ESCOLA DE ENGENHARIA DE LORENA
UNIVERSIDADE DE SÃO PAULO
MODELAGEM E SIMULAÇÃO DE PROCESSOS FERMENTATIVOS
Prof. Dr. Félix Monteiro Pereira
INTRODUÇÃO
MODELAGEM DE UM PROCESSO FERMENTATIVO
É a representação através de equações matemáticas das transformações bioquímicas
que ocorrem no processo e das velocidades com que estas transformações se
processam.
SIMULAÇÃO DE UM PROCESSO FERMENTATIVO
Corresponde a análise do processo através da utilização do modelo matemático
proposto
OBJETIVOS DA MODELAGEM MATEMÁTICA E DA SIMULAÇÃO DE PROCESSOS
FERMENTATIVOS
•prever o comportamento do processo, uma vez que é impossível testar
experimentalmente todas as possíveis condições operacionais e escalas do processo
em análise
•determinar as condições operacionais economicamente ótimas do processo
•definir os limites operacionais do processo
•avaliar mudanças no processo (por exemplo, tipo de fermentador) visando sua
otimização
•definir a estratégia de controle a ser empregada e a (estabilidade do processo quando
este for operado continuamente
•definir a sensibilidade do processo diante de perturbações (alterações nas variáveis
operacionais)
INTRODUÇÃO
INTERAÇÃO POPULAÇÃO MICROBIANA – MEIO DE CULTURA
Processo fermentativo dois sistemas interagem continuamente.
AMBIENTE
(meio de cultura)
•multicomponente;
• reações em solução;
• pH, T, viscosidade,...
variáveis;
• sistema multifase (g - l,
l – l, l – s, s – l – g;
• não uniforme .
POPULAÇÃO
(células)
nutrientes e
substratos
produtos
calor
interações
mecânicas
• multicomponente;
• heterogeneidade entre
as células;
• multirreações;
• controle interno;
• adaptabilidade;
• sistema estocástico;
• variações genéticas.
• as células consomem nutrientes e substratos do ambiente em produtos;
• as células geram calor, o qual é dissipado para o meio, portanto, a temperatura do
meio define a temperatura das células;
• interações mecânicas ocorrem através da pressão hidrostática, de efeitos do fluxo
do meio para as células e de mudanças na viscosidade do meio em função do
acúmulo de células e de produtos metabólicos.
INTRODUÇÃO
FENÔMENOS PRINCIPAIS QUE INFLUENCIAM NAS INTERAÇÕES ENTRE A POPULAÇÃO
MICROBIANA E O MEIO DE CULTURA
• influência da “história” da população microbiana durante o processo: fase lag e de adaptação,
mutações, perda de viabilidade e outros acontecimentos;
• influência da composição do meio de cultivo nas velocidades de crescimento microbiano e de
formação de produtos: único/múltiplo substrato limitante, inibição por substrato/produto,
indução/repressão;
• transferência de substratos do meio para o interior das células e de produtos da célula para o
meio no caso de processos com células imobilizadas ou floculantes;
• velocidade de respiração em processos aeróbios: transferência de oxigênio da fase gasosa para
a fase líquida por agitação e aeração;
• tipo de processo: submerso/semi-sólido, descontínuo/descontínuo alimentado/contínuo sem e
com reciclo, células livres/imobilizadas, uma/múltiplas fases de processo, etc.
• influência de variáveis físico-químicas no processo: temperatura, pH, umidade do meio de
cultura, umidade relativa do ar, pressão, etc.;
• influência /variações na síntese de componentes celulares: necessidade de incluir "estrutura"
no modelo matemático representativo do processo;
• homogeneidade/heterogeneidade do processo.
INTRODUÇÃO
DIFERENÇAS IMPORTANTES PARA A M0DELAGEM ENTRE PROCESSOS QUÍMICOS E PROCESSOS
FERMENTATIVOS
• baixas concentrações e baixas velocidades de reação como resultado da utilização. em se
tratando de uma fermentação submersa, de um meio de cultura diluído;
• conhecimento insuficiente dos fenômenos limitantes das velocidades de produção e falta de
sensores para automação “on-line" dificultam a otimização, a ampliação de escala do processo
fermentativo e a implementação de estratégias de controle multivariável nos bioreatores;
• problemas complexos de estabilidade, problemas de observabilidade do sistema com as
variáveis comumente medidas e a existência de sub-sistemas com dinâmicas rápidas e lentas,
são algumas das dificuldades encontradas no projeto de processos fermentativos contínuos ;
• problemas de estabilidade, segurança e eventualmente de toxidade introduzem dificuldades
adicionais ao projeto de bioreatores;
• complexidade da mistura reacional e a capacidade do sistema de sintetizar o seu próprio
catalisador, dificultam em muito a análise global e, conseqüentemente, a modelagem do
processo fermentativo.
INTRODUÇÃO
FORMULAÇÃO DE MODELOS MATEMÁTICOS EM PROCESSOS FERMENTATIVOS
É um conjunto de relações matemáticas entre as variáveis dependentes (respostas) e as
variáveis independentes (entradas) em um determinado sistema, no caso, um fermentador.
VARIÁVEIS DE RESPOSTA EM PROCESSOS FERMENTATIVOS
Concentração de microrganismo (X), substrato (S) e produto (P) ao longo do tempo e/ou espaço.
A dependência das concentrações com o tempo será determinada pela natureza estáticadinâmica da operação do fermentador enquanto que a dependência espacial será determinada
pelo tipo de fermentador utilizado no processo (Batelada [BSTR], Batelada alimentado [FedBatch], Contínuo [CSTR] ou Tubular [PFR]).
INTRODUÇÃO
CLASSIFICAÇÃO DOS MODELOS MATEMÁTICOS EM PROCESSOS FERMENTATIVOS
Quanto ao grau de entendimento do processo fermentativo:
• modelos fenomenológicos;
• modelos empíricos.
Quanto ao grau de descrição da população microbiana:
• modelos não estruturados;
• modelos estruturados;
• modelos não segregados (a população celular é homogênea: todas as células apresentam o
mesmo comportamento);
• modelos segregados (a população celular é heterogênea: as células apresentam distribuição
de idade, tamanho e propriedades celulares).
INTRODUÇÃO
MODELOS FENOMENOLÓGICOS
São modelos que buscam descrever os fenômenos principais envolvidos no processo usando-se
para isso os princípios básicos de conservação de massa, energia e quantidade de movimento.
MODELOS EMPÍRICOS
O processo fermentativo é visto como uma “caixa-preta" desconhecendo-se totalmente os
mecanismos de causa-efeito entre as variáveis independentes (x) e dependentes (y) do
processo. As variáveis dependentes são correlacionadas empiricamente com as independentes
através de funções chamadas de FUNÇÕES DE TRANSFERENCIA: f(x)
Funções de transferência usuais:
- modelos polinomiais;
-modelos de redes neurais.
INTRODUÇÃO
MODELOS NÃO ESTRUTURADOS
• a célula é considerada globalmente não havendo variação da concentração dos componentes
intracelulares;
• a biomassa é caracterizada por uma única variável: a concentração celular em massa ou em
número de células;
• neste modelo vale a hipótese de crescimento balanceado: a velocidade de produção de
qualquer componente intracelular por unidade do componente é constante e essa constante é a
mesma para todos os componentes e igual à velocidade específica de crescimento;
• são os modelos mais comumente utilizados devido à simplicidade e à capacidade de
representar bem vários processos fermentativos reportados na literatura.
MODELOS ESTRUTURADOS
• a célula é vista como sendo composta por uma serie de compartimentos interdependentes
onde estão armazenados determinados componentes celulares cujas concentrações variam com
o tempo provocando alterações na atividade celular;
• a consideração de componentes intracelulares permite descrever melhor o estado das células
e sua adaptação às mudanças do meio ambiente;
• este tipo de modelo também requer um conhecimento do mecanismo das principais etapas
envolvidas no metabolismo celular (o que nem sempre é disponível);
• a dificuldade na etapa de identificação do modelo devido ao grande número de parâmetros a
serem estimados e a necessidade de aplicar métodos numéricos complexos, inviabilizam o uso
desta modelagem para o projeto e controle de processos fermentativos.
INTRODUÇÃO
ELABORACÃO DOS MODELOS FENOMENOLÓGICOS
As fontes básicas para a elaboração de qualquer modelo fenomenológico são os princípios
básicos de conservação da massa energia e quantidade de movimento.
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
• Variáveis Dependentes Fundamentais:
São variáveis que em um tempo qualquer reúnem toda a informação necessária para o estudo
de qualquer fenômeno envolvido no processo. Em processos fermentativos interessam as
variáveis massa, energia e quantidade de movimento.
• Variáveis de Estado :
Muitas vezes as variáveis fundamentais não podem ser medidas diretamente e para quantificáIas é necessário recorrer a variáveis auxiliares convenientemente agrupadas (VARIÁVEIS DE
ESTADO): densidade, concentração, temperatura, pressão.
INTRODUÇÃO
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
•Volume de Controle
Um modelo físico de um sistema se define como uma região do espaço na qual todas as
variáveis de estado temperatura. concentração, densidade são uniformes. Esta região é
denominada de VOLUME DE CONTROLE.
O volume de controle pode ser:
a) Constante: como no caso de um reator batelada de volume constante (BSTR);
b) Variável: como no caso de um reator batelada-alimentado (FED-BATCH);
c) Macroscópico: como no caso de um reator contínuo (CSTR) onde as concentrações de
substrato, células e produto são uniformes em todo o volume V do reator;
d) Microscópico: como no caso de um reator tubular (PFR) onde as concentrações de substrato,
células e produto variam continuamente ao longo do comprimento do reator de modo que estas
concentrações somente podem ser consideradas uniformes num elemento de volume
diferencial dV.
INTRODUÇÃO
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
• Equações de Balanço:
São equações resultantes da aplicação dos princípios fundamentais de conservação da massa,
energia e quantidade de movimento. As equações de balanço podem ser generalizadas na
seguinte forma:
Velocidade de Acumulação:
• não é um termo cinético;
• é a taxa de variação da variável fundamental dentro do volume de controle com respeito ao
tempo.
INTRODUÇÃO
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
Termos de Entrada e Saída:
Os termos relativos à entrada e à saída podem ter as seguintes contribuições:
TERMOS DE ENTRADA
fluxo convectivo
fluxo difusivo
transferência interfásico
TERMOS DE SAÍDA
fluxo convectivo
fluxo difusivo
transferencia interfásico
INTRODUÇÃO
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
Termos de Entrada e Saída:
Fluxo Convectivo:
• é o fluxo da variável fundamental que entra ou que sai do volume de controle devido ao
escoamento de fluido;
• é igual ao produto da vazão volumétrica de fluido (m3/h) pela concentração
volumétrica da variável fundamental nesta corrente.
Fluxo Difusivo:
• existente somente em volumes de controle microscópicos;
• é o fluxo devido a existência de gradientes de concentração volumétrica da variável
fundamental ao longo do sistema
Transferência lnterfásico:
• o fluxo de transferência interfásico é dado como o produto de três termos: um coeficiente de
transferência, um termo de área e um termo referente à força motriz da transferência
• o exemplo mais comum é a equação para a velocidade de transferência de massa de oxigênio
da corrente de gás para o meio líquido em um fermentador:
onde: WO2 = fluxo interfásico de massa de oxigênio (g/h); kLa=coeficiente volumétrico de
transferência de oxigênio (h-1); C*L=concentração de oxigênio de saturação na fase
líquida (g/L); C*L=concentração de oxigênio na fase líquida (g/L); V =volume de meio
líquido (L).
INTRODUÇÃO
PONTOS PRINCIPAIS DOS MODELOS FENOMENOLÓGICOS
Termos de Produção ou Consumo:
No princípio de conservação da massa, o termo produção ou consumo só tem significado para
um dado componente (substrato, células ou produto) que pode ser produzido ou consumido na
fermentação, já que a massa total se conserva. A quantidade total consumida de um substrato S
num volume de controle macroscópico seria dada por (-rs)V e num volume de controle
microscópico é dada por (-rs)dV.
No principio de conservação de energia, o termo geração no caso de uma fermentação refere-se
ao calor liberado por mol de substrato consumido (calor de fermentação). A quantidade total de
calor gerada pela fermentação em um volume de controle macroscópico seria dada por
(-∆HF)(-rS)V e em um volume de controle microscópico seria dada por (-∆HF)(-rS)dV.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR , DE CONSUMO DE SUBSTRATO E DE FORMAÇÃO DE
PRODUTOS
Na proposição de modelos cinéticos em um processo fermentativo, diversos níveis de
detalhamento podem ser adotados. Algumas das aproximações que permitem simplificar a
representação da cinética dos processos fermentativos são:
(1) considerar que na formulação do meio de cultura todos os componentes menos um número
pré-estabelecido estão em concentrações suficientemente elevadas de modo que, as
concentrações destes componentes previamente escolhidos sejam limitantes para a
velocidade do processo;
(2) eventualmente pode ser necessário incluir no equacionamento outros componentes do
meio, por exemplo, um produto inibidor que se acumula no meio, o oxigênio no caso de
processos aeróbios;
(3)
geralmente, considera-se que alterações em outros parâmetros não afetam
significativamente as cinéticas na escala de tempo ou na faixa de variação encontrados num
experimento ou processos típicos;
(4) controles do bioreator podem regular e manter constantes alguns dos parâmetros do
ambiente, por exemplo, pH, temperatura, oxigênio dissolvido.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
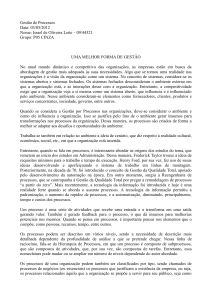
MODELO DE MONOD
onde:
µ é a velocidade específica de crescimento (h-1)
µmax é a velocidade específica máxima de crescimento (h-1)
KS é a constante de saturação (g/L)
S é a concentração de substrato (g/L)
• considera que apenas um substrato do meio limita a velocidade específica de crescimento.
• explica as fases de crescimento exponencial e estacionária mas não explica a fase lag e de
declínio (morte).
• os parâmetros e Ks dependem do microrganismo, do meio de cultura, do substrato limitante e
da temperatura.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE MONOD
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE M0SER
• K ainda é a concentração de substrato para a qual
• para w=1 o modelo de MOSER se reduz ao modelo de MONOD
• para w>1 o gráfico do modelo de MOSER é uma sigmóide
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE CONTOIS
• este modelo é geralmente utilizado para representar limitações de difusão no interior de
biomassas floculantes ou imobilizadas;
• μ é inversamente proporcional a X.
MODELO LOGÍSTICO
•representa a fase exponencial de crescimento e a queda até zero de μ
MODELO DE ANDREWS
•explica a inibição do crescimento celular por altas concentrações de substrato.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE WU
• este modelo é adequado quando o efeito inibitório do
substrato é mais intenso;
• quando n=1 o modelo de Wu reduz-se ao modelo de
ANDREWS .
MODELO DE DUNN
• dois substratos são utilizados para realizar a mesma
função mas as células utilizam um em preferência ao
outro;
• pode explicar o crescimento com diauxia.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE MEGEE
• neste caso os substratos são requeridos para diferentes funções e alteram a velocidade de
crescimento.
MODELO DE TSAO E HANSON
• este modelo introduz os conceitos de:
substratos essenciais: sem os quais o crescimento não ocorre G;
substratos "melhoradores": aumentam a velocidade de crescimento SI e S2
• pode explicar o crescimento com triauxia:
1a fase exponencial:
2ª fase exponencial:
3ª fase exponencial:
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELOS DE INIBIÇÃO PELO PRODUTO
onde g(P) é a função que descreve o efeito inibitório do produto sobre o crescimento.
Expressões de g(P) usuais:
LINEAR
NÃO-LINEAR GENERALIZADA
HIPERBOLICA
PARABOLICA
EXPONENCIAL
Duas Situações podem ser visualizadas a. partir dessas equações:
g(P)0 (Inibição total)
g(P)0 (Ausência de inibição)
CINÉTICA DE FERMENTAÇÃO
MODELOS DE CRESCIMENTO CELULAR
MODELO DE AIBA E SHODA
• este modelo leva em conta uma inibição do crescimento pelo produto;
• inibição do tipo hiperbólica.
MODELO DE AIBA et al.
• inibição exponencial.
MODElO DE GHOSE E TYAGI
• existe um valor Pm para o qual ocorre inibição total, inibição linear.
CINÉTICA DE FERMENTAÇÃO
MODELOS DE FORMAÇÃO DE PRODUTOS
MODELO DE LUEDEKING E PIRET
A cinética de formação de produtos pode representar os seguintes casos:
1. o produto é formado durante o crescimento, sendo somente proporcional a velocidade de
crescimento (α≠0 e β=0, produção associada ao crescimento);
2. o produto é formado parte antes e parte depois do crescimento (α ≠ 0 e β ≠ 0, produção
parcialmente associada ao crescimento);
3. o produto é formado somente após o crescimento (α = 0 e β ≠ 0 , produção não associada ao
crescimento);
Geralmente α e β são funções da concentração de produto e de substrato.
CINÉTICA DE FERMENTAÇÃO
CINÉTICA DE CONSUMO DE SUBSTRATO
MODELO GENERALIZADO:
• Y*X/S e Y*P/S são fatores de conversão estequiométricos de conversão de substrato em células e
em produtos;
• m é a velocidade específica de consumo de substrato para manutenção.
ABORDAGEM SIMPLIFICADA:
Utilização dos coeficientes aparentes:
Sinclair e Kristiansen (1987)
;
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR EM BATELADA (BSTR)
Operação:
BALANÇO MATERIAL DA ETAPA DE FERMENTAÇÃO:
Volume de controle: volume útil do fermentador (constante).
[ACUMULA]=[entra]-[sai]+[forma]-[consumido]
Células viáveis:
Substrato:
Onde:
dX
= rx − rd
dt
dS
= −rs
dt
Células não viáveis:
Produto:
dX d
= rd
dt
dP
= rp
dt
rx = µX , rd = k d X , rs = µ s X v , rp = µ p X v , Xd = çoncentração de células não viáveis,
r=velocidade, subscritos: d para indicar células não viáveis, x para células viáveis, s para
substrato e p para produto
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR EM BATELADA (BSTR)
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR CONTÍNUO (CSTR)
Operação:
BALANÇO MATERIAL DA ETAPA DE FERMENTAÇÃO CONTÍNUA:
Volume de controle: volume útil do fermentador (constante).
[ACUMULA]=[entra]-[sai]+[forma]-[consumido]
Células viáveis:
Substrato:
VdX
= FX 0 − FX + Vrx − Vrd
dt
VdS
= FS 0 − FS − Vrs
dt
V = volume útil do fermentador .
Produto:
Células não viáveis: VdX d = FX d 0 − FX d + Vrd
dt
VdP
= − FP + Vrp
dt
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR CONTÍNUO (CSTR)
Considerações comuns: D = F ; X 0 = X d 0 = 0
V
Estado estacionário:
∂
=0
∂t
Exemplo: Para o modelo de Monod
k X
µ = D + k d Células não viáveis: X d = d
D
D (S 0 − S )
=
(D + kd ) YX / S + m + [α (D + kd ) + β ] YP / S
Células viáveis:
Substrato: X
Produto: P =
[α (D + kd ) + β ]X
D
Monod: S =
Restrições: 0 < S < S0 , 0 < X, 0 ≤ Xd ≤ X , 0 ≤ P
Passos: Cálculos na seguinte ordem S, X, P, Xd.
K s (D + k d )
µ máx − (D + k d )
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR CONTÍNUO (CSTR)
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR CONTÍNUO (CSTR)
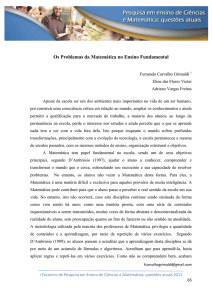
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR CONTÍNUO (CSTR)
Reproduza o seguinte gráfico:
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
PROCESSO DE LAVAGEM (WASH OUT) EM UM CSTR
O processo de lavagem de um fermentador contínuo ocorre quando a velocidade de remoção
de células do reator (Dc X) é exatamente igual à velocidade na qual o microrganismo cresce no
fermentador (µX-k d X), neste caso, qualquer acréscimo de D acarreta na obtenção de um estado
estacionário com X = 0.
D c X = µX-k d X ≈ µmáxX-k d X
Considera-se, na prática:
D c = µmáx-k d
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADORES COM RECICLO DE CÉLULAS:
Métodos:
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADORES COM RECICLO DE CÉLULAS:
Modelagem em estado estacionário:
Células viáveis:
0 = −δDX + rx − rd
Células não viáveis:
0 = −δDX d + rd
Substrato:
0 = DS0 − DS − rs
Produto:
0 = − DP + rp
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR COM RECICLO DE CÉLULAS
Considerações comuns: D = F ; X 0 = X d 0 = 0
V
Estado estacionário:
∂
=0
∂t
Exemplo: Para o modelo de Monod
k X
µ = δD + k d Células não viáveis: X d = d
δD
D(S 0 − S )
=
(δD + kd ) YX / S + m + [α (δD + kd ) + β ] YP / S
Células viáveis:
Substrato: X
Produto: P =
[α (δD + kd ) + β ]X
D
Monod: S =
Restrições: 0 < S < S0 , 0 < X, 0 ≤ Xd ≤ X , 0 ≤ P
Passos: Cálculos na seguinte ordem S, X, P, Xd.
K s (δD + k d )
µ máx − (δD + k d )
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
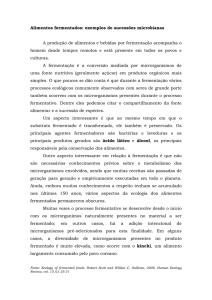
FERMENTADOR COM RECICLO DE CÉLULAS
K S = 0,5 Kgm-3
µ máx = 1,05 h-1
kd = 0,01 h-1
YX/S = 0,5
YP/S = 0,51
α = 4,4
β = 0,03
S0 = 40 Kgm-3
a: δ = 0,5
b: δ = 0,25
c: δ = 0,1
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
FERMENTADOR COM RECICLO DE CÉLULAS
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
PROCESSO DE LAVAGEM (WASH OUT) EM UM FERMENTADOR COM RECICLO DE CÉLULAS
O processo de lavagem de um fermentador com reciclo ocorre quando a velocidade de remoção
de células do reator (δDc X) é exatamente igual à velocidade na qual o microrganismo cresce no
fermentador (µX-k d X), neste caso, qualquer acréscimo de D acarreta na obtenção de um estado
estacionário com X = 0.
δ D c X = µX-k d X ≈ µmáxX-k d X
Considera-se, na prática:
D c = (µmáx-k d )/ δ
Observação: quanto maior o fator de separação, maior o valor de Dc .
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR DESCONTÍNUO ALIMENTADO
Esse tipo de reator é utilizado quando se deseja efetuar um certo controle sobre a velocidade
específica de crescimento do microrganismo ou efetuar um controle da concentração dos
nutrientes no interior do reator.
O controle pode ser realizado manipulando-se a oferta de substrato (FS0 ) ao fermentador. Isso
pode ser feito de várias formas, entre elas:
(1) mantendo-se S0 e F constantes;
(2) mantendo-se S0 constante e variando F.
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR DESCONTÍNUO ALIMENTADO
Considerações para a formulação do modelo:
• a mistura é perfeita no interior do reator, não havendo variações de concentração e
temperatura com a posição;
• não há morte celular;
• não há consumo de substrato para a manutenção celular;
• o aumento de volume do reator é igual ao volume de solução de substrato alimentada;
• a massa específica da solução de substrato alimentada e do meio de fermentação são
constantes.
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR DESCONTÍNUO ALIMENTADO
Balanços materiais:
Global:
acumula=entra-sai
d (ρV )
= ρF − 0
dt
ρ = constante
d (V )
=F
dt
Produto: A=E-S+F-C Células:
A = E – S +F - C
d ( XV )
= 0 − 0 + rxV − 0
dt
d ( XV )
= µ ( XV )
dt
Substrato:
A = E – S +F - C
d (SV )
= FS 0 − 0 + 0 − rSV
dt
µ ( XV ) (αµ + β )( XV )
d (SV )
= FS 0 −
−
dt
YX / S
YP / S
d (PV )
d (PV )
= 0 − 0 + rpV − 0,
= (αµ + β )( XV )
dt
dt
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR DESCONTÍNUO ALIMENTADO
Equacionamento considerando cinética de Monod:
d (V )
=F
dt
d ( XV )
= µ ( XV )
dt
d (SV )
µ ( XV ) (αµ + β )( XV )
= FS 0 −
−
dt
YX / S
YP / S
d (PV )
= (αµ + β )( XV )
dt
µ=
µ max S
KS + S
5 equações e 7 incógnitas (variáveis
dependentes do tempo)
V, F, µ, X, S, S0 e P
Só existe solução para o problema se duas
variáveis forem fixadas.
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR DESCONTÍNUO ALIMENTADO
1 – Fixando-se S0 e F velocidade de alimentação de substrato constante:
O sistema de equações só pode ser resolvido por métodos numéricos.
2 – Fixando So e µ velocidade específica de crescimento constante.
Segundo a cinética de Monod, para que µ seja constante durante o processo, é necessário que S
também seja constante durante o processo. S=S i ao longo do processo (obs. O subscrito i se
refere ao valor da variável para t=0.
d (V )
= F (t )
dt
Si
d ( XV )
= µ ( XV )
dt
XV
∫
X iVi
d ( XV )
= ∫ µdt
( XV ) 0
XV = X iVi e µt
t
µ ( XV ) (αµ + β )( XV )
d (V )
= FS 0 −
−
dt
YX / S
YP / S
Si F = FS 0 −
µX iVi e µt
YX / S
(
αµ + β )X iVi e µt
−
YP / S
µ
αµ + β X iVi e µt
F =
+
YP / S (S 0 − Si )
YX / S
Para α e β constantes
d (V )
= F (t )
dt
d (PV )
= (αµ + β )( XV )
dt
PV
t
∫ d (PV ) = ∫ (αµ + β )X V e
i i
PiVi
µt
dt
0
para α e β constantes :
PV = PiVi + µ (αµ + β )X iVi e µt
µ
αµ + β X iVi e µt
+
V = Vi + µ
YP / S (S 0 − Si )
YX / S
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR TUBULAR (PFR)
O esquema de operação de um reator contínuo de fluxo pistonado é mostrado na Figura.
F, Xe Se
z
z+∆z
F, Xs, Ss, Ps
Considerações para a formulação do modelo:
• estado estacionário;
• não há dispersão axial;
• não há morte celular;
X, S, P
• não há consumo de substrato para a
X+∆X,S+∆S, P+∆P manutenção celular;
•a massa específica da solução de substrato
alimentada e do meio de fermentação são
constantes.
O volume útil do reator (Vr’) deve incorporar a
consideração de leito empacotado, ou seja, a
reação ocorre nos espaços nos quais não existe
fase sólida (porosidade=ξ )
ξ=volume útil para reação/volume do rator
ξ =V/Vr
MODELAGEM E SIMULAÇÃO DE FERMENTADORES
MODELAGEM DE PROCESSO FERMENTATIVO EM REATOR TUBULAR (PFR ou PACKED BED)
Balanço material:
Células:
A= E-S+F-C
F, Xe Se
0 = FX − F ( X + ∆X ) + rX ∆VR'
z
z+∆z
X, S, P
X+∆X,S+∆S, P+∆P
F, Xs, Ss, Ps
τ=
εV
= tempo de residência
F
X − ( X + ∆X )
lim
= rx
∆τ →0
∆τ
dX
= rX = µX
dτ
Analogamente, para substrato e produto:
µ
dS
αµ + β
X
= −rS = −
+
dτ
YP / S
YX / S
dP
= rP = (αµ + β )X
dτ