MICROABRASÃO DE REVESTIMENTO MULTICAMADA AlTiN/CrN POR PVD
EM SUBSTRATO DE AÇO RÁPIDO SINTERIZADO AISI M2
Laura Waltrick1, César Edil da Costa2, Elisangela Aparecida dos Santos de Almeida3
1
Acadêmico do Curso de Engenharia Mecânica, CCT – bolsista PROBIC/UDESC
Orientador, Departamento de Engenharia Mecânica, CCT – [email protected]
3
Acadêmico do Curso de Doutorado em Ciência e Engenharia de Materiais – CCT
2
Palavras-chave: Aço rápido AISI M2. Filme multicamadas. Microabrasão.
Aços ferramenta possuem vasta aplicação industrial, sendo usados, por exemplo, para
fabricação de ferramentas. Entre suas principais propriedades destaca-se: elevada dureza e
resistência à abrasão, boa tenacidade e manutenção das propriedade mecânicas sob elevadas
temperaturas. Contudo devido às condições severas de trabalho que as ferramentas industriais
estão expostas, estas sofrem muitos esforços mecânicos que acarretam em redução de sua vida
útil. Sabe-se que a maioria das falhas por fadiga, corosão ou desgaste ocorrem na superfície
da ferramenta, portanto, afim de prolongar sua vida útil faz-se a utilização de tratamentos de
superfície e revestimentos que reduzam atrito e desgaste entre os componentes envolvidos.
Definiu-se como substrato o aço rápido AISI M2 sinterizado por metalurgia do pó, afim de
desenvolver uma superfície que apresentasse bom suporte para a camada e boa aderência com
o filme. Optou-se por realizar tratamentos térmicos posteriores como a nitretação, boretação,
cementação, têmpera, entre outros, sabendo que estes tratamentos aumentam a aderência e
auxiliam no suporte da carga para a deposição dos filmes. Além de melhorar propriedades
superficiais, como resistência ao desgaste, corosão e aumento da dureza. Ao substrato M2
foram realizadas duas condições distintas de tratamento térmico: boretação e têmpera seguida
de revenimento. Em parte das amostras sinterizadas fez-se o tratamento de têmpera, através de
aquecimento à 800°C por 10 min, seguido de aumento da temperatura para 1200°C por 3
minutos. Ao final do ciclo as amostras foram resfriadas em óleo. Em parte das amostras foi
realizada o tratamento térmico de boretação sólida em forno mufla, nas condições de 2 horas
de tratamento à 1000°C, seguido de resfriamento lento ao ar. O filme selecionado,
objetivando melhorar propriedades relativas ao desgaste, é composto por multicamadas de
AlTiN/CrN intercaladas. Sua deposição foi realizada pela empresa Bodycote Brasimet
Processamento Térmico S/A, consistindo, portanto, em 11 camadas. A primeira camada
formada sobre o substrato é de AlTiN, posteriormente sobre a camada anterior se deposita
CrN e assim consecutivamente até a deposição da última camada na superfície da amostra que
consiste em AlTiN . O processo PVD (Physical Vapour Deposition) promove maior
resistência ao desgaste, devido a redução do desgaste abrasivo e redução do coeficiente de
atrito. Para que o revestimento aplicado apresente os requisitos desejados supracitados é
necessário que exista boa aderência entre o subtrato e o revestimento, aliada à uma maior
capacidade de carregamento. Além disto, o desempenho do revestimento depende de suas
propriedade mecânicas e químicas, do método utilizado para a deposição, da espessura da
camada, de sua composição e da sequência de camadas, no caso de revestimentos
multicamadas (SIOW et al., 2013). Obteve-se pelo processo PVD um revestimento de
2,11µm de espessura média da camada, com desvio de ±0,6158μm. Ao término da preparação
das amostras foram obtidas 4 condições: Boretada (B); Temperada e revenida (TR); Boretada
com filme (BF) e Temperada e revenida com filme (TRF). Fez-se a avaliação tribológica
através de ensaios de desgaste microabrasivo do tipo esfera fixa. Este ensaio consiste em
pressionar uma esfera rotativa de aço contra a superfície da amostra, na presença de uma
suspensão de partículas abrasivas finas, (esfera de diâmetro 25,4 mm, condicionada
previamente. A esfera foi limpa em ultrassom para eliminação de partículas. O procedimento
de condicionamento da esfera, além de uniformizar a superfície da esfera, ajuda a eliminar a
oxidação da mesma. O abrasivo selecionado foi carbeto de silício (SiC), com 99% de sua
granulometria entre 0,5 e 10μm. A proporção usada foi 1 grama de SiC para 10 ml de água
destilada. Fez-se o ensaio com velocidade de deslizamento de 75rpm, que corresponde a um
gotejamento de 1 gota a cada 3 segundos. Aplicou-se um peso morto de 50 gramas na
extremidade oposta do contra peso. A metologia utilizada no ensaio consistiu em avançar de
50 em 50 revoluções até atingir um total de 1200 revoluções da esfera. Repetiu-se esse
procedimento 3 vezes para cada uma das quatro condições supracitas e calculou-se a média do
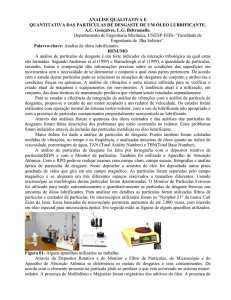
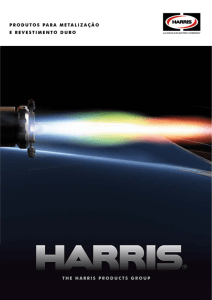
coeficiente de desgaste, do volume de desgaste e do coeficiente de atrito. A Fig 1. ilustra o
esquema do equipamento utilizado para o ensaio e a calota esférica obtida após realização do
mesmo.
Fig. 1 – Equipamento utilizado para os ensaios de desgaste microabrasivo do tipo esfera fixa
mostrando (a) esquema do ensaio de microabrasão e (b) calota esférica obtida com X revoluções.
a
b
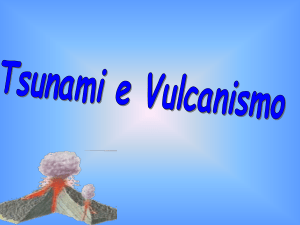
Obteve-se regime permanente aproximadamente a 800 revoluções para as quatro condições
impostas. Atingido o regime permanente o coeficiente de desgaste mantêve-se praticamente
constante. Os resultados do coeficiente médio de desgaste em função do tempo, obtido em
cada uma das 4 condições de ensaio, é apresentado na Fig. 2 a seguir. Observa-se que a
condição TR possui maior coeficiente de desgaste comparativamente às outras condições.
Ainda percebe-se que não houve variação significativa entre a amostra B e a amostra BF em
relação ao coeficiente de desgaste.
Fig. 2 – Resultados de coeficiente de desgaste médio em função do tempo de ensaio.