Materiais de Construção
METAIS
série MATERIAIS
joão guerra martins
alberto marinho pereira
5.ª edição / 2010
Apresentação
Este texto resulta inicialmente do trabalho de aplicação realizado pelos alunos da disciplina de
Materiais de Construção I do curso de Engenharia Civil, sendo baseado no esforço daqueles que
frequentaram a disciplina no ano lectivo de 1999/2000, vindo a ser anualmente melhorado e
actualizado pelos cursos seguintes, não tendo qualquer outro objectivo para além do restritamente
académico, sendo excluída, liminarmente, qualquer futura utilização para fins comerciais.
No final do processo de pesquisa e compilação, o presente documento acaba por ser, genericamente,
o repositório da Monografia do Eng.º Alberto Pereira que, partindo do trabalho acima identificado,
o reviu totalmente, reorganizando, contraindo e aumentando em função dos muitos acertos que o
mesmo carecia.
Pretende, contudo, o seu teor evoluir permanentemente, no sentido de responder quer à
especificidade dos cursos da UFP, como contrair-se ainda mais ao que se julga pertinente e alargarse ao que se pensa omitido.
Esta sebenta insere-se num conjunto que perfaz o total do programa da disciplina, existindo uma por
cada um dos temas base do mesmo, ou seja:
I.
II.
Metais
Pedras naturais
III.
Ligantes
IV.
Argamassas
V.
VI.
VII.
VIII.
IX.
X.
XI.
XII.
XIII.
Betões
Aglomerados
Produtos cerâmicos
Madeiras
Derivados de Madeira
Vidros
Plásticos
Tintas, ceras e vernizes
Colas e mastiques
Embora o texto tenha sido revisto, esta versão não é considerada definitiva, sendo de supor a
existência de erros e imprecisões. Conta-se não só com uma crítica atenta, como com todos os
contributos técnicos que possam ser endereçados. Ambos se aceitam e agradecem.
João Guerra Martins
Os Metais na Construção Civil
ÍNDICE GERAL
ÍNDICE GERAL ................................................................................................................................................... 2 ÍNDICE DE FIGURAS ......................................................................................................................................... 4 ÍNDICE DE TABELAS ........................................................................................................................................ 6 INTRODUÇÃO ..................................................................................................................................................... 7 1. PROPRIEDADES ............................................................................................................................................. 9 1.1. PROPRIEDADES GERAIS................................................................................................................................. 9 1.2. PROPRIEDADES MECÂNICAS ....................................................................................................................... 10 1.2.1. Tensão ............................................................................................................................................... 11 1.2.2. Deformação ....................................................................................................................................... 11 1.2.3. Falha de um material ......................................................................................................................... 11 1.2.4. Fractura .............................................................................................................................................. 11 1.2.5. Resistência estática ............................................................................................................................ 12 1.2.6. Resistência à tracção .......................................................................................................................... 12 1.2.7. Resistência à compressão .................................................................................................................. 12 1.2.8. Resistência à flexão, torção e outros esforços isolados ou combinados ............................................ 12 1.2.9. Módulo de elasticidade ...................................................................................................................... 13 1.2.10. Deformação plástica ........................................................................................................................ 13 1.2.11. Tenacidade....................................................................................................................................... 13 1.2.12. Flexibilidade .................................................................................................................................... 14 1.2.13. Elasticidade...................................................................................................................................... 14 1.2.14. Plasticidade ...................................................................................................................................... 14 1.2.15. Ductilidade ...................................................................................................................................... 14 1.2.16. Maleabilidade .................................................................................................................................. 15 1.2.17. Friabilidade ...................................................................................................................................... 15 1.2.18. Fusibilidade ..................................................................................................................................... 15 1.2.19. Resistência à fadiga ......................................................................................................................... 16 1.2.20. Dureza ............................................................................................................................................. 16 1.2.21. Resistência ao desgaste .................................................................................................................... 16 1.2.22. Resistência a danos .......................................................................................................................... 16 1.2.23. Relaxação ........................................................................................................................................ 17 1.2.24. Fluência ........................................................................................................................................... 17 1.2.25. Coeficiente de dilatação térmico ..................................................................................................... 17 1.3. PROPRIEDADES FÍSICAS E QUÍMICAS ........................................................................................................... 19 1.3.1. Aspecto/textura .................................................................................................................................. 19 1.3.2. Cor ..................................................................................................................................................... 19 1.3.3. Brilho ................................................................................................................................................. 19 1.3.4. Densidade .......................................................................................................................................... 19 1.3.5. Sensibilidade...................................................................................................................................... 20 1.3.6. Durabilidade ...................................................................................................................................... 20 1.3.7. Propriedades eléctricas e magnéticas ................................................................................................. 20 1.3.8. Propriedades térmicas ........................................................................................................................ 21 1.3.9. Propriedades acústicas ....................................................................................................................... 21 1.3.10. Propriedades químicas ..................................................................................................................... 21 2. METAIS FERROSOS .................................................................................................................................... 23 2.1. O FERRO..................................................................................................................................................... 23 2.1.1. Propriedades Químicas ...................................................................................................................... 25 2.1.2. Propriedades Físicas .......................................................................................................................... 27 2.1.3. Usos e Aplicações - Ferro .................................................................................................................. 28 2.2. O AÇO ........................................................................................................................................................ 29 2.2.1. Fabrico do aço ................................................................................................................................... 29 2.2.2. Tratamentos do Aço (térmicos, mecânicos e químicos) .................................................................... 37 2.2.3. Tipos de Aços .................................................................................................................................... 44 2.2.4. Estudo das deformações do aço ......................................................................................................... 46 2.2.5. Aços inoxidáveis ............................................................................................................................... 65 2
Os Metais na Construção Civil
2.2.6. Aço “corten” ou patinados ................................................................................................................. 70 2.2.7. Protecção dos aços contra a corrosão ................................................................................................ 72 2.2.8. Protecção dos aços contra o fogo....................................................................................................... 84 2.2.9. Tipos de ligações nas peças de aço .................................................................................................... 85 2.2.10. Síntese de avarias em ferro e aços ................................................................................................. 104 3. METAIS NÃO FERROSOS......................................................................................................................... 106 3.1. ALUMÍNIO ................................................................................................................................................ 106 3.1.1. Características.................................................................................................................................. 106 3.1.2. Tecnologia de fabrico ...................................................................................................................... 107 3.1.3. Tecnologia de transformação ........................................................................................................... 108 3.1.4. Tecnologia de tratamento ................................................................................................................ 109 3.1.5. Anodização ...................................................................................................................................... 110 3.1.6. Controle e garantia........................................................................................................................... 111 3.1.7. Controlo de qualidade ...................................................................................................................... 111 3.1.8. Termolacagem ................................................................................................................................. 112 3.3. COBRE ...................................................................................................................................................... 115 3.4. ZINCO ....................................................................................................................................................... 116 3.5. CHUMBO .................................................................................................................................................. 117 3.6. ESTANHO.................................................................................................................................................. 118 3.7. CÁDMIO ................................................................................................................................................... 119 3.8. MERCÚRIO ............................................................................................................................................... 119 3.9. NÍQUEL .................................................................................................................................................... 120 3.9. COBALTO ................................................................................................................................................. 120 3.10. ANTIMÓNIO ............................................................................................................................................ 120 3.11. BISMUTO ................................................................................................................................................ 120 3.12. PRATA .................................................................................................................................................... 121 3.13. OURO ..................................................................................................................................................... 121 3.14. PLATINA ................................................................................................................................................. 121 3.15. IRÍDIO ..................................................................................................................................................... 122 3.16. RÓDIO .................................................................................................................................................... 122 3.17. RUTÉNIO ................................................................................................................................................ 122 3.18. ÓSMIO .................................................................................................................................................... 122 3.19. PALÁDIO................................................................................................................................................. 122 3.20. MAGNÉSIO ............................................................................................................................................. 123 3.21. CRÓMIO .................................................................................................................................................. 123 3.22. MANGANÉS ............................................................................................................................................ 123 3.23. TUNGSTÉNIO .......................................................................................................................................... 123 3.24. MOLIBDÉNIO .......................................................................................................................................... 123 3.25. TÂNTALO ............................................................................................................................................... 124 3.26. TITÂNIO.................................................................................................................................................. 124 3.27. LIGAS METÁLICAS .................................................................................................................................. 124 3.27.1. Latão .............................................................................................................................................. 125 3.27.2. Bronze ........................................................................................................................................... 125 3.27.3. Alumínio ........................................................................................................................................ 126 BIBLIOGRAFIA............................................................................................................................................... 127 LÉXICO ............................................................................................................................................................. 129 ANEXO I - Vantagens do aço na Construção Civil ....................................................................................... 142 ANEXO II – Algumas aplicações dos aços na construção civil ..................................................................... 146 ANEXO III – Algumas notas sobre METAIS NÃO FERROSOS ................................................................ 161 ALUMÍNIO ....................................................................................................................................................... 161 Alumínio anodizado .................................................................................................................................. 171 Alumínio lacado ........................................................................................................................................ 171 COBRE ............................................................................................................................................................ 172 O Cobre e suas Ligas ................................................................................................................................. 174 ZINCO ............................................................................................................................................................. 183 3
Os Metais na Construção Civil
ÍNDICE DE FIGURAS
Figura 1 – Ferro: Vista sobre chapas de amostra. ................................................................................................. 25 Figura 2 - Estrutura Cristalográfica do Ferro: Cúbico de corpo centrado. ........................................................... 28 Figura 3 - Produção de Aço. ................................................................................................................................. 36 Figura 4 – Estiramento. ......................................................................................................................................... 42 Figura 5 – Relação ente tenacidade e resilência num aço macio e num de alta resistência................................... 43 Figura 6 – Relação ente tensão e deformação em função da percentagem de carbono. ........................................ 45 Figura 7 – Relação figurativa entre dimensões de uma peça e a sua esbelteza. .................................................... 47 Figura 8 – Exemplo de um caso de perda de equilíbrio por esforço axial de compressão. ................................... 47 Figura 9 – Provete de ensaio mecânico de resistência. ......................................................................................... 48 Figura 10 – Provete preparado para ensaio de resistência. .................................................................................... 48 Figura 11 – Diagrama de forças/deslocamentos de um aço. ................................................................................. 49 Figura 12 – Diagrama força-deslocamento em fase elástica pura (Limite de Proporcionalidade). ....................... 50 Figura 13 – Rotura do provete. ............................................................................................................................. 51 Figura 14 – Diagrama tensões-deformações. ........................................................................................................ 52 Figura 15 – Colo de estricção................................................................................................................................ 52 Figura 16 - Oscilações devidas a reacções da máquina à mudança de comportamento do provete. ..................... 53 Figura 17 – Significado gráfico do Módulo de Elasticidade. ................................................................................ 54 Figura 18 – Configuração do troço CD (oscilações devidas a reacções da máquina de ensaios).......................... 54 Figura 19 – Diagrama tensões-deformações de um aço macio. ............................................................................ 55 Figura 20 – Relações tensões-deformações (σ-ε) para um aço duro. .................................................................... 58 Figura 21 – Pontos notáveis das relações tensões-deformações para um aço duro. .............................................. 59 Figura 22 – Endurecimento. .................................................................................................................................. 60 Figura 23 – Ensaios de dobragem. ........................................................................................................................ 61 Figura 24 – Relaxação de tensões. ........................................................................................................................ 62 Figura 25 - St. Louis Arch – Arq.º Eero Saarinen. ................................................................................................ 66 Figura 25.A – Perda de massa causada pela corrosão em aços estruturais e patinados não pintados ................... 71 Figura 26 – Ligação de peças metálicas por rebitagem. ........................................................................................ 85 Figura 27 – Pormenor de ligação de peça metálica por rebitagem. ....................................................................... 86 Figura 28 – Sequência de ligação de peça metálica por rebitagem. ...................................................................... 87 Figura 29 – Pormenor do remate de peça metálica por rebitagem. ....................................................................... 87 Figura 30 – Cabos presos a rebites. ....................................................................................................................... 87 Figura 31 – Ligação rebitada em estrutura metálica. ............................................................................................ 88 Figura 32 – Ligação aparafusada de base de pilar................................................................................................. 89 Figura 33 – Ligação aparafusada de guarda corpo. ............................................................................................... 89 Figura 34 – Esquema da soldadura oxi-acetilénica ............................................................................................... 90 Figura 35 – Aplicação de soldaduras por eléctrodo revestido. .............................................................................. 90 Figura 36 – Aparelhagem de soldar por eléctrodos revestidos .............................................................................. 91 Figura 37 – Soldadura TIG esquema de princípio ................................................................................................ 94 Figura 38 - Cordões com solda TIG ...................................................................................................................... 95 4
Os Metais na Construção Civil
Figura 39- Esquema de princípio soldadura MIG e MAG .................................................................................... 97 Figura 40 – Estrutura soldada e pormenor de cordões de soldadura. .................................................................... 97 Figura 41 - Soldadura arco submerso.................................................................................................................... 98 Figura 42 - Pormenor de soldadura ....................................................................................................................... 99 Figura 43 - Soldadura por roletes esquema de principio .................................................................................... 101 Figura 44 - Soldadura por pontos esquema de princípio ..................................................................................... 101 Figura 45 - Operação de soldadura por pontos.................................................................................................... 103 Figura 46 - Perfil de alumínio para aplicação em Janelas ................................................................................... 106 Figura 47 - Billetes armazenados ........................................................................................................................ 108 Figura 48 - Perfis simples tubulares anodizados para andaimes em alumínio .................................................... 111 Figura 49 - Pormenor de um perfil de alumínio termolacado de uma persiana fixa ........................................... 112 Figura 50 - Secção de uma caixilharia em alumínio lacado ................................................................................ 114 Figura 51 - Chapa de aço zincada de perfil sinusoidal ........................................................................................ 117 Figura 52 - Museu Guggenheim em Bilbau. ....................................................................................................... 124 Figura 53 - Formas comuns de rebites ................................................................................................................ 147 Figura 54 - Exemplos de perfis em aço ............................................................................................................... 148 Figura 55 - Vigas de aço preparadas para montagem ......................................................................................... 149 Figura 56 - Cúpula executada com combinação de perfis ................................................................................... 149 Figura 57 - Exemplo das possibilidades construtivas com perfis metálicas ........................................................ 149 Figura 58 - Pormenores de encaixe de perfis tubulares simples (sistema de andaimes) ..................................... 151 Figura 59 - Pormenores de encaixe de perfis tubulares simples (sistema de andaimes) ..................................... 151 Figura 60 - Configuração geométrica da superfície dos varões nervurados. ....................................................... 152 Figura 61 - Varões de aço para betão: diagramas tensões-deformações ............................................................. 153 Figura 62 - Rolos de armaduras electro-soldadas ............................................................................................... 155 Figura 63 - Reforço de pavimento com armadura tipo “Malhasol” .................................................................... 156 Figura 64 - Deformação de uma viga para uma carga pontual centrada. ............................................................ 156 Figura 65 - Secção de um cabo de pré-esforço ................................................................................................... 157 Figura 66 - Diagrama de tensões-deformações modificado para aço trefilado ................................................... 158 Figura 67 - Aplicações de estruturas em aço....................................................................................................... 159 5
Os Metais na Construção Civil
ÍNDICE DE TABELAS
Tabela 1 – Ferro / Química ................................................................................................................................... 26 Tabela 2 - Ferro / Física ........................................................................................................................................ 27 Tabela 3 - Ferro / Energias .................................................................................................................................... 27 Tabela 4 – Aplicação dos Aços em função do teor de Carbono ............................................................................ 45 Tabela 5 – Comparação entre Aços Macios e Aços Duros ................................................................................... 59 Tabela 6 – Comparação entre Ensaios Destrutivos e não Destrutivos .................................................................. 65 Tabela 8 – Estruturas submersas e seus acabamentos ........................................................................................... 75 Tabela 9 – Chapas de piso e seus acabamentos..................................................................................................... 76 Tabela 10 – Resumo comparativo de processos de soldadura............................................................................. 102 Tabela 11 – Tipos e causas de deterioração em metais ....................................................................................... 105 Tabela 12 – Características dos aços (tensões-deformações) .............................................................................. 153 6
Os Metais na Construção Civil
INTRODUÇÃO
A evolução cientifico - metalúrgica dos dias de hoje faz-nos deparar com metais cujas
propriedades não se encaixam na classificação tradicional (dúcteis, bons condutores e
relativamente pesados), como é o caso das ligas metálicas leves, dos metais orgânicos ou dos
compósitos.
No entanto, a consequência do desenvolvimento da ciência e engenharia dos metais não é
apenas a sua simples implementação, mas também a introdução de novas técnicas de
aplicação e acrescidos resultados de exploração, tais como: alteração cirúrgica das suas
propriedades, como é o caso da resistência ao desgaste, à corrosão e à oxidação mas não
alterando significativamente o seu custo de fabrico.
Muitos destes metais influenciaram tanto o modo de vida das populações que se tornaram
indispensáveis ao funcionamento das sociedades modernas.
Há, porém, que ter em conta a selecção racional dos materiais e o modo de processamento
tecnológico que deverá ser económico quer em custos, quer em tempo, como na consciência
dos aspectos ambiental.
Do ponto de vista organizacional, o texto está dividido em três capítulos fundamentais:
•
O primeiro capítulo é dedicado, fundamentalmente, às características dos metais,
fazendo referência às propriedades gerais desses materiais, quer estas sejam
mecânicas, físicas ou químicas;
•
No segundo capítulo são abordados os metais ferrosos, com natural destaque para
uma abordagem sobre o Ferro e o Aço;
•
No terceiro capítulo são analisados um vasto leque de metais não ferrosos, como
o alumínio e o cobre, entre outros.
Na primeira parte, após identificadas as principais propriedades genéricas dos metais,
procura-se percorrer os metais mais aplicados em construção civil, efectuando-se uma
separação entre as duas principais famílias: metais ferrosos e não ferrosos.
No primeiro grupo encontram-se os dois mais tradicionais e quase desde sempre aplicados nas
construções e artefactos construídos pelo Homem: o ferro e o aço. Estudam-se as suas
principais propriedades químicas e físicas, bem como as suas principais aplicações. No caso
7
Os Metais na Construção Civil
do aço, elemento actualmente preponderante, analisa-se ainda o seu processo de fabrico do
aço, tipos de tratamento (térmicos, mecânicos e químicos), as indicações que se podem retirar
do seu comportamento em deformação, as suas ligas (nas quais de destaca o aço inoxidável),
métodos de protecção (contra a corrosão e o fogo), tipos de ligações nas peças mais correntes
e mesmo uma pequena síntese das avarias mais habituais.
No que trata dos metais não ferrosos mais aplicados, dá-se particular ênfase ao alumínio, dado
ser o mais empregue na actualidade nas edificações, não esquecendo outros igualmente
importantes, isolados (como o cobre e o zinco) ou ligados (como o latão e o bronze).
Em complemento, adiciona-se ainda um léxico bastante completo sobre esta temática, bem
como um anexo sobre as vantagens da adopção do aço na construção civil e outro sobre as
suas aplicações nesta actividade industrial
Acredita-se que o trabalho desenvolvido contém informação actualizada, abarcando a os
títulos mais importantes do tema. Desta forma, este texto contribuirá para a sensibilização e
esclarecimento de soluções, quer na fase de concepção, como na imediata e posterior selecção
de produtos aconselháveis para uma correcta utilização dos metais.
8
Os Metais na Construção Civil
1. PROPRIEDADES
1.1. Propriedades gerais
Os metais são utilizados pela sua capacidade de executar determinadas funções. São
largamente utilizados em edifícios como suporte estrutural, para conter e levar líquidos
quentes e frios, conduzir electricidade, excluir o ambiente externo (e conter alguns ambientes
internos) e para providenciar uma aparência agradável. Em princípio os metais já deviam ser
disponíveis na forma e acabamento desejado. Também não deviam apresentar problemas
quando é necessário juntá-los. Outros requisitos são o de serem capazes de resistir ao fogo e
não serem prejudiciais à saúde.
Uma importante divisão classificativa para os materiais mais correntes utilizados na
construção civil é entre o grupo dos dúcteis e dos frágeis:
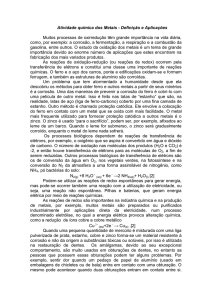
Material dúctil é aquele que apresenta grandes deformações antes da rotura (como
o aço, o alumínio, o cobre, etc.). O diagrama tensão-deformação dos materiais
dúcteis caracteriza-se basicamente por inicialmente apresentar uma zona linear onde
existe proporcionalidade entre a tensão e a deformação, sendo a deformação
reversível. Numa segunda fase verifica-se um grande aumento de deformação
(geralmente muito superior à verificada até ai) com uma variação relativamente
pequena da tensão, onde a deformação não é reversível apresentando deformações
residuais permanentes. Os diagramas tensão-deformação dos materiais dúcteis,
obtidos em ensaios de tracção e de compressão, apresentam as mesmas
características, exibindo os mesmos valores das tensões limite de proporcionalidade
e de cedência;
Material Frágil
Tensão
•
Material Dúctil
Zona recta (relação linear entre tensão e deformação)
Deformação
9
Os Metais na Construção Civil
•
Material frágil é aquele que se deforma pouco antes da rotura (caso do ferro
fundido, do betão, das pedras, do vidro, dos materiais cerâmicos, etc.), ou seja, é um
material que fractura praticamente sem previamente sofrer alterações geométricas e
superficiais visíveis, tendo como característica o facto de a rotura em tracção se dar
com um valor de tensão mais baixo que na compressão. Além disso, o diagrama
tensão-deformação dos materiais frágeis caracteriza-se por apresentar uma zona
linear menos definida, mais próxima de uma curvatura discreta que vai aumentando
gradualmente até à rotura (embora nem sempre assim seja, podendo surgir relações
lineares entre tensões e deformações até muito próximo da rotura, mas sempre sem
grandes deformações totais). Não apresenta deformações residuais significativas,
mesmo após a rotura.
•
Material tenaz (tenacidade) é aquele que apresenta admite deformações em
regime plástico (deformações permanentes), absorvendo energia de deformação,
permitindo dissipação e energia e redistribuição de tensões, pelo que se opõe à
propagação de fissuras (como o aço, etc.);
Dado que uma rotura dúctil pressupõe significativas deformações antes do colapso, essa
antecipação pode servir como anúncio do eventual futuro acidente, ou seja, um sintoma do
estado deficiente da estrutura com eventual indicação da sua próxima fractura (como
exemplos temos a fissuração de elemento estruturais ou alvenarias e rebocos; fendas em
pavimentos ou flechas excessivas; empenos de caixilharias ou quebra de vidraças; etc.).
Já numa rotura frágil esse alerta não é facilmente aparente, ou muitas vezes sequer
minimamente perceptível, conduzindo esta ausência de sinais de alarme a uma situação
sempre de temer, pois ocorre sem qualquer aviso.
Esta diferença constitui-se numa das maiores vantagens dos materiais dúcteis sobre os frágeis.
1.2. Propriedades mecânicas
Procede-se à apresentação das principais propriedades mecânicas dos metais, muito embora
estas sejam abrangentes da generalidade dos materiais construtivos, com menor ou maior
pertinência, aplicam-se com toda a justeza aos agora em análise.
Diga-se que estamos a usar o termo “propriedades” no seu sentido mais lato, pois algumas das
entidades apresentadas são, por norma, habitualmente definidas como grandezas e não
10
Os Metais na Construção Civil
propriamente como propriedades. A nossa atitude visa a simplificação e a objectividade, sem
a perda do rigor formal indispensável.
1.2.1. Tensão
À grandeza mecânica ou energia que causa ou produz deformação ou fractura de um material
dá-se o nome de tensão (σ). Na realidade, a tensão refere-se ás forças inter-atómicas que
reagem a uma força externa aplicada.
1.2.2. Deformação
Todos os materiais, sem excepção, deformam-se quando sujeitos a cargas ou forças
mecânicas. O valor dessa deformação depende, evidentemente, do tipo de material, das
dimensões da peça e do valor das acções solicitantes.
Existem dois tipos básicos de deformação (ε): a deformação elástica, recuperável, e a
deformação plástica, não recuperável ou permanente (ainda que parcialmente restaurável se
em fase elásto-plástica).
1.2.3. Falha de um material
Existem três condições diferentes sob as quais se pode considerar que um material falhou na
sua missão:
¾ Por fractura, ou seja pela separação ou rotura do material;
¾ Por encurvadura ou colapso, como no caso de uma coluna ou pilar sujeita a cargas
excessivas (superiores à carga crítica);
¾ Por deformação plástica superior à admissível, mesmo nos casos em que uma
determinada deformação plástica ainda é aceitável.
1.2.4. Fractura
A situação final que resulta da aplicação de forças mecânicas e a separação completa ou
fractura do material. A fractura pode ser descrita de formas diferentes. O termos dúctil e frágil
caracteriza o comportamento do material antes da ocorrência da fractura, conceitos dos quais
se falará à frente no texto.
11
Os Metais na Construção Civil
1.2.5. Resistência estática
É a resistência (Fd) que um material apresenta a um ou diversos tipos de esforços exercidos de
forma estática, ou seja, admitindo que a acção da carga aplicada não encerra componentes
dinâmicas nem de velocidade. No fundo, trata-se de reconhecer que as deformações
produzidas são pequenas, ficando a caracterização da situação limitada à admissão de
pequenos deslocamentos.
A resistência como termo em si não é caracterizadora de nenhuma qualidade específica, ela
tem que ser relacionada com a acção que a motiva, como uma tracção, uma resistência
máxima à flexão, etc. Em termos de elementos estruturais esta pode assumir designações
directa segundo os efeitos solicitantes, como resistência ao vento, a movimentos térmicos ou a
vibrações (sejam sísmicas, com origem em máquinas ou motivadas pelo trânsito).
1.2.6. Resistência à tracção
A resistência à tracção (Ftd) de um material é a oposição que este exerce a uma solicitação que
o tende a deformar na direcção em que é aplicada e no sentido de lhe provocar uma
deformação por alongamento.
1.2.7. Resistência à compressão
A resistência à compressão (Fcd) de um material é a oposição que este exerce a uma
solicitação que o tende a deformar na direcção em que é aplicada e no sentido de lhe provocar
uma deformação por encurtamento. A resistência à compressão de um metal é normalmente
semelhante à resistência à tracção, mas de sinal contrário: primeiro ocorre uma deformação
elástica à qual se segue uma deformação plástica.
Contudo, e dado que a compressão é o tipo de esforço mais exigente para os materiais,
podem-se colocar problemas de instabilidade por encurvadura de secções e elementos, dai que
circunstâncias há que nem o limite elástico do material chega a ser atingido, dado que a peça
já, entretanto, instabilizou por não linearidade geométrica (efeitos de segunda ordem do tipo
P-Δ ou N-δ).
1.2.8. Resistência à flexão, torção e outros esforços isolados ou combinados
A resistência à flexão, torção e outros esforços, isolados ou combinados, pode sempre
decompor-se nos dois elementares que atrás de definiram. Na verdade, os tipos de esforços
12
Os Metais na Construção Civil
identificados no parágrafo anterior são mais caracterizadores de problemas mecânicos e
estruturais do que do material no sentido restrito, propriamente dito. Todavia, podemos
adiantar que, de uma forma genérica, secções, elementos e até estruturas metálicas (sobretudo
de aço), são muito utilizados e tem bom desempenho no que à resistência a estas acções
respeita. Designadamente o aço, isolado (nomeadamente em perfis metálicos), ou combinado
(por exemplo com o betão), é dos materiais estruturais mais utilizados na Construção Civil.
1.2.9. Módulo de elasticidade
O módulo de elasticidade (E) serve de parâmetro característico do comportamento de um
material na zona elástica, é uma das propriedades mecânicas mais importantes dos materiais,
representa a relação entre a tensão e a extensão no domínio elástico.
Esta relação é linear para a maioria dos materiais, mas outros, como o betão, o ferro fundido e
alguns metais não ferrosos, exibem uma relação de proporcionalidade tensão-extensão que é
linear apenas numa curta gama de valores.
Podemos, de uma forma simplificativa, instituir diferentes valores de E em função da zona de
relacionamento entre tensões e deformações (σ-ε), em regime elástico temos a conhecida lei
de Hook, em que: σ=E×ε.
1.2.10. Deformação plástica
O comportamento dos metais a temperaturas normais durante a deformação plástica pode ser
medido. Esta avaliação é usualmente feita em termos de percentagem de alongamento e
redução de área, de um provete sujeito a um ensaio de tracção ou pela capacidade do provete
de suportar uma dobragem a frio. A deformação plástica vincula uma modificação
permanente da peça, não recuperando mais esta a sua forma inicial, ou seja, o regresso à
forma anterior à da existência da acção que lhe provocou a alteração geométrica, mesmo que
esta solicitação seja completamente retirada.
1.2.11. Tenacidade
A tenacidade exprime a aptidão de um material absorver energia através de deformação
plástica antes de se fracturar, pelo que está muito associado à capacidade do material em
resistir à propagação de fendas.
13
Os Metais na Construção Civil
A resistência, que mede a tenacidade, diminui em regra (para os aços) à medida que a
resistência aumenta. Quer isto dizer que a partir de um certo valor da tensão instalada no
material (limite elástico), este entra em cedência, sendo necessário um menor acréscimo de
energia para provocar uma igual deformação. Por outras palavras, perde-se a linearidade (ou
univocidade) entre tensões e deformações, pelo que a uma mesmo aumento de unidade de
tensão surge uma maior extensão do que em fase elástica, pelo que o material perde
tenacidade.
Os metais podem-se classificar, por ordem crescente de tenacidade, do seguinte modo:
chumbo, estanho, zinco, ouro, prata, platina, cobre, ferro e aço.
1.2.12. Flexibilidade
A flexibilidade é a medida da capacidade do material de se submeter à deformação (sobretudo
elástica, mas também plástica) antes da fractura.
1.2.13. Elasticidade
A elasticidade é a propriedade que alguns metais possuem de adquirirem curvatura ou
extensão sem se deformarem de modo permanente nem quebrarem, readquirindo a forma
primitiva logo que cessa a acção que os curva ou distende.
1.2.14. Plasticidade
Plasticidade será o oposto da elasticidade, grosso modo. Portanto, poderemos dizer que será a
propriedade que alguns metais possuem de adquirirem curvatura ou extensão deformando-se
de modo permanente (podendo, ou não, chegar à rotura), não mais readquirindo a forma
primitiva mesmo que cesse a acção que os curva ou distende.
Normalmente este estado não é atingido de forma directa desde o início da acção que leva ao
comportamento plástico, decorrendo primeira e inicialmente uma fase elástica até se atingir
um certo valor de carga (limite elástico de carregamento).
1.2.15. Ductilidade
A ductilidade pode ser vista segundo duas perspectivas: uma de comportamento do material
em termos da sua capacidade de absorção de energia sem fractura, outra no que trata à sua
facilidade de se permitir moldar sem fracturar.
14
Os Metais na Construção Civil
Se bem que estas duas ópticas tenham conexão, podem ser vistas de forma independente,
assim:
1) A capacidade de absorção de energia sem fractura, está intimamente ligada com
a propriedade de um material se deixar deformar sem perda de resistência
significativa, o que pode ser importante para a dissipação de energia sísmica,
por exemplo, em elementos estruturais sujeitos a esta acção em que as
deformações expressivas são inevitáveis;
2) A facilidade de um material se permitir moldar sem fracturar, pode ser vista, sob
o ponto de vista de fabrico, como a propriedade que os metais apresentam, em
diverso grau, de se deixarem puxar à fieira, formando fios ou arames finos. A
ductilidade não está, porém, única e directamente relacionada com a
maleabilidade, porque também depende da tenacidade dos materiais.
O chumbo, o estanho, o zinco, o cobre, o níquel, o ferro, a platina, a prata e o ouro são, por
ordem crescente os que apresentam maior capacidade de ductilidade.
1.2.16. Maleabilidade
A maleabilidade é a propriedade que os metais possuem de se deixarem reduzir a formas
diversas a temperaturas ambiente ou a estas próximas (como chapas ou lâminas por meio de
percussão ou por sua passagem por laminadores a frio).
1.2.17. Friabilidade
A friabilidade é a propriedade oposta à maleabilidade, ou seja a dos metais serem
quebradiços.
Os metais mais maleáveis por ordem crescente são o níquel, o ferro, o zinco, o chumbo, a
platina, o estanho, o cobre, a prata e o ouro. O bismuto e o antimónio são exemplos de metais
friáveis.
1.2.18. Fusibilidade
A fusibilidade é a propriedade que os metais possuem de se liquefazerem ou derreterem sob a
acção do calor. Pode servir para a classificação dos metais em dois grupos: os que fundem
abaixo do rubro e os que são fusíveis acima do rubro. Entre estes, existem uns em que a fusão
15
Os Metais na Construção Civil
se opera a temperaturas facilmente obtidas nos fornos metalúrgicos, outros em que
dificilmente se consegue fundi-los nesses fornos e ainda outros considerados infusíveis (ou
infundível).
Enumerando, por ordem crescente, os que fundem abaixo do rubro, eles são: o estanho, o
bismuto, o chumbo, o zinco, o antimónio, o alumínio e a prata. Os outros são o cobre, o ouro,
o ferro e o níquel, com temperaturas de fusão acima dos 1000ºC. Por último, a platina que
apenas se consegue fundir em fornos eléctricos.
1.2.19. Resistência à fadiga
Quando um material é sujeito a cargas variáveis ao longo do tempo, eventualmente de forma
cíclica, pode dar-se a rotura sem que as tensões tenham ultrapassado a tensão máxima ou
mesmo da tensão limite de elasticidade, chamando-se a este fenómeno de fadiga.
1.2.20. Dureza
Embora a dureza seja uma das propriedades mais usadas para distinguir entre si vários
materiais, não existe uma definição do processo de medida universal aplicável para a sua
determinação.
Os métodos mais utilizados para o fazer são baseados em ensaios de penetração. Entre eles
salientam-se os ensaios de Brinell, mais indicado para materiais pouco duros, os ensaios de
dureza de Rockwell e os ensaios de dureza de Vickers. No fundo trata-se de aferir até que
ponto um material de deixa deformar por acção mecânica, ou tão só se permite ser
superficialmente riscado por outro material.
1.2.21. Resistência ao desgaste
Esta propriedade pretende caracterizar a capacidade que um material tem de resistir à acção
de forças abrasivas aplicadas na sua superfície. O desgaste é manifestado pela perda de
material, através do atrito ou do choque.
1.2.22. Resistência a danos
Esta propriedade, estando de algum modo relacionada com a fractura, é desta autónoma, pois
um dano não é necessariamente a separação entre partes de uma peça, ou destaque de
material. Efectivamente uma fissura, pequena que seja, é um dano, podendo variar a sua
severidade e importância em função da sua dimensão e da função da peça (por exemplo e
16
Os Metais na Construção Civil
respectivamente, se esta assume valores elevados passará a ser uma fenda, se a peça for um
reservatório qualquer abertura será inaceitável).
Os danos podem ser acidentais ou deliberados, ou ser uma qualidade directa do metal
trabalhado. Também se podem dever a propriedades do metal inadequadas ou à má qualidade
do material ou da mão-de-obra.
Metais sujeitos a uma carga constante mostram uma tendência para se deformar lentamente
com a passagem do tempo. Falha de fadiga envolve o crescimento de uma fissura sob esforços
repetidos, tais como vibrações reiteradas (como trânsito), movimentos térmicos diferenciais e
efeitos vibratórios (com o vento ou máquinas).
1.2.23. Relaxação
É a diminuição das tensões instaladas no material sem variação da deformação, ou seja, a
perda de tensão no tempo sob deformação constante. É o caso de uma peça sujeita a uma
força que lhe provoca uma extensão, que se mantém por um período prolongado, e que vê o
valor da acção necessária para manter esse estiramento diminuir (com mais ou menos
expressão dependendo do material). Isto sucede por rearranjo interno das partículas do
material, que se acomodam a esta situação.
1.2.24. Fluência
Aumento da deformação com o tempo, sem que haja variação de carga.
1.2.25. Coeficiente de dilatação térmico
É a variação unitária de comprimento entre dois pontos situados num corpo submetido à
variação de temperatura de um grau centígrado.
17
Os Metais na Construção Civil
Resumo:
z Propriedades Mecânicas (que surgem em todos os Materiais de Construção):
–
Tensão;
–
Deformação;
–
Falha (1 - Por fractura/rotura do material; 2 - Por encurvadura ou colapso; 3 Por deformação plástica excessiva);
–
Resistência mecânica;
–
Ductilidade;
–
Tenacidade;
–
Fragilidade;
–
Elasticidade;
–
Deformação plástica;
–
Flexibilidade/deformabilidade;
–
Maleabilidade/trabalhabilidade – oposto a friabilidade;
–
Fusibilidade/soldabilidade;
–
Fadiga;
–
Relaxação;
–
Fluência;
–
Dureza;
–
Desgaste/abrasão.
18
Os Metais na Construção Civil
1.3. Propriedades físicas e químicas
Os metais têm determinadas características próprias que os caracterizam, sendo identificadas
as mais significativas.
1.3.1. Aspecto/textura
Componentes metais podem ser obtidos numa grande variedade de cores, naturais e aplicadas,
e com texturas diferentes. A corrosão é responsável por mudanças no aspecto da superfície
que são, na maioria dos casos, desagradáveis à vista. Uma excepção importante é o cobre cujo
produto de corrosão, uma platina verde aderente, é considerada possuir uma aparência
agradável.
1.3.2. Cor
A maior parte dos metais apresenta a cor branca mais ou menos pura. Porém, existem outros
metais que têm cor característica, como por exemplo o ouro e o cobre.
A cor dos metais é também alterada pela modificação que a sua superfície sofre pela presença
dos agentes atmosféricos, que, por vezes, provocam a sua oxidação superficial.
1.3.3. Brilho
De uma maneira geral, todos os metais são susceptíveis de receber polimento, tornando-se a
sua superfície brilhante, reflectindo a luz e as imagens dos objectos.
Tal como na cor, o brilho pode ser também alterado pela acção dos agentes atmosféricos,
tornando os metais baços, fazendo-lhes perder o brilho por completo. Contudo, nem só os
agentes atmosféricos podem causar esses efeitos, casos como as de acções químicas e
térmicas podem motivar iguais alterações tomando-os baços (caso de ciclos de aquecimento e
arrefecimento mesmo em aço inoxidável).
1.3.4. Densidade
A densidade de um metal consiste na relação entre o peso da unidade de volume desse metal e
o peso de igual volume de um outro corpo tomado como termo de comparação. O corpo que
se toma para comparação é água destilada, à temperatura de 4,1ºC e à pressão normal.
19
Os Metais na Construção Civil
Os pesos específicos, ou densidades relativas, dos metais mais usuais, por ordem crescente
são o alumínio, o antimónio, o zinco, o estanho, o ferro, o níquel, o cobre, o bismuto, a prata,
o chumbo, o mercúrio, o ouro e a platina.
1.3.5. Sensibilidade
A humidade exerce acção oxidante sobre a maioria dos metais, mas num grau muito variável.
É a inimiga natural dos metais.
Os aços comuns reagem com o meio ambiente, formando uma camada superficial de óxido de
ferro. Essa camada é extremamente porosa e permite a contínua oxidação do aço, produzindo
a corrosão, popularmente conhecida como "ferrugem".
Sobre o ferro a oxidação é profunda, acompanhada de hidratação, enferrujando-o e acabando
por destruí-lo. Sobre muitos outros metais a oxidação é superficial, cobrindo-os de uma ténue
camada de óxido, como acontece com o cobre, o chumbo e o zinco.
Os metais preciosos como o ouro, a prata e a platina mantém-se inalteráveis, enquanto o
níquel pouco se altera.
1.3.6. Durabilidade
Os metais utilizados na construção podem estar sujeitos a uma grande variedade de potenciais
situações de corrosão incluindo: abastecimento doméstico de água, águas residuais, águas
pluviais, atmosferas internas e externas, contacto com outros materiais de construção e
exposição a vapores corrosivos. A corrosão pode afectar o bom funcionamento da estrutura,
permitir a entrada de água num edifício, levar à distorção de outros materiais do edifício e
trazer consigo mudanças no aspecto.
1.3.7. Propriedades eléctricas e magnéticas
Estas propriedades dão uma indicação do comportamento dos materiais sob o efeito de
correntes eléctricas e campos magnéticos.
Uma das propriedades mais importantes é a condutividade eléctrica, sendo os materiais
classificados em condutores, isoladores e semicondutores. Esta consiste na maior ou menor
facilidade que os metais oferecem à passagem da corrente eléctrica ou à propagação de calor.
De uma maneira geral, todos os metais são bons condutores eléctricos.
20
Os Metais na Construção Civil
1.3.8. Propriedades térmicas
A resistência ao calor é uma propriedade que dá uma indicação da capacidade que um
material tem de manter as suas características estáveis quando a temperatura varia. As
temperaturas para as quais se verificam importantes alterações na estrutura a/ou
comportamento de um material são chamadas níveis ou pontos de transição.
Dentro das propriedades térmicas mais importantes a tomar em consideração, além da
resistência ao calor, temos a condutibilidade e emissividade térmicas e a dilatação. As
modificações dimensionais térmicas podem criar tensões no interior dos materiais, designadas
por tensões térmicas, que podem conduzir à fractura.
De uma maneira geral, todos os metais são bons condutores de calor, ficando ordenados por
ordem decrescente da seguinte maneira: prata, cobre, ouro, zinco, estanho, ferro, chumbo,
platina e bismuto.
1.3.9. Propriedades acústicas
A facilidade de propagação de sons num meio depende em grau elevado da sua densidade.
Ora, os metais são materiais densos, em geral, pelo que são bons condutores de ondas
acústicas, seja por ondulação pura ou percussão.
Se não seriam de adoptar no caso de isolamento acústico por choque (percussão), também não
são bons isoladores a som aéreo, mesmo atendendo a que a massa também um factor
importantes de isolamento acústico a sons deste tipo (até por razões económicas).
1.3.10. Propriedades químicas
As propriedades químicas de um material são muito importantes, particularmente no que diz
respeito à sua capacidade de resistência à corrosão (que não apenas a derivada da presença do
oxigénio). Esta corrosão não é mais do que a reacção entre o material e o ambiente químico
em que está mergulhado e pode resultar em perda de material ou deterioração, além de
modificar outras propriedades, tais como a resistência ao desgaste e à fadiga.
Os agentes químicos são sobretudo os ácidos que atacam os metais. O ácido clorídrico ataca o
ferro e o zinco a frio, enquanto o ácido sulfúrico é decomposto por estes. O ácido azótico
ataca a maioria dos metais excepto o ouro e a platina. Apenas a água-régia (mistura de certas
21
Os Metais na Construção Civil
proporções dos ácidos azótico e clorídrico) dissolve aqueles metais preciosos passando-os ao
estado de cloretos.
Resumo:
z Propriedades Físicas/Químicas:
– Aspecto/textura;
– Cor;
– Brilho;
– Densidade;
– Sensibilidade;
– Durabilidade.
z Propriedades eléctricas.
z Propriedades magnéticas.
z Propriedades térmicas.
z Propriedades acústicas.
z Propriedades de combinação (química) em ligas.
22
Os Metais na Construção Civil
2. METAIS FERROSOS
Os metais dividem-se em dois grandes grupos, mais precisamente em:
1) Metais ferrosos;
2) Metais não-ferrosos.
Do primeiro grupo fazem parte os ferros e os aços, enquanto que o segundo é formado pelos
restantes metais, como o cobre, o zinco, o alumínio e o chumbo, entre outros.
Da união de metais entre si, ou destes com outros elementos, obtêm-se as ligas.
Também elas podendo ser ferrosas ou não ferrosas, consoante a presença ou não de metais
ferrosos nas suas composições.
Entre os metais não ferrosos, os que mais se utilizam isolados e em ligas são:
¾ Cobre e ligas de cobre;
¾ Zinco e ligas de zinco;
¾ Níquel e ligas de níquel;
¾ Alumínio e ligas de alumínio;
¾ Magnésio e ligas de magnésio;
¾ Titânio e ligas de titânio.
Os metais conhecidos sob as designações de ferros e aços são produzidos a partir de minérios
onde o elemento químico “ferro” se encontra combinado especialmente com oxigénio.
2.1. O Ferro
Este metal acompanha o homem desde os primórdios de sua existência. Não se sabe quando
ou como o ferro foi descoberto. O seu emprego do ferro data dos mais antigos tempos da
História do Mundo. Foi do Oriente, sem dúvida, que o ferro se introduziu na Europa, pela
Grécia e depois pelo vasto Império Romano. Para espalhar o seu emprego por todos os países
muito contribuíram os Fenícios e os Cartagineses.
De facto, ferro já é conhecido desde tempo muito remotos. A arqueologia revelou que este
material era utilizado na Mesopotâmia e Egipto. Nos primeiros tempos em que foi fabricado,
23
Os Metais na Construção Civil
o fabrico do aço variava de região para região. Pensa-se que o Homem o descobriu
acidentalmente, proveniente dos meteoritos, que caíam em determinada região.
Posteriormente reconheceu-se a possibilidade de laboração e utilização dos minérios de ferro,
encontrados à superfície da terra, na obtenção do aço, tendo para isso começado a fundi-los
nas fogueiras
Registros do uso do ferro datam de antes de 3000 anos a.C. Os Hititas, povo que habitou a
Ásia Menor nos anos 1300/1200 a.C., já trabalhavam com o metal. Ferramentas de aço foram
encontradas na Assíria e datavam de 700 anos a.C.
No séc. XVII, em Portugal foram estabelecidas as primeiras ferrarias que fabricavam
principalmente canhões e cavilhas para navios. Só no século XVIII foram construídos alguns
fornos para a fabricação de ferro fundido, utilizado em canhões.
Até meados do século passado era utilizada para fabrico do aço a Forja Catalã. Na forja catalã
o minério era lançado para uma cuba que se encontrava dentro de um forno. Misturava-se
combustível com este minério, a insuflação de ar era feita com um fole. Por este processo a
elevação de temperatura não era muito grande e o ferro não chegava a fundir, ficando
misturado com as escórias e com um aspecto pastoso.
Desta maneira obtinha-se o ferro macio, que é um ferro com uma percentagem de carbono
inferior à do aço, ou mesmo aço, conforme a descarbonatação fosse muito intensa ou pouco
respectivamente.
Na verdade, foi em 1786, Monge Vandermond e Bertholet estabeleceram, que a diferença
entre ferro e aço era devido a quantidade de carbono.
Em 1879, Sidney Gilchrist Thomas e Percy Lyle Gilchrist, descobriram um processo para
remover o elemento fósforo (P) do ferro fundido (lingote).
A partir do XIX ganha enorme importância no contexto do fabrico de estruturas de
Engenharia Civil, sendo o concorrente da pedra e da madeira na construção do esqueleto de
edificações, pontes e outras estruturas.
Constitui aproximadamente 5% da crosta terrestre, sendo o quarto elemento mais abundante e
o segundo metal mais profuso.
24
Os Metais na Construção Civil
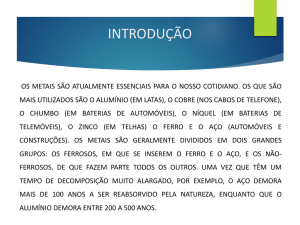
Figura 1 – Ferro: Vista sobre chapas de amostra.
A avaliação das reservas mundiais de minério de ferro deve ser encarada com certa restrição,
pois novas descobertas vão alterando o quadro destas reservas. As reservas de ferro estão
espalhadas pelo mundo todo; na Ásia, Oriente Médio, América do Sul, Europa, América do
Norte, Antilhas, África e Oceânia.
É um elemento relativamente abundante no universo, encontrado no Sol e noutras estrelas. Os
minerais mais importantes são: Magnetite (Fe3O4): 72,4% de ferro Hematite (Fe2O3): 70%
de ferro; Limonite (2Fe2O3.3H2O): 59,9% de ferro; Siderite (FeCO3): 48,3% de ferro.
Como curiosidade e para fins de busca bibliográfica cite-se as sua designação em várias
línguas (cuja origem é latina: "ferrum"): Alemão - eisen; Inglês - iron; Espanhol - hierro;
Francês - fer; Italiano - ferro).
No que se refere ao seu processo de fabrico, e dadas as relações de familiaridade directa com
o Aço (sendo este último mais utilizado na construção civil que o Ferro, propriamente dito),
este é apresentado no sub-capítulo que tratam deste metal e das suas ligas.
2.1.1. Propriedades Químicas
O ferro, quimicamente, é um metal simples, maleável a quente, dúctil, duro, tenaz e quando
puro altamente reactivo (embora dificilmente se apresente na forma pura). Oxida-se
rapidamente ao ar húmido, produzindo a ferrugem ou óxido de ferro hidratado, Fe2O3.xH2O
(ferrugem).
É um agente redutor e o único metal que pode ser temperado.
Dissolve-se facilmente em ácidos minerais diluídos, reage com ácidos não oxidantes e em
ausência de ar, produzindo compostos de ferro. Responde, ainda, com ácido nítrico (HNO3) a
quente, em presença de ar.
25
Os Metais na Construção Civil
É um componente vital para animais e plantas e componente importante na hemoglobina.
Pode ser classificado segundo o seu teor em carbono. Assim, o ferro macio é aquele cujo teor
em carbono não excede 0,0015 em peso, é maleável e não adquire têmpera. O ferro forjado é
o ferro macio obtido sem ser por fusão. O ferro macio obtido por fusão chama-se ferro
maleável e o seu teor em carbono fica compreendido entre 0,0015 e 0,003, que é o teor de
carbono presente no aço.
O ferro é muito magnético, atingindo a sua intensidade de magnetização cerca de 1700
unidades C.G.S. A resistividade do ferro macio é de 10 a 12 microhms, à temperatura de 0ºC.
Tabela 1 – Ferro / Química
FERRO (Fe) – Química
Informações gerais
Símbolo Químico
Fe
Número Atómico
26
Peso Atómico
55,845
Grupo da Tabela:
8 (VIIIB)
Configuração Electrónica
[Ar].3d6.4s2
Classificação
Metal de Transição
Estado Físico
Sólido (T=298K)
Cor:
Cinza prateada ou azulado
A cor do ferro macio é cinzenta-azulada. A densidade do ferro macio é de 7,78 e a do ferro
forjado 7,84. O ferro funde a 1500ºC, tomando a cor do rubro branco. Entre 1300 e 1400ºC,
solda-se autogeneamente, podendo ser trabalhado com facilidade ao martelo, forjando-o. Os
Ferros Fundidos são todas as ligas de ferro e carbono em que o teor deste último se situa entre
2,5 e 3,5%.
Distinguem-se os ferros fundidos cinzentos (carbono sob a forma de grafite) e os ferros
fundidos brancos (grafite sob a forma de cementite), sendo a diferença visível estabelecida
pela cor da sua fractura.
Têm, em geral, reduzida ductilidade e boa resistência à compressão. A soldabilidade é fraca,
usando-se normalmente apenas na recuperação de peças fendidas ou rachadas. Os ferros
fundidos brancos não são soldáveis.
26
Os Metais na Construção Civil
2.1.2. Propriedades Físicas
O alongamento do Ferro sob esforços de tracção pode ir até cerca de 15% do seu
comprimento total, podendo sofrer a tensão média de 350 MPa (350x106 Pa = 350x106 N/m2
= 350 N/mm2 = 350/9,8 Kg/mm2 ≅ 35 Kg/mm2) sem partir
Tabela 2 - Ferro / Física
FERRO (Fe) – Física
Informações gerais
Estado Físico (temperatura ambiente)
sólido
Densidade do sólido (g/cm3)
7,874
Ponto de Fusão (K)
1811,0
Ponto de Ebulição (K)
3134,0
Condutividade Térmica (W/m.k)
80,0
Resistividade Eléctrica (10-8.Ohm.m)
9,7
Calor Específico (J/g.K)
0,44
Eletronegatividade (Pauling)
1,9
Afinidade Eletrônica (kJ/mol)
15,7
O alongamento do Ferro sob esforços de tracção pode ir até cerca de 15% do seu
comprimento total, podendo sofrer a tensão média de 350 MPa (350x106 Pa = 350x106 N/m2
= 350 N/mm2 = 350/9,8 Kg/mm2 ≅ 35 Kg/mm2) sem partir.
As suas propriedades elásticas variam como seu teor em Carbono, sendo certo que quanto
maior a percentagem deste elemento na sua composição, menor a sua elasticidade (e maior a
sua fragilidade).
Tabela 3 - Ferro / Energias
FERRO – Energias
Energias de Ionização (kJ/mol)
1ª
762,5
2ª
3ª
4ª
5ª
6ª
1561,9 2957,0 5290,0 7240,0 9560,0
27
7ª
12060,0
Os Metais na Construção Civil
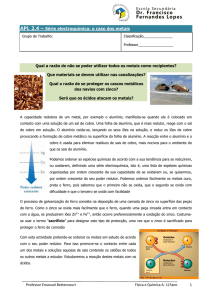
Figura 2 - Estrutura Cristalográfica do Ferro: Cúbico de corpo centrado.
2.1.3. Usos e Aplicações - Ferro
O ferro é usado em vários tipos de compostos e como ferro fundido. É um metal muito fácil
de trabalhar e o mais barato, pois é um dos mais abundantes metais na terra (como se referiu,
formando aproximadamente 5% da crosta terrestre). É o componente principal em ligas de
aço, o material base mais usado pela indústria moderna. Tendo uma muito boa relação
resistência/preço é profusamente aplicado na indústria me geral.
O ferro fundido é usado como material para:
•
•
•
•
•
Caixilharias;
Portões;
Grades;
Guardas;
Postes de iluminação.
Em produtos de inúmeras aplicações:
•
•
•
•
Ferramentas;
Pregos;
Parafusos;
Roscas e afins.
No fabrico de equipamentos e máquinas, como:
•
•
•
•
•
•
28
Recuperadores de Calor;
Radiadores;
Tornos mecânicos;
Peças variadas;
Máquinas e acessórios;
Etc.
Os Metais na Construção Civil
Embora sem interesse, directo ou indirecto, no âmbito deste trabalho, recorde-se o seu papel
na indústria farmacêutica e como metal essencial ao corpo humano, nomeadamente como
elemento da hemoglobina do sangue, a qual transporta o oxigênio (O2) dos pulmões para o
resto do corpo.
2.2. O Aço
Como derivado/familiar do ferro, o aço é, simplificadamente, um resultado de uma alteração
(para menos) da percentagem em carbono no primeiro. Dai que a sua história e origem se
misture e acompanhe a deste.
O aço tem possibilitado aos arquitectos, engenheiros e
construtores soluções arrojadas, eficientes e de alta qualidade,
desde que se iniciou a utilização de estruturas metálicas na
construção civil, até os dias actuais.
A arquitectura em aço sempre esteve associada à ideia de modernidade, inovação e
vanguarda, traduzida em obras de grande expressão plástica.
No entanto, as vantagens na utilização de sistemas construtivos em aço vão muito além da
linguagem estética de expressão marcante. A redução do tempo de construção, a
racionalização no uso de materiais e da mão-de-obra, além do aumento da produtividade,
passou a ser factores chave para o sucesso de qualquer empreendimento.
A multiplicidade da construção metálica possibilita a utilização do aço em obras como:
edifícios de escritórios e de apartamentos, residências uni e multifamiliares, pontes,
passadiços, viadutos, grandes superfícies comerciais (como “shopping centers” e
hipermercados), lojas, postos de gasolina, aeroportos, terminais rodoviários e ferroviários,
ginásios desportivos, torres de transmissão, etc.
2.2.1. Fabrico do aço
2.2.1.1. Generalidades
As matérias-primas mais importantes no fabrico de aço são o minério de ferro e o carvão. Este
metal é uma liga de ferro com certa percentagem de carbono, podendo conter outros
29
Os Metais na Construção Civil
elementos que são considerados impurezas ou que se lhe adicionam como o objectivo de lhe
conferir determinadas propriedades.
A classificação dos aço é feita tendo em conta, fundamentalmente, a sua percentagem em
carbono, assim:
¾ O aço macio tem uma percentagem entre 0.2% e 0.3% de carbono;
¾ O aço duro até 1.5% de carbono;
¾ Para percentagens superiores encontramos o ferro fundido ou gusa.
Muito embora as pequenas percentagens totais de carbono referidas, é este elemento quem
dita as principais propriedades e características do aço.
2.2.1.2. Sinterização
Na extracção, carregamento e crivagem dos minérios de ferro produzem-se percentagens
consideráveis de minérios de granulometria fina. Esse material não está indicado para a
fundição no alto-forno, sendo necessário sinterizá-lo, isto é, aglutiná-lo para conveniente
utilização.
Para isto funciona, em ligação com o alto-forno, uma instalação de sinterização, onde os
minérios finos com granulometria até 10 mm, são triturados até cerca de 3 mm, aglutinados
num tambor triturador com coque e eventualmente com castinas triturantes ou cal calcinada e
com cinzas de pirite, procedendo-se em seguida à sua humidificação em telas sinterizantes.
A tela consiste numa grelha mecânica, que é protegida previamente por uma camada de sinter,
minério e castinas com granulometria de 10 a 25 mm. O produto misturado deposita-se sobre
esta camada protectora.
A tela atravessa um forno de ignição, em que a superfície do produto misturado se torna
incandescente. Nesta altura é aspirado ar pela parte inferior da tela, de forma a ficar
incandescente todo o volume do sinter.
Durante esta fase o coque é queimado juntamente com certos componentes dos minérios. A
superfície dos grânulos de minério aquece a 1100ºC e até 1300ºC, determinando a sua
aglutinação. No fim, o sinter é projectado para um esmagador dentado que o tritura em
pedaços com um máximo de 20 cm. O material triturado é conduzido através de crivos que
seleccionam os grânulos não utilizáveis (6 a 7 mm) para um arrefecedor de sinterização.
30
Os Metais na Construção Civil
O sinter é aí arrefecido, para temperaturas adequadas ao transporte sobre telas de borracha.
Seguidamente existe outra classificação e são seleccionados os pedaços com dimensão de 25
a 100 mm, que são transportados para as tremonhas do alto-forno.
2.2.1.3. Castinas fundentes
A fusão dos componentes terrosos dos minérios seria muito difícil se não fossem
transformados, por meio de aditivos em ligas de mais fácil manipulação. As castinas, de
granulometria inferior a 80 mm, são conduzidas para o alto-forno e sinterização sendo as
restantes enviadas para a instalação calcinadora. Não é apenas no alto-forno que se torna
necessário utilizar aditivos de cal, também a aciaria os requer.
O fundente é escolhido em face da análise do minério, principalmente da sua ganga. Se esta é
calcária o fundente deverá ser de carácter silicioso, pelo contrário, se a ganga é siliciosa o
fundente deverá ser calcário.
O fundente reage com a ganga do minério de acordo com a equação:
CaCO3 = CaSi3 + CO2
2.2.1.3. Alto-forno
O alto-forno consta essencialmente de dois troncos de cone unidos pela base. O superior, ou
cuba, é bastante mais alto que o inferior. A zona intermédia é chamada ventre. Abaixo de
todos ficam o laboratório e o cadinho.
A entrada do minério é feita pela parte superior, ou goela. A disposição da goela deve ser tal
que não haja perda de gases quando há o carregamento. Na goela, tubos recolhem os gases,
que são levados aos fornos recuperadores. Nos recuperadores, esses gases são aproveitados
para aquecer as câmaras, que depois serão abastecidas de ar novo. Com isso o oxigénio já
entra no alto-forno (através de algaravizes) a temperatura elevada, o que representa economia
de combustível.
As paredes da cuba são duplas: uma, interna, de tijolos refractários, e outra, externa de tijolos
comuns revestidos por chapa de ferro. O espaço intermédio é preenchido com areia, coque em
pó ou carvão vegetal pulverizado. As paredes do cone inferior são de rochas siliciosas
apropriadas infusíveis, mas, mesmo assim, no seu interior existem tubos onde circula água
para baixar a temperatura.
31
Os Metais na Construção Civil
A altura útil (de goela à soleira) varia entre 35 m (fornos de coque) e 20 m (fornos de carvão
vegetal). O diâmetro usual é de 6 m. A produção pode alcançar 2000 toneladas de ferro por
dia.
O forno é carregado pela goela e o produto é extraído no cadinho. A escória, sendo mais leve,
é retirada por uma abertura superior do cadinho, sendo o ferro é retirado por abertura inferior.
A carga é constituída de combustível, de mineral e de fundentes, em proporções que devem
ser bem calculadas. Os fundentes são substâncias que têm finalidade de tornar mais baixo o
ponto de fusão do minério, acelerar o processo e corrigir a salinidade que o resíduo da reacção
química daria se misturasse com o metal.
2.2.1.4. Extracção do ferro no alto-forno
O ferro é extraído dos seus minérios por meio de reacções de redução, obtidas através da
acção do carbono, sob a forma de carvão.
O princípio químico da extracção do ferro dos seus minérios é muito simples e realiza-se em
fornos especiais designados por altos-fornos. O minério é aquecido em presença de um agente
redutor (o carvão) que se combina com o oxigénio do minério transformando-se em
monóxido e dióxido de carbono, sob a forma gasosa, libertando o ferro metálico.
No alto-forno colocam-se camadas alternadas de carvão, minério e normalmente carbonato de
cálcio (calcário).
O calcário destina-se a libertar o minério da sua ganga, reagindo com os seus componentes
principais, a sílica e a alumínia, para formar a escória que tem larga aplicação na indústria do
cimento.
O oxigénio do ar faz arder o carvão e esta reacção liberta monóxido de carbono, que reduzem
o óxido de ferro. O ferro e a escória em fusão são separados no fundo do alto-forno: a escória
sobrenada o ferro líquido, que saem pela base do alto-forno, enquanto os gases e as cinzas se
escapam pela parte superior.
No alto-forno o minério de ferro é, portanto, reduzido a ferro metálico, a ganga e as cinzas
dos carvões são transformadas em escórias, e além disso, o ferro absorve metais, metalóides e
não metais, que lhe modificam as propriedades.
32
Os Metais na Construção Civil
Ao ferro que sai do alto-forno chama-se gusa, a qual é inaplicável ainda como material de
construção. Efectivamente, a gusa que sai do alto-forno pode conter apenas de 90 a 95 % de
ferro. Regulando a temperatura e as características da escória pode-se exercer um certo
controlo sobre as impurezas.
O carbono na gusa pode ir de 2 a 4%, variando esta percentagem com a quantidade das outras
impurezas. Por exemplo, o silício faz diminuir a quantidade de carbono, enquanto o magnésio
a faz aumentar: As principais impurezas que a gusa contém são o silício, enxofre, fósforo e
manganésio.
O aumento do teor em enxofre provoca a formação de carbono combinado com o ferro
(cementite) o que faz aumentar a dureza.
Para tornar a gusa um material de construção há que a purificar, o que se consegue pela
oxidação da gusa em fusão, fazendo-a atravessar por ar ou oxigénio que oxida todos os
elementos existentes na gusa. É uma operação que se realiza nos chamados convertidores.
2.2.1.5. Purificação da gusa
O princípio básico da purificação da gusa consiste no aproveitamento da fácil oxidação dos
elementos que a gusa contém e que, por ordem de afinidade para o oxigénio, são: o silício, o
magnésio e o carbono (o fósforo e o enxofre são as mais difíceis de eliminar).
Para a purificação a gusa em fusão é atravessada por uma corrente de oxigénio, que produz a
oxidação destes elementos que se escapam para a atmosfera em óxidos no estado gasoso ou
permanecem no banho sob a forma de escórias separando-se do aço por diferença de
densidade.
A gusa em fusão proveniente do alto-forno é limpa de alguma escória que ainda contenha, que
sobrenada nos baldes. Depois de homogeneizar grandes fracções em misturadores, onde a
temperatura é elevada, lança-se no convertidor onde se lhe injecta oxigénio. A temperatura
aqui é mantida em 1600 a 1700ºC.
O banho é, contudo, corrigido com sucata e cal, especialmente para se combinar com o
fósforo depois da sua oxidação, silício, magnésio, óxido de ferro, etc., conforme a
composição química da gusa e do aço que se pretende obter.
33
Os Metais na Construção Civil
Dos convertidores o aço em fusão é moldado sob a forma de lingotes (prismas com secção de
cerca de 60x60 cm e comprimento de 90 cm) ou sob a forma de filetes, num espécie de
extrusão que permite obter barras com comprimentos de alguns metros e pequena secção, que
pode ir até 20x20 cm.
A partir da gusa do alto-forno obtêm-se três tipos de materiais com base no ferro e na
percentagem de carbono que contém:
¾ Ferro puro/aço muito macio (quando a percentagem de carbono é inferior a
0,025%);
¾ Aço (quando a percentagem de carbono está compreendida entre 0,10 e 1,7%);
¾ Ferro (quando a percentagem de carbono está compreendida entre 1,7 e 5 ou
6%).
2.2.1.6. Sangrias
O ferro acumulado no cadinho é extraído pelo furo de sangria. O ferro bruto, à temperatura de
fusão 1350-1450ºC, é conduzido através de calhas, a panelas com a capacidade de dezenas de
toneladas e transportado ao misturador de ferro bruto na aciaria. O ferro assim obtido é
deitado para umas lingoteiras dando origem aos chamados lingotes, que podem ser de dois
tipos:
¾ Lingotes brancos com menor percentagem de carbono e a partir dos quais é
fabricado o aço;
¾ Lingotes cinzentos, têm uma percentagem de carbono mais elevada e são
utilizados no fabrico de gusas ou ferro fundido.
A escória é levada, através de calhas, para os carros de transporte das panelas de escórias.
Posteriormente são aproveitadas e utilizam-se na construção segundo a sua composição,
assim:
¾ As escórias ácidas moldam-se em forma de ladrilhos e calcinam-se depois para
vitrificarem;
¾ As escórias básicas têm propriedades posolânicas e juntamente com a cal, areia
e cimento portland utilizam-se para fabricar blocos, etc., e como cimentos
resistentes aos sulfatos.
34
Os Metais na Construção Civil
O gás do alto-forno também será aproveitado na sinterização, na calcinação, na aciaria, na
laminagem, no fornecimento de energia à central térmica, etc.
2.2.1.7. Conversão do ferro bruto em aço
O ferro que sai do alto-forno contém várias impurezas, algumas delas prejudiciais que é
necessário extrair.
Tais componentes são extraídos na aciaria. A este processo chama-se afinação, podendo os
aços podem ser obtidos por diversos processos, dos quais seguidamente se destacam os
principais.
Por afinação da gusa:
¾ Processo Bessemer (processo ácido): O processo consiste em descarburar a gusa por
meio duma forte corrente de ar. Quando a descarburação se supõe suficiente
adiciona-se uma certa percentagem de “spiegeleisen” (ferro fundido com uma certa
percentagem de manganês) que evita a formação de carbono no estado livre. O
revestimento interior do forno é refractário silicioso. Com a injecção de ar aquecido
o oxigénio queima o silício, o carbono e o manganês, até a purificação desejada do
metal, mas, atendendo ao tipo de revestimento interior do convertidor, este processo
não resolve o problema das gusas fosforosas.
¾ Processo Thomas (processo básico): É uma variante do processo anterior em que se
utiliza um convertidor no qual o revestimento interior é constituído por tijolo
refractário de dolomite. Este método permite o tratamento de metais fosforados,
sendo o fósforo eliminado do metal do alto-forno.
¾ Processo Siemens-Martin: Este método consiste na fusão simultânea de ferro macio
em sucata e gusa branca, de forma a obter-se uma percentagem de carbono
conveniente. Origina aços com resistências maiores e propriedades mais correctas.
Por fornos eléctricos:
¾ De indução: O revestimento dos fornos é básico e carregam-se com sucata, cal viva
e óxidos para favorecer a afinação. Faz-se depois passar a corrente eléctrica até à
fusão, eliminando-se diversas impurezas nas escórias extraída. É um processo caro
utilizado na fabricação dos aços inoxidáveis e de certos aços carbono ou de liga de
características muito especiais.
35
Os Metais na Construção Civil
¾ De arco eléctrico: O seu funcionamento é semelhante a uma grande máquina de
soldar de arco eléctrico. O forno de arco eléctrico utiliza eléctrodos de grafite par
fundir a carga da sucata de aço. Quando a sucata está fundida, inicia-se a operação
de refinação. O teor de carbono é reduzido ao nível necessário, são adicionados os
elementos de liga e o fundente (este dará origem à escória que remove os elementos
indesejáveis, como enxofre e fósforo).
¾ Pudelagem: Este procedimento consiste na oxidação do carbono, silício, manganês
e enxofre dos lingotes principalmente brancos, separando-se em forma gasosa ou
formando escórias. A operação tem lugar num forno de reverbero. Aqui o minério
não é junto com o combustível. Oxida-se em primeiro lugar o silício, depois o
manganês e finalmente o carbono. À medida que se descarbura perde fluidez,
removendo-se agitando-o para se homogeneizar obtém-se um ferro esponjoso, do
qual em seguida se separam algumas escórias.
Minério
Forja Catalã
Alto Forno
Lingote Branco
Afinação
Lingote Cinzento
Pudelagem
Aço
Ferro Fundido
Aço/Ferro Macio
Figura 3 - Produção de Aço.
2.2.1.8. Laminagem do aço
Os produtos das aciarias são vertidos em lingoteiras sendo esses lingotes de aço fundido
laminados nos vários perfis usados na indústria. Os lingotes de aço são reaquecidos em fornos
a gás até à necessária temperatura de laminação.
36
Os Metais na Construção Civil
Uma laminagem siderúrgica compõe-se de dois cilindros sobrepostos e colocados entre dois
suportes. Estes são accionados mecanicamente, movimentando-se em sentidos opostos de
modo a apanharem o bloco de aço ao rubro que se aproxima deles. Sendo o bloco, ou lingote,
mais espesso do que o espaço livre entre o cilindro superior e o inferior, estes comprimem-no
e estiram-no.
Existem dois tipos elementares de laminação:
¾ Laminação a quente: Quebra a estrutura grosseira do lingote, que se esfriou
lentamente, conferindo ao produto uma granulação mais fina. Entre os produtos
laminados a quente encontram-se perfis estruturais, barras, placas, varões para
betão armado e chapas. As chapas são os produtos laminados em maiores
quantidades, sendo os produtos deste processo de laminação reconhecidos por
serem revestidos por uma película preta;
¾ Laminação a frio: As chapas laminadas a frio recebem uma passagem final, ou
algumas passagens finais, por entre os cilindros do laminador a uma temperatura
inferior à usada na laminação a quente. Têm um acabamento brilhante, mas o
processo a frio endurece um pouco o aço. Em consequência as chapas laminadas
a frio não são tão facilmente conformadas quanto as quentes. As chapas mais
finas são produzidas somente a frio, põe dobragem em deformação permanente.
A laminagem é uma maneira de dar forma ao aço. Existem outras como a moldagem (os
produtos de ferro fundidos são feitos em moldes), a forjagem (o ferro é aquecido e martelado
na forja), a trefilagem e a estiragem (usa-se no fabrico de arames de alta resistência para betão
pré-esforçado e sobre as mesmas voltaremos a debruçar-nos mais à frente no texto).
2.2.2. Tratamentos do Aço (térmicos, mecânicos e químicos)
2.2.2.1. Generalidades
Para a utilização dos metais na construção civil, e no caso particular dos aços, é necessário
conhecer as características dos mesmos e as propriedades mecânicas associadas, pois são bem
distintas as propriedades exigidas para cada tipo de utilização.
Para se alterarem as características dos aços submetem-se estes a tratamentos, os quais podem
ser mecânicos, térmicos e químicos.
37
Os Metais na Construção Civil
Os aços que são empregues tal como saem da laminagem a quente depois de arrefecidos ao ar
designam-se por aços naturais. Os outros são genericamente designados por aços tratados.
2.2.2.2. Tratamentos térmicos
Por tratamento térmico entende-se a acção da temperatura sobre o aço que lhe produz a
alteração de uma fase, redistribuição cristalina ou a entrada ou saída de um constituinte para
uma solução sólida.
Tratamento térmico é o conjunto de operações de aquecimento e arrefecimento a que são
submetidos os aços, sob condições controladas de (i) temperatura, (ii) tempo, (iii) atmosfera deve-se evitar dois fenómenos como a oxidação (que resulta na formação indesejadas da
“casca de óxido”) e a descarbonatação, que pode provocar a formação de uma camada mais
mole na superfície do metal - e (iv) velocidade de arrefecimento, com o objectivo de alterar as
suas propriedades ou conferir-lhes características determinados.
Estes tratamentos, que alteram a estrutura do material, tem importância sobretudo nos aços de
alto carbono (os ferros, quase obrigatoriamente submetidos a tratamentos térmicos antes de
serem colocados em serviço) e nos que apresentam também elementos de liga.
Os aços de baixo e médio carbono são usados nas condições típicas do trabalho a quente, isto
é, nos estados forjado e laminado, sendo o seu tratamento mais opcional (como o aumento do
seu limite elástico, sem expressiva alteração da sua resistência última).
Os principais objectivos dos tratamentos térmicos são os seguintes :
•
Remoção de tensões internas (oriundas de arrefecimento diferencial, trabalho
mecânico ou outra causa);
•
Aumento ou diminuição da dureza;
•
Aumento da resistência mecânica;
•
Melhoria da ductilidade;
•
Melhoria da trabalhabilidade;
•
Melhoria da resistência ao desgaste;
•
Melhoria das propriedades de corte;
•
Melhoria da resistência à corrosão;
•
Melhoria da resistência ao calor;
38
Os Metais na Construção Civil
•
Modificação das propriedades eléctricas e magnéticas.
Dois tratamentos térmicos distinguimos os seguintes:
¾
Têmpera/Patentagem: Consiste no aquecimento do aço a uma temperatura
compreendida entre os 800 e os 1000ªC, o que origina a modificação da estrutura
cristalina do aço, seguido de um arrefecimento rápido do aço (é a têmpera, que se
processa em menos de 1s de 800 a 500ºC). A velocidade de resfriamento, nessas
condições, dependerá do tipo de aço, da forma e das dimensões das peças. O
objectivo, dessa operação, sob o ponto de vista de propriedades mecânicas, é o
aumento da dureza, o que deve verificar-se até uma determinada profundidade.
Resultam, também, da têmpera a (i) redução da ductilidade (baixos valores de
alongamento e estricção), (ii) da tenacidade e (iii) o aparecimento de apreciáveis
tensões internas. Tais inconvenientes são atenuados ou eliminados pelo revenido.
Para que a têmpera seja bem sucedida vários factores devem ser levados em conta,
nomeadamente que, inicialmente, a velocidade de esfriamento seja tal que impeça
transformações indesejáveis em qualquer parte da peça que se deseja endurecer;
¾
Normalização: Processo de arrefecimento ao ar, mais lento que o anterior.
Consiste no aquecimento do aço a uma temperatura acima da zona crítica,
seguindo de resfriamento no ar. A normalização visa refinar a granulação
grosseira de peças de aço fundido principalmente. Frequentemente, e com o
mesmo objectivo, a normalização é aplicada em peças depois de laminadas ou
forjadas. A normalização é ainda usada como tratamento preliminar à têmpera e
ao revenido, justamente para produzir estrutura mais uniforme do que a obtida por
laminação. Os aços normalizados têm propriedades intermédias entre os
temperados e os recozidos;
¾
Recozimento: Consiste no aquecimento do aço acima da zona crítica (início de
alterações química e físicas), durante o tempo necessário e suficiente para se
manejar o carbono ou outros elementos de liga no ferro, seguindo de um de
arrefecimento lento, realizado o controle da velocidade deste de arrefecimento de
forma que se formem produtos de equilíbrio. Este processo é muitas vezes
utilizado após a soldadura, quando o arrefecimento foi demasiadamente rápido
provocando uma junta frágil. Este recozimento refina a estrutura dos grão, mas, se
o tempo durante o qual actua a temperatura é longo, os cristais tendem a crescer
muito, conduzindo a um produto com tensão de rotura mais baixa e aumentando a
39
Os Metais na Construção Civil
ductilidade do aço resultante. Se o aumento da temperatura de recozimento é
demasiadamente elevada, dá-se um fenómeno semelhante. Este tratamento
térmico é realizado com o fim de alcançar um ou vários seguintes objectivos: (i)
remover tensões devidas ao tratamentos mecânico a frio ou a quente, (ii) diminuir
a dureza para melhorar a trabalhabilidade do aço, (iii) alterar as propriedades
mecânicas como resistência, ductilidade etc., (iv) modificar características
eléctricas e magnéticos, (v) ajustar o tamanho de grão, (vi) regularizar a textura
bruta, (vii) remover gases, (viii) produzir uma microestrutura definida, (ix)
eliminar os efeitos de quaisquer tratamento térmicos ou mecânicos a que o aço
tiver sido anteriormente submetido.
¾
Revenido: O revenido é um tratamento térmico que, normalmente, acompanha a
têmpera, pois elimina a maioria dos inconvenientes produzidos por esta. De facto,
além de aliviar ou remover as tensões internas, corrige a excessiva dureza e
fragilidade do material, aumentando sua ductilidade e resistência ao choque. Este
tratamento é escolhido de acordo com a combinação de propriedades mecânicas
que se deseja no aço temperado.
Por outro lado temos que considerar a influência dos elementos de liga.
Na verdade, os aços podem ser classificados em aços de carbono e em aço-liga, conforme a
quantidade do elemento liga que contém.
Mesmo os aços de carbono possuem sempre pequenas quantidades de outros elementos, que
têm efeitos significativos sobre as suas propriedades. Assim, esses elementos, denominados
impurezas, são principalmente os seguintes e com as respectivas influências:
¾ Enxofre e Fósforo – Ambos aumentam a fragilidade dos aços de modo que
apenas são permitidas pequenas percentagens (por exemplo, 0.005%);
¾ Manganésio – Este elemento beneficia os aços doces visto que se dissolve na
ferrite e refina o grão aumentando a resistência e a dureza. Os aços de elevado
limite elástico contêm normalmente mais magnésio do que o aço doce, que
contém cerca de 0,5%. O aço das armaduras do betão pré-esforçado contém
geralmente de 0,3 a 0,8%;
¾ Silício – Tem acção semelhante à do magnésio, mas menos marcada;
¾ Impurezas não metálicas – O aço e o ferro contêm frequentemente muito
pequenas percentagens de óxidos e silicatos de ferro e de magnésio. São muitas
40
Os Metais na Construção Civil
vezes chamados inclusões de escória, resultando de algum resíduo que ficou em
suspensão no metal fundido (proveniente de acidentes na limpeza do metal em
fusão, da escória ou de pequenas porções de escórias agarradas às paredes do
alto forno, ou mesmo das caldeiras que conduzem o metal em fusão). Nos aços
bem fabricados tais inclusões de escória são diminutas e de pequena
importância, pois estas tendem a fragilizar o aço;
¾ Azoto e Hidrogénio - Estes difundem-se no aço, provenientes da atmosfera, e
provocam também uma certa fragilização do aço.
2.2.2.3. Tratamentos mecânicos
Os tratamentos mecânicos, também designados por tratamentos a frio, são os processos
mais empregados para modificar as propriedades mecânicas do aço, nomeadamente:
¾ As tensões limite de cedência;
¾ Alongamento de rotura;
¾ Aumento da resistência;
¾ Aumento da ductilidade.
Tem-se como processos mais correntes os seguintes:
¾ Laminagem a frio - Deformação longitudinal permanente por compressão
transversal. Pouco utilizada, pois não tem vantagem sobre outros tratamentos e
os produtos são mais caros;
¾ Estiramento ou Estiragem - Aplicação de tracção às barras ou fios. O
inconveniente deste tratamento é de que os fios ou barras não ficam
homogéneos, tanto em dimensões como no alongamento que sofreram, pois há
locais que cedem mais do que outros, provocando variações na secção. Trata-se
de uma deformação permanente a frio por tracção longitudinal e que pode ser
acompanhada por torção (duplo tratamento mecânico simultâneo);
¾ Torção - Tem as vantagens da estiragem, mas só melhora a aderência quando a
base é nervurada, ou não é de secção circular.
¾ Trefilagem - Estiragem através de fieiras, o que reduz consideravelmente os
inconvenientes anteriores. O fio-máquina é decapado, para retirar as superfícies
oxidadas, e em seguida traccionado a frio através de um negativo (blocos de aço
41
Os Metais na Construção Civil
com orifícios troncocónicos e cujo diâmetro de saída é ligeiramente inferior,
cerca de 10%, ao diâmetro do fio).
Saliente-se que o tratamento mecânico do aço deve ser terminado por um tratamento térmico
designado por recristalização (200 a 400ºC), para permitir o desaparecimento de tensões
internas, reduzindo substancialmente a relaxação.
A trefilagem é o processo mais corrente e mais eficaz para torção de fios bem calibrados e
com propriedades homogéneas.
Figura 4 – Estiramento.
Aços endurecidos
O processo de endurecimento de um aço consiste em aumentar o seu limite de elasticidade e,
consequentemente, o seu limite de proporcionalidade, aumentando-se, assim, o valor de
cálculo da sua tensão admissível.
Dois processos de endurecimento do aço são normalmente usados, processos esses designados
por endurecimento a frio e por endurecimento natural.
Endurecimento a frio
O endurecimento a frio de um aço macio consiste numa pré-deformação do mesmo provocada
por uma tensão suficientemente elevada para se entrar na zona de endurecimento, seguida de
uma descarga. Um aço assim tratado apresenta num carregamento posterior uma zona
elástico-linear aumentada, isto é, apresenta limites de proporcionalidade e de elasticidade
superiores.
42
Os Metais na Construção Civil
No processo de deformação de um corpo é necessário realizar trabalho, o que implica
consumir energia.
A energia necessária para provocar a cedência de um material designa-se por resiliência.
À energia que é precisa para acarretar a rotura desse material chama-se de tenacidade.
Figura 5 – Relação ente tenacidade e resilência num aço macio e num de alta resistência.
Ora o método de endurecimento a frio provoca diminuição de tenacidade, uma vez que neste
processo se consumiu parte da capacidade de dissipação de energia de deformação. Por outro
lado, aumenta a resiliência, uma vez que neste processo se aumentou a tensão limite de
elasticidade, não se alterando o módulo de elasticidade, como se pode ver na figura 5, onde se
representa a resiliência e tenacidade de um aço macio e de um aço de alta resistência.
Como tal, destes factos resulta que do processo de endurecimento a frio o material se torna
mais frágil.
Se no processo de endurecimento a frio o material for endurecido por tracção, este apresenta
uma diminuição da tensão limite de elasticidade à compressão, razão pela qual os varões de
aço para betão armado são endurecidos por tracção, pois altera-se de igual modo a resistência
à tracção e à compressão.
Endurecimento natural
O endurecimento natural de um aço consiste em aumentar a percentagem do carbono que lhe
é adicionado no processo metalúrgico de fabrico.
43
Os Metais na Construção Civil
Também neste processo a um aumento do limite de elasticidade corresponde uma diminuição
de tenacidade e, portanto, uma perda de ductilidade, como se pode ver nos diagramas tensão deformação de aços com diversas percentagens de carbono, apresentados na figura 6.
2.2.3. Tipos de Aços
Como já se disse, o mais importante elemento de liga no aço é o carbono.
Este elemento influi poderosamente nas propriedades do mesmo, de modo que poucos aços
necessitam mais que 1% de carbono.
Como já se adiantou, consoante a percentagem de carbono, e a maior ou menor importância
doutros elementos, assim se podem classificar os aços em:
Ö Aços-Carbono – Aços nos quais o carbono é o único elemento de liga
significativo (desprezando as pequenas quantidades de silício e manganês
existentes em todos os aços); Alguns tipos de aço considerados aço-carbono:
Manganês – teor abaixo de 1,65%; Cobre – teor entre 40% e 60%; Silício – teor
abaixo de 60%.
Ö Aços-Ligas – Contém pequenas ou grandes quantidades de outros elementos de
liga, tais como: Alumínio (Al), Crômio (Cr), Níquel (Ni), Molibdênio (Mo),
Vanádio (V), Boro (B), Cobalto (Co), Titânio, Tungstênio (W), Vanádio, Zircônio
e outros, com teores especificados de acordo com a liga desejada. Alguns tipos de
aço, classificados como aço-ligas: Manganês – teor acima de 1,65%; Cobre – teor
acima de 60%; Silício – teor acima de 60%.
2.2.3.1. Aços-Carbono
Entre os Aços-Carbono podemos distinguir os seguintes grupos mais importantes:
¾ Aços com baixo teor de carbono – São os denominados aços macios e são
produzidos em maior quantidade que todos os outros tipos. São notavelmente
dúcteis e facilmente moldáveis. Outra característica é a sua boa capacidade de
soldagem que os torna muito adequados à construção quando esta característica
é distintiva (exemplo: A235). Estes aços podem ser tratados (térmica e/ou
mecanicamente) o que lhes proporciona um acréscimo significativo de
resistência, embora com alguma eventual perda de ductilidade;
44
Os Metais na Construção Civil
¾ Aços com teor médio de carbono – Usados em elementos de máquinas,
precisam às vezes de ser temperados para resistirem ao desgaste;
¾ Aços com alto teor de carbono (aços para ferramentas) – São aços
extremamente duros, concebidos para apresentarem o máximo teor útil de
carbono;
¾ Ferros fundidos – São também compostos de ferro e carbono, mas como não
necessitam de ser conformados por laminação não precisam de conter magnésio.
Tabela 4 – Aplicação dos Aços em função do teor de Carbono
Tipo de Aço
% de Carbono
Área de Aplicação
Aço com baixo teor de C
0.03 - 0.30
Aços estruturais, placas e chapas
Aço com médio teor de C
0.35 - 0.55
Elementos de máquinas
Aço com alto teor de C
0.60 - 1.50
Ferramentas
Ferros Fundidos
2.50 - 3.50
Obras de fundição
Os lingotes de aço fundido laminados em perfis estruturais e placas são um metal totalmente
diferente dos ferros fundidos, os quais se assemelham ao metal fundido ou ferro gusa
produzido no alto-forno.
Figura 6 – Relação ente tensão e deformação em função da percentagem de carbono.
45
Os Metais na Construção Civil
2.2.3.2. Aços-Ligas
Entre os Aços-Carbono podemos distinguir os seguintes grupos mais importantes:
¾ Aços fracamente ligados ou aços de liga fraca – São os que contém um total
de 2 a 3% de elementos de liga, tais com níquel ou cobre. Estes aços são
aplicados onde se exija superior dureza ou maior resistência ao limite
convencional de elasticidade;
¾ Aços (normalmente) ligados – Contém de 2 a 5% de elementos de liga;
¾ Aços altamente ligados – Contém 5% ou mais de elementos de liga. Estes aços
são empregados em condições de serviço nas quais haja desgaste, calor ou
corrosão.
¾ Aços inoxidáveis - São aços que apresentam altas resistências, boa ductilidade e
absoluta resistência a qualquer tipo de corrosão atmosférica. São aços de
baixíssimo teor de carbono contendo um mínimo de 12% de Crômio
2.2.4. Estudo das deformações do aço
2.2.4.1. Relações forças-alongamentos ou tensões-deformações
Ensaio de tracção de um aço macio
Como já referimos, o aço é uma liga de ferro com certa percentagem de carbono. Quando essa
percentagem está entre 0,2 e 0,3% temos o aço macio. O aço macio é o aço de mais corrente
aplicação na construção.
O aço macio destina-se a esforços de tracção, podendo também estar sujeito a esforços de
compressão, sendo as peças neste material normalmente empregues com pequenas secções.
Ora, quando estas peças de grande esbelteza (comprimento muito maior que largura e
profundidade, ou seja, desenvolvimento muito superior à secção - ver figura 7) são sujeitas à
compressão, pode ocorrer o fenómeno de encurvadura (a peça foge do eixo de equilíbrio em
função da carga axial de compressão - ver figura 8), pelo que a resistência à compressão de
elementos metálicos pode ser fraca.
46
Os Metais na Construção Civil
Figura 7 – Relação figurativa entre dimensões de uma peça e a sua esbelteza.
Um ensaio de tracção é feito sobre um provete, isto é, um fragmento de um dado material
(que se pretende analisar).
Há dois tipos de provetes:
¾ Provetes trabalhados;
¾ Provetes não trabalhados.
Figura 8 – Exemplo de um caso de perda de equilíbrio por esforço axial de compressão.
47
Os Metais na Construção Civil
Os provetes não trabalhados são cortados directamente da amostra, sem serem preparados. Os
provetes trabalhados têm formas especiais para se poderem, mais facilmente, adaptar aos
instrumentos. São estes últimos provetes que se utilizam para o ensaio de aços, à tracção, mas
por ficarem caros correntemente utilizam-se o provete não trabalhado.
Na figura 9 ilustra-se um provete trabalhado de aço.
Figura 9 – Provete de ensaio mecânico de resistência.
O ensaio mede a resistência do provete por aplicação de uma força uniaxial de tracção
continuamente crescente e aplica-se para quantificar as propriedades mecânicas do material,
tanto para selecção como para a sua classificação.
Como as deformações são muito pequenas, teremos de utilizar aparelhos de ampliação de
deformações: os extensómetros.
Os extensómetros mais utilizados têm uma capacidade de ampliação de milhares de vezes.
Colocamos, pois, dois extensómetros, um em cada geratriz para obviar qualquer
excentricidade ou desvio das forças aplicadas em relação ao eixo da peça. A deformação
considerada será dos dois valores.
Figura 10 – Provete preparado para ensaio de resistência.
48
Os Metais na Construção Civil
Apliquemos forças de tracção como ostra a figura 10. Marquemos os valores da experiência
num diagrama, em que em abcissas temos as deformações (considerando que o provete tem
um comprimento inicial l0, as deformações serão os aumentos que este comprimento sofre
quando aplicada a carga) e em ordenadas as cargas que vão sendo progressivamente
aplicadas.
Inicialmente, a acréscimos iguais de F (força aplicada) vão corresponder acréscimos iguais de
δ (deformações causadas), isto é, o provete comporta-se linearmente na relação entre forças e
deformações.
A sua representação gráfica pode ser observada na figura 11 e é uma linha recta (troço OA).
Se nesta fase descarregarmos o provete (retirar-se a força F) as deformações anulam-se,
existindo uma relação numérica entre os valores da deformação δ e da força F:
δ = K . F, ou, F = δ / K = δ . E, pelo que: E = 1/K
Se designarmos E pela elasticidade, chamaríamos a K de rigidez (dada a sua relação ser
inversa).
F
F
Fr
Fc
F2
F1
G
C D
E
A
0
δ
Figura 11 – Diagrama de forças/deslocamentos de um aço.
O facto de as deformações desaparecerem com a causa que as determina (retirada da força F,
neste caso), indica a presença do que se chama uma deformação elástica, pois desaparece
com o motivo que a provoca. À tensão correspondente à força F1 chama-se Limite de
Proporcionalidade e relação entre força e deformação (ou extensão), até este valor (F1),
pode constatar-se na figura 12 (que, como se vê, é linear entre estas).
49
Os Metais na Construção Civil
F
F1
A
0
δ
Figura 12 – Diagrama força-deslocamento em fase elástica pura (Limite de Proporcionalidade).
Prosseguindo com o ensaio, aumentando sucessivamente o valor da força F, verifica-se que a
relação atrás referida perde a linearidade, ou seja, a relação entre F e δ deixa de ser unívoca
(para um acréscimo de F um valor proporcional de aumento de δ).
No entanto, as deformações continuam a ser elásticas até ao ponto E. A tensão corresponde à
força F2 chama-se Limite de Elasticidade.
Se continuarmos a aumentar a carga sobre o provete, para lá deste limite, o diagrama encurvase cada vez mais.
Em C o provete vai-se deformando sem aumento de carga, isto é: mesmo mantendo a força F
constante o provete continua a deforma-se até ao ponto D. Esta zona denomina-se Patamar
de Plasticidade, Cedência ou Fluência (CD). À tensão correspondente à força Fc chama-se
limite aparente de elasticidade.
Se a partir de C, num ponto qualquer, anularmos a carga, fica uma certa deformação que não
desaparece: deformação permanente. A estas deformações chamam-se deformações
plásticas.
A partir de D começa-se a formar uma curva que tem um máximo no ponto F. À tensão
correspondente a este último ponto (F) chama-se Tensão de Rotura do material (valor Fr da
leitura força em ordenadas na figura 11).
Este termo é impróprio pois a rotura não tem lugar em F mas sim em G. No entanto, a partir
de F há um estrangulamento progressivo. Esse estrangulamento denomina-se Colo de
50
Os Metais na Construção Civil
Estricção. É este estrangulamento que explica a zona decrescente do gráfico, são necessárias
forças menores (menores que Fr) para produzir deformação. Na zona de adelgaçamento,
secção de ruptura assinalada na figura 13, é que se dá a rotura do provete.
O alongamento total será δr (δr = δ + δest., ou seja, alongamento da peça para o ponto F
somado ao surgido pela estricção, de F a G, ou: δest. - alongamento na zona de estricção; δ alongamento do resto da peça).
Ao quociente εr = δr/l0 chama-se extensão após a rotura. Para o aço macio a extensão após a
rotura é da ordem dos 20-30%.
A percentagem de alongamento na zona de estrangulamento é tanto maior quanto menor for o
comprimento inicial da peça.
A distância inicial l0 deverá ser normalizada, porque as grandes deformações situam-se junto
à secção de rotura. Então, para distâncias l0 grandes o εr seria menor que para distâncias l0
pequenas.
Existem normas que fixam os valores de l0. Assim, para provetes proporcionais l0= K√S,
sendo S a secção da barra e K uma constante.
Para K=4 temos um provete extra-curto, para K=5,65 provete curto, para K=8,16 provete
médio e para K=11,3 provete longo.
Para provetes circulares l0 = 10d, sendo d o diâmetro da secção.
secção de
r u p tu ra
Lo
+
Fr
Figura 13 – Rotura do provete.
51
Os Metais na Construção Civil
δ
F
C
E
A
G
D
ε
εr
Figura 14 – Diagrama tensões-deformações.
Geralmente marcam-se mais de dois traços, pois não sabemos com exactidão onde se vai dar a
rotura. Define-se coeficiente de estricção como: η= S0 - Sr / S0.
So
Sr
Figura 15 – Colo de estricção.
O coeficiente de estricção dá a noção da ductilidade do aço. O aço macio apresenta grandes
deformações até à rotura, por isso diz-se que é um material dúctil. A circunstância inversa é
própria dum material frágil.
Normalmente consideramos tensões e extensões em vez de forças e alongamentos. Uma
tensão será uma força por unidade de área (secção):
σ (tensão) = F / A, sendo A área da secção.
As unidades em que a tensão se exprime mais usualmente são:
Pa = N/m2; Kg/mm2 e Kg/cm2.
A extensão define-se como se segue:
ε (extensão) = δ / l0
52
Os Metais na Construção Civil
A lei de Hooke traduz a relação linear entre tensões e extensões:
σ = E . ε, ou, F / A = E . δ / l0
Isto só será válido para deformações elásticas, em que E é o Módulo de Young ou Módulo
de Elasticidade Longitudinal do material.
Se ε=1, e logo δ=l0, isto implicaria que σ=E, o que consistiria no aumento do comprimento
para o dobro. Este fenómeno não traduz uma realidade física, apenas teórica, pois não é
possível aumentar o comprimento de qualquer peça para o dobro.
δ
ε
Figura 16 - Oscilações devidas a reacções da máquina à mudança de comportamento do provete.
Ao aumentar o comprimento do provete a secção tende a diminuir (pois não sendo o volume é
constante, extensão volumétrica – os metais não são verdadeiramente incompressíveis, pouco
varia) o que provoca um natural aumento das tensões.
Contudo, como vimos, na primeira parte do carregamento a secção varia muito pouco e,
portanto, o diagrama pouco se altera. Este diagrama na prática não se utiliza, devido à
dificuldade do seu traçado.
Assim, toma-se como referência a secção inicial, sendo em relação a esta que se referem as
tensões. O significado gráfico do Módulo de Elasticidade está apresentado na figura 17, sendo
esta grandeza de grande importância em termos da Elasticidade (veja-se a Lei de Hooke).
Também devido a necessárias simplificações, na prática o Limite de Proporcionalidade
considera-se coincidente com o Limite de Elasticidade.
Podemos ainda referir que na realidade o troço CD não é rectilíneo, mas tem a configuração
exibida da figura 18.
53
Os Metais na Construção Civil
δ
tg α = E
α
ε
Figura 17 – Significado gráfico do Módulo de Elasticidade.
F
2
1
δ
Figura 18 – Configuração do troço CD (oscilações devidas a reacções da máquina de ensaios).
Na figura 18 observa-se uma série de oscilações que são devidas a reacções da máquina à
mudança de comportamento do provete. À tensão correspondente ao ponto 1 chamamos
limite aparente de elasticidade superior (não constante). À tensão correspondente ao ponto 2
chamamos limite aparente de elasticidade inferior, que é praticamente constante e que se toma
como valor para o limite de elasticidade.
A mudança de comportamento provoca pela passagem de material elástico a plástico é devida
a uma alteração cristalina do material. Na prática, pode-se observar isto se o provete estiver
polido, ultrapassado o limite de elasticidade ele torna-se baço.
Resumidamente,
Dado o seguinte gráfico de relações entre tensões e deformações, para um aço macio, surgem,
então, as seguintes grandezas notáveis:
54
Os Metais na Construção Civil
Figura 19 – Diagrama tensões-deformações de um aço macio.
Limite de proporcionalidade
A tensão correspondente ao ponto A, na figura 19, recebe o nome de limite de
proporcionalidade e representa o valor máximo da tensão, abaixo da qual o material obedece à
Lei de Hooke. Para um material frágil não existe limite de proporcionalidade.
Limite de elasticidade
A tensão correspondente ao ponto B, na curva tensão - deformação (figura 19), recebe o nome
de limite de elasticidade e representa a tensão máxima que pode ser aplicada à barra sem que
apareçam deformações residuais, ou permanentes, após total retirada da carga máxima. Quer
isto dizer que a deformação continua a ser elástica após o ponto A e até ao ponto B, com a
diferença de no troço AB já não existe proporcionalidade entre a tracção e a deformação (o
material já não obedece â lei de Hooke).
Limite de escoamento
Muito próximo do ponto B (figura 19) existe um ponto a partir do qual aumentam as
deformações sem que se altere o valor da tensão: é o limite de escoamento.
Patamar de cedência
Zona de deformação puramente plástica, correspondente ao troço BC do diagrama tensão deformação (figura 19), onde se verifica um grande aumento de deformação com uma
variação relativamente pequena (ou nula) da tensão. Se, após a aplicação da carga
55
Os Metais na Construção Civil
correspondente ao ponto B' do diagrama, houver descarregamento da barra, esta descarga dáse segundo a recta B 'B ", que é paralela à recta OA, apresentando, então, a barra a
deformação residual OB' '. Se, a seguir, se voltar a carregar a barra, o diagrama segue a linha
B "B 'CDE.
Limite de resistência
É a tensão correspondente ao ponto D (figura 19). A partir deste ponto do diagrama, no troço
DE, a um acréscimo da deformação corresponde um decréscimo da tensão, que se deve ao
facto de, antes da rotura (ponto E), se dar uma diminuição da secção da barra (estricção) na
zona em que a mesma se verifica.
Limite de rotura
É a tensão correspondente ao ponto E e que equivale à rotura do material.
Tensão admissível
Representa uma fracção da tensão limite de elasticidade, nos materiais dúcteis, e uma fracção
da tensão de rotura, nos materiais frágeis. Obtém-se dividindo as tensões referidas por um
número maior que a unidade, que se designa por coeficiente de segurança. A tensão
admissível é, também, frequentemente designada por tensão de cálculo ou tensão de
segurança. O coeficiente de segurança depende fundamentalmente da natureza do material e
do tipo de solicitação actuante.
O dimensionamento das barras traccionadas faz-se impondo que a tensão instalada nas
mesmas seja inferior à tensão admissível. O dimensionamento das barras comprimidas
esbeltas é mais complicado devido ao aparecimento de fenómenos de instabilidade elástica varejamento ou encurvadura.
Na prática as tensões admissíveis à compressão são geralmente muito menores que as tensões
admissíveis à tracção e dependem da chamada esbelteza da barra (grosso modo a relação entre
a secção e o comprimento).
Zona de comportamento elástico linear
É a parte da curva tensão - deformação (figura 19) compreendida entre a origem e o limite de
proporcional idade (troço OA). Caracteriza-se por a deformação ser reversível e proporcional
56
Os Metais na Construção Civil
à tensão. É nesta zona do diagrama que o material se encontra habitualmente em fase de
serviço.
Zona elástica
É a parte da curva tensão - deformação (figura 19) compreendida entre a origem e o limite de
elasticidade (troço OB). Caracteriza-se por as deformações serem reversíveis, isto é, se se
descarregar o material, o diagrama de descarga coincide com o diagrama de carga.
Zona plástica
É a parte da curva tensão - deformação compreendida entre o limite de elasticidade e o ponto
correspondente à rotura do material, zona BE, onde uma parte da deformação não é reversível.
Deformação elástica
É a deformação recuperável que ocorre simultaneamente com a aplicação da carga, onde as
relações entre a deformação e a tensão que lhe corresponde são as mesmas na fase de carga e
na fase de descarga. Se a relação entre a deformação e a tensão for linear diz-se que o material
tem um comportamento elástico linear (zona OA).
Deformação plástica
É a deformação não recuperável que ocorre simultaneamente com a aplicação da carga e que
se manifesta apenas a partir de um determinado nível de tensões, ou seja, a partir do limite de
elasticidade (zona BE).
Zona de endurecimento do material
A partir do ponto C (figura 19) entra-se na zona de endurecimento do material. Se a descarga
se der nesta zona de endurecimento, por exemplo, no ponto C' do diagrama, a descarga dá-se
segundo a recta C 'C", que é paralela à recta OA o A barra apresenta, então, a deformação
residual OC’’. Se se voltar a carregar a barra, o diagrama começa pela linha C"C',
verificando-se agora que a zona elástica - linear do diagrama (C"C ') é maior que no primeiro
carregamento do material, daí que se designe esta zona como zona de endurecimento.
57
Os Metais na Construção Civil
Ensaio de tracção de um aço duro
Os aços duros são aqueles cuja percentagem de carbono anda à volta de 1,5%. Têm esta
designação porque são aços com uma maior resistência à rotura. Ao aumentar a percentagem
de carbono no aço também aumenta o limite de elasticidade do respectivo aço.
σ
C ≅1 %
C3 > C2
C2 > C1
C1
ε
Figura 20 – Relações tensões-deformações (σ-ε) para um aço duro.
À medida que o teor em carbono aumenta caminhamos para os aços duros e os limites de
elasticidade e rotura aumentam enquanto que as deformações, desde o limite de elasticidade
até à cara de rotura, diminuem. O patamar de plasticidade também vai diminuindo até que se
reduz a um ponto quando o teor em carbono é cerca de 1%.
O aço duro, em virtude de ter menores deformações, não tem a ductilidade do aço macio e
torna-se frágil. A formação do colo de estricção é muito brusca e as deformações são elásticas
em grande parte.
A transição entre as deformações elásticas e plásticas é pouco definida e, portanto, é de difícil
determinação o limite de elasticidade.
Assim, adopta-se um valor convencional para Limite de Elasticidade, necessário para
muitas aplicações práticas.
Normalmente, utiliza-se σ0,2 (superior ao Limite de Elasticidade verdadeiro), isto é, o limite
convencional de elasticidade a 0,2%, que é o valor da tensão a que corresponde uma
deformação permanente de 0,2 do comprimento inicial do provete.
58
Os Metais na Construção Civil
Este valor equivale, em média, a 85% da tensão de rotura:
σ0,2 ≅ 0,85 σr
Resumindo, apresentam-se os valores mais correntes das grandezas estudadas.
Tabela 5 – Comparação entre Aços Macios e Aços Duros
AÇOS MACIOS
AÇOS DUROS
σr
360 - 450 MPa
1600 – 1800 MPa
σe
240 - 300 MPa ≅ 2/3 σr
0,85 σr
εr
20 - 30%
4 - 8%
F
δ
δ
G
E
A
0,2
ε
0,2 %
Figura 21 – Pontos notáveis das relações tensões-deformações para um aço duro.
Alguns aços duros importados têm Módulo de Young/Elasticidade (E) < 2,1 GPa (valor
corrente, seja para Aços Macios como Duros), estando este compreendido entre 1,7 e 2,1 GPa
(maior deformabilidade e ductilidade).
2.2.4.2. Endurecimento a frio por tracção e por torção
Observe-se a figura 22 e suponhamos após a aplicação de um carregamento este foi
suspendido, na sua aplicação no ponto C, descarregando o provete de seguida. A trajectória
que este descarregamento percorre é, agora, o troço de C a D dessa figura. Isto dá-se porque
59
Os Metais na Construção Civil
como já entramos em plasticidade vão existir deformações permanentes (só em fase
puramente elástica todas as deformações são completamente recuperáveis).
Quando de um carregamento posterior o novo diagrama correspondente à fase elástica será de
D a C, ou seja o aço sofreu uma alteração interna que o leva a ter nova relação entre tensões e
deformações (novo diagrama σ-ε): o Limite de Elasticidade passa a corresponder ao ponto
C, tendo aumentando depois deste processo de endurecimento.
Um aço deformado plasticamente por tracção e depois carregado, comporta-se elasticamente
(até um determinado valor da tensão) quando De um segundo carregamento.
Também se verifica que o patamar de fluência desapareceu. Chama-se a este fenómeno
endurecimento a frio, e consiste na elevação do limite de elasticidade quando o provete é
previamente esforçado a uma tensão superior ao limite de elasticidade e a seguir
descarregado. Também é este fenómeno conhecido por efeito Bauchinger, sendo que o valor
de aumento da resistência à tracção corresponde na directa e proporcional diminuição da
resistência à compressão.
σ
δ
σ0,2
δ
C
0 ,2
B
A
ε
D
Figura 22 – Endurecimento.
Podemos fazer o endurecimento a frio por tracção ou torção sob comprimento constante.
Este processo é muito utilizado em armaduras para betão armado. O custo dos aços não é
proporcional à sua dureza, por isso é que se faz o endurecimento a frio (o mais empregado
actualmente é por torção). Faz-se este endurecimento por fixação numa máquina com axilas,
umas das quais pode rodar.
Os aços, por este processo, alteram-se por modificação da sua estrutura cristalina e o material
torna-se fibroso, o que provoca um comportamento diferente quando submetido a tensões. À
60
Os Metais na Construção Civil
medida que o número de voltas aumenta há um endurecimento progressivo do aço
aumentando a sua tensão de rotura e o seu limite convencional de elasticidade, mas com
diminuição da sua ductilidade.
Infelizmente a fragilidade é nalguns casos preocupante, pois a dobragem dos varões nas peças
de betão armado provoca a fendilhação dos mesmos.
Assim um dos ensaios de varões de aço, além dos de tracção, é o ensaio de dobragem.
Vamos resumir o que se disse até aqui no seguinte diagrama da figura 23.
Inicialmente, o diagrama corresponde ao de um aço macio, com tensão de rotura de 400-450
MPa e limite de elasticidade 240-300 MPa, passa a ser o correspondente ao de um aço duro
por aumento do número de voltas que é submetido o provete. Esta operação, não é cara e em
alguns casos o processo é competitivo.
σ
70
60
60
48
40 - 45
30
ε
Figura 23 – Ensaios de dobragem.
2.2.4.3. Relaxação das tensões
Se esticarmos um fio, com uma certa tensão de tracção, e fixarmos as suas extremidades,
verificamos que ao longo do tempo a tensão não se mantém, vai diminuindo até que estaciona
num determinado valor.
Este fenómeno é devido ao facto de as moléculas constituintes do material se começarem a
adaptar à tensão a que estão sujeitas, ou seja, temos uma perda desta tensão para um mesmo
estado de deformação.
61
Os Metais na Construção Civil
F
tempo
Figura 24 – Relaxação de tensões.
Como exemplo podemos citar o caso de quando temos uma peça metálica e a apertamos,
verificamos que passado algum tempo temos necessidade de a apertar de novo (reapertar).
Isto é devido a uma relaxação da porca que exercia o aperto da peça.
2.2.4.4. Extensómetros
Os extensómetros são aparelhos muito sensíveis, destinados a medir a variação da distância
entre dois pontos de um corpo quando este sofre uma deformação. As variações geralmente
são muito pequenas e daí a dificuldade na construção destes aparelhos.
Define-se como coeficiente de ampliação a relação entre a distância percorrida pelo ponteiro
indicador e a correspondente variação das pontas do extensómetro.
Chama-se constante do extensómetro à variação de comprimento correspondente à menor
divisão do aparelho. Estas duas características são função das condições e métodos utilizados
na aferição. Campo de medida é a máxima variação de comprimento que o aparelho pode
medir.
Existem dos tipos básicos de extensómetros: os mecânicos e os eléctricos/electrónicos. Hoje
em dia os últimos são mais usados, sendo monitorizados através de computadores, com
tratamento posterior de dados, facilitando seu processamento e interpretação.
Essencialmente, o extensómetro eléctrico de filamento resistente consta duma grade de fio
metálico sensível, ligada a uma base que se cola à peça que se pretende ensaiar. São
extensómetros de grande ampliação e baseiam-se no facto de as resistências eléctricas
aumentarem com o comprimento e diminuírem com o aumento da sua secção.
62
Os Metais na Construção Civil
2.2.4.5. Tensão de segurança
Na vida prática queremos que anulada a carga não fiquem deformações permanentes. Assim,
não poderemos tomar para tensão de trabalho a correspondente ao limite de elasticidade, pois
não podemos correr o risco de esta ser ultrapassada e entrarmos nas deformações plásticas.
E qual será esse valor da tensão admissível de trabalho, ou seja a tensão de segura?
O primeiro problema é a fixação do valor das solicitações.
Se quisermos dimensionar um cabo para uma força de 500 KN o problema é simples, pois
sabemos exactamente o valor da solicitação. Mas qual é a força do vento sobre uma
cobertura? E a solicitação quando dum sismo num depósito de água elevado 30 metros acima
do solo?
Assim, temos casos em que as forças de solicitação são bem conhecidas e outros em que só
aproximadamente: a tensão de segurança deverá ser perspectivada em função da incerteza das
acções e não só dos materiais!
Contudo, obviamente que um factor a ter em conta é que as características do material não são
totalmente conhecidas, além disso dá-se uma alteração do material ao longo do tempo
(oxidação, apodrecimento, etc.).
Para além disto, o ensaio é feito com uma peça, que poderá não representar exactamente a
população donde é tirada.
Outro factor, ainda, é o erro proveniente da elaboração de cálculos através de fórmulas
teóricas ou de modelos computacionais, que aplicados a situações práticas pretendem traduzilos com fiabilidade possível.
Em virtude de todos estes factores, toma-se:
σsegurança = σlimite elástico / γ
sendo γ o coeficiente de segurança.
No caso do aço o coeficiente de segurança é hoje inferior 1,5 (1,35 e menos em alguns
códigos, chegando a 1,1). Repare-se que se fosse aproximadamente 2, isso era equivalente a
dizer que, no caso do aço macio, σs = (σr/3) dado que o limite de elasticidade é 2/3 de σr.
63
Os Metais na Construção Civil
A tensão de segurança será a tensão máxima a que o material deve ser solicitado. No aço é
frequente entrar com valores inferiores a 1,5 como já referimos, pois o aço é sempre
construído nas mesmas condições e de características bem conhecidas.
Dentro do mesmo material o coeficiente de segurança pode variar conforme a importância da
peça, assim numa estrutura constituída por pilares e vigas, se cair um pilar ele pode arrastar
com ele os restantes e toda a estrutura ruirá. Se, pelo contrário, cair uma viga dá-se apenas
uma cedência local, podendo não ser afectado grandemente o conjunto.
Para tensão de rotura do material usamos, geralmente, a tensão de rotura encontrada por um
média aritmética das tensões de rotura encontradas em vários ensaios.
Analisemos valores da tensão de rotura para 3 provetes com tipos distintos de aço:
1.º Aço) σr =400-450-500 MPa; σm = 450 MPa (média);
2.º Aço) σr =440-450-460 MPa; σm = 450 MPa (média).
Verificamos que a tensão de rotura é a mesma, mas é evidente que o segundo aço é mais
fiável que o primeiro. Não basta para a escolha da tensão de segurança o valor da tensão
média de rotura, mas também a dispersão em torno desse valor médio.
Por outras palavras, poderemos dizer que no primeiro caso deve-se usar uma σseg menor do
que no segundo caso, visto haver uma dispersão muito grande de valores, o que pode não
oferecer grande confiança.
2.2.4.6. Ensaios não destrutivos
O estudo dos materiais de construção é feito com base em ensaios, que podem ser de dois
tipos:
¾ Ensaios de investigação: Quando procedemos à pesquisa de todas as
propriedades do material, quer sejam físicas, eléctricas, etc., e têm lugar
geralmente quando se trata de novos materiais e são feitos em laboratórios
especializados;
¾ Ensaios de recepção: Quando pretendemos neles apenas determinar certas
propriedades.
64
Os Metais na Construção Civil
Estes dois tipos de ensaios podem ser destrutivos, quando é necessário rebentar o provete
(como exemplo citamos os já descritos) e ensaios não destrutivos, onde não há rotura (parcial
ou total) das peças a ensaiar.
Estes métodos têm a vantagem de se poderem fazer com a própria peça, não havendo
necessidade de recorrer a provetes. Poderemos inclusivamente acompanhar a evolução das
resistências no tempo.
Tabela 6 – Comparação entre Ensaios Destrutivos e não Destrutivos
Ensaios Destrutivos
Ensaios Não Destrutivos
Simulam uma ou mais condições de utilização.
São em geral de execução mais rápidos e influenciam
menos a produção.
São quantitativos e cumprem especificações.
Possibilidade de examinar em curso de fabrico peças
defeituosas.
Os seus resultados não necessitam de uma
interpretação individual.
Não necessitam de operações de fabrico nem
maquinagem de provetes.
Requerem para a sua realização de um pessoal
menos especializado.
São preferíveis quando há variações importantes de
uma peça para outra.
São ensaios de rotina, para os quais o operador
necessita de uma pequena formação.
São usados quando se trata de uma peça única ou
muito custosa para ser destruída.
Permitem correlacionar as propriedades com as
medidas.
Permitem seguir a evolução de uma peça quando em
serviço.
2.2.5. Aços inoxidáveis
São aços que, embora mais caros, apresentam altas resistências, boa ductilidade e absoluta
resistência a qualquer tipo de corrosão atmosférica. Mantém indefinidamente o brilho
original, embora tenha que ser lavado periodicamente para remoção da sujidade. São aços de
baixíssimo teor de carbono contendo um mínimo de 11 a 12% de Crômio. O Crômio confere
uma notável resistência à corrosão.
Os aços inoxidáveis são resistentes à corrosão devido
ao fenómeno da passividade. Os elementos de liga
presentes nos aços inoxidáveis reagem com muita
facilidade com o meio ambiente e um deles em
65
Os Metais na Construção Civil
particular, o Crômio, ajuda a formar um filme fino e aderente que protege o material de
subsequentes ataques corrosivos. Este filme é conhecido como filme passivo.
O filme passivo dos aços inoxidáveis resulta da reacção entre o
material e a água, sempre presente no meio ambiente (a
humidade do ar condensa sobre a superfície fria do metal).
O produto dessa reacção é um oxi-hidróxido de Crômio e
ferro, sendo que na região mais próxima da superfície metálica
predomina um óxido e na região mais próxima ao meio
ambiente predomina um hidróxido. Com o decorrer do tempo a
camada de óxido aumenta, não acontecendo o mesmo com a de
hidróxido e, aparentemente, existe um enriquecimento do filme
passivo.
Apesar de invisível, estável e com espessura finíssima, essa película é muito aderente ao inox
e tem sua resistência aumentada à medida que é adicionado mais Crômio à mistura. Outros
elementos como níquel, molibdênio e titânio, por exemplo, permitem que o inox seja dobrado,
soldado, estampado e trabalhado de forma a poder ser utilizado nos mais variados produtos.
A selecção correcta do tipo de inox e de seu acabamento superficial é importante para
assegurar uma longa vida útil ao material.
Figura 25 - St. Louis Arch – Arq.º Eero Saarinen.
As principais famílias do Aço Inox são: Austeníticos; Ferríticos e Martensíticos.
Quando o aço inox é bem especificado, sua relação de retorno sobre o custo envolvido é
bastante favorável.
66
Os Metais na Construção Civil
2.2.5.1. Principais Atributos do Aço Inox
Os principais atributos do Aço Inox são:
¾ Resistência à corrosão;
¾ Resistência mecânica superior aos aços de baixo carbono;
¾ Facilidade de limpeza / baixa rugosidade superficial;
¾ Aparência higiénica;
¾ Material inerte: não modifica cor, sabor ou aroma dos alimentos;
¾ Facilidade de conformação;
¾ Facilidade de soldagem / união;
¾ Mantém suas propriedades numa faixa muito ampla de temperatura, inclusive
muito baixas (criogénicas);
¾ Acabamentos superficiais variados;
¾ Forte apelo visual (modernidade, leveza e prestígio);
¾ Relação custo/benefício favorável;
¾ Baixo custo de manutenção;
¾ Material 100% reciclável.
2.2.5.2. Factores que concorrem para a selecção do tipo de aço inox
Um dos factores mais importantes é o ambiente em que o metal vai ser instalado, sendo dos
mais agressivos os dois seguintes:
¾ Industrial: São caracterizados pela poluição do ar, através da presença de dióxido de
enxofre ou gases liberados por indústrias químicas, que podem formar ácidos
condensados potencialmente perigosos;
¾ Litoral: Áreas com presença de atmosfera marítima ou bruma. Estes contêm cloretos
que podem condensar quando a humidade da superfície evapora.
Outros factores igualmente importantes na escolha do tipo de aço são:
¾ Acabamento superficial;
¾ Projecto (pormenorização construtiva);
¾ Técnica construtiva;
¾ Facilidade de limpeza e manutenção;
67
Os Metais na Construção Civil
¾ Propriedades físicas e mecânicas do aço inoxidável.
Acabamento superficial
¾ Como regra geral, quanto mais liso o acabamento, melhor é a resistência à corrosão;
¾ O acabamento altamente reflectivo pode não ser aconselhável, especialmente para
coberturas, pois pode ser um risco para o tráfego aéreo nos edifícios próximo aos
aeroportos ou em trajectória de voos;
¾ A alternativa de acabamentos foscos foi desenvolvida para tais aplicações;
¾ Os acabamentos reflectivos podem, entretanto, serem usados com vantagem para
reflectir a luz no escuro, nos pátios fechados de edifícios;
¾ Os acabamentos com textura são melhores para esconder riscos e marcas de dedo em
áreas de “alto tráfego”;
¾ Os acabamentos coloridos são também utilizáveis para efeitos estéticos especiais.
Projecto
¾ As frestas devem ser evitadas pois elas podem ser posições para corrosão localizada,
por isso, técnicas construtivas que evitem frestas devem ser consideradas;
¾ As fixações mecânicas podem introduzir frestas, tanto no fixador como também na
junta metálica sobreposta;
¾ Os fixadores de alumínio (por ex. rebites) devem ser evitados para segurança dos
painéis de aço inoxidável, pois a corrosão galvânica no alumínio pode ser um
problema em ambientes severos;
¾ Evitar a possibilidade da humidade ficar retida em juntas fixadas mecanicamente;
¾ O contacto com chumbo ou cobre não deve resultar em corrosão galvânica, mas
mancha as peças de aço inoxidável, podendo ser visível se a água de chuva escoa
sobre o aço inoxidável;
¾ Os selantes podem ser considerados para evitar tais problemas. O adesivo ligante, se
for mecanicamente bastante forte, normalmente elimina tais problemas;
¾ As soldas sendo totalmente contínuas são melhores que as soldas em filete
intermitente;
¾ Onde for possível, devem ser especificados consumíveis para total penetração da solda
planeada.
68
Os Metais na Construção Civil
Possibilidade de limpeza e manutenção
¾ A limpeza periódica é aconselhável no aço inoxidável, como na maioria dos materiais
externos do edifício;
¾ A frequência dependerá das condições locais e do artefacto de aço. Onde a limpeza e a
manutenção são difíceis ou dispendiosos (p.e. lado externo de grandes edifícios), pode
ser adequado seleccionar um aço mais resistente;
¾ A argamassa de limpeza de ácido clorídrico não deve ser permitido vir a ter contacto
com aços inoxidáveis.
Propriedades mecânicas e físicas
¾ Basicamente a resistência mecânica aumenta com adições de liga, porém o efeito
importante é a diferença na estrutura atómica dos vários grupos de aços inoxidáveis;
¾ As propriedades mecânicas dos tipos mais comummente utilizados não devem, em
geral, ser causa de preocupação.
¾ A expansão térmica destes materiais é um terço da maioria dos outros tipos de aços;
¾ Somente os aços inoxidáveis martensíticos são endurecíveis pelo tratamento térmico,
como ocorre nos outros aços ligados;
¾ Os aços inoxidáveis endurecíveis por precipitação aumentam a sua resistência por
tratamento térmico, porém utilizam um processo diferente dos aços martensíticos;
¾ Os aços ferríticos, austeniticos e dúplex não podem aumentar a sua resistência ou
serem endurecidos pelo tratamento térmico, porém respondem em vários níveis no
mecanismo de aumento de resistência ao ser conformado a frio;
¾ Os aços ferríticos tem propriedades mecânicas adequadas em temperatura ambiente,
mas tem uma limitada ductilidade comparável aos aços austeníticos. Não são
adequados em aplicações criogênicas, diminuindo a sua resistência nas temperaturas
elevadas (acima de 600ºC), embora sendo utilizados com muito sucesso em sistemas
de exaustão;
¾ Os aços austeníticos têm propriedades totalmente distintas. Mecanicamente são mais
dúcteis e tenazes em temperaturas criogénicas;
¾ Os aços dúplex que tem uma estrutura mista de austenita e ferrita, compartilha de
algumas das propriedades de outros tipos de aços, mas fundamentalmente são
mecanicamente mais resistente que os aços ferrítico ou austenítico.
69
Os Metais na Construção Civil
Aços inox mais correntes
¾ Série 300 – Contém de 18 a 20% de Crômio e são magnéticos, são os mais
comumente empregues em arquitectura. É aconselhável o uso de fechaduras de aço
inoxidável como remate do mesmo material, pois a aplicação doutros metais pode
ocasionar a sua corrosão galvánica em presença de humidade. É de precaução atender
à elevada dilatação térmica deste material. O acabamento dos aços inoxidáveis deve
ser definido consoante a aplicação pretendida;
¾ Série 400 – Contém 12% ou mais de Crômio e são magnéticos, usados no
revestimento de chaminés.
2.2.6. Aço “corten” ou patinados
Os aços “corten” são aços estruturais de alta resistência mecânica e baixa capacidade de
ligação com outro metal, têm uma boa capacidade de soldadura e uma boa resistência à
corrosão atmosférica, o que exige a pintura em vários ambientes.
A adição de uma pequeníssima percentagem de cobre, níquel e cromo na composição química
do material permite a formação progressiva de uma camada protectora de óxido finamente
granulada, quando se expõe directamente a intempéries.
A sua aptidão à exposição a condições ambientais desfavoráveis deve-se ao facto do
aparecimento de uma camada de óxido exterior aderente e muito pouco porosa (chamada
“patina” na bibliografia brasileira, dai que também se designem estes aços de aços
“patinados”).
Esta camada de ferrugem actua como una barreira que, com o tempo, faz com que a
velocidade de corrosão do aço se reduza até um pequeno valor residual, normalmente depois
de cinco anos de exposição.
Nos aços estruturais convencionais formam-se camadas de ferrugem que, eventualmente, se
tornam pouco aderentes e se desprendem facilmente da superfície metálica. A velocidade de
corrosão avança numa série de incrementos que, de um modo simplificado, podem ser
representados por uma recta cujo coeficiente angular está directamente relacionado com a
agressividade do meio ambiente.
No caso de aço corte o processo de formação de ferrugem inicia-se da mesma forma, mas
agora os elementos de ligação presentes no aço promovem uma camada de ferrugem muito
menos porosa e aderente. Com o passar do tempo, esta camada de ferrugem torna-se menos
70
Os Metais na Construção Civil
porosa e a velocidade de corrosão decai bastante. A figura 25.A exibe as diferenças de
degradação entre os aços patinados e aços estruturais ao longo do tempo.
Figura 25.A – Perda de massa causada pela corrosão em aços estruturais e patinados não pintados
Formação da camada protectora
A formação da camada oxida protectora é função de três tipos de factores. O primeiro está
relacionado com a composição química do aço. Os principais elementos químicos de ligação
que contribuem para o aumento da sua resistência à corrosão atmosférica e favorecem à
formação desta camada são o cobre e o fósforo. O cromo, o níquel o silício também exercem
efeitos secundários. Mas cabe observar que o fósforo há-de manter-se em baixo teor (menos
que 0,1%), com a preocupação de não prejudicar certas propriedades mecânicas do aço e da
sua soldadura.
Em segundo lugar estão os factores ambientais, entre os quais sobressaem a presença do
dióxido de enxofre e de cloreto de sódio na atmosfera, a temperatura, a força dos ventos
(direcção, velocidade e frequência), os ciclos de humidade e seca, etc.
No que diz respeito à presença do dióxido de enxofre, até certos limites, este favorece a
evolução da protecção, sendo que o cloreto de sódio em suspensão nas atmosferas marítimas
prejudica as suas propriedades protectoras. Não se recomenda utilizar aços corten não
protegidos em atmosferas industriais onde a concentração de dióxido de enxofre atmosférico
seja superior a 250 μg/m3 e em atmosferas marítimas onde a taxa de cloretos exceda os 300
mg/m2/dia.
71
Os Metais na Construção Civil
Precauções e limitações
Deverão observar-se nos pontos seguintes a fim de maximizar os benefícios que oferece o uso
dos aços “corten” ou patinados:
⇒ Evitar o contacto com superfícies absorventes (por exemplo betão), as situações de
humidade prolongada, a utilização em solos agressivos, o contacto com metais
dissimilares e finalmente, as condições ambientais muito agressivas.
⇒ Os aços “corten” podem ser soldados mediante o uso de todas as técnicas habituais, os
eléctrodos deverão ser compatíveis com a composição química destes aços a fim de
minimizar a evolução da corrosão bimetálica na zona de soldadura.
⇒ O procedimento de pintura adequado para os aços “corten” geralmente não é diferente
do empregue em aços estruturais comuns. Requerem a mesma preparação superficial e
o mesmo esquema de pintura aplicado ao aço estrutural. Não existem diferenças.
2.2.7. Protecção dos aços contra a corrosão
A oxidação em contacto com o ar húmido é função directa da percentagem de carbono.
Quanto menor for a percentagem de carbono tanto maior é a possibilidade de oxidação.
Assim, os aços macios enferrujam com muito mais facilidade que os aços duros.
A causa de oxidação advém de fenómenos electrolíticos com a formação de óxido de ferro,
que é poroso, e que permite a continuação do processo. Há condições que facilitam esta
oxidação, como sejam, por exemplo, as orlas marítimas.
Torna-se, portanto, necessário proceder à protecção das peças de aço e ferro usadas em
construção. A oxidação é favorecida pela presença de ácidos e bases. Para a protecção do
ferro seja eficaz é necessário limpá-lo previamente, quer por processos mecânicos ou
químicos.
É muito conveniente proteger as peças de ferro limpas, por métodos químicos, e conservá-las
resguardadas até que estejam bem secas.
Entre os meios existentes para preservar o aço e o ferro da ferrugem vamos citar os mais
usuais.
72
Os Metais na Construção Civil
2.2.7.1. Pinturas
A pintura é o processo de protecção do aço contra a corrosão utilizado em todos os casos em
que não se apresentem dificuldades particulares devidas às finuras das arestas, à extensão das
superfícies ou a condições de exposições severas.
Na elaboração de um sistema de pintura devem ser
considerados
dados
como:
o
meio
ambiente
e
sua
agressividade, o tipo de tinta, a preparação da superfície, a
sequência de aplicação, o número de demãos, as espessuras, o
tipo de aplicação e as condições de trabalho a que estará
submetida a superfície.
É importante destacar que não basta ter o melhor esquema de pintura definido. O preparo da
superfície a ser pintada é um factor determinante para o bom desempenho do sistema. Durante
sua aplicação, a superfície deverá estar isenta de pó, carepas, ferrugens, óleos ou graxas e a
humidade relativa do ar não deverá estar superior a 85%.
As fases elementares do processo são as seguintes:
¾ Preparação da superfície a pintura - Convém em primeiro lugar limpar a
superfície e protegê-la das partículas que se possam depositar. Com um solvente
tirar-se-á o óleo, a gordura e a sujidade, sendo depois necessário retirar as
incrustações e a ferrugem raspando com uma escova metálica ou com um martelo.
As incrustações e a ferrugem tenazes devem ser retiradas por decapagem, por
projecção de areia, granalha ou com maciço. Do ponto de vista funcional temos:
⇒ Limpeza Manual: remoção de materiais soltos (carepas, restos de pintura e
ferrugem) com o uso de ferramentas manuais (martelos, picadores,
espátulas, escovas, etc.);
⇒ Limpeza Mecânica: remoção de materiais soltos (carepas, restos de pinturas
e ferrugem) com o uso de ferramentas mecânicas (escovas rotativas, pistola
de agulhas, lixadeiras rotativas). Apresenta maior rendimento que a limpeza
manual. Ideal para áreas pequenas ou de difícil acesso, devido ao seu maior
custo;
⇒ Jacto: remoção de óleos, graxas, carepas de laminação, restos de pintura e
ferrugem com o uso de jactos abrasivos (areia ou granalha de aço).
73
Os Metais na Construção Civil
¾ Selecção do tipo de primários - É necessário que as diferentes camadas de pintura
e as componentes de cada camada (aparelho/primário ou capa e sub-capa) sejam
compatíveis, bem como a próprio tinta e o seu diluente;
¾ Selecção do tipo de tintas – Existe uma enorme panóplia de tipos de tintas para
metais (desde simples tintas de esmalte, até metalizações a frio, passando por
produtos que consistem na reunião de dois componentes: usualmente uma resina e
um endurecedor), vindo o assunto abordado em local próprio. Pretende-se que estas
tintas sejam higroscópicas e impermeáveis à água e aos gases. Em arames que se
destinam a ser enterrados, esta pintura pode ser substituída por um envolvimento
com asfalto derretido. O asfalto não pode ser utilizado ao ar, pois perde qualidades
ao longo do tempo – perde componentes e fissura.;
¾ Aplicação da pintura – Tanto primários como a tinta propriamente dita, devem
aplicar-se a seguir à limpeza, sendo necessário aplicar a primeira camada antes que
a superfície possa de novo sujar-se. Salvo para certas emulsões, a superfície deve
ser o mais seca possível. Em geral, impede-se que seja executada pintura sobre
superfícies em que as temperaturas sejam inferiores a 5 graus ou superiores a mais
de 60 graus. Cada camada de pintura deve encontrar-se completamente seca antes
da aplicação da camada seguinte (salvo tintas especiais com outra metodologia). A
pintura pode ser aplicada a pincel ou à pistola;
¾ Inspecção dos Trabalhos - É necessário seguir de perto os trabalhos de limpeza
para se ter a certeza que foram bem conduzidos. A seguir à aplicação de cada
camada é preciso verificar que não haja vazios ou chochos, que conviria retocar. As
camadas sucessivas devem ter cores diferentes para facilitar a inspecção. Convém
verificar a espessura das diferentes camadas. Existem aparelhos de detecção
eléctricos que permitem detectar pequenos defeitos;
¾ Repinturas - Antes de repintar é preciso assegurar que a pintura nova é compatível
com a existente e que a antiga camada foi retocada antes de aplicar a nova. Não se
deve aplicar várias camadas novas de pintura sem retirar as antigas, pois de outro
modo um revestimento espesso tende a perder a sua aderência.
74
Os Metais na Construção Civil
Tabela 7 – Estruturas aparentes e seus acabamentos
ESTRUTURAS APARENTES
INTERNAS
HÚMIDO
EXTERNAS
SECO
AMBIENTE
INDUSTRIAL
URBANO
RURAL
Sol, chuva, humidade,
fuligem, poeiras de
produtos químicos, SO2
, NO, CO2 e H2S
Sol, chuva,
humidade,
fuligem e SO2
(intensidade de
tráfego)
Sol, chuva,
humidade e
poeiras do solo
(baixos teores de
poluentes)
Preparo
Mínimo de
Superfície
Remoção de
95% de
Carepas e
Ferrugens
Remoção
de 65%
de
Carepas e
Ferrugens
Remoção de 95% de
Carepas e Ferrugens
Remoção de
95% de Carepas
e Ferrugens
Remoção de
65% de Carepas
e Ferrugens
Tintas de
Fundo
Epoxi com
pigmentos
anticorrosivos
(*)
Alquídica
Epoxi com pigmentos
anticorrosivos(*)
Alquídica com
pigmentos
anticorrosivos(*)
Alquídica com
pigmentos
anticorrosivos(*)
Tintas de
Acabamento
Epoxi
Alquídica
Poliuretânica ou
Epoximastic (**)
Alquídica ou
Epoximastic
(**)
Alquídica ou
Epoximastic
(**)
Espessura
Total
Recomendada
da Tinta (µm)
250 - 300
70 - 125
250 - 300
100 - 175
70 - 125
(*) Zarcão, cromato de zinco, fosfato de zinco, zinco metálico, silicato de cálcio, etc. O zarcão e o cromato de
zinco estão sendo abolidos devido à restrições ambientais.
(**) EPOXIMASTIC - Refere-se ao tipo de tinta que funciona como fundo e acabamento.
Tabela 8 – Estruturas submersas e seus acabamentos
ESTRUTURAS SUBMERSAS
Água Potável
Água de efluentes e
esgoto
Preparo Mínimo de
Superfície
Remoção 100% de carepas e
ferrugens
Remoção de 100% de
carepas e ferrugens
Tintas de Fundo
Epoxi poliamida com
pigmentos anticorrosivos (*)
Epoxi betuminosa
Tintas de Acabamento
Epoxi poliamida
Epoxi betuminosa
Espessura Total
Recomendada da Tinta (mm)
375
450
(*) Quando se tratar de água potável não devem ser usadas tintas que contenham metais pesados (ex.: zarcão ou
cromato de zinco) ou resinas que liberem substâncias para a água
75
Os Metais na Construção Civil
Tabela 9 – Chapas de piso e seus acabamentos
CHAPAS DE PISO COM RESSALTO ANTIDERRAPANTE
Tinta
Características
Demarcação de faixas de
circulação
Resina acrílica
Excelente resistência e secagem rápida,
permitindo a liberação para o tráfego após
40 minutos
Áreas com risco de quedas
por escorregamento
Epoxi
antiderrapante
Segurança quanto ao escorregamento
Aplicação
2.2.7.2. Metalização
Consiste na protecção do aço/ferro recobrindo-o com delgadas capas de outros metais, mais
nobres. Um dos processos de metalização é a galvanização com obtenção do aço ou ferro
galvanizado. Executa-se por imersão de peças em banhos de zinco fundido (galvanização) ou
por processos de electrólise (galvanoplastia), sendo o cátodo a peça a revestir e o ânodo o
metal de recobrimento puro. Outra possibilidade é ainda a pulverização. Estes revestimentos
também podem ser em níquel, crómio, estanho, chumbo ou cobre.
Regressando à metalização por zincagem, dado ser a mais tradicional, obtém-se com esta uma
protecção mais durável do que a obtida com os processos de pintura clássicos. A zincagem é
geralmente utilizada na construção submarina, mas não só.
Para as estruturas metálicas preconiza-se, em geral, a zincagem pelo processo de imersão a
quente (como se disse, a galvanização), porque a camada obtida é mais espessa do que a que
se obtém por outros processos, como a galvanoplastia ou a aplicação por projecção.
É necessário que a camada seja espessa visto que o poder de protecção do zinco é mais ou
menos proporcional à sua espessura. Todas as operações de fabrico, em particular as dobras e
soldaduras devem ser efectuadas antes da zincagem.
2.2.7.3. Oxidação artificial
Provoca-se a formação de uma película envolvente de óxido ferroso, que não deixa a oxidação
progredir, porque é muito compacto. É muito utilizado em determinados objectos de ferro,
mas raramente na construção metálica.
76
Os Metais na Construção Civil
2.2.7.4. Encamisamentos
O inconveniente das camadas delgadas é que têm de ser retocadas em intervalos mais ou
menos frequentes, para nos assegurarmos de uma protecção permanente ou quase permanente.
Devem fazer-se encamisamentos completos com betão, leitadas de cimento, material plástico,
ou por meio de metais não ferrosos ou outros produtos inalteráveis. Assim:
¾ Betão - Emprega-se o betão para envolver os elementos de aço. Se não há
problemas de peso e de excesso de volume e se o envolvimento ou
encamisamento é bem executado, pode-se obter com o betão uma protecção
económica e muito satisfatória. O envolvimento com o betão é muito utilizado
para proteger as instalações portuárias de aço às marés e situadas abaixo do
nível do mar. Também podem ser revestidas as condutas enterradas, o interior
de colunas tubulares, as partes das obras que não são mais acessíveis a seguir ao
fim dos trabalhos e as obras expostas a uma atmosfera corrosiva (por exemplo, o
fumo de locomotivas ou fábricas de produtos químicos). Além do papel
protector no domínio da corrosão, os envolvimentos de betão são utilizados para
proteger o aço contra a abrasão e, naturalmente, contra incêndios. A aplicação
do betão pode fazer-se utilizando cofragens ou por projecção. É necessário
assegurar uma boa aderência entre o betão e o aço. A espessura da camada de
betão que recobre o aço deve ser suficiente. A resistência do betão deve ser da
ordem dos 25 MPa, no mínimo, dada a resistência estar associada à
compacidade (logo à estanquidade). A execução deve ser perfeitamente cuidada.
A protecção com o betão, mesmo quando bem executada, não vai proteger o aço
da corrosão electrolítica. Pode também em certos casos ser necessário prever um
sistema de ligação à terra;
¾ Leitadas de cimento – Também proporciona uma excelente protecção do ferro
e, ainda, em determinadas circunstâncias, reduz a ferrugem superficial. As peças
de ferro pintam-se com 4 ou 5 mãos de uma leitada de cimento puro.
Obviamente que dada a sua menor espessura, este processo é inferior a um
recobrimento com betão, em regra;
¾ Revestimentos betuminosos armados - Estes revestimentos constituem uma
protecção excelente contra a corrosão e são empregados para envolver
elementos enterrados em solos fortemente corrosivos. Os envolvimentos são
utilizados para proteger canalizações, tirantes e samblagens que servem para
77
Os Metais na Construção Civil
ancorar obras de suporte de terras e em todos os casos em que se deseje uma
protecção duradoura. O processo consiste em revestir a superfície metálica, a
proteger, por uma camada de alcatrão e envernizar ou a recobrir tudo com uma
ou várias camadas espiraladas de feltro, ou outro material apropriado saturado
com uma mistura impermeável betuminosa;
¾ Outros materiais - Embora os envolvimentos com betão e asfalto sejam os
mais empregados para proteger o aço, em certos casos podem utilizar-se outros
materiais, por exemplo espuma de poliuretano, que tem sido utilizada para
proteger da corrosão os órgãos de fixação dos cabos de pontes suspensas. As
espumas de poliuretano enchem os vazios, utilizando-se ainda polisulfuretos
líquidos se pretendemos garantir estanquidade. Outro tipo de protecção, embora
muito específico e mais dispendioso, é o encamisamento da peça por material
plástico aderente.
2.2.7.5. Esmaltagem
Os esmaltes fundidos comunicam uma perfeita impermeabilidade às superfícies de aço ou
ferro e, portanto, protegem-nas contra a ferrugem. Aplica-se de preferência para objectos
usuais de fundição limpos previamente. A capa de esmalte consta de duas partes, uma massa
fundamental ou suporte, finamente moída que depois de secar se coze até à sua vitrificação, e
uma segunda capa análoga que uma vez fundida faz o suporte branco transparente e
completamente impermeável. A massa fundamental é constituída por quartzo, bóraz, óxido de
zinco, etc.
2.2.7.6. Lacagem
Deposição de uma laca, por calor ou por diferença de potencial eléctrico, sob o metal
proteger. Esta protecção pode-se mostrar muito eficaz, desde que bem feita, como é o caso de
banheiras e bases de chuveiro que conseguem suportar dezenas de anos de utilização sem
danos.
2.2.7.7. Ligas inoxidáveis e outras
Tendo este tema já sido abordado, não se trata de efectuar a sua repetição, mas abordá-lo
como complemento ao uso de usa solução geral em aço comum.
78
Os Metais na Construção Civil
O aço sofre uma corrosão que depende não só da sua composição como do meio em que se
encontra. Como se sabe, a corrosão pode ser diminuída numa obra de aço utilizando
inoxidáveis em vez do habitual aço de carbono. As ligas inoxidáveis podem, por isso, ser
empregadas unicamente em algumas partes de obra metálica, por exemplo em samblagens,
em partes móveis (como cobre juntas), nas extremidades das vigas e roletes de apoio, na
ligação de elementos muito pequenos que sejam dificilmente acessíveis depois da obra
acabada (como em singularidade de estruturas trianguladas, que apresentam uma grande
superfície exposta e que conservar tornar-se-ia muito caro para todos os elementos), para os
elementos onde corre água em certas zonas marítimas, em zonas industriais onde a atmosfera
é muito agressiva, etc.
Deve entender-se que os aços inoxidáveis podem (e devem em alguns casos) ser pintados,
galvanizados ou protegidos tal qual como os aços de carbono ordinários. A utilização de
metais inoxidáveis é uma precaução suplementar para evitar problemas de conservação nos
elementos muito expostos e de acesso difícil.
As peças de uma estrutura de aço podem ser dimensionadas prevendo um desgaste por
corrosão. Assim, a espessura mínima obtida pelo cálculo deve ser aumentada da espessura
correspondente à diminuição da secção produzida pela corrosão: conhecendo a percentagem
de perda de espessura devida à corrosão e sabendo a duração prevista para a obra. Pode,
assim, encontrar-se a espessura suplementar a conferir numa e noutra face da peça para
atender às perdas por corrosão. É preciso atender que por vezes uma das faces pode ter uma
percentagem de corrosão quando em contacto com o meio agressivo maior do que a outra.
Por outro lado, em obras ao ar livre podem utilizar-se ligas de aço com cobre, desde que em
percentagem muito pequena, contudo este aço é bastante mais caro De qualquer modo, em
instalações enterradas e imersas os aços ao cobre apresentam também vantagens em relação
ao aço corrente ao carbono.
Também as ligas com alto teor em silício, em Crômio e em níquel resistem melhor à corrosão
e podem ser utilizadas desde que o seu preço não seja um obstáculo.
2.2.7.8. Protecção catódica
A corrosão em meio aquoso ou húmido é de natureza essencialmente electroquímica.
79
Os Metais na Construção Civil
É causada por uma corrente que vindo de zonas anódicas passa através da solução atingindo o
aço nas zonas catódicas. Este tipo de corrosão pode ser evitado fazendo passar no metal uma
corrente eléctrica com o sinal contrário e suficientemente forte para neutralizar as correntes
parasitas. A protecção catódica consiste em ligar à obra que se quer proteger um ânodo que
transporta metal, neutraliza as correntes parasitas e forma camadas de compostos não solúveis
sobre as novas superfícies catódicas.
Isto justifica-se no caso de:
¾ Aço enterrado;
¾ Canalizações;
¾ Estacas;
¾ Peças submersas de instalações marítimas;
¾ Portas de eclusas;
¾ Interior de cisternas;
¾ Exterior de reservatórios enterrados.
É preciso notar que a protecção catódica é eficaz em meio electrolítico, água ou solo húmido.
Fora deste meio a protecção catódica não é eficaz para proteger as peças.
2.2.7.9. Influência dos pormenores de construção
No que se refere à degradação das construções metálicas é necessário dedicar uma atenção
particular aos pormenores do projecto.
Assim, é de maior conveniência que todas as partes da obra sejam acessíveis com vista à
conservação, e se não o são que recebam uma protecção permanente. No entanto, se as obras
estão situadas em locais bem protegidos e aquecidos, afastados de canalizações e eventuais
fugas nas coberturas e nas paredes, a protecção pode ser dispensada. Se os locais onde as
peças metálicas estão colocadas são tão apertadas que as pessoas não possam entrar a
trabalhar, as obras devem ser consideradas como inacessíveis e, portanto, protegidas.
Resumindo esta e outras recomendações:
¾ Garantir espaço suficiente e acesso para realização de manutenção (pintura,
etc.);
¾ Quando tenham que existir pontos inacessíveis de peças devem ser protegidas;
¾ As formas das secções devem apresentar a menor superfície exposta possível;
80
Os Metais na Construção Civil
¾ Evitar formas ou pormenores susceptíveis de acumulação de sujidades;
¾ Eliminar as fendas susceptíveis de reter a água;
¾ Prever furos de drenagem em quantidade e tamanho suficiente. As secções em
U devem apresentar a concavidade para baixo e possuir orifícios de esgotos de
abertura, alternativamente ser envolvidas ou cheias com betão;
¾ Nas samblagens rebitadas, aparafusadas ou com secções de aço colocadas uma
contra a outra é preciso evitar a penetração da água entre as chapas ou nos
elementos adjacentes, assegurando-se que todas as superfícies metálicas estejam
em contacto íntimo;
¾ As soldaduras cheias são preferíveis nas juntas devido à água que penetra entre
chapas e porque é impossível retirar a decapagem da superfície;
¾ A decapagem aumenta o efeito corrosivo da humidade;
¾ Os pilares tubulares devem ser cheios de betão ou fechados para ser estanques
ao ar;
¾ Impedir o contacto directo de outros metais com o aço para evitar o fenómeno
de corrosão galvânica;
¾ Quando isso não for possível, é necessário isolar os metais de natureza
diferente, em particular as ligas de alumínio e cobre, habitualmente utilizadas
em painéis de decoração (por exemplo, uma pintura com cromato de zinco:
rodelas e juntas impregnadas com cromato de zinco são excelentes para isso);
¾ Os espaços que envolvem os elementos de aço devem ser ventilados (ou
tapados), pois é de permitir a circulação de ar por todas as faces dos perfis para
facilitar a secagem;
¾ É necessário um bom detalhe e planeamento do projecto estrutural, que leve em
conta possíveis interferências com os projectos de instalações eléctricas,
hidráulicas, ar condicionado, etc. e evitar improvisações no local da obra;
¾ Evitar regiões de empoçamento de água e deposição de resíduos;
¾ Evitar peças semi-enterradas ou semi-submersas.
2.2.7.10 Modos de reparação
Quando a abrasão e a corrosão se limitam a algumas peças, ou parte dos elementos de uma
obra, o modo simples, cómodo e económico de compensar a diminuição da secção desgastada
é aplicar metal novo sobre as superfícies deterioradas.
81
Os Metais na Construção Civil
Por exemplo, por meio de chapas, sobrepor as peças desgastadas e atacadas dum lado e doutro
e soldar sobre as partes em bom estado. É o que se chama placagem. O metal de substituição
tem secção comparável à da obra inicial. A placagem é válida também para reparar elementos
fendilhados, empenados ou parcialmente esmagados.
Contudo, apenas se utiliza esta técnica se do ponto de vista estético as chapas acrescentadas
são aceitáveis.
Quando a peça está fortemente corroída e se já não apresenta espaço para acrescentar chapas
de reforço, ou se existe problema de ordem estética, é necessário substituir a peça.
Uma secção deteriorada também pode ser reforçada por meio de um aumento de secção feito
por um envolvimento do betão.
2.2.7.11. Corrosão das armaduras de peças de betão armado ou pré-esforçado
A situação normal no aço do betão é a de se encontrar protegido contra a corrosão pela
passivação. A razão desta passivação é a alcalinidade do betão. O valor do PH da água dos
poros pode exceder o valor de 12,5.
Nesse caso, uma camada de óxido microscópica forma-se na superfície do aço, sendo esta
porção de película passiva que impede a dissolução do aço, tornando-se a corrosão da
armadura impossível.
Como o betão é um material poroso, o anidrido carbónico do ar pode penetrar nos poros para
o interior do betão e, então, reagir com o hidróxido de cálcio formado da reacção química do
cimento. É este hidróxido de cálcio que causa o elevado valor do PH e que protege as
armaduras contra a corrosão, determinado a seu desaparecimento a perda de protecção
alcalina das armaduras (carbonatação).
A difusão do anidrido carbónico só é possível nos poros cheios com ar. Por esta razão o betão
totalmente saturado de água não ficará carbonatado. Além do anidrido carbónico, os iões de
cloretos resultantes da água do mar ou de outros sais, podem penetrar pelos poros do betão
para o interior deste. É um processo de difusão que se realiza total ou parcialmente em poros
cheios de água.
Uma outra possibilidade de redução de alcalinidade é a lixiviação dos álcalis em água
corrente.
82
Os Metais na Construção Civil
De um modo simplificado, o processo de corrosão das armaduras pode ser separado em dois
processos simples:
¾ O catódico;
¾ O anódico.
Pelo processo anódico há uma dissolução real do aço. Iões de aço carregados positivamente
passam a solução, dando o ferro lugar a: Fe → Fe2 + 2e-.
Os restantes electrões do aço vão combinar-se no cátodo da água e o oxigénio formando iões
hidroxílicos.
No processo catódico a situação gerada é: 2e- + ½ O2 + H2O → 2(OH)-. Depois de algumas
fases intermédias, o aço ou o ferro e os iões hidroxilicos combinam-se para formar a ferrugem
que pode ser considerada, do ponto de vista teórico: Fe2O3.
A água é, pois, necessária para permitir que o processo electrolítico tenha lugar. A corrosão
não se pode dar nem no betão seco, nem no betão saturado de água, porque não há oxigénio,
mesmo que a camada passiva existente à superfície da armadura tenha sido destruída.
Isto quer dizer que a mais elevada corrosão ocorrerá nas camadas superficiais do betão,
sujeitas a frequentes condições de humidade e secagem (dai a obrigatoriedade de uma
espessura de recobrimento regulamentar mínima das armaduras de aço por betão).
Nas áreas actuando anodicamente o filme de passivação deve ser destruído. No processo
catódico, contudo, este fenómeno pode ter lugar mesmo que a camada passiva esteja intacta.
Além da corrosão a que estão sujeitos os aços ordinários de armaduras de betão armado, as
armaduras de pré-esforçado estão sujeitas a roturas de natureza frágil.
Um tipo de rotura frágil, designado corrosão sob tensão (que ocorre em certos aços mais
sensíveis) é um processo anódico muito localizado em que, devido a tensões permanentes
muito elevadas, se produz uma fendilhação.
O segundo tipo de rotura frágil é a consequência de um processo catódico. Sob certas
condições desenvolve-se hidrogénio atómico durante o processo catódico que pode penetrar
no aço. A recombinação do hidrogénio molecular com o aço conduz a uma pressão interna
local muito elevada e pode em consequência conduzir à fendilhação. Este tipo de rotura é
83
Os Metais na Construção Civil
chamado fragilização pelo hidrogénio. Ambos os tipos de rotura não podem ocorrer se o aço
do pré-esforço está totalmente rodeado por betão ou calda de cimento compactas
impermeáveis.
2.2.8. Protecção dos aços contra o fogo
Pode existir necessidade de se realizar esta protecção, dado que no aço para temperaturas da
ordem dos 300ºC vê o seu módulo de elasticidade diminuir bruscamente, bem como as
estruturas se dilatam enormemente.
Quando a temperatura atinge estes valores o aço começa a perder a sua resistência e deformase arrastando consigo as paredes.
As protecções contra o fogo consistem em revestimentos à base de placas de gesso (porque
parte das calorias são gastas na desidratação do gesso), paredes de tijolo refractário, ou
camadas de betão com 4 a 5 cm de espessura (no betão há sempre uma zona de 4 a 5 cm de
betão exterior e só depois é que aparecem as armaduras). É um problema deveras delicado,
com que os projectistas e construtores se debatem, quando da realização de estruturas de aço,
dado a sua deformação quando expostas ao fogo.
Dentre os materiais mais comummente utilizados, podemos citar:
Ö Argamassa de Asbesto: constituída de fibras de amianto com cimento. Aplicação
por spray (embora dado o amianto tenha caído em desuso por ser considerado
cancerígeno);
Ö Argamassa de Vermiculita: argamassa de agregado leve, à base de vermiculita.
Aplicação por spray ou com o uso de espátulas;
Ö Mantas de fibras cerâmicas: utilizada como revestimento tipo contorno ou como
revestimento tipo caixão;
Ö Mantas de lã de rocha: utilizada como revestimento tipo contorno ou como
revestimento tipo caixão;
Ö Argamassa composta de gesso e fibras: aplicação por spray;
Ö Betão/Alvenaria: revestimento ou encapsulamento da estrutura metálica com betão
ou alvenaria;
Ö Tinta intumescente: revestimento fogo-retardante, que submetido ao incêndio
transforma-se em volumosa camada, parecida com uma esponja. É a solução ideal
84
Os Metais na Construção Civil
quando há intenção de se deixar a estrutura aparente. Aplicação por pintura.
2.2.9. Tipos de ligações nas peças de aço
Há sistemas de ligação fixos (rebites e soldadura) e amovíveis (parafusos e colas).
Numa estrutura pode haver os vários tipos de ligação, embora tal não seja recomendável para
um mesmo dispositivo. Ou seja: pode-se efectuar o reforço de um dispositivo de ligação com
um tipo diferente da principal, mas esta última terá que ser dimensionada para resistir ao
esforço total, surgindo uma segunda ligação como mera reserva de segurança.
Assim, por exemplo, uma ligação aparafusada pode ser reforçada com a soldadura periférica
das chapas que unem, porém os esses parafusos terão que suportar todo o esforço a transmitir.
2.2.9.1. Rebitagem
Nas estruturas metálicas a rebitagem foi o primeiro processo utilizado na união das diferentes
peças ou elementos. Nos últimos anos tem sido preterida face ao aperfeiçoamento e domínio
dos restantes processos de ligação, sobretudo a soldadura e os parafusos, bem como mais
recentemente as colas (que são, nos casos correntes, meios mais eficazes).
Pela importância que teve e que de certo modo ainda tem, como nas construções de
metalomecânica pesada (pontes) e muito particularmente na caldeiraria abordam-se, de forma
sucinta, os aspectos mais importantes deste tipo de uniões.
Figura 26 – Ligação de peças metálicas por rebitagem.
Os rebites, como elementos de ligação, são fabricados a partir de varões redondos laminados e
são constituídos, antes de cravados, por uma cabeça e uma espiga. Podem ser realizados por
estampagem em diversos materiais. No estudo, preparação e execução de uma união rebitada
faz-se previamente uma análise qualitativa, quantitativa e de posicionamento.
85
Os Metais na Construção Civil
Figura 27 – Pormenor de ligação de peça metálica por rebitagem.
Uma vez definidos estes parâmetros faz-se, em simultâneo, a furação das peças a ligar,
comprimem-se estas entre si, introduz-se e alinha-se o rebite e seguem-se os procedimentos
de cravação. Actualmente na cravação usam-se martelos pneumáticos e a pressão de cravação
é feita em função do diâmetro do rebite, do seu material e ainda do tipo de estrutura em causa
(caldeiras, tanques, vigas, etc.).
A cravação pode ser feita a frio ou a quente. O primeiro processo, não aconselhável em
estruturas de responsabilidade, pode usar-se quando o diâmetro da espiga do rebite é inferior a
8 mm. O segundo, tecnicamente recomendável, usa-se para diâmetros superiores. O
aquecimento (até 1000ºC: rubro cereja claro) permite uma maior rapidez de execução,
inviabiliza o fenómeno de encravamento subjacente à deformação a frio e permite, ainda, com
o arrefecimento do rebite, que contrai, o aperto das chapas.
Esta compressão que o rebite exerce entre as chapas, permite que o correspondente atrito, que
assim se desenvolve entre elas, participe na transmissão dos esforços. A força de atrito é,
contudo, muito variável e não se pode garantir um valor mínimo, pelo que não se considera no
cálculo.
Tipos de juntas rebitadas:
¾ Juntas por sobreposição: As chapas são sobrepostas e ligadas entre si por uma
ou mais linhas de rebites;
¾ Juntas de topo: As chapas são colocadas de topo e recobertas por outras duas,
cada chapa intermédia é ligada às de recobrimento por intermédio de uma ou
mais linhas de rebites.
86
Os Metais na Construção Civil
Figura 28 – Sequência de ligação de peça metálica por rebitagem.
Figura 29 – Pormenor do remate de peça metálica por rebitagem.
Figura 30 – Cabos presos a rebites.
87
Os Metais na Construção Civil
Figura 31 – Ligação rebitada em estrutura metálica.
2.2.9.2. Ligações aparafusadas de peças metálicas
Estes elementos de ligação têm a vantagem de permitirem a desmontagem parcial ou total dos
trabalhos, facilitando as operações de reparação, inspecção, movimentação e substituição de
componentes nos mesmos. As diferenças destes elementos baseiam-se fundamentalmente na
rosca, sendo a escolha dos mesmos feita segundo a função requerida como: resistência à
união, hermeticidade, dimensão das peças, velocidade de execução, etc.
Os parâmetros de classificação de uma rosca são:
¾ O passo (avanço no sentido axial permitindo uma rotação de 360º);
¾ O tipo (geometria dos filetes):
¾ O sentido (sentido da rotação);
¾ O número de entradas.
Consideram-se dois tipos de ligação aparafusada:
¾ Ordinárias ou correntes: Cujo funcionamento se pode considerar semelhante
ao das ligações rebitadas, actuando o parafuso essencialmente pela resistência
ao corte da sua secção transversal;
¾ Pré-esforçadas: Que se baseiam na existência de forças de aperto e de atrito
resultantes do pré-esforço do parafuso, podendo não chegar a sua secção a ter
que resistir ao corte.
Tipologias de roscas:
88
Os Metais na Construção Civil
1. Rosca triangular:
¾ Rosca triangular normal - tem um passo reduzido e suporta um esforço elevado;
¾ Rosca triangular de passo fino - semelhante à anterior mas com o passo menor e
que garante um bloqueamento superior, utilizando-se aquando de esforços
dinâmicos elevados e com vibrações;
¾ Rosca gás (Whitword e Americana) - rosca utilizada em canalizações e onde
seja necessário garantir a estanquidade.
2. Rosca trapezoidal: O seu perfil é um trapézio e é utilizada em veios de
movimento (fusos de tomo);
3. Rosca quadrada: De perfil quadrado, suporta esforços axiais. Necessita de uma
contra-porca pois tem uma deficiente autofrenagem;
4. Rosca em dente de serra: De perfil em forma de serra, sendo utilizada para
esforços unilaterais (prensas);
5. Rosca redonda: Com perfil redondo, pode suportar grandes esforços mas
deteriorando-se facilmente, aplicando-se em acoplamentos ferroviários,
mangueiras, etc;
6. Rosca rectangular: Com o seu formato garante uma considerável estanquidade
que se associa a fenómenos de pressão.
Figura 32 – Ligação aparafusada de base de pilar.
Figura 33 – Ligação aparafusada de guarda corpo.
89
Os Metais na Construção Civil
2.2.9.3. Ligações soldadas
Até ao século XIX o único processo de soldadura era o utilizado pelo ferreiro, que
concentrava calor na zona a ligar, provocando a sua fusão ou deformação.
Aparece então o arco eléctrico, soldadura por fusão, que utiliza fontes de calor que elevam a
temperatura do metal localmente a um valor adequado à soldadura. Utilizava um eléctrodo de
carvão que foi substituído mais tarde por um fio metálico. Quando foi possível a utilização de
oxigénio e de acetileno obtiveram-se chamas de alta temperatura, as quais permitiram,
também, a fusão localizada de determinados metais.
Outros processos baseiam-se na elevada resistência eléctrica local e na aplicação de pressão
na zona a ligar. São chamados, genericamente, por “soldadura por resistência”.
Figura 34 – Esquema da soldadura oxi-acetilénica
O termo soldadura por fusão é utilizado para os processos em que uma fonte de calor provoca
essa fusão local do material, seguindo-se a solidificação do banho de fusão, a qual origina a
ligação das peças.
Figura 35 – Aplicação de soldaduras por eléctrodo revestido.
90
Os Metais na Construção Civil
Surge depois a “soldadura por eléctrodo revestido”, melhorando os dois processos anteriores
e, sucessivamente, incrementos são ainda verificados através das soldaduras por arco
submerso, TIG, MIG, MAG, electroescória, electrogás, plasma e fios fluxados.
O arco eléctrico
A soldadura envolve a aplicação de calor na zona que se quer ligar, uma das formas mais
utilizadas consiste em fazer passar uma corrente eléctrica entre duas superfícies, as quais
oferecem uma resistência à passagem da corrente, gerando calor.
O arco eléctrico pode ser definido como um condutor gasoso que transforma energia eléctrica
em calorífica. O arco é estabelecido através de uma descarga eléctrica entre dois eléctrodos, a
qual é mantida devido ao desenvolvimento de um meio gasoso condutor. Os eléctrodos são
em carvão ou em metal. O eléctrodo negativo, a partir do qual são emitidos os electrões que
passam através do gás, é chamado cátodo. O eléctrodo positivo é conhecido por ânodo.
Soldadura por eléctrodos revestidos
A soldadura por eléctrodos revestidos é, ainda hoje, apesar dos anos decorridos desde o início
da sua utilização industrial, o processo mais utilizado.
A versatilidade e a simplicidade do equipamento utilizado são, sem dúvida, as razões
fundamentais do seu grande sucesso. Como quase tudo, a qualidade final da soldadura
depende essencialmente do soldador, pelo que uma formação profissional adequada e a
experiência adquirida são condições essenciais para uma boa aplicação do processo.
Figura 36 – Aparelhagem de soldar por eléctrodos revestidos
Comercialmente, existem eléctrodos para os seguintes materiais:
¾ Aço carbono;
91
Os Metais na Construção Civil
¾ Aços micro ligados;
¾ Aços resistentes à corrosão;
¾ Ferros fundidos;
¾ Alumínio e ligas de alumínio;
¾ Cobre e ligas de cobre;
¾ Níquel e ligas de níquel.
Os eléctrodos podem apresentar os seguintes diâmetros, expressos em milímetros:
¾ 1.20; 2.50; 3.15 (o mais utilizado); 4.00; 5.00 e 6.00.
O processo de soldadura por eléctrodos revestidos é adaptável a qualquer espessura, dentro de
certos limites de natureza prática e económica. Para materiais de espessura inferior a 1,5 mm,
o material base funde antes que se crie um banho de fusão estável, desde que não se utilizem
cuidados especiais. O limite superior de espessura soldável por eléctrodos revestidos não
existe, embora outros processos, tais como o arco submerso ou MIG com fios fluxados,
possam ser, por exemplo, muito mais económicos em espessuras superiores a 30 mm.
Uma das maiores vantagens deste processo de soldadura é a possibilidade de ser utilizado em
qualquer posição, contrariamente ao que acontece com os processos considerados de maior
produtividade. Trata-se também de um processo que pode ser utilizado em qualquer ambiente,
inclusivamente debaixo de água.
Contudo, sempre que se utiliza a soldadura por eléctrodos revestidos ao ar livre, dever-se-ão
tomar precauções de protecção contra o vento, chuva e humidade, já que se tal não acontecer
corre-se o risco de originar defeitos graves no cordão de soldadura, com porosidade ou até
fissuração.
Trata-se, ainda, de um processo de grande utilidade para reparações, dada a sua grande
versatilidade e variedade de tipos de eléctrodos existentes no mercado.
Soldagem a arco gasoso com tungstênio (GTAW ou TIG)
Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem
como a aparência estética do acabamento da solda. A capacidade de soldar em baixa corrente
e, portanto, entrada de pouco calor, mais a capacidade de adicionar o arame de adição
necessária, é ideal para materiais finos e a raiz corre em um dos lados da soldagem de chapa e
92
Os Metais na Construção Civil
tubo, mais grossa. O processo é facilmente mecanizado e a habilidade para soldar com ou sem
o arame de adição (solda autógena) faz deste processo a soldagem orbital do tubo.
O argônio puro é o mais popular gás protector, porém o argônio rico de misturas com a adição
de hidrogênio, hélio ou nitrogênio é também empregado em finalidades específicas. Sendo
empregada a soldagem lateral simples com protecção de gás inerte em baixo do cordão de
solda evita-se a oxidação e a perda da resistência a corrosão.
Assim, a soldadura TIG apresenta vantagens significativas para uma larga diversidade de
indústrias, as quais vão desde a distinta qualidade requerida na indústria aeroespacial e
nuclear, à elevada velocidade necessária na fabricação de tubos e chapas, bem como à
flexibilidade que a soldadura TIG apresenta para trabalhos de reparação.
Este processo permite um controlo preciso da entrega térmica, pelo que é o mais aconselhável
para a ligação de metais de pequena espessura e para a realização de pequenos cordões, em
componentes sensíveis ao calor. É também utilizado em pequenos trabalhos e reparações em
muitas oficinas de fabricação, devido à facilidade de controlo do processo e à possibilidade de
utilização de material de adição, quando necessário.
A soldadura TIG é utilizada, com ou sem material de adição, para realizar cordões de elevada
qualidade com forma suave e uniforme. Este processo pode também ser utilizado para
soldadura por pontos de chapa fina. É um processo adequado a quase todos os metais e
particularmente indicado em alumínio, magnésio e metais reactivos como o titânio e o
zircónio.
Com este processo podem-se também soldar aços de liga, aços inoxidáveis, ligas de níquel e
ligas especiais. Em aço macio e aço carbono pode ser necessário evitar porosidade e, neste
caso, temos algumas condicionantes.
A soldadura TIG pode ser utilizada para todos os tipos de juntas e preparações em chapa, em
tubo ou em outras formas.
De entre esses tipos de juntas salientam-se:
¾ Junta topo a topo;
¾ Junta sobreposta;
¾ Junta em T;
¾ Junta de canto.
93
Os Metais na Construção Civil
É particularmente apropriada para a soldadura de espessuras inferiores a 10 mm, sendo
frequente a utilização deste processo para a realização de passes de raiz em cordões, cujo
enchimento utiliza a soldadura por arco submerso ou MIG/MAG.
A utilização do processo TIG sem material de adição, particularmente indicada para
espessuras finas, é uma técnica facilmente automatizável.
Figura 37 – Soldadura TIG esquema de princípio
Soldagem a arco de plasma (PAW)
É uma derivação do processo TIG, envolvendo a construção de um sistema de bocal que
produz um arco de plasma transferido, concentrado e estreito com características de
penetração profunda.
Usado principalmente num sistema mecanizado com alta velocidade e alta produtividade, é
uma solda autógena onde se torna necessário uma junta de topo de canto vivo com espessura
de até 8mm. É necessário uma combinação de PAW/TIG e arame de enchimento para
assegurar uma junta de topo de canto vivo, mais grosso, com perfil pleno na superfície da
solda.
Para espessuras maiores que 10mm emprega-se a preparação de raiz da solda PAW com V
parcial, seguido de junta de enchimento multi-passo. É necessário a protecção com gás
argônio para manter a resistência à corrosão debaixo do cordão.
94
Os Metais na Construção Civil
Referência
Designação
1,2,3,4
Soldadura topo a topo com chanfro
5, 5a, 5b
Soldadura topo a topo sem chanfro
6,7,8,14
Soldadura de ângulo interior
9
Soldadura de ângulo ao baixo
10,11
Soldadura de ângulo exterior
12,13
Soldadura de sobreposição
15
Soldadura de entalhe
Figura 38 - Cordões com solda TIG
Soldagem a arco com eléctrodo revestido (SMAW ou MMA)
É de operação manual e é o mais antigo dos processos a arco, os eléctrodos MMA são de uso
comum devido à sua flexibilidade, adaptando-se a uma ampla faixa de materiais a serem
soldados.
Os tipos de eléctrodos revestidos são produzidos para dar as características de performance
que os tornam adequados para diferentes aplicações em soldagem.
O mais amplamente usado, o eléctrodo revestido rutílico, produz um arco com transferência
rápida de metal de adição em forma de “spray”, auto remoção da escória e um perfil de solda
finamente ondulado e estético. Será necessário o mínimo de esmerilamento após solda. É
principalmente usado em posição descendente, quando é produzido cordão e solda de topo.
95
Os Metais na Construção Civil
Os eléctrodos com este tipo de revestimento podem ser usados noutra posição, mas esta é
limitada na sua aplicação e dimensão, ou seja no máximo 3,2mm.
Os eléctrodos com revestimento básico produzem solda de maior integridade com relação a
micro inclusões e poros devido a gases, sendo extremamente vantajosos para um conjunto
fixo soldado de tubos. A remoção de escória e perfis de solda não são considerados como
vantagem dos tipos rutilicos.
Os eléctrodos revestidos especiais são produzidos para aplicações específicas, por exemplo:
soldagem vertical descendente e descendente de alta recuperação. Os eléctrodos são
fabricados em dimensões na faixa de 2,5 a 5,0mm de diâmetro.
Soldagem a arco gasoso com arame continuo (GMAW ou MIG/ MAG)
Este é um processo de soldagem semi-automático que pode ser usado manualmente ou
automatizado, envolvendo eléctrodo de arame sólido como consumível contínuo e um gás
protector rico em argônio. É empregado pela sua característica de alta produtividade na
soldagem e material fino, utilizando um “curto-circuito” como técnica de transferência de
metal, ou transferência rápida de metal de adição em “spray”, para material mais grosso.
As fontes de energia que produzem uma fonte de corrente pulsante foram desenvolvidas para
melhorar a qualidade do metal de adição na soldagem posicional e com aparência de solda
mais limpa.
As misturas de gases com adição de oxigénio, hélio, dióxido de carbono e outros gases, têm
sido desenvolvidas para melhorar as características de estabilidade do arco e cordão de solda
“humedecido”.
O processo de soldadura MIG/MAG pode ser utilizado numa larga gama de metais com
secções diversas, atendendo aos:
Ö Tipos de eléctrodo, sua composição e diâmetro;
Ö Gases de protecção e seu débito;
Ö Variáveis do processo, como a intensidade de corrente, tensão, velocidade de
soldadura e modo de transferência;
Ö Tipos de junta.
96
Os Metais na Construção Civil
Figura 39- Esquema de princípio soldadura MIG e MAG
Figura 40 – Estrutura soldada e pormenor de cordões de soldadura.
Soldagem a arco com eléctrodo de alma fundente (FCAW ou FCW)
É uma versão do processo MIG/MAG onde o consumível de arame sólido é substituído com
arame tubular enchido com um fluxo fundente (FCW), ou pó metálico (MCW), e pode ser
usado com equipamento do mesmo tipo.
São produzidas duas variantes de arame, um deles proporciona capacidade para todas as
posições e o outro para maior deposição em aplicações de soldagem plana.
97
Os Metais na Construção Civil
É possível obter maiores taxas de deposição da solda do que com o processo MMA ou
MIG/MAG. É possível também uma significativa redução na limpeza e esmerilamento após
solda.
Figura 41 - Soldadura arco submerso.
Soldagem por resistência eléctrica (ERW)
A resistência eléctrica na soldagem por ponto e contínua é geralmente limitada a soldagem de
produção em massa de material fino, onde o tipo de junta sobreposta não diminuirá a
resistência à corrosão que é esperada durante o trabalho.
Soldadura por fios fluxados
Os principais benefícios da soldadura com fios fluxados são obtidos através da combinação de
três factores principais:
a) O aumento da produtividade da utilização de um consumível continuo;
b) Utilização de maiores densidades de energia, as quais permitem maiores taxas
de depósito, maior penetração e menor quantidade de defeitos de fusão;
c) Benefícios metalúrgicos que derivam da possibilidade de adição de elementos
de liga no fluxo que está contido no interior do consumível.
Devido a estes factores, a utilização do processo de soldadura com fios fluxados permite
ganhos evidentes, quando comparada com outros processos de soldadura, como os eléctrodos
revestidos e o MIG/MAG.
98
Os Metais na Construção Civil
Figura 42 - Pormenor de soldadura
Fios fluxados com protecção gasosa
Aço Carbono
A vasta gama de fios fluxados disponíveis, permite aos fabricantes seleccionar um
consumível, não tendo apenas como objectivo a melhoria das propriedades mecânicas para
um aço particular. Na verdade, também o aumento da produtividade, através da escolha
adequada do tipo e tamanho de fio para uma aplicação específica, é uma vantagem acrescida.
Por conveniência, agrupam-se as aplicações do aço carbono em três grupos distintos:
a) Aços para temperaturas normais, até 20ºC;
b) Aços para temperaturas baixas, até -60ºC;
c) Aços de alta resistência.
A tenacidade dos cordões de soldadura, em aço carbono, depende do método utilizado.
Por exemplo, alguns fios auto-protegidos desoxidantes podem dar origem a cordões de
soldadura de baixa tenacidade, outros, no entanto, produzem juntas com excelentes
características de impacto.
Existem fios fluxados com e sem protecção gasosa que permitem a obtenção de valores de
tenacidade normalizados, para qualquer dos grupos acima descritos. Os valores de resistência
requisitados devem ser analisados antes da selecção do consumível para cada aplicação
específica.
Aço Inoxidável
99
Os Metais na Construção Civil
Os fios fluxados para aço inox apareceram no mercado depois dos fios para aço macio, tendo
já, hoje em dia, uma aplicação bastante ampla, devido ao facto de apresentarem vantagens
significativas, nomeadamente em termos de produtividade. Este tipo de eléctrodo tem tido
especial atenção como material de soldadura de grande eficiência, que substitui o eléctrodo
revestido e o fio sólido. Quando se usa CO2 como gás de protecção, corre-se o risco da
quantidade de carbono depositado, no metal base, aumentar. Contudo, com os fios fluxados
este efeito é minorado devido a:
a) Efeito protector da escória;
b) Reacção activa do carbono com o oxigénio.
Utilizando os consumíveis actualmente no mercado é possível obter juntas com qualidade
semelhante à soldadura MIG/MAG com fio cheio. A posição de soldadura e o comprimento
do arco são factores que influenciam significativamente os resultados obtidos em soldadura
com fios fluxados auto protegidos. Um comprimento de arco demasiado grande origina,
usualmente, uma maior absorção de azoto no metal fundido, o que aumenta o risco de micro
fissuração.
Soldadura por electroescória
A soldadura por electroescória é um processo que, devido à grande quantidade de energia
posta em jogo, produz um crescimento acentuado do grão na zona de fusão, bem como no
material de base adjacente.
O banho de fusão é protegido pela escória sobrenadante fundida, a qual se move verticalmente
no sentido ascendente, à medida que o processo vai progredindo.
A iniciação do processo é conseguida por um pequeno arco eléctrico que funde uma dada
quantidade de fluxo adicionada previamente, formando a escória. Na prática, adiciona-se uma
pequena quantidade de palha-de-aço que é diluída na massa fundida logo que se dá a
estabilização do processo. Quando este estabiliza, o arco eléctrico de iniciação extingue-se e o
banho de fusão é mantido através do calor produzido por efeito de Joule, devido à passagem
de corrente pela escória. Na maioria dos casos usa-se um chanfro de secção transversal
rectangular, fazendo-se o enchimento num movimento vertical ascendente. Existem, contudo,
algumas variantes que podem usar outros tipos de chanfro, consoante as aplicações a que se
destinam.
100
Os Metais na Construção Civil
Figura 43 - Soldadura por roletes esquema de principio
Figura 44 - Soldadura por pontos esquema de princípio
Neste processo, a fusão processa-se lentamente e de forma estável, conseguindo-se obter
elevadas taxas de deposição. Na realidade, trata-se do processo de soldadura que consegue
maiores taxas de deposição, sendo do ponto de vista económico um dos mais interessantes na
tecnologia de soldadura.
A energia usada no processo deve ser suficiente para fundir os bordos do material de base,
atingindo-se temperaturas no centro da zona fundida próximas dos 2000ºC, enquanto que na
superfície da zona fundida as temperaturas são próximas dos 1650ºC.
Soldagem a laser
A energia concentrada alcançada no ponto focalizado de um feixe de raio laser é muito
intensa, sendo capaz de produzir uma penetração profunda de solda, em secção grossa de aço
inoxidável com mínima distorção do componente. O processo emprega grande capital no
custo do equipamento e seu uso é reservado para fabricação de produção em massa.
101
Os Metais na Construção Civil
Tabela 10 – Resumo comparativo de processos de soldadura
NATUREZA DA
ENERGIA
VARIANTES
Oxi-Acetilénlco
Termoquímica
Soldadura com gases
Oxi-Propânico
Oxidrica
Soldadura por pernos
Soldadura por arco magnético radial
Soldadura por descarga de condensadores
Soldadura por hidrogénio atómico
Soldadura com eléctrodo de carvão
Soldadura por plasma
Soldadura com eléctrodo nu
Soldadura com eléctrodo revestido móvel
Soldadura com eléctrodo revestido Imóvel
Soldadura com fio eléctrodo nu (sem protecção)
Por arco eléctrico
Soldadura com fio eléctrodo revestido (c/ ou s/ protecção)
Soldadura com fio eléctrodo em atmosfera activa (MAG)
Soldadura com fio eléctrodo em atmosfera Inerte (MIG)
Soldadura com fio eléctrodo sob fluxo condutor (arco submerso)
Soldadura sob gás carbónico
Soldadura sob vapor de agua
Eléctrica
Soldadura sob misturas gasosas
Soldadura com eléctrodo de grafite (c/ ou s/ atmosfera de protecção)
Soldadura com eléctrodo tungsténio em atmosfera Inerte (TIG)
Soldadura por arco transferido (plasma)
Soldadura por arco anelar e/ campo magnético axial
Soldadura por pontos, costura ou bossas
Por resistência
eléctrica
Soldadura topo a topo por resistência pura ou falseamento
Soldadura por roletes
Soldadura por percussão
Por energia
mecânica
Soldadura a trio, por explosão, por fricção, por ullra-sons
Por caldeamento
Por energia
térmica
inversa
Por jacto de ar quente (plásticos)
Por feixe de electrões
Por laser
Por alta frequência
102
Os Metais na Construção Civil
Figura 45 - Operação de soldadura por pontos
2.2.9.4. Colas
Devido à constante descoberta de materiais sintéticos, que progressivamente vêm a substituir
os materiais metálicos, e devido às suas características de leveza, foi possível desenvolver um
processo de união, considerado como uma das maiores evoluções tecnológicas do século XX.
A sua característica mais marcante reside no facto de a união ser feita numa zona de contacto
continua.
Como vantagens deste processo podem ser apontadas:
Ö Redução do peso;
Ö Eliminação de parafusos, rebites e pernas;
Ö Diminuindo as hipóteses de fissuração;
Ö Redução de pontos onde se concentrem as tensões;
Ö Capacidade de unir elementos metálicos com não metálicos;
Ö Isolamento térmico e sonoro;
Ö Garantia de uma estanquidade e resistência à corrosão;
Ö Maior rapidez de execução com economia do material e equipamento.
Por mais vantajoso que este método de união seja, podem ser encontradas algumas
desvantagens como:
Ö Limite térmico de aplicação;
Ö Insuficiente resistência ao calor húmido;
Ö Ataque químico da união no caso de colas fenólicas;
103
Os Metais na Construção Civil
Ö Necessidade de um calculo apurado, uma vez que os coeficientes de dilatação
entre as colas e os elementos são muito diferentes; bem como ainda o facto de o
resultado final ser sensível a choques e vibrações.
Para que a colagem seja de boa qualidade é preciso que se equacionem as condições de
serviço e acções actuantes.
Os elementos que se pretendem unir deverão previamente ser objecto de preparação, como:
decapagem, desengorduramento e despoeiramento.
Preferivelmente, deve-se desencadear toda a operação fora de zonas frias e, até se possível,
dar um ligeiro aquecimento aos elementos, na zona da junta.
No caso de serem utilizadas colas com solventes é imprescindível atender às prescrições
técnicas, em particular a dosagem e o tempo de evaporação do solvente.
2.2.10. Síntese de avarias em ferro e aços
Tantos as causas como os tipos de degradação podem ser variados e, muitas vezes, podem
andar associadas.
Apresenta-se um quadro sucinto com as principias razões de problemas nesta área, bem como
a sua caracterização, sintomatologia e consequências.
104
Os Metais na Construção Civil
Tabela 11 – Tipos e causas de deterioração em metais
Tipos e
Características
Sintomas
Consequências
Alteração na superfície de
Superfícies picadas;
Transformação do ferro
uma substância devido a
Superfícies oxidadadas;
puro em óxido, ou em outro
uma reacção química com
Escamas de óxido
composto; Má aderência;
as substâncias em contacto
facilmente destacáveis com
Redução da secção;
com ela
cor castanha típica dos aços
Aumento da tensão;
ferrosos
Diminuição da resistência
Superfícies polidas e gastas
Diminuição da resistência;
Causas
Corrosão
Abrasão
Desgaste por atrito
Redução da secção
Jogo de
Os parafusos e rebites das
Rebites e parafusos
Produz deslizamentos nas
samblagens
obras metálicas recebem
desapertados
juntas; Deformação das
choques ou esforços
obras; Tensões muito
repetitivos
elevadas; Aumento da
possibilidade de ocorrer
rotura por fadiga
Fadiga
Decréscimo progressivo de
Aparecimento de pequenas
Dificuldade na detecção;
uma propriedade, devido a
estrias
Rotura sem aviso prévio
Colisão entre dois corpos,
Tensões críticas
Deformações localizadas
com a existência de forças
ultrapassadas
esforços repetitivos
Impacto
relativamente grandes
durante um intervalo muito
pequeno
105
Os Metais na Construção Civil
3. METAIS NÃO FERROSOS
3.1. Alumínio
O salto tecnológico dos últimos 50 anos e a sua incidência na concepção e fabrico de perfis de
alumínio, permitiu que este material atingisse a posição de destaque que ocupa nos mercados
da construção civil, da decoração e do mobiliário. Com efeito, a sua leveza e robustez aliadas
à particular aptidão para ser extrudido em secções complexas e de detalhe rigoroso, permitem
a execução de perfis especializados para utilizações muito específicas.
Paralelamente,
o
desenvolvimento da tecnologia, em particular a dos plásticos, permitiu-lhes romper algumas
antigas limitações, como eram a elevada condutividade térmica e a pequena paleta de cores
possíveis com a anodização. A utilização das pontes térmicas em poliamida e a lacagem
electrostática com poliéster pigmentado, garantem ao alumínio dos nossos dias óptimos
comportamentos no que respeita a isolamento térmico e uma gama de cores e de acabamentos
quase infinita.
Quando se fala de perfis de alumínio, trata-se geralmente de liga de alumínio A.G.S.
(alumínio, magnésio e silício). Extrai-se o alumínio da bauxite, depois de diversos processos
químicos.
Figura 46 - Perfil de alumínio para aplicação em Janelas
3.1.1. Características
Relativamente às suas características, o alumínio é um metal de fraca densidade (2.7), o seu
aspecto é brilhante, resultado de um poder reflector bem elevado. A fusão deste metal dá-se à
temperatura de 658ºC, não é magnético, e ambos, o calor especifico e o coeficiente de
dilatação linear, são elevados.
Grande é também a sua condutividade térmica.
106
Os Metais na Construção Civil
Relativamente ao módulo de elasticidade, à resistência eléctrica e ao poder emissivo, são
todos fracos, mas há que referir que o último pode tomar-se muito forte aquando o fim da
ionização.
Relativamente ao seu contacto com outros materiais, pode-se dizer que o alumínio é electronegativo em relação à maioria, com excepções para o magnésio, zinco e cádmio. Isto porque,
quando dois metais se encontram num meio húmido e condutor, a corrente eléctrica tende a
passar pelo mais electronegativo (que maioritariamente é o alumínio). Em contacto com cada
metal, o alumínio revela-se de maneira diferente:
a) Aço - quando o aço não é protegido a sua oxidação (mesmo em atmosfera
normal) provoca ferrugem e esta, por sua, vez ataca o alumínio. Para que tal não
aconteça, deve-se previamente tratar o aço através de uma zincagem,
cadmiagem ou pintura com pigmentos de zinco;
b) Aço inoxidável - quando não são magnéticos, não produzem qualquer ataque em
contacto com o alumínio, dando inteira satisfação;
c) Cobre - o seu contacto com o metal em causa é extremamente corrosivo, pelo
que se deve abolir. O mesmo acontece para qualquer uma das ligas que do cobre
derivam (latão, bronze, etc.);
d) Chumbo - não é muito aconselhável o seu toque com o alumínio, assim como se
desaconselha utilizar a pintura do seu óxido;
e) Pó de gesso e de cimento - quando se encontram em presença da humidade
provocam ataques superficiais no alumínio e mesmo após uma limpeza deixam
traços brancos. A resistência estrutural não é abalada, mas o efeito é inestético.
No entanto, após ter acontecida a presa de ambos, cessa o perigo de ataque;
f) Madeira - o contacto do alumínio com a madeira não provoca qualquer reacção,
com a excepção do carvalho e castanheiro, e mesmo assim somente em presença
da humidade. O resultado é uma reacção ácida que pode ser evitada com a
pintura ou a lacagem anterior ao contacto.
3.1.2. Tecnologia de fabrico
Como se disse, quando se fala de alumínio, é evidente que se trata de ligas, a mais utilizada é
A.G.S. (Alumínio/Magnésio/Silício).
Em linhas gerais podemos dizer que a obtenção do Alumínio se efectua em dois estados:
107
Os Metais na Construção Civil
1) Extracção da alumínia da bauxite por um ataque a quente, sob pressão, por uma
solução de soda cáustica calcinada, obtida após hidrólise, decantação e
filtragem;
2) Electrólise da alumínia, combinada com fluoreto de sódio (criólite) utilizado
como fundente para baixar a temperatura de fusão da alumínia, para mais ou
menos 1000ºC, a qual, quando pura, é da ordem dos 1800ºC.
Nesta operação, a tensão aos bornes é de 4,5V e a intensidade de marcha das tinas é
actualmente de 100.000A.
O alumínio é recolhido do fundo da tina onde foi produzido e bombeado para cadinhos de
fusão de onde é vazado em dois tipos diferentes de moldes:
1) Fixos: De dimensões razoavelmente grandes e que produzem dois tipos de peças:
a) Billettes: Grandes cilindros com cerca de 30cm de diâmetro e comprimento
superior a 1.5m, que serão utilizados para a produção de perfis extrudidos;
b) Placas: Peças de dimensões semelhantes que serão usadas para a produção de
chapas.
2) Tapetes de moldes: Produzem lingotes, isto é, peças de dimensões mais reduzidas
que serão utilizadas para fundição por laminagem.
Figura 47 - Billetes armazenados
3.1.3. Tecnologia de transformação
Laminagem
Uma placa espessa de alumínio passa entre grupos de dois cilindros que a comprimem
baixando assim a sua espessura e aumentando o seu comprimento.
108
Os Metais na Construção Civil
Extrusão
Descrição das fases:
1) Aquecimento do billete em forno a óleo, temperatura da zona plástica entre os
450 e 480ºC;
2) Alimentação da prensa;
3) Extrusão propriamente dita, seguida de têmpera superficial por intermédio de
ventiladores;
4) Estiramento (comando manual) por meio de tensores, que provoca um
alongamento de 1 a 2%;
5) Estabilização da liga em forno a óleo (mais ou menos 180ºC durante 5H).
Fundição
Distinguem-se dois tipos principais deste processo:
Ö A fundição directa - Em que o metal liquido é vazado dentro de moldes, onde é
deixado a arrefecer até se tomar sólido, sendo depois limpo e acabado;
Ö Por injecção - Em que o metal fundido é vazado dentro de uma bomba que o
injecta sob pressão no interior de um molde de aço, de onde é retirado depois de
solidificar.
3.1.4. Tecnologia de tratamento
O alumínio (peças, chapas e perfis), obtido pelos processos atrás referidos, não está ainda
capaz de ser utilizado, sendo necessário faze-lo sofrer um ou mais tratamentos em termos de o
tomar utilizável com segurança. Assim, referiremos a seguir algumas das mais importantes
operações de tratamento no caso dos perfis (comparáveis a alguns passos da extrusão):
Ö Tempera ao ar: Faz-se por esfriamento rápido, por ar comprimido, do perfil que sai
da matriz;
Ö Estiramento: É feito quando o metal está frio. Consiste num alongamento de 1 a
2% e tem por fim estabilizar as dimensões do perfil. Esta operação faz-se em
conjunto com uma outra que corrige eventuais torções do metal e que são devidas,
sobretudo, a assimetrias na secção do perfil;
109
Os Metais na Construção Civil
Ö Estabilização: É obtida pelo aquecimento dos perfis em fornos, a uma temperatura
de 180ºC durante 5 horas.
Para garantir a sua protecção superficial e o seu aspecto estético deverão, de acordo com a
NORMA NFP 24351, estes produtos ainda ser sujeitos a um dos acabamentos quês e seguem.
3.1.5. Anodização
Este processo tem múltiplos aproveitamentos, sendo dada maior importância no campo da
protecção.
Não é mais do que a criação artificial de uma camada de alumínia, 200 a 2000 vezes mais
espessa que a criada naturalmente. Esta camada é transparente, impermeável à água, ao ar e à
maior parte dos agentes químicos, possuindo ainda resistências mecânicas excepcionais.
Assim, a anodização aumenta e mantém o aspecto decorativo, permite a coloração e ainda
conserva as características metálicas do alumínio.
Este processo, passa por oito fases distintas:
1. Desengorduramento;
2. Vapor;
3. Decapagem;
4. Acetinagem;
5. Neutralização;
6. Anodização;
7. Coloração;
8. Colmatagem.
Classes de anodização
De acordo com a NORMA NFA 91450 (Anodização do alumínio e suas ligas), as espessuras
das camadas anódicas deverão ser:
110
Os Metais na Construção Civil
Ö Classe 15 (de 15 a 19 mícron), para alumínio que venha a ser utilizado em
atmosferas normais;
Ö Classe 20 (de 20 a 24 mícron), para alumínio que venha a ser utilizado em
ambientes muito agressivos (atmosferas marítimas e industriais).
São desaconselhadas espessuras superiores por razões de ordem estética.
3.1.6. Controle e garantia
A verificação da espessura anódica encontra-se normalizada em Portugal.
Assim, as Normas Portugueses NP 1476 e NP1477 referem, respectivamente, os processos
“Micrográfico” e “das Correntes de Foucault”. Ainda respeitante às Normas Portugueses, a
NP 14791 estabelece que a perca de peso por colmatagem deverá ser inferior a 20mg/dm2. A
Associação Europeia para a Utilização do Alumínio em Obra (EWAA), em conjunto com a
Associação Europeia dos Anodizadores (EURAS), criaram um Certificado Qualidade passado
aos anodizadores sujeitos a controle de qualidade dos produtos e cujo equipamento garanta a
constância dessa qualidade.
Figura 48 - Perfis simples tubulares anodizados para andaimes em alumínio
3.1.7. Controlo de qualidade
Para que o alumínio resulte num metal pleno de suas características inatas e possua uma boa
qualidade, há que tomar atenção a três factores importantes:
111
Os Metais na Construção Civil
1) O primeiro factor consiste na espessura da anodização, a sua verificação é muito
importante e pode ser feita por intermédio de um corte micrográfico onde é visível a
espessura, ou por um isoscópio cujo apalpador mede as passagens das correntes de
Foucaull;
2) O segundo factor é o necessário controlo da colmatagem. Através do processo
gravimétrico, tentam-se determinar as perdas de massa, com soluções como o ácido
crómico e fosfórico;
3) Por último, é necessário o controlo da colaboração, sendo este é estabelecido pela
comparação dos padrões máximos e mínimos de ambos: o fornecedor e o cliente.
3.1.8. Termolacagem
Figura 49 - Pormenor de um perfil de alumínio termolacado de uma persiana fixa
Este processo obtém grande sucesso pela variedade de cores que permite e porque devido ao
seu aspecto não metálico e "quente", aliado às características naturais do alumínio, tais como
resistência e facilidade de transformação, permitem em arquitectura a personalização da obra.
A termolacagem permite:
Ö Resistência à luz;
Ö Resistência à intempérie;
Ö Grande resistência ao cimento e ao gesso;
Ö Resistência mecânica (os perfis podem ser transformados sem que com isso se
destrua a camada protectora).
112
Os Metais na Construção Civil
O processo consiste em nos vários passos, e características associadas, que se sintetizam.
a) Preparação do Alumínio
A fim de preparar as superfícies do metal de modo a que estas possuam uma boa aderência é
necessário:
Ö Desengorduramento químico;
Ö Acetinagem;
Ö Neutralizações;
Ö Cromatização: Banho de iões hexavalentes de crómio;
Ö Diversas lavagens intermédias;
Ö Secagem em estufa a uma temperatura da ordem dos 60ºC.
b) Lacagem
A deposição faz-se por pulverização pneumática de resinas de poliéster pigmentado em pó
electrizado, sobre o metal igualmente electrizado. A polimerização faz-se num forno em
continuo a uma temperatura de 180ºC, durante 10 minutos, garantindo assim as características
de brilho, de aderência, de resistência mecânica e química da camada.
c) Propriedades da camada de lacagem
Esta camada de poliéster é extremamente resistente elástica e aderente, tem um bom
comportamento face aos agentes químicos usuais e aos agentes atmosféricos. Contudo, há que
ter em atenção a sua fraca resistência aos solventes orgânicos. Tem também uma boa
resistência mecânica à abrasão e aos choques, sendo contudo inferior à da anodização.
d) Cores
Existe uma vasta gama de diversas cores de lacagem e ainda de dois tipos de brilhos: brilhante
e semi-mate (consulte-se o catálogo RAL).
e) Contacto com outros materiais
Devido à inércia química dos polímeros (à excepção como vimos dos solventes orgânicos),
não são proscritos os contactos com quaisquer materiais, salvo, naturalmente, aqueles donde
possa resultar a erosão da camada de lacagem. O gesso e o cimento, embora não afectem a
lacagem, podem, contudo, dar origem a danos devido às operações de limpeza a que obrigam,
113
Os Metais na Construção Civil
pelo que se recomenda a protecção das peças lacadas quando estas possam estar sujeitas a
contactos com esses materiais.
f) Normas de fabrico e controle
Na recepção dos lacados são feitos os seguintes controlos do processo LADAL da G.S.B:
Ö Aderência por ensaio de corte e prensagem: ISO 2409.
Ö Impacto: ASTM 2794
Ö Embutido Erichsen: DIN 53156.
Ö Resistência à luz solar: DIN 51001.
Ö (Valor mínimo admissivel=7)
Ö Resistência às infiltrações: DIN 50017.
Ö Resistência ao clima: DIN 50018.
Ö Flexibilidade: NTF 30-040.
Ö Resistência à corrosão: DIN 50021.
Ö Espessura da lacagem: 60 a 80 mícron.
Ö Aspecto e defeitos superficiais: ISO 2360 ECCA-TI.
Figura 50 - Secção de uma caixilharia em alumínio lacado
Aplicações:
•
Revestimento de fachadas;
•
Telhados e marquises;
•
Varandas e fechamentos;
•
Decoração de interiores;
114
Os Metais na Construção Civil
•
Decoração de stands e mostruários;
•
Painéis publicitários;
•
Sinalização de imagem corporativa;
•
Revestimento de veículos, máquinas e equipamentos.
3.3. Cobre
Depois do ferro é o cobre o metal que maior emprego encontra na indústria, quer no estado
metálico, mais ou menos puro, quer em ligas, como o bronze e o latão. É conhecido o cobre
desde a mais remota antiguidade devido, sem dúvida, à sua abundância no estado nativo, com
a sua bela cor vermelha, brilho e maleabilidade. A descoberta do estanho e a propriedade que
possui de formar com o cobre a liga do bronze, alargou muito o emprego destes dois
materiais, visto que o bronze, pela sua dureza e resistência, se prestava admiravelmente ao
fabrico das armas. O bronze foi conhecido dos mais velhos povos da Ásia, os Árias. A cor do
cobre é avermelhada, e vai do vermelho rosado ao amarelado e purpurino.
A densidade do cobre é 8.85, sendo um metal muito duro e tenaz, ao mesmo tempo que tem
uma grande ductilidade e é extremamente maleável, podendo reduzir-se a lâminas ténues e a
fios de extrema finura. Funde a 1080ºC, começa a volatilizar-se à temperatura de 1900ºC,
entrando em ebulição total a 2100ºC e ardendo com chama de tom esverdeado.
Oxida-se em presença do ar atmosférico, formando-se na sua superfície uma camada de óxido
cúprico, designada por verdete. Tem um activo e desagradável cheiro quando esfregado com
os dedos; é bastante venenoso pela camada de óxido e de carbonato que se instala à superfície,
o que limita a sua aplicação a certas indústrias.
Para a obtenção do cobre utilizam-se vários processos, dependendo da natureza do minério a
processar. Assim:
Ö Por VIA Seca - tratam-se os minérios sulfurados em fornos, para que se
volatilizem o enxofre e o arsénio, restando assim uma mistura de sulfuretos;
Ö Por Via Húmida - obtém-se o cobre a partir de pirites pobres, expostas ao ar
húmido para que se oxidem, originando assim cobre sob uma forma pulvurenta.
Procede-se então à afinação do Cobre, ou eliminação de todas as impurezas que contém
(estanho, arsénio, chumbo, entre outros) e que o tornariam quebradiço e difícil de laminar ou
115
Os Metais na Construção Civil
estirar. A afinação faz-se igualmente por via húmida (cobre 99% puro) ou por via seca
(99,99% puro).
O cobre pode-se forjar, laminar e prensar a frio ou a quente, martelar, etc. Aplica-se em
construção civil como cabos condutores de energia eléctrica, tubagem para águas, chapas de
revestimento (decoração), etc.
Portugal possui os jazigos de cobre mais ricos do mundo (em qualidade), na zona de Neves
Corvo (Alentejo), perto de Aljustrel, onde estão detectadas reservas da ordem dos 53 milhões
de toneladas, a profundidades que variam entre 300 e 700 metros, e cuja exploração,
recentemente iniciada, orça em trezentos milhões de dólares. O cobre emprega-se em chapas
para a cobertura de edifícios, nas cúpulas, por exemplo, sendo a mais leve das coberturas
metálicas, em consequência de se poderem usar chapas muito delgadas, menos de um
milímetro, mas o seu alto preço faz com que se lhe prefira o zinco, não tão duradouro mas
incomparavelmente mais barato.
As chapas de cobre são indicadas pelo número de arráteis do seu peso e têm geralmente a
forma quadrada, com 1,27m de lado. Também a indústria fornece chapas redondas,
geralmente mais espessas a meio, destinadas ao fundo de caldeiras de destilação e outras. Para
permitir o emprego do cobre em algumas indústrias alimentares é necessário estanhá-lo, isto
é, revesti-lo de uma camada de estanho que protege a sua superfície, evitando a oxidação.
3.4. Zinco
Supõe-se que os povos da antiguidade conheceram a existência do zinco, pois o célebre metal
por eles denominado auricalco, e que era um composto metálico semelhante ao ouro, devia
ser o latão, em cujo preparo entra o zinco. O zinco é um metal branco azulado, susceptível de
tomar uma bela coloração quando polido, e que se obtém dos minérios apropriados por
redução pelo carvão, a 900ºC, após o que sai em forma de vapor, o qual é reduzido, destilado,
condensado, dando assim origem ao zinco.
Ao ar seco não oxida à temperatura ordinária. Pelo contrário, o ar húmido oxida-o, formandose uma fina película de carbonato básico de zinco (que ao fim de 20 anos de exposição só tem
0,02 mm de espessura que o protege por ser estanque e não tóxica. A densidade do zinco é de
116
Os Metais na Construção Civil
aproximadamente 7, funde a 420ºC e entra em ebulição a 907ºC. O zinco laminado pode ser
envernizado, esmaltado, cromado, niquelado ou até cobreado.
É um metal extremamente maleável, de boa tenacidade e quatro vezes mais resistente que o
chumbo. O seu coeficiente de dilatação linear é de 0,029 mm/ m e ºC, o que se traduz (para o
nosso clima) numa variação de aproximadamente 2mm/ m entre as temperaturas extremas de
Verão e Inverno.
O zinco é muito utilizado em construção civil, sobretudo na sua forma laminada (em chapa)
para a execução de caleiras, tubos de queda, algerozes, remates, capeamentos, coberturas,
revestimentos de paredes, fraldas, remates de chaminés, etc.
.
Figura 51 - Chapa de aço zincada de perfil sinusoidal
3.5. Chumbo
O chumbo é um dos metais mais conhecidos desde a mais alta antiguidade, tanto na Índia,
China e Assíria, como na Fenícia, Egipto e Síria. Empregava-se em delgadas lâminas para se
escrever sobre elas, para ornamentar monumentos, etc. Era também utilizado para purificar o
ouro e a prata, como o indicam algumas passagens dos livros santos dos judeus.
Prepara-se a partir da galena das pirites (seu principal minério), por USTULAÇÂO, passando
o chumbo a óxido, que após a extracção será fervido e afinado para retirar impurezas. É um
metal não ferroso, branco azulado, de intenso brilho metálico quando recém cortado. É muito
maleável e facilmente soldável, funde a 327" C, começando a amolecer um pouco acima dos
117
Os Metais na Construção Civil
100ºC e classifica-se como o mais macio dos metais pesados, sendo riscado com a unha,
cortado à faca e sujando o papel.
Ao ar seco, o chumbo não é sensivelmente alterado, mas no ar húmido é oxidado lentamente,
formando-se uma ligeira camada de hidrocarbonato de chumbo, devido ao ácido carbónico
existente na atmosfera. É um metal muito abundante na Natureza, sendo a galenite ou
sulfureto de chumbo o seu principal minério, cuja redução se faz em fomos especiais.
Foi muito usado no passado como material de união de materiais diferentes (a acção de
“chumbar” ou ligar) e também como tubagem para a canalização de águas, aplicação em
desuso nos nossos dias. Actualmente usa-se apenas em partes de canalização de gás, como
componente da tinta de protecção anti-corrosiva denominada “zarcão”, como liga para soldas
e como elemento construtivo protector de radiações ionizantes.
Os compostos deste metal têm aplicação em pintura: o zarcão ou mímio, de cor vermelha,
empregado especialmente como tinta de aparelho dos ferros para os preservar da ferrugem; o
litargírio, usado como secante; o alvaiade, branco, que tende hoje a ser substituído pelo zinco,
que não é tóxico, nem enegrece pelas emanações de gás sulfídrico. Emprega-se a chapa de
chumbo para forrar trapeiras, rincões de telhado e algerozes, entre outras coisas.
3.6. Estanho
O estanho é um dos metais que o homem conhece de remotos tempos. Este metal é muito
abundante nas Índias, na China, na Pérsia e nas regiões asiáticas, em aluviões donde
facilmente se extrai por lavagem. No México, aquando da conquista pelos Espanhóis. Era já
conhecido e utilizado como moeda pelos povos indígenas.
É muito raro encontrar-se estanho no estado nativo, sendo o seu minério de extracção mais
comum a cassiterite originária sobretudo da Ásia (China, Malásia) e da América do Sul
(Bolívia).
O estanho puro é um metal não ferroso, de cor branca prateada que, tal como a prata, tem
reflexos amarelados.
É dificilmente oxidável ao ar e, mesmo assim, apenas superficialmente. É macio, muito
maleável, pouco dúctil. Pouco tenaz e muito flexível.
118
Os Metais na Construção Civil
A sua densidade é de 7,29 e funde a 232ºC, sendo o seu ponto de ebulição a 2170ºC. Entre os
400ºC e os 500ºC, começa a oxidar-se ao ar, cobrindo-se com uma camada de óxido.
Produz-se em fomos de cuba ou eléctricos, por fusão redutora da cassiterite, após o que é
afinado, purificado, lingotado, laminado, extrudido ou trefilado.
Usa-se sobretudo em liga, formando soldas fusíveis, embora também se possa utilizar como
protecção anticorrosiva de outros metais (estanhagem).
3.7. Cádmio
Trata-se de um material natural, um metal nobre, com origem no minério de zinco (até ao
máximo de 3%), sendo os EUA o principal produtor (2/3 da produção mundial). A sua
descoberta ocorreu em 1817 e extrai-se do minério de zinco associando-se ao carbono.
É um metal branco, um tanto azulado, não ferroso, bastante maleável, dúctil, flexível, e
bastante elástico quando em fios.
O seu peso específico é 8,6. Funde a 320ºC e ferve a
772ºC.
Utiliza-se em operações de cadmiagem (protecção anti-corrosiva) de superfícies metálicas
(parafusos), operações que se realizam em banho electrolítico, funcionando o cádmio como
cátodo. Também se utiliza em liga com outros metais, para lhes aumentar a soldabilidade. É
tóxico e poluente, tanto no estado líquido como em vapor. É eventualmente radioactivo.
3.8. Mercúrio
O mercúrio é o único metal líquido à temperatura ambiente. Tem cor branca prateada,
ligeiramente azulada e brilho metálico. Solidifica a 39ºC negativos. A sua densidade é 13,59.
É um pouco volátil à temperatura ambiente, sendo inalterável quando em estado puro. No ar
húmido, cobre-se de uma película de protóxido de mercúrio. Se o mercúrio é impuro, oxida-se
mesmo no ar seco. As ligas que o mercúrio faz com os outros metais têm o nome de
amálgamas.
119
Os Metais na Construção Civil
3.9. Níquel
O níquel é um metal que já é conhecido desde a antiguidade do povo chinês. É um metal
branco, levemente acinzentado, e bastante brilhante. Não se altera face à exposição aos
agentes atmosféricos.
O seu peso especifico é 8.35, quando fundido e 8.9, quando laminado. É muito duro e
bastante maleável. Este metal é mais tenaz que o ferro. Também é magnético, mas perde esta
propriedade à temperatura de 350ºC. O níquel é de difícil fusão, sendo o seu ponto de fusão
de 1435ºC, volatizando-se a 2450ºC.
3.9. Cobalto
O cobalto é um metal branco acinzentado, de grande brilho, dúctil, de uma grande dureza,
mais tenaz do que o níquel, magnético, com ponto de fusão a 1477ºC. A sua densidade é 8,7.
É inalterável ao ar seco ou húmido.
3.10. Antimónio
Quimicamente falando, o antimónio é um metalóide, não um metal, mas sendo as suas
propriedades semelhantes às do estanho e do chumbo, é considerado como um metal. Este
metalóide é conhecido já desde a Idade Média, tendo sido extensivamente estudado pelos
alquimistas. Tem cor branca azulada de brilho metálico vivo, que conserva mesmo em
contacto com a atmosfera. É quebradiço.
Funde à temperatura de 630ºC, volatilizando-se a 1400ºC, sendo a sua densidade de 6,85. Não
se altera ao ar à temperatura ambiente, excepto quando derretido, incendiando-se e ardendo,
formando vapores brancos de óxido de antimónio. Quando aquecido, oxida-se, espalhando
fumos brancos de trióxido de antimónio.
3.11. Bismuto
O bismuto é um metal branco avermelhado, de grande brilho. De pouca dureza, é bastante
friável, podendo ser facilmente reduzido a pó fino. Funde a 269ºC e volatiliza-se com
dificuldade a 1400ºC. A sua densidade é 9,4. Este é o mais diamagnético de todos os metais.
120
Os Metais na Construção Civil
O bismuto é inalterável em contacto com o ar à temperatura ambiente mas, quando aquecido,
reveste-se de uma camada cinzenta escura de protóxido.
3.12. Prata
A prata era um metal já conhecido de grande parte das civilizações da antiguidade,
encontrando-se citada em antigos documentos de povos como os Chineses, os Assírios, os
Caldeus, os Índios, os Egípcios.
É um metal branco, bastante brilhante e polível. É extremamente maleável, muito tenaz e o
mais dúctil de todos os metais conhecidos. A sua densidade é 10,5. Funde a 942ºC e emite
vapores esverdeados a alta temperatura. O seu ponto de ebulição é a 1850ºC. A prata em
fusão absorve o oxigénio na proporção de 22 vezes o seu volume. Este metal não sofre
alterações quando exposto ao ar seco ou húmido, a qualquer temperatura.
3.13. Ouro
O ouro, considerado desde sempre como o rei dos metais e símbolo de riqueza, além da sua
raridade, apresenta qualidades que só o tornam excepcionalmente precioso.
Tem cor amarela, e brilho intenso quando polido. É inalterável ao ar, à humidade e à maioria
dos agentes químicos. É maleável e altamente dúctil, podendo adquirir formas complexas e
laminar-se em folhas extremamente finas. A sua densidade é 19,5. Funde a 1064ºC e começa
a volatilizar-se parcialmente a 1400ºC,fervendo a 2800ºC.
Não se combina com os metalóides, à excepção do cloro. Também se pode combinar com o
arsénico e o fósforo, a quente.
3.14. Platina
A platina foi descoberta há cerca de 500 anos na América do Sul, pelos Espanhóis, que a
consideraram como uma espécie de prata de valor insignificante.
É um metal branco acinzentado, macio, maleável, dúctil e extremamente tenaz.
Funde a 1775ºC, começando a volatilizar-se a 2400ºC, e completamente a 2650ºC.
121
Os Metais na Construção Civil
A sua densidade é de 21,5.
A platina é inalterável ao ar seco ou húmido, a qualquer temperatura. A platina muito
dividida, denominada de esponja de platina, tem a propriedade de absorver os gases,
nomeadamente o oxigénio.
É, de longe, o metal mais caro à face da terra.
3.15. Irídio
O irídio é um metal raro, que acompanha a platina nos seus minérios. É branco cinzento,
inalterável ao ar. Tem a densidade de 22,8 e funde a 1950ºC. Forma uma liga com a platina.
3.16. Ródio
Obtém-se na sequência do tratamento da platina. É um metal branco prateado, de densidade
12,1, fundindo depois da platina. Forma ligas metálicas com a platina.
3.17. Ruténio
É um metal branco, mais infusível que o irídio, e também acompanha a platina nos seus
minérios. É duro, quebradiço, de densidade igual a 12,3, com propriedades químicas
semelhantes às do estanho, oxidando facilmente em contacto com o ar.
3.18. Ósmio
Obtém-se na sequência do tratamento da platina. É um metal azul, duríssimo, de densidade
igual a 22,4.
3.19. Paládio
Obtém-se na sequência do tratamento da platina. É um metal branco, muito maleável, de
densidade igual a 12,1, oxidando-se superficialmente ao ar, quando aquecido.
Funde a 1500ºC. Tem a propriedade de absorver o gás hidrogénio.
122
Os Metais na Construção Civil
As suas propriedades químicas são semelhantes às da prata.
3.20. Magnésio
O magnésio é um metal branco de prata, maleável, pouco dúctil e tenaz.
A sua densidade é 1,74. Funde a 620ºC, começando a volatilizar a 1000ºC e tendo o seu ponto
de ebulição a 1025ºC.
Este metal não sofre alterações ao ar seco, mas no ar húmido cobre-se de uma película de
hidrocarbonato.
Arde com luz intensa no ar, originando a magnésia ou óxido de magnésio.
3.21. Crómio
É um metal cinzento, de elevada dureza; é o mais duro dos metais conhecidos. Tem a
densidade de 6,9. Funde dificilmente a 1489ºC e ferve a 2500ºC. Não se oxida ao ar seco ou
húmido, à temperatura ambiente.
3.22. Manganés
O manganés é também um metal cinzento da cor do aço, muito duro e quebradiço. Funde a
1200ºC e ferve a 2200ºC. Tem densidade de 7,2. É magnético.
3.23. Tungsténio
O tungsténio, também conhecido como volfrâmio, metal branco tal como o estanho, é o
menos fusível dos metais, pois tem o ponto de fusão a 3100ºC. Tem de densidade 17,2.
3.24. Molibdénio
É um metal muito duro. A sua densidade é 8,6.
123
Os Metais na Construção Civil
3.25. Tântalo
Metal com densidade igual a 16,8 e ponto de fusão a 2300ºC.
3.26. Titânio
Metal de extrema durabilidade e insensibilidade à corrosão, brilho e resistência.
Cite-se a sua aplicação no revestimento exterior do Museu Guggenheim em Bilbau. Este
edifício é composto de uma série de volumes inter-conectados, uns de forma ortogonal
recobertos de pedra e outros curvados e retorcidos, cobertos por uma pele metálica de titânio.
Estes volumes se combinam com muros em cortina de vidro que dotam de transparência todo
o edifício. Devido a sua complexidade matemática, as sinuosas curvas de pedra, cristal e
titânio forma desenhadas por computador.
Figura 52 - Museu Guggenheim em Bilbau.
3.27. Ligas metálicas
Define-se como uma substância com propriedades metálicas e composta por dois ou mais
elementos químicos, dos quais pelo menos um deles é um metal. O método mais comum para
produzir uma liga consiste na solidificação dos seus elementos derretidos. A distinção entre
metais e ligas não é totalmente clara, dado que mesmo os metais mais puros contêm
impurezas.
Contudo,
o
termo
liga
costuma aplicar-se
aos
materiais
fabricados
intencionalmente mediante mistura por adição. Estas constituem a maioria dos metais
124
Os Metais na Construção Civil
utilizados comercialmente. A maior parte da guza produzida destina-se ao fabrico de aços,
ligas de aço e ferro fundido.
3.27.1. Latão
É uma liga de cobre e zinco, na proporção aproximada de 2 para 1, variando as quantidades
segundo o fim a que se destina. Tem 8,6 de densidade média e em construção civil aplica-se
essencialmente em decoração (chapa) e como estrutura de mobiliário (perfis tubulares).
O latão resiste muito bem à oxidação, não passando apenas de uma fina camada superficial. É
muito maleável e dúctil, e recebe muito bem o polimento, adquirindo aspecto brilhante como
o ouro.
A adição de pequenas quantidades de chumbo torna a liga mais maleável, embora menos
resistente. A adição de estanho aumenta-lhe a tenacidade, mas diminui-lhe o alongamento. A
adição de ferro aumenta-lhe a elasticidade e a adição de pequenas quantidades de níquel,
manganés ou alumínio aumenta-lhe a dureza.
3.27.2. Bronze
O bronze parece ter sido, ao que tudo indica, o primeiro metal que o Homem usou
industrialmente após a Idade da Pedra. É uma liga de cobre e estanho, pouco oxidável, muito
rija e fusível, prestando-se bem à moldagem. As proporções dos dois metais que entram na
composição da liga variam conforme o destino ou aplicação do bronze, sendo vulgar a adição
de pequenas quantidades de zinco e de chumbo.
A sua cor varia do vermelho amarelado ao branco, conforme o teor de cobre diminui. A sua
densidade varia de 7,3 a 8,8, e é tanto mais duro o bronze, quanto maior é a percentagem de
cobre. O bronze funde entre 900ºC e 950ºC. Dentro do âmbito desta liga existem ainda vários
subtipos de bronze, como é o caso do bronze de alumínio, de cor amarelado, muito duro,
maleável e de tenacidade superior ao ferro; o bronze fosforoso e o bronze silicioso, ambos de
características bastante parecidas, muito duros e tenazes; o bronze manganesífero, liga muito
dura e elástica.
Os bronzes-alumínio usam-se na produção de ferramentas que não chispam (para usos em
ambientes “exproof” ou anti-deflagrantes). As propriedades mecânicas do bronze também
melhoram com a adição de até 1% de fósforo. De aplicação restrita em construção civil
125
Os Metais na Construção Civil
(torneiras e candeeiros, por exemplo), o bronze utiliza-se principalmente em aprestos
marítimos (peças para barcos).
3.27.3. Alumínio
Os elementos de adição, em particular os não ferrosos, desempenham um papel fundamental
na metalurgia do alumínio e pode-se mesmo afirmar que, sem eles, o alumínio nunca teria
tido as numerosas aplicações actuais, que cobrem os domínios mais variados e mais extensos.
A importância destes elementos de adição pode ser ilustrada com o exemplo seguinte relativo
às características de resistência mecânica: enquanto que o alumínio não ligado apresenta um
limite de elasticidade compreendido entre 30 e 140 MPa e uma tensão de rotura entre 70 e
150 MPa, conforme foi mais ou menos endurecido por passagem à fieira, o alumínio
criteriosamente reforçado com certos metais é capaz de apresentar um limite de elasticidade
que pode ir até 600-650 MPa e uma tensão de rotura que pode atingir 650- 00 Mpa, ou mesmo
750 Mpa, isto é, valores 5 a 10 vezes mais elevados do que os do alumínio não ligado.
Os elementos de adição, que se juntam em pequena quantidade para não aumentar a
densidade, são os seguintes:
⇒ magnésio;
⇒ silício;
⇒ zinco;
⇒ cobre;
⇒ manganês;
⇒ etc;
As principais ligas utilizadas no sector da construção e em arquitectura são do tipo AI-Mg,
AI-Mg-Mn e AI-Si-Mg, com percentagem bem defenida de cada um deles.
126
Os Metais na Construção Civil
BIBLIOGRAFIA
[1] Amaral, Francisco António – Materiais de Construção, Faculdade de Engenharia da
Universidade de Porto, 1978.
[2] Arte e Construção, revista profissional da construção e dos novos materiais, nº108,
Janeiro/2000.
[3] Materiais de Construção I, Documento de apoio nº7, Aços, Instituto Superior Técnico,
1999/2000.
[4] Materiais de Construção, Metais, Academia Militar, 1989.
[5] Materiais de Construção, Ano XV, revista nº84.
[6] Ramos Sequiro, Lda, Materiais de construção, Jornal do cliente, nº6, Março/1999.
[7] Revista da Associação Portuguesa de Construção Metálica e Mista, ano 1,
nº1/Março/1999.
[8] Revista da Associação Portuguesa de Construção Metálica e Mista, ano 2,
nº3/Março/2000.
[9] Revista da Associação Portuguesa de Construção Metálica e Mista, ano 1,
nº2/Setembro/1999.
[10] Sampaio, Joaquim – Patologia dos materiais e conservação e reabilitação de edifícios,
FEUP, 1995.
[11] Smith, William F. – Princípio de ciência e engenharia dos materiais, Mcgraw-Hill, 3º
Edição.
[12] Tecnometal, informação técnico-científica da metalurgia e metalomecânica, nº122.
[13] Colecção “Monografias de materiais e de elementos de construção” – Faculdade de
Arquitectura da U.T.L.
[14] Centro de Treinamento e Desenvolvimento. INPE - Instituto Nacional de Pesquisas
Espaciais. Av. Dos Astronautas, 1758 - Jd. da Granja, SJ Campos - SP. [Em linha].
127
Os Metais na Construção Civil
Disponível
em
http://www.digicash.com/publish/sciam.htm
http://www.std.inpe.br/
.
[Consultado em 03//2004].
[15] RIMA – Industrial, SA – São Paulo, Brasil. [Em linha]. Disponível em
http://www.rima.com.br/. [Consultado em 01//2004].
[16] Associação Brasileira da Construção Metálica. [Em linha]. Disponível em
http://www.estruturametalica.com.br. [Consultado em 02//2004].
[17] Núcleo de Desenvolvimento Técnico Mercadológico do Aço Inoxidável. Brasil. [Em
linha]. Disponível em www.nucleoinox.org.br. [Consultado em 03//2004].
[18] Ferreira, J. M. G. C(2002) Tecnologia da Pulverometalurgia. Lisboa, Fundação Calouste
Gulbenkian.
[19] Ferreira, J. M. G. C(1999) Tecnologia da Fundição. Lisboa, Fundação Calouste
Gulbenkian.
128
Os Metais na Construção Civil
LÉXICO
A
Aço - Liga de ferro e de carbono, liquefeita, cujo conteúdo em carbono é inferior a 2,2% e que
adquire pela têmpera uma extrema dureza (aço temperado); reserva-se o nome de ferro ao
produto obtido no estado pastoso por afinação da fusão, propriamente, liga de ferro e de
carbono obtida por fusão, e que possui mais do que 2,2% de carbono. Segundo o teor de
carbono os aços podem ser:
¾ aços doces (ou macios) (0,05 a 0,35% de C), aços duros (0,35 a 0,85% de C),
¾ aços extra duros (0,95 a 2% de C).
O aço é caracterizado pela propriedade que possui de tomar-se duro, quebradiço, ou muito
elástico quando, depois de fortemente aquecido, se resfria bruscamente: constitui, então, o aço
temperado. Se a têmpera aumenta a dureza, essa têmpera diminui a maleabilidade dos aços,
tanto quanto maior for o seu conteúdo de carbono. A têmpera determina também uma grande
fragilidade; para tomar o aço um pouco menos quebradiço, leva-se de novo a uma temperatura
mais ou menos elevada (aço recozido).
Aços especiais - Quando a presença de um certo número de impurezas, manganésio, silício,
enxofre e fósforo, nos aços ordinários é propositada, obtêm-se aços especiais; os elementos
que entram na sua composição são sobretudo: o níquel, o crómio, o manganésio, o tungsténio,
o molibdénio, o vanádio, o cobre, que melhoram quer as propriedades mecânicas do aço, quer
a resistência à corrosão, quer as propriedades de corte (aço de corte rápido, etc.)
Aço inox, aço Inoxidável - Grupo de aços com crómio e níquel, com percentagem de crómio
não inferior a 12%; muito utilizados pela elevada resistência à corrosão em cutelaria,
rolamentos, equipamentos para a indústria química, etc.
Alto Forno - Tipo de forno usado para obtenção de ferro fundido a partir de minério; é
constituído por uma torre forrada interiormente com tijolos refractários, que é carregado por
cima com minério, coque e calcário; a carga vai descendo lentamente contra uma corrente de
gases quentes redutores, originados pela injecção de ar quente perto do fundo da torre.
Alumínia - Óxido de alumínio,
129
Os Metais na Construção Civil
Alumínio - Elemento, símbolo Al, de densidade 2,703 e ponto de fusão 659,8ºC; metal leve,
maleável, dúctil, e bom condutor do calor e da electricidade; molda-se com facilidade e pode
ser perfeitamente brunido e polido; forma ligas com certo número de metais.
Amálgama - Liga de um metal com mercúrio.
Anodização - Processo de electrólise através do qual se cria, artificialmente, uma camada de
óxido de alumínio, que constitui uma camada de grande dureza impenetrável à água, ao ar e à
maior parte dos agentes químicos.
Antimónio - Elemento, símbolo Sb, de densidade 6,71 e ponto de fusão 630ºC; metal branco
azulado; usado em muitas ligas.
Austeníte, aços austeníticos - Originalmente, solução sólida de carbono em ferro-gama.
B
Básico, processo – Método de fabrico de aço, no qual é usado um refractário básico; pode ser
o processo Bessemer ou o de soleira aberta.
Berílio - Elemento, símbolo Be, de densidade 1,86 e ponto de fusão 135ºC; metal duro e
branco obtido por electrólise; o seu uso é limitado pelo seu preço elevado; é usado nos
bronzes de berílio.
Bessemer, processo de – Conversão de ferro fundido em aço, por oxidação de impurezas,
incluindo carbono; é efectuada soprando ar através do ferro fundido num convertidor de
Bessemer.
Bismuto – Elemento, símbolo Bi, de densidade 9,8 e ponto de fusão 271ºC; metal branco
acinzentado, quebradiço que se expande ao solidificar; utiliza-se em ligas de baixo ponto de
fusão usadas como soldas e fundentes.
Britânia – Liga de estanho, semelhante ao peltre; pode conter 90-95% de estanho, 4,5-9% de
antimónio, e 1% de cobre; é usada em trabalhos ornamentais.
130
Os Metais na Construção Civil
Bronze – Liga de cobre contendo até 30% de Antimonite – Sulfureto de antimónio; o
principal minério de antimónio. Estanho, habitualmente 5-10%; o termo generalizou-se a ligas
de cobre com outros elementos, por exemplo bronze de alumínio.
C
Caçambas – Baldes, vagões.
Cádmio - Elemento, símbolo Cd, de densidade 8,64 e ponto de fusão 321oC; metal maleável
branco azulado; usa-se em ligas, como material de revestimento de outros metais devido á sua
resistência à corrosão.
Caixilharia de alumínio - “Por caixilharia de alumínio”, entende-se toda a caixilharia
executada com perfis de alumínio, cujas secções tenham sido expressamente estudadas para
esse efeito.
Caixilho - Estrutura a aplicar num vão, constituída por um aro fixo e por partes fixas ou
móveis, envidraçadas (total ou parcialmente), gradeadas, opacas ou com lâminas (igualmente
fixas ou móveis).
Cálcio - Elemento, símbolo Ca, de densidade 1,55 e ponto de fusão 810oc; metal alcalinoterroso, maleável e brilhante.
Calcopirite - Pirite de Cobre.
Carbono - Elemento, símbolo C.
Cementação - Processo obsoleto de fabrico de aço envolvendo o aquecimento prolongado de
barras de ferro forjado em carbono (carvão vegetal) numa atmosfera livre de oxigénio.
Cementite - Carboneto de ferro existente no aço; é a grande percentagem de cementite que
faz com que o ferro fundido seja quebradiço.
Chumbo - Elemento, símbolo Pb, de densidade 11,35 e ponto de fusão 327,50ºC; metal
macio, cinzento, maleável; é muito usado sob a forma de folhas ou de tubos, no revestimento
de cabos, em acumuladores eléctricos e em muitas ligas, por exemplo solda, peltre, metal para
tipos.
131
Os Metais na Construção Civil
Clivagem - Propriedade que têm certos corpos minerais de se dividirem facilmente segundo
certos planos.
Cobalto - Elemento, símbolo Co, de 8,8 e ponto de fusão 1490ºC; metal branco semelhante
ao ferro, mas mais duro; é usado na produção de aços rápidos.
Cobre - Elemento, símbolo Cu, de densidade 8,86 e ponto de fusão aos 1083ºC; metal muito
dúctil e maleável de cor avermelhada; o seu principal minério é a Calcopirite a partir da qual
se obtém o «cobre negro», que é purificado por electrólise, produzindo o «cobre
electrolítico»; devido à sua alta condutividade é muito utilizado na indústria eléctrica; por ser
altamente resistente à corrosão, é usado em tubagens e contentores; é a base de muitas ligas
(latão, bronze, prata alemã, etc.).
Cobre amarelo - latão.
Composto - Em sentido lato, uma substância contendo dois ou mais elementos combinados
em proporções ponderais definidas, independentemente do modo de preparação.
Condução eléctrica - Passagem de corrente eléctrica através de um material.
Condução térmica - Transferência de calor através de um corpo sem movimentação visível
do material.
Condutividade eléctrica - Capacidade de transmitir electricidade por condução, ver também
Wiendemann-Franz, lei de.
Condutividade térmica - Capacidade de transmitir calor por condução, ver também
Wiendemann-Franz, lei de.
Condutibilidade - Propriedade que possuem os corpos de transmitir calor ou electricidade.
Corrosão - Habitualmente, reacção química ou electroquímica que se realiza na superfície de
metais, com perda da estrutura destes e ruptura final.
Corte - Divisão em duas secções.
Crómio - Elemento, símbolo Cr, de densidade 7,19 e ponto de fusão 1903ºC; metal branco e
duro, muito resistente à oxidação; largamente utilizado na produção de aços inoxidáveis e
132
Os Metais na Construção Civil
como metal de revestimento, dada a sua grande resistência à oxidação; a maior parte dos seus
compostos é vivamente colorida e vários deles são utilizados como pigmentos.
D
Decantação - Passar suavemente um liquido de um vaso para outro a fim de separá-lo do
sedimento ou depósito.
Densidade - Concentração da matéria.
Dilatação - Aumento de um volume de um corpo pela acção do calor.
Dúctil - Que pode ser comprimido ou estirado sem se partir, elástico; flexível; diz-se dos
metais de que se podem fazer fios.
Ductilidade - Qualidade de ser dúctil.
E
Elasticidade - Propriedade dos materiais que lhes permite retomarem a forma primitiva
depois de deixarem actuar as forças que provocaram a sua deformação.
Eléctrodo - Condutor através do qual a corrente passa.
Electrólise - Decomposição química de uma substância por passagem através dela de uma
corrente eléctrica, quer quando dissolvida, quer no estado fundido.
Electroquímica - Técnica das aplicações da energia eléctrica às operações da química
industrial.
Emissividade térmica - Propriedade que possuem os corpos de emitir calor,
Escória - Subprodutos fundidos resultantes de um processo de produção de um metal; pode
ser soprada para dar fios, designando-se por lã de escória; a escória do processo básico é um
útil adubo fosfatado.
133
Os Metais na Construção Civil
Estampagem - Pedaço de metal, por deformação plástica a frio com auxílio de matrizes, a
fim de dar-lhe forma e dimensões determinadas, muito perto das da peça tipo.
Estanho - Elemento, símbolo Sn, de densidade 7,3 e ponto de fusão 232ºC; metal cinzento
dúctil, maleável e pouco resistente; resiste bem à corrosão em circunstâncias normais e é por
isso largamente utilizado no revestimento de chapa de aço e em muitas ligas; das numerosas
ligas de estanho, consideremos as seguintes: solda de alumínio (estanho 70%, zinco 25%,
alumínio 3%, com cobre e antimónio), metal anti fricção (estanho 75%, antimónio 12,5%,
cobre 12.5), britânia (estanho 90%, antimónio 4-9% e cobre), bronze (estanho 5-10% e
cobre), peltre (estanho 75%, chumbo 25), solda (estanho 50%,chumbo 50%), metal de tipo
(estanho 2-12%, antimónio 10-12% e chumbo).
Estiragem - Operação para fazer com que uma barra ou um tubo de dimensões determinadas
alcance, pela passagem a frio por uma fieira, maior comprimento e secção mais reduzida.
Extrusão - Expulsão violenta; processo através do qual são obtidos os perfis, que consiste
basicamente em forçar a salda de um bloco cilíndrico de alumínio - o billet - através de uma
parede furada - a matriz - com o desenho do perfil, sob a acção de uma poderosa força de
pressão - o pistão.
F
Ferro - Elemento, símbolo Fe, de densidade 7,87 e ponto de fusão 1535ºC; metal cinzento, é
a base de numerosos aços; ocorre na magnetite, hematite, siderite, limonite e pirite; o ferro é
isolado por redução do minério pelo coque num alto-forno, obtendo-se ferro-gusa com alto
teor de carbono e outras impurezas; este pode voltar a ser aquecido e despejado em moldes,
para a obtenção de peças de ferro fundido ou pode ser convertido em aços pelos processos de
Bessemer ou Siemens-Martin, por oxidação de grande parte do carbono e outros elementos
presentes na gusa.
Ferro forjado - Ferro contendo apenas pequenas quantidades de outros elementos, excepto
algumas partículas de escória alinhadas, produzidas pela refinação de ferro-gusa; é duro,
resistente ao choque e à corrosão e pode ser forjado a quente e batido frio.
134
Os Metais na Construção Civil
Ferro fundido - Ferro contendo 2,5-4% de carbono na forma de grafite ou de cementite. É
quebradiço mas resistente ao calor.
Ferro galvanizado - Chapa de ferro coberta de zinco, habitualmente produzida mergulhando
o ferro no zinco fundido.
Ferrugem - Corrosão do ferro por acção combinada do oxigénio, ácido carbónico e água.
Fieira - Peça de aço para esticar o metal e transformá-lo em fio de uma secção limitada.
Forjar - Dar, por meio do fogo e do martelo, a um metal quente e ainda maleável, uma forma
aproximativa ou definitiva.
Forjagem - Dar, por meio do fogo e do martelo, a um metal quente e ainda maleável, uma
forma aproximativa ou definitiva.
Fornos de reverbero - fomos de vários tipos com a característica comum de forçarem os
produtos da combustão quentes a passarem directamente sobre o material a aquecer, são
normalmente fomos de abóbada baixa e soleira de grande área.
Fresa - Ferramenta de corte múltiplo utilizada nas fresadoras, para desbastar, entalhar ou
perfurar peças de madeira ou metálicas.
Fresadora - Máquina-ferramenta utilizada na fresagem. Pode ser horizontal ou vertical,
consoante o eixo de rotação da fresa esteja colocado horizontal ou verticalmente, e universal,
dotada de uma cabeça orientável que lhe permite trabalhar em qualquer direcção.
Fresagem - Operação realizada com uma fresadora. A peça avança rectilineamente e é a fresa
que, mediante um movimento giratório de velocidade variável, arranca as aparas de modo a
conseguir o desbaste, recorte ou entalhe.
Friável - Que se fragmenta facilmente.
Fundente - Que facilita a fusão de outro corpo.
Fundição - Processamento de um minério metálico pelo calor, uma reacção química.
Fusão - Passagem do estado sólido ao estado liquido.
135
Os Metais na Construção Civil
G
Grafite - Forma cristalina alotrópica do carbono.
Gusa - Forma impura de ferro obtido directamente mediante fusão redutora de minério de
ferro com coque ou carvão de madeira num alto-forno; o ferro fundido é uma gusa que voltou
a ser fundida e novamente lançada em moldes numa fundição (gusa de segunda fundição).
H
Hematite - Importante minério de ferro.
Hermeticidade - Qualidade daquilo que está fechado ou se fecha hermeticamente.
Hermético - Diz-se da tapagem perfeita de um frasco, de portas, de janelas, etc., de modo a
não deixar penetrar o ar.
Hooke, lei de - O aumento de comprimento de uma barra ou fio é proporcional à tensão
aplicada.
I
Irídio - Elemento do grupo da platina, símbolo Ir, de densidade 22,4 e ponto de fusão 2443ºC;
metal raro cinzento de aço, duro, quebradiço, muito resistente ao ataque químico; é usado sob
a forma de liga com platina e ósmio.
J
Janela - Caixilho, geralmente envidraçado, com uma ou mais folhas servindo para iluminar e
ventilar os edifícios.
Joule, efeito de - Libertação de calor num condutor por onde circula uma corrente eléctrica.
136
Os Metais na Construção Civil
L
Laminagem - Processo metalúrgico de conformar os metais ou reduzir a sua espessura a fim
de obter barras, chapas ou determinados perfis.
Latão - Grande grupo de ligas baseadas no cobre e zinco; até 35% de zinco obtêm-se latões
trabalháveis a frio e latões alfa; 40-42% de zinco origina latões próprios pare a extrusão a
quente.
Liga - Associação de metais, ou de um metal e um não metal, como por exemplo grafite no
ferro fundido; a associação pode envolver formação de compostos, solução sólida, mistura
heterogénea ou qualquer combinação destas.
Limonite - Minério importante de ferro.
M
Magnésio - Elemento, símbolo Mg, de densidade 1,77 e ponto de fusão 651ºC; metal
alcalino-terroso leve e branco; o metal é usado em ligas metálicas leves e resistentes para a
indústria aeronáutica, em misturas pirotécnicas e alguns dos seus compostos em medicina.
Magnetite - Minério de ferro magnético; óxido negro de ferro natural, Fe3O4.
Manganésio - Elemento, símbolo Mn, de densidade 7,21 e ponto de fusão 1244ºC; metal
cinzento duro e quebradiço; usado em ligas, por exemplo bronze para hélices de navios, aço
para maquinaria de britar e manganina, ferromanganésio e spiegeleisen.
Mercúrio - Elemento, símbolo Hg, de densidade 13,6 e ponto de fusão 38,90ºC e ponto de
ebulição 356,90ºC; metal branco, liquido às temperaturas normais.
Metais alcalinos - Metais univalentes , lítio , sódio, potássio, rubídio e césio.
Metal - Designação dada a certos elementos caracterizados pelo brilho, boa condutividade
térmica e eléctrica, maleabilidade e ductilidade, densidade em geral elevada, e por produzirem
catiões em reacções químicas; o termo não é rigoroso pois alguns metais não apresentam estas
propriedades.
137
Os Metais na Construção Civil
Metal nobre - Metal relativamente pouco reactivo que resiste á oxidação atmosférica e resiste
ao ataque de agentes corrosivos, como ácidos; por exemplo, platina, ouro, cobre.
Metalóide - Elemento com algumas das propriedades, quer dos metais, quer dos não metais,
por exemplo arsénio, antimónio.
Molibdénio - Elemento, símbolo Mo, de densidade 10,2 e ponto de fusão 2620ºC; é dúctil,
branco e ocorre naturalmente sob a forma de sulfureto; o metal é usado na produção de aços e
devido ao seu elevado ponto de fusão, em peças e revestimentos sujeitos a altas temperaturas.
N
Níquel - Elemento, símbolo Ni, de densidade 8,9 e ponto de fusão a 2500ºC; metal branco
resistente à corrosão, de propriedades mecânicas semelhantes às do ferro; o seu principal
minério é um sulfureto complexo, e é usado no fabrico de moedas, em revestimentos
(niquelagem), como catalizador na hidrogenação dos óleos e em munas ligas, como o aço
inoxidável.
O
Ouro - Elemento, símbolo Au, de densidade 19,43 e de ponto de fusão 1062ºC; metal
amarelo maleável que ocorre no estado nativo habitualmente; é extraído pelos processos de
amalgação ou do cianeto; é o mais dúctil dos metais, podendo bater-se até formar folhas
transparentes de 0,0001 mm de espessura; endurecido por adição de cobre ou prata, é
utilizado na produção de moedas, jóias, na indústria electrónica e em odontologia.
Oxidação - Acto de oxidar, combinação com oxigénio de forma a formar um óxido.
P
138
Os Metais na Construção Civil
Paládio - Elemento do grupo da platina, símbolo Pd. de densidade 11,6 e ponto de fusão
1555ºC; metal branco, semelhante à platina em muitas das suas propriedades; a liga com ouro
é usada em joalharias (ouro branco).
Peito - Parte inferior horizontal de um vão de janela. (Nome também dado à travessa inferior
do aro).
Pirite - Minério importante de enxofre e ferro, FeS2; pirite de cobre; ver calcopirite.
Platina - Elemento, símbolo Pt; de densidade 21,4 e de ponto de fusão 1773ºC; metal branco
dúctil e maleável, extremamente resistente aos ataques químicos e por isso utilizado em
aparelhagem laboratorial e em electroquímica; é um catalisador industrial de grande
importância; em ligas é utilizado em odontologia e em joalharia
Porta - Caixilho envidraçado ou não, com uma ou mais folhas, destinando-se, quando
fechado a impedir o acesso.
Potássio - Elemento, símbolo K, de densidade 0,86 e de ponto de fusão 63,7ºC, metal alcalino
branco, muito maleável e reactivo, que decompõe violentamente a água; elemento muito
distribuído pela crosta terrestre.
Prata - Elemento, símbolo Ag, de densidade 10,49 e ponto de fusão 960,8ºC; metal branco
muito maleável, dúctil e brando; é excelente condutor de calor e da electricidade; encontra-se
nativa e sob a forma de cloreto e sulfureto; é utilizada em joalharia, cunhagem e no
revestimento de outros metais.
R
Rebite - Haste de ferro ou aço com uma cabeça num dos extremos e dobrada no outro para
ligar várias peças entre si.
Recozimento - Processo que consiste em aquecer um material a alta temperatura e em
seguida arrefecê-Io lentamente, de forma a eliminar tensões internas; importante na
manufactura de metais, vidro e cerâmica.
139
Os Metais na Construção Civil
Refractária - Diz-se de uma substância que não é danificada por altas temperaturas, e pode
por isso ser utilizada para revestimento interior de fomos, por exemplo sílica, dolomite,
alumínia.
Ródio - Elemento, símbolo Rh, de densidade 12,42 e ponto de fusão 1966ºC; metal branco
duro semelhante à platina; as suas ligas com platina são utilizadas em termopares, pode ser
electricamente depositado sobre prata para produzir um acabamento que não perde o brilho;
dá um brilho metálico às cerâmicas vidradas.
Ruténio - Elemento do grupo da platina, símbolo Ru, de densidade 12,43 e ponto de fusão
2500ºC; metal raro, branco, quebradiço e duro que é usado como catalisador.
S
Siderite - Mineral, quimicamente carbonato ferroso, FeCO3; ocorre como argila ferruginosa;
um mineral importante de ferro.
Siemens-Martin, processo de - Ver soleira aberta, processo de.
Sílica - Dióxido de silício, Si02.
Silício - Elemento, símbolo Si02, de densidade 2,39 e de ponto de fusão 1414ºC; não metal
semelhante ao carbono nas suas reacções químicas; os seus compostos, por exemplo sílica e
silicatos, formam grande parte dos minerais da crosta terrestre.
Soleira aberta, processo de - Processo desenvolvido por Siemens-Martin para a produção do
aço em grandes quantidades; sucata de aço, gusa e minério de ' ferro são aquecidos por um
gás, pobre na soleira do forno; para gusas fosfóricas usa-se um revestimento refractário
interior básico.
T
Têmpera - Acto de temperar o ferro ou o aço, resfriando-os bruscamente, depois de terem
sido levados a uma temperatura bastante elevada.
140
Os Metais na Construção Civil
Travessa - Perfil resistente horizontal.
Trefilagem - Transformação de metal em fios diversamente espessos, por estiramento a frio.
Treliça - Sistema de vigas cruzadas.
Tungsténio, volfrâmio - Elemento, símbolo W, de densidade 19,2 e de ponto de fusão
3370ºC. Metal muito duro, dúctil, maleável e resistente ao ataque químico. Obtém-se a partir
da volframite (tugstato de ferro e manganésio) ou cheelite (tugstato de cálcio), convertendo o
minério em óxido, que depois é reduzido; é usado em ligas, por exemplo aços especiais, e nos
filamentos das lâmpadas de incandescência; os seus compostos com boro, carbono e silício
são usados para ferramentas de corte e matrizes para a estiração de fios metálicos.
V
Vigota - Diminutivo de viga; viga pequena; sarrafo o mesmo que vigote.
W
Wiendemann-Franz, lei de - A razão entre condutibilidade térmica e eléctrica de todos os
metais puros é uma constante que só depende da temperatura. Um bom metal condutor de
electricidade é também um bom condutor de calor.
Z
Zinco - Elemento, símbolo Zn, de densidade 7,1 e ponto de fusão 419,4ºC. Metal cinzento e
duro que se encontra na blenda ZnS, e na calamina ZnCO3, a partir dos quais é obtido por
conversão no óxido, que é então reduzido pelo carbono; o metal impuro que assim se obtém é
muito usado como revestimento protector (galvanização) é em ligas como o latão. Os
compostos de zinco são largamente utilizados e, tratamento de materiais para os tomar
incombustíveis, na preservação da madeira, como pigmentos, em cirurgia dental e em
farmacologia.
141
Os Metais na Construção Civil
ANEXO I - Vantagens do aço na Construção Civil
O sistema construtivo em aço apresenta vantagens significativas sobre o sistema construtivo
convencional:
A. Liberdade no projecto de arquitectura
A tecnologia do aço confere aos arquitectos total liberdade criadora, permitindo a elaboração
de projectos arrojados e de expressão arquitectónica marcante.
B. Maior área útil
As secções dos pilares e das vigas de aço são substancialmente mais esbeltas do que as
equivalentes em concreto, resultando em melhor aproveitamento do espaço interno e aumento
da área útil, factores muito importantes, principalmente em garagens.
C. Flexibilidade
A estrutura metálica mostra-se especialmente indicada nos casos onde há necessidade de
adaptações, ampliações, reformas e mudança de ocupação de edifícios. Além disso, torna
mais fácil a passagem de utilidades como água, ar condicionado, electricidade, esgoto,
telefonia, informática, etc.
D. Compatibilidade com outros materiais
O sistema construtivo em aço é perfeitamente compatível com qualquer tipo de material de
fechamento, tanto vertical como horizontal, admitindo desde os mais convencionais (tijolos,
blocos e lajes moldadas in loco) até componentes pré-fabricados (lajes, painéis de concreto,
painéis dry-wall, etc).
E. Menor prazo de execução
A fabricação da estrutura em paralelo com a execução das fundações, a possibilidade de se
trabalhar em diversas frentes de serviços simultaneamente, a diminuição de formas e
escoramentos e o fato da montagem da estrutura não ser afectada pela ocorrência de chuvas,
142
Os Metais na Construção Civil
pode levar a uma redução de até 40% no tempo de execução quando comparado com os
processos convencionais.
F. Racionalização de materiais e mão-de-obra
Numa obra, através de processos convencionais, o desperdício de materiais pode chegar a
25% em peso. A estrutura metálica possibilita a adopção de sistemas industrializados, fazendo
com que o desperdício seja sensivelmente reduzido.
G. Alívio de carga nas fundações
Por serem mais leves, as estruturas metálicas podem reduzir em até 30% o custo das
fundações.
H. Garantia de qualidade
A fabricação de uma estrutura metálica ocorre dentro de uma indústria e conta com mão-deobra altamente qualificada, o que dá ao cliente a garantia de uma obra com qualidade superior
devido ao rígido controle existente durante todo o processo industrial.
I. Antecipação do ganho
Em função da maior velocidade de execução da obra, haverá um ganho adicional pela
ocupação antecipada do imóvel e pela rapidez no retorno do capital investido.
J. Organização do canteiro de obras
Como a estrutura metálica é totalmente pré-fabricada, há uma
melhor organização do canteiro devido, entre outros, à
ausência de grandes depósitos de areia, brita, cimento,
madeiras e ferragens, reduzindo também o inevitável
desperdício desses materiais. O ambiente limpo e com menor
geração de entulho, oferece ainda melhores condições de
segurança ao trabalhador, contribuindo para a redução dos
acidentes na obra.
L. Precisão construtiva
143
Os Metais na Construção Civil
Enquanto nas estruturas de concreto a precisão é medida em centímetros, numa estrutura
metálica a unidade empregada é o milímetro. Isso garante uma estrutura perfeitamente
aprumada e nivelada, facilitando actividades como o assentamento de esquadrias, instalação
de elevadores, bem como redução no custo dos materiais de revestimento.
M. Reciclabilidade
O aço é 100% reciclável e as estruturas podem ser desmontadas e reaproveitadas com menor
geração de desperdícios.
N. Preservação do meio ambiente
A estrutura metálica é menos agressiva ao meio ambiente. Além de reduzir o consumo de
madeira na obra, diminui a emissão de material de sobras e a poluição sonora geradas pelas
serras e outros equipamentos destinados a trabalhar a madeira.
O. Facilidade de uso e aplicação
O.1. Corte
Os aços para a construção civil podem ser facilmente cortados através de processos usuais,
sejam térmicos (oxi-propano, oxi-acetileno, plasma ou laser) ou mecânicos (guilhotina ou
tesoura). Quando é utilizado o processo de corte térmico em chapas de até 50 mm de
espessura, não há necessidade de pré-aquecimento do material. O processo de corte mecânico
é usual para chapas de espessuras não muito superiores a 6,30 mm, mas em casos especiais
pode ser realizado em chapas com até 12,50 mm.
O.2. Conformação a frio
Os aços para a construção civil com espessura até 12,50 mm podem ser conformados a frio
em equipamentos convencionais, tanto para operações de dobragem como calandragem. Para
chapas com espessuras acima de 12,50 mm, a conformação a
frio não é recomendada. No entanto, a conformação é possível
em condições especiais e utilizando-se grandes raios de
dobragem.
Os aços de alta resistência mecânica exigem um esforço um
pouco maior para sua conformação e, consequentemente,
144
Os Metais na Construção Civil
apresentam raios de dobragem maiores quando comparado com aços estruturais de menor
resistência. Os diâmetros internos mínimos para dobragem (transversal à direcção de
laminagem) são: para espessuras até 6,30 mm, o diâmetro mínimo interno de dobragem
recomendado é quatro vezes a espessura do material. Para espessuras de chapa entre 6,30 mm
e 12,50 mm o diâmetro interno mínimo recomendado é seis vezes a espessura do material.
O.3 Conformação a quente
Para chapas com espessura acima de 12,50 mm a conformação, quando necessária, deverá ser
feita à quente controlando-se a temperatura de aquecimento para que não ultrapasse a 900°C.
Em casos onde há exigências rigorosas de tenacidade, pode ser necessário a normalização do
material, através de tratamento térmico, após a operação de conformação.
O.4 Ligações aparafusadas, rebitadas e soldadas
Pode-se obter um maior controlo de qualidade nas ligações de estruturas metálicas do que em
quaisquer outras. Não só porque podem ser executadas, em sua maioria, em fábrica, e
posteriormente montadas no local da obra, como os próprios materiais e acessórios utilizados
tem rigoroso controlo de produção. São do tipo de ligação ideal para união de peças com
geometria complicada.
145
Os Metais na Construção Civil
ANEXO II – Algumas aplicações dos aços na construção civil
Pregos
O prego consta de um pé de forma cónica ou piramidal, terminando em ponta de um lado e
outro por uma cabeça.
Fabricam-se, forjando primeiro o pé e depois a cabeça. Também se fazem pregos por corte em
chama obtendo-se de forma quadrada, uma das pontas dobra-se, fazendo de cabeça, e a outra
aguça-se ou corta-se a bisel. O material pode ser ferro macio, cobre, latão, ou bronze. Cravase e arranca-se facilmente, e adere ao material que une.
Outro tipo de pregos são as pontas de Paris em que o pé é cilíndrico e que se fabricam com
arame estirado e empregando máquinas automáticas, que lhes dão forma definitiva.
A cabeça pode ser plana, quadriculada, cónica e semi-esférica, reforçando-se em certas
ocasiões com nervos e gargantas, para fazer o pé mais aderente fabricam-se de secção
quadrada e nos redondos fazem-se umas estrias na parte do pé próxima da cabeça.
Quando as pontas vão ser empregues em sítios húmidos fazem-se de ferro galvanizado ou de
cobre para evitar a sua oxidação.
Parafusos
São formados por um pé cilíndrico ou cónico em filete em quase todo o seu comprimento
terminando por um extremo em cabeça e no outro está roscado. Quando o parafuso não tem
cabeça e o pé está todo em filete, em sentidos diferentes em cada extremo, chama-se parafuso
prisioneiro.
As cabeças e as porcas podem ser quadradas, hexagonais, semi-esféricas e embutidas ou
troncocónicas.
Os parafusos para madeira têm o pé cilindro, junto à cabeça, e depois cónico em filete com a
forma da chamada rosca de lima.
146
Os Metais na Construção Civil
A cabeça destes parafusos é geralmente quadrada e por vezes também se fabricam com
cabeça plano-troncocónica, para ficar embutida ou semi-esférica, e estão providos de uma
ranhura para sua colocação.
Geralmente fazem-se de aço macio ou latão existindo hoje já parafusos de aço duro –
parafusos de alta resistência.
Rebites
São de aço macio, normalmente mais macio do que as peças a unir.
Estes elementos de ligação entram sob pressão após prévio aquecimento, sendo rematados na
face contrária por percussão.
Figura 53 - Formas comuns de rebites
Perfis Estruturais
O aço pode ser laminado a quente ou a frio. Por vezes é laminado a quente e depois a frio,
originando barras e chapas de espessura mais uniforme e melhor acabamento. Na laminagem
a frio aumenta-se a resistência à rotura, mas perde-se a ductilidade.
Os perfis mais comuns são:
Ö Varão redondo maciço e oco
Ö Varão quadrado maciço e oco
Ö Varão sextavado maciço e oco
Ö Barra de chapa maciça e oca
Ö Varão redondo com relevos em folha de oliveira
Ö Cantoneira com perfil em L e com abas iguais ou desiguais
Ö Ferro em T e em U e I em perfil normal
Ö Perfil europeu, com abas paralelas, vigas tipo Grey
Ö Chapa de ferro ondulada
147
Os Metais na Construção Civil
Ö Chapa de ferro perfilada trapezoidal
Ö Chapa lisa e com relevos
As vigas em I, U e T são usadas com uma função estrutural, devido ao seu momento de
inércia (resistência a esforços transversos). Os perfis mais pequenos são usados para resistir à
tracção, e as chapas mais finas como revestimento, tanto de pavimento como de cobertura. As
dimensões destes elementos são variáveis e escolhem-se consoante as necessidades.
Figura 54 - Exemplos de perfis em aço
As vigas em I são as mais usadas, podendo suportar lajes de betão em cima do banzo
(extremidades paralelas e planas), ou do lado da alma (parte central).
148
Os Metais na Construção Civil
As vigas metálicas juntam-se entre si através de rebitagem associada ao uso de cantoneiras.
Figura 55 - Vigas de aço preparadas para montagem
Figura 56 - Cúpula executada com combinação de perfis
Figura 57 - Exemplo das possibilidades construtivas com perfis metálicas
149
Os Metais na Construção Civil
Chapas e placas metálicas
As chapas de aço podem ser produzidas por laminagem a quente (apresentam película de
laminagem) ou a frio (acabamento lustroso, com camada de óleo para evitar ferrugem). As
chapas até 1,52 mm de espessura apresentam problemas na soldadura; daí que na construção
seja aconselhado o uso de chapas com espessura superior à referida.
As placas de aço têm espessuras iguais ou superiores a 5 mm e são laminadas a quente. Tipos
especiais destas redes mais finas recebem estuques, gessos e isolamentos, funcionando como
esqueletos de divisórias.
As chapas estiradas de ferro têm aplicações diversas nomeadamente em revestimentos de
condutas, revestimentos de pavimentos, etc.
Tubagens e peças em forma de tubo
Os tubos são usados em pilares e outras finalidades estruturais (andaimes, por exemplo), além
da sua utilização principal que é a de conduzir líquido. Os tubos – redondos, quadrados e
rectangulares – são frequentemente empregues em armações e estruturas leves. Há a
considerar tubos com costura de solda contínua ao longo do seu comprimento e tubos sem
costura, estes mais caros. As tubagens de ferro disponíveis são as de ferro preto e as de ferro
galvanizado.
Tubos ARMCO são um material em ferro galvanizado ondulado destinado a servir de cerca
em aquedutos e drifts. A chapa de pequena espessura é altamente flexível comportando-se
com eficiência em relação à pressão do terreno uniformemente exercida ao longo da
circunferência do tubo.
Existem diâmetros deste material variando dos 200cm até aos 2,50m podendo a sua secção
não ser circular mas abaulada.
Mas o uso de aço (carbono ou em liga) na geometria de tubo é tão diversificado que seria
difícil esgotar todas as suas aplicações. Cite-se, por exemplo, o uso em estruturas provisórias,
como prumos, escoras e elementos de andaimes, com tradição intensa em construção civil.
150
Os Metais na Construção Civil
Figura 58 - Pormenores de encaixe de perfis tubulares simples (sistema de andaimes)
Figura 59 - Pormenores de encaixe de perfis tubulares simples (sistema de andaimes)
Varões de aço para betão armado
A caracterização dos varões para betão armado é dada por determinadas propriedades
determinadas em ensaios de tracção como sejam:
Ö Tensão admissível, de cedência ou tensão limite de proporcionalidade a 2%: σad
(fsyd);
Ö Tensão característica: σc (fsyk);
Ö Tensão de rotura: σr (fsuk);
Ö Extensão após rotura: εr (εsuk).
151
Os Metais na Construção Civil
E ainda por outras determinadas no ensaio de dobragem.
A tensão admissível, de cedência ou tensão limite de proporcionalidade a 2%, é obtida a partir
da tensão característica após a minoração desta por um coeficiente de segurança de 1,15:
σad (fsyd) = σc (fsyk) / 1,15.
A circunstância de se estar a analisar o caso específico dos varões obriga a pensar noutra
característica que é a do estado da superfície dos varões. Assim para além das “classes” dos
varões definidas pela capacidade de resistência à tracção que apresentam, existem “tipos” de
configuração das superfícies.
A superfície pode ser lisa ou rugosa, correspondendo a primeira a uma superfície sem
rugosidades aparentes e a segunda, a uma superfície em que existem reentrâncias, superfície
denteada, ou saliências, superfície nervurada.
Os varões nervurados são os mais utilizados, pois os denteados conferem melhor aderência ao
betão.
As nervuras podem ser contínuas ou descontínuas e podem ser de altura constante ou variável.
Figura 60 - Configuração geométrica da superfície dos varões nervurados.
Existe vulgarização na fabricação de varões de tipo rugoso porquanto eles poderão suprimir
os ganchos e diminuir os comprimentos de amarração nas peças de betão armado.
Os aços mais utilizados em betão armado são os A235 e A400.
São varões de aço macio têm as seguintes características:
σad (fsyd) = 204 MPa; σc (fsyk) = 235 MPa; σr (fsuk) = 360 MPa; εr (εsuk) = 24%
152
Os Metais na Construção Civil
Nota: é de referir que estes valores são mínimos a exigir por regulamento.
A partir de varões lisos A235, por endurecimento a frio por torção temos o A400 EL, se o
A235 for nervurado obtemos o A400 ER. Os varões de classe A400 são de uma maneira geral
nervurados. Admite-se contudo que possam ser lisos se forem endurecidos a frio por torção
(EL). Sendo laminados a quente tem a designação NL ou NR, conforme forem ou não
nervurados (rugosos). São dentro dos varões de alta resistência aqueles que geralmente têm
mais utilização.
O A400 tem as seguintes características:
σad (fsyd) = 348 MPa; σc (fsyk) = 400 MPa; σr (fsuk) = 460 MPa; εr (εsuk) = 12 a 14%
Figura 61 - Varões de aço para betão: diagramas tensões-deformações
Resumindo:
Tabela 12 – Características dos aços (tensões-deformações)
σc
σr
εr
A235
235 MPa
360 MPa
22%
A400
400 MPa
460 MPa
12 a 14%
A500
500 MPa
550 MPa
10 a 12%
153
Os Metais na Construção Civil
O varão de A400N é preferível, pois a sua ductilidade é maior e há hipótese de “aviso” de
deformação perigosa, que não existe no A400E. Por outro lado, a dobragem dos varões é mais
difícil de realizar no A400E.
As lajes têm normalmente uma malha de varões de aço, em dois sentidos, sendo esses varões,
usualmente, de pequeno diâmetro. Hoje em dia já não se utiliza aço macio, podendo recorrerse a rede pré-fabricada do tipo Malhasol.
Os aços A500 podem ser obtidos por simples torção de varões da classe A400 ou tratados
logo diferenciadamente a partir da matéria-prima. São constituídas por varões de pequeno
diâmetro, obtidos de varões de aço macio de qualidade especial por trefilagem: os varões são
dispostos em malha ortogonal e ligados por soldadura eléctrica.
Numa peça de betão armado, suponhamos que o betão só pode acompanhar o alongamento do
aço até cerca de 180 MPa. Assim se utilizarmos um A235, se for bem projectado não fissura o
betão pois σad do A235 é 140 MPa < 180 MPa. Se utilizarmos um A400, podemos esforça-lo
além de 180 MPa , mas vai acontecer que o betão abre fissuras o que é natural e vulgar.
De notar, de qualquer modo, que existem já aços de classes superiores, para perfis metálicos,
com valores de resistência característica à tracção na casa dos 900/1000 MPa.
As armaduras electro-soldadas, conhecidas pela sua designação comercial de armaduras
“Malhasol”, são constituídas por varões de aço, estirados a frio, dispostos paralelamente em
duas direcções perpendiculares, sendo todos os pontos de contacto entre varões soldados
electricamente por um processo automático de controlo electrónico.
O varão de aço usado na fabricação das armaduras “Malhasol” provém de um fio de máquina
de elevada qualidade, do qual, através de um adequado processo de trefilagem a frio, são
obtidos varões de diversos diâmetros com as necessárias características de aços de alta
resistência, enquanto uma elevada ductilidade é assegurada pela alta qualidade do aço
empregado.
O processo de soldadura, extremamente importante no fabrico de armadura electro-soldada,
caracteriza-se por permitir um tempo de soldadura mínimo para cada tensão escolhida, e, para
cada proporção entre estes dois primeiros parâmetros poder, dentro de certos limites, variar
um terceiro, a profundidade a que o varão transversal se funde no longitudinal - a
“penetração”.
154
Os Metais na Construção Civil
A característica fundamental das armaduras electro-soldadas é portanto a tenacidade da
amarração entre os varões longitudinais e transversais sem lhes causar alterações nas suas
características mecânicas.
O campo de utilização das armaduras “Malhasol” é múltiplo, e engloba não só um conjunto
de aplicações, como armadura resistente de betão armado, como um outro e não menos
importante campo, em que a principal missão das armaduras é de reforço, ou ainda, de
distribuição e absorção de tensões localizadas. Nos dois casos, satisfazendo cabalmente
ambas as finalidades mencionadas, a sua aplicação toma-se extremamente indicada. Numa
breve análise podemos destacar as suas aplicações em: pavimentos térreos, lajes aligeiradas,
vigadas ou fungiformes de edifícios, lajes maciças de edifícios e pontes, paredes resistentes de
edifícios e muros de suporte, coberturas planas, abóbadas, cúpulas, hiperbolóides, depósitos,
silos, tubagem, canais, túneis, consolidação de taludes, pistas de aeroportos, estradas e ruas,
condicionamento sonoro e térmico.
As vantagens das armaduras Malhasol, resultam do seu vasto campo de aplicação, em
correlação com a grande economia a que a sua utilização conduz. Estas armaduras, são
normalmente fornecidas em rolos, de dimensões variáveis, sendo possível optar por diâmetros
diferentes, dos varões ou fios que as constituem.
Figura 62 - Rolos de armaduras electro-soldadas
155
Os Metais na Construção Civil
Figura 63 - Reforço de pavimento com armadura tipo “Malhasol”
Aços para betão pré-esforçado
O betão armado surgiu devido à fragilidade do betão simples a esforços de tracção.
Figura 64 - Deformação de uma viga para uma carga pontual centrada.
Numa peça de betão simplesmente apoiada e carregada verticalmente, no sentido descendente,
há esforços de tracção na zona inferior e de compressão na zona superior. Ora, dado que o
betão resiste mal à tracção, é na zona onde estas surgem que devemos introduzir o aço, já que
este suporta bem este tipo de solicitações.
No entanto, e mesmo que o equilíbrio da viga, em termos estáticos, esteja garantido pela
presença dos varões de aço, há um problema de possível fissuração do betão. As fissuras têm
de ser limitadas a um dado valor conforme o local em que estão situadas.
A isto acresce que as deformações (flechas) são menores devido ao efeito dos cabos de préesforço, bem coo se pode aproveitar melhor a resistência do betão à compressão.
Em estaleiros os cabos são fios (arames) individuais. Em grandes obras, para grandes vãos
(pontes, por exemplo), utilizam-se cabos formados por fios entrelaçados (um cabo com 12
arames de diâmetro 7 mm podem dar uma força de pré-esforço de 40t).
156
Os Metais na Construção Civil
Figura 65 - Secção de um cabo de pré-esforço
A maioria dos fios e varões para pré-esforço obtêm-se a partir da laminagem a quente
(1200ºC) dum lingote de aço cuja composição recomendada é a seguinte:
Min.
Max
C
0,58
0,88
Mn
0,50
0,90
Si
0,15
0,40
P
-
0,04
S
-
0,045
O aço para este tipo de estruturas é importante e são aços de alta resistência, isto é, aços cujo
limite convencional de proporcionalidade a 0,2% seja igual ou superior a 900 MPa .
A partir do aço, e depois de laminado, obtemos o chamado fio-máquina bruto. Muitas vezes
este fio-máquina é utilizado tal qual se fabrica directamente nas estruturas, mas não é essa a
forma que traz mais vantagens. Este fio tem uma tensão de rotura de 950 a 1000 MPa.
A partir do fio-máquina as propriedades específicas das armaduras são obtidas pela
combinação de tratamentos mecânicos e térmicos (aos quais já nos referimos anteriormente),
nomeadamente: patentagem; trefilagem e estiramento ou estiragem.
Estes tratamentos modificam a textura do aço, orientando as fibras no sentido longitudinal, e
aumentam a tensão de rotura que antes era de 1000 MPa e passa a ser de 1400 a 2200MPa, o
mesmo se passa com o limite de elasticidade (embora diminuía a ductilidade).
157
Os Metais na Construção Civil
A maior vantagem dos fios trefilados relativamente aos laminados reside na sua resistência à
corrosão, em consequência da superfície ficar muito lisa e com grande dureza.
Esta operação de trefilagem, quer-se sem rotura, sendo para isto o aço decapado em H2SO4,
após o que sofre uma calagem (em cal) para lhe dar ductilidade.
Figura 66 - Diagrama de tensões-deformações modificado para aço trefilado
Para lhe dar uma maior amplitude da zona elástica (linha 2 do gráfico) faz-se o chamado
“stress-relieving”, que consiste no aquecimento lento das armaduras, durante tempo breve a
cerca de 400ºC, o que se traduz num aumento do limite elástico (cerca de 20%), da tensão de
rotura (cerca de 5%) e da ductilidade.
Podemos, ainda, obter a partir deste o aço estabilizado por tracção, ou seja estiramento a
quente (65% da tensão de rotura a uma temperatura de 400ºC). Este tratamento destina-se a
reduzir a relaxação. Estes arames são utilizados individualmente em vigotas ou são reunidos
em cabos.
Construções metálicas em geral
Como se disse, a variedade da construção metálica é quase
inesgotável, sendo a sua área de aplicação tão vasta que abarca
temas como: edifícios de escritórios e de apartamentos,
residências uni e multifamiliares, pontes, passadiços, viadutos,
grandes superfícies comerciais (como “shopping centers” e
158
Os Metais na Construção Civil
hipermercados), lojas, postos de gasolina, aeroportos, terminais rodoviários e ferroviários,
ginásios desportivos, armazéns, naves industriais, estruturas portuárias, plataformas marítimas
e petrolíferas, torres de transmissão, etc.
Na realidade, as estruturas metálicas vem ampliando a sua utilização num vasto segmento da
construção, já atingindo nos países industrializados uma tecnologia altamente consolidada
nesse campo. A boa performance construtiva destaca-se na gama de aplicações da figura 67.
Edifícios de andares múltiplos, comerciais, casas em geral, conjuntos habitacionais, residências.
Supermercados, “shopping centers”, garagens, revenda de automóveis.
Hotéis, hospitais, escolas, alojamentos e creches.
Pontes, passadiços e viadutos.
Postos de gasolina, ginásios polidesportivos, estádios e arquibancadas.
Teatros, palcos, centros de convenções, igrejas e monumentos de arte.
Terminais portuários.
Indústria pesada.
Figura 67 - Aplicações de estruturas em aço
Como referência, citem-se os pesos estimados por tipo de edificação para a elaboração de
estimativas de custo, pois é necessário se conhecer o peso da estrutura metálica.
Apresentamos, a seguir, para efeito ilustrativo, uma tabela com o seu peso estimado em
função dos diversos tipos de construção.
159
Os Metais na Construção Civil
TIPO DE
PESO (kg/m2)
EDIFICAÇÃO
Até 4 pavimentos padrão
popular
Até 4 pavimentos padrão
Edifícios
médio/alto
20 a 35
35 a 50
4 a 12 pavimentos
40 a 50
> 12 pavimentos
45 a 60
Residências
20 a 70
Naves industriais sem ponte rolante
20 a 35
Shopping Center
50 a 55
160
Os Metais na Construção Civil
ANEXO III – Algumas notas sobre METAIS NÃO FERROSOS
As ligas não ferrosas possuem vantagens devido aos inerentes mecanismos de endurecimento.
Dependendo das características do material base, uma enorme gama de propriedades podem
ser obtidas incluindo resistência, baixa densidade, etc..
Alumínio
HISTÓRIA DE COMO SURGIU O ALUMÍNIO
A história do alumínio está entre as mais recentes no âmbito
das descobertas minerais. Uma das razões é o fato de não se
encontrar alumínio em estado nativo, e sim a partir de
processos químicos.
A bauxite, minério que deu origem à obtenção de alumínio, foi
identificada pela primeira vez em 1821, na localidade de Les
161
Os Metais na Construção Civil
Baux, ao Sul da França, por Berthier. Naquela época, o alumínio ainda não era conhecido,
pois só foi isolado em 1825 pelo químico Oersted. A primeira obtenção industrial do alumínio
por via química foi realizada por Sainte-Claire Deville, em 06/02/1854.
O processo químico inicial utilizado por Deville - usando cloreto duplo de alumínio e sódio
fundido, reduzindo-o com sódio - foi substituído com sucesso pelo processo electrolítico por
meio de corrente eléctrica, descoberto por Paul Louis Toussaint Heroult (Normandia-França)
e Charles Martin Hall (Ohio-Estados Unidos). Heroult e Hall, sem se conhecerem, inventaram
ao mesmo tempo o procedimento de que marcou o início da produção do alumínio.
Acredita-se que o alumínio tenha se formado através de sucessivas colisões dos átomos de
hidrogénio em altas temperaturas e fortes pressões durante o nascimento do sistema solar.
Mas a história do alumínio, como hoje o conhecemos, é recente. Ele surgiu quando a Alcoa
nasceu, em 1886, com o primeiro processo de transformação do alumínio em quantidade.
Há mais de 7 mil anos, os ceramistas da Pérsia faziam seus vasos de um tipo de barro
contendo óxido de alumínio – o que hoje conhecemos como alumínia. Trinta séculos depois,
os egípcios e babilónicos usavam outro tipo de alumínio em suas fábricas de cosméticos e
produtos medicinais. Até então, ninguém sabia sobre o alumínio. Ninguém tinha visto. Apesar
de ser o mais abundante metal na crosta terrestre, ele não se encontrava naturalmente na
forma de metal.
Finalmente, em 1808, o senhor Humphrey Davy provou a existência do alumínio, dando-lhe
este nome. Logo depois, o físico alemão Hans Christian Oersted se encarregou de produzir
pequenas quantidades do metal.
Outros melhoraram seu processo até 1869, quando 2 toneladas de alumínio foram produzidas.
Isso baixou seu custo de $545 para $17 o grama, quase o mesmo valor da prata. Um preço
razoável, tanto é que serviu para ornar a mesa da Corte Francesa, a coroa do rei da Dinamarca
e a capa do Monumento de Washington.
Mas foi preciso uma grande quantidade, por um preço de produção muito baixo, para colocar
o alumínio como um metal de primeira categoria. É aí que a Alcoa começou, em 1886.
162
Os Metais na Construção Civil
Em meados de 1880, o alumínio era um metal semiprecioso, mais raro que a prata. Na
Oberlin College de Ohio, o professor Frank Jewett mostrou a seus estudantes de Química um
pequeno pedaço de alumínio e disse a eles que quem conseguisse descobrir um modo
económico de se obter este metal ficaria rico.
Um de seus estudantes, Charles Martin Hall, já vinha fazendo ensaios com minérios desde os
12 anos de idade, num laboratório improvisado. Depois de formado, continuou seus ensaios.
Aprendeu como fazer óxido de alumínio – alumínia. Em 1886, ele colocou num recipiente um
banho de criolita contendo alumínia e passou uma corrente eléctrica. O resultado foi uma
massa congelada que ele trabalhou com martelo.
E então, várias partículas de puro alumínio se formaram, dando origem a um dos metais mais
usados pela indústria na história.
Como se produz Alumínio
O alumínio não ocorre isolado na crosta terrestre e sua obtenção depende de etapas de
processamento até chegar ao seu estado metálico. Para que a produção do alumínio seja
economicamente viável, é preciso que os minérios geradores de alumínio - sendo a bauxite o
principal - contenham, no mínimo, 30% de alumínia.
A alumínia, óxido de alumínio de alta pureza, é obtida do processamento da bauxite em
operações químicas, por meio do processo Bayer. Nesta etapa, conhecida como Refinaria, o
minério é transformado em alumínia calcinada, que será utilizada em seguida no processo
electrolítico, como o principal ingrediente para a produção de alumínio.
A transformação da alumínia em alumínio metálico recebe o nome de Redução, e se realiza
em cubas electrolíticas em altas temperaturas, processo patenteado em 1886 por Hall-Heroult.
Neste processo, o alumínio se deposita no fundo da cuba, sendo extraído por sucção para
cadinhos, que transferem o metal líquido à fundição para a obtenção do alumínio primário. Na
forma de lingotes, vergalhões, placas e tarugos, o alumínio está pronto para a transformação
em indústrias que atendem diversos sectores.
Conheça mais detalhes do processo de produção de alumínio:
Refinaria
As principais fases da produção de alumínia - da entrada do minério à saída do produto - são:
moagem, digestão, filtração/evaporação, precipitação e calcinação.
163
Os Metais na Construção Civil
A obtenção de alumínia se dá por um processo que pode ser resumido em um circuito básico
simples:
Redução
A redução da alumínia em alumínio primário consiste na dissociação electrolítica da alumínia
dissolvida num banho de criolita fundida a baixa tensão. A alumínia se decompõe em
oxigénio, que combina com o carvão do ânodo, desprendendo-se sob a forma de gás, e em
alumínio líquido, que se precipita no fundo da cuba.
A voltagem de cada uma das cubas, ligadas em série, varia de 4 a 5 volts, dos quais apenas
1,6 volts são necessários para a electrólise propriamente dita. A diferença de voltagem é a
necessária para vencer resistências do circuito e gerar calor para manter o electrólito em
fusão.
Os principais ingredientes para a produção de alumínio durante a Redução são alumínia e
energia eléctrica.
Veja o processo completo da Redução no fluxograma abaixo:
Da bauxite é extraída a alumínia, que pelo processo de redução é transformada em alumínio.
Alumínia? Processo de redução? Afinal de contas, como o alumínio é feito? Acompanhe
agora com detalhes todo este processo:
164
Os Metais na Construção Civil
1. Limpeza de camada 8. Armazenagem
de terra e vegetação
14. Espessadores e
lavadores
20. Armazenagem de
Alumínia
2. Mineração de Bauxite 9. Tributação
15. Remoção de lama
residual
21. Célula electrolítica
3. Transporte em
caminhão
10. Cal
16. Filtro
22. Cadinho
4. Armazenagem de
Bauxite
11. Soda Cáustica
17. Precipitadores
23. Forno de espera
5. Reflorestamento
12. Misturador de lama 18. Espessadores de
classificação
24. Fabricação dos
Lingotes
6. Carregamento em
navio
13. Digestores
25. Lingote para
Fundição
19. Calcinador
Alumínia
7. Descarregamento
O processo de produção de alumínio é composto por uma série de reações químicas. Até
mesmo a bauxite - minério do qual se extrai a alumínia e o alumínio - é formado por uma
reacção química natural, causada pela infiltração de água em rochas alcalinas que entram em
decomposição e adquirem uma nova constituição química. A bauxite encontra-se próxima à
superfície, em uma espessura média de 4,5 metros, o que possibilita a sua extracção a céu
aberto com a utilização de retro escavadeiras.
Porém, antes de se iniciar a manutenção, alguns cuidados precisam ser tomados para se
proteger o meio ambiente. A terra fértil acumulada sobre as jazidas é removida juntamente
com a vegetação e reservada para um futuro trabalho de recomposição do terreno, após a
extração do minério.
Depois de minerada, a bauxite é transportada para a fábrica, onde chega em seu estado
natural, com impurezas que precisam ser eliminadas. E aí se inicia a primeira reacção química
da série que vai viabilizar a obtenção da alumínia e do alumínio. A bauxite é moída e
misturada a uma solução de soda cáustica que a transforma em pasta. Aquecida sobre pressão
e recebendo nova adição de soda cáustica, esta pasta se dissolve formando uma solução que
passa por processos de sedimentação e filtragem que eliminam todas as impurezas.
Esta solução, livre de todas as impurezas, esta pronta para que dela se extraia apenas a
alumínia. Isso é feito, mais uma vez, através de uma reacção química. Em equipamentos
165
Os Metais na Construção Civil
chamados de precipitadores, a alumínia contida na solução precipita-se através do processo
chamado de "cristalização por semente". Esse material cristalizado só precisa ser lavado e
secado através de aquecimento para que tenhamos o primeiro produto do processo de
produção de alumínio: a alumínia, um pó branco e refinado de consistência semelhante ao
açúcar.
Quando se fala em reciclagem do alumínio, a primeira coisa que vem à cabeça são as latas de
alumínio. Também não é para menos. Hoje, duas de cada três latas de alumínio são recicladas.
É mais do que qualquer outro recipiente de bebidas (plástico, vidro ou ferro). O ato de reciclar
latas usadas começou em 1968, na Califórnia. Por volta do ano 2000, as indústrias pretendem
coletar 75% das 50 bilhões de latas jogadas fora por ano. Mas não só as latas são recicladas.
Mais de 85% do alumínio de automóveis é recuperado, e entre 60% e 70% do alumínio usado
em novos veículos é feito de material reciclado.
Produtos de alumínio são ideais para reciclagem porque é muito mais barato reaproveitá-los
do que fazer alumínio novo do minério de bauxite. A reciclagem requer menos de 5% da
energia usada para fazer alumínio. Para se ter uma ideia, 20 latas recicladas podem ser feitas
com a energia necessária para produzir uma lata usando minério virgem. Reciclando uma lata
de alumínio, economizamos energia para manter uma lâmpada de 100 W acesa durante 3
horas e meia ou deixar a televisão ligada por três horas.
A indústria do alumínio economiza energia necessária para gerar cerca de 7.5 quilowatt/hora
de electricidade. Além disso, o processo de reciclagem economiza etapas: a matéria é
simplesmente derretida e moldada novamente, eliminando a extracção, refino e redução. A
reciclagem também poupa tempo e dinheiro. Derreter latas usadas de alumínio demora metade
do tempo e tem 1/10 dos custos de mineração e refino do minério, reduzindo a dependência
de importação de bauxite.
Fornecendo as latas para a reciclagem, a população ajuda a completar o ciclo do alumínio;
uma lata reciclada volta aos supermercados em cerca de 90 dias.
166
Os Metais na Construção Civil
A reciclagem de latas também tem um importante papel social. Cria novos empregos em
centros de reciclagem, empresas de alumínio, transporte e empresas que dão suporte à
indústria do alumínio.
Ciclo do ALUMÍNIO:
167
Os Metais na Construção Civil
Antes da última grande guerra era muito pouco utilizado, devido a várias razões, entre as
quais: o seu elevado custo e dificuldade de fabrico. Vinda a guerra, a necessidade de arranjar
um material que substituísse o aço, considerado de interesse estratégico, a diminuição do
preço da energia eléctrica, e as exigências dum material leve e resistente para aviões, levaram
a um grande desenvolvimento das técnicas de fabrico do alumínio, que começou a ser
produzido mais barato, e a ser muito usado em vários campos.
A bauxite é o mineral do que é extraído o alumínio, depois de ter sofrido diferentes
tratamentos químicos. A extracção do alumínio da bauxite faz-se mediante uma solução de
soda cáustica a quente e sobre pressão.
O alumínio é um elemento leve (d = 2,7 mg/m3) e inalterável. O alumínio e as suas ligas
apresentam cerca de 1/3 do peso do aço uma das características que tornam esse material
interessante para a indústria da construção. O alumínio não possui limite de fadiga, tem baixa
dureza, tem alto poder reflector, é antimagnético, funde a 658ºC, tem elevado calor
específico, elevada condutibilidade térmica, coeficiente de dilatação elevado (é o dobro do
dos aços), módulo de elasticidade baixo, fraca resistência eléctrica e fraco poder emissor no
estado bruto.
Além de leve, o alumínio tem uma atraente coloração prateada e é resistente à água das
chuvas e à corrosão atmosférica.
Quando se fala de perfis de alumínio, trata-se geralmente de ligas de alumínio que contém
alumínio, magnésio e silício. Há contudo outros elementos que aparecem (Cu, Mn, Zn, Ni, Cr,
etc.).
O alumínio puro é um material muito mole e fraco não sendo usado directamente na
construção. As ligas de alumínio contudo podem apresentar resistências superiores às do aço
macio.
Estas ligas usadas em construção pertencem de maneira geral a dois grupos.
•
Às ligas com resistência à corrosão que são ligas de alumínio com pequena
quantidade de manganês e têm aplicação em revestimentos de coberturas e em
painéis de paredes.
•
Às ligas com resistência a esforços que são ligas de alumínio com magnésio ou
ligas de alumínio com magnésio e silício e têm aplicações em perfis para
estruturas especiais (esquadrias, remates, guias, vigas h, etc.).
Os perfis de alumínio são estruturados a partir de pequenos tarugos redondos, sendo o
equipamento de extrusão de alumínio relativamente barato torna-se, por vezes, vantajoso
projectar perfis especiais de alumínio para certos fins estruturais e de acabamento.
O alumínio tem uma propriedade que os aços não apresentam, que é a sua elevada resistência
química. Esta resistência à corrosão química é obtida através da anodização.
O alumínio apresenta algumas desvantagens:
• Um elevado coeficiente de dilatação térmica (igual ao dobro do coeficiente do aço);
•
Um módulo de elasticidade três vezes menor que o do aço;
168
Os Metais na Construção Civil
•
Os perfis de alumínio são sempre mais complexos e mais complicados, isto para
conferir rigidez à estrutura, para não se deformar;
•
A corrosão de natureza electrolítica, por exemplo o contacto do alumínio com o
ferro, directamente, produz furos no primeiro metal;
•
Nas ligações.
O alumínio oferece grandes vantagens: tem grande resistência à corrosão, tem grande poder
de irradiação do calor o que dá muito boas propriedades isolantes. Isto tem importância, e por
exemplo os reservatórios de combustível costumam ser pintados exteriormente com alumínio
pulverizado. Reduz-se assim as perdas por evaporação.
As Aplicações do Alumínio
Transformado em diversos produtos semi-manufacturados, o alumínio encontra aplicações
variadas na indústria. Cada segmento utiliza o metal na forma mais adequada às suas
finalidades, de acordo com os diferenciais e propriedades de cada produto.
Perfis extrudados
Transformam-se em esquadrias (portas e janelas), forros, divisórias, acessórios
para banheiros, estruturas pré-fabricadas, e elementos decorativos de
acabamento. Cerca de 60% dos extrudados de alumínio são destinados à
fabricação de produtos para construção civil.
Chapas e laminados
Transformam-se em latas de alumínio, pisos e carroçarias para autocarros e
caminhões, telhas, fachadas etc (Laminação Pura), em utensílios domésticos
(Laminação artefactos) e em tubos e bisnagas para pasta de dente, aerossóis
etc (Laminação impacotados).
Folhas
Produzidas em variadas espessuras, são utilizadas nos mais diversos tipos de
embalagens rígidas, flexíveis, descartáveis etc.
169
Os Metais na Construção Civil
Fios e Cabos
Condutores são utilizados em linhas de transmissão de energia, cabos isolados
ou nus, para uso em redes de alta tensão, linhas de transmissão secundária, e
aplicações residenciais ou comerciais.
Fundidos e Forjados
Encontram variadas aplicações na indústria de transportes. 60% do consumo
de alumínio nessa indústria corresponde a componentes fundidos, tais como
caixas de câmbio, carcaça de motores e rodas para automóveis, entre outros.
Pastas e pó
Encontram aplicações variadas que vão de usos destrutivos como
desoxidantes na indústria siderúrgica e explosivos para mineração, ao
tratamento da água das piscinas (sulfato de alumínio), medicamentos
antiácidos (hidróxidos e cloridróxidos de alumínio) tintas, produtos químicos e
farmacêuticos.
Alumínias especiais
Transformam-se em refractários, revestimentos cerâmicos, abrasivos, vidros,
porcelanas, massas de polimento, isoladores eléctricos, pastilhas de freio,
tintas e corantes, entre outros produtos.
Os Atributos do Alumínio
Material leve, durável e bonito, o alumínio é um dos metais mais versáteis em termos de
aplicação, o que garante sua presença em uma grande diversidade de indústrias e segmentos.
Produtos que utilizam o alumínio ganham também competitividade, em função dos inúmeros
atributos que este metal incorpora, como você pode conferir a seguir:
Atributos
Exemplos do que isto proporciona…
Leveza
Nos transportes representa menor consumo de combustível e menor
desgaste, mais eficiência e capacidade de carga.
Nas embalagens dá praticidade e portabilidade, por seu peso reduzido em
relação a outros materiais.
170
Os Metais na Construção Civil
Condutibilidade
Associada à leveza, a condutividade eléctrica é um atributo fundamental
para a aplicação do alumínio na transmissão de energia em fios e cabos.
Nas embalagens, nenhum outro material é tão bom condutor térmico quanto
o alumínio.
Impermeabilidade e
opacidade
Especialmente importante no uso de embalagens pois com estas
características o alumínio evita a deterioração dos produtos, não permitindo
a passagem de humidade, oxigénio e luz.
Alta relação
resistência/peso
Nos transportes, confere desempenho excepcional a qualquer parte de
equipamento de transporte que consuma energia para se movimentar.
Aos utensílios confere durabilidade e manuseio seguro, com facilidade de
conservação.
Beleza
Aparência agradável e moderna em qualquer aplicação, por ser um material
nobre, limpo, que não se deteriora com o passar do tempo, mantendo
sempre o aspecto original e permitindo soluções criativas de design.
Resistência à
corrosão
Facilita a conservação e a manutenção das obras, em produtos como portas,
janelas, forros, telhas e revestimentos usados na construção civil, bem como
em equipamentos, partes e estruturas de veículos de qualquer porte.
Nas embalagens é factor decisivo quanto à higienização e barreira à
contaminação.
Moldabilidade
e soldabilidade
Facilidade de conformação, devido à alta maleabilidade e ductilidade,
possibilitando formas adequadas aos mais variados projectos.
Resistência e dureza
A robustez do alumínio se traduz em qualidades estruturais, com excelente
comportamento mecânico, aprovado em aplicações como aviões e trens.
Possibilidade de
muitos acabamentos
Anodização e pintura, assumindo a aparência adequada para aplicações em
construção civil, por exemplo, com acabamentos que reforçam ainda mais a
resistência natural do material à corrosão.
Reciclabilidade
Depois de muitos anos de vida útil, segura e eficiente, o alumínio pode ser
reciclado, com recuperação de parte significativa do investimento e
poupança de energia, como já acontece largamente no caso da lata de
alumínio. Além disso, o meio ambiente é beneficiado pela redução de
resíduos e economia de matérias primas propiciadas pela reciclagem.
Alumínio anodizado
Consiste essencialmente numa transformação de natureza electroquímica da superfície de um
objecto de alumínio, ou das suas ligas, reforçando a camada natural que é fina com uma capa
protectora de alumínia de 15 micros. Esta capa de alumínia, extremamente dura, é
transparente e porosa, impenetrável ao ar, à água e à maior parte dos agentes químicos.
Esta operação provoca-se num banho de electrólise. O alumínio cobre-se de uma camada de
óxido á custa da própria superfície exposta ao tratamento e resulta duma oxidação provocada
pela formação de oxigénio no ânodo.
O tratamento anódico confere protecção contra a corrosão, dá coloração e dá brilho.
Alumínio lacado
Consiste, basicamente, na deposição de uma laca sobre a superfície da liga de alumínio,
conferindo-lhe não só protecção como acabamento superficial e cor.
171
Os Metais na Construção Civil
Cobre
História do Cobre
O cobre foi o primeiro metal usado pelo homem. Acredita-se que por
volta de 13.000 a.C. foi encontrado na superfície da Terra em forma de
"cobre nativo ", o metal puro em seu estado metálico. Usado
inicialmente, como substituto da pedra como ferramenta de trabalho,
armas e objecto de decoração, o cobre tornou-se, pela sua resistência,
uma descoberta fundamental na história da evolução humana.
Os historiadores concordam que as primeiras descobertas importantes do cobre deram-se na
área compreendida entre os rios Tigre e Eufrates, ao Norte do Golfo Pérsico. Nesta área,
considerada como o lugar da primeira civilização do mundo, foram encontrados objectos de
cobre de mais de 6.500 anos.
Os Romanos designaram o cobre com o nome de "Aes Cyprium", o Metal de Cyprus, já que a
Ilha de Cyprus ( Chipre ) foi uma das primeiras fontes do metal. Com o tempo, o nome se
transformou em Cyprium e depois em Cuprum, originando o símbolo
químico"Cu".
Através dos séculos, o cobre foi identificado pelo símbolo , que é uma
forma modificada do antigo hierógrafo usado pelos antigos egípcios para
representar a vida eterna. O facto de se ter encontrado objectos de cobre tão
antigos em diversos lugares do mundo é prova das propriedades únicas do
metal: durabilidade, resistência à corrosão, maleabilidade, ductilidade
e fácil manejo.
Apesar de sua antiguidade, o Cobre manteve, aliado aos metais mais novos, um papel
predominante na evolução da humanidade, sendo utilizado em todas as fases das revoluções
tecnológicas pelas quais o ser humano já passou.
As minas de cobre mais importantes do mundo, estão localizadas no Chile, Estados Unidos,
Canadá, Rússia e Zâmbia.
Metalurgia
As minas de cobre são classificadas de acordo com o sistema
de exploração: Minas à Céu Aberto são aquelas cujo mineral se
encontra próximo da superfície e Minas Subterrâneas, aquelas
em que o mineral se encontra em profundidade, necessitando de
explosivos para sua extracção.
Da mina sai o minério contendo de 1% a 2% de cobre. Depois
de extraído, britado e moído, o minério passa por células de
flutuação que separam a sua parte rica em cobre do material inerte e converte-se num
concentrado, cujo teor médio de cobre é de 30%. Este concentrado é fundido em um forno
onde ocorre a oxidação do ferro e do enxofre, chegando-se a um produto intermediário
chamado matte, com 60% de cobre. O matte líquido passa por um conversor e, através de um
172
Os Metais na Construção Civil
processo de oxidação (insufla oxigénio para a purificação do metal ), é transformado em cobre
blister, com 98,5% de cobre, que contém ainda impurezas como resíduos de enxofre, ferro e
metais preciosos. O cobre blister, ainda no estado líquido, passa por processo de refino e, ao
seu final, é moldado, chegando ao ânodo com 99,5% de cobre.
Após resfriados, os ânodos são colocados em células de
electrólise. São então intercalados por finas chapas de cobre
electrolítico, denominadas chapas de partida. Aplicando-se uma
corrente eléctrica, o cobre se separa do ânodo e viaja através do
electrólito até depositar-se nas placas iniciadoras, constituindo-se
o cátodo de cobre, com pureza superior a 99,99%.
Este cátodo é moldado em suas diferentes formas comerciais para,
posteriormente, ser processado e transformado em fios, barras e
perfis, chapas, tiras, tubos e outras aplicações da indústria.
Normalmente, o produto final originário dos produtores de cobre
(mineiros) são os cátodos refinados e os vergalhões de cobre, cuja
produção é vendida quase que inteiramente para a indústria de
transformação do cobre. Já esta indústria, processa o catodo ou o
vergalhão e, através de processos de laminação, extrusão, forjagem,
fundição e metalurgia do pó, obtém uma larga variedade de produtos
tais como fios e cabos eléctricos, chapas, tiras, tubos e barras que são usados principalmente
na indústria da construção civil, electro-electrônica, automobilística e outras.
173
Os Metais na Construção Civil
O Cobre e suas Ligas
O cobre é normalmente usado em sua forma pura, mas também pode ser combinado com
outros metais para produzir uma enorme variedade de ligas.
Cada elemento adicionado ao cobre permite obter ligas com diferentes características tais
como: maior dureza, resistência a corrosão, resistência mecânica, usinabilidade ou até para
obter uma cor especial para combinar com certas aplicações.
Cobre e Zinco
Esta combinação pertence ao grupo dos latões e o conteúdo de zinco varia
de 5% a 45%. Esta liga é utilizada em moedas, medalhas, bijuterias,
radiadores de automóvel, ferragens, cartuchos, diversos componentes
estampados e conformados etc.
Cobre e Estanho
A combinação destes metais forma o grupo dos bronzes e o conteúdo de estanho pode chegar
a 20%. É utilizado em tubos flexíveis, torneiras, varetas de soldagem, válvulas, buchas,
engrenagens etc.
Cobre e Alumínio
Esta liga normalmente contém mais de 10% de alumínio. É utilizada em peças para
embarcações, permutadores de calor, evaporadores, soluções ácidas ou salinas etc.
Cobre e Níquel
Esta liga é conhecida como cuproníquel e o conteúdo de níquel pode variar de 10% a 30%. É
174
Os Metais na Construção Civil
utilizada em cultivos marinhos, moedas, bijuterias, armações de lentes etc.
As ligas que normalmente contém entre 45% a 70% de cobre, e de 10% a
18% de níquel, sendo o restante constituído por zinco, recebem o nome de
alpacas. Por sua coloração, estas ligas são facilmente confundidas com a
prata. São utilizadas em chaves, equipamentos de telecomunicações,
decoração, relojoaria, componentes de aparelhos ópticos e fotográficos etc.
Aplicações
O cobre pelos seus aspectos técnicos, atributos e qualidade arquitectónica, permite pela
grande versatilidade do desenho desafiar as formas propostas quer nas coberturas como no
revestimento das fachadas dos edifícios.
Para tanto as espessuras, ductilidade e a sua dureza possibilitam variação de dobraduras,
estampas e encaixes.
Principais Aplicações:
Revestimento de Coberturas
Revestimento de Fachadas
Calhas e condutores de Águas Pluviais
Arquitectura de Interiores
Design de Peças
Revestimento de Coberturas
É utilizado no revestimento de coberturas planas, inclinadas, curvas, cúpulas e dómos. Seu
uso tem valorizado a 5ª fachada - a cobertura dos edifícios nas várias categorias de uso,
destacando-se no sky-line das cidades pela beleza estética da forma e da coloração.
175
Os Metais na Construção Civil
Edifício Momentum Place
Hotel Sonesta
Arq. John Burque & Associate E Phillip
Johnson
(Cobre electrolítico na cor natural com
laca)
Arq. Marcos Link e Ricardo Reskinz
(Cobre patinado artificialmente)
Cumberland Center II
George Washington University
Estudio: Cooper Carry & Associates, Inc.
(Cobertura com cobre laqueado)
(Cúpula em cobre patinado)
Revestimentos de Fachada
A arquitectura contemporânea tem sido valorizada pelo uso do cobre nos revestimentos de
fachada dos edifícios pela textura, coloração e adaptação as mais variadas formas adoptadas.
A estes atributos associam-se a durabilidade, ausência de manutenção e nobreza do material,
dando aos revestimentos expressão singular.
Exemplos internacionais marcam a paisagem urbana pela opção do cobre através de
arquitectos como:
176
Os Metais na Construção Civil
Edifício Universitário
Edifício Central das Estradas de
Ferro
Arq. César Pelli
(Cobre eletrolítico laqueado)
Arq. Herzog e Meuron
(Cobre ao natural)
Biblioteca Central Phoenix - EUA
Edifício de Escritórios Braun AG.
Melsungen
Arq. Stirling e Wilford
(Muro cortina em cobre natural)
Calhas e condutores das Águas Pluviais
As calhas e condutores das águas pluviais das coberturas de edifícios devem ter grande
duração e resistência à corrosão face as atmosferas agressivas com ênfase para as chuvas
ácidas.
Para tanto, o cobre natural, laqueado ou patinado, se apresenta como opção correcta, com
ênfase para a durabilidade e resultados estéticos.
As possibilidades de desenho das calhas são inúmeras, permitindo uma integração harmoniosa
às edificações, adaptando-se a qualquer tipo de arquitectura e também, colaboram para a
valorização da decoração e ornamentação da obra edificada:
177
Os Metais na Construção Civil
Vista geral de detalhe de uma calha
Calha corrida com tubulação de
semicircular com caixa de captação e tubulação descida das águas em cobre
de descida de águas pluviais
patinado
Arquitectura de interiores
O cobre também vem sendo utilizado com frequência em revestimentos de interior, tetos,
paredes, portas e ornatos de edifícios com ênfase para os comerciais e prestadores de serviços.
Seus resultados se expressam pela calidez e personalidade, marcando presença quando
utilizado ao natural, laqueado, patinado e também pelas suas ligas, como: latão, bronze e
alpacas.
Embaixada da Finlândia
Interior do restaurante Cypres Club
Washington D.C. - EUA
São Francisco - EUA
178
Os Metais na Construção Civil
Vista interna do Pub - Watson
Interior do restaurante X Carret
Rennes - França
Imprenta - Buenos Aires - Argentina
Design de peças
O cobre e suas ligas são utilizados com singular propriedade no design de peças ornamentais,
aparelhos, equipamentos e utensílios domésticos; bem como no âmbito das esculturas internas
e externas dos edifícios.
Sua durabilidade, coloração e aspectos formais contribuem para a valorização do ambiente
construído das cidades num processo de homenagem constante àqueles que contribuem para a
melhoria das condições de vida.
Equipamentos e utensílios domésticos
em cobre natural
Cadeira Ponzi
Estúdio Andrea Lenzi
179
Os Metais na Construção Civil
Mesa
Luminária
Arquitectura
Desde épocas remotas, há mais de 10.000 anos, o cobre vem sendo utilizado nas actividades
humanas, constituindo-se fonte permanente de estudos científicos e de novos descobrimentos
nas áreas da saúde e da tecnologia.
Para a saúde do ser humano, o cobre é
indispensável para a realização de uma série de
funções orgânicas vitais. Sua aplicação em
componentes e elementos construtivos de
edifícios é extremamente salutar nas suas
várias categorias de uso, inclusive na
arquitectura Hospitalar, pois evita a
propagação
de enfermidades (doenças).
Centro Nacional para ciência e tecnologia
"New Majestic"
Sua utilização e difusão na Construção Civil marca presença pela qualidade e tradição
apresentada na área das instalações electromecânicas, hidráulicas, calefação, gás natural,
refrigeração e captação da energia solar.
Na arquitectura dos edifícios vem marcando
presença desde o início da era cristã,
passando pela idade média, renascimento,
moderna até os dias actuais. Seus atributos e
características técnicas singulares, permitem
sua utilização na cobertura e revestimento de
edifícios, com destaque para os institucionais
pertencentes ao património histórico e
cultural da maioria dos países como:
Alemanha, Áustria, Bélgica, Hungria, Suíça,
Inglaterra, França, Espanha, Japão, Estados
Unidos, México, Chile, Uruguai, Argentina, e
180
Edifício de escritórios Birmann
Os Metais na Construção Civil
mais recentemente o Brasil.
Trata-se de um "material arquitectónico", não apenas de construção, pois seu uso está
plenamente difundido também na arquitectura de edifícios residenciais, comerciais, bem
como de interiores.
Seu desempenho técnico e qualidade
arquitectónica se expressam principalmente
pela "durabilidade", desafio de forma pela
ductilidade, beleza estética pela sua coloração
natural, ausência de manutenção, pelos
aspectos de saúde, de ecologia com um custo
X benefício compatível.
No Brasil o cobre vem sendo utilizado com
presença marcante desde o início deste século
nas coberturas de edifícios institucionais, com
Fórum de Recife
destaque para: o Teatro Municipal e Supremo
Tribunal de Justiça do Rio de Janeiro; as igrejas da Sé e Ortodoxa, o Teatro Municipal e a
antiga Escola Politécnica em São Paulo.
Na actualidade, com a retomada do uso dos metais
na Arquitectura, o cobre tornou-se definitivamente
uma excelente opção tecnológica junto à
comunidade internacional de arquitectos como:
Frank Loyd Wright, Carlo Carpa, Michael Graves,
Norman Foxter, Richard Rogers, Frank Ghery,
Rafael Moneo Santiago Calatrava, Franklin D.
Israel, Herzog de Meuron, Alvar Aalto Ceasar
Pelli, Renzo Piano, Felix Candela. A nível
nacional destacamos: Ramos de Azevedo,
Maximiliano Hehl, Edison Musa, Jaci Hargreves,
Itamar Berezin, Ruy Otake, Vicente Giffoni e
outros de igual importância.
Centro Cultural - Frank Ghery
A evolução do material cobre e de seus componentes complementares das técnicas e
tecnologias tem permitido a obtenção não só de revestimentos, mas de coberturas de edifícios
com alta qualidade técnica e estética da 5ª fachada, num processo de valorização do
patrimônio edificado das cidades.
Hidráulica
As tubulações de cobre possuem diversas aplicações nas instalações
hidráulicas domiciliares ou industriais. Podem ser utilizadas tanto
na água fria como na água quente, em instalações de combate ao
incêndio por hidrantes ou sprinklers, em instalações de gás, sistemas
de aquecimento solar, de água e instalações industriais.
Condutores e Instalações Eléctricas
181
Os Metais na Construção Civil
Desde o início da utilização da electricidade nas residências, comércio e indústria em larga
escala a mais de uma século, o COBRE vem sendo o metal condutor mais utilizado.
Seja nos fios e cabos eléctricos que levam a energia até as lâmpadas, tomadas em geral,
aparelhos electrodomésticos e electroprofissionais, seja nos condutores que estão no interior
dos geradores e motores eléctricos, seja nas trilhas que são gravadas nas placas de circuitos
impressos dos aparelhos electrónicos, lá está o COBRE sempre presente.
Além dessas aplicações, o COBRE está presente, puro ou em forma de ligas, em diversos
componentes, tais como chaves, interruptores, plugues, disjuntores, fusíveis, contactores.
relés, dentre outros. Essa preferência pelo COBRE é mais do que justificada uma vez que
trata-se de um metal de excelente condutividade eléctrica, óptima maneabilidade, que é ideal
para a realização de conexões em geral, tendo óptima flexibilidade e apresentando baixas
perdas de energia.
182
Os Metais na Construção Civil
Zinco
Zinco: História
Existem ornamentos de zinco que datam de há 2500 anos, embora sejam bastante impuros
uma vez que somente 80 a 90 % dessas peças são efectivamente zinco. Actualmente
consideram-se esses achados arqueológicos como sendo ligas de zinco com chumbo contendo
impurezas de ferro e antimónio.
A primeira extracção e fundição do metal impuro foi levada a cabo na China, por volta do ano
1000 d.C. Foi somente no século XVII que chegou a primeira barra de zinco ao Ocidente,
historicamente muito tarde se compararmos com o ferro, o cobre ou o chumbo. Nessa época o
metal ainda não tinha um nome universalmente aceite, sendo conhecido como tutanego,
estanho indiano ou calamina (óxido de zinco), consoante a região.
O termo "Zink" foi usado pela primeira vez por Löhneyes, em 1697. No século XVIII foi
construída uma fundição de zinco em Bristol, na Inglaterra, tendo em 1758 sido patenteado o
processo de obtenção de zinco a partir de blenda e sulfureto de zinco, que é a base do actual
processo de destilação para obter o elemento. Existe também o processo electrolítico de
obtenção de zinco, que foi introduzido em 1916 nos EUA
Ocorrência
Enquanto mineral, o zinco encontra-se na crusta terrestre, associado a outros metais como o
cobre e o chumbo. Os depósitos de zinco estão dispersos por todo o mundo, sendo muito
vulgar encontrar massivos depósitos de zinco com bastante ferro misturado. Este minério é
conhecido como marmatite e os seus principais depósitos situam-se no Canadá (Columbia
Britânica), EUA (Utah, Colorado e Idaho), Perú (Mina Cerra de Pasco) e Austrália (Broken
Hill). Outro mineral de zinco, igualmente importante, é a esfalerite (sulfureto) que ocorre em
depósitos na forma de filões. Os maiores produtores deste minério são o Canadá (Ontário e
Quebec), os EUA (Missouri), o Perú (Andes Centrais) e o Japão.
Zinco: Propriedades
Propriedades do Elemento:
•
•
•
Nome: Zinco
Número Atómico: 30
Símbolo Químico: Zn
Propriedades Atómicas:
•
Massa Atómica: 65.39
183
Os Metais na Construção Civil
Propriedades da Substância Elementar:
•
•
•
•
•
Substância Elementar Mais Comum : Zn
Classe de Substâncias Elementares : Metal
Origem : Natural
Estado Físico : Sólido
Densidade [298K] : 7133 kg m-3
Propriedades Termodinâmicas:
•
•
•
•
•
Ponto de Fusão : 699 K
Ponto de Ebulição : 1180 K
Condutividade Eléctrica [298K] : 1.69x10+07 Ohm-1m-1
Condutividade Térmica [300K] : 116 W m-1K-1
Calor de:
-1
o Fusão: 6.67 kJ mol
-1
o Vaporização: 115.3 kJ mol
-1
o Atomização: 131 kJ mol
Protecção de metais
Pilhas, caleiras
Pigmento branco
Aplicações
O zinco metálico é usado na produção de ligas ou na galvanização de estruturas de aço. Este
processo consiste na electrodeposição de uma fina película de zinco sobre as peças a proteger.
Utiliza-se a galvanização para proteger estruturas de edifícios ou partes constituintes de
automóveis e barcos. O zinco pode também ser um aditivo de certas borrachas e tintas.
Uma das ligas mais importantes de zinco é o bronze, que consiste na mistura deste elemento
com o cobre. O bronze é mais dúctil do que o cobre e tem uma resistência à corrosão bastante
superior. O zinco pode ainda utilizar-se como eléctrodo nas vulgares pilhas secas.
Os principais compostos de zinco são o óxido (ZnO), utilizado na indústria cerâmica e da
borracha e ainda no fabrico de tintas. O sulfato de zinco (ZnSO4) tem aplicação na indústria
têxtil e no enriquecimento de solos pobres em zinco. O cloreto de zinco é usado para
preservar madeiras bem como desodorizante em diversos fluidos. Este composto pode
também ser usado em pilhas secas e como mordente em tintas.
184