UNIVERSIDADE FEDERAL DE SANTA CATARINA
DISCIPLINA: CONTROLE ESTATÍSTICO DE QUALIDADE
PROFESSOR: ROBERT WAYNER SAMOHYL
MESTRANDO: ANDRÉA ACORDI DE MELO
Lista de Exercícios_ Capítulo 3
1. Para a distribuição normal, qual é a probabilidade de uma mensuração ficar no
máximo a distância de 1,5 desvios padrão da média? Sua resposta pode ser
aproximada.
De acordo com a tabela que contémos valores acumulados da área à esquerda para a
distribuição normal padronizada, para um valor de Z=1,5 temos que a área acumulada
à esqueda é igual a 0,93319.
Para Z=-1,5 temos que a área acumulada à esquerda é igual a 0,06680.
Como temos interesse na área entre o intervalo de [-1,5;1,5], basta subtrair a área a
esquerda de Z=-1,5.
Cálculo: 0,93319-0,06680=0,8664
Portando a probabilidade de uma mensuração ficar no máximo à distância de 1,5
desvios padrão da média é de 86,64%.
2. Para mensurações que seguem a distribuição normal, num total de 10.000
mensurações, quantas vão ficar no máximo a distância de 2,5 desvios padrão da
média? Sua resposta pode ser aproximada.
De acordo com a tabela que contém os valores acumulados da área à esquerda para a
distribuição normal padronizada, para um valor de Z = 2,5 temos que a área acumulada
à esqueda é igual a 0,006209.
Para Z = -2,5 temos que a áreal acumulada à esquerda é igual a 0,006209.
Como temos interesse na área entre o intervalo de [-2,5;2,5], basta subtrair a área a
esquerda de Z = -2,5.
Cálculo: 0,99379-0, 0,006209 = 0,9876
Portando a probabilidade de uma mensuração ficar no máximo à distância de 2,5
desvios padrão da média é de 98,76%.
Para um total de 10.000 mensurações, teremos 9876 medidas entre a distância de 2,5
desvios padrão da média.
3. Para a distribuição normal, qual é a probabilidade da mensuração de uma peça ficar
no máximo a distância de 3,5 desvios padrão da média das mensurações? Sua resposta
aproximada é
De acordo com a tabela que contém os valores acumulados da área à esquerda para a
distribuição normal padronizada, para um valor de Z = 3,5 temos que a área acumulada
à esqueda é igual a 0,999767.
Para Z = -3,5 temos que a áreal acumulada à esquerda é igual a 0,000232629.
Como temos interesse na área entre o intervalo de [-3,5;3,5], basta subtrair a área a
esquerda de Z = -3,5.
Cálculo: 0,999767 - 0,000232629= 0,999534
Portando a probabilidade de uma peça ficar no máximo à distância de 3,5 desvios
padrão da média é de 99,953%.
4. Para mensurações que seguem a distribuição normal, qual é a probabilidade de uma
mensuração ficar fora dos limites de especificação de três desvios padrão da média?
Sua resposta aproximada em PPM é
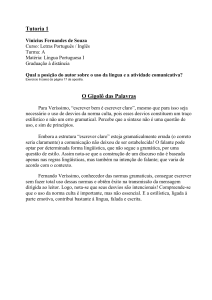
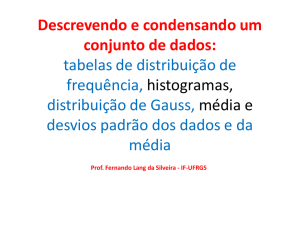
De acordo com a distribuição normal, ilustrado na figura 1, podemos inferir que
68,27% das observações encontram-se no intervalo entre -1 e +1 desvio padrão,
95,45% das observações entre -2 e +2 desvios padrão e 99,73% das observações entre
-3 e +3 desvios padrão.
Figura 1_ Ilustração da distribuição normal
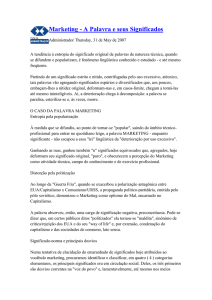
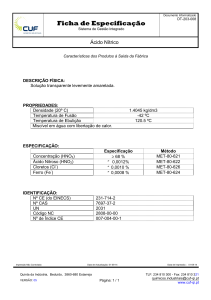
Com base na distribuição normal, a probabilidade de uma observação ficar fora dos
limites de 3 desvios padrão da média será 99,73%(área abaixo da curva entre -3 e +3
desvios padrão) menos 100% (área total), resultando em 0,27% (soma das duas
caudas) conforme ilustrado na figura 2.
Figura 2_ Representação gráfica da probabilidade de uma observação ficar fora do
limite de 3 desvios padrão da média.
Transformando de porcentagem para PPM teremos 2700 PPM.
5. Para a distribuição normal, qual é a probabilidade de rejeitar uma peça cujo único
limite de especificação é o superior e fica a distância de seis desvios padrão da média?
Sua resposta aproximada é
Para uma peça com especificação unilaleral, a distribuição dos dados permanece a
mesma. Por exemplo, teremos a mesma probabilidade de encontrar valores abaixo de
-3 desvios padrão quanto de encontrar valores acima de +3 desvios padrão. No caso de
limites unilaterais, somente as observações que estiverem acima do limite de
especificação (no caso do limite unilateral ser superior) ou as observações que
estiverem abaixo (no caso do limite unilateral ser inferior), serão rejeitadas.
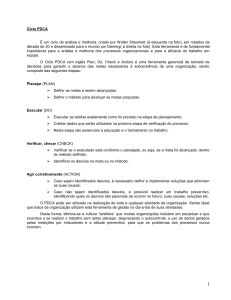
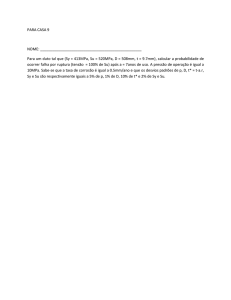
Ainda com base na distribuição normal, temos que a área abaixo da curva entre -6 e +6
sigma representa a área de probabilidade de 99,99998% de ocorrência das
observações. Portando a probabilidade de ocorrer uma observação fora destes limites
é de 0,0000002% (incluíndo as duas caudas).
Figura 3_ Distribuição normal em termos de seis desvios padrão
Como neste exercício o limite de especificação unilateral é o superior, a probabilidade
de 0,0000001% de ocorrência de observações referente à área abaixo da cauda
esquerda não interfere na rejeição das peças. Portando, em PPM, a probabilidade de
rejeitar uma peça é igual a área sob a cauda da direita, ou seja 0,001 PPMou 1 PPB.
6. Um engenheiro rejeita todo produto que está fora dos limites de especificação. Nesse
momento, a linha está produzindo uma taxa de 10% de rejeito simetricamente acima e
abaixo dos limites de especificação. No entanto, ele é descontente com a alta taxa de
rejeição e quer uma taxa ao máximo de 2%. Ele vê duas alternativas: ou diminuir o
desvio padrão do processo ou aumentar os limites de especificação. Qual é a
alternativa mais econômica no curto prazo? Outra questão importante é se o
engenheiro optar para diminuir o desvio padrão do processo, qual é a relação entre o
desvio padrão novo que é menor e o desvio padrão velho que é obviamente maior?
Elaborar sua resposta usando a distribuição normal padronizada.
Se ele estiver interessado em apenas manipular as porcentagens de rejeitos, basta
alterar os limites de especificação. Porém normalmente os limites de especificação são
requisitos de engenharia ou legislação,dificilmente sendo possível alterá-los, além de
não dependerem do desempenho do processo. Portando alterando os limites de
especificaçãoo engenheiro poderia estar diminuindo a qualidade do produto. Claro
que, imediatamente após a alteração dos limites de especificação, os índices de
rejeição diminuiriam, mas não em função do melhoramento do processo.
Optar por diminuir o desvio padrão não seria o caminho mais rápido, mas seria o
caminho mais coerente e produtivo. Para a diminuição do desvio padrão é necessário
um levantamento do comportamento do processo e a realização de uma investigação
apurada das causas de variações passíveis de diminuição.
Para dimunuir a taxa de variação de 10% para 2% por meio da alteração do desvio
padrão, podemos utilizar os dados da distribuição padronizada para a realização deste
cálculo.
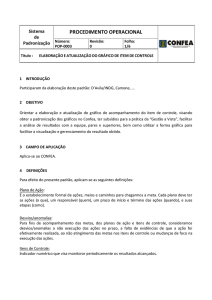
Para 10% de rejeito temos:
5% em cada cauda. Para encontrarmos o valor de Z, precisamos procurar na tabela o
valor que represente a área acumulada, que neste caso é 100%-5% = 0,95.
Portanto o Z correspondente é 1,64.
Para 2% de rejeitos temos:
1% em cada cauda. Para encontrarmos o valor de Z, precisamos procurar na tabela o
valor que represente a área acumulada, que neste caso é 100%-1% = 0,99.
Portanto o Z correspondente é 2,33.
A relação entre os desvios padrão é 1,64/2,33 = 0,7. Sendo assim, para que taxa de
rejeitos diminua de 10% para 2% é necessário que o desvio padrão tenha uma redução
de 30%.