UNIFEI
EME005 - Tecnologia
de Fabricação IV
Fresamento 6
Fabricação de
engrenagens em
dentadoras
Fresando pelo processo
Renânia
Aula 6
Prof. José Hamilton Chaves Gorgulho Júnior
https://www.youtube.com/watch?v=-dLi7SDK6TQ
Ferramentas da Renânia
(Fresa Caracol)
Ferramentas da Renânia
(Fresa Caracol)
Ferramenta Renânia e Engrenagens
Máquina Renânia
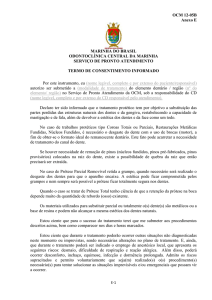
Fresamento por geração
(Método Renânia)
Fresamento por geração
(Método Renânia)
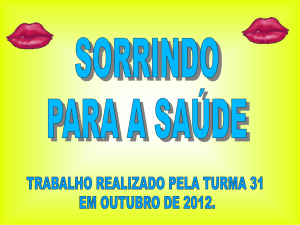
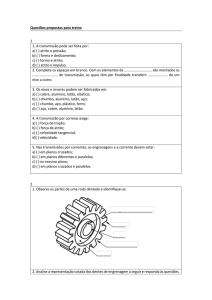
A fresa e o disco de aço onde são usinados
os dentes da engrenagem apresentam
movimento de rotação .
Fabricação de
engrenagens em
dentadoras
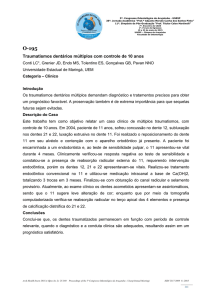
Fresamento por geração
(Método Fellows)
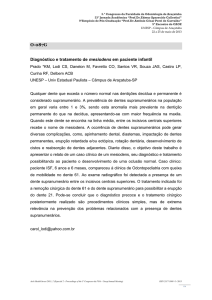
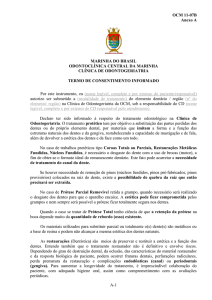
Utilizam fresas semelhantes a engrenagens
cilíndricas de dentes retos, apresentando
cunha de corte nos dentes.
Fresando pelo processo
Fellows
https://www.youtube.com/watch?v=jD94Q-aVhKU
Fresamento por geração
(Método Fellows)
Fresamento por geração
(Método Fellows)
Fresamento por geração
(Método Fellows)
Ferramentas da Fellows
Processo Fellows
Quais são os parâmetros de
usinagem?
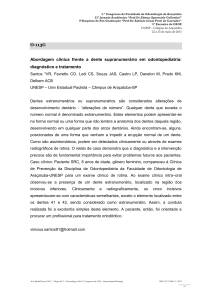
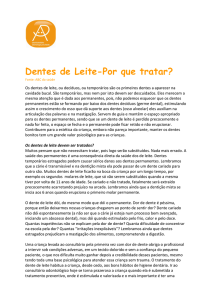
Movimento
alternativo vertical.
Movimento de
rotação
(sincronizado para
helicoidal).
Profundidade de
avanço (altura do
dente).
Afastamento para
recuo da
ferramenta.
Rotação (da ferramenta);
Avanço;
Profundidade.
Cálculo da rotação
n [rpm] =
Vc [m/min] × 1000
π × d [mm]
Onde: Vc = velocidade de corte;
d = diâmetro da ferramenta;
n = rotação da ferramenta.
Fatores que interferem na seleção da
velocidade de corte
•
•
•
•
Material da ferramenta;
Material a usinar;
Natureza da operação;
Presença ou não de refrigeração.
Cálculo da velocidade de avanço
A velocidade de avanço (av) depende da
capacidade de remoção de material de
cada aresta cortante (aZ), do número de
arestas de corte (Z) e da rotação da
ferramenta (n).
a v [mm / volta ] = a z [ mm / dente] * Z
v a [mm / min] = a v [mm / volta] * n[ rpm]
Escolha da velocidade de corte para
fresas de aço rápido
Velocidade de corte em m/min
Desbaste até
profundidade de
Material a ser usinado
Aço até 60
kgf/mm2
Acabamento
8 mm
5 mm
1.5 mm
16 - 20
22 - 26
32 - 36
Aço de 60 à 90 kgf/mm2
14 - 16
20 - 24
26 - 30
Aço de 90 à 110 kgf/mm2
12 - 14
18 - 22
22 - 26
Aço acima de 110
kgf/mm2
Ferro fundido até 180 HB
8 - 12
14 - 16
16 - 20
18 - 22
24 - 28
18 - 32
Ferro fundido acima de 180 HB
10 - 14
12 - 18
18 - 22
Latão
32 - 48
46 - 72
60 - 120
220 - 320
280 - 480
400 - 520
40 - 50
60 - 80
80 - 100
Metais leves
Cobre
Fatores que interferem na seleção da
velocidade de avanço
Acabamento;
Solicitação nos dentes:
• Material a ser cortado;
• Tipo da fresa;
• Material da fresa;
• Natureza da operação.
Escolha do avanço por dente para fresas
cilíndricas de aço rápido (DIN 884)
Escolha do avanço por dente para fresas
cilíndricas de aço rápido (DIN 884)
Velocidade de avanço em mm/dente
Material a ser usinado
Aço até 60
kgf/mm2
Exemplo: 50 x 40 N DIN 884.
Escolha do avanço por dente para fresas
cilíndricas de aço rápido (DIN 841 e 1880)
Acabamento
até
8 mm
5 mm
1 mm
0,22
0,26
0,10
Aço de 60 à 90 kgf/mm2
0,20
0,24
0,08
Aço de 90 à 110 kgf/mm2
0,17
0,22
0,06
Aço acima de 110
Fresas que só cortam na periferia cilíndrica, gerando
superfícies planas paralelas ao eixo da ferramenta. São
caracterizadas pelo diâmetro externo, largura e tipo (W,
N ou H).
Desbaste até
profundidade de
kgf/mm2
0,10
0,12
0,04
Ferro fundido até 180 HB
0,22
0,30
0,08
Ferro fundido acima de 180 HB
0,18
0,20
0,06
Latão
0,24
0,28
0,10
Metais leves
0,10
0,12
0,04
Cobre
0,26
0,26
0,08
Escolha do avanço por dente para fresas
cilíndricas de aço rápido (DIN 841 e 1880)
Velocidade de avanço em mm/dente
Material a ser usinado
Aço até 60 kgf/mm2
Aço de 60 à 90
DIN 841 - chaveta
longitudinal
DIN 1880 - chaveta
transversal
Fresas de topo para mandril, corte à direita e hélice à
direita. Ângulo de hélice de 15º.
Exemplo: 50 x 40 N DIN 884.
kgf/mm2
Desbaste até
profundidade de
Acabamento
até
8 mm
5 mm
1 mm
0,25
0,30
0,12
0,22
0,27
0,10
Aço de 90 à 110 kgf/mm2
0,22
0,24
0,08
Aço acima de 110 kgf/mm2
0,12
0,14
0,08
Ferro fundido até 180 HB
0,25
0,34
0,10
Ferro fundido acima de 180 HB
0,18
0,22
0,08
Latão
0,25
0,30
0,10
Metais leves
0,12
0,16
0,06
Cobre
0,26
0,30
0,10
Profundidade
Critérios para profundidade
Deve ser a maior possível.
É limitada:
Pela rigidez dos componentes;
Pelas características construtivas da
ferramenta.
Critérios para profundidade
Para fresamento
próximo ao limite
máximo (0,9 x dl)
recomenda-se utilizar
fresas com diâmetros
maiores que 5 mm.
Critérios para profundidade
Deve-se sempre verificar se o
conjunto de parâmetros
selecionados não excede a
potência disponível no
equipamento
Potência e
Força no Fresamento
Potência consumida no corte
Rendimento
Genericamente tem-se:
P [ W ] = F [N] × V [m / s]
Na usinagem: V = velocidade de corte;
F = Força de corte.
Fc [N] × Vc [m / min]
Pc [W ] =
60
A potência de corte é fornecida por
um motor, mas devido às perdas por
atrito (mancais, engrenagens, polias,
correias etc.), não são iguais.
Pc [ W ] = Pa [ W ] × η
Pc: potência de corte [W]
Pa: potência do acionamento [W]
η: rendimento [%]
Forças de corte no fresamento
Forças no fresamento
Fc (Força de Corte): mesmo sentido e direção da
velocidade de corte (Vc). É responsável pela
maior parte da potência de corte.
Ff (Força de avanço): mesmo sentido e direção da
velocidade de avanço (va). É a maior responsável
pela deflexão da ferramenta.
Fp (Força passiva): componente de F perpendicular
ao plano de trabalho Pf (onde estão Fc e Ff).
Forças no fresamento
Fc = kc × A
A = b×h
Kienzle propõe uma formulação semelhante. A
constante kc1.1 e o expoente 1-mc são
determinados experimentalmente e tabelados.
1
2
k c = K C1.1 × h1−mc
Substituindo 2 em 1:
Fc = kc × b × h
Forças no fresamento
3
Fc = kc × b × h
4
3
Substituindo 4 em 3:
1−mc
Fc: força de corte [N]
kc: pressão específica de corte [N/mm2]
A: seção de usinagem [mm2]
b: comprimento do gume ativo [mm]
h: espessura do cavaco [mm]
Fc = k C1.1 × b × h
5
Aço (ABNT) σr [Mpa]
Kc1.1
1-mc
1020
500
1800
0,83
1030/1035
520
1990
0,74
1040/1045
620
2110
0,83
1060
770
2130
0,82
kc1.1: pressão específica de corte [N/mm2] para um cavaco
de seção 1 mm x 1 mm
1-mc: expoente de Kienzle
Forças no fresamento
Com a equação (5) pode-se calcular a Fc para
torneamento. No fresamento há as seguintes
complicações:
Espessura do cavaco variável (cálculo de h);
Diferença entre o fresamento frontal e o
periférico (cálculo de φs: ângulo de contato a
fresa);
Ferramenta é multicortante (vários dentes cálculo de Zc);
Variedade de geometrias de ferramenta e de
gume (cálculo de b).
2. Cálculo de φs na fresagem frontal
φs = φ1 + φ2 7a
1. Cálculo de h
O cavaco tem forma de vírgula. Para levar em conta
a variação da espessura do cavaco, usa-se a sua
espessura média.
hm =
360° fz ae
× ×
× sen( κr ) 6
φs
π D
hm: espessura média do cavaco [mm]
fz: avanço por dente [mm/dente]
ae: penetração de trabalho [mm]
φs: ângulo de contato ferramenta peça [graus]
D: diâmetro da fresa [mm]
κr: ângulo de direção do gume principal [graus]
2. Cálculo de φs na fresagem tangencial
2 × ae1
φ1 = arcsen
D
2 × a e2
φ2 = arcsen
D
2 × ae
φs = arccos1 −
7b
D
3. Cálculo de Zc
4. Cálculo de b
A força de corte depende do número de dentes em contato
com a peça.
A força de corte é diretamente proporcional ao comprimento
do gume ativo.
b=
Zc = Z ×
φs
8
360°
Zc: número de dentes em contato com a peça [dentes]
Z: número de dentes da fresa [dentes]
Se Zc não for inteiro significa que o número de dentes em
contato oscila entre dois valores. Assim a força de corte
também oscila. Usa-se então o maior dos dois valores.
ap
sen( κ r )
9
b: comprimento do gume ativo [mm]
κr: ângulo de direção do gume principal [graus]
ap: profundidade de corte [mm]
A variedade de geometrias de ferramenta dificulta o cálculo
de b. Para uma ferramenta de dentes retos tem-se:
κr = 90°
→ b = ap
λ s = 0°
λs: ângulo de inclinação do gume principal [graus]
Força de Corte
A equação da força de corte no fresamento é,
então, modificada a partir da equação do
torneamento, para levar em conta as
particularidades do processo.
Torneamento
Fc = k C1.1 × b × h1−mc
Dentes retos
Dentes helicoidais
5
Fresamento
Fc = k C1.1 × b × zc × hm1−mc
10
Força de corte na fresagem
Reunindo as equações mostradas chega-se
ao resultado (para fresas de dentes retos).
Fc = kc1.1 x b x zc x hm
b=
ap
sen( κ r )1
Zc = Z ×
1-mc
hm =
360° fz a e
1
× ×
× sen( κ r )
φs
π D
2 × ae
φs = arccos1 −
D
φs
360°
Em função da dificuldade do
cálculo da força de corte,
métodos alternativos são
utilizados
φs = φ1 + φ2
φ2 = arcsen(2 × ae2 / D)
φ1 = arcsen(2 × a e1 / D)
Cálculo da potência de corte baseado no
fator de remoção (Kn)
Kn = Fator de remoção [cm3/Kw.min]
Potência necessária para remover 1 cm3 de material
por minuto.
Pc =
ap × a e × v f
1000 × K n
=
ap × a e × f z × z × n
Cálculo do tempo de corte
Tc [min] =
espaço [mm]
v a [mm / min]
posição
final
posição
inicial
1000 × K n
ap: profundidade de corte [mm]
ae: penetração de trabalho [mm]
vf: velocidade de avanço [mm/min]
fz: avanço por dente [mm/dente]
z: número de dentes da fresa [dentes]
n: rotação da ferramenta [rpm]
~R
comprimento da peça (cp)
~R
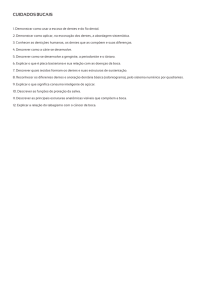
Uma empresa necessita construir em uma determinada peça,
o rebaixo apresentado na figura a seguir.
Exemplo
Dispõe de fresa de topo em aço rápido com dois
dentes e diâmetro de 25 mm. Os parâmetros
recomendados pelo fabricante são:
Velocidade de corte: 30 m/min;
Avanço por dente: 0,12 mm;
Profundidade máxima: 0,7 x diâmetro.
A máquina que deverá ser utilizada possui as
seguintes características:
1. Quanto tempo será necessário para
executar o rebaixo em uma peça?
Cálculo da rotação
Rotações do eixo-árvore [rpm]:
45 56 70 90 110 140 170
220 270 330 420 520 650
Avanços [mm/min]:
14 28 42
112 126 140
210 224 238
308 322 336
406 420 434
n [rpm] =
Vc [m/min] × 1000 30 × 1000
=
= 381,972 rpm
π × d [mm]
π × 25
n = 420 rpm
56
154
252
350
70
168
266
364
84
182
280
378
98
196
294
392
Cálculo da velocidade de avanço
v a [mm / min] = fz [mm / dente ] × z [dentes] × n [rpm]
v a [mm / min] = 0.12 × 2 × 420
v a [mm / min] = 100.8
v a = 98 [mm / min]
1. Quanto tempo será necessário para
executar o rebaixo em uma peça?
Cálculo tempo de corte
Tc [min] =
Tc [min] =
espaço [mm]
va [mm/min]
T1 = TU + TS = 1.2755102 + 0.6
125 [mm]
98 [mm/min]
T c [min] = 1.2755102
2. Qual o tempo de usinagem (horas e minutos) de
um lote de 2300 peças sabendo que duas
máquinas foram disponibilizadas e considerando
o tempo médio de preparação (setup) entre
peças de 36 segundos?
T1 = 1.8755102 min
Tc = 1 min 17 s
TL = T1 * NP/NM = 1.8755102 * 2300/2
TL = 2156.83673 min
TL = 35 h 57 min
3. Fornecedores apresentaram propostas para o
substituir a fresa original. Qual seria a melhor
escolha e por que? Tem-se:
F1: fresa de metal duro, diâmetro 20 mm, dois
dentes, Vc de 100 m/min e avanço por
dente 0,05 mm/dente;
F2: fresa de aço rápido, diâmetro 20 mm, seis
dentes, Vc de 30 m/min e avanço por dente
de 0,1 mm/dente.
F1 => 650 rpm, 70 mm/min, 45 h 44 min
F2 => 520 rpm, 322 mm/min, 18 h 57 min
Exemplo 2
Peça de 40 mm de espessura, ressalto de 20 mm
de altura, fresa de topo de 20 mm de diâmetro. A
fresa possui 3 dentes, velocidade de corte de 26
m/min, avanço por dente de 0.2 mm e
profundidade máxima de corte de 10 mm.
Sabendo que 2 máquinas foram disponibilizadas,
qual o tempo de usinagem (horas e minutos) de
um lote de 2450 peças, considerando o tempo de
setup entre peças de 33 segundos em média.
Exemplo 2
Exemplo 2
Exemplo 2
Exemplo 2
d=20 Z=3 Vc=26 fz=0.2 Nmaq=2 L=2450 Ts=33
d=20 Z=3 Vc=26 fz=0.2 Nmaq=2 L=2450 Ts=33
n [rpm] =
v c [m/min] × 1000
π × d[mm]
Rotações disponíveis [rpm]: 45, 56, 70, 90, 110, 140,
170, 220, 270, 330, 420, 520 e 650
n [rpm] =
26 [m/min] × 1000
= 413.802
π × 20[mm]
n= 420 [rpm]
v a [mm / min] = ad[mm / dente] × Z[dentes] × n[rpm]
Velocidades de avanço disponíveis [mm/min]: 14,
28, 42, 56, 70, 84, 98, 112, 126, 140, 154, 168, 182,
196, 210, 224, 238, 252, 266, 280, 294, 308, 322, 336,
350, 364, 378, 392, 406, 420 e 434
v a [mm / min] = 0.2 × 3 × 420 = 252
n= 252 [mm/min]
Exemplo 2
F+E1+F+E2+R+L1+R+R+L2+R+R+L1+R+R+L2+R+E1+F+E2+F
F+E1+F+E2+R+L1+R+R+L2+R+R+L1+R+R+L2+R+E1+F+E2
Folga
2
E2
2
E1
Folga
Posição
Inicial/Final
Distância1=F+E1+F+E2+R+L1+R+R+
+L2+R+R+L1+R+R+L2+R+E1+F+E2+F
Distância1=4F+2E1+2E2+8R+2L1+2L2
Exemplo 2
Distância=2.Distância1+2.Vertical
Distância=2.488+2.10
Distância = 996 mm
F=2 mm
E1=12.5 mm E2=12.5 mm
R=10 mm L1=125 mm L2=50 mm
Distância1=488 mm
Tc [min/ peça] =
espaco[mm]
996[mm]
=
v a [mm / min] 252[mm / min]
Tc = 3.95238 [min/peça]
Exemplo 2
Tunitário [min] = Tc [min] + Tsetup [min]
Tunitário [min] = 3.95238[min] + 0.55[min]
Tunitário = 4.50238 [min/peça]
T
[min] × Lote[peças] 4.50238 × 2450
TLote [hs] = unitário
=
nummaq × 60
2 × 60
TLote = 91.923591 [h] = = 11 dias 3 horas 56 min
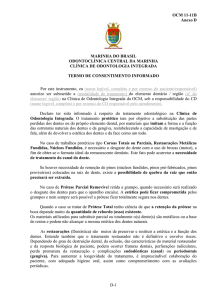
Exemplo 3
Calcule a distância percorrida pela ferramenta para
dar acabamento no perfil da peça. A ferramenta, de
raio R, já está na profundidade adequada e
posicionada próximo ao canto inferior esquerdo.
Distância = A + B + C + D + E + F + G + H + I + J + K + L
Onde:
A = f1 (folga 1)
B = rf (raio da ferramenta)
C = f2 (folga 2)
D = cota (210 mm)
E=?
F = cota (210 mm)
G= rf (raio da ferramenta)
H = rf (raio da ferramenta)
I = cota (180 mm)
J = f1 (folga 1)
K = rf (raio da ferramenta)
L = f2 (folga 2)
Cálculo de E
Comprimento da circunferência = 2.π.raio
No caso de E tem-se: raio = raio da peça +
raio da ferramenta.
Logo
Distância = f1 + rf + f2 + D + π.(rf+R1) + F + rf
+ rf + I + f1 + rf + f2
Distância = 2.f1 + 2.f2 + 4.rf + 210 + 210 + 180
+ π.rf + π.90
Assim, comprimento da circunferência =
2.π.(rf+R1), onde R1 = 90 mm.
Distância = 2.f1 + 2.f2 + (4 + π).rf + 882.7434
Mas tem-se somente 50% da circunferência.
Distância = 2.f1 + 2.f2 + 7.141925*rf + 882.7434
Logo: E = π.(rf+R1)
Supondo
f1 = f2 = 3 mm, df = 0 mm e va =50 mm/min:
Distância = 2x3 + 2x3 + 7.14192529x0 + 882.7422
Distância = 894.7422 mm
Tempo = 17 min 54 seg
Fresa com 25 mm de diâmetro, um corte, 5
dentes, velocidade de corte de 45 m/min, avanço
por dente de 0.08 mm e profundidade máxima de
corte de 10 mm. P1 é o início do corte e P2 o
final. Depois de usinar a fresa subirá 8 mm, irá
em direção à posição P1 e descerá 8 mm à 500
Se df = 100 mm :
Distância = 2x3 + 2x3 + 7.14192529x50 + 882.7422
Distância = 1251.84 mm
Exemplo 4
Tempo = 25 min 2 seg
mm/min. Quantas máquinas para entregar 5000
peças se tempo de setup é 42 segundos e que o
prazo máximo é de 35 horas (5 dias com 7
horas).
Exemplo 4 – Cálculo da rotação
Exemplo 4 – Cálculo do avanço
d= 25 mm e Vc= 45 m/min
n= 520 rpm, Z= 5 dentes e fz=0.08 mm
v [m/min] × 1000
n [rpm] = c
π × d[mm]
v a [mm / min] = ad[mm / dente] × Z[dentes] × n[rpm]
Velocidades de avanço disponíveis [mm/min]: 14,
Rotações disponíveis [rpm]: 45, 56, 70, 90, 110, 140,
170, 220, 270, 330, 420, 520 e 650
n [rpm] =
45 [m/min] × 1000
= 572.96
π × 25[mm]
n= 520 [rpm]
Exemplo 4 – Cálculo do espaço
28, 42, 56, 70, 84, 98, 112, 126, 140, 154, 168, 182,
196, 210, 224, 238, 252, 266, 280, 294, 308, 322, 336,
350, 364, 378, 392, 406, 420 e 434
v a [mm / min] = 0.08 × 5 × 520 = 208
va= 210 [mm/min]
Exemplo 4 – Cálculo do espaço
A= 13+30+12.5 = 55.50 mm
B= 5+12.5 = 17.50 mm
C= 2*π*(15-12.5)/4= 3.92699 mm
D= 20.00 mm
E= 2*π*(15-12.5)/4= 3.92699 mm
F= 5+12.5 = 17.50 mm
G=12.5+15+13 = 40.50 mm
Total= 158.85398 mm
Exemplo 4 – Cálculo do espaço
Exemplo 4 – Tempo de usinagem
espaço= 158.85398, va= 210 mm/min
Tu[min/ peça] =
Tu[min/ peça] =
espaco [mm]
va [mm / min]
158.85398 [mm]
210 [mm / min]
Tu = 0.7564475 [min/peça]
Se a fresa fosse menor, deixaria
uma parte de material sem usinar.
Exemplo 4 – Tempo de retorno
Exemplo 4 – Tempo unitário
Tu=0.7564475 min, Tr=0.274 min, Ts=42 seg
va= 500 mm/min
Tr [min/ peça] =
Tr [min/ peça] =
espaco [mm]
v a [mm / min]
8 + (13 + 95 + 13) + 8 [mm] 137
=
500 [mm / min]
500
Tu = 0.274 [min/peça]
Tunitário [min] = Tu[min] + Tr [min] + Tsetup [min]
Tunitário [min] = 0.7564475 + 0.274 + 42 / 60
Tunitário = 1.7304475 [min/peça]
Exemplo 4 – Número de máquinas
Tu= 1.7304475 min/pç, L=5000 pçs
T
[min] × Lote[peças]
TLote [hs] = unitário
nummaq × 60
T
[min] × Lote[peças]
nummaq = unitário
TLote [hs] × 60
nummaq =
1.7304475 × 5000
= 4.120
35 × 60
Nummaq = 5 máquinas
UNIFEI