Corte por Arranque de Apara
Tecnologia Mecânica
1
Corte por Arranque de Apara
Temas Abordados:
Tecnologia Mecânica
•
Breve História do Corte por Arranque de Apara
•
Fundamentos
•
Características das Ferramentas
•
Características das Máquinas-Ferramenta
•
Processos e Aplicação
•
Softwares de CAD/CAM
•
Programação e Transmissão de Dados
•
Corte de Alta Velocidade HSM
2
Corte por Arranque de Apara
Breve História do Arranque de Apara
O século passado foi marcado por um forte desenvolvimento tecnológico.
Operações que demandavam horas no passado, foram reduzidas a minutos, graças às
inovações introduzidas, advindas de grandes investimentos em pesquisa e desenvolvimento.
Tecnologia Mecânica
3
Corte por Arranque de Apara
Tecnologia Mecânica
4
Corte por Arranque de Apara
Tecnologia Mecânica
5
Corte por Arranque de Apara
Tecnologia Mecânica
6
Corte por Arranque de Apara
Evolução dos Materiais das Ferramentas de Corte
Século 19
Ferro – carbono tratavel termicamente (HB≈700kg/mm2) (plains carbon steel)
Baixas propriedades para corte
• perde resitência mecância a partir de 200 ~ 300ºC
• usado em brocas baratas (taps e drills)
Década de 50
Descoberta da cementite (Fe3C)
Endurecimento do aço (hardening of steel)
Década de 90: Moisson
Utilização do forno de indução electrica (electrical arc furnace)
Obtenção dos primeiros diamantes industriais
Produção de vários tipos diferentes de carbonetos
Tecnologia Mecânica
7
Corte por Arranque de Apara
Evolução dos Materiais das Ferramentas de Corte
Século 20
Década de 1900: Desenvolvimento do aço-rápido por Taylor
Adicionar W, Mo, Cr e V ao aço => FexMyC
Incremento de dureza (HB ≈800 kg/mm2)
Estável a altas temperaturas
20-30% by volume carbides
Pode ser utilizado até ao dobro das velocidades das ferramentas de aço
Década de 10: Desenvolvimento do carbono de tungsténio (WC)
HB ≈2000kg/mm2
Demasiado frágil (brittle) para ferramentas de corte
Tecnologia Mecânica
8
Corte por Arranque de Apara
Evolução dos Materiais das Ferramentas de Corte
Século 20
Década de 20: Schroter (1923)
WC + Co
• Co é elemento ligante do WC
• Cemented carbide struture
Dobro da velocidade do WC
Menos resistente que HSS
• estruturas de grão fino ajudam
Vibração das máquinas gera problemas
• rigidez das máquinas ajuda
Solubilidade do WC no Fe ≈5%
Tecnologia Mecânica
9
Corte por Arranque de Apara
Evolução dos Materiais das Ferramentas de Corte
Século 20
Década de 30: Desenvolvimento de carbonetos complexos (1931)
TiC adicionado para promover a estabilidade química
O dobro da velocidade do WC + Co
Lower strenght
Aumento da resistencia a abrasão
Década de 60: Aumento das velocidades de corte
Metalurgia dos Pós (Powder metallurgy)
Produção de pastilhas de carbonetos
Pastilhas descartáveis (não re-afiadas)
Revestimentos possiveis TiC, TiN, Al2O3
• camadas com ≈ 5 µm para minimizar deformação
• grande resistência a abrasão
•50-70% de vida da ferramenta antes de penetrar pelo revestimento
Tecnologia Mecânica
10
Corte por Arranque de Apara
Tecnologias da Informação
Tecnologia Mecânica
11
Corte por Arranque de Apara
r
e
b
Li
Tecnologia Mecânica
d
e
d
a
de
as
m
r
Fo
12
Corte por Arranque de Apara
Fundamentos do Processo
Corte por acção
Química
Térmica
Electro-química
Oxi-acetileno
Plasma
Feixe lazer
Electro-erosão
(Electro-Chemical machining)
(Oxy-acetylene flame cutting)
(Plasma cutting)
(Laser beam cutting)
(Electrical Discharge Machining)
Mecânica
Torneamento
Fresagem
Rectificação
Furação
Ultra-Sons
Escoamentos Abrasivos
Explosivos
Tecnologia Mecânica
(Turning)
(Milling)
(Grinding)
(Drilling)
(Ultrasonic)
(Abrasive flow)
(Explosive)
13
Corte por Arranque de Apara
Maquinagem Electro-química
(Electro-Chemical machining)
Processo de corrosão localizado e
acelerado por corrente eléctrica
Tecnologia Mecânica
14
Corte por Arranque de Apara
Maquinagem Electro-química
(Electro-Chemical machining)
Tecnologia Mecânica
15
Corte por Arranque de Apara
Corte por Plasma
(Plasma cutting)
Oxi-acetileno
(Oxy-acetylene flame cutting)
Tecnologia Mecânica
16
Corte por Arranque de Apara
Feixe lazer
(Laser beam cutting)
Tecnologia Mecânica
17
Corte por Arranque de Apara
Tecnologia Mecânica
18
Corte por Arranque de Apara
Electro-erosão
(Electrical Discharge Machining)
Vídeo
Vídeo
Tecnologia Mecânica
19
Corte por Arranque de Apara
Corte por Arranque de Apara
no Estado Sólido de Materiais Metálicos
Tecnologia Mecânica
20
Corte por Arranque de Apara
Corte 3D ou Oblíquo
Corte 2D ou Ortogonal
(3D or Oblique Cutting)
(2D or Ortogonal Cutting)
S
Vc
Vc
β
β≠0
Tecnologia Mecânica
β = 0 ⇒ Vc ⊥ Aresta ⇒ 2D
21
Corte por Arranque de Apara
Corte 2D ou Ortogonal (2D or Ortogonal Cutting)
Baixa Velocidade
de Corte
Tecnologia Mecânica
Alta Velocidade
de Corte
22
Corte por Arranque de Apara
Principais Variáveis Processuais
1)
Velocidade de Corte
(Vc)
2)
Profundidades de Corte
(ap)
3)
Avanço
(f)
4)
Lubrificação
Tecnologia Mecânica
23
Corte por Arranque de Apara
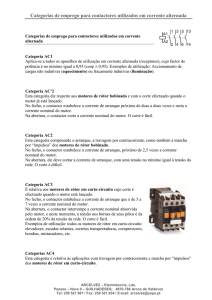
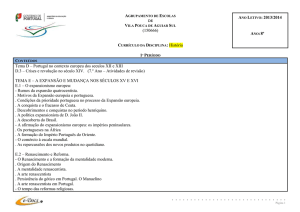
Idealização do Mecanismo de Formação de Apara Contínua Regular
Apara
(chip)
Ferramenta de corte
(cutting tool)
Plano de corte
(shear zone)
Matéria-prima
(workpiece)
Modelo teórico da formação de uma
apara
Tecnologia Mecânica
Fotomicrografia da formação de uma
apara
24
Corte por Arranque de Apara
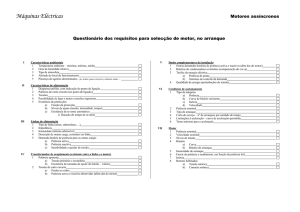
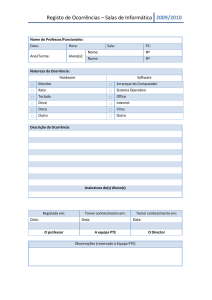
Idealização do Mecanismo de Formação de Apara Contínua Regular
Modelo Teórico
Plano de corte principal
Velocidade de Corte
(Primary shear zone)
(Cutting velocity)
α - ângulo de ataque
φ - ângulo do plano de corte
σ - ângulo de saída
t0 - espessura de corte
tc - espessura da apara
Tecnologia Mecânica
25
Corte por Arranque de Apara
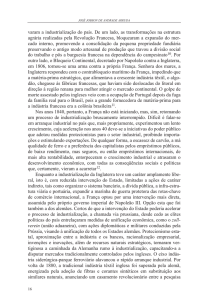
Polígono da Força de Corte de Merchant
Tecnologia Mecânica
26
Corte por Arranque de Apara
Polígono da Força de Corte de Merchant
Ernest & Merchant
2φ + β − α = π/2
Ernest & Merchant corrigido
2φ + β − α = δ
Tecnologia Mecânica
27
Corte por Arranque de Apara
Formulações Teóricas do Mecanismo de Formação de Apara
Contínua Regular
Ernest & Merchant
2φ + β − α = π/2
Ernest & Merchant corrigido
2φ + β − α = δ
Lee & Schaffer
φ+β−α=δ
Tecnologia Mecânica
28
Corte por Arranque de Apara
Acção Desenvolvida na Zona de Corte
Tecnologia Mecânica
29
Corte por Arranque de Apara
Forças Desenvolvidas:
1)
Força de Corte
(Fc)
2)
Força de Avanço
(Fa)
Fc
Fa
Tecnologia Mecânica
30
Corte por Arranque de Apara
Pressão Específica de Corte
Indicador de Maquinabilidade dos Materiais
Tecnologia Mecânica
31
Corte por Arranque de Apara
Distribuição típica da temperatura na interface apara / ferramenta
Tecnologia Mecânica
32
Corte por Arranque de Apara
Evacuação do Calor Gerado
Tecnologia Mecânica
33
Corte por Arranque de Apara
Tecnologia Mecânica
34
Corte por Arranque de Apara
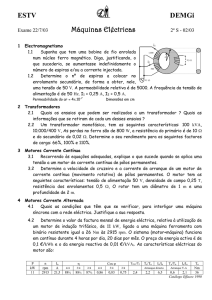
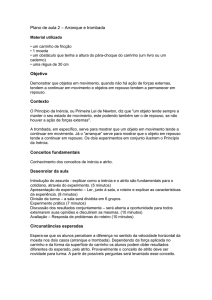
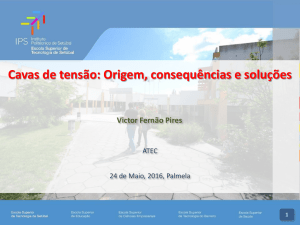
Tipos de Apara (Chip Types)
Apara Descontinua
(Discontinuous Chip)
Apara Contínua
(Continuous Chip)
Apara Contínua Irregular
(Segmented chips)
Tecnologia Mecânica
35
Corte por Arranque de Apara
Tipos de Apara (Chip Types)
a) Apara contínua (material ductil
a alta velocidade, mau para
automação, quebra aparas)
b) Zona de corte secundária
(aumenta
a
dissipação)
energia
de
c) Apara contínua com BUE
(trabalho plástico
mau acabamento)
elevado,
d) Apara continua com uma
grande zona de deformação
(materiais macios a baixa
velocidade
de
corte
e
pequenos ângulos de ataque)
e) Apara continua irregular (baixa
conditibilidade térmica dos
materiais)
f)
Apara
desconctinua
(baixa
ductilidade e/ou ângulos de
ataque negativos, bom para
automação)
Tecnologia Mecânica
36
Corte por Arranque de Apara
Formação de Apara Aderente (Built-up Edge Formation - BUE)
Vídeo
Tecnologia Mecânica
37
Corte por Arranque de Apara
Formação de Apara Aderente (Built-up Edge Formation - BUE)
Apara
(Chip)
Apara Aderente
(BUE)
Depósito de apara Aderente
(BUE deposit)
Ferramenta de Corte
(Cutting tool)
Depósito de apara Aderente
(BUE deposit)
Matéria-prima
(Workpiece)
Tecnologia Mecânica
38
Corte por Arranque de Apara
Características das Ferramentas
Tecnologia Mecânica
39
Corte por Arranque de Apara
Características das Ferramentas
Obtenção das Pastilhas de Corte
Tecnologia Mecânica
40
Corte por Arranque de Apara
Características das Ferramentas
Obtenção das Pastilhas de Corte
Tecnologia Mecânica
41
Corte por Arranque de Apara
Características das Ferramentas
Geometria das Ferramentas
Novas Geometrias
de Ferramenta
Vídeo 1
Vídeo 2
Tecnologia Mecânica
42
Corte por Arranque de Apara
Características das Ferramentas
Geometria das Ferramentas
Vídeo
Tecnologia Mecânica
43
Corte por Arranque de Apara
Características das Ferramentas
Quebra Aparas Integrais (Integral Chip Breakers)
Apara
(Chip)
Zona de Corte
(Shear zone)
Quebra Aparas
(Chip breaker)
Ferramenta de Corte
(Cutting tool)
Matéria-prima
(Workpiece)
Tecnologia Mecânica
44
Corte por Arranque de Apara
Características das Ferramentas
Quebra Aparas Integrais (Integral Chip Breakers)
Novas Geometrias
de Quebra-Aparas
Vídeo
Tecnologia Mecânica
45
Corte por Arranque de Apara
Características das Ferramentas
Revestimentos das Ferramentas (Tool Coatings)
Optimização da ligação entre revestimento e substrato
Tecnologia Mecânica
46
Corte por Arranque de Apara
Características das Ferramentas
Revestimentos das Ferramentas (Tool Coatings)
Tecnologia Mecânica
47
Corte por Arranque de Apara
Características das Ferramentas
Revestimentos das Ferramentas (Tool Coatings)
Oxido de alumínio (Al2O3)
Resistente a abrasão, mas baixa tenacidade (strenght)
Al2O3 + 30% TiC
Aumenta a tenacidade (strenght) em 15∼30%
Grandes velocidades - 3 ∼ 5 x carbonetos (carbides)
Si3N4
Grande resistência (toughness) na deformação em massa
Baixa expansão térmica
Not for steel, dissolves – fast wear
Al2O3 + Si3N4 (SiAlON)
Corta aços e super ligas de Ni
Tecnologia Mecânica
48
Corte por Arranque de Apara
Características das Ferramentas
Revestimentos das Ferramentas (Tool Coatings)
Diamante (C)
HB ≈ 10,000 kg/mm2
Solúvel no aço
Bom para alumínios
Bom para ligas Si-Al
Partículas de 10 ∼ 40 µm são sinterizadas sobre um substrato de WC
=> ferramenta policristalina
Nitreto de boro cubico (CBN)
Vídeo
Mais estável relativamente ao aço e Ni
HB ≈ 4,500 kg/mm2
Corta aços de elevada dureza e superligas de Ni (10X carbides)
Desgaste elevado a baixa velocidade, unicamente bom para altas
velocidades
Tecnologia Mecânica
49
Corte por Arranque de Apara
Características das Ferramentas
Revestimentos das Ferramentas (Tool Coatings)
Tecnologia Mecânica
50
Corte por Arranque de Apara
Características das Ferramentas
Lei de Vida da Ferramenta (Tool life equation)
Principais contribuições de
F.W.Taylor:
1)
1ºs Estudo do corte por
arranque de apara
2)
Gestão científica
Tecnologia Mecânica
51
Corte por Arranque de Apara
Características das Ferramentas
Lei de Vida da Ferramenta (Tool life equation)
C
Vc = n
T
Vc = Velocidade de corte (cutting speed)
T = Tempo de vida da Ferramenta (tool life)
n,C = Constantes empíricas de Taylor (Taylor constants)
Exemplo dos custo de maquinagem
Tecnologia Mecânica
52
Corte por Arranque de Apara
Características das Ferramentas
Interface de Contacto Apara / Ferramenta (Chip / tool interface)
Fenómenos de
Adesão / Abrasão
Desgaste
Tecnologia Mecânica
53
Corte por Arranque de Apara
Características das Ferramentas
Desgaste e Avaria de Ferramentas (Tool life equation)
Tecnologia Mecânica
54
Corte por Arranque de Apara
Características das Ferramentas
Desgaste e Avaria de Ferramentas (Tool life equation)
Tecnologia Mecânica
55
Corte por Arranque de Apara
Características das Ferramentas
Desgaste de Ferramentas (Tool Wear)
Tecnologia Mecânica
56
Corte por Arranque de Apara
Características das Ferramentas
Desgaste de Ferramentas (Tool Wear)
Tecnologia Mecânica
57
Corte por Arranque de Apara
Características das Ferramentas
Refrigeração e Lubrificação
O processo de torneamento significa normalmente
maquinar “com emulsão”, ou seja, incide um jacto de
líquido continuamente sobre a única aresta de corte.
De resto, multi-aresta, uma temperatura elevada mas
constante pode ser preferível às grandes flutuações
térmicas que o uso de refrigeração pode provocar.
O processo de HSM significa normalmente maquinar
“a seco”, ou seja, sem recorrer a algum tipo de fluído
refrigerante.
Um revestimento de
TiAlN
resultados quando está quente.
Tecnologia Mecânica
tem melhores
58
Corte por Arranque de Apara
Características das Ferramentas
Refrigeração e Lubrificação
Lubrificação
Vídeo
Tecnologia Mecânica
59
Corte por Arranque de Apara
Características das Ferramentas
Vibrações da Ferramentas
Vídeo
Tecnologia Mecânica
60
Corte por Arranque de Apara
Características das Ferramentas
Vibrações da Ferramentas
A vibração provoca flutuação da
aresta de corte em torno da
trajectória teórica
Consequências no
acabamento superficial
Tecnologia Mecânica
61
Corte por Arranque de Apara
Características das Ferramentas
Identidade da Ferramenta (Tool Marks)
Tecnologia Mecânica
62
Corte por Arranque de Apara
Acabamento Superficial
Identidade da Ferramenta (Tool Marks)
Imagem obtida por microscópio de
feixe de electrões de superfície
obtida por fresagem
Tecnologia Mecânica
Morfologia da superfície através de rugosimetro
de superfície obtida por fresagem
63
Corte por Arranque de Apara
Acabamento Superficial
Microgeometria da Superfície
(200x)
Superfície obtida por
fresagem em aço
St52.3 Normalizado
CSA e CCA
Tecnologia Mecânica
64
Corte por Arranque de Apara
Acabamento Superficial
Microgeometria da Superfície
(200x)
Tecnologia Mecânica
65
Corte por Arranque de Apara
Simulação Numérica
Ferramenta Virtual de Identificação Inversa
Simulação
Numérica
Vídeo
Tecnologia Mecânica
66
Corte por Arranque de Apara
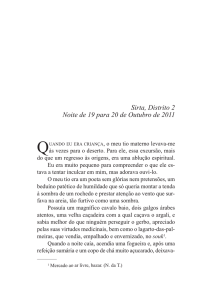
Simulação Numérica
Capacidades de Simulação 2D para Corte Ortogonal no IST
Distribuição do Dano (critério de RiceTracey), ângulo de ataque de 10º
Tecnologia Mecânica
Distribuição das tensões de corte junto da
aresta de corte, ângulo de ataque de -10º
67
Corte por Arranque de Apara
Aparato Experimental
Capacidades Experimentais no IST
Tecnologia Mecânica
68
Corte por Arranque de Apara
Aparato Experimental
Capacidades Experimentais no IST
Medição de Forças
no Processo de Fresagem
Tecnologia Mecânica
69
Corte por Arranque de Apara
Barra de Hopkinson adaptada ao Corte Ortogonal
Tecnologia Mecânica
70
Corte por Arranque de Apara
Processo e Aplicações
Tecnologia Mecânica
1)
Torneamento (turning)
2)
Fresagem (Milling)
3)
Fresagem de 5 Eixos
4)
Fresagem de Alta Velocidade (HSM)
5)
Rectificação (Grinding)
6)
Furação (Drilling)
7)
Maquinagem por Ultra-Sons
8)
Maquinagem por Escoamentos Abrasivos
9)
Maquinagem por Explosivos
71
Corte por Arranque de Apara
Torneamento
Vídeo
Tecnologia Mecânica
Vídeo
72
Torneamento
Tecnologia Mecânica
73
Corte por Arranque de Apara
Fresagem
Vídeo 1
Vídeo 2
Tecnologia Mecânica
74
Corte por Arranque de Apara
Fresagem
Tecnologia Mecânica
75
Corte por Arranque de Apara
Furação
Tecnologia Mecânica
76
Corte por Arranque de Apara
Brochadora (Broach)
Tecnologia Mecânica
77
Corte por Arranque de Apara
Brochadora (Broach)
Tecnologia Mecânica
78
Corte por Arranque de Apara
Mandril (Reamers)
Tecnologia Mecânica
79
Corte por Arranque de Apara
Fresagem a 5 Eixos
Vídeo
Tecnologia Mecânica
Vídeo
80
Corte por Arranque de Apara
Fresagem a Alta Velocidade
Vídeo 1
Vídeo 2
Tecnologia Mecânica
81
Corte por Arranque de Apara
Rectificação
Vídeo
Tecnologia Mecânica
82
Corte por Arranque de Apara
Maquinagem por Ultra-Sons
Tecnologia Mecânica
83
Corte por Arranque de Apara
Escoamentos Abrasivos
Vídeo 1
Vídeo 2
Tecnologia Mecânica
84
Corte por Arranque de Apara
Corte por Jacto de Água
Vídeo
Tecnologia Mecânica
85
Corte por Arranque de Apara
Maquinagem com Explosivos
Vídeo
Tecnologia Mecânica
86