UNIVERSIDADE DO SUL DE SANTA CATARINA
CNPq
Nome do Projeto:
Otimização do processo de síntese de ésteres
alquílicos a partir do óleo de girassol utilizando alcóxidos.
Protocolo: 1022
Nome do(a) Proponente ou Orientador(a):.Rachel Faverzani Magnago
Nome do(a) Bolsista: Caroline Garcia
Campus/Unidade: Campus Norte - Unidade tecnológica
Data do Relatório: 10 de agosto de 2008
Tipo do Projeto: PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO
CIENTÍFICA - PIBIC
1. Introdução
Reduzir a poluição ambiental é hoje um objetivo mundial. Todo dia tem-se
conhecimento de estudos e notícias indicando os males do aumento do efeito
estufa. Essas denunciam que mudanças climáticas provocarão maiores
prejuízos nas colheitas, podendo diminuir em um quarto a produção de
alimentos nos países mais pobres. O uso de combustíveis de origem fóssil
(petróleo e carvão) tem sido apontado como o principal responsável por estes
problemas ambientais (ASG RENAISSANCE, 2007).
Considerado um produto ecologicamente correto, foi sugerida pelo
Protocolo de Kyoto, a fabricação e utilização de Biodiesel como uma das
maneiras mais eficazes de diminuir a poluição da atmosfera (CRUZ, 2007).
O termo biodiesel é utilizado para definir um combustível produzido a partir
de matérias primas naturais e renováveis, este é composto de ésteres metílicos
ou etílicos de ácidos graxos de cadeia longa. Derivado de óleos vegetais ou
gorduras animais, obtido por reação de transesterificação de um triglicerídeo
com um álcool de cadeia curta, metanol ou etanol, na presença de catalisadores
para produzirem mono-alquil ésteres e glicerina.
O Biodiesel se destaca pela sua expressiva capacidade de reduzir
substancialmente as emissões de diversos gases, a exemplo: monóxido de
carbono (CO), dióxido de carbono (CO2), hidrocarbonetos (HC), óxidos de
enxofre (SOx), hidrocarbonetos aromáticos policíclicos (PAH´s) e material
particulado. Cada tonelada de Biodiesel significa uma redução de 2,5 toneladas
de CO2 (REVISTA BIODIESEL, 2007). Nas grandes cidades isso representa
significativa melhora para a saúde publica.
Empresas que substituam o óleo diesel pelo biodiesel, ajudando na
diminuição dos gases formadores do aumento do efeito estufa, têm o direito de
receber Certificados de Redução de Emissões de Carbono, que poderão ser
vendidos diretamente a empresas dos países industrializados ou em bolsas.
O processo produtivo do Biodiesel gera um grande número de empregos
na área rural, pois fortalece o agronegócio e ajuda a promover o crescimento
regional sustentado reduzindo o êxodo rural. De acordo com estudos dos
Ministérios
do
Desenvolvimento
Agrário,
da
Agricultura,
Pecuária
e
Abastecimento da Integração Nacional e Ministério das Cidades a cada 1% de
substituição de óleo diesel por biodiesel produzido com a participação da
agricultura familiar podem ser gerados cerca de 45 mil empregos no campo,
com uma renda média anual de aproximadamente R$ 4.900,00 por emprego. Se
para um emprego no campo são gerados três empregos na cidade, seriam
criados, então, 180 mil empregos. Além disso, a utilização do Biodiesel reduz a
dependência externa do Brasil em relação ao seu combustível de maior
consumo (cerca de 20% do óleo diesel consumido é importado diretamente
como derivado) (ALMEIDA, 2006).
Atualmente as perspectivas não são positivas para o mercado de
combustíveis fósseis. Estima-se que as reservas atuais de petróleo e demais
fontes fósseis de energia, só dariam conta do abastecimento mundial dentro de
no máximo 50 anos (as do Brasil teriam vida útil de 19,6 anos). Por este motivo,
países como o Brasil terão grande importância estratégica para o mundo, pois
instituições renomadas como o “National Biodiesel Board” (NBB) afirma que o
Brasil sozinho poderá suprir 60% da demanda mundial de biodiesel para
substituição do óleo diesel (PROGRAMA NACIONAL DE PRODUÇÃO DE
BIODISEL, 2007).
Pelos motivos apresentados, o biodiesel, deverá ser o substituto dos
combustíveis fósseis, para tanto se faz necessário o desenvolvimento de
pesquisas para aperfeiçoar o processo sintético visando aumentar o
rendimento, através da otimização do processo e a eficiência de obtenção do
biodiesel.
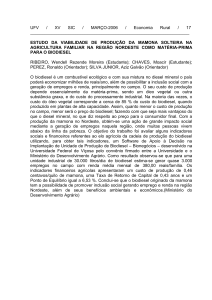
Reação de transesterificação
De um modo geral chama-se transesterificação à reação de um lipídio
com um álcool para produzir um éster e o glicerol. No processo global de
transesterificação de óleos vegetais e gorduras representados na Figura 1, são
necessárias três moles de álcool por cada mole de triglicerídeo. Na prática, é
sempre utilizado um excesso de álcool de modo a aumentar o rendimento em
ésteres e permitir a separação do glicerol formado. Na maioria dos casos, é
utilizado um catalisador (C) de forma a acelerar a reação.
CH2OCOR1
CHOCOR2
+
R1-COOR
R2-COOR
C
3 ROH
+
R3-COOR
CH2OCOR3
Triglicerídeos
CH2OH
Álcool
Ésteres
CHOH
CH2OH
Glicerol
Figura 1: Esquema de síntese de biodiesel (ésteres) e glicerol. C = catalise básica (NaOH, KOH,
MeONa, EtONa) ou ácida (ácido sulfúrico).
Dos vários processos existentes [VICENTE et al., 2007; BARAKOS et al.,
2007], a catálise básica [VICENTE et al., 2007] é, sem dúvida, o mais utilizado a
nível industrial.[HOZENFELD & FORCELLINI, 2006].
A escolha do álcool está geralmente relacionada com fatores econômicos
e aspectos técnicos, como a facilidade de separação dos ésteres e da glicerina.
No Brasil a rota etílica tem sido a preferida em virtude da oferta desse álcool, de
forma disseminada em todo o território nacional. Sobe o ponto de vista
ecológico, o uso do etanol leva vantagem sobre o metanol, quando o etanol
pode ser produzido a partir da biomassa. Para o sucesso reacional é
fundamental que os reagentes, etanol e óleo sejam isentos de água, pois caso
contrário o catalisador será desativado pela água, e conseqüentemente não
ocorre à reação de transesterificação.
O método desenvolvido conduz a reação utilizando sódio metálico em
quantidades
estequiométricas
na
geração
do
alcóxido,
visando
bons
rendimentos e transferência de metodologia.
O trabalho foi dividido etapas, as quais são detalhadas a seguir:
1ª etapa: Variar o tempo de reação para selecionar o período em que
ocorre a máxima conversão de ésteres etílicos em um menor espaço de
tempo, utilizando óleo refinado;
2ª etapa: Analisar a temperatura ótima, ou seja, verificar a temperatura
mínima da reação onde o rendimento seja máximo, minimizando assim
os gastos com energia, utilizando óleo refinado;
3ª etapa: Desenvolver a atividade de síntese do Biodiesel utilizando óleo
alimentar usado aplicando as melhores condições encontradas ao longo
da primeira e segunda etapa;
4ª etapa: Realizar síntese de biodiesel com metanol e comparar o
rendimento entre as reações com metanol e etanol, utilizando óleo
refinado aplicando as melhores condições encontradas ao longo da
primeira e segunda etapa;
5ª etapa: Realizar a síntese de biodiesel com metanol e óleo alimentar
utilizado em frituras, aplicando as melhores condições encontradas ao
longo da primeira e segunda etapa;
6ª etapa: Realizar a síntese de biodiesel comparando o rendimento entre
os álcoois etanol e metanol diminuindo o tempo de reação em
experimentos de 30 minutos.
7ª etapa: Caracterização do biodiesel por RMN e Infravermelho.
2. Objetivos
2.1 Objetivo Geral
Transformar o óleo vegetal de origem do girassol e o óleo alimentar
usado em biodiesel através de reações de transesterificação com etóxido.
2.2 Objetivos Específicos
Sintetizar o biodiesel, comparando a eficiência de conversão pelo método
de transesterificação tradicional (etanol e NaOH) e reação com etóxido;
Otimizar as condições reacionais com etóxico;
Caracterizar qualitativamente e quantativamente o biodiesel sintetizado, por
métodos de infravermelho e ressonância magnética 1H e 13C;
Isolar, purificar e quantificar os subprodutos e o glicerol.
3. Material e Métodos
Os procedimentos utilizados para a realização do presente estudo
incluem, quando necessário, purificação de reagentes (óleo alimentar usado) e
solventes. O óleo comercial foi utilizado como adquirido.
Para o processo de síntese tem-se a preparação do alcóxido de sódio, a
reação do óleo com o alcóxido de sódio, separação das fases ricas em biodiesel
e glicerina, lavagem do biodiesel e secagem do biodiesel seguida de uma
filtração final.
2.1 Metodologia da reação de transesterificação
A primeira etapa busca determinar o menor tempo de reação para a
conversão dos triglicerídeos presentes no óleo de girassol, da marca Salada
lote: 0707, em biodiesel, utilizando procedimento descrito por Gallardo, 2007.
Metodologia geral:
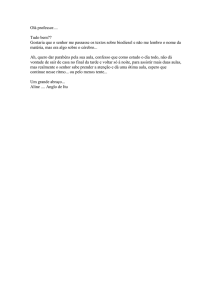
Em um balão de 250 ml equipado com agitação magnética, aquecimento
e sistema de refluxo (Figura 2), foi adicionado 150g de óleo de girassol
comercial. A temperatura do sistema foi elevada até 55° C e foi adicionado
etóxido de sódio, formado pela mistura de 50 ml de álcool etílico 99% e 0,85g de
sódio metálico. Este tempo foi estabelecido como tempo zero da reação. A
mistura reacional foi mantida na temperatura com agitação magnética em
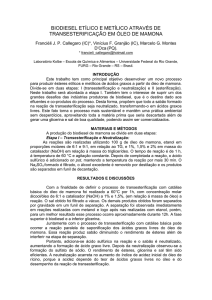
experimentos de 24h, 12h e 3 horas. Então a mistura foi vertida em um funil de
separação e deixada decantar por 12h, onde a massa reacional final é
constituída de duas fases. A fase mais pesada é composta de glicerina bruta e a
fase menos densa é constituída de uma mistura de ésteres etílicos (biodiesel).
Posteriormente a separação de duas fases como pode ser visualizado na
Figura 3, a glicerina foi separada da fase éster, sendo recolhida para um
erlenmeyer, e posteriormente foi determinada a sua massa. Foi retirado o álcool
da glicerina no evaporador rotatório e foi determinada sua massa.
O glicerol foi lavado com 100 ml de solução de ácido fosfórico (H 3PO4) a
10% e novamente, com 100 ml de água destilada (Figura 4). Após a última
lavagem, o biodiesel foi submetido a uma secagem com cloreto de cálcio para
posteriormente ser filtrado, pesado e armazenado.
Figura 2: Sistema reacional com condensador de refluxo e agitação magnética.
Figura 3: Funil de separação contendo biodiesel e glicerol; separação de fases observada após
a reação.
Depois de verificado o melhor tempo de reação (3h, 12h e 24h) a
segunda parte do projeto foi averiguar a temperatura ótima, ou seja, a menor
temperatura em que a conversão ocorre com o máximo de rendimento. As
reações foram efetuadas a temperaturas de 75°C, 55°C e temperatura ambiente
média de aproximadamente 26°C, durante 3 horas, seguindo a metodologia
descrita.
A terceira parte do projeto foi realizar a síntese do biodiesel com óleo
alimentar usado em frituras de peixes, frangos e carnes utilizando a melhor
condição experimental encontrada ao longo da primeira e segunda etapa, ou
seja, com o tempo de duração da reação de 3h à temperatura ambiente.
A quarta etapa do projeto foi realizar a síntese de biodiesel utilizando
metanol no lugar do etanol para comparar o rendimento entre os dois álcoois. As
reações foram realizadas com óleo de girassol comercial em experimentos de 3
horas à temperatura ambiente.
Durante a quinta etapa realizou-se a reação de biodiesel com metanol e
óleo alimentar usado em frituras.
Finalizando as reações reduziu-se o tempo de reação para 30 min no
procedimento geral adotado, utilizou-se o etanol e em reação subseqüente o
metanol.
As reações foram realizadas em triplicatas para cada condição, onde ao
todo foram efetuadas 39 produções de biodiesel, variando o tempo,
temperatura, álcool e matéria prima principal, o óleo.
2.2. Reações utilizando hidróxido de sódio
Foram realizadas reações utilizando como reagente o hidróxido de sódio,
etanol e óleo de girassol comercial porém estas não obtiveram sucesso.
2.3 Reações do biodiesel com álcool propílico
Foram testadas três reações com propóxido (álcool propílico e sódio
metálico). O procedimento adotado foi semelhante ao das reações com etanol e
metanol somente necessitou-se efetuar uma secagem do álcool propílico a qual
é relatada a seguir.
Metodologia utilizada para obtenção do álcool propílico
Em função da desativação do reagente sódio metálico em contato com a
água, necessitou-se secar o álcool propílico antes de efetuar as reações. Para
isso foi colocado em um balão de fundo redondo, 1 litro de álcool propílico e
adicionou-se 5g de fita de magnésio e 0,5g de iodo. Deixou-se a mistura
refluxando por algumas horas em seguida elevou-se a temperatura, para que
ocorresse a destilação do propanol. MORRISON, 1992
4. Resultados:
Quanto à preparação dos reagentes, o óleo alimentar usado passou por
secagem com cloreto de cálcio anidro, para que não houvesse vestígios de
água no óleo que pudessem formar hidróxido de sódio com o reagente sódio
metálico. O cloreto de cálcio foi filtrado, para remoção completa do agente
secante, utilizando um kitassato e um funil de Buchner, sendo o vácuo efetuado
através de uma bomba de vácuo.
Os álcoois metílico e etílico foram usados como adquiridos. O álcool
propílico foi seco (magnésio e iodo) e destilado.
Preparação do biodiesel
A constatação da conversão dos óleos em biodiesel durante a reação de
transesterificação foi observada visualmente pelo escurecimento rápido da
mistura, que resultou na formação de uma fase superior correspondente aos
biodiesel, e uma fase inferior contendo a glicerina. Essa conversão foi
confirmada através de métodos espectroscópicos.
Na primeira parte do projeto foi realizada a reação com óleo de girassol
comercial e etóxido de sódio, em busca da maior conversão do óleo em
biodiesel. Com esse propósito foi variado o tempo de reação, deste modo a
reação foi mantida por períodos de 3h, 12h e 24h, respectivamente.
Após o termino de cada período reacional, ocorreu à separação das fases
ricas em biodiesel e glicerol. A fase rica em biodiesel foi lavada com água
destilada, seguido por lavagem com solução de ácido fosfórico 10% e
novamente, com água destilada. As lavagens foram realizadas com a finalidade
de remover o reagente remanescente da reação, e neutralizar o eventual
hidróxido de sódio formado durante a reação. Bem como, remover outras
impurezas possíveis de formação durante a reação de produção do biodiesel
como sabões, alem de traços de etanol e glicerol.
Através do balanço de massa do processo, obteve-se como resultado da
reação de transesterificação durante a primeira etapa uma média de conversão
em 70% de biodiesel, 16% em glicerina, 10% em reagentes (álcool) e 4% em
perdas, como podem ser verificados na Tabela 1, onde a variável foi o tempo de
reação.
Tabela 1 - Rendimento médio da triplicata do processo de obtenção do
biodiesel, utilizando óleo de girassol comercial e etóxido de sódio, temperatura
de 55 oC e variando o tempo de reação.
Temperatura
Biodiesel (ésteres etílicos)
Glicerina
Reagentes
Perdas
(°C)
(%)
(%)
(%)
(%)
3 horas
55
68
16
9
7
12 horas
55
70
16
10
4
24 horas
55
70
16
10
4
Tempo
Analisando a Tabela 1 observa-se uma diferença de 2% no rendimento
entre as amostras de 3h de reação e as de 24h, sendo assim a reação de
transesterificação foi eficiente para os dois tempos reacionais. Foi obtida uma
conversão em 68% de biodiesel em 3h e a reação apresentou um rendimento
total de 86%.
Na segunda parte do projeto foi encontrada a temperatura ótima,
desejando-se um maior rendimento em uma menor temperatura. As reações
foram realizadas com óleo de girassol comercial e etóxido de sódio, com tempo
de duração de 3h, variando a temperatura em 75°C, 55°C e temperatura
ambiente (cerca de 26°C), respectivamente. Os resultados estão apresentados
na Tabela 2.
Tabela 2 - Rendimento médio de triplicata do processo de obtenção do
biodiesel, utilizando óleo de girassol comercial, etóxido de sódio, tempo de
reação de 3h e variação de temperatura
Tempo
Temperatura
Biodiesel (ésteres etílicos) Glicerina
Reagentes
Perdas
(°C)
(%)
(%)
(%)
(%)
3 horas
26
70
10
10
10
3 horas
55
68
16
9
7
3 horas
75
67
15
10
7
Analisando a Tabela 2 contata-se a conversão média da triplicata de até
70% em biodiesel a temperatura ambiente. Sendo assim os gastos com energia
foram minimizados, pois a reação pode ser satisfatoriamente realizada a
temperatura ambiente.
Partindo da quantidade de óleo utilizada na reação, observa-se uma taxa
de conversão de 90% em biodiesel, com produção de glicerina como
subproduto, através de processo simples e rápido. As perdas no processo foram
de 7 a 10% (Tabela 2), as quais podem ser reduzidas com a recuperação do
etanol. A comercialização da glicerina, torna o processo mais rentável, isso para
o processo em escala piloto ou industrial.
A obtenção de resultados satisfatórios no decorrer da primeira e segunda
etapa do trabalho com óleo de girassol comercial estimulou aplicar as condições
reacionais ótimas obtidos nas reações, para a matéria prima sendo o óleo
alimentar usado.
A terceira parte do projeto foi realizar a síntese do biodiesel com óleo
alimentar usado em frituras de peixes, frangos e carnes, com o tempo de
duração da reação de 3h à temperatura ambiente. Esta etapa permitiu comparar
o rendimento do biodiesel obtido com o óleo de girassol comercial e com óleo
alimentar utilizado em frituras.
A transesterificação a partir de óleos alimentares usados em frituras
mostrou excelentes resultados (Tabela 3) com rendimentos altos à temperatura
ambiente.
Tabela 3 – Rendimento da síntese do processo de obtenção do Biodiesel,
utilizando óleo alimentar usado, etóxido de sódio, tempo reacional de 3h e
temperatura 26° C.
Tempo
Temperatura
Biodiesel (ésteres etílicos)
Glicerina
Reagentes
Perdas
(°C)
(%)
(%)
(%)
(%)
3 horas
26
70
14
10
6
3 horas
26
71
11
8
10
3 horas
26
69
11
8
12
Média
26
70
12
8,5
9
Na Tabela 3 verifica-se um rendimento médio da triplicata de 70% de
conversão de biodiesel, 12% de glicerol, 8,5% de reagentes e 9% de perdas,
sendo então o rendimento total da reação de 82%.
Os resultados quando utilizado óleo alimentar usado foram semelhantes
às reações efetuadas com o óleo de girassol comercial.
Visando reduzir ainda mais os custos com energias, principalmente em
função do tempo gasto com agitação da massa reacional, foi reduzido o tempo
de reação devido aos rendimentos terem sido satisfatórios durante as reações
de 3h à temperatura ambiente.
Na Tabela 4, a reação de síntese do biodiesel foi realizada com álcool
etílico, óleo alimentar usado e tempo de reação de 30 minutos, o rendimento
médio da triplicata foi de 80%, sendo 68,5% de biodiesel e 8,4% de glicerina.
Tabela 4 - Processo de síntese do biodiesel com óleo alimentar usado, etóxido
de sódio, tempo de reação de 30 minutos e temperatura ambiente.
Tempo
Temperatura
Biodiesel (ésteres etílicos)
Glicerina
Reagentes
Perdas
(°C)
(%)
(%)
(%)
(%)
30 minutos
24
66
7,97
1,06
24,9
30 minutos
24
73,6
6,94
5,5
13,9
30 minutos
24
66
10,24
2,21
21,5
Média
24
68,5
8,4
3
20
Comparando os resultados das reações realizadas em 30 minutos
(Tabela 4) e em 3 horas (Tabela 3) observou-se uma diferença de 1,5% no
rendimento do biodiesel. As reações efetuadas durante 30 minutos, repetiram os
resultados das realizadas em três horas. Enfatiza-se que a temperatura
ambiente das reações de 30 minutos estavam cerca de 2 ºC mais baixa do que
as reações com 3 horas de duração.
Desse modo reduzindo a utilização de água pois não necessita
condensar
os
vapores.
Está
economia
de
água
nas
reações
de
transesterificação consiste em um fator significante, pois o sistema de refluxo
demanda certa abundancia de água corrente com a finalidade de que o álcool
presente na mistura não evapore.
A comercialização da glicerina obtida no processo de síntese do biodiesel
e a recuperação do etanol, utilizados em excesso poderá baixar os custos de
produção em escala piloto ou industrial.
A glicerina obtida nesse projeto foi armazenada para ser utilizada como
matéria prima no projeto “SÍNTESE DE CRISTAL LÍQUIDO POLIMÉRICO PARA
UTILIZAÇÃO
EM
PLACAS
PIBIC2008/UNISUL – CNPq.
DE
ENERGIA”
aprovado
no
programa
Caracterização do biodiesel por IV e RMN – 1H
Para comprovar a obtenção do produto desejado, o biodiesel, realizou-se
a caracterização por meio de análises de IV e RMN-H.
As análises de Infravermelho foram realizadas em um aparelho PerkinElmer modelo 16PC, e as análises de RMN
1H
foram realizadas em um
espectrômetro Varian Mercury Plus 400 MHz. Os espectros de RMN 1H foram
obtidos usando tubos de diâmetro de 5 mm e como solvente clorofórmio
deuterados. Os deslocamentos químicos são dados em parte por milhão (ppm),
usando como padrão interno o tetrametilsilano (TMS). Os espectros de IV foram
obtidos utilizando pastilhas de KBr.
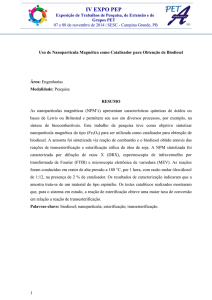
Caracterização por RMN – 1H
Os resultados obtidos no espectro RMN – 1H, apresentado na Figura 4,
foram muito semelhantes para todos os produtos, nas diferentes temperaturas e
tempos de reação, com etóxido de sódio e óleo utilizado.
No espectro de RMN 1H (Figura 4) para o biodiesel de óleo de girassol
comercial e etóxido de sódio, obtido a temperatura ambiente (26o C) em 3h de
reação, observa-se em 5,32 ppm um multiplete correspondente aos hidrogênios
vinílicos (C=C-H), em 4,14 ppm, um quarteto correspondendo aos hidrogênios
metilênicos do grupo éster (CH2OOC), 2,26 ppm um triplete correspondente aos
hidrogênios metilênicos vizinhos a carbonila (CH2COO), em 1,99 ppm e em 1,56
ppm, observa-se os sinais referentes aos hidrogênios metilênicos vizinhos à
vinila (C=C-CH2), em 1,23 ppm os demais hidrogênios metilênicos (CH 2) e os
hidrogênios correspondente a metila do grupo éster (CH3CH2OOC), em 0,87
ppm, um triplete referente aos hidrogênios da metila (CH3).
Figura 4 – Espectro de RMN – 1H para o biodiesel de óleo de girassol comercial, obtido a
temperatura ambiente (26o C) em 3h de reação.
Fonte: Universidade Federal de Santa Catarina, 2008.
Caracterização por IV
Os resultados obtidos no espectro de IV, apresentado na Figura 5, foram
semelhantes para todos os produtos obtidos nas diferentes temperaturas e
tempos de reação, com etóxido de sódio e óleo utilizado.
No espectro de IV (Figura 8) para o biodiesel de óleo de girassol comercial,
obtido a temperatura ambiente (26 oC) em 3h de reação, observam-se as
bandas com comprimento de onde de 2926 e 2854 (CH), 1739 (C=O), 1465,
1371, 1180, 1035, as quais podem ser confirmadas na figura 5.
45
40
15
10
1739.79
2926.01
2854.64
424.339
20
gc_fra.spc
3600
3400
3200
3000
2800
497.633
482.203
471.594
459.057
440.733
412.766
405.05
602.754
593.11
546.818
1180.43
25
5
715.589
1035.77
1465.9
30
1371.38
35
2600
2400
2200
2000
1800
1600
1400
1200
1000
800
600
Wavenumbers
Figura 5 – Espectro IV para o biodiesel de óleo de girassol comercial, obtido a temperatura
ambiente (26o C) em 3h de reação.
Fonte: Universidade Federal de Santa Catarina, 2008.
4.1 Outros Resultados
Reações utilizando metóxido e propóxido
Durante a quarta e quinta etapa as reações foram realizadas nas mesmas
condições da etapa anterior, que seguem a utilizando óleo girassol comercial e
óleo alimentar usado, tempo reacional de 3h e à temperatura ambiente (24°C),
utilizando álcool metílico. Nesta fase do projeto o período do ano era
outono/inverno e as temperaturas apresentaram-se inferiores à 26°C. Á
temperatura média dos dias em que foram realizadas as reações era de
aproximadamente 24º C no laboratório de química.
As reações de síntese de biodiesel com álcool metílico, tanto com óleo de
girassol comercial e óleo alimentar usado, respectivamente, foram realizadas
sem a utilização de sistema de refluxo.
As Tabelas 5 e 6 apresentam os resultados das sínteses de biodiesel
realizadas com álcool metílico e óleo de girassol comercial e com óleo alimentar
usado, respectivamente.
Tabela 5 – Rendimento da síntese do processo de obtenção do biodiesel,
utilizando óleo girassol comercial, metóxido de sódio, tempo reacional de 3h e
temperatura 24°C.
Tempo
Temperatura
Biodiesel (ésteres metílicos)
Glicerina
Perdas
(°C)
(%)
(%)
(%)
3 horas
24
70,5
14,06
15,44
3 horas
24
74
12,5
13,5
3 horas
24
72,21
9,04
18,75
Média
24
72,2
11,8
15,8
Quando utilizado óleo girassol comercial, o rendimento médio da triplicata
foi de 84%, sendo 72,2% de biodiesel e 11,8% de glicerina, como pode se
verificado na Tabela 5.
Na Tabela 6, quando a reação foi realizada com óleoalimentar usado, o
rendimento médio da triplicata foi de 85%, sendo 72,2% de biodiesel e 12,7% de
glicerina.
Tabela 6 - Rendimento da síntese do processo de obtenção do biodiesel,
utilizando óleo alimentar usado, metóxido de sódio, tempo reacional de 3h e
temperatura ambiente.
Tempo
Temperatura
Biodiesel (ésteres metílicos)
Glicerina
Perdas
(°C)
(%)
(%)
(%)
3 horas
24
74
12,16
13,84
3 horas
24
70,5
13,21
16,3
3 horas
24
72
12,7
15,3
Média
24
72,2
12,7
15,1
Na Tabela 7 tem-se os resultados das sínteses em triplicata de biodiesel
realizadas com óleo alimentar usado, metóxido de sódio, temperatura ambiente
e tempo de reação de 30 minutos.
Tabela 7 - Processo de síntese do biodiesel com óleo alimentar usado, metóxido
de sódio, tempo de reação de 30 minutos e temperatura ambiente.
Tempo
Temperatura Biodiesel (ésteres metílicos) Glicerina Reagentes
Perdas
(°C)
(%)
(%)
(%)
(%)
30 minutos
24
75
9,5
5
10,5
30 minutos
24
75
9,5
5
10,5
30 minutos
24
72,5
9,5
4,8
10,6
Média
24
74,2
9,5
4,9
10,5
Na Tabela 7 pode ser verificado que o rendimento médio da triplicata foi
de 83,7%, sendo 74,2% de biodiesel e 9,5% de glicerina.
As reações com metanol mostraram-se em termos de rendimento
semelhantes às reações com etanol. Fazendo uma comparação entre
rendimento obtido com metanol e etanol verificou-se uma diferença de 2% a
mais no teor de biodiesel e de glicerina nas reações efetuadas com metanol.
Para as reações efetuadas com óleo alimentar usado e metanol,
considera-se obtido valores semelhantes às reações efetuadas com o óleo de
girassol comercial.
No espectro de RMN 1H para o biodiesel de óleo de girassol comercial,
obtido a temperatura ambiente (24 oC) em 3h de reação com metóxido de sódio
observa-se em 5,32 ppm um multiplete correspondente aos prótons vinílicos (C
=C- H), em 3,64 ppm, um singlete correspondendo aos prótons metílicos do
grupo éster (CH3), em 2,28 ppm, um triplete correspondente aos prótons
metilênicos vizinhos a carbonila (CH2COO), em 1,96 ppm e em 1,56 ppm,
observa-se os sinais referentes aos prótons metilênicos vizinhos à vinila (C=CCH2), em 1,23 ppm os demais prótons metilênicos (CH2) e, em 0,87 ppm, um
triplete referente a metila (CH3). Os espectros de RMN 1H foram semelhantes
para todos os biodieseis obtidos com metóxido indiferente do tempo e
temperatura de reação.
As reações de síntese do biodiesel com propanol, etapa 6 do trabalho,
ocorreu com sucesso, sendo os rendimentos foram inferiores as reações
efetuadas com etanol e metanol. Essas reações não foram realizadas em
triplicata. O rendimento mínimo foi de 36,51% e o máximo foi de 65% de
conversão em ésteres propílico. Os espectros de IV e RMN 1H ainda não foram
realizados.
Reações utilizando hidróxido de sódio etanol
Foram também realizadas reações utilizando como reagente o hidróxido
de sódio, porém estas não obtiveram sucesso. Após cinco tentativas variando a
quantidade do regente NaOH, sem ocorrência do processo de transesterificação
acredita-se que o motivo é devido a presença de ácidos graxos livres da
matéria-prima que pode neutralizado parte do reagente, também pode ter
ocorrido a reação de saponificação, sendo esse o método clássico de produção
de sabão.
5. Conclusões
No trabalho foi realizado o estudo do processo de síntese de biodiesel, a
partir de óleo de girassol comercial e óleo alimentar usado com alcóxidos.
Tendo-se
alcançado
os
objetivos
de
compreensão
da
reação
de
transesterificação, otimização das condições reacionais e caracterização do
produto biodiesel, que garantam uma produção eficiente deste combustível.
Foi verificado que a etanólise do óleo de girassol comercial e do óleo
alimentar usado, apresentou excelente viabilidade técnica, comparável a
própria transesterificação metílica, tantas vezes indicada como de maior
simplicidade operacional. A etanólise do óleo pode ser conduzida com grande
sucesso e em alto rendimento, permitindo a obtenção de um produto de
qualidade e facilitando a eventual transferência desta tecnologia para o
pequeno e médio produtor.
De um modo geral, variações na temperatura durante a síntese do
biodiesel não apresentaram influência significativa sobre o rendimento da
reação, sendo assim o processo pode ocorrer satisfatoriamente à temperatura
ambiente. Também não foi verificado influencia importante no tempo de reação,
sendo que foi testado reações de 30 minutos, 3h, 12h e 24h.
Com a redução de tempo e temperatura, tem-se uma importante
redução de custos de produção e redução de uso de recursos naturais, como,
água e energia.
Esse estudo pode ampliar a produção brasileira, fazendo com que a
demanda de produção e o uso do biodiesel aumentem, tornando-o mais
atraente, pois explora uma matéria prima com baixo valor agregado (óleo
alimentar usado) e de grande impacto ambiental.
Nas questões sociais a indústria de biodiesel poderá gerar um grande
número de empregos diretos ou indiretos, tanto no cultivo como nas fábricas
propriamente ditas. Para os agricultores a utilização de biodiesel como
combustível para suas máquinas, como por exemplo, nos tratores, soma-se a
vantagem de economizar em combustível além de reduzir a geração de
resíduos e a necessidades de tratamento destes. O processo produtivo do
biodiesel fortalece o agronegócio e ajuda a promover o crescimento regional
sustentado, reduzindo o êxodo rural.
A diminuição das emissões atmosféricas, o desenvolvimento de
produtos biodegradáveis gerado por fontes renováveis, como o óleo vegetal, se
encaixam
na
questão
ambiental
mundial,
como
os
Mecanismos
de
Desenvolvimento Limpo (MDL).
A continuidade deste trabalho pode ocorrer pela produção em escala
piloto e avaliação de desempenho, pelo uso em veículos ou motores
analisando as emissões geradas e resíduos formados dentro dos motores e
componentes auxiliares.
A utilização de biodiesel como combustível tem apresentado um
potencial promissor no mundo inteiro. Em primeiro lugar, pela sua enorme
contribuição ao meio ambiente, com a redução qualitativa e quantitativa dos
níveis de poluição ambiental, e, em segundo lugar, como fonte estratégica de
energia renovável em substituição ao óleo diesel e outros derivados do
petróleo.
Este trabalho constitui então uma proposta de metodologia para uma
matéria prima com potencial para geração de energia, menos poluente e de
baixo custo.
TRABALHOS APRESENTADOS EM EVENTOS:
Parte do relatório foi
apresentada
em congressos nacional e
internacional, sendo:
Apresentação na forma de Pôster no VI Simpósio Brasileiro de
Engenharia Ambiental organizado pela Associação Brasileira de Engenharia
Ambienta que ocorreu nos dias 30 de Abril à 3 de Maio em Serra Negra - SP.
Apresentação na forma Oral no VI Simpósio Internacional de
Qualidade Ambiental organizado pela Associação Brasileira de Engenharia
Sanitária e Ambiental (ABES- RS), este ocorreu nos dias 26 à 28 de Maio em
Porto Alegre - RS.
Apresentação na forma de Pôster no 60a Reunião Anual da Sociedade
Brasileira para o Progresso da Ciência que ocorreu nos dias 13 a 18 de julho
de 2008 em Campinas – SP.
O Trabalho foi submetido ao PRÊMIO MERCOSUL DE CIÊNCIA E
TECNOLOGIA – ANO 2008, o resultado dos trabalhos vencedores será
divulgado no dia 22 de setembro de 2008.
O trabalho esta sendo reescrito para ser submetido a publicação em
revista indexada.
Agradecimentos
A UNISUL pelo incentivo a pesquisa, ao CNPq pela bolsa de iniciação
cientifica e ao prof. Dr. Hugo Gallardo da UFSC.
6. Referências
ALMEIDA, C. C, et al. Apropriação dos recursos naturais no programa
nacional de produção e uso do biodiesel, Química Nova, 2006.
ASG RENAISSANCE. Biodiesel End-user Survey: Implications for Industry
Growth – Final Report Out. Citação de referências e documentos eletrônicos.
Disponível em: < http://www.biodiesel.org/ >. Acesso em Abril de 2007.
BARAKOS, S.; PASIAS, N.; PAPAYANNAKOS, B. Transesterification of
triglycerides in high and low quality oil feeds over an HT2 hydrotalcite
catalyst, Bioresource Technology, 2007.
CRUZ, R. S., et al. Análise comparativa do biodiesel derivado do óleo de
soja obtido com diferentes álcoois, Química Nova, 2007.
FERRARI, R. A.; OLIVEIRA, V. S.; SCABIO, A. Química Nova, v.28, n.1, p. 1923, 2005
GALLARDO, H. S. Prepraração de biodiesel utilizando como matéria prima
de óleos vegetais e gordura animal. Florianopólis, 56 p., 2007. Trabalho de
Conclusão de Curso - Universidade Federal de Santa Catarina.
HOZENFELD, H.; FORCELLINI, F. Gestão de desenvolvimento de produtos:
uma referência para a melhoria do produto. Ed. Saraiva, 2006.
Mc MURRY. Química Orgânica, 5ªed. Livros técnicos e Científicos, Editora
Guanabara Koogan S. A., 2005
MORRISON R. T.; BOYD, R. N. Química Orgânica, 8 ed., Lisboa: Fundação
Calouste Gulbenkian, 2006.
PETERSON, C L.; HUSTRULID, T. Biomass and bioenergy, 14, 2, 471, 1998.
PROGRAMA NACIONAL DE PRODUÇÃO E USO DE BIODIESEL. Citação de
referências
e
documentos
eletrônicos.
Disponível
em:
<
http://www.biodisel.gov.br > Acesso em Março de 2007.
REVISTA BIODIESEL. Citação de referências e documentos eletrônicos.
Disponível em: < http://www.revistabiodisel.com.br >. Acesso em 03/04/2007.
SOLOMONS, T. W. G. Química Orgânica; V1 e V2, 6a ed; Livros Técnicos e
Científicos; Rio de Janeiro; 1996.
TAUTZ, C. Ecologia e desenvolvimento, 2002, 103, 1.
VICENTE G., MARTÍNEZ M., ARACIL J. Optimisation of integrated biodiesel
production. Part I. A study of the biodiesel purity and yield, Bioresource
Technology, n. 98, p. 1724–1733, 2007.
VICENTE G., MARTÍNEZ M., ARACIL J. Optimisation of integrated biodiesel
production. Part II: A study of the material balance, Bioresource Technology,
n. 98, p. 1754–1761, 2007.