15
No mundo existiam, até 2004, em torno de 1250 moinhos SAG, dos quais 230
possuem um diâmetro maior que 28 pés. Destes, atualmente tem 16 no Chile, 2 na
Argentina e, recentemente, 1 no Brasil, em Cannãa c dos Carajás-PA, e são
utilizados, principalmente, na indústria do cobre.
Os revestimentos, utilizados na fabricação do moinho semi-autógeno são de
grande importância, pois evitam o contato direto da carga mineral com o metal no
qual o moinho é fabricado, além de ajudar na quebra das partículas sólidas do
minério através do impacto e da abrasão com os mesmos.
Esses revestimentos e grelhas são fabricados com aço baixa liga Cr-Mo de
alta resistência ao impacto e abrasão2, a partir do processo de fundição em molde
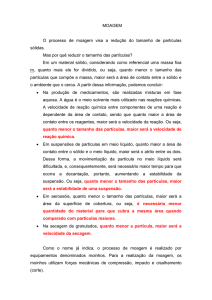
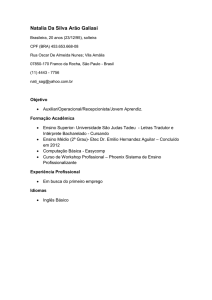
de areia. As grelhas são os revestimentos localizados no tampo do moinho, que
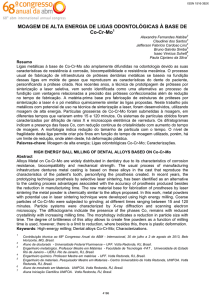
retêm os corpos moedores e classifica o material (Figura 1.1), este componente é
fabricado para suportar grandes cargas e eventualmente falha por ocasião de
tensões excessivas ou defeitos de fabricação.
Figura 1.1 – Corte lateral do moinho SAG em operação.
Fonte: Catálogos de produtos Outotec, 2012.
_____________________
2
CALLISTER, William D. Jr. Ciência e engenharia de materiais: uma introdução. LTC; 7ª ed. Rio
de Janeiro, RJ. 2008. 154p.
16
A falha de materiais de engenharia é quase sempre um evento inesperado
por várias razões, estas incluem vidas humanas que são postas em risco, perdas
econômicas e a interferência com a disponibilidade de produtos e serviços. As
causas
usuais
das
falhas,
geralmente,
são
causadas
pela
seleção
e
processamentos impróprios dos materiais e inadequado projeto do componente ou
seu mau uso. É responsabilidade do engenheiro, antecipar-se e planejar-se para
uma possível falha e, na eventualidade da ocorrência da falha, identificar sua causa
e a seguir tomar medidas preventivas apropriadas contra incidentes futuros3.
Há necessidade de um método que auxilie projetistas e engenheiros a tornar
possível a detecção antecipada de possíveis falhas e caracterizar as falhas que
possam ocorrer durante as operações. Este método deve assim, compor uma
metodologia que considere, além do processo operando em condições normais, os
processos de detecção e tratamento de falhas4.
O método de análise de falhas tem recebido atenção especial nas últimas
décadas devido ao aumento da complexidade dos processos e às implicações
decorrentes de eventuais falhas em equipamentos. Portanto, a análise de falhas é
considerada importante, visto que seu principal objetivo é evitar novas ocorrências,
baseado no entendimento do mecanismo e da causa de origem que ocasionaram o
dano.
Os moinhos trabalham em condições nas quais exigem grande resistência
mecânica e abrasiva dos revestimentos e das grelhas. Nessas condições, uma das
grelhas estruturais do moinho SAG da mina do Sossego falhou, acarretando numa
parada para a manutenção do equipamento. Esta falha esta relacionada as
concentrações de tensões na peça como cavidade, porosidades e inclusões, que
aparentemente, surgiram no processo de fundição da peça, acarretando assim uma
falha por propagação de trinca por fadiga. Esta observação foi possível através da
análise de falhas realizada no Laboratório de Metalografia (LABMETAL) da
Universidade Federal do Pará (UFPA), Campus de Marabá (CAMAR), onde a peça
foi analisada utilizando as técnicas de metalografia, microscopia óptica e eletrônica,
análise química, ensaios de tração, impacto e dureza.
_____________________
3
MIYAGI, P.E.; RIASCOS, L.A.M. “Modeling and Analysis of Fault-Tolerant Systems for
machining Operations Based on Petri Nets”, Control Engeneering Practice, 4(4): 397-408, 2006.
4
YOVANOVIC, A. SAG – Acabou o Mito? Revista Minérios & Minerales: Edição 290 –
Setembro/Outubro 2006. 1-2p.
17
1.1 JUSTIFICATIVA
O sudeste paraense aparece como destaque na atividade mineral do estado.
Nessa região estão localizados os municípios de Parauapebas e Canaã dos
Carajás, os principais produtores de minérios de ferro e cobre, respectivamente.
Ainda na região sudeste, encontra-se Marabá, grande produtor de ferro-gusa e
manganês. Grandes empresas estão instaladas nesta região devido a sua riqueza
mineral. Em praticamente todas as minas, faz-se necessário o processo de moagem
das partículas de minérios, sendo o equipamento de moagem o de maior uso e
manutenção.
As pesquisas em análise de falhas auxiliam as empresas na prevenção e
estudo das falhas ocasionadas tanto pelo processo de produção mineral, quanto
pelo processo de fabricação dos componentes.
As falhas são eventos inerentes aos processos industriais, mesmo com os
recentes avanços da tecnologia dos materiais, gerando prejuízos e afetando
negativamente a imagem da empresa. A aplicação de tecnologias avançadas na
criação de novos meios eficientes que reduzam as perdas dentro dos processos de
beneficiamento mineral é fundamental para a redução do consumo de energia,
tornando as empresas mais competitivas, possibilitando a manutenção e posterior
expansão dos níveis de empregos diretos e indiretos gerados por estas atividades.
As falhas catastróficas nos revestimentos dos moinhos podem trazer graves
conseqüências, tais como perdas econômicas e até perdas humanas. Por isso a
importância da determinação das causas das falhas, para poder-se interagir na
produção de um material de melhor qualidade, mas, principalmente poder atacar o
problema através de inspeções periódicas e controle de defeitos. Nesse contexto,
faz-se necessária a análise das falhas de materiais e prevenção das possíveis falhas
que possam ocorrer nos componentes mecânicos.
Os resultados obtidos através dessa análise determinam as possíveis (ou
possível) causas da falha e são aplicados em projetos e na determinação da vida útil
das estruturas e componentes.
18
1.2 OBJETIVOS
Este trabalho tem como objetivo determinar as causas que levaram à ruptura
catastrófica da grelha dupla de descarga do moinho SAG, que falhou durante a
operação de moagem, através da caracterização da composição química,
macroestrutura, microestrutura óptica e eletrônica, microdureza, análise das falhas
induzidas por ensaios de tração e impacto.
19
2 REVISÃO BIBLIOGRÁFICA
2.1 MOINHO SEMI-AUTÓGENO (SAG)
A moagem é o ultimo estágio do processo de fragmentação dos minérios, ou
de qualquer outro material a ser moído. Uma combinação das forças de impacto,
compressão, atrito e abrasão em um moinho, reduzem o minério a sua malha ótima,
a ser concentrado nos processos subseqüentes.
Na moagem autógena, o minério, que geralmente vem da mina sem
nenhuma, ou com pouca britagem, é alimentado no moinho que utiliza o próprio
minério como corpo moedor. Nesse tipo de moagem, o minério deve conter
quantidade suficiente de partículas grosseiras que atuaram como corpos moedores.
Para alguns tipos de minério, o moinho autógeno combina as etapas de britagem,
moagem grossa e fina.
Na moagem semi-autógena, além do próprio minério, são utilizados corpos
moedores que auxiliaram na moagem, como barras ou bolas de aço ou ferro
fundido. Os corpos moedores são elevados pelo movimento da carcaça do moinho
até certo ponto de onde caem, seguindo uma trajetória parabólica, sobre as outras
bolas que estão na parte inferior do cilindro e sobre o minério que ocupa os
interstícios das bolas.
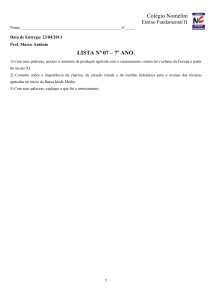
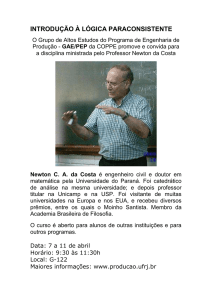
O equipamento utilizado na moagem semi-autógena, e objeto de estudo neste
trabalho, é o moinho cilindro semi-autógeno ou moinho SAG. A Figura 2.1 mostra
um esquema detalhado do Moinho SAG.
Os moinhos SAG são constituídos de uma carcaça cilíndrica de ferro,
revestida internamente com placas de aço ou borracha, que gira sobre mancais e
contém no interior uma carga solta de corpos moedores. A adição de bolas
(geralmente entre 6 e 12 % de volume e diâmetro de 100 mm ou 125 mm) aumenta
a capacidade de um moinho autógeno de tratar minérios de dureza variável e com
variação da quantidade de corpos moedores naturais5.
_____________________
5
FIGUEIRA, H. V. O., ALMEIDA, S. L. M., LUZ, A. B., Cominuição – Capitulo 4. Rio de Janeiro:
CETEM – Centro de Tecnologia Mineral, 2004. 152p.
20
Figura 2.1 - Representação esquemática de um moinho semi-autógeno.
SEÇÃO TÍPICA –
REVESTIMENTO DA
CARÇAÇA DA
EXTREMIDADE DE
ALIMENTAÇÃO
MOTOR
WRAR-AROUND
ESTATOR
PROTETOR
ROTOR
VEDAÇÕES
BARRAS
ELEVADORAS DE
CARCAÇA
ESPELHO DE
ALIMENTAÇÃO
GRELHA
BARRAS ELEVADORAS DE
POLPA
MANCAL
MUNHÃO DA EXTREMIDADE
DE DESCARGA
(MANCAL NÃO APRESENTADO)
CONE DE
DESCARGA
REVESTIMENTO
DO MUNHÃO
CHUTE DE
ALIMENTAÇÃO
BASE DO
MANCAL
ESPELHO DE DESCARGA
PROTETOR
DO MOTOR
SEÇÃO TÍPICA – GRELHA
DA EXTREMIDADE DE
DESCARGA
(Fonte: Bergerman, 2009)6.
_____________________
6
BERGERMAN, M. Modelagem e Simulação do Circuito de Moagem do Sossego. São Paulo:
Dissertação (Mestrado em Engenharia Mineral) – Escola Politécnica da Universidade de São Paulo,
2009. 91p.
21
Um moinho semi-autógeno pode tratar eficientemente uma grande variedade
de material de alimentação. Estes moinhos são ideais para a moagem grossa de
minérios úmidos para preparar a alimentação para uma moagem final em moinhos
de bolas. São também usados para moagem em estágio único atingindo, nesta
etapa, a granulometria final desejada.
Os métodos fundamentais para cominuição de minérios nestes dois tipos de
moinhos são, além da abrasão, forças de impacto agindo entre partículas de
minério, bolas e revestimentos dos moinhos e uma compressão de pequenas
partículas intersticiais entre grandes partículas de minério e bolas que comprimem a
carga7.
2.1.1 Revestimentos e grelhas de moinhos SAG
Os revestimentos e as grelhas utilizadas no moinho SAG são de importância
fundamental para o desempenho e manutenção do processo de moagem do
minério. O revestimento tem a importância primária de proteger o moinho do
desgaste causado pelo atrito do minério dos danos estruturais, assim como transferir
energia à carga como um dos métodos efetivos para moagem. As grelhas retêm os
corpos moedores e classificam o material. As grelhas e os descarregadores de polpa
controlam a descarga (Figura 2.1).
A manutenção do processo de moagem em moinhos SAG parte da
importância dos cuidados com os revestimentos através do controle do desgaste,
que se controlado de maneira adequada podem aumentar a vida útil do
revestimento.
O desgaste dos revestimentos é um processo que envolve três mecanismos:
abrasão, corrosão e impacto. Dependendo das características do minério, da
granulometria das partículas, da química da polpa, das condições de operação,
assim como as características físicas do revestimento, a contribuição de cada um
dos mecanismos citados pode variar.
_____________________
7
PEREIRA, P. E. C., Comparação entre diferentes testes de moagem SAG para determinação
da energia unitária para cominuição de minérios sulfetados de cobre. Escola de Engenharia da
Universidade Federal de Minas Gerais. Belo Horizonte, MG. 2004. 27p.
22
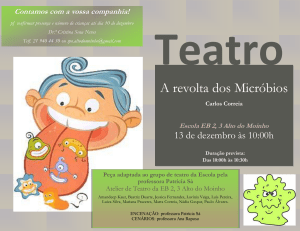
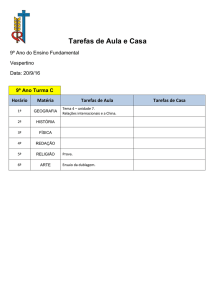
A figura 2.2 ilustra a diferença entre uma grelha nova e uma desgastada.
Figura 2.2 – grelha nova com menor abertura (a) e grelha mais desgastada com maior
abertura (b).
Fonte: Bergerman (2009)8.
Os revestimentos e as grelhas, geralmente materiais metálicos, utilizados nos
moinhos SAG são fabricados com aços baixa liga contendo cromo e molibdênio. Os
aços Cr-Mo possuem boas propriedades de resistência ao impacto e à abrasão.
Para esse tipo de aço, dependendo da composição química e do tratamento
utilizado, pode-se obter vários níveis de dureza associados a uma alta tenacidade,
garantindo um bom desempenho ao impacto e à abrasão.
Aços baixa liga do tipo Cr-Mo, nos quais o teor de carbono é igual ou pouco
superior à composição eutetóide no diagrama ferro-carbono, tem geralmente
microestrutura perlítica. Normalmente, para aplicações que exigem resistência ao
desgaste e ao impacto, são utilizados três tipos de aços perliticos em função do nível
de carbono, os quais são apresentados na Tabela 2.19.
_____________________
8-9
BERGERMAN, M. Modelagem e Simulação do Circuito de Moagem do Sossego. São Paulo:
Dissertação (Mestrado em Engenharia Mineral) – Escola Politécnica da Universidade de São Paulo,
2009. 101p.
23
Tabela 2.1 – Aços baixa liga do tipo Cr-Mo perlítico com boa resistência ao impacto e à
abrasão.
COMPOSIÇÃO QUÍMICA*
C
Mn
Si
Ni
Cr
Mo
S
P
DUREZA
BRINELL
≤0,55
0,65
0,65
0,75
0,75
≥0,85
0.60
0,90
0,60
0,90
0,60
0,90
0,30
0,70
0,30
0,70
0,30
0,70
0
0,20
0
0,20
0
0,20
2,0
2,5
2,0
2,5
2,0
2,5
0,30
0,40
0,30
0,40
0,30
0,40
0
0,03
0
0,03
0
0,03
0
0,03
0
0,03
0
0,03
275
325
321
363
350
400
TIPO
BAIXO
CARBONO
MEDIO
CARBONO
ALTO
CARBONO
TENACIDADE
JAULES**
9-14
8-12
7-11
* % em massa
** ensaio Charpy (CP com entalhe em v, temperatura ambiente)
Fonte: BERGERMAN 200910.
A tabela 2.2 apresenta a composição química e dureza dos aços utilizados
em revestimentos para moinhos SAG, produzidos pelos principais fornecedores
mundiais.
Tabela 2.2 – Composição química e dureza de revestimentos de moinhos semi-autógenos
produzidos pelos principais fornecedores mundiais.
COMPOSIÇÃO*
FORNECEDOR
LIGA/
ESTRUTURA
C
Mn***
Si***
Ni
Cr
Mo
S***
P***
DUREZA
BRINELL
ELECMETAL
ELECMETAL
BRADKEN
NORCAST
METSO
METSO
CM1/P
CM2/P
L2C/P**
8X/P
8C5/B
8C6/P
0,53
0,53
0,7-0,9
0,6
≤0,42
≤0,70
0,90
0,90
0,5-1,2
1,5
1,0
1,0
0,50
0,50
0,75
0,80
0,90
0,90
0
0
0
0
0
0
2,15
2,15
1,3-2,4
1,9-2,5
1,8-2,3
1,8-2,3
0,35
0,45
0,2-0,4
0,5
0,3-0,7
0,3-0,7
0,04
0,04
0,06
0,06
0,06
0,06
0,04
0,04
0,06
0,05
0,06
0,06
311-375
311-375
325-375
300-350
280-330
300-350
* % em massa. Estrutura P: Perlita, B: Baianita.
** AS2074 L2C
*** Máximo
Fonte: BERGERMAN 200911.
Alguns fornecedores utilizam durezas diferenciadas para o revestimento do
cilindro do moinho e das grelhas, dependendo do tipo de solicitação mecânica
quanto ao impacto e ao desgaste abrasivo.
_____________________
10-11
BERGERMAN, M. Modelagem e Simulação do Circuito de Moagem do Sossego. São Paulo:
Dissertação (Mestrado em Engenharia Mineral) – Escola Politécnica da Universidade de São Paulo,
2009. 98p.
24
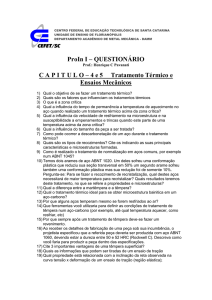
Os revestimentos do corpo do moinho semi-autogeno são do tipo placa e
barra elevatória. Os ângulos de ataque desses revestimentos, altura e número das
barras tem influência relevante no desgaste e na movimentação da carga do
moinho.
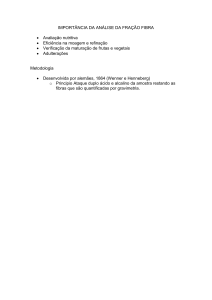
A figura 2.3 ilustra as principais partes dos revestimentos do moinho SAG.
Figura 2.3 – Principais componentes do revestimento do moinho SAG.
Fonte: Parks e Kjos (1989), adaptado por Bergerman (2009)12.
As atuais otimizações e mudanças dos revestimentos não geram ganhos
significativos em termos de operação e capacidade, mas sim em relação à vida útil
do revestimento, comparando aos usados nos primeiros moinhos de maior diâmetro.
_____________________
12
BERGERMAN, M. Modelagem e Simulação do Circuito de Moagem do Sossego. São Paulo:
Dissertação (Mestrado em Engenharia Mineral) – Escola Politécnica da Universidade de São Paulo,
2009. 100p.
25
2.2 ENSAIO DOS MATERIAIS
2.2.1 Ensaio de tração
Consiste na aplicação de carga de tração uniaxial crescente em um corpo de
prova especifico até a ruptura. Trata-se de um ensaio amplamente utilizado na
indústria de componentes mecânicos, devido às vantagens de fornecer dados
quantitativos das características mecânicas dos materiais.
Com esse tipo de ensaio, pode-se afirmar que praticamente as deformações
promovidas no material são uniformemente distribuídas em todo o seu corpo, pelo
menos até ser atingida uma carga máxima próxima do final do ensaio e, como é
possível fazer com que a carga cresça numa velocidade razoavelmente lenta
durante todo o teste, o ensaio de tração permite medir satisfatoriamente a
resistência do material. A Figura 2.4 mostra um esquema detalhado de uma
máquina universal de ensaios.
Figura 2.4 – Máquina universal de ensaios.
Fonte: URI Santo Angelo, 200713.
_____________________
13
UNIVERSIDADE REGIONAL INTEGRADA SANTO ANGELO. Ensaios dos materiais. Santo
Angelo, RS, 2007. 8p.
26
O corpo de prova é fixado por suas extremidades nas garras da máquina.
Esta provoca uma força axial para fora de modo a aumentar comprimento do corpo
de prova.
Os corpos de prova têm características especificadas de acordo com as
normas técnicas. Normalmente utilizam-se corpos de prova de seção circular ou
retangular. Durante os ensaios, a deformação fica confinada à região central, mais
estreita, do corpo de prova, que possui uma seção reta uniforme ao longo do seu
comprimento. O diâmetro padrão é de aproximadamente 12,8 mm, enquanto o
comprimento da seção reduzida deve ser pelo menos quatro vezes esse diâmetro , é
comum ser de 60 mm, como mostra a Figura 2.514.
Figura 2.5 – Corpos de prova de ensaio de tração.
Fonte: URI Santo Angelo, 200715.
2.2.2 Ensaio de impacto
O comportamento dúctil-frágil dos materiais pode ser mais amplamente
caracterizado por ensaio de Impacto. A carga nesse ensaio é aplicada num corpo de
prova na forma de esforços por choque (dinâmicos), sendo o impacto obtido por
meio da queda de um martelete ou pêndulo, de uma altura determinada.
_____________________
14-15
UNIVERSIDADE REGIONAL INTEGRADA SANTO ANGELO. Ensaios dos materiais. Santo
Angelo, RS, 2007. 18p.
27
Três fatores principais contribuem para o surgimento de fratura frágil em
materiais que são normalmente dúcteis à temperatura ambiente:
•
Existência de um estado triaxial de tensões.
•
Baixas temperaturas.
•
Taxa ou velocidade de deformação elevada.
O estado triaxial de tensões pode se introduzido pela presença de um
entalhe.
O ensaio de impacto caracteriza por submeter ao corpo ensaiado uma força
brusca e repentina, que deve rompê-lo. Outro fator é a velocidade de aplicação da
força. O resultado da força associada com a velocidade se traduz por uma medida
de energia absorvida pelo corpo de prova, ou algumas vezes chamada de
tenacidade ao entalhe. O pêndulo é elevado a uma certa posição onde adquire uma
energia inicial (Figura 2.6).
Figura 2.6 – Esquema de uma máquina de ensaio de impacto.
16
Fonte: URI Santo Angelo, 2007 .
Ao cair ele encontra no seu percurso o corpo de prova, que se rompe. A sua
trajetória continua até certa altura, que corresponde à posição final, onde o pêndulo
apresenta uma energia final. A diferença entre a energia inicial e final corresponde à
energia absorvida pelo material17.
_____________________
16-17
UNIVERSIDADE REGIONAL INTEGRADA SANTO ANGELO. Ensaios dos materiais. Santo
Angelo, RS. 2007. 35p.
28
2.2.3 Ensaio de microdureza Vickers
A dureza de um material pode ser definida como a resistência á penetração
ou perfuração da sua superfície. Um material que consiga riscar o vidro ou que não
possa ser limado é considerado, frequentemente, duro, mas esta é uma noção à
qual falta objetividade.
Devido ao reflexo da dureza no comportamento e nas aplicações possíveis de
um dado material, e também porque se podem definir relações entre a dureza e
outras propriedades mecânicas relevantes, desenvolveram-se diversos métodos
fiáveis e expeditos para a sua medição, métodos esses que obedecem todos ao
mesmo princípio, segundo o qual é aplicada uma carga determinada a um
penetrador bastante duro, o qual está em contacto com a superfície do material a
testar. As dimensões da marca de penetração (indentação) assim deixada na
superfície são então medidas. Obviamente, quanto menor for a indentação maior
será a dureza do material.
A principal diferença entre os principais ensaios de durezas refere-se à forma
do penetrador e ao material que é feito, o que se reflete na escala de equivalência
entre as dimensões da indentação e a dureza, por um lado, e na extensão da zona
sobre a qual se faz a medição, por outro.
No caso das durezas Vickers, o penetrador, talhado em diamante, tem a
forma de uma pirâmide quadrangular, sendo o ângulo entre as faces opostas de
136º (Figura 2.7). Por Ter esta forma, o penetrador incide numa região muito
pequena, pelo que a avaliação da dureza se refere a áreas muito restritas de
material: precipitados, grãos de uma dada fase, películas de revestimentos muito
delgadas entre outros.
É esta a razão pela qual este tipo de dureza é designado por microdureza.
Quando são utilizadas pequenas cargas o processo recebe o nome de
microdureza Vickers e é muito indicado, de uma forma geral, quando se deseja a
determinação da dureza de constituintes individuais de uma certa estrutura, ou ainda
de materiais frágeis e peças pequenas ou de pequena espessura.
29
Figura 2.7 - Ângulo das tangentes à esfera do ensaio de microdureza.
Fonte: Castro, PUC-Minas18.
Como o penetrador de diamante é praticamente indeformável, as impressões
tornam-se bastante uniformes independentemente de seu tamanho. A aplicação da
carga é feita através de uma alavanca, sendo mantida sobre a peça durante um
tempo mínimo de 30 segundos, após o que esta é retirada. O aparelho para ensaio
de dureza é dotado de um dispositivo óptico de medição (vernier), com uma precisão
suficiente (cerca de 1 micron) para possibilitar a medição das diagonais da
impressão. A medida é feita em duas posições ortogonais entre si, sendo a diagonal
tomada como a média das medidas das diagonais, conforme mostrado na Figura
2.8.
Figura 2.8 - Procedimento para a determinação da diagonal em uma impressão obtida
por penetrador de diamante.
Fonte: Castro, PUC-Minas19.
_____________________
18-19
CASTRO, U. D. Ensaios mecânicos - ensaio de dureza pelo método Vickers. Belo Horizonte,
MG: PUC-Minas. 1-2p.
30
2.2.4 Caracterização microestrutural
A caracterização microestrutural de um material está intimamente relacionada
com as propriedades do mesmo. Os materiais metálicos são predominantemente
cristalinos e na caracterização da microestrutura interessa determinar fases
presentes, contornos de grãos e defeitos cristalinos. Nos materiais magnético
cristalinos interessa identificar defeitos bidimensionais específicos, tais como
fronteiras de domínio magnéticos. Por outro lado, numerosas ligas podem, em
condições especiais, ser obtidas totalmente amorfas ou parcialmente cristalinas.
Uma caracterização microestrutural desejável envolve a determinação da
estrutura cristalina, composição química, quantidade, tamanho, forma e distribuição
das fases. A determinação da natureza, quantidade (densidade) e distribuição dos
defeitos cristalinos também é, em muitos casos, necessária. Além disso, a
orientação preferencial das fases (textura e microtextura) e a diferença de orientação
entre elas também tem estreita relação com o comportamento dos materiais. As
espécies
presentes
diferenciadas
e
na
exigem
microestrutura
um
número
apresentam
relativamente
características
grande
de
bastante
técnicas
complementares para a sua caracterização.
2.2.4.1 Microscopia Óptica e Eletronica de Varredura
Os microscópios, tanto óptico quanto eletrônico, são comumente usados em
microscopia. Estes instrumentos ajudam em investigações das características
estruturais de todos os três tipos de materiais (metais, cerâmicas e polímeros).
Com microscopia óptica, o microscópio de luz é usado para estudar a
microestrutura; sistemas ópticos e de iluminação são seus elementos básicos. Para
materiais que são opacos à luz visível (todos os metais de muitas cerâmicas e
polímeros), apenas a superfície é submetida à observação e o microscópio de luz
deve ser usado num modo refletivo. Contrastes na imagem produzem resultados
decorrentes de diferenças na refletividade das várias regiões da microestrutura.
Investigações deste tipo são muitas vezes denominadas metalográficas, de vez que
metais foram os primeiros materiais examinados usando esta técnica. Normalmente,
cuidadosas e meticulosas preprações de superfície são necessárias para revelar os
importantes detalhes da microestrutura. A superfície da amostra deve ser primeiro
31
lixada e polida até um acabamento liso e especular. Isto é realizado pelo uso de
sucessivamente mais finas lixas de papel e de pós abrasivos (de alumina ou
diamante). A microestrutura é revelada por um tratamento de superfície usando um
apropriados reagente químico num procedimento chamado ataque. A reatividade
química dos grãos de alguns materiais monofásicos depende da orientação
cristalográfica. Consequentemente, numa amostra policristalina, características de
ataque variam de grão a grão20.
Uma ferramenta de investigação mais recentemente e extremamente útil é a
microscopia eletrônica de varredura (MEV). A superfície de uma amostra a ser
examinada é varrida com um feixe de elétrons e o feixe de elétrons refletido (ou
retroespalhado) é coletado e, então, exibido, na mesma taxa de varredura, sobre um
tubo de raios catódicos (semelhante à tela de uma Tv). A imagem na tela que pode
ser fotografada representa as características da superfície da amostra. A superfície
pode ou não estar polida e atacada quimicamente, porém ela deve ser condutora de
eletricidade; um revestimento metálico muito fino deve ser aplicado sobre materiais
não condutores. São possíveis ampliações que variam entre 10 e mais de 50.000
vezes, da mesma forma que também são possíveis profundidades de campo muito
grandes.
Equipamentos
acessórios
permitem
análises
qualitativas
e
semiquantitativas da composição de elementos em áreas bem localizadas da
superfície.
_____________________
20
CALLISTER, William D. Jr. Ciência e engenharia de materiais: uma introdução. LTC; 7ª ed. Rio
de Janeiro, RJ. 2008. 77p.