens Projetar o sistema de iluminação de um escritório com 18m de comprimento, 8m de largura e 3m de altura (pé direito), com mesas de 0,8 metros de altura. As luminárias serão Philips TCS 029, com duas lâmpadas fluorescentes de 32 W, Branca Comfort. O teto está pintado de verde claro, as paredes estão de azul claro e o chão está revestido com piso na cor marrom. O ambiente é considerado normal com período de manutenção de 5.000 horas. (I) aparelho de iluminação: • Luminária TCS 029 • Duas lâmpadas TLDRS 32/64 – 2.500 lm ⇒ 2 x 2.500 = 5.000 lm (II) da tabela de iluminâncias recomendadas (item 4.2 ou anexo I), adota-se E = 500lx (III) tem-se l = 18m b = 9m h_(m) = Altura do escritório hm = 2,2m (luminária no teto e mesas a 0,8m). (3m) - Altura das mesas (0,8m) B⋅L 18 ⋅ 9 = 2,2m = ≅ 2,7 da expressão K = H M ( B + L) 2,2(18 + 9) 36 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas (IV) consultando a tabela (catálogo da luminária) de fator de utilização “Fu” para esta Fator de luminária, com K = 2,5 e considerando para o local uma refletância 511 (50% teto, Utilização 10% parede, 10% piso), obtém-se Fu = 0,53; Pag. 58 (V) da tabela de fator de depreciação “Fd” (item 2.3), considerando ambiente normal e manutenção a cada 5.000h, obtém-se Fd = 0,85; 500 ⋅ (18 ⋅ 9) E⋅S = ≅ 179.800 lm Fu ⋅ Fd 0,53 ⋅ 0,85 ϕ 179.800 = = 36 luminárias; (VII) da expressão N L = ϕL 5.000 (VI) da expressão ϕ = (VIII) distribuição de luminárias: b) Método Ponto a Ponto Exemplo orientativo para leitura das curvas de distribuição luminosa (CDL), cálculo da intensidade luminosa nos diferentes pontos e a respectiva iluminância. (Figura 4.5). Consultando-se a luminária, cuja CDL está representada na figura 4.6 e supondo-se que esta luminária esteja equipada com 2 lâmpadas fluorescentes LUMILUX® 36W/21 (Figura 4.7), qual será a Iluminância incidida num ponto a 30º de inclinação do eixo longitudinal da luminária, que se encontra a uma altura de 2,00 m do plano do ponto? 37 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas LUMILUX® 36W/21 ϕ = 3350 lm Luminária para 2x LUMILUX® 36W/21 n=2 Na CDL, lê-se que: I30° = 340 cd Como este valor refere-se a 1000 lm, tem-se que: 340 I30º = ⋅ (2 ⋅ 3350) = 2278 cd 1000 Ver pag. 5, Curva de Distribuição Luminosa Seguindo-se a fórmula: E= Iα 2 ⋅ cos 3 a h I E = 302 ⋅ cos3 30o h 2278 E= ⋅ 0,65 4 E = 370lx 38 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Exercícios Propostos 01) Determinar o número de lâmpadas e de luminárias para iluminar uma fábrica de móveis de 25X50X4m, cujo nível de iluminamento necessário é de 500 lux. O teto e as paredes são claros. O período previsto para manutenção do sistema de iluminação é de 5000 horas. O afastamento máximo entre luminárias é 0,9Xpé direito. Mostre a disposição das luminárias no prédio. 02) Um prédio industrial precisa ser iluminado, nele se fabricam equipamentos muito volumosos. A indústria está instalada num prédio com as seguintes características: pé direito: 8m; bancada de trabalho: 65cm, largura do prédio:21m; comprimento do prédio: 84m; paredes de tijolo a vista teto de concreto No processo produtivo a indústria necessita de um nível de iluminamento de 600 lux, e não pode ter reprodução de cores parcial. Determine o número de lâmpadas e de luminárias a serem instaladas neste prédio e represente a disposição das luminárias na planta baixa. O afastamento máximo entre luminárias é igual a 0,95 X pé direito, e a altura de montagem não pode ser inferior a 6,5 m. 03) Se você fosse indagado sobre o tipo de iluminação mais adequado para iluminar os ambientes relacionados abaixo, qual(ais) o(s) tipo(s) de lâmpadas que você indicaria . Justifique sua resposta. a) escritório b) residência c) indústria de borracha com pé direito de 7m d) loteamento residencial (iluminação pública) e) quadra de esportes 39 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 4) Um galpão industrial é iluminado através de lâmpadas a vapor de mercúrio de 400W, com fluxo luminoso inicial de 20.500 lumens. Calcular o iluminamento num ponto P na horizontal iluminado por 4 refletores A, B, C e D, conforme figura abaixo. Nota: O pé útil é de 3 m. 40 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexos: I - NBR 5413:1992 - Iluminâncias de interiores II – Tipos de luminárias e curvas CDL (LUMINE) III – Eficiência aproximada de luminárias IV – Tabela de eficiência de recinto V – Tipo de luminária x Fator de depreciação VI – Luminária Philips TCS 029 41 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo I - NBR 5413:1992 - Iluminâncias de interiores 1 - Acondicionamento - engradamento, encaixotamento e empacotamento ..................... 100 - 150 - 200 2 - Auditórios e anfiteatros - tribuna...................................... 300 - 500 - 750 - platéia....................................... 100 - 150 - 200 - sala de espera........................... 100 - 150 - 200 - bilheterias.................................. 300 - 150 - 750 - salas de controle (quadro distribuidor) e salas grandes de controle centralizado................ 300 500 - 750 - salas pequenas de controle simples.......................................... 200 - 300 – 500 - parte posterior dos quadros de distribuição (vertical)................ 100 - 150 - 200 - salas de centros telefônicos automáticos............................. 100 - 150 - 200 7 – Cervejarias 3 - Bancos - atendimento ao público............. 300 - 500 - 750 - máquinas de contabilidade........ 300 - 500 - 750 - estatística e contabilidade......... 300 - 500 - 750 - salas de datilógrafas.................. 300 - 500 - 750 - salas de gerentes...................... 300 - 500 - 750 - salas de recepção..................... 100 - 150 - 200 - salas de conferências................ 150 - 200 - 300 - guichês..................................... 300 - 500 - 750 - arquivos (incluindo acomodações para trabalhos de menor importância).............................. 200 - 300 - 500 - arquivos.................................... 200 - 300 - 500 - saguão...................................... 100 - 150 - 200 - cantinas.................................... 100 - 150 - 200 - câmara de fermentação............ 100 - 150 - 200 - fervura e lavagem de barris...... 150 - 200 - 300 - enchimento (garrafas, latas, barris)...................................... 150 - 200 - 300 8 - Cinemas e teatros - sala de espetáculos: - durante o espetáculo (luz de guia)............................... 1 . durante o intervalo ................. 30 - 50 - 75 - sala de espera, “foyer”............. 100 - 100 - 200 - bilheterias................................ 300 - 500 - 750 9 - Consultórios médicos (ver 28) 4 Barbearias - geral......................................... 150 - 200 - 300 10 - Corredores e escadas 5 - Bibliotecas - geral ........................................ 75 - 100 - 150 - sala de leitura............................ 300 - 500 - 750 - recinto das estantes.................. 200 - 300 - 500 - fichário...................................... 200 - 300 - 500 11 - Correios e telégrafos (ver 3) 6 - Centrais elétricas - dobragem, montagem, colagem, etc.................................. 200 - 300 - 500 - corte, perfuração e costura...... 200 - 300 - 500 - gravação e inspeção................ 750 - 1000 - 1500 - equipamento de ar condicionado, instalação de ventilação, condensadores de cinza, instalação ventiladora para fuligem e cinza.................. 100 150 - 200 - ferramentas acessórias, como baterias acumuladoras, tubulações alimentadoras de caldeiras, compressores e jogos de instrumentos afins................ 100 - 150 - 200 - plataformas de caldeiras........... 100 - 150 - 200 - alimentação de combustível...... 100 - 150 - 200 - transportadores de carvão, trituradores e instalação para pó de carvão........................ 100 150 -200 - embasamento da turbina........... 100 - 150 - 200 - sala da turbina.......................... 100 - 150 - 200 - instalações de hidrogênio e CO .. 100 - 150 - 200 - salas para amolecimento de água..............................................100 - 150 - 200 - laboratório químico................... 300 - 500 - 750 12 - Encadernação de livros 13 – Escolas - salas de aulas.......................... 200 - 300 - 500 - quadros negros........................ 300 - 500 - 750 - salas de trabalhos manuais...... 200 - 300 - 500 - laboratórios . geral....................................... 150 - 200 - 300 . local....................................... 300 - 500 - 750 - anfiteatros e auditórios: . platéia.................................... 150 - 200 - 300 . tribuna.................................... 300 - 500 - 750 - sala de desenho...................... 300 - 500 - 750 - sala de reuniões...................... 150 - 200 - 300 - salas de educação física.......... 100 - 150 - 200 - costuras e atividades semelhantes.................................... 300 - 500 - 750 - artes culinárias........................ 150 - 200 - 300 42 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 18 – Estaleiros 14 – Escritórios - escritórios de: . registros, cartografia, etc. ...... 750 - 1000 - 1500 . desenho, engenharia mecânica e arquitetura.................... 750 - 1000 -1500 . desenho decorativo e esboço.... 300 - 500 – 750 - salão de montagem................. 150 - 200 - 300 - modelagem.............................. 300 - 300 - 750 - oficina de solda........................ 150 - 200 - 300 - rampa de lançamento: . guindastes.............................. 100 - 150 - 200 . zonas de trabalho................... 150 - 200 - 300 . zonas de transporte................ 100 - 150 – 200 15 - Esportes (salão para) 19 - Fabricação manual de tapetes ou similares - bilhares: . geral...................................... 100 - 150 - 200 . mesas.................................... 300 - 500 - 750 - bocha...................................... 150 - 200 - 300 - boliche: . local de arremesso e pista...... 150 - 200 - 300 . local dos pinos....................... 300 - 500 - 750 - bola ao cesto e voleibol: . local de jogos......................... 150 - 200 - 300 . locais recreativos e de treinamento................................... 100 - 150 - 200 - esgrima................................... 300 - 500 - 750 - frontão..................................... 300 - 500 - 750 - ginástica.................................. 150 - 200 - 300 - hóquei: . locais grandes.......................... 300 - 500 - 750 . locais recreativos e de treinamento.................................... 150 - 200 - 300 - futebol de salão: . quadra................................... 150 - 200 - 300 . locais recreativos e de treinamento................................... 100 - 150 - 200 - tamborete: . quadra.................................... 150 - 200 - 300 . locais recreativos e de treinamento.................................... 100 - 150 - 200 - piscina (iluminação geral) .......... 100 - 150 - 200 - patinação: . corridas .................................. 150 - 200 - 300 . recreação ............................... 100 - 150 - 200 - pugilismo e luta livre: . ringue..................................... 750 - 1000 - 1500 . locais recreativos e de treinamento.................................... 150 - 200 - 300 - tênis: . quadra de jogos...................... 300 - 500 - 750 . locais recreativos e de treinamento.................................... 150 - 200 – 300 - geral........................................ 300 - 500 - 750 20 - Farmácias e drogarias (ver 28) 21 – Fundições - área de carregamento e enchimento...................................... 100 - 150 - 200 - fabricação de moldes e machos (trabalho fino).................. 300 - 500 - 750 - fabricação de moldes e machos (trabalho grosseiro) .......... 150 - 150 - 300 - moldagem grosseira ................. 150 - 200 - 300 - fundição e classificação de peças fundidas............................ 200 - 300 - 500 - limpeza e acabamento ............. 150 - 200 - 300 - inspeção (material de precisão)................................... 750 - 1000 - 1500 - inspeção (material grosseiro) .... 300 - 500 - 750 22 – Funilaria - bancada, prensa, tesoura, estampagem, máquinas para formar cilindros a frio, máquinas perfuradoras ............................ 200 - 300 - 500 - inspeção de chapas de metal estanhado e galvanizado, riscagem de desenhos em chapas de metal ............................ 750 - 1000 - 1500 23 - Gabinetes dentários (ver 28) 24 - Galerias de artes (ver 58 e 61) 25 - Galvanoplastia e operações similares - banho ...................................... 100 - 150 - 200 - polimento ................................. 150 - 200 - 300 16 - Estações ferroviárias e rodoviárias 26 – Garagens - sala de espera .......................... 100 - 150 - 200 - escritórios e guichês................. 300 - 500 - 750 - sala de refeições...................... 100 - 150 - 200 - depósitos de bagagens............ 150 - 200 - 300 - plataformas.............................. 100 - 150 - 200 - lavatórios................................. 100 - 150 - 200 17 - Estações de tratamento de águas e esgotos - operações químicas (laboratórios): . geral....................................... 150 - 200 - 300 . mesa de trabalho.................... 300 - 500 – 750 - oficinas .................................... 150 - 150 - 300 - bancadas ................................. 300 - 300 - 750 - áreas de lubrificação ................ 100 - 100 - 200 - poços de lubrificação ............... 150 - 200 - 300 - lavagem ................................... 150 - 200 - 300 - estacionamento interno ............ 100 - 150 - 200 - loja .......................................... 300 - 500 - 750 27 - Hangares (ver 34) - consertos e manutenção .......... 300 - 500 - 750 - revisão de motores ................... 300 - 500 - 750 43 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 28 – Hospitais - sala dos médicos ou enfermeiras: . geral ....................................... 100 - 150 - 200 . mesa de trabalho .................... 300 - 500 - 750 - quarto de preparação ............... 150 - 200 - 300 - arquivo .................................... 100 - 150 - 200 - farmácia: . geral ....................................... 150 - 150 - 300 . mesa de trabalho .................... 300 - 500 - 750 - trabalho com radioisótopos: . laboratório radioquímico ......... 300 - 300 - 750 . salão de medidas ................... 150 - 200 - 300 . mesa de trabalho .................... 300 - 500 - 750 - otorrinolaringologia: . sala de exame ........................ 300 - 300 - 750 - autópsias: . geral ....................................... 300 - 500 - 750 . depósitos de cadáveres .......... 100 - 150 - 200 - terapia: . física ...................................... 150 - 200 - 300 . aplicada ................................. 150 - 200 - 300 - lavabos .................................... 100 - 150 - 200 - raio-X: . radiografias, fluoroscopia e câmara ................................... 100 - 150 - 200 . radioterapia profunda e superficial ............................... 100 - 150 - 200 . exames de provas .................. 150 - 200 - 300 . arquivos de filmes revelados ... 150 - 200 - 300 . estocagem de filmes sem revelações............................. 100 - 150 - 200 - dispensário: . geral ...................................... 100 - 150 - 200 . mesa...................................... 300 - 500 - 750 . depósito de remédios ............. 100 - 150 - 300 - banheiros: . geral ...................................... 100 - 150 - 200 . espelhos (iluminação suplementar).................................. 200 - 200 - 500 - biblioteca................................. 300 - 500 - 750 - pronto-socorro: . geral ...................................... 300 - 500 - 750 - corredores e escadas .............. 75 - 100 - 150 - escritórios (ver 14) - cozinhas .................................. 150 - 150 - 300 - laboratórios de análises: . sala de pesquisa .................... 150 - 200 - 300 . mesa de trabalho ................... 300 - 500 - 750 - salas de diagnósticos e terapêuticas: . geral ...................................... 150 - 200 - 300 . mesa de diagnóstico .............. 300 - 500 - 750 - departamento cirúrgico: . sala de operação (iluminação geral)..................................... 300 - 500 - 750 . sala de esterilização ............... 300 - 500 - 750 - departamento dentário: . sala de dentista (iluminação geral) ..................................... 150 - 200 - 300 - lavatórios ................................. 100 - 150 - 200 - departamento de maternidade: . sala de partos (iluminação geral)..................................... 150 - 200 - 300 . berçário ................................. 75 - 100 - 150 . sala de atendimento ao berçário................................. 150 - 200 - 300 - lavanderia (ver 55) - quartos particulares para pacientes: . geral ....................................... 100 - 150 - 200 . cama ...................................... 150 - 150 – 300 29 - Hotéis e restaurantes - banheiros ................................. 100 - 150 - 200 - espelhos (iluminação suplementar)............................... 200 - 300 - 500 - corredores e escadas ............... 75 - 100 - 150 - lavanderia: (ver 55) - sala de leitura: . geral ....................................... 100 - 150 - 200 . mesa ...................................... 200 - 300 - 500 - cozinha: . geral ....................................... 150 - 200 - 300 . local ....................................... 300 - 500 - 750 - quartos: . geral ....................................... 100 - 150 - 200 . cama (iluminação suplementar)............................... 150 - 200 - 300 . escrivaninha............................ 200 - 300 - 500 . penteadeiras ........................... 200 - 300 - 500 - salão de reuniões: . salão de conferências ............. 100 - 150 - 200 . tablados ................................. 300 - 150 - 750 - exposições e demonstrações ... 200 - 300 - 500 - sala de reuniões de hóspedes ... 100 - 150 - 200 - restaurantes ............................. 100 - 150 - 200 - lanchonetes .............................. 150 - 200 - 300 - auto-serviço ............................. 150 - 200 - 300 - portaria e recepção .................. 150 - 200 - 300 - centro telefônico....................... 150 - 200 - 300 30 - Igrejas e templos - nave, entrada, auditórios, sem ofício....................................... 30 - 50 - 75 - nave, entrada, auditórios, com ofício....................................... 100 - 150 - 200 - púlpito, com ofício.................... 200 - 300 - 500 31 - Indústrias alimentícias - seleção de refugos ................... 150 - 200 - 300 - limpeza e lavagem.................... 150 - 200 - 300 - classificação pela cor (sala de cortes)..................................... 750 - 1000 - 1500 - cortes e remoção de caroços e sementes.............................. 150 - 200 - 300 - enlatamento: . mecânico (correia transportadora) ...................... 150 - 200 - 300 . manual ................................... 200 - 300 - 500 . inspeção de latas cheias (amostras para ensaios) ......... 750 - 1000 - 1500 - trabalho com latas: . inspeção ................................ 750 - 1000 - 1500 . selagem das latas ................... 150 - 200 - 300 . arranjo de latas e acondicionamento em caixas de papelão....................................100 - 150 - 200 32 - Indústria de artigos de ourivesaria e joalheria - geral ........................................ 750 - 1000 - 1500 44 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas - local ........................................1500 - 2000 - 3000 33 - Indústria de automóveis - construção de carrocerias e chassis, montagem das partes componentes ................. 200 - 300 - 500 - linha de montagem dos chassis.................................... 300 - 500 - 750 - montagem de carrocerias ......... 200 - 300 - 500 - acabamento e inspeção ........... 750 - 1000 - 1500 34 - Indústrias de aviões - fabricação: . perfuração, rebitagem e pivotagem............................. 200 - 200 - 500 . cabines de pulverização ......... 300 - 500 - 750 . riscagem de chapas de alumínio, fabricação de gabaritos ou modelos de braçadeiras, parte da fuselagem, peças das asas, etc...........................300 - 500 - 750 - solda: . iluminação geral ..................... 150 - 200 - 300 . iluminação suplementar sobre o trabalho.................. 1500 - 2000 - 3000 - montagem: . trem de aterrissagem, montagens, peças das asas, casco de fuselagem e outras peças grandes................................. 300 - 500 - 750 - montagem final: . colocação dos motores, peças das asas, trem de aterrissagem, etc ................... 300 - 500 - 750 . inspeção da fuselagem completa e equipamentos...... 300 - 500 - 750 . consertos das máquinasferramenta................ 300 - 500 - 750 35 - Indústrias de borrachas - processamento de matérias-primas: . trituração, vulcanização .......... 100 - 150 - 200 . calandragem .......................... 150 - 200 - 300 - outras operações: . máquinas para pneumáticos de veículos, mangueiras de borracha, moldagem por compressão, moldagem por extrusão, refinação................ 150 - 200 - 300 - inspeção final ......................... 750 - 1000 - 1500 36 - Indústrias de calçados - couros: . riscagem de modelos, cortes, costuras, formação de pares e classificação............ 750 - 1000 - 1500 . pregação com tachas, colocação de solas, pregueação, colocação nas fôrmas, colocação de vira, enrijecimento, limpeza, tingimento e polimento.................................. 750 - 1000 - 1500 - borracha: . lavagem, tratamento de composto de borracha, confecção de lençóis de borracha....................................... 100 - 150 - 200 . envernizamento, vulcanização, calandragem, corte da parte superior e solas.......................................... 150 - 200 - 300 . rolamentos de solas, colagem do revestimento interno, montagem e acabamento................................... 300 - 500 - 750 37 - Indústrias de cerâmicas - trituração, filtragem e prensa, secagem................................. 100 - 150 - 200 - moldagem, acabamentos e limpeza................................... 100 - 150 - 200 - coloração e vitrificação (grosseira)............................... 300 - 500 - 750 - coloração e vitrificação (delicada)............................... 750 - 1000 - 1500 - decoração manual .................. 750 - 1000 - 1500 38 - Indústrias de chapéus - tingimento, impermeabilização, limpeza e refinação ................. 300 - 500 - 750 - formação, dimensionamento, perfuração, confecção de aba, acabamento e passagem a ferro........................... 750 - 1000 - 1500 - costuras e guarnecimento .... 1500 - 2000 - 3000 39 - Indústrias de cimentos - moagem, fornos ...................... 100 - 150 - 200 - ensacamento ........................... 100 - 150 - 200 - escalas, painéis e instrumentos .. 300 - 500 - 750 40 - Indústrias de confeitos - seção de chocolates: . quebra, seleção, extração de gordura, alisamento e purificação, trans...................... 150 - 200 - 300 - fabricação de balas ................. 300 - 500 - 750 - recheios: . mistura, fervura, amassamento . 150 - 200 - 300 . decoração manual .................. 300 - 500 - 750 - confeitos consistentes: . mistura, fervura, amassamento.................................. 150 - 200 - 300 . corte, classificação e acondicionamento......................... 300 - 500 - 750 41 - Indústrias de conservas de carnes - abate de gado ......................... 100 - 150 - 200 - limpeza e corte ........................ 300 - 500 - 750 - cozimento, moagem, enlatamento e acondicionamento ...... 150 - 200 - 300 42 - Indústrias de couros - tanques .................................... 100 - 150 - 200 - limpeza, curtimento, estriagem, tingimento................................ 100 - 150 - 200 - divisão, descarnamento e preparação.............................. 150 - 200 - 300 - acabamento e inspeção............ 300 - 500 - 750 43 - Indústrias de fumos - secagem, rasgamento, corte e mistura.................................... 150 - 200 - 300 45 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas - preparação de melados, essências e goma.................... 150 - 200 - 300 - inspeção e classificação ........ 750 - 1000 - 1500 - máquinas para cigarros, charutos e filtros...................... 300 - 500 - 750 - encarteiramento e empacotamento.......................... 300 - 500 - 750 44 - Indústrias de gelo - fornos mecânicos e tanques de cristalização, vasos de evaporação, filtragem, alvejamento...................................... 150 - 200 - 300 - caldeiras de engrossamento, extração, filtragem e equipamento de filtração, eletrólise .... 150 - 200 - 300 - indústria e reparação de relógios, cronômetros e equipamento de precisão: . geral ................................... 1500 - 2000 - 3000 - geral ......................................... 150 - 200 - 300 50.1 - Indústrias de sabão 45 - Indústrias de gravação de desenhos e dizeres - fervura, cortes, fabricação de pó e flocos............................... 150 - 200 - 300 - prensagem, acondicionamento e embalagem, enchimento das caixas de papelão com sabão em pó e acondicionamento das caixas............................... 150 - 200 - 300 - geral ......................................1500 - 2000 - 3000 46 - Indústrias de luvas - cortes, prensagem, perfuração...750 - 1000 - 1500 - confecção de malhas, classificação............................ 300 - 500 - 750 - costuras, guarnecimento, inspeção.......................... 1500 - 2000 - 3000 47 - Indústrias de materiais elétricos e telecomunicações - impregnação ............................ 150 - 200 - 300 - isolação ................................... 300 - 500 - 750 - enrolamento, bobinagem .......... 300 - 500 - 750 - ensaios, inspeção ..................... 300 - 500 - 750 - trabalhos mecânicos e de montagem (ver 33) 48 - Indústrias metalúrgicas - usinagem grosseira e trabalhos de ajustador............................. 150 - 200 - 300 - usinagem média e trabalhos de ajustador, trabalhos grosseiros de plainas, tornos e polimento.... 300 - 500 - 750 - usinagem de precisão de trabalhos de ajustador, máquinas de precisão automática, plainamento, tornos de precisão e polimento de alta qualidade...... 750 - 1000 - 1500 - usinagem de alta precisão e trabalhos de ajustador ......... 1500 - 2000 - 3000 49 - Indústrias de papéis - abertura e trituração, calandragem.................................... 150 - 200 - 300 - máquinas de papel, cortes, usinagem e refinação............... 150 - 200 - 300 - máquinas de papel – lado úmido...................................... 150 - 200 - 300 - máquinas de papel – lado seco, inspeção, laboratório ...... 300 - 500 - 750 50 - Indústrias químicas - fornos de operação manual, secadores estacionários, caldeiras e tanques de cristalização.......................................... 150 - 200 300 51 - Indústrias têxteis - algodão: . abertura de fardos, batedores, misturas, classificação ........... 150 - 200 - 300 . cardação, estiragem, engomagem, enrolamento de bobinas e carretéis, fiação .................. 200 - 300 - 500 . espulagem, classificação, urdimento.............................. 300 - 500 - 750 . preparação dos rolos de urdume ................................................. 300 - 500 - 750 . tecelagem .............................. 300 - 500 - 750 . inspeção (peças estacionárias).................................... 300 - 500 750 . inspeção (peças em movimento rápido)........................ 750 - 1000 -1500 . engrupagem automática ......... 750 - 1000 - 1500 . engrupagem manual ............... 300 - 500 - 750 - sedas e fibras sintéticas: . desengomagem, tingimento, secagem................................ 150 - 200 - 300 . enrolamento de bobinas e carretéis, retorção .................. 150 - 200 - 300 . urdimento, fiação .................... 300 - 500 - 750 . tecelagem .............................. 300 - 500 - 750 - lã: . abertura de fardos, batedores, misturas, classificação ........... 150 - 200 - 300 . lavagem, massaroqueiras ....... 150 - 200 - 300 . mistura ................................... 150 - 200 - 300 . inspeção ................................ 300 - 500 - 750 . cardação, estiragem, engomagem, retorção, enrolamento de espulas ............. 150 - 200 - 300 . fiação (branca) ........................ 150 - 200 - 300 . fiação (colorida) ...................... 300 - 500 - 750 . tecelagem (branca) ................. 300 - 500 - 750 . tecelagem (colorida) ............... 750 - 1000 - 1500 . urdimento ............................... 300 - 500 - 750 . engrupagem ........................... 150 - 200 - 300 52 - Indústrias de tintas - geral ........................................ 150 - 200 - 300 - igualação de cores de acordo com os padrões (localmente na fábrica) .............. 750 - 1000 - 1500 46 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 53 - Indústrias de vestuário - inspeção do material ............. 1500 - 2000 - 3000 - corte e passagem .................... 750 - 1000 - 1500 - costura e guarnecimento ......... 750 - 1000 - 1500 - dimensionamento, plainagem, lixamento grosso, aparelhamento semipreciso, colagem, folheamento e montagem ......... 200 - 300 - 500 - aparelhamento de precisão, lixamento fino e acabamento .... 300 - 500 - 750 54 - Indústrias de vidros 60 - Moinhos de farinhas - salas de mistura e salões de fornos, moldagem e pressão, resfriamento e sopramento à maquina............................... 150 - 200 - 300 - esmerilhamento, corte dimensional, prateamento....... 300 - 500 - 750 - esmerilhamento fino, polimento, chanframento.............. 300 - 500 - 750 - gravação, polimento e inspeção.............................. 750 - 1000 - 1500 - moagem, peneiramento, purificação............................... 150 - 200 - 300 - embalagem .............................. 150 - 200 - 300 - inspeção do produto ................ 300 - 500 - 750 - limpeza de peneiras, passagem, inspeção de tanques ................ 150 - 200 - 300 55 – Lavanderias - lavagem de roupas .................. 150 - 200 - 300 - passagem de peças a ferro, pesagem, contagem e marcação .................................... 150 - 200 - 300 - calandragem, classificação ...... 150 - 200 - 300 - passagem manual a ferro de peças delicadas (saias e golas de vestidos) ............ 300 - 500 - 750 56 – Lavatórios - geral ........................................ 100 - 150 - 200 - espelho ................................... 200 - 300 - 500 57 - Locais de armazenamento - armazéns gerais (não usados freqüentemente)....................... 75 - 100 - 150 - armazéns de fábricas (usados freqüentemente): . armazenamento de volumes grandes................................. 150 - 200 - 300 . armazenamento de volumes pequenos.............................. 150 - 200 - 300 . armazenamento de volumes muito pequenos.................... 200 - 300 - 500 58 – Lojas - vitrinas e balcões (centros comerciais de grandes cidades): . geral .................................... 750 - 1000 - 1500 . iluminação suplementar com facho concentrado............. 3000 - 5000 - 7500 - vitrinas e balcões (outros locais fora dos centros comerciais): . geral ....................................... 300 - 500 - 750 . iluminação suplementar com facho concentrado............. 1000 - 1500 - 2000 - interior de: . loja de artigos diversos ........... 300 - 500 - 750 . centros comerciais .................. 300 - 500 - 750 . outros locais ........................... 300 - 300 - 750 59 - Marcenaria e carpintaria - serragem e aparelhamento, trabalho grosseiro.................... 150 - 200 - 300 61 – Museus - geral ......................................... 75 - 100 - 150 - quadro (iluminação suplementar)........................................... 150 - 200 300 - esculturas e outros objetos ....... 300 - 500 - 750 62 – Padarias - sala de mistura ......................... 150 - 200 - 300 - porta-massa (iluminação vertical).......................................... 100 - 150 - 200 - sala de fermentação ................. 100 - 150 - 200 - sala de preparação ................... 150 - 200 - 300 - espaço de forno ....................... 150 - 200 - 300 - decoração de moldagem .......... 200 - 300 - 500 - sala de embalagem .................. 150 - 200 - 300 63 – Pinturas - imersão, pulverização, remoção de camadas antigas, lixamento, pintura e acabamento............................... 200 - 300 - 500 - pintura e acabamento de alta qualidade................................ 300 - 500 - 750 - pintura e acabamento de qualidade superior (automóvel, piano, etc.) ................. 750 - 1000 1500 - polimento e brunimento............ 200 - 300 - 500 64 - Produtos de papel (caixas de papelão) - sala de fabricação .................... 200 - 300 - 500 - armazenamento ....................... 100 - 150 - 200 65 – Residências - salas de estar: . geral ....................................... 100 - 150 - 200 . local (leitura, escrita, bordado, etc.)....................................... 300 - 500 - 750 - cozinhas: . geral ....................................... 100 - 150 - 200 . local (fogão, pia, mesa) ........... 200 - 300 - 500 - quartos de dormir: . geral ....................................... 100 - 150 - 200 . local (espelho, penteadeira, cama).................................... 200 - 300 - 500 - hall, escadas, despensas, garagens: . geral ....................................... 75 - 100 - 150 . local ....................................... 200 - 300 - 500 47 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas - banheiros: . geral ....................................... 100 - 150 - 200 . local (espelhos) ....................... 200 - 300 - 500 66 - Restaurantes (ver 29) . estereotipagem ...................... 200 - 300 - 500 - litografia: . gravação, tiragem de provas .. 200 - 300 - 500 . retocagem e inspeção ............ 300 - 500 - 750 . preparação de cores .............. 300 - 500 - 750 . cobrimento (máscaras) ........... 300 - 500 - 750 67 – Siderúrgicas 73 - Trabalhos com couros - depósito de matérias-primas .... 100 - 150 - 200 - áreas de carregamento ............. 150 - 200 - 300 - enchimento de fornos: . poço de resíduos .................... 150 - 200 - 300 . aberturas para inspeções ........ 150 - 200 - 300 - fundição de lingotes ................. 150 - 200 - 300 - depósitos de lingotes ............... 150 - 200 - 300 - conserto de portas do forno e material refratário..................... 150 - 200 - 300 - depósito de refugo ................... 150 - 200 - 300 - fabricação de aço .................... 150 - 200 - 300 - compartimento de trituração .... 150 - 200 - 300 - prensagem, enrolamento e polimento.............................. 750 - 1000 - 1500 - inspeção, classificação, corte e costura...................... 750 - 1000 - 1500 74 - Tratamento de carvão - trituração, peneiramento, lavagem.................................. 150 - 200 - 300 - classificação (correia transportadora)............................... 200 - 300 - 500 68 – Soldas 75 - Usinas de aço - iluminação geral ....................... 150 - 200 - 300 - solda de arco de precisão (manual).............................. 1500 - 2000 - 3000 - forjas ....................................... 150 - 200 - 300 - laminação: . uma fase de laminação, laminação a quente de tiras, laminação a frio de tiras e chapas.................................. 150 - 200 - 300 . trefilação de tubos, vergalhões e fios............................ 150 - 200 - 300 - fabricação de chapas: . estanhagens, galvanização, laminação a frio..................... 150 - 200 - 300 - salas de máquinas ................... 150 - 200 - 300 - inspeção: . chapas pretas, chapas laminadas........................................ 300 - 500 - 750 . chapas estanhadas e outras superfícies claras................... 300 - 500 - 750 69 – Tapeçarias - estofamento de móveis ............ 300 - 500 - 750 70 - Terminais de vídeo - leitura de documentos (para datilografia)................................ 300 - 500 - 750 - teclado .................................... 300 - 300 - 300 71 – Tinturarias - marcação, classificação, lavagem e limpeza......................... 150 - 200 - 300 - inspeção e remoção de manchas.................................... 1500 - 2000 - 3000 - passagem de roupas (a máquina ou manual)............. 300 - 500 - 750 - consertos e modificações ....... 750 - 1000 - 1500 72 – Tipografias - fundição de tipos: . confecção de matrizes ............ 300 - 500 - 750 . fundição de tipos (mecânica ou manual), classificação ....... 200 - 300 - 500 - oficinas tipográficas: . inspeção de cores .................. 750 - 1000 - 1500 . montagem de tipos na máquina, sala para a montagem manual de tipos ............ 200 - 500 - 750 . impressão .............................. 200 - 300 - 500 . mesas de fôrmas .................... 300 - 500 - 750 . revisão ................................... 300 - 500 - 750 - seção eletroquímica: . gravação, retocagem e acabamento de matrizes..................................... 300 - 500 - 750 76 - Usinas de açúcar - moagem, mistura, fervura, transporte................................ 150 - 200 - 300 - usinagem centrífuga, purificação, peneiramento................... 300 - 500 - 750 - Inspeção de cor ....................... 750 - 500 - 750 - armazenamento ........................ 100 - 150 - 200 77 - Usinas de leite - sala de esterilização, armazenamento de garrafas, instalações de lavagem de latas para leite, instalações de resfriamento, salão de resfriamento, pasteurização e separação de cremes .................................... 150 - 200 - 300 - classificação de garrafas .......... 150 - 200 - 300 - inspeção na máquina de lavar .. 300 - 500 - 750 - inspeção durante o enchimento...................................... 300 - 500 - 750 - sala de pesagens ..................... 100 - 150 - 200 - balanças .................................. 150 - 200 - 300 - laboratórios .............................. 300 - 500 - 750 48 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo II –Tipos de Luminárias e curvas CDL (LUMINE) Descrição Tipo de iluminação A1 Luminária de embutir para lâmpada refletora elíptica – teto Direta A1.1 Luminária de embutir para lâmpada refletora – teto Direta A1.2 Luminária refletora de embutir para lâmpada de descarga de alta pressão – teto Direta A2 Luminária refletora suspensa para lâmpada fluorescente – teto Direta A2.1 Refletor suspenso - teto Direta A3 Luminária de embutir para lâmpadas fluorescente compacta e incandescente – teto Direta B2 Luminária de sobrepor para lâmpadas fluorescentes e incandescente – teto Direta Tipo Esquema CDL 49 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Descrição Tipo de iluminação B4 Luminária de sobrepor para lâmpada fluorescente tubular – teto Direta C2 Luminária de sobrepor com plafonier para lâmpada fluorescente tubular – teto Direta C4 Luminária de sobrepor e de tipo Spots para lâmpadas fluorescentes e incandescente nuas – teto Direta D2 Luminária de sobrepor para iluminação semi-indireta – teto Semi-indireta E2 Luminária de sobrepor para iluminação indireta – parede Indireta E3 Refletor de sobrepor para iluminação indireta - baixa Indireta Tipo Esquema CDL 50 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo III – Eficiência Aproximada de Luminárias 51 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo IV – Tabela de Eficiência do Recinto 52 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 53 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 54 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 55 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo V – Tipo de luminária x Fator de depreciação Tipo de Aparelho Aparelhos para embutir lâmpadas incandescentes Aparelhos para embutir lâmpadas refletoras Calha aberta e chanfrada Refletor industrial para lâmpadas incandescentes Luminária comercial Luminária ampla utilizada em linhas contínuas Refletor parabólico para duas lâmpadas incandescentes Refletor industrial para lâmpada VM Aparelho para lâmpada incandescente para iluminação indireta Luminária industrial tipo Miller Luminária com difusor de acrílico Globo de vidro fechado para lâmpada incandescente Refletor com difusor plástico Luminária comercial para lâmpada high output colméia Luminária para lâmpada fluorescente para iluminação indireta Fd 0,85 0,8 0,75 0,7 0,6 56 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Anexo VI – Luminária Philips TCS 029 57 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 58 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas 59 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica Luminotécnica e Lâmpadas Elétricas Referências Bibliográficas 1. PHILIPS. Iluminação – Noções Básicas de Iluminação. Informação de produto – Informação de Aplicação. 2. OSRAM. Manual Luminotécnico Prático. 2000. 3. LUMICENTER - Engenharia de Iluminação. Informações Técnicas. Disponível em: <http://www.lumicenter.com/catalogo.php>. Acesso em: 10 mar. 2009. 4. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-5413 - Iluminância de Interiores. Rio de Janeiro, 1992. 5. FONSECA, Rômulo Soares. Iluminação Elétrica. McGraw-Hill do Brasil. 6. MOREIRA, Vinicius de Araújo. Iluminação e Fotometria – Teoria e Aplicação. 3. ed. rev. e amp. Edgard Blucher. 7. SILVA, Mauri Luiz da. Luz Lâmpadas & Iluminação. 3. ed. Ciência Moderna. 8. RODRIGUES, Pierre. Manual de Iluminação Suficiente. PROCEL – Programa Nacional de Conservação de Energia Elétrica, 2002. 9. COTRIM, Ademaro A. M. B. Instalações Elétricas. Revisão e adaptação técnica em conformidade com a NBR 5410 de Geraldo Kindermann. 4. ed. São Paulo: Prentice Hall, 2006. 678 p. 60 Universidade Federal de Uberlândia Faculdade de Engenharia Elétrica