/
BRENDA DE JESUS PEREIRA
FÁBIO GOMES DOS SANTOS
LEANDRO DOS SANTOS
VANESSA TAÍS TRINDADE RIBEIRO
PROTÓTIPO DE UMA MÁQUINA DE SOLDA PONTEADEIRA
SANTO AMARO - BA
2016
BRENDA DE JESUS PEREIRA
FÁBIO GOMES DOS SANTOS
LEANDRO DOS SANTOS
VANESSA TAÍS TRINDADE RIBEIRO
PROTÓTIPO DE UMA MÁQUINA DE SOLDA PONTEADEIRA
Relatório de Projeto Eletromecânico Integrador
apresentado no Curso Técnico em Eletromecânica do
Instituto Federal de Educação, Ciência e Tecnologia da
Bahia, campus Santo Amaro, como parte dos requisitos
necessários à obtenção do título de Técnico em
Eletromecânica.
Professor Orientador: Prof. MSC. Elvio Prado da Silva
Professor
Co-Orientador:
Pascoal Ramos
SANTO AMARO - BA
Prof.
Marcus
Vinicius
AGRADECIMENTOS
Agradecemos a Deus inicialmente pelo dom da vida, O único digno
toda honra e glória, pois sem o seu amor e misericórdia não teríamos realizado
tal feito.
Somos gratos a todos que contribuíram de forma direta e indiretamente
para construção da máquina de solda por pontos, ao IFBA Campus Santo
Amaro- BA , professores e técnicos, em especial aos professores Irênio Junior,
Marcos Vinícius, Ariomar Luz, Edson Diniz e ao nosso orientador Élvio Prado
por dividir seu conhecimento, por toda paciência e disponibilidade; técnicos
Danilo e Wagner por estar sempre nos apoiando e ajudando.
Aos nossos familiares por todo apoio, carinho, amor, dedicação, toda
paciência, compreensão e torcida; é injusto não citar todos, mas cada um
desse aqui citados possa representar nossa gratidão a toda parentela:
Jaqueline, Dona Purificação, Senhor Evânio, Dona Vera, Eliomar, Davi, Juliane,
Everton e Jose.
O apoio e incentivo dos colegas da turma do 4º módulo, que todo
momento demonstrou preocupação com realização do projeto.
Agradecemos a todos os nossos amigos pelos incentivos, doações,
ideias e pela atenção, em especial Joedson, Caique e Eudes Bouças.
Resumo: Este projeto tem por objetivo construir um protótipo de uma Máquina
de Solda a Ponto por Resistência, com a função de unir permanentemente
peças metálicas de pequenas espessuras, neste caso de até 0,87mm, e que
sejam compostas de aço carbono e suas ligas. Durante o processo de
confecção empregou-se uma visão sustentável, tendo em vista que maior parte
dos componentes que compuseram a estrutura do protótipo é e-lixo, ou seja,
lixos eletroeletrônicos. O funcionamento da máquina foi baseado com funções
similares as encontradas nas indústrias, no intuito de ser utilizada como
material didático nas aulas práticas; visto que o IFBA campus Santo Amaro-BA
não possui material semelhante, este se torna um equipamento útil para a
instituição, contribuindo assim para uma formação de excelência de novos
técnicos. A máquina funciona ao ser submetido a uma força mecânica através
do pressionamento de um botão, e o processo de soldagem inicia-se ao unir às
faces dos eletrodos e simultaneamente acionar o botão, liberando uma corrente
de curto-circuito de aproximadamente 520A (medida durante testes), e é um
equipamento considerado portátil, pois pesa aproximadamente 11,0kg. Após a
confecção da máquina de solda, fez-se necessário fazer alguns testes para
verificar os limites do protótipo, contudo foram feitos teste de curto-circuito
onde pôde perceber que a máquina só poderia ser submetida ao curto no
máximo durante 20 segundos sem danificar os enrolamentos da mesma, e
durante este teste pôde observar que a corrente aumenta de acordo com o
tempo necessário para soldar a peça, chegando a valores superiores a
500A.Ainda durante os testes, percebeu-se que após o processo os eletrodos
aquecem a uma temperatura que pode ocasionar queimaduras, nos primeiros
10 segundos a mesma chega a medir 65ºC, visando evitar este tipo de
acidente foi confeccionado uma proteção removível. Em fim durante a
realização dos testes obteve-se resultados satisfatórios como: uma solda de
boa qualidade e dentro dos padrões encontrados nas indústrias.
Palavra- Chave: Soldagem, Sustentabilidade, Máquina Ponteadeira,
Soldagem por resistência e didático.
ABREVIATURAS E SIGLAS
A - Ampères;
cm - centímetro;
CC – Corrente Contínua;
= Frequência;
Hz - hertz ;
IFBA – Instituto Federal de Educação Ciência e Tecnologia da Bahia;
I’ - Corrente corrigida em função da temperatura;
Ib – Corrente do circuito;
s – segundos;
mm – milímetros;
MSP- Máquina de Solda Ponteadeira;
NA – Normal Aberto;
NF – Normal Fechado;
NR – Norma Regulamentadora;
PVC - Policloreto de polivinila;
V – volt;
Vcc – Tensão Contínua;
TIG – Tungsten Inert Gas;
= Tensão do primário;
U – tensão de alimentação;
RSW - Soldagem de Pontos por Resistência Elétrica
LISTA DE FIGURAS
Figura 1: Etapas da transformação metalúrgica ............................................... 19
Figura 2: Transformador ................................................................................... 21
Figura 3: Tipos de eletrodos ............................................................................. 24
Figura 4:
Representação da operação realizada pelos eletrodos e as
resistências elétricas ........................................................................................ 25
Figura 5: Tipos de máquina de soldagem por resistência ................................ 26
Figura 6: Transformador da MSP ..................................................................... 33
Figura 7: Bobina do trafo .................................................................................. 35
Figura 8- Transformador com bobina secundária adaptada para MSP ............ 38
Figura9: Teste de continuidade. ....................................................................... 39
Figura 10: Ventoinha ........................................................................................ 40
Figura 11: Circuito de comando presente no projeto........................................ 46
Figura 12: Contator110V, 9A ............................................................................ 47
Figura 13: Catálogo do Fabricante do dispositivo usado no projeto ................. 49
Figura 14: Botão de comando sem retenção.................................................... 50
Figura 15: Parafusos adaptados como eletrodos ............................................. 52
Figura 16: Mola Helicoidal de tração ................................................................ 53
Figura 17: Esboço do braço de manobra. ........................................................ 54
Figura 18: Movimentos que o braço móvel pode realizar. ................................ 55
Figura 20: Desalinhamento nos eletrodos e recurso utilizado. ......................... 56
Figura 21: Circuito elétrico do projeto............................................................... 57
Figura 22: Fixação do transformador. .............................................................. 57
Figura 23: Posicionamento do sistema de refrigeração. .................................. 58
Figura 24: Contator posicionado na estrutura da máquina. .............................. 58
Figura 25: Condutores de saída ligados em paralelo ....................................... 59
Figura 26: abertura do furo e pasagem do condutor no gabinete..................... 60
Figura 27: Inserção do botão de comando no braço de manobra. ................... 60
Figura 28: Eletrodos. ........................................................................................ 61
Figura 29: Isolação do parafuso. ...................................................................... 62
Figura 30: Cabo de alimentação. ..................................................................... 62
Figura 31: Cabo do aterramento com garra na Extremidade ........................... 63
Figura 32: Gráfico de opinião dos discentes .................................................... 65
Figura 33: Suficiência dos equipamentos ......................................................... 66
Figura 34: Avaliação da Qualidade .................................................................. 67
Figura 35: Qualidade do Ambiente ................................................................... 68
Figura 36: Importância de uma MSP ................................................................ 69
Figura 37: Proteção da hélice do ventilador ..................................................... 71
Figura 38: EPIs exigidos na área de solda ....................................................... 73
Figura 39: Sequência dos transformadores inutilizados, antes de chegar ao
sexto. ................................................................................................................ 79
Figura 40: Teste de tensão em vazio ............................................................... 80
Figura 41- Chapas utilizadas nos testes .......................................................... 81
Figura 42- Teste de soldagem da chapa .......................................................... 81
Figura 43- Temperatura dos eletrodos após tentativa de soldagem. ............... 82
Figura 44: Chapas soldadas............................................................................. 83
Figura 45- Ensaio de soldagem de chapas de aço carbono galvanizado ........ 84
Figura 46- Posição da ventoinha em relação ao transformador ....................... 85
Figura 47-Circuito Equivalente de Transformador Monofásico ........................ 86
Figura 48: Esquema do ensaio em vazio ......................................................... 88
Figura 49: Ensaio em curto-circuito com o lado e baixa em curto .................... 91
Figura 50: MSP Pronta ................................................................................... 102
Figura 51: MSP Aberta ................................................................................... 102
LISTA DE TABELAS
Tabela 1: Propriedades físicas do latão ........................................................... 24
Tabela 2: Condutividade de alguns materiais................................................... 25
Tabela 3: Contato normalmente aberto (NA).................................................... 27
Tabela 4: Dados dos regimes AC-3 eAC-4. ..................................................... 28
Tabela 5 Fatores de correção para temperatura diferente de 30° para linhas
não subterrâneas ............................................................................................. 42
Tabela 6: Capacidade de condução de corrente, de acordo com a bitola do
condutor, em amperes. .................................................................................... 43
Tabela 8: Capacidade de condução de corrente para cabos de cobre com
isolação em EPR e XLPE (90°C) ..................................................................... 44
Tabela 7: Seção mínima dos condutores ¹) ...................................................... 44
Tabela 9: Composição de uma tonelada de sucata eletrônica mista ............... 76
Tabela 10: Componentes e seus efeitos na saúde humana ............................ 77
Tabela 11 – Materiais reaproveitados para a construção da MSP ................... 77
Tabela 12- Teste de soldagem das chapas ..................................................... 82
Tabela 13- Comportamento da MSP na soldagem das chapas ....................... 84
Tabela 14- Comportamento do trafo da MSP nos ensaios em curto circuito e
em vazio. .......................................................................................................... 86
SUMÁRIO
1
INTRODUÇÃO ................................................................... 15
1.1
1.2
1.3
1.4
1.4.1
1.4.2
1.4.3
1.4.4
1.4.5
1.4.6
1.4.7
1.4.8
1.4.9
1.4.10
APRESENTAÇÃO ............................................................................... 15
JUSTIFICATIVA................................................................................... 16
OBJETIVOS ........................................................................................ 16
FUNDAMENTAÇÃO TEÓRICA ........................................................... 17
Processo de soldagem por Resistência .......................................... 17
Fonte de Corrente alternada (Transformador)da MSP. .................. 20
Eletrodos não consumíveis .............................................................. 23
Resistência Elétrica ........................................................................... 25
Máquinas de soldagem de pontos por resistência ......................... 26
Comandos e acionamento do circuito elétrico ............................... 27
Contator .............................................................................................. 27
Cálculo da bitola do condutor .......................................................... 28
Materiais ............................................................................................. 29
Procedimentos metodológicos ........................................................ 30
2
DISTINÇÃO, ESPECIFICAÇÃO E ANALISE TÉCNICA DOS
COMPONENTES ELÉTRICOS E MECÂNICOS. ............... 33
2.1
2.1.1
2.1.2
2.2
2.3
2.4
2.5
2.5.1
2.5.2
2.6
2.7
2.8
TRANSFORMADOR UTILIZADO NO PROTÓTIPO ............................ 33
Primeiro método: contagem das espiras ........................................ 35
Segundo método de obtenção do número de espiras ................... 36
CONFECÇÃO DA BOBINA SECUNDARIA ....................................................... 38
SISTEMA DE REFRIGERAÇÃO .......................................................... 39
CONDUTORES ELÉTRICOS .............................................................. 40
CIRCUITO DE COMANDO .................................................................. 45
Contator .............................................................................................. 46
Botão de Comando sem retenção .................................................... 49
ESTRUTURA DO PROTÓTIPO ........................................................... 50
ELETRODOS ...................................................................................... 50
ELEMENTO ELASTICO (MOLA) ......................................................... 52
3
MONTAGEM DO PROTÓTIPO .......................................... 54
3.1
3.2
3.3
3.3.1
3.3.2
ESTRUTURA DA MÁQUINA ............................................................... 54
CIRCUITO ELÉTRICO......................................................................... 56
INSTALAÇÃO DOS ELETRODOS....................................................... 61
Cabo de alimentação (tomada) ......................................................... 62
Aterramento ....................................................................................... 63
4
ANÁLISE SOCIAL, NORMAS REGULAMENTADORAS E
QUESTÕES
SUSTENTÁVEIS
ENVOLVIDAS
NA
CONSTRUÇÃO DA MSP. .................................................. 64
4.1
4.2
PESQUISAS DE CAMPO .................................................................... 64
NRS EMPREGADAS NA CONSTRUÇÃO E OPERAÇÃO DO
PROTÓTIPO ....................................................................................... 70
4.2.1 Importância do aterramento. ............................................................ 70
4.2.2 Proteção de elementos girantes....................................................... 71
4.2.3 Ergonomia durante o manuseio do equipamento .......................... 72
4.2.4 Segurança no ambiente de trabalho .................................................... 72
4.2.5 Ambiente para processo de soldagem ................................................ 74
4.2.4 NR 10 .................................................................................................. 75
4.3 O EMPREGO DE RESÍDUO PARA A CONSTRUÇÃO DA MSP ................ 75
5
6
FALHAS DURANTE O PROCESSO DE MONTAGEM ...... 79
ENSAIOS E TESTES DE FUNCIONAMENTO DA MSP .... 81
6.1
CÁLCULOS
PARA
A
OBTENÇÃO
DO
CIRCUITO
EQUIVALENTE
DO
TRANSFORMADOR .................................................................................. 86
6.1.1
6.1.2
Ensaio em Vazio do transformador usado na MSP ........................ 87
Ensaio em curto-circuito do transformador da MSP ...................... 91
7
CONSIDERAÇÕES FINAIS ............................................... 88
8
SUGESTÕES PARA TRABALHOS FUTURO ................... 90
REFERÊNCIAS ............................................................................. 92
APÊNDICE A ................................................................................ 94
APENDICE B ................................................................................ 96
APENDICE C ................................................................................ 97
APENDICE D ................................................................................ 99
APENDICE E .............................................................................. 100
APÊNDICE F ............................................................................... 101
ANEXOS ..................................................................................... 102
15
1 INTRODUÇÃO
1.1
APRESENTAÇÃO
Soldagem é o processo de união permanente de peças metálicas por
meio de fusão ou pressão, assegurando na junta da solda a continuidade de
propriedades físicas, químicas e metalúrgicas,que vem sendo desenvolvido
pelo homem durante anos e atualmente é o fundamental processo de união
permanente de peças metálicas (MARQUES, et al 2007). Os processos de
soldagem podem ser caracterizados em processo de soldagem por fusão ou
processo de soldagem por pressão ou deformação. A Máquina de Solda
Ponteadeira (MSP) tem função de soldagem por pressão.
A soldagem por resistência a ponto, por ser um processo destinado a
chapas de espessura fina, e não alterar o peso da peça, pois não leva metal de
adição no momento do processo, o qual se dá o nome de soldagem autógena,
técnica essa que acontece quando as peças sobrepostas são pressionadas
uma contra a outra através de um eletrodo, movimentado por uma força
mecânica, hidráulica, pneumática ou a mistura das três, e no exato momento
passa uma corrente elétrica unindo permanentemente as peças.Atualmente, o
número de robôs soldadores vem crescendo nas indústrias, principalmente na
automobilística, onde o processo de soldagem mais utilizado é a resistência
tipo ponto.Uma das principais aplicações da solda ponto é na fabricação de
carrocerias automotivas de aço, que contêm em média 4.500 pontos de
solda.(BRANCO,2004)
Este relatório técnico aborda a construção da MSP (Máquina de Solda
Ponteadeira), e realização de teste de soldagens de chapas com a finalidade
de ser utilizada para manuseio didático e dar ênfase na importância do uso da
mesma.
Ter conhecimento sobre o processo de soldagem é de grande
importância para uma formação de excelência do técnico em eletromecânica,
pois,além de ser um processo de tratamento relevante para a metalurgia,
envolve conhecimento de diferentes áreas tais como: eletrotécnica, eletrônica,
16
mecânica e resistência dos materiais. (BRAGHETTO, 2009), áreas que devem
ser de domínio de conhecimento do profissional.
Dentre os equipamentos de solda presentes no IFBA Campus Santo
Amaro, não há uma máquina de solda do tipo ponteadeira por resistência,
portanto o protótipo tornar-se-á um projeto inovador e de grande contribuição
para formação técnica.
1.2
JUSTIFICATIVA
A construção da MSP é de grande relevância para o processo de
ensino aprendizagem, pois os alunos poderão ter a oportunidade de unir
teoriae prática, manuseando a máquina e podendo observar de fato, um dos
processos de soldagem por resistência.
A utilização do protótipo desenvolvido neste projeto possibilitará um
enriquecimento de material didático dando ao docente mais uma ferramenta
para demonstrar o processo de soldagem por resistência, (um dos vários tipos
de processo de solda existentes) e ao discente uma forma mais eficaz de
aprender. Sabe-se que a práticaé um complemento dateoria, a fim decontribuir
com a experiência prática pra os discentes surgiu à ideia da MSP.
1.3
OBJETIVOS
- Objetivo Geral
Construir um protótipo de uma Máquina de Solda Ponteadeira, como
um instrumento facilitador da aprendizagem em aulas práticas do curso
Técnico de Eletromecânica do IFBA campus Santo Amaro.
-Objetivos Específicos
● Aplicar na construção do protótipo habilidades e conhecimentos
adquiridos durante o curso.
17
● Ter recursos nas aulas prática de soldagem, para enriquecimento prático
da disciplina.
● Ter uma máquina de solda a ponto por resistência, com capacidade de
soldar chapas de aço carbono e suas ligas de pequenas espessuras.
1.4
FUNDAMENTAÇÃO TEÓRICA
Para a construção do protótipo da MSP foi utilizado como base
cientifica os estudos desenvolvidos no campo da mecânica e elétrica, estes
forneceram informações importantes tais como: o que é uma soldagem por
resistência a ponto, discussões sobre o processo, e materiais base, o princípio
de funcionamento de um transformador, como se comportam os eletrodos e os
comandos elétricos necessários para o acionamento do protótipo.
Com o objetivo de apresentar o suporte teórico da montagem da MSP,
nessa seção constam os conhecimentos teóricos que foram utilizados visando
o bom funcionamento da máquina. Assim, estão dispostas as principais
definições e conceitos de acordo com as bibliografias pesquisada, em destaque
os trabalhos desenvolvidos por Vicenti Chiaverini (1986), Sergio Duarte Brandi
(1992), Geraldo C. Nascimento Junior (2010), e Claiton Moro Franchi (2008).
1.4.1 Processo de soldagem por Resistência
A Soldagem de Pontos por Resistência Elétrica (RSW) se dá pelo
processo da geração de calor ocasionada pela passagem da corrente elétrica e
da força (pressão) exercida pelos eletrodos sobre as peças sobrepostas
(Penteado,2011). Nessa mesma linha, Wainer et al, (1992) afirma que:
18
...Durante o processo, as peças aquecem-se e ocorre a fusão
localizada no ponto de contato na superfície de separação entre
ambas...A geração de calor ocorre devido à resistência do conjunto à
passagem de corrente. Neste processo de soldagem, essa
resistência é composta de resistência de contato peça/eletrodo e
peça/peça. (WAINER et al, 1992).
A quantidade de calor sobre as peças sobrepostas na área de contato
do eletrodo é determinada pela lei de Joule (CHIAVERINI, 1986), pela equação
1:
Q= I2. R. t
(1)
Onde,
Q – calor gerado (joules);
I – intensidade da corrente (Ampères);
R – resistência elétrica (Ohms);
t – tempo de passagem da corrente (segundos)
Esse calculo esta no final do capitolo 6 (ensaios e testes de
funcionamento da MSP)
A pressão e o calor simultaneamente aplicados sobre as placas
metálicas sobrepostas realizam a soldagem, pois a alta densidade da corrente
elétrica é maior que a resistência da superfície de contato das placas,
resultando numa temperatura abaixo1 do ponto de fusão dos metais envolvidos.
A soldagem em máquinas profissionais se dá basicamente em duas etapas:
Pressão sobre as peças metálicas (90 a 1.450 Kgf.)
Corrente elétrica é ligada, utilizando-se a tensão de 1 a 10 volts
e corrente de 1.000 a 50.000 ampères.
Diferente de Chiaverini (1986), Branco (2004) considera que a
soldagem é feita nas seguintes etapas distintas:
1
Segundo CHIAVERINI, Vicente. Tecnologia mecânica. 2. ed. São Paulo:
Mcgraw-hill, 1986. p.176
19
Etapa 1: Os eletrodos iniciam o processo de descida para que as
chapas sejam pressionadas;
Etapa 2: As chapas devem ser pressionadas de modo a garantir um
bom assentamento do metal base evitando problemas como a
expulsão do metal fundido da zona de solda;
Etapa 3: O material é mantido sobre pressão e a corrente de
soldagem é liberada através do eletrodo, iniciando a formação do
ponto de solda;
Etapa 4: Quando o processo de formação é concluído a corrente
cessa, mas os eletrodos mantém a pressão nas chapas até que o
ponto se solidifique;
Etapa 5 e 6: A força aplicada é interrompida e os eletrodos se abrem
(BRANCO,2004).
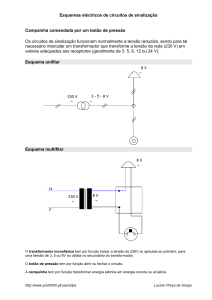
As etapas estão demonstradas na figura 1, em que cada região
representa um tipo de transformação metalúrgica.
Figura 1: Etapas da transformação metalúrgica
Força do eletrodo
Corrente de
soldagem
Fe-Força do eletrodo (Kf)
Iw- Corrente de soldagem
(kA)
T- Tempo (ms)
TEMPO
ELETROD0
SUPERIOR
FACE DO
ELETROD0
FUSÃO
ELETROD0
INFERIOR
PONTO
DE
SOLDADO
Fonte: Adaptado de Teknicae, 2016
Para o cálculo do diâmetro do eletrodo tem-se que as faces2dos
eletrodos em contato com a peça devem ser aproximadamente 1,6mm maior
que o ponto de solda, conforme a equação 2.(WAINER etal, 1992)
2
Conforme apresentado na figura 1, a face do eletrodo é a área que fica em contato
direto com o material que será soldado.
20
=
√
=
,
+
(2)
Onde,
d= diâmetro do ponto (mm)
S= espessura da chapa (mm)
Esse calculo esta representado na seção 2.7 desse relatório.
Wainer et al,(1992) considera que as máquinas de solda por resistência
são compostas por três componentes basicamente: sistema mecânico, circuito
primário e o sistema de controle. Para a elaboração do protótipo MSP, utilizouse desse conhecimento, cuja conceituação afirma:
Sistema Mecânico é aquele no qual a peça é fixada e a força do
eletrodo aplicada;
Circuito Primário consiste de um transformador, cuja função é
fornecer a corrente de soldagem;
Sistema de Controle pode atuar somente sobre o tempo de soldagem
ou também sobre a ação mecânica da aplicação da força do eletrodo.
(WAINER et al,1992).
Para Olson apud Penteado(2006), a solda por ponto pode ser realizada
por equipamentos muito simples e de baixo custo.O projeto MSP, é
considerado de baixo custo, pois é composto com partes de materiais
sucateados que seriam descartados na naturezade forma irregular, visto que
no município de Santo Amaro-BA não há local adequado para o descarte deelixos3.
1.4.2 Fonte de Corrente alternada (Transformador)da MSP.
O transformador é a parte fundamental para o funcionamento do
projeto, pois o mesmo é responsável pela elevação da corrente elétrica e
redução da tensão.
3
Resto ou sobras de aparelhos elétricos e eletrônicos
21
Segundo
Nascimento
Junior
(2010),
o
transformador
é
um
equipamento com função de aumento ou diminuição de tensão e corrente
elétrica. A partir dos estudos de Faraday e Lenz em que, “ao movimentar o
campo magnético diante de um condutor, surge uma corrente induzida”. A
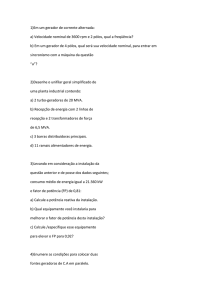
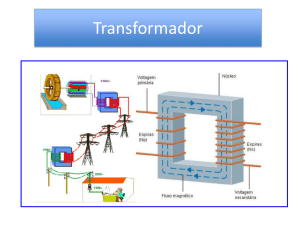
figura 2 demonstra o transformador e o caminho do fluxo magnético causador
da transformação.
Figura 2: Transformador
Fonte: Ebah, 2016.
O número de espiras presentes no enrolamento primário e secundário
são muito importantes para determinar a tensão de saída. Assim a relação
entre o número de espiras e a corrente que circula no enrolamento é
inversamente proporcional, segundo a equação 3. (NASCIMENTO JUNIOR,
2010).
=
Onde,
= Corrente do primário
= Corrente do secundário
=Número de espiras do primário
=Número de espiras do secundário
(3)
22
Nascimento Junior (2010), afirma que é possível calcular a relação de
transformação a partir da tensão induzida, pois esta é sempre proporcional ao
número de espiras da bobina de acordo com a tensão magnética que a
provocou, conforme a equação 4.
(4)
=
Onde,
= Tensão do primário
= Tensão do secundário
=Número de espiras do primário
=Número de espiras do secundário
Para calcular o número de espiras do secundário, foi utilizada a
equação 5, segundo (NASCIMENTO JUNIOR, 2010).
=
×
,
×
(5)
×
Onde;
= Tensão do primário
=Número de espiras do primário
= Frequência
= Seção líquida do núcleo
= Densidade magnética do núcleo (Gauss)
100000000 Constante
4,44
Constante
×
23
Nascimento Junior (2010), informa as seguintes porcentagens de silício
e a equivalência em Gauss:
3% equivalem a 10000 Gauss;
2% equivalem a 8000 Gauss;
1% equivale a 6000 Gauss.
De acordo com Nascimento Junior (2010), a seção liquida SL, é
encontrada através da equação 6:
=
(6)
Onde;
Pp = Raiz quadrada da potência do primário, onde a unidade de
medida é dada em cm².
Estes cálculos serão realizados nas seções a seguir.
1.4.3 Eletrodos não consumíveis
Os eletrodos compõem parte importante na MSP (Máquina de Solda
Ponteadeira), são responsáveis pela condução da corrente elétrica de
soldagem,já que suas faces estarão em contato com a peça, estes também
exercem pressão necessária para a união dasmesmas, por isso os eletrodos
devem apresentar resistência ao calor e dureza suficiente para suportar a
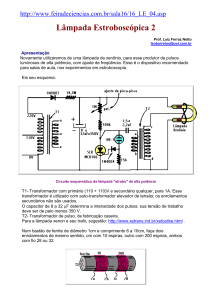
deformação causada pela pressão.(WAINERet al,1992; BRANCO, 2012). Na
figura 3, estão representados alguns eletrodos com diferentes faces.
24
Figura 3: Tipos de eletrodos
Fonte: Intermachinery (2016).
Em geral, o cobre é o metal que compõe o eletrodo por apresentar boa
condutividade4 tanto térmica como elétrica, essas são características
importantes, pois possibilitarão a passagem de corrente elétrica na soldagem.
A liga de latão é formada por 70% de Cobre e 30% de Zinco. O Zinco
adicionado ao Cobre torna as peças com maior resistência mecânica que o
Cobre puro. Assim, o latão é mais duro (menos dúctil) que o Cobre. As
propriedades físicas do latão e condutividade (LG STEEL, 2016), podem ser
verificadas conforme as tabelas 1 e 2.
Tabela 1: Propriedades físicas do latão
PROPRIEDADES FÍSICAS DO LATÂO
Densidade a 20ºC
8,53 g/cm3
Condutibilidade Térmica a 20ºC
0,290 cal/cm2/cm/s/ºC
Calor específico a 20ºC
0,090 cal/g/ºC
Condutibilidade elétrica
28,0% IACS
Resistividade elétrica a 20ºC
6,16 g/m2
Ponto de Fusão
955ºC
Módulo de Elasticidade
11200 Kg/mm2
Módulo de Rigidez
4200 Kg/mm2
Fonte: LGSTEEL, 2016.
4
Condutividade é a capacidade de condução de corrente elétrica que um dado
material tem.
25
Tabela 2: Condutividade de alguns materiais.
Material
Resistividade-
2
.mm /m
Condutividade-
2
S.m/mm
Coeficiente de
Temperatura-
C-1
o
Cobre puro
0,0162
61,7
0,00382
Latão
0,067
14,9
0,002
Fonte :Adaptado de Mec ,2016; Labspot UFSC, 2016.
Assim, no processo de soldagem por resistência a ponto, os eletrodos
ficam em contato direto com as peça que se deseje soldar, conduzindo a
corrente elétrica de soldagem, exercem a força no local do ponto a ser soldado
e dissipam parte do calor gerado durante a soldagem. (WAINER et al, (1992),
BRANCO, 2012).Na Figura 4 está disposta à posição dos eletrodos e sua
operação.
Figura 4: Representação da operação realizada pelos eletrodos e as
resistências elétricas
Fontes: STOCCO, (2003).
1.4.4 Resistência Elétrica
Conforme a figura 4, a resistência elétrica R5 (peça/peça) é a região de
maior calor gerado pelo efeito Joule a implicação é a fusão dos materiais,
26
formação de grãos equiaxiais e a formação da lentilha da solda. A resistência
elétrica de contato na interface das peças metálicas é de suma importância
para o aquecimento pelo efeito Joule nos metais de alta condutibilidade
elétrica, devido seu efeito direto na geração de calor. Nas resistências R3 e R4
(eletrodo/peça), por não contribuírem para a geração de calor, precisam ter o valor
de resistência menor possível para não induzirem perda de energia por efeito
Joule, durante o processo de soldagem. (STOCCO, 2003); (BRANDI,1992).
1.4.5 Máquinas de soldagem de pontos por resistência
As máquinas de solda por resistência do tipo ponteadeira podem ser
estacionárias ou suspensas, a escolha do tipo de máquina vai depender do tipo
de aplicação: projeto da junta, materiais que serão soldados, solicitação de
qualidade, normas de produção e considerações econômicas (VARGAS, 2006);
(BRANCO, 2004), a figura 5 mostra exemplos de diferentes tipos de MSP
existentes no mercado.
Figura 5: Tipos de máquina de soldagem por resistência
SUSPENSA
ESTACIONÁRIA
Fonte: Adaptado de Branco, 2004; Pinheiro, 2011.
27
A máquina MSP pode ser considerada de tipo estacionária, por suas
pinças serem fixas e não suspensas, porém o protótipo desenvolvido, é de tipo
portátil devido altura de 829mm e peso de 11,860Kg.
1.4.6 Comandos e acionamento do circuito elétrico
Os comandos do circuito elétrico são responsáveis pelo acionamento
das máquinas elétricas. A chave auxiliar (botoeira) é comandado manualmente
com a funcionalidade de interromper ou estabelecer no instante, por pulso,
para um circuito de comando podendo: interromper, iniciar ou comandar.
(FRANCHI, 2008)
Dispositivos de comando: elemento de comutação que permitem ou
não a passagem da corrente elétrica entre um ou mais pontos do circuito.
(FRANCHI, 2008)
O contato normalmente aberto (NA) é o contato que fica aberto, não
permitindo a passagem da corrente elétrica, permanecendo aberto até que seja
aplicada uma força externa. (FRANCHI, 2008) Na MSP, foi utilizada uma
botoeira de contato NA, como demonstrado na Tabela 3.
Tabela 3: Contato normalmente aberto (NA)
CONDIÇÕES LÓGICAS DO BOTÃO
CHAVE DE IMPULSO
DESLIGADO
ACIONADO
NA
Fonte:FRANCHI, 2008.
1.4.7 Contator
Segundo Franchi (2008), o Contator é o elemento principal de
comandos eletromecânicos, pois permite o controle de elevadas correntes por
meio de circuito de baixa corrente, este possui uma chave de operação não
manual, eletromagnética, em única posição de repouso com a capacidade de
conduzir, estabelecer e interromper correntes normais no circuito. O mesmo,
28
possui uma bobina(representa a entrada de controle do contator que, quando
ligada a uma fonte de tensão, circula na mesma uma corrente elétrica que cria
uma campo magnético que envolve o núcleo de ferro).
No regime AC-3 (ver tabela 4), o contator escolhido suporta corrente de
partida de cinco a sete vezes a corrente nominal. Para a soldagem por ponto,
acontece o fechamento de curto-circuito e formação de centelha, o contator
escolhido para este protótipo, em regime AC-3 suporta cargas de até 9
ampères em cada contato de potência. O manual do fabricante do Contator
escolhido não forneceu informações de capacidade de cargas em regime AC-4,
que seria mais adequado para este projeto que trabalha em curto-circuito,
podendo ser considerado como carga pesada.Conforme será relatado nos
próximos capítulos, a corrente nominal do primário deste protótipo alcançou
correntes de até 20A, logo, como a MSP é monofásica e o Contator escolhido é
trifásico, foram utilizados os três contatos de potência deste Contator em
paralelo, conseguindo uma capacidade de 27A, o que foi suficiente para a
MSP, este atuou corretamente como chave de operação não manual;
resguardando a vida do operador.
Tabela 4: Dados dos regimes AC-3 eAC-4.
Especificação dos Regimes
Categoria
Aplicação
AC-3
Motores de indução gaiola de esquilo, com interrupção com o motor
em
regime;
serviço
normal
de
manobras
em
motores
e
transformadores.
AC-4
Manobras pesadas, como partir motor em plena carga, comando
intermitente, reversão a plena carga, paradas por contra-corrente
(ponte rolante).
Fonte: Frachi, 2008.
1.4.8 Cálculo da bitola do condutor
Para o dimensionamento dos condutores utilizou-se a equação 7,
retirado da NBR5410, para dimensionamento pelo critério da corrente .
29
=
(7)
.
Onde:
Ib - é a corrente do circuito.
P – Potência
U – tensão de alimentação
Cos – Fator de potência.
Os cálculos serão realizados nas seções seguintes.
1.4.9 Materiais
Para a construção da máquina, foram utilizados materiais adquiridos de
sucatas e doações de eletroeletrônicos. A metodologia baseou-se na coleta de
dados, tais quais: vídeos semelhantes ao protótipo, materiais impressos e
digitais. Além disso, para se obter um melhor desempenho do produto, uma
pesquisa de campo foi realizada no campus IFBA Santo Amaro com discentes
e docentes da área de eletromecânica.
A seguir o quadro 1 lista os materiais necessários para a construção do
projeto, contendo as descrições e quantidade utilizadas.
Quadro 1: Materiais
Lista De Materiais
Materiais
Especificações
Quantidade
Transformador5 de forno
18 Litros/ 1500W
1
10 mm2 – construção da bobina
15 m
micro ondas
Condutor
secundária do transformador e ligações
aos eletrodos
Condutor
2,5mm2 – entrada de alimentação
3m
Ventoinha
110V, 60 Hz
1
5
*Para a confecção da MSP, durante a construção do protótipo houve falhas, portanto fez-se
necessário o uso e 7 transformadores, obtendo êxito no último.
30
Tubos de seção retangular
30,5 x 20,7 mm
2m
Gabinete de computador
Gabinete de aço, com 430 x 445 mm de
1
dimensões e 200 mm de altura.
Porcas
Aço inox tipo sextavada13mm
11
Parafusos
Cabeça sextava inoxidáveis M8 x 70 mm
7
Eletrodos
Parafuso cabeça sextavada de latão M8 x
2
50 mm
Tubo de PVC
3
4″de diâmento
10cm
Garra para aterramento
Garra Alicate tipo jacaré – 100A
1
Arruela
Chanfrada M8
9
Fita crepe
--
1
Contator
110V, modelo CS (T) 9 10
1
Botão de comando sem
Com duas condições lógica NA/ NF, de
1
retenção
diâmetro e 8cm de comprimento
Plug Tomada
220V, 10A.
1
Mangueira de silicone
8mm de diâmetro
30cm
Mola
Helicoidal de Tração, 5cm
2
Abraçadeira de nylon
200 x4mm
10
Fita isolante
--
2
Conector do tipo terminal de
Latão
2
pressão
Fonte: Os autores, 2016.
1.4.10 Procedimentos metodológicos
Para melhor organização e compreensão a metodologia utilizada
noprojeto foi divida em quatro etapas, relatadas a seguir:
- Primeira etapa, por meio de reuniões em busca de um projeto que
fosse capaz de contribuir academicamente, avaliou-se a possibilidade de tornar
as aulas de soldagem mais práticas. Para isso é necessário adaptar além dos
31
recursos já utilizados: questionários, slides e aulas expositivas; inserir aulas
práticas. No entanto no campus Santo Amaro BA há uma deficiência em aulas
práticas de soldagem devido à falta de espaço e máquinas com defeito. Desta
maneira, optou-se pela construção de uma máquina de solda por resistência a
ponto para uso didático.
- Segunda etapa, através de pesquisas de campo foi coletada opiniões
dos educando não envolvidos no projeto, acerca da construção da MSP, da
importância e da agregação de conteúdos da mesma em aulas. Deu-se
segmento com os levantamentos bibliográficos que são relevantes para a
elaboração da proposta.
Durante o levantamento bibliográfico deparou-se com uma dificuldade
ampla, por ser um assunto que é abordado apenas o seu funcionamento e não
a
construção
com
princípios
técnicos,
principalmente
com
materiais
reaproveitados e por encontrar poucos livros na biblioteca do IFBAcampus
Santo Amaro- BA. Contudo, o levantamento bibliográfico deu-se através de
artigos, catálogos de fabricantes, dissertações, teses emonografias de outras
instituições, máquinas em funcionamento nas indústrias, e livros, a fim de obter
informações complementares para a execução do mesmo.
-A terceira etapa foi uma das mais importantes, pois as informações
adquiridas foram aplicadas, após ter os conhecimentos necessários sobre o
projeto partiu-se para a aquisição dos materiais, dos quais alguns foram
doados, outros sucateados e alguns adquiridos pelos autores. Para o emprego
certo dos materiais foi preciso fazer alguns cálculos e baseado nos mesmos
consultar tabelas. Em seguida deu início a montagem, o que é fundamental
para a obtenção de resultados e a realização de testes.
-A quarta etapa resumiu-se em testes para ter conhecimento se a
máquina estava em condições de uso, em seguida testes para saber a corrente
e a tensão de saída, a potência fornecida, o calor dissipado pela máquina em
funcionamento e a quantidade de pontos que a mesma produz. E para
fundamentar esse relatório foi elaborada uma gravação audiovisual para
32
demonstrar a máquina em pleno funcionamento, demonstrar alguns princípios
de segurança e a qualidade da solda obtida.
33
2 DISTINÇÃO, ESPECIFICAÇÃO E ANALISE TÉCNICA DOS
COMPONENTES ELÉTRICOS E MECÂNICOS.
Para elaboração do protótipo foram utilizados diferentes componentes
citados no Quadro 1. Os materiais empregadospara a montagem do protótipo
foram escolhidos, adaptados e modificados segundo conceitos, conhecimentos
e cálculos técnicos, com o intuito de ter uma máquina de solda ponteadeira
capaz de realizar efetivamentea união permanente em chapas de aço carbono
e suas ligase proporcionar autenticidade ao projeto.
A seguir,estão relatadas todas as etapas e métodos utilizados para a
confecção da MSP e no anexo podem ser visualizadas algumas imagens para
facilitar o entendimento da montagem.
2.1
TRANSFORMADOR UTILIZADO NO PROTÓTIPO
O transformador usado neste projeto foi retirado de um forno demicroondas adquirido em sucata, e através do teste de tensão em vazio e o teste de
continuidade das espiras constatou-se que o mesmo estava funcionando, não
apresentando curto circuito entre as espiras e apresentando uma boa isolação
externa, conforme ilustrado na figura 6.
Figura 6: Transformador da MSP
Fonte: Os autores, 2016.
34
É importante salientar que não é qualquer transformador que pode ser
utilizado para este projeto, pois deve ser verificado se o equipamento é
realmente
um
transformador
real
e
não
um
autotransformador.
Os
transformadores utilizados em residência que convertem 220V em 127V e vice
versa, não são transformadores reais, são autotransformadores e não podem
ser modificados para um protótipo com este, pois nos autotransformadores a
bobina do primário e secundário são compartilhadas, e no transformador real,
as bobinas são separadas e isoladas entre si. Nesse sentido, os
transformadores ideais para serem modificados e utilizados em projetos como
este, são os transformadores de fornos micro-ondas.
Sendo a peça principal do projeto, este transformador de fornos microondas é elevador de tensão, e este modelo escolhido dispõem de 1500W de
potência, e é alimentado por uma tensão de 127V. No entanto a exigência do
protótipo é um transformador abaixador de tensão, portanto o mesmo precisou
sofrer alteração nos enrolamentos, o objetivo era mudar a relação de
transformação para cerca de 4V na saída do transformador.
Para a montagem do novo transformador fez-se necessário saber
quantas espiras tem a bobina que irá ser utilizada para dimensionar um novo
enrolamento secundário para que venha atender o objetivo proposto.
Utilizaram-se dois métodos para determinar quantas espiras existiam
na bobina secundária do transformador original; pelo fato da mesma ter menos
espiras possibilitando uma contagem mais rápida, para em seguida saber a
quantidade de espiras da bobina primária do mesmo. Por isso se faz
imprescindível saber o número de espiras existente nas bobinas para a
confecção da nova bobina.
Essas informações serão de grande relevância porque, permitem fazer
uma estimativa dos dados como: tensão, corrente e potência.
A bobina primária do transformador original permanece com a mesma
função, e foi necessário construir uma nova bobina para o secundário,com o
propósito de converter o transformador elevador em abaixador de tensão.
35
2.1.1 Primeiro método: contagem das espiras
Consiste em um modo nada técnico, pois não obedece nem adota
normas nem processos matemáticos, entretanto com o mesmo obtêm-se o
resultado real e não uma estimativa. Esse método resumiu-se em retirar a
bobina de baixa tensão ou primária de um transformador idêntico ao do projeto,
e a conferência ocorreu manualmente, ao fim da contagem obteve-se o
resultado de 111 espiras, como mostrado na figura 7.
Figura 7: Bobina do trafo
Fonte: Os autores, 2016.
Com base no dado adquirido e da equação de relação de
transformação,chegou-se a conclusão de que para o enrolamento secundário
do transformador construído, o número de espiras do secundário pode ser
calculado através da equação 4.
=
(4)
36
127 111
=
4
= 3,49
3,5
Sendo:
= Tensão do primário
= Tensão do secundário
=Número de espiras do primário
=Número de espiras do secundário
Neste sentido,a equação 4, indica a utilização de 3,5 espiras no secundário
do transformador.
2.1.2 Segundo método de obtenção do número de espiras
Segundo Nascimento Junior (2010), caso não se tenha o número de
espiras do enrolamento primário pode-se estimar o número de espiras do
mesmo com a equação 5.
=
.
,
(5)
.
.
.
Sendo:
= Tensão do primário
= Frequência
= Seção líquida do núcleo
= densidade magnética (em Gauss)
100000000 Constante
4,44
Constante
O acervo bibliográfico não disponibiliza cálculos nem experimentos
para saber a densidade magnética (B) das chapas de silício do transformador.
37
Para efetivação do cálculo, considerou-se 3% de silício presente nas chapas,
ou seja, 10000 Gauss.
Segundo Nascimento Junior (2010), a seção liquida SL, é encontrada
através da equação 6:
(6)
=
√1500= 38,7cm²
Onde:
SL: Seção Líquida em cm2
Pp:Potência do Primário
Neste sentido, a equação 9 indica que a seção líquida é de 38,7 cm².
Através dos dados coletados, pode-se obter a equação 5:
=
×
,
×
(5)
×
, ×
Np= 123 Espiras
Utilizando a Np calculado na equação 5, para determinação do número
de espiras que deverá possuir a bobina secundária,pode-se analisar que a
margem de erro foi pequena, conforme equação 4.
=
= ,
(4)
Logo, podemos verificar que o número de espiras adquiridos via
contagem manual (3,5) foi próximo ao calculado (4).
38
2.2
CONFECÇÃO DA BOBINA SECUNDARIA
De posse dessas informações partiu-se para a montagem da bobina
secundaria. O procedimento foi extrair o enrolamento secundário original do
transformador através de uma serra e pulsões, retirou-se também o
enrolamento auxiliar e os calços que ficam no seu interior, e enrolou-se 3 voltas
e meia de um condutor de 16mm2 flexível (condutor utilizado em instalações
elétricas residenciais),a figura 8 mostra o resultado do processo.
Figura 8- Transformador com bobina secundária adaptada para MSP
Fonte: Os autores, 2016
Posteriormente foi verificado que este condutor de 16mm2 estava
esquentando muito e foi trocado por 2 condutores de 10mm2 em paralelo com a
finalidade de aumentar a bitola do secundário. O ideal seria que este
enrolamento fosse realizado com condutores de 25mm2, devido a alta corrente
elétrica no momento da solda, porém o transformador de forno micro-ondas
não oferece espaço físico para enrolamento de condutores com esta bitola.
Para certificar-se que o transformador não apresentava nenhum
problema foi feito o teste de tensão em vazio, o qual proporcionou as tensões
desejadas tanto na entrada com na saída, além de uma temperatura relevante,
conforme mostrado na figura 9.
39
Figura9: Teste de continuidade.
Fonte: Os autores, 2016.
O teste ilustrado na figura 9 mostra uma tensão de entrada de 126,8V e
a saída fornece 3,41V, além de medir as tensões mediu-se a temperatura do
núcleo a qual chegou a 51°C em vazio, confirmando a existência de perdas por
temperatura (efeito Joule) no núcleo.
2.3
SISTEMA DE REFRIGERAÇÃO
Ao trabalhar com altas correntes elétricas, ocorrem perdas por efeito
Joule (temperatura) sabendo que a MSP trabalha com o transformador em
curto-circuito, faz-se necessário um sistema de refrigeração. Para este projeto
adotou-se o sistema de ventilação forçada onde uma ventoinha de 127v faz o
ar circular no interior da máquina, diminuindo a temperatura da mesma,
conforme mostrado na figura 10.
40
Figura 10: Ventoinha
Fonte: Os autores, 2016.
O ventilador da figura10, foi aproveitado do mesmo forno micro-ondas
que foi retirado o transformador, e possui uma frequência de trabalho de 60HZ,
tensão 127V.
2.4
CONDUTORES ELÉTRICOS
Dois condutores de cobre isolados de 16mm2em paralelo, foram
utilizados para levar a corrente e tensão da saída do trafo até os eletrodos e
para a confecção do bobinado secundário.
Para o núcleo, inicialmente foi utilizado condutor de 16mm2 para as 3
voltas e meia de enrolamento do secundário, mas o isolamento do mesmo não
suportou a temperatura e fundiu-se ao longo dos testes. Logo foi substituído
por dois condutores de 10mm2 em paralelo, que se comportaram bem durante
os testes. Para o circuito de comando foram utilizados condutores de 2,5mm² ,
Para a escolha do condutor da tomada de entrada de energia, foi
necessário fazer o dimensionamento do mesmo, contudo é necessário saber a
correntedo circuito, a qual foi encontrada conforme a equação 7, seguida da 8.
41
=
(7)
.
=
= ,
. ,
Onde:
Ib - é a corrente do circuito.
P – Potência
U – tensão de alimentação
Cos – Fator de potência 0,76.
Após saber a corrente do circuito, é preciso saber a corrente do
condutor quando atinge a temperatura de trabalho, conforme a equação 8.
(8)
′=
=
,
,
=
,
Onde:
I’ - Corrente corrigida em função da temperatura
Ib – Corrente do circuito
F1 – fator de temperatura
Para definir o fator de temperatura, estimou que a temperatura de
trabalho chegasse até 65°C, e para achar o valor que corresponde a F1, basta
analisar na tabela 5, o valor da isolação referente à temperatura.
42
Tabela 5 Fatores de correção para temperatura diferente de 30° para
linhas não subterrâneas
TEMPERATURA
ISOLAÇÃO
ºC
PVC
EPR ou XLPE
Ambiente
10
1,22
1,15
15
1,17
1,12
20
1,12
1,08
25
1,06
1,04
35
0,94
0,96
40
0,87
0,91
45
0,79
0,87
50
0,71
0,82
55
0,61
0,76
60
0,50
0,71
65
-
0,65
70
-
0,58
75
-
0,50
80
-
0,41
Fonte: NBR 5410, 2004.
A partir do valor obtido com o cálculo acima analisou-se a tabela 6, pois
a mesma mostra a corrente máxima de alguns condutores de acordo com a
bitola do mesmo.
43
Tabela 6: Capacidade de condução de corrente, de acordo com a bitola
do condutor, em amperes.
Fonte: NBR 5410, 2004 – B1.
Segundo esses dados o condutor escolhido seria o de 1mm², mas ao
comparar com a tabela mínima dos condutores conforme a NBR-5410
obtivemos o seguinte resultado, segue a tabela 7.
44
Tabela 7: Seção mínima dos condutores ¹)
Fonte: NBR 5410, 2004
A bitola do condutor da tomada de entrada de energia foi de 2,5mm²,
com capacidade de suportar uma corrente até 24A, sem aquecimento do
condutor.
A tabela 8 é referente ao critério de escolha do condutor empregado
para a confecção da bobina secundária.
Tabela 8: Capacidade de condução de corrente para cabos de cobre com
isolação em EPR e XLPE (90°C)
SEÇÃO NOMINAL DO
B1
CONDUTOR
(MM²)
0,5
2
3
Condutores carregados
Condutores carregados
12
10
45
0,75
15
13
1
18
16
1,5
23
20
2,5
31
28
4
42
37
6
54
48
10
75
66
16
100
88
25
133
117
35
164
144
50
198
175
70
253
222
Fonte:NBR 5410:2004.
Baseado na tabela 6 foi optado pela utilização do condutor de 16 mm²,
devido às limitações físicas do núcleo do transformador. Um condutor maior do
que o escolhido permitiria uma melhor eficiência, porém o núcleo do
transformador não admite os números de voltas necessários, de acordo com os
cálculos.
Ao longo dos ensaios, foi necessário a troca deste condutor de 16mm2
por dois condutores de 10mm2 em paralelo, pois o condutor de 16mm2fundiu
seu isolamento para testes acima de 20 segundos de operação.
O ideal seria conseguir um transformador de forno micro-ondas maior,
que possibilitasse a confecção da bobina do secundário com condutores de
maior seção.
2.5
CIRCUITO DE COMANDO
Este projeto contém um simples circuito de comando, o mesmo é
composto por um botão sem retenção e sem contato de selo, e um contator, os
quais controlam e acionam o transformador principal do circuito. O circuito de
46
acionamento e comando segue ilustrado na figura 11 para melhor
compreensão da ligação.
Figura 11: Circuito de comando presente no projeto.
Fonte: Os autores, 2016.
Na figura 12, F e N significam:Fase e o Neutro, a sigla S1 representa a
ligação do botão no estado lógico NA, A1 é a entrada e A2 a saída da bobina
do contator K1, 1L1 e 2T1 são os contatos de potência de K1 que alimentam
Tr1 que é o transformador principal da MSP.
2.5.1 Contator
O contator foi o dispositivo eletromecânico empregado no circuito de
comando
da
MSP,
com
a
finalidade
de
realizaro
acionamento
Transformador. A figura 12 mostra o contator utilizado na MSP.
do
47
Figura 12: Contator110V, 9A
Fonte: Os autores, 2016.
Este dispositivo dispõe de três contatos de potência 1L1/ 2T1, 3L2/ 4T2
e 5L3/ 6T2, com a condição lógica NA e um contato auxiliar 13 NO (Normally
Open), também NA.
Existem diversas categorias de emprego dos contatores, para o
protótipo MSP deveria ser utilizado os contatos principais em regime AC4,devido ao transformador operar em curto-circuito, caracterizando carga
pesada, porém o manual do fabricante do contator escolhido não oferece
dados de operação em regime AC-4, somente regime AC-3. Logo, como o
acionamento desejado é monofásico e o contator é trifáscio, foram utilizadas os
3 contatos de potência de 9A em paralelo com a finalidade de ampliar a
capacidade de comando para 27A, garantindo o acionamento e aliviando os
contatos de potência do contator.
Para o projeto foi utilizado um contator com bobina de acionamento
em 127V e 9A (em cada contato de potência) e conforme será relatado, este
projeto alcançou em ensaios e testes, correntes no secundário do
transformador de aproximadamente 520A. Logo, o dimensionamento da
48
corrente nos contatos do Contator, que aciona o primário do transformador,
segue segundo a equação 9.
(9)
=
,
=
=
,
Onde,
Up= Tensão do primário
Us= tensão do secundário
Ip= Corrente do primário
Is= Corrente do secundário
Logo, os três contatos de potência de 9A em paralelo oferecem
capacidade de corrente de até 27A, atendendo com folga a corrente máxima de
14,33A, no primário do transformador.
As características do contator seguem ilustrada na figura 13, a qual foi
retirada do catálogo do fabricante.
49
Figura 13: Catálogo do Fabricante do dispositivo usado no projeto
Fonte:Soprano, 2016
2.5.2 Botão de Comando sem retenção
Esse dispositivo, também conhecido como botoeira, contém duas
condições lógicas que são respectivamente NA normal aberto e a NF normal
fechado. Porém o circuito exige o uso da condição NA, pois se almeja a
passagem de corrente apenas quando o mesmo for acionado, ou seja, ao ter
seus contatos fechados permite a passagem de corrente.
Neste projeto, o botão de comando aciona o contator que chaveia o
acionamento do transformador, a figura 14 mostra este componente e indica a
condição lógica usada.
50
Figura 14: Botão de comando sem retenção
COMANDO NA, 23- 24
Fonte : Os autores, 2016.
2.6
ESTRUTURA DO PROTÓTIPO
Para a caixa do projeto foi utilizado um gabinete de computador para a
proteção dos componentes e de os todos circuitos, além de servir como base
de sustentação do braço.
O braço de manobra foi adaptado com tubo metálico de seção
retangular de 30,5mm x 20,7mm.
A altura do braço de manobra deu-se devido a análise da norma
regulamentadora voltada para segurança ergonômica. ANR 17.3.2.c diz que:
Devem ter características dimensionais que possibilitem posicionamento e
movimentação adequados dos segmentos corporais. (NR17, 2014)
Durante as hipóteses de colocação do braço de manobra pôde-se
analisar que seria necessário ter uma restrição na angulação de descida, pois
abaixo de 90° os eletrodos não ficam paralelos, o que não possibilita a corrente
de curto-circuito, impedindo assim a soldagem. Portanto o braço só se
movimenta fazendo no mínimo um ângulo de 90°na sua descida.
2.7
ELETRODOS
Os eletrodos ou pinças são pontas responsáveis por conduzir uma
corrente elétrica para a peça a ser soldada. Para a escolha desse material há
51
critérios a serem julgados, os quais para este projeto levou em consideração
características como: possuir uma boa condutividade, apresentar um alto ponto
de fusão.
Como já relatado em seção anterior, os melhores materiais são cobre
ou latão. Primeiramente dimensionamos os eletrodos segundo a equação 2,
tivemos como base uma chapa de 0,87 mm, então o calculo ficou assim:
=
√
=
,
(2)
+
= √ ,
= ,
²
Logo o diâmetro do eletrodo deve ser 1,6 maior do que o diâmetro do
furo ou seja, 2,57mm².
Houve uma dificuldade de encontrar na região os
eletrodos originais então tivemos que adaptar por materiais que apresentem as
mesmas características.
Nesse sentido, foi sugerido a usinagem e adaptação de uma haste de
aterramento com a finalidade da construção dos eletrodos, supondo a mesma
ser composta por cobre e latão. Ao fazer o teste de magnetização com um imã
constatou que a mesma era composta de material com características
ferromagnéticas, anulando a possibilidade de uso deste material.
Devido a dificuldade de encontrar materiais para a construção dos
eletrodos, na MSP foi utilizado como eletrodo com face tipo C um parafuso
prisioneiro
de
latão
cabeça
sextavada
M8x50mm,
de
material
não
ferromagnético, confirmado com teste de magnetização com o auxílio de um
imã permanente, por suas características serem pertinentes as necessidades.
A figura 15 exibe os parafusos utilizados como eletrodos.
52
Figura 15: Parafusos adaptados como eletrodos
Fonte: Os autores, 2016.
Os parafusos de latão utilizados foram adaptados como eletrodos por
ter na sua composição elemento que apresenta boa condutibilidade, e por
motivo de não ter encontrado na região eletrodos apropriados para solda a
ponto, porém seria ideal a utilização das pinças apropriadas.
2.8
ELEMENTO ELASTICO (MOLA)
As molas são elementos elásticos que tem a função de:
Armazenamento de energia, amortecimento de choques, distribuição
de cargas, limitação de vazão e preservação de junções ou contatos.
(BRAGHETTO,2009)
Para o protótipo foi utilizado uma mola do tipo helicoidal de tração,
como mostra a figura 16 para proporcionar o afastamento dos braços de
manobra que comportam os eletrodos, além de fazer com que os braços
voltem para sua posição inicial após o manejo.
53
Figura 16: Mola Helicoidal de tração
Fonte: Os autores, 2016.
54
3 MONTAGEM DO PROTÓTIPO
3.1
ESTRUTURA DA MÁQUINA
Como já foi citado, a estrutura da MSP (Máquina de Solda Ponteadeira)
é basicamente um gabinete de computador (corpo da máquina) e de tubos de
secção retangular (braços de manobra da máquina). Para saber qual seria a
melhor posição dos braços em relação ao corpo da máquina foi feito um
esboço que pode ser visto na figura 17.
Figura 17: Esboço do braço de manobra.
Fonte: Os autores, 2016.
Para possibilitar o movimento dos braços da máquina, surgiu a ideia de
fixar com parafuso e duas porcas, sendo que uma limita o movimento do
mesmo e a outra serve de contra-porca6. A figura 18 exemplifica os
movimentos que os braços de manobra podem realizar.
6
Porca atarraxada em seguida a outra, para evitar que esta desaperte.
55
Figura 18: Movimentos que o braço móvel pode realizar.
Fonte: Os autores, 2016.
Para ficar de fácil entendimento nomearam-se as ações de: A; B e C,
nos braços.
Feito isso, centralizou e fixou os braços no gabinete, por meio de
parafusos sextavados M8 x 70 mm, com suas respectivas porcas e arruelas,
para obter uma melhor isolação dos componentes adicionou um pedaço de
borracha tipo moeda entre o braço de manobra e a chapa do gabinete, como
mostrado na figura 19.
.
19: fixação dos braços de manobra
Fonte: Os autores, 2016.
56
Após a confecção dos braços do equipamento, pôde ser observado um
desalinhamento entre os eletrodos, portanto para promover o alinhamento
necessário colocou-se um tubo metálico paralelo ao braço como mostrado na
figura 20.
Figura 20: Desalinhamento nos eletrodos e recurso utilizado.
Fonte: Os autores, 2016.
3.2
CIRCUITO ELÉTRICO
Com a estrutura da MSP pronta e o transformador sem nenhuma
avaria, partiu-se para a confecção do diagrama do circuito elétrico, para se ter
como guia durante a montagem na prática, o qual segue anexado na figura 21,
onde S é o contato de potência do contator.
57
Figura 21: Circuito elétrico do projeto
Fonte: Os autores, 2016.
Dando seguimento, deu-se início a montagem dos componentes
elétricos no corpo da máquina, primeiramente fixou-se o transformador no
centro do gabinete, com parafusos como ilustra a figura 22.
Figura 22: Fixação do transformador.
Fonte: Os autores, 2016.
58
Posteriormente posicionou a ventoinha paralela ao transformador para
uma melhor refrigeração, utilizou-se um parafuso Philips e uma chave estrela
de5mm para a fixação do componente, como ilustra a figura 23.
Figura 23: Posicionamento do sistema de refrigeração.
Fonte: Os autores, 2016.
O sistema de ventilação funciona no momento em que a máquina
recebe a tensão de alimentação, portanto independe se está ou não ocorrendo
o processo de soldagem.
Em seguida foi posicionado em uma das extremidades do gabinete o
contator, o qual foi preso com uma fita nylon, de acordo com a figura 24
Figura 24: Contator posicionado na estrutura da máquina.
Fonte: Os autores, 2016.
59
Na interligação entre os eletrodos e o secundário do transformador, foi
necessário fazer uma ligação com dois condutores de 16mm2 em paralelo, para
diminuir as perdas por Efeito Joule (temperatura) podendo assim danificar a
isolação do condutor, conforme a figura 25.
Figura 25: Condutores de saída ligados em paralelo
Fonte: Os autores, 2016.
Para passagem dos condutores foi necessário fazer um furo na lateral
do gabinete. Notando que o furo não atingiu a espessura desejada para
passagem dos mesmos, foi realizado um alargamento do furo descrito
anteriormente, o que deixou uma aparência indesejada, surgindo a idéia de
passar fita isolante na lateral para fazer o isolamento deste, vejamos este
processo figura 26.
60
Figura 26: abertura do furo e pasagem do condutor no gabinete
Fonte: Os autores, 2016.
Para proporcionar maior conforto durante o manuseio do equipamento
o botão de comando foi inserido no topo de um tubo de PVC de ¾’’, o tubo foi
fixado no braço B por meio de rebites, a figura 27 ilustra a rebitagem do botão
de comando.
Figura 27: Inserção do botão de comando no braço de manobra.
Fonte: Os autores, 2016.
61
3.3
INSTALAÇÃO DOS ELETRODOS
Os eletrodos foram instalados nas extremidades dos braços A e B, de
modo que ao posicionar B a um angulo de 90° haja o encontro entre as faces
dos eletrodos, para evitar que o braço de manobra ficasse vulnerável, optou-se
por acrescentar duas molas helicoidais de tração, após o uso das molas
mesmo que manuseado a uma posição acima dos 90° as molas farão com que
os mesmos retornem a sua posição inicial, evitando contatos desnecessários.
Para que haja uma conexão dos eletrodos com os condutores de saída do
trafo, foi preciso utilizar um conector do tipo terminal de pressão, conforme
mostra a figura 28.
Figura 28: Eletrodos.
Fonte: Os autores, 2016.
Após alguns testes na máquina, constatou-se que toda a estrutura da
máquina estava dando continuidade com os eletrodos, esse problema acarreta
em fuga de corrente, logo a MSP não enviará corrente suficiente para os
eletrodos, uma vez em que a mesma esta em fuga para a carcaça. A solução
foi isolar os parafusos que prendem os eletrodos com uma mangueira de
silicone atóxica, resistente ao calor gerado pela utilização da MSP. Para boa
62
adaptaçãoa mangueira de silicone possuía mesma bitola do parafuso que une
os eletrodos ao braço do projeto, a figura 29 mostra o processo de isolação dos
parafusos.
Figura 29: Isolação do parafuso.
Fonte: Os autores, 2016.
3.3.1 Cabo de alimentação (tomada)
Foi utilizado um plug tomada, a figura 30 ilustra o mesmo.
Figura 30: Cabo de alimentação.
Fonte: Os Autores, 2016.
63
3.3.2 Aterramento
O aterramento foi elaborado para fins de segurança, o contato com a
carcaça do equipamento foi feito fixando uma extremidade do condutor no
parafuso que fecha o gabinete, pois essa área não há presença de tinta, na
outra extremidade fixou-se uma garra alicate do tipo jacaré, a qual facilita o
contato com a haste de aterramento, conforme a figura 31 mostra.
Figura 31: Cabo do aterramento com garra na Extremidade
Fonte: Os Autores, 2016.
Já que o protótipo foi criado com o intuito de ser compacto e possibilitar
locomoção, o aterramento fica separado, permitindo assim a troca do aumento
do condutor, caso seja necessário.
64
4 ANÁLISE SOCIAL, NORMAS REGULAMENTADORAS E
QUESTÕES
SUSTENTÁVEIS
ENVOLVIDAS
NA
CONSTRUÇÃO DA MSP.
Para a confecção deste equipamento didático foi necessário à coleta
de opiniões dos discentes do mesmo turno e de turnos opostos para concluir a
importância e a necessidade da construção do mesmo.
Durante e após a montagem, pode-se observar a necessidade de
utilizar e impor algumas condições de segurança, todavia para oferecer mais
autenticidade
fundamentaram-se
alguns
princípios
de
procedimentos
obrigatórios voltados para a segurança e medicina no trabalho, sendo que os
relatados neste projeto da uma ênfase maior na segurança a vida do operador
usando os EPIs correto, ao ambiente anulando chances de incêndios decorrido
de curto circuito, e ao equipamento induzindo o manuseamento correto.
4.1
PESQUISAS DE CAMPO
A opinião dos internos foi de grande relevância, pois completaria a
visão dos autores sobre a importância no domínio da soldagem, e sobre o
ambiente e os equipamentos que se tem a disposição na instituição.
O gráfico 1 ilustrado na figura 32 descreve a importância das aulas
práticas de soldagem para o curso de eletromecânica, na concepção de alguns
alunos. È de suma importância à opinião do público alvo, pois a mesma foi um
dos passos motivadores para a execução do projeto.
65
Figura 32: Gráfico de opinião dos discentes
Importância de aulas práticas de Soldagem
100%
90%
95%
80%
70%
60%
50%
Importância de
aulas práticas de
Soldagem
40%
30%
20%
10%
2%
3%
Não é importante
Não
responderam
0%
Sim, eu acho
importante
Fonte: Os autores, 2016.
Contentados com as respostas, partiu-se para outros pontos importantes
a serem avaliado para a concretização do equipamento, uma vez que os
próprios entrevistados serão o publico alvo.
Seguindo com a entrevista foi questionado se os alunos consideravam
suficientes às máquinas/equipamentos de soldagem no campus, houve
diversificação nas respostas pelo fato de alguns não terem conhecimentos se
haviam equipamentos, e os que sabiam da existência de alguns dos
equipamentos não saberem se de fato estão propicio para um eventual uso. As
respostas foram anexadas no gráfico ilustrado na figura 33 que segue anexada.
66
Figura 33: Suficiência dos equipamentos
Avaliação em relação ao Número de
Equipamentos no Campus
90%
85%
80%
70%
60%
50%
40%
30%
20%
10%
8%
5%
2%
0%
Não sei
Sim
Não
Abstenção a
resposta
Avaliação em relação ao Número de Equipamentos no Campus
Fonte: Os autores, 2016.
Para fundamentar as respostas anteriormente citadas, os autores
tomaram conhecimento dos equipamentos de solda existentes na instituição,
pode-se observar a existência de alguns, contudo concluiu-se que o projeto iria
promover diversificação em relação aos tipos de solda existentes. Com base
nas buscas indagou-se ainda qual a opinião dos discentes sobre os atuais
equipamentos, para melhor entendimento as respostas foram anexadas na
figura 34 que segue ilustrada.
67
Figura 34: Avaliação da Qualidade
Qualidade dos Equipamentos Segundo os Discentes
30%
25%
20%
15%
10%
Qualidade dos Equipamentos
Segundo os Discentes
5%
0%
Fonte: Os Autores, 2016.
Durante a pesquisa houve um questionamento das respostas negativas
para melhor entender as opiniões dadas, dentre as respostas chamaram a
atenção dos autores, a resposta da entrevistada, que relatou que: “Não temos
acesso aos equipamentos, portanto creio que seria de fundamental relevância
permitir o acesso e o contato direto com as máquinas, para que se estabeleça
o tal objetivo de um curso técnico, que é formar profissionais habilitados não só
teoricamente, mas praticamente também”. Já outra entrevistada, absteve-se da
resposta relatando o seguinte: “Existe certo tipo de carência em relação aos
equipamentos atuais do campus. Isso se torna visível quando alunos do 2° ano
passam a cursar a disciplina de usinagem, pois a mesma possibilita aulas
práticas, já durante as aulas de soldagem não ocorre o mesmo”.
No momento em que os equipamentos foram apresentados aos autores,
foi questionado ao professor da disciplina o motivo por quais os alunos não
desenvolvem aulas práticas da disciplina, então a resposta que se obteve foi
que as aulas práticas não ocorrem devido à instituição ainda não ter um espaço
adequado, o qual se encontra em construção,além da maioria dos
68
equipamentos estarem com defeitos. Para evitar divergência na versão dada
pelo professor, foi feito uma pesquisa com os usuários do laboratório, obtendo
o seguinte resultado relatada na figura 35.
Figura 35: Qualidade do Ambiente
Avaliação da qualidade do laboratório
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
92%
Avaliação da
qualidade do
laboratório
7%
1%
De Boa
Qualidade
Precária
De Média
Qualidade
Fonte: Os Autores, 2016.
As opiniões negativas são proferidas sobre o laboratório de mecânica
devido a frequentes aparições de animais peçonhentos no local, pondo em
risco a integridade física dos frequentadores, contudo tem como qualidade
equipamento voltado para a indústria como: torno mecânico, fresa entre outros,
o que não isenta da necessidade de melhoras.
Como o projeto possibilita locomoção, e a instituição possui áreas
externas grandes o suficiente para fazer experimentos. Foi colocada em pauta
a questão da contribuição de uma máquina de solda por ponto, o resultado da
pesquisa segue anexado na figura 36.
69
Figura 36: Importância de uma MSP
A Máquina como Contribuição Didatica
100%
90%
80%
70%
60%
50%
A Máquina como
Contribuição Didatica
40%
30%
20%
10%
0%
Sim, um novo
equipamento contribui
para o aprendizado
Não vejo importância
Fonte: Os Autores, 2016.
Partes dos entrevistados relataram que o protótipo é de fundamental
importância, principalmente com a possibilidade de por em prática o que
seaprende na teoria, outra parte dos entrevistados só tinham ouvido falar do
processo, mas não tinham o conhecimento da máquina, que foi considerada
uma novidade.
70
4.2
NRS EMPREGADAS NA CONSTRUÇÃO E OPERAÇÃO DO
PROTÓTIPO
Quando se trata de eletricidade é importante seguir algumas normas
para proteção de patrimônio e principalmente proteção à vida do profissional,
tendo este conhecimento foi necessário associar alguns princípios técnicos de
Normas Regulamentadora NRs para proporcionar maior segurança ao
operador e ao patrimônio.
Para todos os procedimentos desde a montagem até o manuseio do
protótipo foi necessário obedecer a leis e normas modelos, para garantia da
redução de risco para os autores e outros possíveis usuários.
4.2.1 Importância do aterramento.
A estrutura da máquina é toda metálica, portanto baseada na norma
de Condições e Meio Ambiente de trabalho na Indústria da Construção, a NR
18.11.8 profere que: Os equipamentos de soldagem elétrica devem ser
aterrados (NR 18, 2014), para evitar choques elétricos nas pessoas que
venham a utilizar, ou apenas se aproximar enquanto a mesma estiver em uso,
foi feito o aterramento do equipamento, com a função de: descarregar as
cargas estáticas que se acumularem na carcaça do equipamento, e proteger o
usuário de uma possível descarga atmosférica, viabilizou-se um caminho
alternativo para a terra. Baseado na Norma de Segurança no Trabalho em
Máquinas e Equipamentos que estabelece a seguinte orientação:
12.15Devemseraterrados,conformeas
normas
técnicasoficiaisvigentes,as
instalações,carcaças,invólucros,
blindagensoupartescondutorasdasmáquinase equipamentosque
nãofaçampartedoscircuitoselétricos,masque
possam
ficarsobtensão. (NR 12, 2014).
71
4.2.2 Proteção de elementos girantes.
O sistema de refrigeração forçada da máquina é composto apenas por
uma ventoinha demonstrada na figura 37, como a estrutura da máquina
possibilita a abertura da mesma foi necessário proteger o elemento girante de
acordo com a Norma de Segurança no Trabalho em Máquinas e
Equipamentos, que orienta o seguinte:
12.38 As zonas de perigo das máquinas e equipamentos
devem possuir sistemas de segurança, caracterizados por
proteções fixas, proteções móveis e dispositivos de segurança
interligados, que garantam proteção à saúde e à
integridadefísica dos trabalhadores. (NR 12, 2014).
Figura 37: Proteção da hélice do ventilador
Fonte: Os autores, 2016.
A figura 37 ilustra a utilização da tela de galinheiro, impedindo o
contato de partes do corpo humano com as hélices, garantindo assim a
integridade física do usuário.
72
4.2.3 Ergonomia durante o manuseio do equipamento
Os braços e a estrutura compacta foram confeccionados visando
proporcionar um conforto ao operador, e deixar a critério do mesmo a altura do
suporte em que se deseje trabalhar, essas escolhas foram fundamentadas na
Norma de Segurança no Trabalho em Máquinas e Equipamentos, que orienta o
seguinte:
12.94Asmáquinase
equipamentosdevemserprojetados,construídosemantidoscomobservâ
nciaaososseguintes aspectos:
b)
respeitoàs
exigênciasposturais,
cognitivas,movimentos
e
esforçosfísicosdemandados pelosoperadores. (NR 12, 2014).
Seguindo ainda o mesmo princípio, outra norma deixa explícito a
necessidade de conforto no ambiente, uma tarefa desenvolvida sem
comodidade pode até ocasionar um acidente de trabalho, deste modo é
relevante seguir a norma destinada a Ergonomia, que profere o seguinte:
17.3.2 Para trabalho manual sentado ou que tenha de ser feito
em pé, as bancadas, mesas, escrivaninhas e os painéis devem
proporcionar ao trabalhador condições de boa postura,
visualização e operação e devem atender aos seguintes
requisitos mínimos:
a) ter altura e características da superfície de trabalho
compatíveis com o tipo de atividade, com a distância requerida
dos olhos ao campo de trabalho e com a altura do assento;
b) ter área de trabalho de fácil alcance e visualização pelo
trabalhador;
c) ter características dimensionais que possibilitem
posicionamento e movimentação adequados dos segmentos
corporais. (NR 17, 2014).
4.2.4 Segurança no ambiente de trabalho.
Quaisquer que sejam as áreas de trabalho são de extrema importância
que o profissional ou usuário estejam usando Equipamento de Proteção
Individual- EPI. Seguindo o principio da norma EPI é considerado:
73
6.1 Para os fins de aplicação desta Norma Regulamentadora NR, considera-se Equipamento de Proteção Individual - EPI,
todo dispositivo ou produto, de uso individual utilizado pelo
trabalhador, destinado à proteção de riscos suscetíveis de
ameaçar a segurança e a saúde no trabalho. (NR 6, 2014).
Na figura 38, estão ilustrados os dispositivos de uso individual
necessários para trabalhar no manuseio da solda.
Figura 38: EPIs exigidos na área de solda
Fonte: Site da Soldagem,2016
Os equipamentos reunidos na figura são indispensáveis no ambiente
que trabalha com solda, independente do tipo de processo de soldagem a
segurança deve se a mesma.
74
4.2.5 Ambiente para processo de soldagem
O processo de soldagem a ponto por resistência, no momento da
formação do arco há uma produção de centelhas, portanto o ambiente deverá
ser propício para o processo de acordo com a norma de Condições e Meio
Ambiente de trabalho na Indústria da Construçãoa NR 18.11.7relata que: È
proibida à presença de substâncias inflamáveis e/ou explosivas próximo às
garrafas de O2 (oxigênio), (NR 18, 2014).
Cuidados com a saúde tanto do usuário como a das pessoas que
estiverem no ambiente, são abordados pelas normas e devem ser estritamente
obedecidas pelo operador de solda, pois durante um processo substâncias e
compostos químicos são liberados e os mesmos podem ocasionar sérios riscos
à saúde, portanto é exigida uma ventilação adequada de acordo com a norma
deCondições e Meio Ambiente de trabalho na Indústria da Construçãoseguinte:
18.11.2 Quando forem executadas operações de soldagem e
corte a quente em chumbo, zinco ou materiais revestidos de
cádmio, será obrigatória a remoção por ventilação local
exaustora dos fumos originados no processo de solda e corte,
bem como na utilização de eletrodos revestidos. (NR 18, 2014).
Mesmo tendo um ambiente apropriado e usando EPIs, durante o
processo é necessário ser fazer algumas paradas, segundo a norma
regulamentadora 18.11.4 que relata que: Nas operações de soldagem e corte a
quente, é obrigatória à utilização de anteparo7 eficaz para a proteção dos
trabalhadores circunvizinhos8. O material utilizado nesta proteção deve ser do
tipo incombustível (NR 18,2014).
7
Anteparo:Ação ou efeito de anteparar ou de se anteparar. Sinônimo- Interrupção,
Cuidado.
8
Circunvizinhos: Que está em volta de um determinado lugar. Sinônimo- Adjacente
Limítrofe.
75
4.2.4 NR 10
Tanto na montagem quanto no manuseio da MSP foram utilizados os
procedimentos previsto na
NR10 (SEGURANÇA EM INSTALAÇÕES E
SERVIÇOS EM ELETRICIDADE). Utilizamos calçados fechados e com
isolação elétrica; luvas para proteger de possíveis queimaduras e também
choques elétricos; a rede na qual a maquina foi ligada estava devidamente
sinalizada e aterrada; todos os circuitos elétricos foram devidamente isolados
assim como a carcaça da maquina.
4.3 O EMPREGO DE RESÍDUO PARA A CONSTRUÇÃO DA MSP
A produção de resíduo urbano esta diretamente relacionada com o
desenvolvimento econômico do país, sabe-se que a produção industrial e o
incentivo ao consumo têm gerado quantidade assustadoras de resíduo que tem
posto em risco o bom desenvolvimento do planeta (Loschiavo, 2010). Com
necessidade de controlar o aquecimento do planeta, a população deve estar
educada para desempenhar o consumo consciente, preservar os recursos
naturais e reutilizar os resíduos.
...a gestão da qualidade empresarial passa, no presente século que
se inicia, pela obrigatoriedade de que sejam implantados sistemas
organizacionais e de produção que valorizem os bens naturais, as
fontes das matérias primas, as potencialidades do quadro humano
criativo e as comunidades locais. Portanto, deve iniciar este novo
ciclo, em que a cultura do descartável e do desperdício seja banida e
façam parte do passado.
Incentivo à diminuição do consumo, atividades de reciclagem,
controle de resíduos, capacitação permanente dos quadros
profissionais em inferentes níveis e escalas de conhecimento,
fomento ao trabalho em equipes e às ações criativas, são desafioschave neste novo cenário, como caminho às mudanças almejadas.
(Chávez e Matheus, 2004).
A produção de e-lixo vem acompanhando o desenvolvimento das
novas
tecnologias,
devido
o
incentivo
ao
consumo
desenfreado
e
76
consequentemente gerando grande volume de resíduos, tendo como
resultados intensos impactos ambientais.
O resíduo produzido pela população em geral é descartado sem
nenhum tipo de seleção, sendo muito comum encontrar em meio ao lixo
domiciliar aparelhos eletrônicos e elétricos, cabendo às instituições públicas
locais fazer a coleta do lixo domiciliar e direcionar aos aterros sanitários, com
isso os e-lixos são descartados de forma irregular e muitos dos seus
componentes geram impactos ambientais, com exemplo a contaminação dos
solos e águas pelos metais pesados(Rocha et al, 2010).
O e-lixo, é composto desde “elementos químicos simples a
hidrocarbonetos complexos”;os metais chegam a ser setenta por cento dos
materiais. A tabela 9 demonstra a quantidade de sucata produzida.
Tabela 9: Composição de uma tonelada de sucata eletrônica mista
Quantidade de Sucatas Produzidas
Material
% de sucata
Ferro
Entre 35% e 40%
Cobre
17%
Chumbo
Entre 2% e 3%
Alumínio
7%
Zinco
Entre 4% e 5%
Ouro
Entre 200 e 300 gramas
Prata
Entre 300 e 1.000 gramas
Platina
Entre 30 e 70 gramas
Fibras e Plásticos
7%
Papel e Embalagens não Resíduos
5%
Resíduos não Recicláveis
Entre 3% e 5%
Fonte: Adaptado (Favera, 2008).
Ainda segundo Rodrigues (apud Rocha et al, 2010),a infra-estruturar
brasileira de coleta desses resíduos é praticamente inexistente. O que se sabe
é que todo e-lixo descartado de forma irregular, em algum momento trarão
77
consequências negativas para a população, na tabela 10 segue a descrição de
alguns riscos a saúde.
Tabela 10: Componentes e seus efeitos na saúde humana
Discrição dos componentes e seus respectivos danos à saúde
Componentes
Chumbo
Mercúrio
Cádmio
Efeito na Saúde
Onde é usado
Causa danos ao sistema
Computador,
nervoso e sanguíneo
televisão.
Causa danos cerebrais e ao
Computador, monitor e
fígado.
TV de tela plana.
Causa
envenenamento,
danos
aos
ossos,
celular,
Computador, monitores
rins, de
tubo
antigos,
pulmões e afeta o sistema baterias de laptops.
nervoso.
PVC
Se queimado e inalado,
pode
causar
Em fios,
para
isolar
problemas corrente.
respiratórios.
Fonte: Adaptado (Favera, 2008).
Nessa perspectiva, foi observado que o município de Santo Amaro–BA
não existe uma coleta especifica de e-lixo, ou seja, o mesmo é coletado junto
ao
lixo
doméstico.
Muitos
componentes
eletroeletrônicos
podem
ser
aproveitados para outros fins, e até mesmo formar um novo equipamento,
assim para a montagem do protótipo MSP foi utilizados vários resíduos. Na
tabela 11 estão descritos os materiais que foram reaproveitados.
Tabela 11 – Materiais reaproveitados para a construção da MSP
E-lixos que foram transformados
Equipamentos de origem (resíduos)
Materiais reaproveitados
Forno Micro-ondas
Transformador e Ventoinha
Gabinetede computador
Carcaça e parafusos
Mesa
Tubos Metálicos
78
(encontrado em meio à sucata)
Mola
Fonte: Os autores,2016
Os componentes reaproveitados foram coletados no município de
Santo Amaro- BA, estes estavam já separados para descarte, porém os donos
ainda não sabia como descartar corretamente. Os mesmos apoiaram a ideia de
transformar sucatas em ferramenta de aprendizado, por esse motivo ocorreu à
doação.
Esses aparelhos eletroeletrônicos encontravam-se nos quintais e
depósitos armazenados de forma irregular, gerando ambiente propício para a
reprodução de insetos e animais peçonhentos. Pondo em risco a saúde
humana, além de causar impacto ao meio ambiente quando estes dispostos
diretamente sobre o solo.
Pensando em minimizar os impactos que estes resíduos causam ao
meio ambiente, a construção do protótipo se fez com estes matérias e não
comprando novos equipamentos que posteriormente virão a gerar mais e-lixo.
79
5 FALHAS DURANTE O PROCESSO DE MONTAGEM
Durante a montagem do projeto houve uma sucessão de testes, que
como já foi citado acarretou no uso de 7 transformadores.
O primeiro erro foi no momento de retirada do bobinado primário, que
por um descuido retirou a bobina correta, porém de uma forma inadequada
danificando-a e inutilizando a mesma.
Nesse sentido, partiu-se para o segundo transformador o qual durante
a abertura teve suas chapas de silício que compõe a estrutura do núcleo
separadas uma das outras, anulando assim a possibilidade de uso do mesmo,
pois falhas como esta acarretam em aumento das perdas por temperatura.
Dando seguimento buscou-se outro transformador, que por sua vez
apresentava um curto-circuito entre as espiras, a possibilidade de uso foi
descarta pelo motivo dos autores não terem identificado qual bobina
apresentava o curto.
Posteriormente já no quarto transformador, no momento de abertura
prendeu-se o mesmo em uma morsa de bancada e retirou-se a bobina
secundária durante o processo, e o arco de serra utilizado danificou o bobinado
primário o qual é necessário para confecção da máquina.
Partiu-se então para outro transformador, e durante a fixação do
mesmo na morsa de bancada, as espiras amassaram danificando as mesmas.
Na figura 39 é possível visualizar o resultado das tentativas.
Figura 39: Sequência dos transformadores inutilizados, antes de chegar ao
sexto.
Fonte:Os autores, 2016
80
Após todas essas tentativas e falhas, no sexto transformador
conseguiu-seabrir o mesmo com uma serra poli-corte sem danificar as chapas,
e retirou-se o bobinado sem danificar nenhuma espira.
Com a peça principal já separada deu seguimento a montagem do
protótipo, baseado nos cálculos houve a confecção das bobinas e para o
processo de fechamento do transformador os autores optaram pelo processo
de soldagem Tugsten Inert Gas (TIG), durante o processo de soldagem a peça
foi submetida uma temperatura acima de 1000°C, o que danificou a isolação
das bobinas. Antes de descartar a possibilidade de uso foram feitos testes de
tensão em vazio e curto-circuito demonstrados na figura 40, durante esse teste
o transformador apresentou um alto aquecimento que chegou a derreter o
verniz da isolação.
Figura 40: Teste de tensão em vazio
Fonte: Os autores, 2016.
Diante destas circunstâncias, obrigatoriamente foi utilizado outro
transformador totalizando o sétimo, porém para evitar novos erros e a
necessidade de soldagem mudou-se a estratégia, a modelagem das espiras foi
feita no núcleo do transformador sem terque abrir o mesmo, para isso foi
modificado o condutor.
81
6 ENSAIOS E TESTES DE FUNCIONAMENTO DA MSP
Após a finalização da montagem da Máquina, foram realizadosalguns
testes para comprovar sua eficiência. Para o mesmo foi necessário à utilização
de chapas de aço carbono galvanizado com espessuras diferentes. A figura 41
mostra as diversas chapas utilizadas nos teste.
Figura 41- Chapas utilizadas nos testes
Fonte: Os autores,2016
As chapas medem: 0,47mm; 0,50mm; 0,82mm; 0,87mm; 1,20mm. Os
testes foram realizados seguindo a sequência de menor espessura para a de
maior espessura. A figura 42 mostra como foram realizados os testes.
Figura 42- Teste de soldagem da chapa
Fonte: Os autores, 2016
82
Ao final dos testes obtivemos os seguintes resultados, conforme
apresentados na tabela 12:
Tabela 12- Teste de soldagem das chapas
DADOS OBTIDOS NOS TESTES
Espessura
da Tempo
de resultado
chapas (em mm)
soldagem (em s)
0,47
4
Soldada
0,50
4
Soldada
0,82
10
Soldada
0,87
10
Soldada
1,20
20
Não soldada
Fonte: Os autores,2016
Verificamos que a chapa de 1,20mmnão foi soldada mesmo passando
por 20 segundos de soldagem. Após o teste verificamos também a temperatura
dos eletrodos, eles apresentaram 65° C como mostra a figura 43.
Figura 43- Temperatura dos eletrodos após tentativa de soldagem.
Fonte: Os autores,2016
83
Isso mostra que mesmo após os testes os eletrodos resistiram bem
comprovando a eficiência da MSP. A figura 44 mostra como ficaram os pontos
de solda nas chapas
.
Figura 44: Chapas soldadas
Fonte: Os autores, 2016
Além de verificar a soldagem das peças, nos testes também foram
verificados o comportamento da MSP ligado em partida direta, na tabela 13
estão organizados os resultados obtidos nos teste e na figura 45 o método de
verificação.
84
Tabela 13- Comportamento da MSP na soldagem das chapas
TESTES DE FUNCIONAMENTO
ESPESSURA
CORRENTE
CORRENTE
TENSÃO
DA CHAPA
DE ENTRADA
DE SAÍDA
ENTRADA
DE POTÊNCIA DE
ENTRADA
SISTEMA
DESLIGADO
125,7
0,47
19 A
510ª
117,0
1,5kW
0,50
15 A
419ª
118,0
1,3kW
0,82
16 A
433ª
118,0
1,5kW
0,87
19 A
404 A
124,0
1,37kW
Fonte: O autores,2016
Não realizamos os testes do equipamento MSP com a chapa de
1,20mm por essa não sofrer a soldagem.
Figura 45- Ensaio de soldagem de chapas de aço carbono galvanizado
Fonte:Os autores, 2016
85
Nos ensaios realizados a temperatura da MSP foi considera aceitável,
pois não houve aquecimento na carcaça da máquina e os condutores externos
aqueceram-se leve mente aproximadamente 40°C considerando a temperatura
ambiente. Próximo ao enrolamento primário do transformador a tempera do
núcleo interno chegou a 120°C e na parte externa do núcleo a temperatura
ficou atingida foi 40°C, nesse sentido é preciso melhorar o sistema de
refrigeração por ventilação forçada.
Nos testes realizados em curto circuito com a máquina ligada
aproximadamente um minuto, foi percebida a necessidade de modificar a
posição da refrigeração em relação ao transformador, a ventoinha tem que ficar
direcionada as bobinas do transformador e não apenas a carcaça do mesmo,
como se pode observar na figura 46.
Figura 46- Posição da ventoinha em relação ao transformador
Fonte: Os autores, 2016
86
Com a ventoinha direcionada diretamente para as bobinas, o núcleo
interno do transformador será melhor refrigerado e conseguirá trabalhar com
uma temperatura de refrigeração mais interessante, ou seja próximo de 80ºC.
Durante os ensaios em curto com duração de aproximadamente um
minuto os condutores do secundário não suportaram a temperatura e a capa
isolante fundiu-se, tendo que ser substituído. Logo, decidiu-se pela substituição
do condutor de 16mm2 por 2 condutores de 10mm2 em paralelo. Não foi
possível a substituição por condutores de bitolas maiores devido às limitações
físicas do núcleo do transformador de forno micro-ondas.
6.1
CÁLCULOS PARA A OBTENÇÃO DO CIRCUITO EQUIVALENTE
DO TRANSFORMADOR
O Circuito Equivalente do Transformador Monofásico é um modelo
matemático onde estão presentes a resistências e reatâncias, este modelo
simula o transformador em funcionamento. As resistências, reatâncias e
impedâncias equivalentes, quando submetidas ao modelo matemático
correspondem ao comportamento real do transformador em funcionamento. A
figura 47 trás o referido circuito.
Figura 47-Circuito Equivalente de Transformador Monofásico
Fonte: Élvio Prado, 2016
Parâmetros;
87
R1: Resistência Equivalente do Enrolamento Primário;
X1: Reatância Indutiva Equivalente do Enrolamento Primário;
R2: Resistência Equivalente do Enrolamento Secundário;
X2: Reatância Indutiva Equivalente do Enrolamento Secundário;
Rm: Resistência Equivalente de Magnetização;
Xm: Reatância Indutiva Equivalente de Magnetização;
I0: Corrente em Vazio
Irm: Corrente na Resistência de Magnetização;
Ixm: Corrente na Reatância de Magnetização;
Icc: Corrente de Curto-Circuito = Corrente Nominal
6.1.1 Ensaio em Vazio do transformador usado na MSP
No ensaio em vazio o transformador é ensaiado sem carga, com os
objetivos de determinar as perdas no núcleo por histerese e correntes parasitas
de Foucault, a corrente em vazio Io, relação de tensões (Kensaiado) ,de
placa(Kplaca) e a relação do número de espiras (Kn).
Para o ensaio em vazio, a MSP foi ligada no Variac até alcançar a
tensão de127V, um lado do transformador foi deixado em vazio .
Abaixo a figura 48 mostra o esquema do ensaio em vazio do transformador
com lado de baixa em vazio.
88
Figura 48: Esquema do ensaio em vazio
Fonte: Os autores, 2016
Dados do transformador:
Através de ensaios, foi medida a potência aparente de 2,4VA no primário do
transformador:
S= 2,4KVA
(10)
U1 = 127V
U2= 3,5V
Kn=
1 127
=
2
3,5
Kn = 36,29
=
=
In = 19A
Onde,
S= PotênciaAparente
U1 = Tensão de entrada
U2=Tensão de saída
Kn= Pontência Nominal
In = Corrente Nominal
2,4
127
89
Elevou-se a tensão no variac gradativamente até a tensão nominal de 127V e
obtiveram-se os seguintes dados com o auxílio de um Wattímetro Digital:
U0 = 126 V
I0 = 10 A
P0 = 170W
S0 = 1,25KVA
Q0 = 1,24KVAr
Cosφ0 = 0,13
Onde,
U0 = Tensão de entrada em vazio;
I0 = Corrente em vazio;
P0 = Potência Ativa em vazio;
S0 = Potência Aparente em vazio;
Q0 = Potência Reativa em vazio;
Cosφ0 = Fator de Potência em vazio;
O dado da placa do transformador é para 1,5KVA, porém estamos
trabalhando a 2,4KVA, isso só é possível, pois o tempo de trabalho não
ultrapassa 20 segundos. Como já foi citado anteriormente, o transformador
trabalhando acima disso pode gerar superaquecimento e destruição dos
enrolamentos.
O ensaio foi realizado com um wattímetro digital modelo SKAW-01, e
foram obtidos os seguintes resultados:
Na equação 11, demonstra o cálculo para encontrar o ângulo de φ e
o seno de φ0. Sendo o fator de potência através dos testes.
Cosφ0 = 0,13
φ0 = aCos (0,13)
(11)
90
φ0 = 82,53°
Senφ0 = 0,99
IRm = I0 Cosφ0
IRm
=
10 . 0,13
IRm= 1,3A
IXm = I0 . Senφ0
IXm
=
10 . 0,99
IXm= 9,9A
Rm =
=
,
Rm = 78,7Ω
Xm =
=
,
Xm =12,7Ω
²=
=
²+
²
78,7² + 12,7²
Zm = 79,7Ώ
Onde,
Rm: Resistência Equivalente de Magnetização do núcleo ferromagnético;
Xm: Reatância Indutiva Equivalente de Magnetização do núcleo ferromagnético;
I0: Corrente em Vazio;
Irm: Corrente na Resistência de Magnetização;
Ixm: Corrente na Reatância de Magnetização;
91
6.1.2 Ensaio em curto-circuito do transformador da MSP
O ensaio em curto-circuito tem a finalidade de encontrar as perdas nos
enrolamentos de cobre e também a obtenção dos parâmetros de impedância
nos mesmos. No ensaio em curto-circcuito o transformador foi submetido a
curto-circuito, com o lado de baixa em curto como mostra o esquema da figura
49, a tensão foi elevada gradativamente no variac até atingir acorrente nominal
do transformador, assim o ensaio simulou o transformador com a carga
máxima. O objetivo do ensaio foi determinaras perdas no cobre, a impedância,
reatância, impedância dos enrolamentos e a queda de tensão interna.
Para a realização do ensaio os eletrodos foram unidos com fios de
cobre para garantir que o curto-circuito não sofresse interrupções durante o
teste.
Figura 49: Ensaio em curto-circuito com o lado e baixa em curto
Fonte: Os autores, 2016
Dados do wattímetro SKAW-01:
Ucc = 113V
Icc = 19A
Pcc = 1,63KW
Scc = 2,3KVA
Qcc = 1,52KVAr
Cosφ = 0,76
In = Icc = 19A
Onde,
Ucc =Tensão Primária de Curto-Circuito
92
Icc =Corrente de Curto-Circuito
Pcc = Potência Curto-Circuito
Scc = Potência Nominal Aparente de Curto-Circuito
Qcc = Potência Reativa de Curto-Circuito
Cosφ = Fator de Potência em carga máxima
In = Icc = Corrente Nominal= Corrente de Curto-Circuito
Caso os ensaios fossem realizados com tensão e corrente reduzidas seriam
necessarias as equações:
.
=
²
=
²
(12)
.
(13)
Onde,
Uccn=Tensão Nominal de curto-circuito;
Ucc=Tensão de curto-circuito;
In= Corrente Nominal;
Icc= Corrente de curto-circuito;
Pccn= Potência Nominal de curto-circuito;
Pcc= Potência Nominal de curto-circuito;
Como o ensaio foi feito com corrente nominal:
(14)
Rcc =
²
=
Rcc = 4,52Ώ
Pcc =
=
Pcc = 5,95Ώ
²
93
Xcc =
²
Xcc = 5,95²
²
4,52²
Xcc = 3,87Ώ
Rcc = R1 + R2
R1 =R2 .Kn
R1 =R2 . 36,29
R1 =R2 . 36,29
Xcc = 36,29R2 + X2
Rcc = 36,29R2 + R2
Xcc = X2(36,29 + 1)
Rcc = R2(36,29 + 1)
3,87 = X2 . 37,29
4,52 = R2 . 37,29
X2 = 0,11Ώ
R2 = 0,12Ώ
X1 = 0,11 . 36,29
R1 = 0,12 . 36,29
X1 = 3,99Ώ
R1 = 4,35Ώ
Z2² = R2² + X2²
Z1² = R1² + X1²
Z2² = 0,12 + 0,11
Z1² = 4,35 + 3,99
Z2 =0,16Ώ
Z1 =5,9Ώ
Xcc = X1 + X2
X1 =X2 .Kn
Onde,
Rcc= Resistência de curto-circuito;
Pcc= Potência de curto-circuito;
Xcc= Reatância de curto-circuito;
Zcc=Impedância de curtp-circuito;
R1 = Resistência equivalente do enrolamento primário
X1 = Reatância equivalente do enrolamento primário
Z1 = Impedância equivalente do enrolamento primário
R2 = Resistência equivalente do enrolamento secundário
94
X2 = Reatância equivalente do enrolamento secundário
Z2 = Impedância equivalente do enrolamento secundário
86
Para facilitar a visualização dos resultados dos ensaios em vazio e em
curto-circuito onde verificou-se o comportamento do transformador da MSP, a
tabela 14 contém os dados alcançados.
Tabela 14- Comportamento do trafo da MSP nos ensaios em curto circuito e
em vazio.
MÉTODO
CORRENTE
CORRENTE
POTÊNCIA
FATOR DE
POTÊNCIA
POTÊNCIA
TENSÃO
DE
DE
DE SAÍDA
ATIVA
POTÊNCIA
APARENTE
REATIVA
[V]
ENSAIO
ENTRADA
[A]
[W]
em carga
[A]
[kVA]
[kVAr]
máxima
COSφ
EM CURTOCIRCUITO
EM
VAZIO
19A
520A
1,63KW
0,76
2,23kVA
1,52kVAr
120V
19A
524A
1,48KW
0,74
2,14kVA
1,4kVAr
112,7V
10A
Vazio
170W
0,14
1,25kVA
1,27kVAr
126V
170W
0,14
1,23kVA
1,24kVAr
126V
10A
Vazio
Fonte: Os autores,2016
Após os teste foi verificado que o transformador possui elevadas perdas
em vazio (no núcleo) e elevadas perdas no cobre (enrolamentos).
Estas perdas podem ser reduzidas trocando o núcleo do transformador
por um maior, possibilitando a troca dos condutores do secundário por bitolas
maiores, reduzindo principalmente as perdas nos enrolamentos.
Por fim fizemos o calculo para saber a eficiência da maquina seuindo a
equação 1 citado no inicio do relatório.
Q= I2. R. t
Q= 5202. 0,007. 10
Q= 18928 J
(1)
87
Esse valor convertido equivale a 1930,12 kgf, e mostra que a pressão
sobre as peças metálicas ultrapassou o nível que é de 90 a 1.450 Kgf.
88
7 CONSIDERAÇÕES FINAIS
O propósito deste projeto foi criar um equipamento de solda por
resistência a ponto, para auxiliar o aprendizado da parte prática da área de
soldagem, que possibilitam a união permanente de peças de aço carbono e suas
ligas. A construção desta máquina deu-se a partir de e-lixos, com o intuito de
acrescer uma visão sustentável ao projeto, mostrando ser possível a reutilização
de sucatas eletroeletrônica sem causar danos ao ambiente.
O protótipo é capaz de soldar por ponto, chapas de até 0,87 mm,
alcançando correntes de até 520A, tendo como limitação o tempo de soldagem
que não pode ultrapassar 20 segundos para que a temperatura não exceda o
limite da isolação dos condutores do transformador.
Outra limitação é que os intervalos de tempo entre os pontos de solda
devem ser espaçados, afim de garantir que o sistema de refrigeração reduza a
temperatura do transformador adequadamente, garantindo a preservação do
protótipo.
Esta alta temperatura excessiva no transformador se deu devido aos
enrolamentos do secundário terem sido feitos de condutores com bitolas
insuficientes para as correntes acima de 500A, e devido a limitações físicas do
tamanho do núcleo do transformador, não foi possível a utilização de condutores
com bitolas maiores. Os condutores utilizados no secundário do protótipo final
foram doiscondutores de 10mm2 em paralelo, dando capacidade nominal total de
150A, e que estão trabalhando no momento da solda com correntes acima de
500A. Nesse sentido, faz-se necessário um intervalo de tempo entre as soldagens
para que os condutores possam trabalhar em temperatura não superior a fusão
dos isolantes dos enrolamentos.
Foram adotadas a NR 6 para proteção individual, NR 12 para segurança
em máquinas e equipamentos, a NR 10 para a segurança em instalações
elétricas, NR 17 e NR 18 para questões de postura do operador, com o intuito de
viabilizar a segurança do operador no manuseio da máquina.
Conclui-se, que este projeto foi de grande importância, uma vez que se
enquadra como ideia inovadora, pelo motivo de no campus não ter uma máquina
89
que realize este tipo de soldagem, além de contribuir para o aperfeiçoamento dos
conhecimentos adquiridos durante o curso, servindo também como preparação
para atuar na indústria, uma vez que é um tipo de soldagem voltado para o setor
automobilístico.
90
8 SUGESTÕES PARA TRABALHOS FUTURO
As sugestões aqui articuladas opinam sobre possíveis melhoras para
manter um equipamento em funcionamento cada vez mais eficiente e auxiliar
outras pessoas que queiram construir um protótipo semelhante a este.
Apesar
de
ter
alcançado
o
objetivo,
cabe
algumas
mudanças
consideráveis, pois o presente projeto fornece material teórico suficiente para uma
nova versão do mesmo.
Sugere-se como proposta de melhora a utilização de um transformador
com núcleo maior, pois caberá no mesmo um condutor de maior bitola,
consequentemente fornecerá uma maior corrente de saída, pois como já citado
anteriormente quanto maior a bitola maior a condutividade e menor as perdas por
temperatura. O interessante seria conseguir um transformador de forno microondas com potência superior a 2,5kVA, para garantir a eficiência do projeto
calculado neste projeto.
Pensando ainda na melhora do protótipo será bastante relevante à
automatização do mesmo, além de inserir alguns tipos de sinalizaçõescomo a
inserção de sensores sonoros tais quais: um efeito sonoro para identificar quando
a máquina estiver em funcionamento e outro quando o operador desligar o
equipamento, isso acarretará em uma maior segurança para as pessoas que
desenvolvem atividades ao redor do equipamento.
Ainda dentro da automatização seria conveniente sensor ótico, pois
possibilitaria ao discente saber a quantidade de ponto de solda feita por ele em
um espaço de tempo.
Dentre as mudanças uma das mais importantes seria a troca dos
eletrodos, substituir os atuais ou por ponteiras apropriadas para esse tipo de
solda ou por outro parafuso com um diâmetro um pouco maior.
Outro aspecto que poderia ser melhorado seria a estrutura por uma
questão de segurança, pois após a conclusão da máquina verificou que a tensão
embora seja baixa pode vir a circular pela estrutura, indica-se a substituição por
um corpo mais robusto e de material isolante. Apesar de ter sido interessante a
utilização de um gabinete de computador, o mesmo ofereceu uma estrutura frágil
91
não garantindo rigidez no suporte dos braços, contribuindo para o desalinhamento
dos eletrodos, logo seria interessante a substituição do mesmo.
92
REFERÊNCIAS
BRAGHETTO, Antônio Claúdio. Fundação Roberto Marinho (Org.). Telecurso:
profissionalizante de mecânica: processos de fabricação. Rio de Janeiro:
Fundação Roberto Marinho, 2009.
BRANCO, Hideraldo Luiz Osorio, . Avaliação de Capas de Eletrodos Utilizadas
na Soldagem de Chapas Galvanizadas na Indústria Automobilística.
Dissertação de Pós-Graduação em Engenharia Mecânica, Universidade Federal
do Paraná, 113p, 2004
CHIAVERINI, Vicente. Tecnologia mecânica. 2. ed. São Paulo: Mcgraw-hill,
1986.
FAVERA, Eduardo Ceretta Dalla. Lixo Eletrônico e a Sociedade.
ArtigoAcadêmico do Curso de Ciência da Computação. Universidade Federal de
Santa Maria (UFSM). 2008
FRANCHI, Claiton Moro. Acionamentos Elétricos. Editora Érica, São Paulo,
2008.
KAVAMURA, Haroldo Akira. APLICAÇÃO DE SOLDA LASER EM
CARROCERIAS AUTOMOTIVAS: estudo comparativo entre a solda laser
E a solda ponto por resistência.Mestrado Profissionalizante em Engenha- ria
Automotiva - Escola Politécnica da Universidade de São Paulo.São Paulo, 2007
LOSCHIAVO, Maria Cecilia . Resíduos e sustentabilidade: caminhos de
transformação. Caderno Universidade , 104p, 2012.
MARQUES, Paulo Vilani; MONDENESI, Paulo José, BRACARENSE, Alenxandre
Queiroz. Soldagem: fundamento e tecnologias. Editora UFMG, 2007
MUCELIN, Carlos Alberto, Marta BelliniLixo E Impactos Ambientais
Perceptíveis no Ecossistema Urbano. LIXO E IMPACTOS AMBIENTAIS
PERCEPTÍVEIS NO ECOSSISTEMA URBANO.Artigo publicado na: Sociedade &
Natureza, Uberlândia, 20 (1): 111-124, jun. 2008
NASCIMENTO JUNIOR, Geraldo Carvalho do. Máquinas elétricas: teoria e
ensaios. 3. ed. São Paulo: Érica, 2010.
PENTEADO, Karin Mendes. Otimização da Solda de Pontos por Resistência
Elétrica na Liga de Alumínio 5052-H32 através do Projeto e Análise de
Experimentos (DOE). Itajubá – MG, 2011
PINHEIRO, Heitor Jose de Godoy.ESTUDO DA CORRELAÇÃO ENTRE A
CORRENTE DE “SHUNT” E A FEOMETRIA DO PONTO DE SOLDA EM
FUNÇÃO DO ESPEÇAMENTO, EM CHAPA DE AÇO DE BAIXO TEOR DE
93
CARBONO E ESPESSURA DE 0,8 MM.Dissertação apresentada como requisito
parcial para obtenção do título de Mestre em Gestão e Tecnologia Industrial,
Faculdade de Tecnologia SENAI Cimatec. Salvador-BA, 2011
ROCHA, Adilson Carlos da;CERETTA, Gilberto Francisco;Lixo Eletrônico: um
desafio para a gestão ambiental.CENTRO DE ENSINO SUPERIOR DOS
CAMPOS GERAIS – CESCAGE 2ª Edição vol. I Jul – Dez de 2010
SALHEB, Gleidson José Monteiro; PERES NETO, Heitor de Azevedo
Picanço;OLIVEIRA, Ivanci Magno de ; AMARAL JÚNIOR Milton Ferreira do;
BOETTGER Rafael José Cherfen de Souza; MONTEIRO Vitória Cherfen de
Souza.POLÍTICAS
PÚBLICAS
E
MEIO
AMBIENTE:
REFLEXÕES
PRELIMINARES. Artigo Programa de Pós-graduação em Direito Ambiental e
Políticas Públicas da Universidade Federal do Amapá.2014
STOCCO, Danilo, GONÇALVES, Roque. Caracterização dos Defeitos
Encontrados em Solda a Ponto Utilizando Técnica do Ultrassom, Apoiado a
Exames Metalográfico. Artigo apresentado na “III Pan American Conference for
Nondestructive” Test, Rio de Janeiro, RJ, 9p. 2006
VARGAS, José Enrrique. . Estudo da Formação, Geometria e Resistência do
Ponto na Soldagem por Resistências. Dissertação de Mestrado em Sistemas
Mecatrônicos. Universidade de Brasília, Brasília, DF, 143p. 2006.
WAINER, Emilio; BRANDI, Sérgio Duarte; MELLO, Fábio Décourt Homem
de. Soldagem:Processos e Metalurgia. 2. ed. São Paulo: Edgard Blucher, 1992.
http://www.segurancadotrabalhoacz.com.brAcesso em13/04/2016
http://www.iec.ch/dyn/www/f?p=103:7:0::::FSP_ORG_ID,FSP_LANG_ID:1294,
25.
IEC 97 -Acesso em 13/04/2016
http://www.ebah.com.br/content/ABAAAe5CcAG/transformadoresmonofasicos Acesso em15/03/2016
http://www.lgsteel.com.br/ficha-tecnica-do-latao.htm Acesso em 14/05/2016
http://www.soprano.com.br/catalogo-contatores-e-reles-cst
14/05/2016
Acesso
http://intermachinery.com.br/eletrodos/. Acesso em 14/05/2016
http://www.dicio.com.br Acesso em 12/05/216
http://hereditarios.livreforum.com/t251-instalacao-eletrica-residencialcalculo-de-bitola-de-fios .Acesso em 13.05.201
http://www.segurancadotrabalhoacz.com.br/47/ - Acesso em 13.05.2016
em
94
APÊNDICE A
BRENDA PEREREIRA, FABIO GOMES LEANDRO DOS SANTOS, VANESSA TAYS
TERMO DE CONSENTIMENTO
Bom dia / Boa tarde / Boa noite, estamos realizando uma pesquisa para um
projeto de uma máquina de solda ponteadeira cuja pretensão é utilizá-la,
posteriormente, como material didático no Campus, para complemento de algumas
disciplinas. A aplicação desse questionário tem fins estritamente acadêmicos, e não
registrará nenhum dado pessoal do entrevistado.
Posso contar com sua atenção?
Se houver alguma pergunta que não queira responder sinta-se à
vontade para deixar em branco. Obrigado!
Data :___/___/_____
Situação do entrevistado
( ) Aluno do 3º ano integrado
( ) Aluno do 4º ano integrado
( ) Aluno do 4º modulo subseqüente
( ) professor
1. Você acha importante aulas práticas de soldagem para o curso de
eletromecânica?
SIM
NÃO
95
2. Você considera suficiente as maquinas e equipamentos de soldagem no
campus?
SIM
NÃO
3. O que você acha dos equipamentos de solda atuais do campus?
Excelente
Bom
Médio
Ruim
Péssimo
4. Uma Máquina de solda a ponto contribuirá para as aulas praticas de solda no Campus?
5.
Qual é a sua opinião sobre a importância de uma maquina de solda ponteadeira
para o auxilio das aulas práticas da disciplina de soldagem?
6. O que você acha das condições do laboratório de mecânica do campus?
Por quê?
101
APÊNDICE F
102
ANEXOS
Figura 50: MSP Pronta
Fonte: Os Autores, 2016
Figura 51: MSP Aberta
Fonte: Os Autores, 2016