FILTRAÇÃO DE GASES: ESTUDO DA FORÇA DE ADESÃO ENTRE TORTAS
DE CONCENTRADO FOSFÁTICO E TECIDOS DE FIBRAS SINTÉTICAS
1
1
2
Milene Minniti de Campos, 2 Mônica Lopes Aguiar
Bolsista de iniciação Científica PIBIC/CNPq/UFSCar, discente do curso de Engenharia Química
Professora do Departamento de Engenharia Química da UFSCar/SP
1,2
Departamento de Engenharia Química da Universidade Federal de São Carlos. Rodovia Washington Luís, Km 235,
São Carlos – SP, CEP 13565-905
e-mail: [email protected]
RESUMO - Atualmente, o aumento da poluição atmosférica tornou-se uma preocupação
mundial, já que a presença de partículas dispersas no ar é prejudicial tanto para os animais
como para o meio ambiente. Por isso, é necessário o controle da emissão de partículas na
atmosfera. A instalação de filtros manga nas indústrias é fundamental para que haja tal
controle, e o estudo da força de adesão entre partículas e filtro é imprescindível a fim de
melhorar os processos de filtração e limpeza. Portanto, esse trabalho teve como meta estudar a
formação e a remoção das tortas de filtração, com o objetivo de determinar as forças adesivas
entre tecido e partícula, analisando a influência de condições operacionais nos processos de
filtração de gases. Para tal finalidade foi utilizado o concentrado fosfático como material
particulado e três tipos de tecido de fibras sintéticas de polipropileno, de poliéster e de acrílico.
Foi observado que a força de adesão entre partícula e tecido aumenta quanto maior for a
velocidade de filtração, porque ocorre a formação de tortas mais coesas. De maneira geral, os
tecidos que apresentaram as maiores forças adesivas foram aqueles com maiores porosidades
superficiais, o que dificultava a remoção das partículas que se inseriram nos poros.
Palavras-Chave: filtração de gases, força de adesão, porosidade
INTRODUÇÃO
A poluição atmosférica vem aumentando
desde o início da Revolução Industrial, século
XVIII. Por isso, torna-se importante obter níveis
menores de partículas poluidoras em dispersão
no ar. Essa poluição advém principalmente da
queima de materiais combustíveis, como por exemplo, o carvão mineral e os derivados do petróleo.
Considera-se como material particulado
disperso no ar qualquer substância, à exceção da
água pura, que existe como sólido ou líquido na
atmosfera e tem dimensões microscópicas ou
submicroscópicas, porém maiores que as dimensões moleculares (Lora, 2002).
Como alguns materiais pulverulentos prejudicam a saúde humana, tornou-se necessário
conhecer os tamanhos das partículas que são
inaláveis pelo ser humano. O padrão estabelecido
em 1997 define que a fração fina do PM10, partículas com diâmetro nominal menor ou igual a 2,5
µm, ao serem inaladas, entram no trato respiratório até chegar aos pulmões, tornando estes enrijecidos, prejudicando a respiração, já que algumas partículas podem ser tóxicas, causando alergia e até mesmo câncer (ACGIH, 1996).
Assim, para diminuir a emissão de material
particulado em suspensão no ar tem-se como
alternativa a filtração de gases. Por isso, as indústrias de diferentes seguimentos precisam de novos conhecimentos sobre os meios filtrantes e
como eles se comportam durante a separação
gás-sólido dos processos.
A filtração gás-sólido com a utilização de
filtros de tecido é um método tradicional de
limpeza de gases que consiste na passagem do
gás com partículas suspensas através de um
meio filtrante onde as partículas se depositam,
aderindo à superfície da fibra do tecido formando
uma torta. É um método muito utilizado, pois o
processo possui custo relativamente baixo e alta
eficiência de remoção de material particulado de
diferentes distribuições granulométricas.
Ultimamente,
muitos
pesquisadores
estudam o processo de filtração a fim de melhorálos, tornando-os mais econômicos e eficientes.
Esses estudos têm por objetivo avaliar o processo
de formação e limpeza das tortas de filtração,
propondo uma vida útil maior para o filtro, uma
diminuição da freqüência de limpeza, de maneira
a obter maiores eficiências e menores custos
operacionais.
Nos processos de filtração e remoção de
tortas em filtros manga, vários fatores podem
VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica
27 a 30 de julho de 2009
Uberlândia, Minas Gerais, Brasil
interferir nos mecanismos de coleta e de remoção
da torta do meio filtrante, tais como: as
características do tecido de filtração e do material
particulado, a velocidade de filtração, a densidade
e a viscosidade do gás, a velocidade de limpeza e
a espessura da torta, que influenciam na
eficiência e viabilidade econômica do método de
limpeza de gases (Rodrigues, 2004).
Um tema que merece destaque nos
processos de filtração é a força de adesão entre
partícula e tecido, já que é necessário conhecer
esta interação para que os processos possam ser
cada vez mais eficazes.
A força adesiva pode ser entendida pela
definição da palavra adesão, que pode ser
compreendida como atração entre dois corpos
sólidos, com superfície de contato comum, e
produzida pela existência de forças atrativas
intermoleculares de ação a curta distância. A
adesão entre superfícies sólidas em contato é
muito importante para as propriedades mecânicas
quando o assunto é a separação (Charlaix e
Crassous, 2005).
Aguiar (1991) estudou a formação e
remoção das tortas de filtração de gases em
filtros de tecido não trançado de fibras sintéticas
(poliéster) utilizando como material particulado o
concentrado fosfático em três granulometrias
distintas.
Lucas (2000) utilizou o mesmo tipo de
tecido de filtração, ou seja, o poliéster, porém
comparou os resultados de três tipos de materiais
particulados distintos, concentrado fosfático,
polvilho doce e silicato de magnésio e observou
que o tipo de pó influenciou na coesão das tortas.
Rodrigues (2004) realizou o mesmo estudo
de formação e remoção de tortas de filtração,
entretanto utilizou filtros de tecido de polipropileno
e de algodão e concentrado fosfático como
material particulado, concluindo que o tecido de
algodão satura-se mais rapidamente que o tecido
de polipropileno, sendo que o último apresentou
maior fração de torta removida.
Dando continuidade a estas investigações o
trabalho teve como meta estudar a formação e a
remoção das tortas de filtração, com o objetivo de
determinar as forças adesivas entre tecido e
partícula, analisando a influência de condições
operacionais nos processos de filtração de gases.
MATERIAIS E MÉTODOS
Os itens a seguir destinam-se a apresentar
os materiais, o equipamento de filtração e a
metodologia utilizada para a determinação da
tensão de remoção e da porosidade das tortas de
filtração.
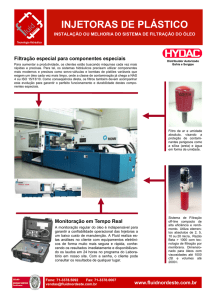
Equipamento De Filtração
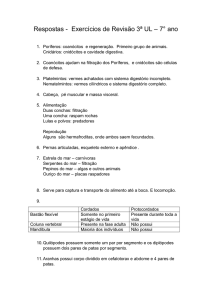
O equipamento utilizado na filtração era
constituído de uma caixa de filtração de aço, onde
ficavam os filtros de tecido, um alimentador de pó,
dois desumidificadores, um soprador, e dois
manômetros que mediam a velocidade de
filtração e limpeza, e a pressão. A Figura 1 ilustra
o esquema deste equipamento.
Gerador de pó
caixa de
filtração
manômetros
Controle manual
da velocidade de
filtração
soprador
1
desumidificadores
2
3
Variador de
velocidade
Figura 1 - Representação do equipamento de
filtração
Materiais
Para
a
realização
dos
ensaios
experimentais foi utilizado o concentrado
fosfático, fornecido pela FOSFERTIL S.A, sendo
um
material particulado inorgânico. Sua
densidade foi determinada utilizando-se o
Picnômetro digital a Hélio, o equipamento
ACCUPYC 1330 da Micromeritics. O valor médio
encontrado foi de 3 g/cm³. Para determinar o
diâmetro médio volumétrico das partículas
utilizou-se
o
equipamento
MALVERN
MASTERSIZER. O valor obtido para o
concentrado fosfático foi de 6,8 micrometros. O
diâmetro superfície-volume foi determinado
baseado nos valores encontrados por Lucas
(2000). Desta forma, o resultado obtido para esse
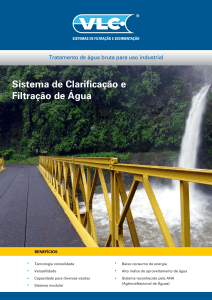
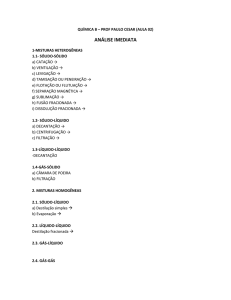
diâmetro foi de 4,2 micrometros. A imagem do
material pulverulento obtida pelo microscópio
eletrônico de varredura encontra-se na Figura 2.
Figura 2 - Microfotografias da rocha fina,
aumento de 5000X
Os tecidos que foram utilizados, durante a
realização
dos
experimentos,
foram
os
empregados na fabricação de filtros manga
industriais, o acrílico, o poliéster e o polipropileno,
fornecidos pela empresa GINO CACCIARI. Para
facilitar o desprendimento da torta, tais tecidos
receberam tratamentos de calandragem e
chamuscagem em uma de suas faces.
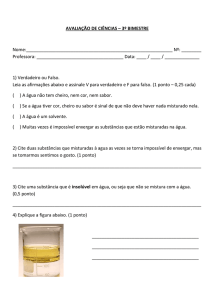
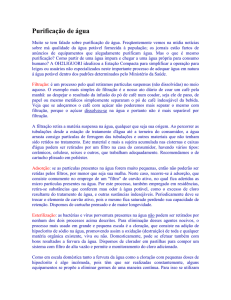
As microfotografias das superfícies desses
tecidos foram obtidas no microscópio eletrônico
de varredura com aumento de 50 vezes e estão
representadas na Figura 3.
(a)
(b)
(c)
Figura 3 - a) Acrílico; b) Polipropileno;
c)Poliéster tratado (Rodrigues, 2006)
As principais características dos tecidos
estão apresentadas na Tabela 1. A porosidade
superficial
foi
determinada
pela
técnica
desenvolvida por Aguiar e Coury (1996), enquanto
que a permeabilidade ao ar foi obtida
experimentalmente, variando-se a velocidade
superficial
através
do meio filtrante e
determinando-se a perda de carga resultante.
Tabela 1 - Propriedades dos tecidos
Porosidade Permeabilidade
Meio filtrante
Superficial
ao ar (m²)
Acrílico
0,77
5,5. 10-8
Poliéster
0,81
5,9. 10-8
Polipropileno
0,72
2,2. 10-8
Metodologia
Os ensaios foram realizados fixando-se o
tempo de filtração em nove minutos. Tempo este
suficiente para atingir valores de perda de carga
máxima, de aproximadamente 10 cmH2O, que é o
valor limite para que haja a remoção da torta de
filtração. A umidade relativa foi mantida abaixo de
20%.
As velocidades de filtração utilizadas foram
de 0,05 m/s; 0,075 m/s e 0,10 m/s. Depois da
torta formada, os tecidos foram limpos de forma
sucessiva. Ajustava-se uma velocidade de
limpeza pelo qual o filtro seria limpo, e logo a
seguir o mesmo tecido era limpo por uma
velocidade ainda maior, de maneira que fossem
atingidas seis velocidades de limpeza: 0,03; 0,06;
0,09; 0,12; 0,15 e 0,17 m/s. Para cada velocidade
de limpeza, a remoção da torta durava dois
minutos e em cada etapa aferia-se a massa de
partículas retida, assim como, a perda de carga
do filtro, que se mantinha constante.
O cálculo da força de adesão entre partículatecido foi baseado no método proposto por Seville et
al. (1989). Esse método utiliza uma grandeza
chamada de fração mássica retida na torta. Desta
forma, obteve-se um valor de fração mássica para
cada velocidade de limpeza, a qual também
apresentava uma perda de carga correspondente.
Então, com os dados experimentais, foram
construídos dois gráficos. Um deles apresentava a
variação da velocidade de limpeza em função da
fração mássica retida, e o outro, a variação da perda
de carga em função dessa mesma fração. Assim,
para os mesmos valores de frações mássicas
determinaram-se diferentes pontos de velocidade de
limpeza e a queda de pressão correspondente, que
possibilitaram a construção de um terceiro gráfico,
cuja abscissa continha os valores de velocidade de
limpeza, e sua ordenada os valores de queda de
pressão no processo de limpeza. O gráfico obtido é
um seguimento de reta, que segundo Seville et al.
(1989) o coeficiente linear representa a tensão de
remoção da torta, que se multiplicada pela área de
filtração resulta na força de adesão entre partícula e
tecido.
Um parâmetro estrutural muito importante
que auxilia na compreensão das forças adesivas
é a porosidade da torta de filtração formada,
porém sua medida experimental é extremamente
difícil, devido sua grande fragilidade. Por esta
razão, Aguiar e Coury (1996) apresentaram uma
técnica experimental para medir a porosidade das
tortas de filtração, adaptado do estudo de Schmidt
e Löffler (1990). Eles compararam os valores da
porosidade
média
das
tortas
obtidas
experimentalmente, ou seja, através do método
direto, com os valores encontrados na literatura
pelo método indireto, através de equações.
Concluíram que as equações podem ser usadas
para estimar a porosidade média com uma precisão
razoável. Uma das equações estudadas foi a
correlação proposta por Ergun (1952), que
apresentou os melhores resultados e, por esta
razão, foi utilizada para estimar o valor da
porosidade média das tortas de filtração. A Equação
1 representa a correlação de Ergun (1952).
2
∆P 150(1 − ε ) µQV f 1,75 ρ g QV f
=
+
t
ε 3 Aρ p d p2
ε 3 Aρ p d p
(1)
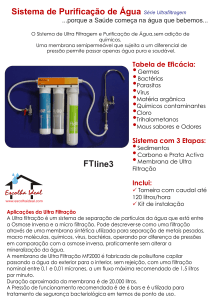
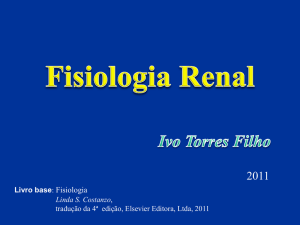
RESULTADOS E DISCUSSÕES
Os resultados de tensão de remoção para
os tecidos de acrílico, poliéster e polipropileno
utilizando como material pulverulento a rocha
fosfática estão representados na Figura 4.
90
80
Polipropileno
Poliéster
Acrílico
3,0
Massa retida (g)
Força de adesão por unidade de área (Pa)
3,5
100
70
60
50
40
30
Acrílico
Poliéster
Polipropileno
2,5
2,0
1,5
1,0
0,5
20
0,0
10
0
0,00
0,05
0,10
0,15
velocidade superficial de filtração (m/s)
Figura 4 - Tensão de remoção em função da
velocidade de filtração para diferentes tecidos
De acordo com a Figura 4, pode-se
perceber que ao aumentar a velocidade de
filtração aumenta-se também a tensão de
remoção da torta e, consequentemente, a força
de adesão. Isto pode ser explicado, porque a torta
de filtração fica cada vez mais coesa devido ao
aumento da velocidade do gás, que oferece maior
adesão das partículas no filtro.
As maiores forças de adesão foram obtidas
para os tecidos que apresentaram maior
porosidade. Segundo Rodrigues (2006), os
tecidos de poliéster e de acrílico são os mais
porosos, como mostrado na Tabela 1. A
explicação para o aumento da tensão de remoção
nesses tipos de tecidos foi a dificuldade de
remover as partículas que se inserem nos poros.
Porém, para a velocidade superficial de filtração
igual a 10 cm/s o tecido de polipropileno
apresentou a maior tensão de remoção do que os
outros tecidos, quando se utilizou como material
particulado o concentrado fosfático. Uma possível
justificativa é que para essa velocidade as
partículas conseguiam penetrar com maior
intensidade nos poros desse tecido e foi difícil
removê-las, já que a permeabilidade do ar neste
filtro foi menor, como pode ser observado na
Tabela 1. Portanto, as baixas velocidades
superficiais de filtração não foram suficientes para
inserir profundamente as partículas nos poros do
tecido de polipropileno.
Foi observado que as menores frações
mássicas retidas se encontraram no tecido de
poliéster. Rodrigues (2006) que estudou este filtro
também obteve o mesmo resultado e o atribuiu à
sua maior permeabilidade ao ar. A Figura 5 ilustra
graficamente o comportamento da massa retida
em função da velocidade de filtração para os três
tecidos.
0,050
0,075
0,100
Velocidade de filtração (m/s)
Figura 5 - Massa retida em função da
velocidade superficial de filtração
O aumento da massa retida com a
elevação da velocidade de filtração é explicado
pelo fato de que, com a utilização de maiores
velocidades de filtração, há um maior
empacotamento da torta, diminuindo a distância
entre as partículas e aumentando a tensão de
remoção do aglomerado dificultando sua ruptura.
Para o tecido de poliéster com velocidade de
filtração de 0,100 m/s, foi observado que a massa
retida diminuiu em relação à velocidade de 0,075
m/s. O que pode ter acontecido foi o rompimento
de vários blocos de partículas compactados, mas
com uma menor força de adesão entre o tecido.
As Tabelas 2, 3 e 4 mostram os valores de
força de adesão por unidade de área (σr) e a
porosidade média da torta de filtração (ε) em
função da velocidade de filtração (Vf) para os
tecidos de acrílico, de poliéster e de polipropileno,
respectivamente.
Tabela 2 - Resultados obtidos para o tecido de
acrílico
Vf
σr
ε
(m/s)
(N/m²)
(−)
0,050
22,4
0,59
0,075
33,6
0,54
0,100
85,0
0,53
Tabela 3 - Resultados obtidos para o tecido de
poliéster
Vf
σr
ε
(m/s)
(N/m²)
(−)
0,05
21,5
0,49
0,075
39,8
0,48
0,100
72,7
0,46
Tabela 4 - Resultados obtidos para o tecido de
polipropileno
Vf
ε
σr
(m/s)
(N/m²)
(−)
0,050
20,2
0,52
0,075
31,3
0,49
0,100
86,8
0,50
Os valores de porosidade das tortas de
filtração demonstraram que, de maneira geral, o
aumento da velocidade de filtração diminui a
porosidade da torta formada, pois as partículas
ficaram cada vez mais próximas com a elevação
da velocidade de filtração.
A curva de filtração foi obtida através da
construção de um gráfico de arraste do filtro em
função da massa de pó depositada. Para ilustrar o
comportamento
dessas
curvas,
serão
apresentadas as curvas obtidas para o tecido de
acrílico para as três velocidades de filtração
utilizadas, 0,05; 0,075 e 0,1 m/s. As demais
curvas, ou seja, aquelas obtidas para os tecidos
de polipropileno e de poliéster apresentaram
comportamento semelhante à curva de filtração
do tecido de acrílico. A Figura 6 mostra o
resultado obtido para as curvas de filtração
utilizando como tecido o material constituído por
fibras sintéticas de acrílico.
50000
2
S (kg/(m .s))
NOMENCLATURA
A
dp
Q
S
t
Vf
W
∆P
ε
µ
ρg
ρp
σr
Vf = 0,100 m/s
Vf = 0,075 m/s
40000
os valores dessas tensões aumentaram ao
elevar-se tal velocidade.
- os maiores valores de tensão de remoção
foram encontrados para os tecidos com maiores
porosidades, ou seja, para os tecidos constituídos
de fibras de acrílico e poliéster.
- a porosidade da torta de filtração diminui
com o aumento da velocidade superficial de
filtração, ou seja, estas grandezas são
inversamente proporcionais.
- as tortas mais coesas possuem as
menores porosidades e as maiores forças
adesivas entre tecido e partícula.
Vf = 0,050 m/s
30000
20000
área de filtração
diâmetro de partícula
[m²]
[m]
vazão mássica de partículas
arraste do filtro
tempo de filtração
velocidade superficial do
fluido na filtração
massa de pó depositada
por unidade de área
queda de pressão total
porosidade da torta
viscosidade do fluido
densidade do fluido
[kg/s]
[Pa]
[kg/(m.s)]
[kg/m³]
densidade de partícula
[kg/m³]
tensão de remoção da
torta
[N/m²]
[kg/(m².s)]
[s]
[m/s]
[kg/m²]
REFERÊNCIAS BIBLIOGRÁFICAS
10000
0
0,00
0,05
0,10
0,15
0,20
0,25
0,30
2
W (kg/m )
Figura 6 - Arraste do filtro em função da massa
de pó depositada por unidade de área
Analisando a Figura 6 pode-se observar
que ao aumentar a velocidade de filtração o
arraste do filtro fica maior, pois se elevou a força
de coesão das partículas no filtro.
CONCLUSÕES
A
partir
da
análise
dos
dados
experimentais, pôde-se concluir que:
- a velocidade superficial de filtração
interfere de maneira significativa nos valores das
tensões de remoção das tortas de filtração, já que
ACGIH – American Conference of Governmental
Industrial Hygienists “Threshold limit values
for chemical substances and physical agents
in the work-room environment with intended
changes for 1990-1991”, Cincinnati-Ohio,
1991.
AGUIAR, M.L., “Filtração de ar em filtros de
tecido”, 1991.
AGUIAR, M.L. & COURY, J. R. "Cake formation in
fabric filtration of gases”. Industrial &
Engineering Chemistry Research, v.35, n.10,
p. 3673-3679, 1996.
CHARLAIX, E. and CRASSOUS, J., “Adhesion
forces between wetted solid surfaces”. The
journal of Chemical Physics, v. 122, nº
184701, p. 1 – 9, 2005.
LORA, E. E. S. Prevenção e controle da poluição
nos setores energéticos, industrial e de
transporte, 2º edição – Rio de Janeiro:
Interciência, 2002.
LUCAS, R.D., “ Influência das variáveis
operacionais e do tipo de material
pulverulento na formação e remoção de
tortas de filtração de gases em filtros de
tecidos, 2000.
RODRIGUES, C.M., “Estudo de formação e
remoção de torta de filtração de gases em
filtros de tecido de polipropileno e de
algodão”, 2004.
RODRIGUES, K. B., “Filtração de gases: estudo
da deposição de diferentes tortas de filtração
em diferentes meios filtrantes”, 2006.
SCHMIDT, E., LÖFFER, F., “Powder Technology”,
v. 60, n.2, p. 173-177, 1990.
SEVILLE, J. P. K.; CHEUNG, W.; CLIFT, R., “A
patchy cleaning interpretation of dust cake release form non-woven fabrics”. Filtration and
Separation, v. 26, p. 187-190, 1989.
AGRADECIMENTOS
Os autores agradecem ao PIBIC/ CNPq/
UFSCar pelo auxílio financeiro.