EIXO TEMÁTICO
TECNOLOGIA DE MATERIAIS
UNIDADE 3 – MATERIAIS NÃO FERROSOS
Prof. Cláudio Roberto Losekann
Florianópolis, março de 2003
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ÍNDICE ANALÍTICO
ÍNDICE ANALÍTICO ......................................................................................................................................... II
ÍNDICE DE FIGURAS ........................................................................................................................................ V
1 - INTRODUÇÃO................................................................................................................................................ 1
2 - ALUMÍNIO E SUAS LIGAS .......................................................................................................................... 6
2.1 - INTRODUÇÃO.......................................................................................................................................... 6
2.2 - PRODUÇÃO DE ALUMÍNIO ................................................................................................................... 7
2.3 - PRODUÇÃO DE PÓ DE ALUMÍNIO ....................................................................................................... 9
2.3.1 - APLICAÇÕES DO PÓ DE ALUMÍNIO ............................................................................................. 9
2.4 - VANTAGENS DA UTILIZAÇÃO DO ALUMÍNIO ............................................................................... 10
2.5 - PROPRIEDADES DO ALUMÍNIO E SUAS LIGAS............................................................................... 10
2.5.1 - ALUMÍNIO ....................................................................................................................................... 10
2.5.2 - LIGAS DE ALUMÍNIO ..................................................................................................................... 14
2.5.2.1 - Liga de Al-Cu .............................................................................................................................................15
2.5.2.2 - Liga de Al-Mg (alumag) .............................................................................................................................15
2.5.2.3- Liga de Al-Mn..............................................................................................................................................16
2.5.2.4- Liga de Al-Si................................................................................................................................................17
3 - COBRE E SUAS LIGAS ............................................................................................................................... 21
3.1 - INTRODUÇÃO........................................................................................................................................ 21
3.2 - PRODUÇÃO DE COBRE ........................................................................................................................ 23
3.3 - PROPRIEDADES DO COBRE E SUAS LIGAS ..................................................................................... 26
3.3.1 - COBRE ............................................................................................................................................. 26
3.3.2 - LIGAS DE COBRE ........................................................................................................................... 29
3.3.2.1 - Latão ...........................................................................................................................................................29
3.3.2.2 - Bronze.........................................................................................................................................................36
3.2.2.3 - Ligas de cobre-alumínio..............................................................................................................................42
3.2.2.4 - Cuproníquel.................................................................................................................................................45
3.2.2.5 - Ligas de cobre e berílio ...............................................................................................................................48
3.2.2.6 - Ligas de cobre e silício................................................................................................................................49
3.3.3 - NORMALIZAÇÃO DAS LIGAS DE COBRE .................................................................................... 49
4 - NÍQUEL E SUAS LIGAS.............................................................................................................................. 51
4.1 - INTRODUÇÃO........................................................................................................................................ 51
4.2 - PROPRIEDADES DO NÍQUEL E SUAS LIGAS.................................................................................... 51
4.2.1 - NÍQUEL............................................................................................................................................ 51
4.2.2 - LIGAS DE NÍQUEL.......................................................................................................................... 53
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
II
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
4.2.2.1 - Ligas de níquel e berílio..............................................................................................................................54
4.2.2.2 - Ligas de níquel e cromo ..............................................................................................................................54
4.2.2.3 - Ligas de níquel e molibdênio ......................................................................................................................54
5 - COBALTO E SUAS LIGAS ......................................................................................................................... 55
5.1 - INTRODUÇÃO........................................................................................................................................ 55
5.2 - PROPRIEDADES DO COBALTO E SUAS LIGAS................................................................................ 55
5.2.1 - COBALTO ........................................................................................................................................ 55
5.2.2 - LIGAS DE COBALTO ...................................................................................................................... 56
6 - TITÂNIO E SUAS LIGAS ............................................................................................................................ 57
6.1 - INTRODUÇÃO........................................................................................................................................ 57
6.2 - PROPRIEDADES DO TITÂNIO E SUAS LIGAS................................................................................... 58
6.2.1 - TITÂNIO ........................................................................................................................................... 58
6.2.2 - LIGAS DE TITÂNIO......................................................................................................................... 59
7 - MAGNÉSIO E SUAS LIGAS ....................................................................................................................... 60
7.1 - INTRODUÇÃO........................................................................................................................................ 60
7.2 - PROPRIEDADES DO MAGNÉSIO E SUAS LIGAS.............................................................................. 60
7.2.1 - MAGNÉSIO ...................................................................................................................................... 61
7.2.2 - LIGAS DE MAGNÉSIO .................................................................................................................... 62
8 - ZINCO E SUAS LIGAS ................................................................................................................................ 62
8.1 - INTRODUÇÃO........................................................................................................................................ 63
8.2 - PROPRIEDADES DO ZINCO E SUAS LIGAS ...................................................................................... 63
8.2.1 - LIGAS DE ZINCO ............................................................................................................................ 64
8.2.2 - LIGAS DE ZINCO E ALUMÍNIO..................................................................................................... 65
9 - CHUMBO E SUAS LIGAS ........................................................................................................................... 65
9.1 - INTRODUÇÃO........................................................................................................................................ 66
9.2 - PROPRIEDADES DO CHUMBO E SUAS LIGAS ................................................................................. 66
10 - OUTROS METAIS ...................................................................................................................................... 69
10.1 - ESTANHO.............................................................................................................................................. 69
10.2 - CROMO.................................................................................................................................................. 71
10.3 - TUNGSTÊNIO ....................................................................................................................................... 72
10.4 - PRATA ................................................................................................................................................... 73
10.5 - OURO..................................................................................................................................................... 73
10.6 - SILÍCIO .................................................................................................................................................. 74
11 - POLÍMEROS ............................................................................................................................................... 75
11.1 - INTRODUÇÃO...................................................................................................................................... 76
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
III
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
11.2 – PROPRIEDADES.................................................................................................................................. 79
11.2.1 - MORFOLOGIA .............................................................................................................................. 79
11.2.2 – COMPORTAMENTO À MOLDAGEM .......................................................................................... 82
11.2.3 - ADITIVOS....................................................................................................................................... 83
11.2.4 – PROPRIEDADES TÉRMICAS....................................................................................................... 86
11.2.5 – PROPRIEDADES MECÂNICAS.................................................................................................... 87
11.3 - PLÁSTICOS ........................................................................................................................................... 88
11.4 - ELASTÔMEROS ................................................................................................................................. 118
12 – CERÂMICAS ............................................................................................................................................ 124
12.1 – INTRODUÇÃO ................................................................................................................................... 125
12.2 – CERÂMICA CONVENCIONAL ........................................................................................................ 126
12.2.1 – MASSA CERÂMICA..................................................................................................................... 127
12.2.1.1 – Matérias primas plásticas.......................................................................................................................127
12.2.1.2 – Matérias primas não plásticas.................................................................................................................128
12.2.2 – ESMALTES .................................................................................................................................. 129
12.2.3 – ENGOBE...................................................................................................................................... 130
12.3 – CERÂMICA AVANÇADA ................................................................................................................. 131
13 – NOÇÕES DE RECICLAGEM DE MATERIAIS .................................................................................. 145
13.1 - INTRODUÇÃO ................................................................................................................................... 145
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................................ 149
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
IV
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ÍNDICE DE FIGURAS
FIGURA 1.1 - Equipamentos de ensaios mecânicos. a) Máquina de ensaio universal; b)
Durômetro........................................................................................................................... 4
FIGURA 2.1 - Alumínio............................................................................................................. 7
FIGURA 2.2 - Etapas da produção de alumínio......................................................................... 7
FIGURA 2.3 - Diagrama de fases da liga binária Al-Cu..........................................................15
FIGURA 2.4 - Diagrama de fases da liga binária Al-Mg.........................................................16
FIGURA 2.5 - Diagrama de fases da liga binária Al-Si...........................................................17
FIGURA 3.1 - Extração do minério de cobre...........................................................................23
FIGURA 3.2 - a) Trituração do minério de cobre; b) Flotação................................................ 24
FIGURA 3.3 - Esquema do forno revérbero. ...........................................................................24
FIGURA 3.4 - Obtenção do mate............................................................................................. 25
FIGURA 3.5 - Obtenção do cobre blíster................................................................................. 25
FIGURA 3.6 - Placa de refinação eletrolítica...........................................................................26
FIGURA 3.7 - Efeito das impurezas na condutividade elétrica do cobre. ...............................27
FIGURA 3.8 - Diagrama de fases da liga binária Cu-Zn. ........................................................32
FIGURA 3.9 - Micrografias de latões. a) Cu-Zn 33% (laminado e recozido) [fase α]; b) CuZn 40% (fundido) [fase α + β’] ; Cu-Zn 24,7% Sn 2,4% Pb 2,9% [fase α + Cu3Sn]; CuZn 34% Mn 1,7% Ni 3,12% Pb 1,92% [fase α + nódulos de Pb]. ................................... 33
FIGURA 3.10 - Diagrama do comportamento mecânico dos latões........................................34
FIGURA 3.11 - Aplicações do latões.......................................................................................36
FIGURA 3.12 - Diagrama de fases da liga binária Cu-Sn. ......................................................39
FIGURA 3.13 - Micrografias de bronzes. a) Cu-Sn 5% (laminado e recozido) [fase α]; b) CuSn 16% (recozido) [fase α + δ] ; c) Cu-Sn 10%, Pb 5% .................................................. 39
FIGURA 3.14 - Aplicações do bronze. ....................................................................................41
FIGURA 3.15 - Diagrama de fases da liga binária Cu-Al........................................................43
FIGURA 3.16 - Diagrama de fases da liga binária Cu-Ni........................................................46
FIGURA 3.17 - Aplicações do cuproníquel. ............................................................................ 47
FIGURA 3.18 - Diagrama de fases da liga binária Cu-Be. ......................................................48
FIGURA 4.1 - Aplicações do níquel. .......................................................................................53
FIGURA 5.1 - Aplicações do cobalto. .....................................................................................56
FIGURA 6.1 - Aplicações do titânio. ....................................................................................... 59
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
V
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 7.1 - Aplicações do magnésio................................................................................... 62
FIGURA 8.1 - Aplicações do zinco..........................................................................................64
FIGURA 9.1 - Diagrama de fases da liga Pb-Sn......................................................................68
FIGURA 9.2 - Diagrama de fases da liga Pb-Sb......................................................................68
FIGURA 10.1 - Aplicações do cromo. .....................................................................................71
FIGURA 10.2 - Aplicações da tungstênio................................................................................ 72
FIGURA 10.3 - Aplicações da prata. .......................................................................................73
FIGURA 10.4 - Aplicações do ouro.........................................................................................74
FIGURA 10.5 - Aplicações do silício. ..................................................................................... 75
FIGURA 11.1 – Representação das cadeias poliméricas. a) Cadeia linear; b) cadeia com
ramificações incompletas; c) cadeias com ramificações transversais ou cruzadas. .........79
FIGURA 11.2 – Formas isoméricas. ........................................................................................ 81
FIGURA 11.3 – Cristalinidade em polímeros. ......................................................................... 82
FIGURA 11.4 – Curvas de volume específico em função da temperatura para um polímero
cristalino. A) região vítrea; B) região viscosa; C e D) região líquida com viscosidades
distintas; E) região com cristalitos na região vítrea; F) região viscosa com cristalitos....86
FIGURA 11.5 – Curva índice de cristalinidade em função da temperatura para um polímero
cristalino. .......................................................................................................................... 87
FIGURA 11.6 – Comportamento ao ensaio de tração de um polímero linear. ........................ 88
FIGURA 11.7 – Comportamento ao ensaio de tração de polímeros. ..................................... 118
FIGURA 12.1 – Peças de cerâmica. .......................................................................................125
FIGURA 12.2 – Produção de cerâmica. .................................................................................131
FIGURA 12.3 - Microscopia eletrônica de varredura de cermetos e metal duro...................135
FIGURA 12.4 - Revestimento de TiN em uma pastilha de metal duro..................................139
FIGURA 13.1 – Símbolo da reciclagem. ............................................................................... 145
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
VI
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
1 - INTRODUÇÃO
A nova tendência de matérias-primas e o desenvolvimento dos processos de fabricação
determinaram à criação de métodos padronizados de produção, e ao mesmo tempo,
desenvolveram-se processos e métodos de controle de qualidade dos produtos. Entende-se que
o controle de qualidade precisa começar pela matéria-prima e deve ocorrer durante todo o
processo de produção, incluindo a inspeção e os ensaios finais nos produtos acabados.
Todos os materiais têm propriedades distintas. A começar pela Tabela Periódica, onde
cada elemento químico tem um número e massa atômica própria. O uso correto do material
depende do profundo conhecimento dele e das implicações tecnológicas de sua obtenção, por
exemplo, metais, semicondutores, cerâmicos, plásticos, compósitos. Todos esses materiais
podem ser encontrados tanto em um automóvel quanto em uma aeronave.
Os materiais acima descrito podem ser agrupados em dois grupos e quatro subgrupos:
Materiais metálicos;
Materiais não-metálicos.
A tabela abaixo mostra este agrupamento.
MATERIAIS
METÁLICOS
Ferrosos
Aços
Ferros fundidos
Não-ferrosos
Alumínio
Cobre
Zinco
Magnésio
Chumbo
Tungstênio
NÃO-METÁLICOS
Naturais
Madeira
Asbesto
Couro
Semicondutor (C, Ge,
Si,...)
Borracha
Sintéticos
Vidro
Cerâmica
Plástico
Semicondutor (GaAs,
GaAsP, CdS,...)
Borracha
Compósito
Alguns dos materiais da tabela acima são duro e frágil, outros são moles e dúcteis. Uns
tem elevado ponto de fusão, outros tem baixo e alguns nem apresentam ponto de fusão
definido, ou seja, os materiais apresentam propriedades físicas e químicas distintas.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
1
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas: pode ser agrupadas, a esta propriedade, as propriedades mecânicas,
térmicas, elétricas, magnéticas e óticas;
Propriedades químicas: pode ser agrupadas, a esta propriedade, as propriedades de
atividade, difusividade, resistência a oxidação, resistência a corrosão.
Às vezes é comum encontrar a propriedade mecânica de um material distinta da
propriedade física, conforme o exemplo do polímero abaixo:
Nome: poli (estireno-butadieno-acrilonitrila) - ABS - alto impacto
Composição: (CH2-CH-C6H4)n
Classificação: Polímeros
Aplicações: Gabinetes e caixas domésticas, caixas de televisão, telefones, batedeiras e
liqüidificadores, aspiradores de pó, box para chuveiros.
Processos: injeção, usinagem, outros.
Propriedades Mecânicas
Ductilidade: 0,06 - 0,09 %
Coeficiente de poisson: 0,38 - 0,42
Coeficiente de atrito: 0,47 - 0,52
Dureza: 70 - 140 MPa
Módulo de Bulk: 3 - 4,4 GPa
Módulo de cisalhamento: 0,7 - 0,95 GPa
Módulo de elasticidade longitudinal: 1,8 - 2,7 GPa
Resistência ao impacto: 200 - 400 J/m3, notação Izod
Limite elástico: 27 - 55 MPa
Tenacidade a ruptura: 3 - 4 MPa.m1/2
Tensão de escoamento:
Tensão de compressão: 60 - 100 MPa
Tensão de ruptura por tração: 36 - 48 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
2
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades Térmicas
Calor específico: 1.500 - 1.530 J/kg.K
Calor latente de fusão: Não se aplica
Coeficiente de dilatação térmica linear: 70 - 95.10-6/K
Condutividade térmica: 0,14 - 0,22 W/m.K
Ponto de fusão: Não se aplica
Temperatura de transição vítrea: 370 - 375K
Temperatura máxima de serviço: 340 - 350K
Temperatura mínima de serviço: 150 - 200K
Propriedades Físicas
Absorção de água: 0,3 - 0,32 %
Peso específico: 1,02 - 1,1 kgf/dm3
Índice de refração:
Flamabilidade: regular
Propriedades Elétricas
Constante dielétrica: 2,4 - 2,9 V/m
Resistividade elétrica: 6,31 - 15,8 1013 ohm.m
As propriedades mecânicas aparecem quando o material está sujeito a esforços de
natureza mecânica, isto é, propriedades que determinam a maior ou menor capacidade de
resistir ou transmitir esforços que lhe são aplicados. Essa capacidade é necessária durante o
processo de fabricação, como também durante a sua utilização. Em termos de indústria
mecânica, a propriedade mecânica é considerada uma das mais importante para a escolha da
matéria-prima. As propriedades mecânicas que se tem maior interesse são: resistência a tração
e compressão, dureza, ductilidade, fragilidade, elasticidade, plasticidade, tenacidade,
maleabilidade.
Resistência à tração e compressão: é a resistência que o material oferece a esforços de
tração ou de compressão até a sua ruptura. Esta resistência é medida através de ensaios de
tração ou de compressão na máquina universal de ensaio;
Dureza:
é a resistência que o material oferece à penetração, à deformação plástica
permanente e, ou ao desgaste. Esta propriedade tem definições metalúrgicas, mineralógicas e
mecânicas. Esta resistência é medida através de ensaios de dureza;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
3
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
a)
b)
FIGURA 1.1 - Equipamentos de ensaios mecânicos. a) Máquina de ensaio
universal; b) Durômetro.
Ductilidade: é a capacidade que um material tem de se deformar sem rompimento, quando
for submetido a pressão estática;
Fragilidade: é a capacidade que um material apresenta de romper-se quando for submetido a
impacto. Em geral, os materiais duros são também frágeis;
Elasticidade: é a capacidade que um material tem de se deformar, quando submetido a um
esforço, e recuperar sua forma original, quando for cessado o esforço que o deformou;
Plasticidade: é a capacidade que um material tem de se deformar, quando submetido a um
esforço, e manter-se deformado após cessado o esforço que o deformou;
Tenacidade: é a capacidade que um material tem de absorver energia até a sua ruptura,
quando o mesmo for submetido à esforços estáticos ou dinâmicos. Os materiais dúcteis
apresentam maior tenacidade que os materiais frágeis. O ferro fundido e o vidro são dois
materiais frágeis, entretanto, os ferros fundidos apresentam maior tenacidade que os vidros;
Maleabilidade: é a capacidade que um material tem de se transformar em lâminas quando
submetidos a esforços estáticos.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
4
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Os ensaios mecânicos dos materiais são procedimentos padronizados mediante normas
técnicas que compreendem testes, cálculos, gráficos para a determinação de propriedades
mecânicas. As normas técnicas mais utilizadas pelos laboratórios de ensaios vem das
seguintes instituições: ABNT (Associação Brasileira de Normas Técnicas); ASTM (American
Society for Testing and Materials); DIN (Deuches Institut für Normung); AFNOR
(Association Française de Normalisation); BSI (British Standards Institution); ASME
(American Society of Mechanical Engineer); ISO (International Organization for
Standardization); JIS (Japanese Industrial Standards); SAE (Society of Automotive
Engineers). Realizar um ensaio consiste em submeter um objeto já fabricado ou um material
que vai ser processado industrialmente a situações que simulam esforços nas condições reais
de uso, chegando a limites extremos de solicitação. Os ensaios mecânicos padronizados são
realizados em laboratórios equipados adequadamente para levantamento de dados, entretanto,
alguns ensaios não padronizados para uma análise prévia, pode ser feita em oficina como o
ensaio por lima (verificação de dureza por meio do corte de cavaco) e o ensaio em esmeril
(verificação do teor de carbono em um aço através da análise da centelha).
Existem vários critérios para classificar os ensaios mecânicos. A classificação mais
utilizada é a que separa em dois grupos:
Ensaios destrutivos: são aqueles que ocorrem mediante a destruição do corpo de prova ou
peça ou que deixam algum sinal, mesmo que estes não fiquem inutilizados. Estes ensaios são:
Tração, Compressão, Cisalhamento, Dobramento, Flexão, Embutimento, Torção, Dureza,
Fluência, Fadiga, Impacto.
Ensaios não destrutivos: são aqueles que após sua realização não deixam nenhuma marca ou
sinal e, por conseqüência, nunca inutilizam a peça ou corpo de prova. Por esta razão, podem
ser usados para detectar falhas em produtos acabados ou semi-acabados. Estes ensaios são:
Líquido Penetrante, Partículas Magnéticas, Ultra-som e Radiografia Industrial.
Para compreender o estudo de materiais não-ferrosos, neste eixo temático de
Tecnologia de Materiais, far-se-á, seguidamente, o uso dos termos acima citado.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
5
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
2 - ALUMÍNIO E SUAS LIGAS
2.1 - INTRODUÇÃO
O alumínio é um metal leve (peso específico = 2,7 gf/cm3), resistente à corrosão, bom
condutor de calor e eletricidade, possui brilho e tem um baixo ponto de fusão - 658 oC.
Acredita-se que o alumínio tenha se formado através de sucessivas colisões dos átomos de
hidrogênio em altas temperaturas e pressões elevadas durante o nascimento do sistema solar,
mas a história do alumínio é recente.
Há mais de 7 mil anos, os ceramistas da Pérsia faziam seus vasos com um tipo de
argila contendo óxido de alumínio - a alumina. Séculos depois, os egípcios e babilônicos
usavam o óxido de alumínio em cosméticos e produtos medicinais. Apesar de ser o metal
mais abundante na crosta terrestre, ele não se encontra naturalmente na forma de metal, mas
na forma de óxido (Al2O3) no minério da bauxita.
Vários pesquisadores participaram da descoberta do alumínio. O primeiro foi o inglês
Humphrey Davy, entre 1.808 e 1.812, que tentou isolar o metal, obtendo uma liga de ferroalumínio e sem saber direito o que havia obtido, sugeriu que poderia ser um óxido de um
metal, dando o nome de aluminium. Logo depois, em 1.825, o físico alemão Hans Christian
Oersted se encarregou de produzir pequenas quantidades do metal, separando-o do oxigênio,
através da destilação com aquecimento da mistura de potássio e óxido de alumínio. Em 1.854,
o cientista francês Henri Saint Claire Deville, substituiu o potássio pelo sódio, reduzindo o
óxido existente na alumina e obteve um alumínio com 97% de pureza. Outros melhoraram seu
processo até 1.869, quando 2 toneladas de alumínio foram produzidas. Isso baixou seu custo
de $545,00 para $17,00 o grama, quase o mesmo valor da prata. Um preço razoável, tanto é
que serviu para ornar a mesa da Corte Francesa, a coroa do rei da Dinamarca e a capa do
Monumento de Washington. Em meados de 1.880, o alumínio era um metal semiprecioso, tão
raro quanto a prata. Na Oberlin College de Ohio, o professor Frank Jewett mostrou a seus
estudantes de Química um pequeno pedaço de alumínio e disse a eles que quem conseguisse
descobrir um modo econômico de se obter este metal ficaria rico. Um de seus estudantes,
Charles Martin Hall, já vinha fazendo experimentos com minérios desde os 12 anos de idade,
em laboratório improvisado. Depois de formado, continuou seus experimentos. Aprendeu
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
6
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
como fazer óxido de alumínio – alumina. Em 1.886, ele colocou num recipiente um banho de
criolita contendo alumina e passou uma corrente elétrica. O resultado foi uma massa que ele
trabalhou com martelo. E então, várias partículas de puro alumínio se formaram, dando
origem a um dos metais mais usados pela indústria na história. Isto só foi possível devido a
invenção do dínamo elétrico.
FIGURA 2.1 - Alumínio.
2.2 - PRODUÇÃO DE ALUMÍNIO
Atualmente, seu volume de produção é maior do que todos os outros metais nãoferrosos juntos. O alumínio se tornou o metal mais usado depois do aço. O processo de
obtenção do alumínio segue basicamente três etapas: obtenção do minério (bauxita); obtenção
da alumina e obtenção do alumínio. Entretanto, há etapas intermediárias da produção, que
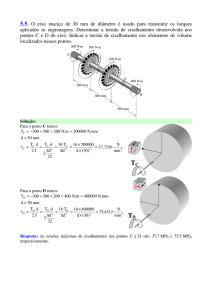
podem ser sintetizadas conforme a figura abaixo.
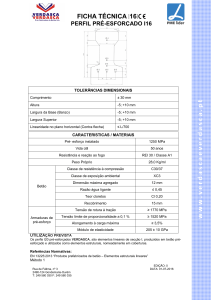
FIGURA 2.2 - Etapas da produção de alumínio.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
7
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
1- Limpeza de camada de
8- Armazenagem
terra e vegetação
14-
Espessadores
e
lavadores
2- Mineração de Bauxita
9- Trituração
15-
Remoção
20-
Armazenagem
de
Alumina
de
lama
21- Célula eletrolítica
residual
3- Transporte em caminhão
10- Cal
16- Filtro
22- Cadinho
4-
11- Soda Cáustica
17- Precipitadores
23- Forno de espera
12- Misturador de lama
18-
Armazenagem
de
Bauxita
5- Reflorestamento
Espessadores
de
24- Fabricação dos lingotes
classificação
6- Carregamento em navio
13- Digestores
19- Calcinador Alumina
24- Lingotes para fundição
7- Descarregamento
O processo de produção de alumínio é composto por uma série de reações químicas.
Até mesmo a bauxita - minério do qual se extrai a alumina e o alumínio - é formado por uma
reação química natural, causada pela infiltração de água em rochas alcalinas que entram em
decomposição e adquirem uma nova constituição química. A bauxita encontra-se próxima à
superfície, em uma espessura média de 4,5 metros, o que possibilita a sua extração a céu
aberto com a utilização de retroescavadeiras. Porém, antes de se iniciar a manutenção, alguns
cuidados precisam ser tomados para se proteger o meio ambiente. A terra fértil acumulada
sobre as jazidas é removida juntamente com a vegetação e reservada para um futuro trabalho
de recomposição do terreno, após a extração do minério. Depois de minerada, a bauxita é
transportada para a fábrica, onde chega em seu estado natural, com impurezas que precisam
ser eliminadas. E aí se inicia a primeira reação química da série que vai viabilizar a obtenção
da alumina e do alumínio. A bauxita, que contém em torno de 40 a 60% de alumina e o
restante de óxido de ferro, sílica, titânio e outras impurezas, é moída e misturada a uma
solução de soda cáustica que a transforma em pasta. Aquecida sobre pressão e recebendo nova
adição de soda cáustica, esta pasta se dissolve formando uma solução que passa por processos
de sedimentação e filtragem que eliminam todas as impurezas. Esta solução, chamada de
aluminato de sódio, esta pronta para que dela se extraia apenas a alumina. Isso é feito através
de reação química. Em equipamentos chamados de precipitadores, a alumina contida na
solução precipita-se através do processo chamado de "cristalização por semente", e nesse
processo, obtém-se a alumina hidratada. Desta forma, pode ser usada no tratamento de água e
na indústria de celulose e papel, corantes e cremes dentais. Se for seca e calcinada (1.000 a
1.300 oC), a matéria-prima - alumina - poderá ser utilizada como abrasivos, refratários,
isoladores térmicos, cerâmicas avançadas.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
8
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
A alumina (Al2O3) tem uma ligação muito forte, predominantemente iônica, entre os
seus átomos e que para separá-los é necessário a utilização de fornos eletrolíticos. A alumina
é dissolvida dentro destes fornos em um banho a base de fluoretos. Os fornos são ligados a
um circuito elétrico de corrente contínua. No momento que ocorre a passagem da corrente
elétrica, ocorre a reação de dissociação e o alumínio se separa do oxigênio. O alumínio
líquido se deposita no fundo do forno que é bombeado para fornalhas onde será purificado ou
receberá a adição de outros metais para formação de ligas. O calor gerado pela corrente
elétrica mantém a solução em estado líquido, permitindo a adição de novas cargas de alumina,
o que torna o processo contínuo para fabricação de lingotes ou laminados.
2.3 - PRODUÇÃO DE PÓ DE ALUMÍNIO
O pó de alumínio é produzido a partir da atomização do alumínio em estado líquido.
Aspirado para uma câmara onde se introduz um jato de ar pressurizado, o alumínio líquido
desintegra-se em pequenas partículas de formato semi-esférico que depois é peneirado e
classificado de acordo com a sua granulação que pode ser: fino, médio e grosso
2.3.1 - APLICAÇÕES DO PÓ DE ALUMÍNIO
•
Aluminotermia: É empregada na produção de ligas de ferro, ligas não-ferrosas e metais
puros: ferro-nióbio, ferro-vanádio, ferro-molibdênio, ferro-titânio, cromo, etc... Funciona
como agente de redução de óxidos e fonte de calor.
•
Refratários: É aplicado em tijolos e concretos para canal de corrida. O pó de alumínio
reage com o oxigênio da água, gerando hidrogênio que facilita a secagem dos concretos e
evita a formação de trincas. Em tijolos de magnésia-carbono, o alumínio reage com o
oxigênio do aço fundido, preservando o carbono do aço, aumentando a vida útil do
refratário.
•
Metalurgia: É utilizado na produção de briquetes, que são misturas de alumínio e outros
pós metálicos, moldados em pequenos lingotes sob pressão. Endurecem, reforçam e
refinam a estrutura granular das ligas de alumínio. Utilizado em solda exotérmica, a
reação de pós de alumínio e óxidos metálicos fornece o calor e metal de enchimento,
utilizado na soldagem de cabos, bastões, trilhos, ligas de cobre, alumínio e outros metais.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
9
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
•
Indústria química: É utilizado na produção de derivados aluminosos quando se necessita
de uma reação de alta pureza e eficiência. É aplicado em cloridróxido de alumínio, cloreto
de alumínio anidro, agentes de redução, fosfeto de alumínio, hidróxido de alumínio,
produção de pigmentos para de tintas automotivas e industriais, gráfica, etc.
•
Explosivos: O pó de alumínio é misturado a compostos explosivos, aumentando o
desempenho e a potência de explosão. Alguns tipos de explosivos são NA/FO,
aminometilaminas, etc.
•
Forno auto limpante: O pó de alumínio age como elemento de suporte na formulação de
esmaltes, dando o efeito de limpeza.
•
Propelentes para mísseis e foguetes: o pó é utilizado na produção de combustíveis sólidos
para mísseis e foguetes. Os compostos sólidos são formados por um oxidante forte, pó de
alumínio, ligantes e aditivos especiais.
2.4 - VANTAGENS DA UTILIZAÇÃO DO ALUMÍNIO
Além das características já citadas, como baixo peso e a resistência às condições do
ambiente, o alumínio apresenta outras características extremamente vantajosas de utilização.
Ele é facilmente moldável e permite todo tipo de processo de fabricação: pode ser laminado,
forjado, prensado, repuxado, dobrado, serrado, furado, torneado, lixado e polido. As peças de
alumínio podem também ser produzidas por processos de fundição, além disso, o alumínio é
um material que pode ser unido por todos os processos usuais: soldagem, rebitagem, colagem
e brasagem. Sua condutividade térmica é quatro vezes maior que a do aço. Ele pode ser
anodizado, envernizado e esmaltado.
2.5 - PROPRIEDADES DO ALUMÍNIO E SUAS LIGAS
2.5.1 - ALUMÍNIO
O alumínio comercialmente puro ( 99,99% ) e recozido tem uma resistência de ruptura
à tração de 5 kgf/mm² (49 MPa) e peso específico de 2,7 gf/cm3 e a tensão de escoamento está
em torno de 1,3 kgf/mm² (12,7 MPa). Quando laminados, extrudados ou forjados, a tensão
de ruptura à tração pode alcançar a 57 kgf/mm2 (559 MPa) e a tensão de escoamento fica em
torno de 50 kgf/mm² (490 MPa). As impurezas metálicas podem aumentar a sua resistência à
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
10
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
tração em cerca de 50% sem aumentar muito o peso específico (dependente da concentração).
O módulo de elasticidade longitudinal depende também da concentração de elementos de liga,
mas para o alumínio comercial vale E = 7.000 kgf/mm². Esta propriedade também é
anisotrópica, pois depende do material ser monocristalino, direção de crescimento do cristal,
material, e no caso de policristalino, a orientação e tamanho dos cristais (grãos). A tabela
abaixo mostra o módulo de elasticidade longitudinal de alguns materiais de engenharia.
Metal
Ferro, níquel, cobalto
Módulo de
Elasticidade
Longitudinal
(kgf/mm2)
21.000
Molibdênio,
tungstênio
Cobre
35.000
11.900
Alumínio
Magnésio
7.000
4.550
Zinco
Zircônio
Estanho
Berílio
Ósmio
Titânio
Chumbo
Ródio
Nióbio
Ouro, prata
Platina
9.800
10.150
4.200
25.700
56.000
10.000
1.750
29.750
10.500
7.850
18.800
Liga
Aços-carbono e açosliga
Aços
inoxidáveis
austeníticos
Ferro
Fundido
Nodular
Bronzes e latões
Bronzes de manganês
e ao silício
Bronzes de alumínio
Ligas de alumínio
Monel
Hastelloy
Invar (níquel-ferro)
Inconel
Illium (liga de níquel)
Ligas de titânio
Ligas de magnésio
Ligas de estanho
Ligas de chumbo
Módulo de
Elasticidade
Longitudinal
(kgf/mm2)
21.000
19.600
14.000
7.700 - 11.900
10.500
8.400 - 13.300
7.000 - 7.450
13.000 - 18.200
18.900 - 21.500
14.000
16.000
18.700
11.200 - 12.100
4.550
5.100 - 5.400
1.400 - 2.950
O alumínio comercialmente puro é pouco tenaz, mas possui excelente maleabilidade
sendo possível laminar folhas de 0,005 mm de espessura. Também tem boa ductilidade com
alongamento de 30 a 40%, sendo possível obter fios de 0,03 mm de diâmetro. De pequena
dureza podendo ser riscado pela maior parte dos metais. Sob ação do trabalho mecânico a
quente (laminação, forjamento) o alumínio se encrua. Para melhorar ou modificar as
propriedades do alumínio, pode-se fazer tratamentos térmicos ou adicionar elementos
químicos quando o metal está no estado líquido, fazendo-se as ligas.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
11
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Massa atômica: 26,97 g
Peso específico: 2,70 kgf/dm3
Estrutura cristalina (20 oC): CFC, a = 0,404 nm
Ponto de fusão: 658 oC [931,15K]
Ponto de ebulição: 2.000 oC
Coeficiente de dilatação térmica linear: (20 oC): 23 x 10-6/ oC [24 - 24,2.10-6/K]
Resistividade: (20 oC): 2,699 μΩ.cm [2,63 - 2,692.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,52 cal.cm-1.s-1. oC-1 [222 - 224,2 W/m.K]
Refletividade (chapa polida): 0,06
Calor específico: 900,4 - 909,4 J/kg.K
Calor latente de fusão: 388 - 391,9 kJ/kg
Temperatura máxima de serviço: 370 - 420K
Constante dielétrica: Não se aplica
Em relação ao cobre, a condutividade elétrica é cerca de 62 % da do cobre e tal como
no cobre diminui ligeiramente por deformação a frio e fortemente com a presença de
impurezas.
Propriedades mecânicas
Ductilidade: 0,3 %
Coeficiente de Poisson: 0,34
Dureza: 15 a 25 HB [147 a 245 MPa]
Módulo de Bulk: 75 - 75,5 GPa
Módulo de cisalhamento: 26,2 - 26,4 GPa
Módulo de elasticidade longitudinal: 68,9 - 69,6 GPa
Resistência ao impacto:
Limite elástico: 12,7 a 30 MPa
Tenacidade a ruptura: 30 - 35 MPa.m1/2
Tensão de compressão: 40 MPa
Tensão de ruptura por tração: 45 a 50 MPa
Alongamento: 30 a 40 %
Estricção: > 60 %
Estas características correspondem a alumínio no estado recozido. É, portanto, um
metal muito maleável. Pode ser trabalhado a frio e a quente e após recristalização não
apresenta maclas como o cobre. O trabalho a quente é efetuado entre 250 - 500 oC.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
12
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades químicas
Reage facilmente com o oxigênio. Esta propriedade se dá na superfície do alumínio e
forma uma película espessa e aderente de alumina que o protege da continuação da reação
para o alumínio subjacente. A adição de qualquer elemento químico prejudica esta resistência
a corrosão, de tal modo que nas ligas de alumínio de alta resistência estas têm de ser
revestidas por folha de alumínio puro. Forma pares galvânicos com os metais mais nobres,
como o cobre e o ferro, os quais destroem a camada de alumina protetora e provocam forte
corrosão. Devem por isso ser evitadas ligações metálicas entre aqueles metais e o alumínio.
Resiste bem a corrosão atmosférica, soluções salinas, mas e atacado pela água pura a
temperatura elevada. Também resistente a atmosferas sulfurosas ou muito úmidas. É atacado
pela maior parte dos ácidos minerais, sobretudo o ácido clorídrico. O ácido nítrico e os ácidos
orgânicos, com exceção do ácido fórmico, não atacam o alumínio. Os produtos mais
resistentes são: os vários graus de alumínio puro, seguidos das ligas Al-Mg, Al-Mn, Al-MgSi, e Al-Si. As ligas que contém cobre são as menos resistentes a corrosão e, por isso, devem
ser revestidas de alumínio puro e não sofrer nenhum tratamento térmico para evitar a difusão
dos elementos entre as folhas da superfície e da alma.
Composição química
Pode obter-se por refinação eletrolítica o alumínio comercialmente puro, 99,99%. O
alumínio comercial contém geralmente impurezas que atingem cerca de 0,5%, sendo o ferro e
o silício as principais. Estas impurezas são vantajosas do ponto de vista de propriedades
mecânicas, elevando a resistência mecânica, mas são prejudiciais a maleabilidade, a
resistência corrosão, a condutividade elétrica. Se a proporção de silício ultrapassar o teor de
ferro poderá ocorrer trincas a quente. Os principais graus de alumínio são: 99,99%; 99,5%e
99%.
Tratamentos térmicos
O único tratamento com interesse é o recozimento de homogeneização que, ao
assegurar a redistribuição do ferro sob a forma de precipitado fino intragranular de FeAl3,
retarda a recristalização após laminação e modifica a estrutura (evita o aparecimento da
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
13
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
estrutura cúbica) o que tem como conseqüência uma diminuição apreciável da resistividade
do metal vazado.
Aplicações
O seu baixo peso específico, cerca de 1/3 da do cobre, justifica o seu emprego na
construção veículos motorizados e da aviação; na indústria mecânica, pistões espelhos,
eletrodos, folha de alumínio, portas e esquadrias, latas, placas, embalagens, painéis,
sinalizadores, placas de sinalização. A condutividade térmica e apenas ultrapassada pela prata,
cobre e o ouro, e por isso, é utilizado em material de cozinha, trocadores de calor, instalações
de refrigeração, pistões, etc. Mas, devido ao baixo ponto de fusão a temperatura de serviço,
não deve ser superior a 200 oC. Quanto a condutividade térmica, o seu elevado valor, aliado
ausência de magnetismo e, sobretudo, do baixo peso específico, conduz cada vez mais á
utilização do alumínio nos cabos de energia elétrica nas linhas de alta tensão. Para dar
resistência a estes cabos usa-se cabos com alma de aço.
2.5.2 - LIGAS DE ALUMÍNIO
O principal objetivo da adição de elementos ao alumínio é a melhorar o limite elástico,
resistência à tração e dureza. Em contrapartida, propriedades como a ductilidade,
condutividade térmica e resistência à corrosão diminuem. As ligas são formadas
principalmente com a adição de cobre (Cu), magnésio (Mg), manganês (Mn), silício (Si) ou
zinco (Zn) ao alumínio (Al). A escolha dos elementos e sua proporção, nessa adição,
dependem das propriedades finais que se quer obter. A maior parte das ligas de alumínio é
ainda susceptível de endurecimento por precipitação que aumenta consideravelmente o limite
de elasticidade e resistência à tração e a dureza. O alumínio entra em grande número de ligas
de dois ou mais componentes. As principais ligas de alumínio são: ligas de solução sólida AlCu; Al-Si, Al-Mg2Si, Al-Mg e Al-Mn.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
14
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
2.5.2.1 - Liga de Al-Cu
O diagrama de fases da liga binária Al-Cu mostrado abaixo mostra a complexidade do
conhecimento completo de ligas formadas pelo alumínio e cobre. Entretanto, ao se fabricar
uma liga de alumínio Al-Cu e submeter essa liga a processos especiais de tratamento, esse
material terá uma resistência à tração equivalente ou até maior que a de aços de baixo teor de
carbono com boa usinabilidade. Devido à alta relação entre resistência (maior) e peso
(menor), essa liga é indicada para a indústria aeronáutica e automobilística, na fabricação de
rodas de caminhões, na estrutura e revestimento de asas e rodas de aviões. É indicada para
peças que devem suportar temperaturas em torno de 150 oC.
FIGURA 2.3 - Diagrama de fases da liga binária Al-Cu.
2.5.2.2 - Liga de Al-Mg (alumag)
As ligas de Al-Mg conhecidas como alumag são susceptíveis de endurecimento por
precipitação (pouco interesse ) ou por deformação a frio. O magnésio tem um máximo de
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
15
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
solubilidade no alumínio a 450 oC e para o teor de 15%, valor que desce para 1,5% à
temperatura ambiente. As ligas comerciais tem mais de 4% de Mg, sendo portanto bifásicas,
ou seja, constituída pela fase α pela fase β, Al3Mg2, que precipita durante o resfriamento. Por
aquecimento a 70 a 100 oC destas ligas pode-se formar uma película intergranular que torna as
ligas de 5 a 7% Mg susceptíveis de corrosão intercristalina, efeito que é acelerado sob tensão
ou por deformação a frio. A resistência à corrosão pode ser restaurada por reaquecimento
seguido de resfriamento controlado. As ligas de Al-Mg são excelentes para a soldagem, e por
serem também resistentes à corrosão, principalmente em atmosferas marinhas. Por isso, são
muito empregadas na fabricação de barcos, carrocerias de ônibus e furgões e no revestimento
de tanques criogênicos.
FIGURA 2.4 - Diagrama de fases da liga binária Al-Mg.
2.5.2.3- Liga de Al-Mn
Quando se adiciona manganês (Mn) ao alumínio, a resistência mecânica dessa liga
aumenta em até 20% quando comparada ao alumínio puro, com a capacidade de ser
trabalhado por todos os processos de conformação e fabricação mecânicas, como por exemplo
a prensagem, a soldagem e a rebitagem. Essa liga aceita acabamento de superfície; é resistente
à corrosão; possui elevada condutividade elétrica. Esta liga é usada na fabricação de latas de
bebidas, placas de carro, telhas, equipamentos químicos, refletores, trocadores de calor e
como elemento decorativo na construção civil.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
16
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
2.5.2.4- Liga de Al-Si
A liga de Al-Si apresenta baixo ponto de fusão e resistência à corrosão. Quando o teor
de silício é elevado, 13% de Si, - composição eutética - e se dá com adição de 0,1% de sódio
no momento de vazamento, a liga é
conhecida como alpax e tem boas propriedades
mecânicas, com maior tenacidade. Esta liga se toma adequada para produzir peças fundidas. É
também é indicada como material de enchimento em processos de soldagem e brasagem.
FIGURA 2.5 - Diagrama de fases da liga binária Al-Si.
É possível também combinar elementos de liga. É o caso das ligas de alumínio que
contém magnésio e silício em sua composição. Essas ligas apresentam uma resistência
mecânica um pouco menor que as ligas de alumínio e cobre, porém, têm elevada resistência à
corrosão. São facilmente moldadas, usinadas, soldadas e aceitam diversos tipos de processos
de acabamento, tais como o polimento, o envernizamento e a esmaltação. São usadas na
construção civil, fabricação de veículos e máquinas e fios para cabos de alta tensão. As ligas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
17
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Al-Cu e Al-Mg2Si são ligas do tipo duralumínio e podem endurecer estruturalmente. Este
endurecimento é devido a precipitação de Al2Cu ou Mg2Si, obtendo-se características
mecânicas equivalentes as de um aço-carbono macio. O duralumínio contém em média 2,5 a
5% de Cu e 0,5 a 1% de Mg e 0,5 a 1% de Mn e 0,5 a 0,8% de Si, além de pequenas
porcentagens de Fe. Pode atingir σr = 50 kgf/mm2 ε = 3%
Existem também ligas de alumínio fabricadas com a adição de zinco e uma pequena
porcentagem de magnésio (Mg), cobre (Cu) ou cromo (Cr). Depois de passar por tratamento
térmico, essas ligas são usadas em aplicações que exijam uma alta relação resistência/peso,
principalmente na construção de aviões. Outros elementos de liga que podem ser adicionados
ao alumínio são: bismuto (Bi), chumbo (Pb), titânio (Ti), estanho (Sn), níquel (Ni) etc. São as
variações nas quantidades e combinações dos elementos que originam uma infinidade de ligas
com propriedades adequadas a cada urna das aplicações.
Tratamentos térmicos
O tratamento térmico das ligas de alumínio consta, em geral, de têmpera e revenido
com tratamento de solubilização devidamente controlada. Para este tratamento a liga é
aquecida à temperatura de 450 oC a 550 oC e mantida a essa temperatura durante o tempo
necessário para solução completa. Após este tratamento, a liga pode ser sujeita a têmpera em
água ou normalizada. No caso de peças de formas complicadas, pode aparecer tensões
internas que darão lugar a distorções. Neste caso deve-se usar água a100 oC, óleo ou sais
fundidos. Após têmpera pode-se realizar um tratamento de alívio de tensões para reduzir as
tensões residuais em produtos extrudados e laminados ou em peças forjadas de forma regular.
Estas ligas de alumínio podem, após a têmpera, endurecer por revenido à temperatura
ambiente. Em outros casos, o endurecimento é acelerado por revenido à temperaturas de 110 a
215 oC e durante tempo determinado. Por exemplo, nas ligas de Al-Cu-Mg e Al-Mg-Si, o
endurecimento resultante devido ao cobre e ao magnésio que precipitam sob a forma de
Al2Cu e Al2MgCu.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
18
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Normalização das ligas de alumínio
Para organizar e facilitar a seleção
das ligas de alumínio, a ABNT e outras
associações de normas técnicas classificaram essas ligas de acordo com o processo de
fabricação e a composição química. Foram divididas em ligas para conformação (ou dúcteis)
e 1igas para fundição. Essa divisão foi criada porque as diferentes ligas têm que ter
características diferentes para os diferentes processos de fabricação. Desta forma, as ligas para
conformação devem ser bastante dúcteis para serem trabalhadas a frio ou a quente pelos
processos de conformação mecânica. Após passarem por esses processos, as ligas são
comercializadas sob a forma de laminados planos (chapas e folhas), barras, arames, perfis e
tubos extrudados e peças forjadas.
As ligas para fundição devem ter resistência mecânica, fluidez e estabilidade
dimensional e térmica para suportar os diferentes processos de fundição. Tanto as ligas para
conformação, quanto as ligas para fundição seguem um sistema de designação de acordo com
a norma da ABNT NBR - 6834 conforme o principal elemento de liga presente em sua
composição.
LIGAS DE ALUMÍNIO PARA CONFORMAÇÃO
DESIGNAÇÃO
DA SÉRIE
1XXX
2XXX
3XXX
4XXX
5XXX
6XXX
7XXX
8XXX
9XXX
INDICAÇÃO NA COMPOSIÇÃO
99% mínimo de alumínio
Cobre
Manganês
Silício
Magnésio
Magnésio e silício
Zinco
Outros elementos
Série não utilizada
Pela norma citada (NBR - 6834), os materiais para conformação mecânica são
indicados por um número de quatro dígitos:
•
O primeiro classifica a liga pela série de acordo com o principal elemento adicionado;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
19
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
•
O segundo dígito, para o alumínio puro, indica modificações nos limites de impureza: 0
(nenhum controle) ou l a 9 (para controle especial de uma ou mais impurezas). Para as
ligas, se for diferente de zero, indica qualquer modificação na liga original;
•
O terceiro e o quarto dígitos, para o alumínio puro, indicam o teor de alumínio acima de
99%. Quando se referem às ligas, identificam as diferentes ligas do grupo (é um número
arbitrário).
Exemplos:
1) Liga de alumínio 1035
1 - Alumínio comercialmente puro;
0 - Sem controle especial de impurezas;
35 - 99,35% de alumínio.
2) Liga de alumínio 5470
5 - Alumínio com magnésio;
4 - Com controle especial de impurezas (modificado);
70 - É a liga de número 70 desta série.
LIGAS DE ALUMÍNIO PARA FUNDIÇÃO
DESIGNAÇÃO
DA SÉRIE
1XX.X
2XX.X
3XX.X
4XX.X
5XX.X
6XX.X
7XX.X
8XX.X
9XX.X
INDICAÇÃO NA COMPOSIÇÃO
99% mínimo de alumínio
Cobre
Cobre e silício e ou magnésio
Silício
Magnésio
Série não utilizada
Zinco
Estanho
Outros elementos
•
O primeiro dígito classifica a liga segundo o elemento principal da liga;
•
O segundo e o terceiro dígitos indicam centésimos da porcentagem mínima de alumínio
(para o alumínio puro) ou diferentes ligas do grupo;
•
O dígito após o ponto indica a forma do produto: 0 - para peças fundidas, 1 - para lingotes
e 2 - para alumínio reciclado.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
20
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Exemplos:
1) Liga de alumínio 319.0
3 - Alumínio com silício/cobre ou magnésio;
19 - É a liga de número 19 desta série;
0 - Peça fundida.
2) Liga de alumínio 580.1
5 - Alumínio com magnésio;
70 - É a liga de número 80 desta série;
0 - Lingote.
A ASTM designa as ligas de alumínio com letras e números. As letras indicam os
principais elementos (C- cobre, G - magnésio, S - silício, Z - zinco, N - níquel, M manganês).
PARA CONFORMAÇÃO
M1A
CS41A
CG30A
CG42A
GS10A
GS11A
ZG62A
PARA FUNDIÇÃO
C4A
CG100A
CN42A
CS72A
G8A
G10A
SN122A
3 - COBRE E SUAS LIGAS
3.1 - INTRODUÇÃO
O cobre foi o primeiro metal usado pela civilização, a cerca de 10.000 anos atrás. A
primeira utilização do cobre conhecida é datada de 8.700 anos a.C., tendo sido encontrado
vestígios de seu uso no norte do Iraque. Durante aproximadamente 5.000 anos, o cobre foi o
único metal conhecido pelo homem, tendo assim muitas aplicações inclusive, utilizado na
arte, decoração, utensílios e na guerra. Estima-se que somente 4.000 anos a.C. a civilização
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
21
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
veio a conhecer o ouro e a liga mais antiga que existe, o bronze (Cu-Sn), pois pode ser
encontrada junto na natureza. O bronze teve absoluta supremacia durante séculos, até o
advento do ferro. Aproximadamente 3.000 anos a.C., vieram a ser descobertos a prata e o
chumbo.
O cobre é um metal não-ferroso e não magnético, que se funde aproximadamente
1.083 ºC, e é um excelente condutor de eletricidade e calor. É um metal dúctil e maleável que
pode ser laminado a frio ou a quente. Ao ser laminado a frio, estirado ou estampado, ele
adquire um endurecimento superficial que aumenta sua resistência, porém diminui sua
maleabilidade. Isso o torna mais frágil, o que é corrigido com o tratamento térmico.
Em contato com o ar seco e em temperatura ambiente, o cobre não se oxida. Porém em
contato com ar úmido ele se recobre de uma camada esverdeada, conhecida por azinhavre ou
zinabre ( hidrocarbanato de cobre). O azinhavre impede a oxidação do cobre.
Em relação a outros metais, o cobre é um material relativamente escasso na crosta terrestre,
sendo encontrado aproximadamente 0,007% em toda a crosta. Por isso, para muitas
aplicações, o cobre vem sendo substituído pelo alumínio. Cerca de 50% da produção mundial
do metal é consumida pela indústria eletrônica, seguida da construção naval, automotiva, de
aeronaves, instrumentação e indústria química.
As reservas mundiais de cobre são estimadas em, aproximadamente, 393 milhões de
toneladas de metal, distribuídas com a maior percentagem na Rodésia, nos Estados Unidos da
América do Norte e no Chile. O Brasil tem jazidas de cobre no Rio Grande do Sul, São Paulo,
Goiás e Bahia.
O teor de cobre, em depósitos de grande porte e lavra subterrânea, não deve ser
inferior a 1% de Cu e em depósitos de pequeno porte, a 3%. Para lavra a céu aberto, os teores
mínimos situam-se entre 0,5 e 0,7% de Cu. Elementos indesejáveis em jazidas de cobre
compreendem o Bi, cujo teor não deve exceder de 0,5%, 2% de As, 1% de Sb e 10% Zn.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
22
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
3.2 - PRODUÇÃO DE COBRE
Os principais tipos de depósitos de cobre compreendem os de segregação magmática,
os de escarnitos, os vulcanogênicos, os de cobre pórfiro, os filoneanos e os das séries
sedimentares e os principais minerais de minério de cobre são:
Calcopirita (CuFeS2) ............ 34% de Cu
Calcosita (Cu2S) ................... 80% de Cu
Covelina (CuS)...................... 66% de Cu
Bornita Cu5 FeS4 .................. 52-65% de Cu
Enargita (Cu3AsS4) ............... 48% de Cu
Cuprita (Cu2O) ...................... 89% de Cu
Os minérios devem passar por um processo que é composto por várias etapas como:
1. Extração do minério;
2. Trituração e moagem;
3. Flotação ou concentração;
4. Obtenção do mate;
5. Obtenção do cobre blíster;
6. Refino.
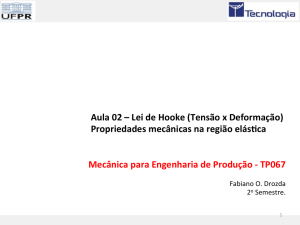
FIGURA 3.1 - Extração do minério de cobre.
Após ser extraído o minério da natureza, ele passa por um triturador giratório que irá
reduzir o tamanho do mineral ao equivalente ao de uma bola de futebol.
O minério de cobre e moído em moinho de bolas para reduzir o seu tamanho entre
0,05 e 0,5 mm. Em seguida, o minério moído é colocado em uma máquina cheia de água
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
23
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
misturada a produtos químicos. Na base desse equipamento existe uma entrada por onde o ar
é soprado. As partículas que não contêm cobre são encharcadas pela solução de água e
produtos químicos, formam um lodo, chamado ganga, e vão para o fundo do tanque. Como o
minério sulfuroso flutua, porque não se mistura na água, o sulfeto de cobre e o sulfeto de ferro
fixam-se nas bolhas de ar sopradas, formando uma espuma concentrada na superfície do
tanque, a qual é recolhida e desidratada. Essa etapa chama-se flotação ou concentração.
Realizado essas etapas, resta em torno de 1% do material inicial. A etapa seguinte é a
decantação e filtragem, quando se obtém um concentrado com 15 a 30% de cobre.
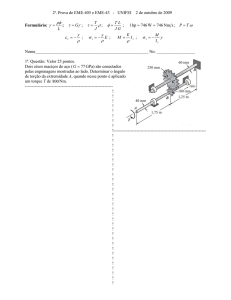
a)
b)
FIGURA 3.2 - a) Trituração do minério de cobre; b) Flotação.
A seguir, o concentrado é levado a um forno de chama direta chamado revérbero. A
maior parte do enxofre e de impurezas como arsênico e antimônio são eliminados. O material
resultante passa a ter entre 35 e 55% de concentração de cobre e é chamado de mate.
FIGURA 3.3 - Esquema do forno revérbero.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
24
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 3.4 - Obtenção do mate.
O mate é levado aos conversores para oxidação para retirar o enxofre e o ferro. No
conversor, o ferro se oxida e se une a sílica para ser transformado em escória que é eliminada.
Depois, o enxofre que sobrou também é eliminado sob a forma de gás. O cobre bruto obtido
nesta etapa recebe o nome de blíster, e apresenta uma pureza entre 98% e 99,5% de cobre,
com impurezas como antimônio, bismuto, chumbo, níquel etc., e também metais nobres como
ouro e prata.
FIGURA 3.5 - Obtenção do cobre blíster.
A última etapa é o refino do blíster, podendo ser térmica ou eletrolítica. Na refinação
térmica, o blíster é fundido e parte das impurezas restantes é eliminada. O cobre passa a ter
99,9% de impureza sendo o mais utilizado comercialmente.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
25
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 3.6 - Placa de refinação eletrolítica.
A refinação eletrolítica é feita por eletrólise, ficando as impurezas depositadas no
fundo do tanque. A pureza do cobre nesse processo é de 99,99%. Neste processo são
reaproveitados os materiais nobres, que estavam contidos no blíster.
3.3 - PROPRIEDADES DO COBRE E SUAS LIGAS
3.3.1 - COBRE
As propriedades mecânicas do cobre favorecem a conformação a quente (forjamento,
laminação) e a conformação a frio (trefilação, laminação). O cobre é dúctil e maleável a frio,
de acordo com a sua estrutura cristalina. Por deformação a frio, endurece facilmente e tanto
mais quanto maior for a deformação e, por isso, é conveniente efetuar um recozimento para ir
eliminando o endurecimento obtido, a não ser que o trabalho de deformação é realizado a
quente. O módulo de elasticidade longitudinal médio é de 11.900 kgf/mm2 (119 GPa). Os
valores da dureza e da resistência à tração são bastante diferenciados entre as temperaturas
baixas e as temperaturas elevadas, diminuindo o limite de elasticidade muito rapidamente
acima de 200 oC.
O cobre comercial contém sempre impurezas que vão influir nas suas propriedades
físicas, em particular na condutividade elétrica, e nas propriedades mecânicas, de cuja
natureza e teor, dependem do processo de fabricação. O cobre mais puro ( > 99,99%) é obtido
por eletrólise. As principais impurezas que podem existir no cobre são a prata, ferro, estanho,
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
26
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
chumbo, zinco, níquel, cobalto, arsênio, antimônio, bismuto, selênio, enxofre, oxigênio, etc.
Estas impurezas, mesmo em quantidades pequenas atuam prejudicialmente sobre a
condutividade elétrica, particularmente, o fósforo, o ferro e o arsênio. Por exemplo, 0,04% de
fósforo reduz a condutividade a 75% em relação ao cobre puro. A redução de condutividade é
devida a deformação da rede cristalina provocada pelos átomos das impureza, a qual dificulta
o transporte dos elétrons.
FIGURA 3.7 - Efeito das impurezas na condutividade elétrica do cobre.
Tem tendência a dissolver certos gases como o dióxido de enxofre (SO2) e o dióxido
de carbono (CO2) que, durante a solidificação produz poros. Também dissolve o oxigênio. O
oxigênio forma dióxido cuproso (Cu2O) solúvel no metal líquido e pode dar o eutético CuCuO2 que funde em torno de 1.065 oC e que, depositando-se nos contornos de grão, torna o
metal frágil.
Propriedades físicas
Massa atômica: 63,57 g
Peso específico: 8,94 kgf/dm3
Estrutura cristalina (20 oC): CFC,
PROF. CLÁUDIO ROBERTO LOSEKANN
a = 0,360 nm
- 2.001
27
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Ponto de fusão: 1.083 oC [1.356,15K]
Ponto de ebulição: 2.360 oC
Coeficiente de dilatação térmica linear: (20 oC): 16,8 x 10-6/ oC [16,8.10-6/K]
Resistividade: (20 oC): 1,95 μΩ.cm [1,95.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,94 cal.cm-1.s-1. oC-1 [390 - 398 W/m.K]
Calor específico: 383 - 387 J/kg.K
Calor latente de fusão: 200 - 208 kJ/kg
Temperatura máxima de serviço: 350 - 360K
Constante dielétrica: Não se aplica
Propriedades mecânicas
Ductilidade: 0,23 - 0,25 %
Coeficiente de Poisson: 0,34 - 0,35
Dureza: 43 a 46 HB [430 a 460 MPa]
Módulo de Bulk: 131,8 - 138,2 GPa
Módulo de cisalhamento: 45,1 - 47,4 GPa
Módulo de elasticidade longitudinal: 122 - 128 GPa
Resistência ao impacto:
Limite elástico: 28 a 40 MPa
Tenacidade a ruptura: 100 - 106,7 MPa.m1/2
Tensão de compressão: 28 - 40 MPa
Tensão de ruptura por tração: 145 a 160 MPa
Propriedades químicas
O cobre puro apresenta boa resistência a corrosão. Tem um potencial de dissolução
cujo valor se situa entre os metais nobres, mas não se passiva e as películas formadas pelos
produtos de corrosão são pouco resistentes, não dando qualquer proteção. Assim, o cobre não
se altera ao ar seco, mas reveste-se de uma camada esverdeada no ar úmido, sobretudo em
presença de dióxido de enxofre (SO2) e de ácido sulfídrico (SH2). Resiste muito bem a água
do mar, sofrendo ataque uniforme em torno de 1 μm/ano.
Tratamentos térmicos
Esta fragilidade pode ser eliminado por meio de recozimentos e forjamento feito
convenientemente. A presença de hidrogênio, em uma atmosfera redutora, pode reduzir o
óxido de cobre com formação de vapor de água e tornar o metal poroso e frágil. Por estes
motivos o teor de oxigênio deve ser inferior a 0,10% e o total de impurezas inferior a 0,4%.
Aplicações
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
28
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
As aplicações mais importantes do cobre são conseqüência da elevada condutividade
elétrica e boa resistência a corrosão. A aplicação principal é para fabricação de condutores
elétricos, trocadores de calor, condensadores e tubulações para água do mar, doce e vapor
saturado.
3.3.2 - LIGAS DE COBRE
Cada elemento adicionado o cobre permite obter ligas com diferentes características
tais como: maior dureza, resistência a corrosão, resistência mecânica, usinabilidade ou até
para obter uma cor especial para combinar com certas aplicações. Em maior ou menor
proporção diversos elementos são miscíveis com o cobre no estado sólido e dão lugar a uma
solução sólida α, ou seja, a microestruturas idênticas as que correspondem a ligas tenazes e
dúcteis. Os elementos que, geralmente, mais entram na composição das ligas de cobre são,
por ordem decrescente de solubilidade, o níquel, o zinco, o alumínio e o estanho. Apenas no
caso do níquel a solubilidade é total, quer no estado líquido quer no estado sólido. Com os
outros três componentes há formação de diversas fases intermediárias à medida que os teores
vão aumentando. O aparecimento de uma segunda fase, a fase β, melhora a resistência mas
piora a ductilidade e logo que a liga contenha outras fases, além de α e β, a liga deixa de ter
interesse industrial dada a sua elevada fragilidade. Igualmente a adição de um terceiro
componente dá lugar a constituintes duros e frágeis que comprometem a tenacidade da liga.
São, então, ligas, monofásicas (sol, sól. α) todas as ligas de cobre e níquel; podem ser
monofásicas (α) ou bifásicas (α + β) as ligas de cobre-alumínio, cobre-zinco e cobre-estanho
considerando apenas as ligas em que os teores do segundo componente têm interesse
industrial.
3.3.2.1 - Latão
É uma liga formada por cobre e zinco sendo que a quantidade de zinco pode variar de
5% a 45%. Sua temperatura de fusão varia de 800 ºC a 1.070 ºC, pois depende do teor de
zinco que apresenta, quanto maior, mais baixa para a temperatura de fusão. Está liga é
utilizada em moedas, medalhas, bijuterias, radiadores de automóveis, ferragens, cartuchos,
etc. É uma liga dúctil, boa condutora de eletricidade e calor, boa resistência mecânica,
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
29
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
excelente resistência à corrosão. Pode ser fundida, forjada e estirada ao frio, etc. Quando
contém até 30% de zinco, o latão é conformado por estiramento, corte, dobramento, e
usinagem, pode se unir por solda de estanho e solda de prata; aceita quase todos métodos de
conformação, a quente e frio, a maioria dos processos a solda é usada também para fabricação
de cartuchos de munição, carcaça de extintores, tubos de trocadores de calor e evaporadores.
O latão que tem entre 40 à 45% de zinco, é usado na fabricação de barras para enchimento,
usadas na solda forte de aços-carbonos e outros mais.
A cor do latão varia de acordo com a porcentagem de cobre que a liga apresenta,
conforme mostra a tabela abaixo:
Porcentagem
de zinco ( % )
Cor
2
10
15 a 20
30 a 35
40
Cobre
Ouro velho
Avermelhado
Amarelo
brilhante
Amarelo claro
Diversos elementos químicos podem ser adicionados em sua composição, mas os
teores admissíveis dependem do fim a que se destina a liga. Por exemplo, o chumbo e o
bismuto, de baixo ponto de fusão, devem ser limitados a 0,02% e 0,002% respectivamente
para trabalhos a quente. Para melhorar a resistência mecânica e a corrosão do latão, outros
elementos de liga são adicionados em sua composição como: o alumínio, o estanho, o níquel,
o ferro, o manganês e o silício. Cita-se, a seguir, a influência de alguns elementos químicos
adicionados nos latões:
Chumbo: Acima de 0,1% pode criar descontinuidades na estrutura da liga favorecendo a
usinabilidade e em proporções superiores a 3%, diminui a resistência mecânica, aumentando
a fragilidade;
Alumínio: Influencia na resistência a tração. É utilizado nos latões de alta resistência
mecânica. Sua adição é limitada pelo aparecimento da fase γ. Quando latão ao alumínio é
utilizado na solda e na fundição, aparece um filme de óxido de alumínio, que no interior da
liga, destrói a coesão da liga. Melhora a resistência à corrosão por cavitação;
Estanho: Aumenta a resistência à tração, mas diminui a ductilidade quando é usado teores
acima de 1%. É resistente à corrosão em atmosferas marinhas. É empregado na fabricação de
peças para construção de barcos;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
30
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Ferro: Teores acima de 0,25% facilita a introdução do chumbo. Para teores acima de 0,7% e,
em presença de silício, há formação de manchas escuras. Entre 0,8 a 1,3% refina o grão.
Quanto as propriedades mecânica, só e perceptível com teores acima de 2% e pode apresentar
o composto metálico FeZn10, que diminui a resistência a corrosão por águas salinas e aumenta
a tendência a fratura intergranular;
Manganês: Forma solução sólida e aumenta a solubilidade do ferro no latão. É o elemento
mais utilizado para obter latões de alta resistência;
Níquel: Dá a cor prateada no latão, além de melhorar a refletividade. Aumenta a resistência a
corrosão. É usado no lugar do bronze para fabricar molas, casquilhos de mancais.
Silício: Melhora a fluidez, quando em estado líquido e, por isso, é utilizado na fundição por
injeção.
Propriedades físicas
Peso específico: 7,8 a 8,8 kgf/dm3
Calor específico: 372 - 383 J/kg.K
Calor latente de fusão: 220 - 240 kJ/kg
Coeficiente de dilatação térmica linear: 16,5 - 20,7 x 10-6/K
Condutividade térmica: 110 - 220 W/m.K
Ponto de fusão: 1.150 - 1.340K
Temperatura máxima de serviço: 370 - 480K
Resistividade: 3,09 - 20,89 x 10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,05 - 0,55 %
Coeficiente de Poisson: 0,34 -0,35
Dureza: 460 - 3.000 MPa
Módulo de Bulk: 96 - 136 GPa
Módulo de cisalhamento: 33 - 46 GPa
Módulo de elasticidade longitudinal: 90 - 120 GPa
Limite elástico: 70 - 500 MPa
Tenacidade a ruptura: 30 - 86 MPa.m1/2
Tensão de compressão: 70 - 500 MPa
Tensão de ruptura por tração:150 - 850 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
31
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Constituição
Do diagrama de fases da liga Cu-Zn, abaixo, aparece as seguintes fases do latão
comercial.
Após solidificação
Temperatura. ambiente
% Zn
α+β
32,4 - 36,8
36,0 - 46,6
α
0 - 32,5
0 - 36,0
γ
36,8 - 56,5
46,6 - 50,6
FIGURA 3.8 - Diagrama de fases da liga binária Cu-Zn.
A estrutura cristalina da fase α é cúbica de face centrada (CFC) e a das fases β e γ é
cúbica de corpo centrado (CCC). A fase β atribui-se a composição CuZn e a fase γ, Cu5Zn8.
Dado que a fase γ é demasiado frágil e as ligas com interesse industrial ficam limitadas as de
teor de zinco inferior a 50%. Deve-se ainda notar que a solubilidade do zinco na solução
sólida α aumenta até à temperatura de 453 oC (29%), decrescendo depois até a temperatura
ambiente. Entre 470 oC e 453 oC a fase β sofre uma transformação ordem ¬ desordem,
aparecendo a forma ordenada β’. Industrialmente, as ligas utilizadas são as ligas monofásicas
α ou β e as bifásicas α + β’, com percentagens de zinco que variam de 10 a 45%. Muitos dos
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
32
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
elementos que se adicionam aos latões modificam a sua microestrutura, exceto o níquel que
tem efeito contrário, fazendo aparecer mais cedo o constituinte β.
FIGURA 3.9 - Micrografias de latões. a) Cu-Zn 33% (laminado e recozido) [fase
α]; b) Cu-Zn 40% (fundido) [fase α + β’] ; Cu-Zn 24,7% Sn 2,4%
Pb 2,9% [fase α + Cu3Sn]; Cu-Zn 34% Mn 1,7% Ni 3,12% Pb
1,92% [fase α + nódulos de Pb].
Latões α: Nas ligas monofásicas, a resistência e o alongamento aumentam com o teor de
zinco, este último com um máximo de 30% de Zn. Estas ligas têm uma boa aptidão a
conformação a frio. Acima de 500 oC a maleabilidade é fraca. A resistência ao impacto no
intervalo de 350 oC a 650 oC é extremamente baixa, mas a resistência a fluência a
temperaturas elevadas, é superior é das ligas bifásicas. Endurecem fortemente por deformação
a frio e necessitam, tal como o cobre, de recozimentos freqüentes; os latões α são ainda
particularmente sensíveis ao tamanho de grão, mas tem boa resistência a corrosão por águas
salinas.
Latões α + β: Nestas ligas bifásicas, o alongamento diminui mas a resistência e a dureza
aumentam com a proporção da fase β, alcançando o máximo para 100% desta fase e passando
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
33
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
a diminuir logo que aparece a fase frágil γ. À temperatura ambiente, a fase β’ é mais dura que
a fase α e pouco deformável a frio. No entanto a 470 oC, após a transformação ordemdesordem torna-se repentinamente macia e, a 800 oC, é muito mais fácil de deformar do que o
constituinte α. Este fato torna estas ligas facilmente conformados a quente, sendo, por isso,
laminadas a quente entre 650 e 800 oC.
Latões β + γ : As ligas bifásicas β + γ são duras e extremamente frágeis. Apenas se usa a liga
com 50% de Zn devido ao seu baixo ponto de fusão para união de metais por brasagem.
As principais propriedades com interesse técnico são: resistência a corrosão; aptidão a
brasagem, aptidão a conformação a frio (latão α); aptidão a conformação a quente (latão β);
usinabilidade (sobretudo com adição de chumbo); aptidão a niquelagem e a cromagem. Desta
forma, as propriedades de um latão dependem da relação dos volumes das fases presentes. A
figura abaixo mostra a correlação existente entre a composição de zinco e as propriedades
mecânicas.
FIGURA 3.10 - Diagrama do comportamento mecânico dos latões.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
34
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Tratamentos térmicos
Os tratamentos mais usados são os de recozimentos para recristalização e os de alívio
de tensões que se efetuam nos produtos endurecidos por deformação a frio. O primeiro
permite prosseguir a operação de conformação. O alívio de tensões é efetuado em torno de
300 oC durante 1 hora, sobretudo para eliminar as tensões residuais provocadas nas ligas
bifásicas α + β’ após deformação a frio. As tensões residuais sensibilizam os latões a um tipo
particular de corrosão - trincas espontâneas - que se manifesta por fratura intergranular em
ambientes corrosivos fracos como a atmosfera ambiente e pode ser acelerada pela presença de
certos elementos como o ferro, e talvez o chumbo, e certos reagentes coma o amoníaco.
Após o vazamento, a estrutura dos latões é dendrítica e, portanto, zonada e torna-se
necessário um recozimento para homogeneização a 600 - 650 oC, de modo a obter um grão
uniforme e adequado aos tratamentos mecânicos. Quando o recozimento é efetuado acima de
700 oC aparece grão grosso e após a deformação reconhece-se pelo aspecto da superfície
“casca de laranja”. Estes latões podem recuperar-se por recozimento a 800 oC após
deformação a frio.
Pode-se aplicar têmpera nas ligas Cu-Zn 40 a partir de 600 oC em que a liga se
encontra na fase β. Suprime-se assim a fase α que pode precipitar no resfriamento segundo
certos planos cristalográficos da fase β inicial ou nos contornos de grão, o que aumenta a
resistência, mas diminui a ductilidade. O aquecimento de latões dá lugar a alteração da
superfície devido a oxidação e volatilização do zinco.
Aplicações
Dada a variação da resistência a corrosão e das propriedades mecânicas com o teor de
zinco, as aplicações de latões são bastante diversificadas. Os latões α se destinam
especialmente a laminação a frio, estiragem, fabricação de tubos e prensagem. Pertencem a
este grupo entre outros as seguintes ligas:
- Cu-Zn 5, usada para medalhas, moeda e objetos decorativos e ainda pequenos cartuchos
de amas;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
35
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
- Cu-Zn 15, usada em imitações de joalharia, devido à semelhança da sua cor com o ouro,
e para artigos obtidos por conformação;
- Cu-Zn 30, utilizada em trocadores de calor, evaporadores e aquecedores; na indústria
elétrica, nas cápsulas e rosca das lâmpadas; na construção mecânica, na fabricação de
cartuchos, rebites, pregos e parafusos.
FIGURA 3.11 - Aplicações do latões.
Os latões α + β’ (Zn >36%) são usados para extrusão, estampagem a quente, devendo
nestas deformações ter em conta a zona de fragilidade a quente, e para peças vazadas em
grandes séries. A liga mais importante Cu-Zn 40 é usada geralmente na forma de produto
semifabricado como placas, barras, perfilados e na fabricação de peças vazadas, por exemplo,
torneiras, acessórios de canalização, peças para a indústria automobilística e para a indústria
de alimentos.
3.3.2.2 - Bronze
É uma liga formada por cobre e estanho, sendo que a quantidade de estanho pode
chegar até 20%. O bronze apresenta elevada dureza e boa resistência mecânica a corrosão, e
também é um bom condutor elétrico. Atualmente a proporção de estanho que é adicionada ao
cobre é de até 12%, sendo que estas quantidades variam de acordo com as propriedades que se
quer aproveitar. O bronze com até 10% de estanho pode ser laminado e estirado e tem alta
resistência a tração, a corrosão e à fadiga. As ligas com esta faixa de estanho (10%) são
usadas para fabricação de parafusos e engrenagens para trabalho pesado, mancais e
componentes que suportam pesadas cargas de compressão, tubos, componentes para industria
têxtil, química e de papel, varetas e eletrodos para soldagem. A liga de cobre e estanho que é
desoxidada com fósforo, chama-se bronze fosforoso. Este bronze possui 98,7% de cobre e
1,3% de estanho. Pode ser conformado por dobramento, recalcamento, prensagem e
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
36
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
forjamento em matrizes, sendo facilmente unido por meio de solda, forte, de solda prata. É
muito aplicado na fabricação de contatos elétricos e mangueiras flexíveis. O bronze também
pode receber pequenas quantidades de outros elementos cuja influência é descrito abaixo:
Alumínio: Com 0,005% pode apresentar de zonas de porosidade devidas a retração ou à
retenção de gases pela película de alumina;
Antimônio: Dá com o cobre diversas fases intermediárias que aumentam a dureza mas
igualmente a fragilidade. O seu teor é, geralmente, limitado a 0,3%. Só se usa em casos
especiais;
Bismuto: Causa fragilidade devido a formação de uma película intergranular para teores
superiores a 0,04%; prejudicando a laminação;
Chumbo: O cobre e o chumbo não são miscíveis no estado líquido para teores de chumbo de
36 a 92,5%, dando, devido à diferença de densidade, lugar a heterogeneidades difíceis de
evitar. Por este motivo o teor de chumbo nos bronzes está limitado a 30%, entretanto, a
presença de 1% de níquel tende a uniformizar a distribuição dos glóbulos de chumbo na
matriz. Mesmo em teores baixos prejudica a laminação. Embora, em proporção limitada (<
4%), não é praticamente solúvel no bronze α, facilita o vazamento e melhora o aspecto
superficial da peça (ausência de porosidade) e, portanto, a estanqueidade das peças fundidas;
em porcentagem superior a 2% prejudica a resistência mecânica, mas facilita a usinagem:
Ferro: Endurece e torna os bronzes frágeis com teores superiores a 0,2%;
Fósforo: Entra na composição de bronzes bifásicos cujos constituintes são a solução sólida α
e o eutectóide. Aumenta a dureza visto que, reduzindo a solubilidade do estanho na solução
sólida α, aumenta a quantidade de eutectóide. Para teores de 0,3% de P e 10% de Sn forma-se
o constituinte Cu3P, duro que vem, em geral, associado a fase α;
Zinco: Diminui a dureza da solução sólida α o que se aproveita na cunhagem de moedas e
medalhas. Melhora a fluidez no estado líquido visto que abaixa o ponto de fusão.
Propriedades físicas
Peso específico: 8,5 a 9 kgf/dm3
Calor específico: 140 - 800 J/kg.K
Calor latente de fusão: 220 - 240 kJ/kg
Coeficiente de dilatação térmica linear: 16,5 - 19 x 10-6/K
Condutividade térmica: 50 - 90 W/m.K
Ponto de fusão: 1.140 - 1.340K
Temperatura máxima de serviço: 420 - 450K
Resistividade: 7,08 - 19,95 x 10-8 ohm.m
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
37
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades mecânicas
Ductilidade: 0,02 - 0,6 %
Coeficiente de Poisson: 0,34 -0,35
Dureza: 460 - 2.400 MPa
Módulo de Bulk: 74 - 132 GPa
Módulo de cisalhamento: 25 - 46 GPa
Módulo de elasticidade longitudinal: 70 - 120 GPa
Limite elástico: 65 - 500 MPa
Tenacidade a ruptura: 24 - 90 MPa.m1/2
Tensão de compressão: 65 - 700 MPa
Tensão de ruptura por tração:140 - 800 MPa
Constituição
A figura abaixo representa o diagrama de equilíbrio do sistema de ligas cobre e
estanho. Comporta sete fases α, β, γ, δ, ξ, ε, e η, cinco pontos peritécticos, um ponto eutéctico
e quatro pontos eutectóides. Após solidificação, e para teores de estanho de 0% a 13,5%, a
799 oC, forma-se a solução sólida α de estrutura cristalina cúbica de face centrada. Esta
solubilidade aumenta até 15,8% de
Sn à temperatura de 520
o
C para se reduzir
progressivamente a 1% à temperatura ambiente. Para ligas com 13,5% < Sn < 25,5%, dá-se a
799 oC uma reação peritéctica de que resulta o aparecimento da fase β, solução sólida de
estrutura cúbica de corpo centrado. Assim, neste intervalo as ligas podem ser bifásicas, α + β,
ou monofásicas, β. Por resfriamento, a fase β transforma-se em γ a 586 oC e esta, por sua vez,
a 520 oC sofre a transformação eutectóide (27% de Sn),
γ → α + β,
tal como nos aços, a austenita, fase γ, se transforma a 723 oC em ferrita e cementita. A solução
sólida intermediária γ é de estrutura cúbica de faces centradas e o constituinte parece ser o
composto intermediário Cu31Sn8, muito duro e frágil; para fase ε atribui-se a composição
Cu3Sn. Entretanto, como o equilíbrio é difícil de se obter, a estrutura α + ε só se obtém depois
de tratamento térmico prolongado a baixa temperatura nas ligas de até 15% de Sn. As ligas
fundidas estão fora de equilíbrio e tem uma estrutura α + eutectóide (α + δ).
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
38
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 3.12 - Diagrama de fases da liga binária Cu-Sn.
a)
b)
c)
FIGURA 3.13 - Micrografias de bronzes. a) Cu-Sn 5% (laminado e recozido)
[fase α]; b) Cu-Sn 16% (recozido) [fase α + δ] ; c) Cu-Sn 10%, Pb
5%
Os bronzes industriais, em que Sn é menor que 20% (com exceção dos destinados a
sinos), são então constituídos à temperatura ambiente ou só pela fase α, monofásicas, ou pelas
fases α + δ, a não ser que por têmpera se mantenha a fase β à temperatura ambiente. O limite
entre estas duas estruturas parece tender para a do cobre quando a temperatura abaixa; mas o
equilíbrio não é atingido a baixa temperatura senão em condições especiais (endurecimento a
frio e recozimento prolongado) e, na prática, o limite entre os dois domínios é marcado
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
39
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
aproximadamente pela linha pontilhada no diagrama. Por outro lado, o grande intervalo de
solidificação dá lugar a zonamento pronunciado e a difusão é tão lenta que o constituinte δ
chega a aparecer em fundições com 7% de Sn. Deste fato resulta que, ligas com maior
porcentagem de estanho são de difícil laminação, a não ser após recozimentos prolongados
para homogeneizar a solução sólida. Assim, as ligas de alto teor de estanho são deformáveis a
quente (fases α + β) ou deformáveis a frio após recozimento e têmpera.
No que se refere às propriedades mecânicas, verifica-se que melhoram com o teor de
estanho até 13% (sol, sólida α), mas a partir deste valor as ligas tornam-se cada vez mais
frágeis e duras devido à presença da fase δ.
Bronzes α: São maleáveis a frio e a quente, enquanto que os outros bronzes só podem ser
trabalhos a quente acima de 600 oC para se obter as soluções sólidas α e β; por deformação a
frio podem adquirir características mecânicas interessantes. No entanto, o teor de estanho
deve ser tanto mais baixo quanto o trabalho for mais difícil. Por isso é limitado a 4% na
fabricação de tubos; a 7% nas ligas destinadas a fabricação de fios; mas para folhas laminadas
pode alcançar 10%. Uma dessas propriedades mais interessantes, que e aproveitada na
fabricação de molas, resulta de, após endurecimento a frio, apresentar um elevado limite de
elasticidade. De um modo geral, estas ligas têm boa resistência ao desgaste e muito boa
soldabilidade.
Bronzes α + ε: Estas ligas têm boas propriedades autolubrificantes, visto que apresentam
grãos duros em uma matriz muito plástica (α). Dado o intervalo de solidificação, as peças
fundidas de bronze são melhores, no que se refere a homogeneização da matriz do que os
latões. devido a menores retrações. Em contrapartida, são mais caras. A cor dos bronzes varia
apreciavelmente com o teor de estanho, sendo avermelhada até 5% e amarelo claro acima de
15%.
Tratamentos térmicos
O recozimento é amplamente utilizado para homogeneizar os produtos fundidos e para
redução de dureza devido ao encruamento por deformação a frio. Se efetua têmpera nos
bronzes com mais de 13% de Sn para evitar a precipitação da fase δ. É uma têmpera
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
40
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
martensítica em que as fases são α ou α + β de acordo com o teor de estanho. Da mesma
forma pode-se evitar, por têmpera, a estrutura α + δ, mantendo-se a fase β à temperatura
ambiente, do que resulta melhor resistência e facilidade de deformação devido ao fato de, ao
contrário do que acontece nos aços, o material fica mais macio dada a ausência da fase δ. No
entanto, este tratamento não é, em geral, aconselhado visto que há outras ligas mais baratas
que os bronzes com propriedades equivalentes obtidas por este tratamento. Por este motivo
ligas com teores de Sn maiores que 7% são usadas apenas em fundição.
Aplicações
As qualidades autolubrificantes e boa resistência à corrosão são as principais
aplicações dos bronzes. Por outro lado, a dificuldade de usinagem e boas qualidades de
fundição levam a utilizá-los principalmente sob a forma de peças fundidas:
- As ligas de 4% a 10% de Sn são usadas para fabricação de medalhas e moedas;
- As ligas de 10% ou 12% de Sn são usadas para fabricação de torneiras, acessórios de
tubulações, casquilhos, discos de fricção;
- As ligas de 14% ou 18% de Sn são usadas para fabricação de peças que exijam boa
resistência ao desgaste por abrasão e resistência a água do mar.
FIGURA 3.14 - Aplicações do bronze.
Os bronzes com teor acima de 20% de Sn são usados para fabricação de sinos onde a
sonoridade parece estar relacionada a fase δ (Cu31Sn8), podendo o teor de estanho atingir 30%
com baixos teores de zinco e de chumbo. Com o desenvolvimento da tecnologia foram
criados os bronzes especiais que contém pouco estanho ou que não contém estanho.
Bronze ao zinco: Corresponde a composições de até 2% de zinco e esse teor é sempre
inferior ao de estanho. As ligas de 3,5% de Sn e 1,5% de Zn são empregados na fabricação de
moedas e medalhas.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
41
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Bronze ao fósforo: São também chamados bronze fosforoso. Nas ligas destinadas a fundição
o estanho varia de 5 a 13% e o fósforo de 0,3% a 1%. Usam-se para peças de máquinas
resistentes ao desgaste ou sujeitos a esforços elevados como rodas dentadas.
Bronze ao chumbo: Os teores de chumbo podem variar de 8 a 20% e até 30% e o estanho
até 10%. Podem funcionar sem lubrificante e suportam cargas maiores que as ligas
antifricção.
Bronze de alumínio: Possui normalmente 13% de alumínio, sendo que é empregado na
laminação a frio de chapas resistentes a corrosão, na fabricação de tubos de condensadores,
evaporadores e trocadores de calor, recipientes para industria química, autoclaves, instalações
criogênicas, componentes de torres de resfriamento, engrenagens e ferramentas para
conformação de plásticos, hastes e hélices navais, buchas e peças resistentes à corrosão.
Bronze ao silício: Com até 4% de silício, apresenta alta resistência à ruptura e alta
tenacidade. É usado para fabricação de peças para a indústria naval, pregos, parafusos,
tanques para água quente, tubos para trocadores de calor e caldeiras.
Bronze ao berílio: Contém até 2% de berílio, possui alta resistência a corrosão e à fadiga,
alta condutividade elétrica e alta dureza, conservando a tenacidade. Estas características são
adquiridas após o tratamento térmico. Por sua alta resistência mecânica e propriedades antifaiscantes, essa liga é indicada para equipamentos de soldagem e ferramentas elétricas não
faiscante.
3.2.2.3 - Ligas de cobre-alumínio
As composições mais usuais satisfazem os seguintes tipos:
Cu-Al
- Cu > 90% e Al < 10%;
Cu-Al - Fe
- Cu > 90%; Al < 7,5% e Fe < 2,5%;
Cu-Al-FeNi
- Al > 15% e Fe + Mn + Ni < 15%.
As adições de manganês, ferro e níquel melhoram o limite de elasticidade longitudinal
das ligas bifásicas. O manganês melhora a fluidez no estado líquido.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
42
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Constituição
Os domínios do diagrama de equilíbrio relacionados com as ligas que, industrialmente
têm mais interesse, estão representados na figura abaixo. O diagrama abrange os teores de 0 a
100%, embora as ligas industriais raramente tenham mais de 12% de Al.
FIGURA 3.15 - Diagrama de fases da liga binária Cu-Al.
Após a solidificação forma-se solução sólida α com até 7,4% de Al a 1.036 oC,
porcentagem que aumenta até 9,4% por resfriamento a 565 oC, mantendo-se este valor até
temperatura ambiente. Entretanto, como há dificuldade em estabelecer o equilíbrio, a fase β
aparece já para 7% de Al. Para teores de Al > 7,4% aparece uma mistura de α + β ou só a fase
β. As fases α + β correspondem a um eutéctico de 8,3 % de Al formado a 1.036 oC,
temperatura bastante elevada que provoca a sua coalescência de modo que, à temperatura
ambiente, não se encontra a microestrutura eutéctica. Quando a temperatura baixa, o domínio
β reduz-se e desaparece a 565 oC dando lugar ao eutectóide α + γ2, com cerca de 12% de
alumínio, e que é do tipo lamelar. Assemelhando-se a perlita dos aços. A fase β é mais dura e
mais frágil que a fase α, mas, como a dos latões, pode ser trabalhada a quente. A fase γ2 é
muito dura e frágil e a sua existência em pequenas quantidades aumenta a resistência da liga
e, em grandes quantidades, fragiliza o material e, por isso, o teor de alumínio raramente vai
além de 12%.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
43
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
As ligas de cobre alumínio que se utilizam são todas hipoeutectóides, sendo
monofásicas (α) de teor de alumínio até 8,5% (na prática 7%) e bifásicas (α + eutectóide ou α
+ β) as de 8,5% e 12% de Al. Estas têm um ponto de fusão relativamente elevado ( > 1.000
o
C) e um intervalo de solidificação muito estreito. Estes dois fatos dão lugar a forte retração
na fundição e tendência notável para rechupe ou vazio. A compacidade das peças de fundição
espessas, como hélices de turbinas, pode ser comprometida pelos gases que tendem a
desenvolver-se no decurso da solidificação, devendo por isso a liga, no estado líquido, ser
cuidadosamente desgasificada. Da mesma forma a presença de alumínio dá lugar a formação
de uma película de alumina na superfície do banho que pode ser arrastada para o interior e
comprometer a coesão da liga.
Ligas α: A resistência cresce regularmente com o teor de alumínio e, por isso, a liga mais
usual é a que tem em torno de 7% de Al. Endurecem por deformação a frio e são facilmente
conformáveis a frio ou a quente. Dão estrutura maclada por recozimento, após trabalho a frio.
Ligas bifásicas, (α + γ2): Têm características mecânicas mais elevadas que as anteriores com
exceção da resiliência. Destinam-se ao trabalho a quente, forjamento, lamiminação ou
fundição sob pressão. Não apresentam zona de fragilidade a quente e, como o solidus
corresponde a temperaturas mais elevadas que nas outras ligas de cobre. As ligas de cobrealumínio têm um módulo de elasticidade de 11 GPa e peso específico de 7,6 kgf/dm3,
permitindo grande economia de material em relação a outras ligas de igual resistência. A liga
de 20% de Al, temperada e revenida, tem características idênticas a de um aço meio doce.
Devido a película protetora de alumina que se forma na superfície, estas ligas resistem bem a
atmosferas urbanas ou marítimas e a água doce e salina.
Tratamentos térmicos
Estas ligas, tal como os aços, têm possibilidade de ser submetidos a tratamentos
térmicos. A têmpera martensítica realiza-se a partir da temperatura de 850 oC a 900 oC e é
seguida de revenido a 550 - 650 oC durante 2 h. A têmpera impede a precipitação do
eutectóide e o revenido dá lugar a um precipitado muito fino. Se a liga for revenida entre 350
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
44
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
o
C a 560 oC formam-se pequenas partículas do constituinte e a estrutura é semelhante a perlita
fina, isto é, α + β → α + (α + γ2).
Aplicações
Dadas as boas propriedades mecânicas e resistência à corrosão, aplicam-se em
construção mecânica, hélices, tubos de condensadores, peças de bombas, moedas, etc. Devido
à sua cor, semelhante ao ouro são usadas em bijuteria.
Ligas de 5 a 7% de Al - Tubos de trocadores de calor;
Ligas de 9 a 10% de Al - Instrumentos elétricos, recipientes para substâncias ácidas e
alcalinas;
Ligas de 8% de Al, 3% de Fe, 12% de Mn - É a liga superstone; de alta resistência ao
impacto (40 J Izod) e tensão de ruptura a tração 70 kgf/mm2.
3.2.2.4 - Cuproníquel
As últimas ligas do cobre são aquelas que o níquel participa com 5 a 50%. São
maleáveis e resistem particularmente bem corrosão. São sensíveis a corrosão sob tensão
apenas em meio amoniacal. Esta sensibilidade é máxima para 12% de Ni e desaparece,
conforme o teor de ferro presente, para 40% de Ni (0,1% de Fe) ou para 30% de Ni ( 0,5% <
Fe < 1%). A partir de 20% de níquel, a liga apresenta cor branca. Essas ligas têm boa
ductilidade, resistência mecânica e a oxidação, boa condutividade térmica; facilmente
conformáveis, pode ser transformadas em chapas, tiras, fios, etc. Podem ser unidas pela
maioria dos métodos por solda forte e por solda de estanho. Até 30% de níquel a liga é usada
em medalhas e na fabricação de resistores, etc. As ligas com teores de níquel na faixa de 35 a
57% recebem o nome de constantan e são usadas para fabricação de resistores e termopares.
As ligas de cobre e níquel são solúveis no estado líquido e totalmente miscíveis no
estado sólido. Correspondem, portanto, sempre a soluções sólidas do tipo α. A estrutura da
solução sólida é cúbica de face centrada; o parâmetro apresenta um mínimo e o peso
específico de 8,94 kgf/dm3 para 32,2% de Ni. O ponto de Curie desce linearmente de 368 oC
(para o níquel puro) para 0 oC na liga com 31,5% de Cr.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
45
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 3.16 - Diagrama de fases da liga binária Cu-Ni.
Propriedades físicas
Material
Composição
90/10
10% de Ni /
1,5% de Fe /
1% de Mn /
Cu
Peso específico (kgf/dm3):
8,7 - 8,75
Calor específico (J/kg.K):
384,5 - 384,6
Calor latente de fusão (kJ/kg):
220 - 240
-6
Coeficiente de dilatação térmica linear (10
16 - 17
K-1):
Condutividade térmica (W/m.K):
30 - 33
Ponto de fusão:
1440 - 1450
Temperatura máxima de serviço:
470 - 480
Resistividade (ohm.m):
26,9 - 30,9
80/20
70/30
20% de Ni /
30% de Ni /
0,5% de Mn / 1,25% de Fe /
Cu
0,8% de Mn/
0,5% de Si /
Cu
8,85 - 8,89
8,85 - 8,89
384,8 - 384,9 384,8 - 384,9
220 - 240
220 - 240
16 - 17
16 - 17
19 - 23
1460 - 1510
440 - 470
32,4 - 37,15
40 - 44
1390 - 1420
420 - 450
20,42 - 22,91
Propriedades mecânicas
Material
Composição
Ductilidade (%):
PROF. CLÁUDIO ROBERTO LOSEKANN
90/10
10% de Ni /
1,5% de Fe /
1% de Mn /
Cu
0,2 - 0,3
- 2.001
80/20
70/30
20% de Ni /
30% de Ni /
0,5% de Mn / 1,25% de Fe /
Cu
0,8% de Mn/
0,5% de Si /
Cu
0,38 - 0,4
0,3 - 0,35
46
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Coeficiente de Poisson:
Dureza (MPa):
Módulo de Bulk (GPa):
Módulo de cisalhamento (GPa):
Módulo de elasticidade longitudinal (GPa):
Limite elástico (MPa):
Tenacidade a ruptura (MPa.m1/2):
Tensão de compressão (MPa):
Tensão de ruptura por tração (MPa):
0,34 - 0,35
1200 - 1650
156,6 - 162
53,7 - 55,5
145 - 150
310 - 490
29,7 - 41,3
310 - 490
400 - 550
0,34 - 0,35
800 - 850
156,6 - 162
53,7 - 55,5
145 - 150
110 - 120
70,4 - 73,1
110 - 120
330 - 340
0,34 - 0,35
1000 - 1100
156,6 - 162
53,7 - 55,5
145 - 150
128 - 140
65,5 - 68,3
128 - 140
290 - 310
Tratamentos térmicos
Após recozimento, as microestruturas são idênticas. O recozimento de amolecimento é
feito a 550 oC - 690 oC e não deve ir além de 800 oC para evitar a precipitação de carbono
presente.
Aplicações
Ligas de Ni < 25% - Moedas e tubos de condensação para água do mar;
Ligas de 35% a 50% de Ni (constantan) - É usada em resistências elétricas e termopares. A
sua resistividade elétrica é de 41 μΩ.cm e praticamente independente da temperatura no
intervalo de 20 a 250 oC. Severamente deformada, o valor da tensão de ruptura a tração é
igual a 77 kgf/mm2.
Ligas de 54% a 66% de Cu, 9% a 26% de Ni e 17 a 45% de Zn (alpacas ) - São utilizados
com artigos de decoração de ourivesarias, resistência elétricas.
Ligas de 30% de Cu e 67% de Ni (monel ) - São resistentes a água salina, álcalis, ácidos
sulfúrico, sulfuretos de sódio. Tem pouca resistência ao ácido nítrico e cianetos. As
características mecânicas do monel recozido são σe = 250 MPa, σe = 550 MPa, e 70 HB de
dureza; e do monel extrudado, σe = 600 MPa, σe = 770 MPa, e 100 HB de dureza.
FIGURA 3.17 - Aplicações do cuproníquel.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
47
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
3.2.2.5 - Ligas de cobre e berílio
Estas ligas apresentam elevada resistência à tração e à fadiga e elevado limite de
elasticidade, elevada resistência ao desgaste e
a corrosão. São utilizadas em molas de
instrumentos, tubos de Bourbon, diafragmas e cabos flexíveis, clipes, moldes, componentes
de alta condutividade e componentes elétricos que necessitam alta resistência mecânica,
componentes eletrônicos, em martelos e outras ferramentas quando é necessário propriedades
não magnética. São também usadas em matrizes para fundição.
A solubilidade do berílio no cobre varia com a temperatura. Com a composição de
1,8% de berílio e 0,5% de cobalto ou níquel, obtêm-se ligas com características interessantes
após endurecimento por revenido devido a precipitação. Por têmpera, a partir de 800 oC,
produz-se uma solução macia sobressaturada que pode ser endurecida por trabalho a frio. São
portanto facilmente deformadas na condição de peça fundida ou temperada.
FIGURA 3.18 - Diagrama de fases da liga binária Cu-Be.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
48
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Peso específico: 8,25 a 8,75 kgf/dm3
Calor específico: 390 - 413 J/kg.K
Calor latente de fusão: 220 - 240 kJ/kg
Coeficiente de dilatação térmica linear: 16,5 - 1,5 x 10-6/K
Condutividade térmica: 85 - 210 W/m.K
Ponto de fusão: 1.135K no eutéctico de 5,3% de Be
Temperatura máxima de serviço: 330 - 470K
Resistividade: 15,85 - 19,20 x 10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,01 - 0,45 %
Coeficiente de Poisson: 0,34 -0,35
Dureza: 600 MPa
Módulo de Bulk: 130 - 150 GPa
Módulo de cisalhamento: 45 - 52 GPa
Módulo de elasticidade longitudinal: 120 - 138 GPa
Limite elástico: 110 - 1200 MPa
Tenacidade a ruptura: 15 - 70 MPa.m1/2
Tensão de compressão: 110 - 1200 MPa
Tensão de ruptura por tração:300 - 1450 MPa
3.2.2.6 - Ligas de cobre e silício
Têm composições dos tipos: Cu > 95%; Si < 5% e Cu > 90%; Si < 3% e Al + Fe +
Mn + Sn + Zn < 7%. Só tem interesse as ligas monofásicas até 4% de Si. São maleáveis e
dúcteis, embora menos que o cobre. São deformáveis a quente e a frio. Por endurecimento,
devido a trabalho a frio, obtém-se resistências muito elevadas (750 MPa para 1% de Si). A
condutividade elétrica é melhorada com a adição de 1,4% de níquel, conseguindo-se obter um
valor que é 40% em relação ao cobre. São aplicadas nas linhas telefônicas.
3.3.3 - NORMALIZAÇÃO DAS LIGAS DE COBRE
As ligas de cobre são classificadas em dois grupos: ligas dúcteis e ligas para fundição.
Dentro de duas classificações elas ainda são designadas com sua composição química. Onde
está estabelecido é a NBR 7554, é baseada na ASTM. As ligas dúcteis são designadas a
seguinte maneira.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
49
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Classe
C 1XXXX
C 2XXXX
C 3XXXX
C 4XXXX
C 5XXXX
C 6XXXX
C 7XXXX
Liga dúcteis
Cobre puro e ligas com alto teor de cobre
Cobre-zinco
Cobre-zinco-chumbo
Cobre-zinco-estanho
Cobre-estanho
Cobre-alumínio, cobre-silício, cobre-zinco
( especiais )
Cobre-níquel ou cobre-níquel-zinco
Designação comum
Cobre
Latões
Latões com chumbo
Latões especiais com estanho
Bronzes
Bronzes de alumínio, bronze
de silício. Latões especiais
Alpacas
As ligas são identificadas pela letra C, seguida de cinco algarismos. O primeiro ou os
dois primeiros algarismos indicam a classe do material e os dois últimos referem-se a
identificação desse material. Considere a liga C 22000, esse código indica que é uma liga de
cobre e zinco, conhecida popularmente como latão.
Classe
C 80XXX a C 81100
C 81XXX a C 82XXX
C 83XXX a C 84XXX
C 85XXX
C 86XXX
C 87XXX
C 90XXX a C 91XXX
C 92XXX
C 93XXX a C 945XX
C 947XX a C 949XX
C 95XXX
C 96XXX
C 97XXX
C 98XXX
C 99XXX
Liga para fundição
Cobre puro
Ligas com elevado teor de cobre (
exceto 81100 )
Cobre-estanho-zinco com ou sem
chumbo e com teor de zinco igual
ou maior que do estanho
Cobre-zinco (com ou sem chumbo )
Cobre-zinco
Designação comum
Cobre com pequenas
adições
Bronzes especiais
Latões
Latões
especiais
de
elevada
resistência
mecânica
Cobre-silício
Bronze de silício
Cobre-estanho; cobre-estanho-zinco Bronzes;
bronzes
com teor de zinco inferior ao de especiais.
estanho
Cobre-estanho
com
chumbo; Bronzes.
Cobre-estanho-zinco com chumbo e Bronzes especiais.
teor de zinco inferior ao de estanho
Cobre-estanho com elevado teor de Bronzes.
chumbo; cobre-estanho-zinco com Bronzes especiais.
elevado teor de chumbo.
Cobre-estanho-níquel com outros Bronzes com níquel
elementos
Cobre-alumínio
Bronzes com alumínio
Cobre-níquel-ferro
Cobre-níquel-zinco com outros Alpacas
elementos
Cobre-chumbo
Ligas diversas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
50
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Nesta segunda tabela, o sistema de designação é o mesmo. Veja um exemplo: C
94400, na tabela existem várias ligas da classe 9. A que foi escolhida está entre 93XXX e
945XX, portanto C 94400 é uma liga cobre-estanho com elevado teor de chumbo ou liga de
cobre-estanho-zinco com elevado teor de chumbo, designando um bronze comum ou especial.
4 - NÍQUEL E SUAS LIGAS
4.1 - INTRODUÇÃO
O níquel comercialmente puro, Ni > 99,98%, é obtido por eletrólise. É um metal
branco de brilho intenso quando polido, tendo todas as qualidades mecânicas e tecnológicas
que podemos exigir de um metal: maleabilidade, fusibilidade, soldabilidade aliada a uma boa
resistência mecânica e tenacidade. Muito importante tanto na metalurgia de ligas ferrosas
quanto na de não ferrosas. É mais resistente a corrosão e oxidação do que o ferro. Seu minério
é a garnierita com aproximadamente 5% de Ni. O processo de extração se faz de modo
semelhante ao do cobre, sendo o níquel bruto submetido, na última fase, a uma refinação
eletrolítica. O níquel é um metal que ligado a outros transmite propriedades distintas e
características na liga resultante. Para certas ligas assegura resistência a corrosão; a outras
assegura módulo de elasticidade constante numa extensa faixa de temperatura.
4.2 - PROPRIEDADES DO NÍQUEL E SUAS LIGAS
4.2.1 - NÍQUEL
As aplicações mais comuns do níquel e suas ligas é para equipamentos que devem
suportar temperatura elevada como pás e discos de turbinas, queimadores, ligas magnéticas,
elementos térmicos, tubos de fornos da engenharia química e em tratamentos de superfície
como niquelagem de peças. Os principais processos de fabricação de peças a base de níquel
são fundição, usinagem, conformação mecânica e metalurgia do pó.
O níquel industrial contém sempre um pouco de carbono, cobalto < 0,5%, cobre <
0,1%, Fe < 0,25% e Si < 0,25%. O enxofre pela sua ação fragilizante deve ser limitado a
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
51
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
0,005%. O níquel destinado a elaboração das ligas deve ser de no mínimo de 98,5% de
pureza.
Propriedades físicas
Massa atômica: 58,71 g
Peso específico: 8,9 kgf/dm3
Estrutura cristalina (20 oC): CFC, a = 0,352 nm
Ponto de fusão: 1.451 oC [1.724,15K]
Ponto de ebulição: 2.730 oC
Coeficiente de dilatação térmica linear: (20 oC): 13,3 x 10-6/ oC [13,3.10-6/K]
Resistividade: (20 oC): 6,76 μΩ.cm [6,76.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,21 cal.cm-1.s-1. oC-1 [11 -90 W/m.K]
Ponto de Curie: 358 oC
Calor específico: 381 - 520 J/kg.K
Calor latente de fusão: 284 - 300 kJ/kg
Temperatura máxima de serviço: 600 oC [873,15K]
Propriedades mecânicas
Ductilidade: 0,04 - 0,6%
Coeficiente de Poisson: 0,3 - 0,32
Dureza: 110 HB
Módulo de Bulk: 165 - 200 GPa
Módulo de cisalhamento: 69 - 90 GPa
Módulo de elasticidade longitudinal: 180 - 234 GPa
Limite elástico: 150 a 1600 MPa
Tenacidade a ruptura: 60 - 130 MPa.m1/2
Tensão de compressão: 180 MPa
Tensão de ruptura por tração: 400 MPa
Alongamento: 40%
Estricção: 45%
Estas características, com exceção do módulo de elasticidade longitudinal
correspondem ao metal recozido. Como conseqüência da sua estrutura cristalina e como
evidenciam as suas propriedades mecânicas, o níquel é muito maleável e é o mais tenaz de
todos os metais puros. Oferece também boa resistência ao desgaste.
Propriedades químicas
O níquel tem elevada resistência á corrosão. E inalterável ao ar úmido e resiste é maior
parte dos agentes químicos. Tem boa resistência aos álcalis, amônia, soluções salinas e ácidos
orgânicos. É atacado unicamente pelo ácidos nítrico, sulfúrico e clorídrico. Em temperaturas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
52
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
superiores a 375 oC, o níquel é susceptível de um ataque geral bastante ativo e de um ataque
intergranular por gases que contenham enxofre ou compostos sulfurados, devido a formação
de filmes intracristalinos de Ni3S2 que funde a 787 oC e que pode dar com o níquel um
eutéctico de ponto de fusão ainda mais baixo, 645 oC. A dessulfuração é feita com manganês
e magnésio que dão lugar a sulfuretos que não formam eutécticos com o níquel. A absorção
de oxigênio fragiliza o metal e na sua desoxidação utilizam-se adições de boro e de titânio.
Aplicações
As principais aplicações do níquel residem na excelente resistência a corrosão e como
componente de diversas ligas. Cerca de 64% do Ni produzido é empregado para adições no
aço e no ferro fundido, 14% às ligas de Cu e Zn, 9 % em ligas à base de níquel tais como Ni
maleável, 9 % em galvanoplastia e 3% para ligas de resistência elétrica e peças resistentes ao
calor. Assim, emprega-se nas indústrias químicas e de alimentos, em revestimentos
eletrolíticos ou químicos, chapas de aço recobertas de níquel por laminação, folhas de níquel ,
etc. Na construção mecânica a sua maior utilização é como revestimento, instrumentos
cirúrgicos, moedas, etc.
FIGURA 4.1 - Aplicações do níquel.
4.2.2 - LIGAS DE NÍQUEL
O níquel forma soluções sólidas de substituição com numerosos metais dos quais, os
de maior interesse são o cobre, o ferro e o cromo. Entra, além disso, como componente
secundário em várias ligas como latão, bronze, aços inoxidáveis. É componente principal.
principal dos seguintes sistemas de ligas: níquel-berílio, níquel-cromo, níquel-molibdênio e
níquel-cobalto. Estas ligas são monofásicas e quando intervém uma segunda fase é, em geral,
sob a forma de precipitado e dá lugar a endurecimento estrutural.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
53
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
4.2.2.1 - Ligas de níquel e berílio
A importância destas ligas deve-se a possibilidade de endurecimento estrutural, tal
como nos casos das ligas cobre-berílio, com a vantagem de se usar um teor de berílio mais
baixo e a dureza obtida ser mais elevada. Assim, a liga com 2% de Be, tratada após
endurecimento por deformação a frio, obtém-se resistência a tração de 1.850 MPa e um
alongamento de 8% que assegura a sua aplicação em agulhas para injeção, molas, etc. A
dureza pode ser ainda aumentada com 1% de Ti em ligas utilizadas para esferas inoxidáveis
para mancais de rolamentos.
4.2.2.2 - Ligas de níquel e cromo
Neste sistema, de miscibilidade parcial no estado sólido, as ligas de maior interesse
são as ligas monofásicas de estrutura CFC, isto é, com Ni > 70%. A adição de ferro é,
estruturalmente, equivalente ao níquel. A liga mais clássica é a liga NiCr 20 (Nimonic) que, a
altas temperaturas, apresenta boa resistência à oxidação. Mantendo durante tempo prolongado
a 1.100 oC, não apresenta fragilidade de sobreaquecimento. Esta liga é usada em resistências
elétricas visto que a sua resistividade é bastante elevada e varia pouco com a temperatura. As
ligas NiCr 50 servem para fundição e são usadas em caldeiras e refinarias. Adições de nióbio
e zircônio melhoram a ductilidade e a fluência. Pertencem a este tipo as ligas Nicrome (60%
de Ni; 16% de Cr; 24% de Fe) e Inconel (60% de Ni; 16% de Cr; 24% de Fe).
4.2.2.3 - Ligas de níquel e molibdênio
São como as ligas de níquel - berílio, ligas susceptíveis de endurecimento estrutural.
Após têmpera em água, entre 800 oC e 1.200 oC, obtêm-se uma liga macia que pode endurecer
por revenido a 600 - 800 oC, obtendo se tensões de ruptura a tração de 860 MPa e uma dureza
de 270 HB. Se for deformada a frio e depois revenido, a resistência sobe para 1.080 MPa e
com dureza de 310 HB. Com adição de ferro formam-se ligas complexas, conhecidas por
hastelloys de excepcional resistência a ácidos em altas temperaturas e de elevada resistência
mecânica. A tabela abaixo mostra a composição e aplicação destas ligas.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
54
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Tipo
Hastelloy A
Hastelloy B
Hastelloy C
Ni
56
62
53
Composição (%)
Resistência a corrosão
Mo Fe Cr W
22 22
Ácido clorídrico
32
6
Ácido clorídrico
19
6 17 5 Agentes oxidantes, soluções a base de cloro e ácido
nítrico
5 - COBALTO E SUAS LIGAS
5.1 - INTRODUÇÃO
O cobalto foi empregado pela primeira vez como metal de adição nas ferramentas de
aços rápido em meados de 1.910, mas apenas a partir de 1.950 seu uso teve maior importância
para fabricação de ligas complexas como turbinas e pastilhas cerâmicas.
5.2 - PROPRIEDADES DO COBALTO E SUAS LIGAS
5.2.1 - COBALTO
Consegue-se obter um elevado grau de pureza, 99,9%, mesmo por fusão e vazamento.
Pelo processo de fusão por zona flutuante consegue-se um grau de pureza de Co = 99,98%.
As aplicações mais comuns são em implantes cirúrgicos. Também é utilizado para melhorar
propriedades dos aços em relação as resistência a alta temperatura. Os principais processos de
fabricação de peças a base de cobalto são fundição, usinagem, conformação mecânica e
metalurgia do pó. Taxa de reciclagem: 0,05 - 0,1
Propriedades físicas
Massa atômica: 58,93 g
Peso específico: 8,9 kgf/dm3
Estrutura cristalina (20 oC): α
HC, c/a = 1,623 nm
β
CFC, a = 0,361 nm
Temperatura de transformação: β → α: 427 oC [700,15K]
Ponto de fusão: 1.493 oC [1.766,15K]
Ponto de ebulição: 3.100 oC
Coeficiente de dilatação térmica linear: (20 oC): 13,8 x 10-6/ oC [13,8.10-6/K]
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
55
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Resistividade: (20 oC): 6,4 μΩ.cm [6,4.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,165 cal.cm-1.s-1. oC-1
Ponto de Curie: 1.121 oC
Calor específico: 456 - 520 J/kg.K
Calor latente de fusão: 260 - 266 kJ/kg
Permeabilidade magnética: 68 até 245 gauss/oersted
Propriedades mecânicas
Ductilidade: 0,03 - 0,3 %
Coeficiente de Poisson: 0,31 - 0,32
Dureza: 125 HB [1.250 MPa]
Módulo de Bulk: 175 - 186 GPa
Módulo de cisalhamento: 76 - 95 GPa
Módulo de elasticidade longitudinal: 21 GPa
Limite elástico: 240 MPa
Tenacidade a ruptura: 25 - 40 MPa.m1/2
Tensão de compressão: 345 - 1.500 MPa
Tensão de ruptura por tração: 760 - 2.100 MPa
Alongamento: 8 %
O cobalto pode ser utilizado em trabalho a frio e a quente, sobretudo a quente (forma
β) e pode ser extrudado em arame fino.
Aplicações
É essencialmente utilizado como elemento de liga, aproveitando-se especialmente as
suas propriedades refratárias, magnéticas e de resistência a abrasão.
FIGURA 5.1 - Aplicações do cobalto.
5.2.2 - LIGAS DE COBALTO
Estas ligas são caracterizadas por propriedades muito especiais: refratariedade,
propriedades magnéticas especificas, boa resistência à corrosão, propriedades mecânicas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
56
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
excelentes, etc. São, em geral, ligas muito complexas que, segundo a composição, podem se
classificar nos tipos que constam a tabela abaixo.
Tipo
Superligas
HS 23
Co
66
Alnicos
5 - 35
Estelites
40 - 65
Ni
2
Composição (%)
Cr
Fe
24
1
12 - 25 25 - 35
C
0,4
Dif.
>1
Invar
54
9,5
Vitalium
64
30
36,5
Aplicações
Mn
0,3 -0,6 Peças resistentes em
temperaturas
elevadas, fundição de
precisão
Al
Imãs permanentes
5 - 11
Peças resistentes a
corrosão e a abrasão
(ferramentas, tesouras,
válvulas)
Instrumentos
de
precisão
5
Próteses
6 - TITÂNIO E SUAS LIGAS
6.1 - INTRODUÇÃO
O Titânio é um metal não-ferroso que ganhou importância estratégica há somente 40
anos por sua alta resistência mecânica ,alta resistência a corrosão e por ter, aproximadamente,
55% da densidade do aço. O fato mais interessante a respeito do titânio é que, embora ele
exista em grande quantidade na crosta terrestre , o custo de sua obtenção é muito alto. Em
contado com o ar, forma-se, em sua superfície, um oxido impermeável e protetor muito
importante em um meio muito corrosivo. Disso decorre sua propriedade mais importante: a
resistência a corrosão a água salina e outras soluções cloretos, hipocloritos e ao cloro úmido e
a resistência ao acido nítrico. Essa qualidade torna-o ideal para a fabricação de prótese
humanais tais como componentes de válvulas cardíacas, placas e pinos para unir ossos, pois
os fluidos que existem dentro de nosso corpo são soluções salinas, com PH ácido. Elas
contêm outros ácidos orgânicos aos quais o titânio é inerte. Os processos de fabricação usuais
de peças a base de titânio são: fundição, usinagem, conformação e metalurgia do pó.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
57
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
6.2 - PROPRIEDADES DO TITÂNIO E SUAS LIGAS
6.2.1 - TITÂNIO
Este metal, tal como o zircônio, o berílio e o nióbio, passou a ter um interesse grande
com o desenvolvimento das indústrias de aviação e nucleares. O calor específico e a
condutividade elétrica e térmica do titânio são idênticas dos aços inoxidáveis. Tem
características mecânicas superiores aos do ferro que podem ser ainda melhoradas em certas
ligas, mas é pouco resistente a fluência. No titânio comercial os teores de não-metais estão,
geralmente, limitados a 0,08% de C, 0,05% de N e 0,015% de H.
Propriedades físicas
Massa atômica: 47,90 g
Peso específico: 4,43 kgf/dm3
Estrutura cristalina (20 oC): α
HC, c/a = 1,587 nm
β
CCC, a = 0,332 nm
Temperatura de transformação: β → α: 880 oC [1.153,15K]
Ponto de fusão: 1.660 oC [1.933,15K]
Ponto de ebulição: 3.260 oC
Coeficiente de dilatação térmica linear: (20 oC): 8,5 x 10-6/ oC [8,5.10-6/K]
Resistividade: (20 oC): 50 μΩ.cm [50.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,037 cal.cm-1.s-1. oC-1 [4 - 21,9 W/m.K]
Calor específico: 510 - 650 J/kg.K
Calor latente de fusão: 360 - 370 kJ/kg
Propriedades mecânicas
Ductilidade: 0,02 - 0,3 %
Coeficiente de Poisson: 0,358 - 0,364
Dureza: 200 HB [2.000 MPa]
Módulo de Bulk: 102 - 112 GPa
Módulo de cisalhamento: 35 - 50 GPa
Módulo de elasticidade longitudinal: 95 - 125 GPa
Limite elástico: 172 -1.050 MPa
Tenacidade a ruptura: 55 - 123 MPa.m1/2
Tensão de compressão: 130 - 1.400 MPa
Tensão de ruptura por tração: 241 - 1.280 MPa
Alongamento: 28 %
Propriedades químicas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
58
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Em temperatura elevada, tem grande afinidade com o oxigênio, nitrogênio, carbono e
hidrogênio, não-metais que o tornam frágil. Resiste bem a todos os meios naturais (atmosfera,
água salina, e a numerosos produtos químicos, em particular os que contém cloro. É atacado
por soluções concentradas de ácidos, até mesmo os orgânicos, Acima de 350 oC, o titânio é
susceptível de corrosão sob tensão em presença de cloretos.
Aplicações
Os elementos que são adicionados as ligas resistentes corrosão são: paládio (Pd), molibdênio,
alumínio, níquel, manganês e estanho. Essas ligas são usadas na fabricação de próteses. Ligas
de titânio com alumínio e estanho e alumínio e vanádio são usadas em aplicações muito
especiais, pois apresentam resistência específica, ou seja, relação resistência mecânica/peso
muito elevadas em temperaturas abaixo de zero (entre -196 e -269 ºC ). Por isso, elas são
empregadas em vasos de pressão que fazem parte do sistema de controle de propulsão e
reação dos foguetes que transportaram as naves Apollo e Saturno e dos módulos lunares. São
empregados também em rotores de bombas usadas para bombear hidrogênio líquido.
FIGURA 6.1 - Aplicações do titânio.
6.2.2 - LIGAS DE TITÂNIO
São, em geral, ligas muito complexas que, segundo a composição, podem se
apresentar conforme a influência dos elementos adicionados e suas aplicações de acordo com
a tabela abaixo.
ELEMENTO
ADICIONADO
PROF. CLÁUDIO ROBERTO LOSEKANN
INFLUÊNCIAS
- 2.001
APLICAÇÕES
59
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Alumínio,
vanádio.
Molibdênio,
estanho.
molibdênio, Resistência a temperaturas
elevadas.
zircônio
e Resistência mecânica e à
corrosão sob tensão; menor
ductilidade.
Alumínio, molibdênio e Elevada
resistência
silício.
específica
e
a
altas
temperaturas; resistente à
corrosão.
Molibdênio, níquel e paládio. Resistência à corrosão em
salmoura a altas temperaturas
e em meios oxidantes e
redutores.
Estruturas aeroespaciais.
Geradores de
vapor e a gás.
turbinas
a
Peças estruturais de naves
supersônicas.
Tanques e tubulações em
indústrias químicas.
7 - MAGNÉSIO E SUAS LIGAS
7.1 - INTRODUÇÃO
O magnésio é um metal branco, leve com ponto de fusão 650 ºC. Inalterável ao ar
seco. Suas principais aplicação eram em certos processos químicos e pirotécnico. Na indústria
aeronáutica, bem como na indústria automobilística, magnésio desempenha um papel
importante. A propriedade mais importante do magnésio é seu baixo peso específico 1,74
gf/cm³. Outra propriedade importante aliada ao magnésio e suas ligas é facilidade de ser
usinado. O coeficiente de dilatação térmica linear é maior do que o coeficiente de dilatação
térmica linear do Al e a maioria de suas ligas ferrosas. A baixa resistência a corrosão é uma
das desvantagens do magnésio. Devem ser adequadamente protegidas a sua superfície. Ao
contrário do Al, o magnésio e suas ligas formam uma película natural de hidróxido de
magnésio ou de carbonato de magnésio que facilita a continuação do ataque.
7.2 - PROPRIEDADES DO MAGNÉSIO E SUAS LIGAS
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
60
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
7.2.1 - MAGNÉSIO
Nas características acima descritos, tem influência o tamanho de grão do metal. De
acordo com a sua estrutura cristalina, a maleabilidade é baixa e por isso a obtenção de peças
só pode ser feita por fundição e trabalho a quente à temperatura de 300 a 900 oC. O magnésio
pode ser obtido bastante puro (Mg > 99,99 %). O magnésio industrial contém cerca de 0,8%
de impurezas como K, Fe, Si, Al e Ca.
Propriedades físicas
Massa atômica: 29,32 g
Peso específico: 1,739 kgf/dm3
Estrutura cristalina (20 oC): HC, c/a = 1,624 nm
Ponto de fusão: 650 oC [923,15K]
Ponto de ebulição: 1.120 oC
Coeficiente de dilatação térmica linear: (20 oC): 26,1 x 10-6/ oC [24,6 - 27,2.10-6/K]
Resistividade: (20 oC): 4,46 μΩ.cm [4,46.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,37 cal.cm-1.s-1. oC-1 [51 - 80 W/m.K]
Calor específico: 960 - 1.050 J/kg.K
Calor latente de fusão: 358 - 366 kJ/kg
Propriedades mecânicas
Ductilidade: 0,03 - 0,14 %
Coeficiente de Poisson: 0,29 - 0,305
Dureza: 36 HB [36 MPa]
Módulo de Bulk: 32 - 36 GPa
Módulo de cisalhamento: 15,3 - 17 GPa
Módulo de elasticidade longitudinal: 40 - 45 GPa
Limite elástico: 80 - 220 MPa
Tenacidade a ruptura: 11 - 18 MPa.m1/2
Tensão de compressão: 80 - 350 MPa
Tensão de ruptura por tração: 138 - 310 MPa
Propriedades químicas
Tem extraordinária afinidade com oxigênio e, por isso, se utiliza com desoxidante de
certas ligas de cobre, zinco e níquel. É inalterável ao ar seco à temperatura ambiente; ao ar
úmido forma uma película superficial de Mg(OH)2 que, somente após um tratamento
oxidante, pode proteger as camadas subjacentes. E inalterável em meio alcalino, mas muito
atacado em atmosferas marinhas, ácidas e soluções de cloretos.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
61
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Aplicações
Equipamentos aeroespaciais, automotivos, nucleares e produtos esportivos.
FIGURA 7.1 - Aplicações do magnésio.
7.2.2 - LIGAS DE MAGNÉSIO
O magnésio entra na composição das chamadas ligas leves. O principal objetivo destas
ligas e a diminuição de peso que pode atingir 20 a 35 % de peso em relação ao alumínio.
Além, do magnésio entram na sua composição o Al, Zn, Mn, Cu e Zn, cujos teores não
ultrapassam l0% em massa. A principal liga tem a seguinte composição: 8,5% de Al; 0,5% de
Zn e 0,2% de Mn e suas características mecânicas após a têmpera e revenido a 250 oC por 5
horas são: limite elástico de 15 kgf/mm2 e tensão de ruptura a tração de 26 kgf/mm2. Outras
ligas com a adição de zircônio e composições aproximadas tem dado bons resultados de
resistência mecânica, considerando que os teores de alumínio devem ficar em torno de 8% em
virtude da formação do composto metálico Mg3Al3 que dificultam a deformação a quente.
8 - ZINCO E SUAS LIGAS
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
62
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
8.1 - INTRODUÇÃO
É um metal pouco resistente á tração e a fluência o que reduz as suas possibilidades
como material de construção. Não é susceptível de endurecimento a frio devido baixa
temperatura de recristalização e a estrutura cristalina explica a anisotropia importante
verificada nos produtos de zinco laminados. As impurezas normais do zinco são Pb, Cd, Fe,
Sn e Cu. O zinco 99,99% destina-se a fundição injetada. Para outras utilizações, o teor
máximo de chumbo é de 0,006%.
8.2 - PROPRIEDADES DO ZINCO E SUAS LIGAS
Propriedades físicas
Massa atômica: 65,38 g
Peso específico: 7,14 kgf/dm3
Estrutura cristalina (20 oC): α
HC, c/a = 1,856 nm
o
Ponto de fusão: 419 C [692,15K]
Ponto de ebulição: 907 oC
Coeficiente de dilatação térmica linear: (20 oC): 28 - 34 x 10-6/ oC [28 - 34.10-6/K]
Resistividade: (20 oC): 5,957 μΩ.cm [5,957 - 6,31.10-8 Ω.m]
Condutividade térmica: (20 oC): 0,265 cal.cm-1.s-1. oC-1 [108 - 115 W/m.K]
Calor específico: 385 - 397 J/kg.K
Calor latente de fusão: 108 - 113 kJ/kg
Propriedades mecânicas
Ductilidade: 0,1 - 0,3 %
Coeficiente de Poisson: 0,248 - 0,25
Dureza: 50 HB [500 - 1260 MPa]
Módulo de Bulk: 60 - 71 GPa
Módulo de cisalhamento: 32 - 42 GPa
Módulo de elasticidade longitudinal: 80 - 104,5 GPa
Limite elástico: 160 -421 MPa
Tenacidade a ruptura: 18,5 - 40 MPa.m1/2
Tensão de compressão: 160 - 421 MPa
Tensão de ruptura por tração: 200 - 500 MPa
Alongamento: 50 %
Propriedades químicas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
63
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Resiste bem a corrosão pelos agentes atmosféricos e pela água. Reveste-se de uma
camada de hidrocarbonato que protege o metal subjacente, a qual leva, em presença de ar
úmido, cerca de 3 dias a se formar, enquanto que, em atmosfera seca, a sua formação é muito
mais lenta levando cerca de 3 meses. Esta propriedade é aproveitada quando se utiliza o zinco
ou materiais zincados em coberturas expostas à atmosfera. Em relação ao seu potencial
eletroquímico confere uma aplicação importante na proteção superficial, isto é, o zinco é
utilizado como ânodo, corroendo-se e protegendo assim o aço ou qualquer outro metal. É
facilmente atacado por ácidos e álcalis.
Aplicações
As suas aplicações baseiam-se essencialmente como películas protetivas em metais,
como o aço. Assim é usado em coberturas, canalização de esgotamento de chuva em telhados.
Os principais processos de proteção de revestimento de zinco são:
- zincagem a quente por imersão (galvanização), onde a peça, previamente decapada, é imersa
em zinco fundido;
- zincagem eletrolítica (tratamento termoquímico), onde ocorre deposição do zinco sobre o
aço por meio de solução eletrolítica de sais de zinco;
- Pintura com tintas com elevada percentagem de zinco em pó.
FIGURA 8.1 - Aplicações do zinco.
8.2.1 - LIGAS DE ZINCO
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
64
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
O zinco entra na composição de numerosas ligas como componente secundário ou
componente menor - latão, alpacas, antifricção, etc. — mas este elemento tem também
interesse como componente principal em ligas para fundição e ligas para forjamento e
estampagem, de acordo com o teor de alumínio e outros elementos. A fluidez no estado
líquido e as propriedades mecânicas são melhoradas pela adição de Al, Cu, Sn e Pb.
8.2.2 - LIGAS DE ZINCO E ALUMÍNIO
De todas as ligas não-ferrosas para fundição por injeção, estas ligas são as de maior
utilização devido as suas particularidades físicas, mecânicas e de fundição associadas à
capacidade de serem facilmente revestidas por eletrodeposição (cobre, níquel e cromo) ou por
pinturas com tintas e vernizes. A boa fluidez permite a fundição de peças de formas
complexas com paredes finas. A liga zamac é a que tem maior importância. Na sua maior
parte esta liga tem composições hipoeutécticas, geralmente até 4% de Al e até 3% de Cu para
melhorar as propriedades mecânicas e a corrosão. O magnésio pode ser adicionado, com
teores de até 0,05%, como inibidor da corrosão intergranular. Os zamacs são extremamente
sensíveis às impurezas, sobretudo chumbo e cádmio. Estas impurezas, precipitam-se nos
contornos de grão, formando um par galvânico que dá lugar a forte corrosão em atmosfera
úmida. O magnésio contraria este efeito e refina o grão. A fabricação destas ligas exige
matérias-primas, principalmente o zinco, quase puras.
As principais aplicações destas ligas encontram-se em: componentes de automóveis
como radiadores, manômetros, fechaduras, carburadores, componentes de aparelhos
eletrodomésticos, aspiradores, maçanetas, dobradiças, componentes de relógios; componentes
de equipamentos elétricos, roldanas, engrenagens; brinquedos.
9 - CHUMBO E SUAS LIGAS
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
65
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
9.1 - INTRODUÇÃO
O chumbo é um metal de cor acinzentada pouco tenaz, porém dúctil e maleável. É
bom condutor de eletricidade embora não seja magnético e mau condutor de calor. Funde-se a
327ºC. É facilmente laminado, pois é o mais mole dos metais pesados. Pode ser endurecido
em liga com enxofre ou antimônio. É resistente a água do mar e aos ácidos, mas é fortemente
atacado por substâncias básicas. Oxida-se com facilidade em contato com o ar. Outras
propriedades que permitem grande variedade de aplicações são: elevado peso específico,
flexibilidade, alto coeficiente de expansão térmica, boa condutividade elétrica, facilidade em
fundir e formar ligas com outros elementos. O principal minério do qual o chumbo é extraído
é a galena (PbS), cujo teor de chumbo varia entre 1 e 12%.Em geral, esse minério possui
também prata .O processo de obtenção do chumbo tem várias etapas, mas as principais são:
concentração por flotação, formação do aglomerado, redução dos óxidos, desargentação, ou
seja, retirada da prata, destilação a vácuo e refino. Ele pode ser laminado a espessuras de até
0,01mm. Sua maior utilização (80%), entretanto, é na fabricação de baterias.
9.2 - PROPRIEDADES DO CHUMBO E SUAS LIGAS
Propriedades físicas
Massa atômica: 207,2 g
Peso específico: 11,34 kgf/dm3
Estrutura cristalina (20 oC): α
CFC, a = 0,492 nm
o
Ponto de fusão: 327 C [600,15K]
Ponto de ebulição: 1.749 oC
Coeficiente de dilatação térmica linear: (20 oC): 28 - 29,3 x 10-6/ oC [28 - 29,3.10-6/K]
Resistividade: (20 oC): 20,61 μΩ.cm [20,61 - 21,88.10-8 Ω.m]
Condutividade térmica: (20 oC): 28 - 35,3 W/m.K
Calor específico: 159 - 170 J/kg.K
Calor latente de fusão: 23,2 - 25 kJ/kg
Propriedades mecânicas
Ductilidade: 0,2 - 0,8 %
Coeficiente de Poisson: 0,44 - 0,45
Dureza: 1,6 HB [16 - 150 MPa]
Módulo de Bulk: 45,8 - 48 GPa
Módulo de cisalhamento: 4,5 - 6 GPa
Módulo de elasticidade longitudinal: 16,1 - 18 GPa
Limite elástico: 5,5 - 50 MPa
Tenacidade a ruptura: 30 - 50 MPa.m1/2
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
66
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Tensão de compressão: 5,5 - 50 MPa
Tensão de ruptura por tração: 14 - 60 MPa
Alongamento: 60 %
Propriedades químicas
Ao ar, o chumbo recobre-se de uma camada protetora de Pb20 e de hidrocarbonato. Na
água, devido é existência de sulfatos e/ou de carbonatos forma-se também uma camada
insolúvel de sulfato e/ou carbonato de chumbo que permite o emprego deste metal em
condutas de água potável sem perigo de toxicidade. E, pelo contrário, é atacado por água
muito pura, como a água da chuva. Resistente ao ácido sulfúrico pouco concentrado. Ao
chumbo pode-se acrescentar os seguintes elementos de liga: cobre, prata e antimônio.
Aplicações
Devido ao seu elevado peso específico é usado como contrapeso em determinados
equipamentos e nos lastros de navios. É também material utilizado como dispositivos de
balanceamento de massa em rodas automotivas. Devido o seu baixo ponto de fusão e elevada
maleabilidade, o chumbo e moldado com facilidade. Todavia, o baixo valor da tensão limite
de fluência produz, em alguma casos, a estricção local, o que provoca falhas em certas
aplicações como tubulações de esgoto de grande extensão. O Chumbo é usado como isolante
acústico e amortecedor de vibrações e isolante de radiações X e γ devido a sua massa atômica.
É empregado também em juntas para vedação, em ligas para fabricação de mancais, gaxetas e
arruelas.
-
Ligas de chumbo e estanho - É o tipo de liga usada para soldas elétricas que, com teores
de estanho próximo do eutéctico ( 62 % de Sn), produz a menor temperatura de fusão 183 oC. Com esta composição a liga muda de estado sólido para líquido de forma rápida
ao atingir aquela temperatura. Com composições maiores ou menores, passa a ter uma
passagem pastosa, podendo ser utilizada em alguns tipos de fusíveis. A figura abaixo
mostra o diagrama de fase da liga binária Pb-Sn;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
67
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 9.1 - Diagrama de fases da liga Pb-Sn.
-
Ligas de chumbo e antimônio - É o tipo de liga que apresenta um eutéctico com 11,2 %
de Sb a uma temperatura de
251 oC. As ligas de chumbo e antimônio podem ter
composições de 1 a 3% de Sb, usado para revestimento de cabo e laminados como folhas
de chumbo, 6 a 12% de Sb, para placa de acumuladores e acessórios isolantes de
radiações. A figura abaixo mostra o diagrama de fase da liga binária Pb-Sn; Ligas de
chumbo e cobre - Com adição de até 0,006% de cobre apresenta boa resistência a
corrosão e tem como principal aplicação construção de equipamentos para ácido sulfúrico;
FIGURA 9.2 - Diagrama de fases da liga Pb-Sb.
-
Ligas de chumbo e prata - Com adição de até 2% de prata apresenta boa resistência a
corrosão por água salina e tem como principal aplicação a proteção catódica de
equipamentos marinhos;
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
68
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
-
Outras ligas - Ligas de chumbo, antimônio e estanho, usadas como ligas antifricção, e
ligas de chumbo com adição de bismuto, cádmio, antimônio e estanho, utilizados como
fusíveis e sistemas anti-incêndio.
10 - OUTROS METAIS
10.1 - ESTANHO
A característica de maior interesse é o seu baixo ponto de fusão que baixa
consideravelmente o ponto de fusão em ligas. A baixa temperatura de transformação
alotrópica (16
o
C) é chamado de doença do estanho, entretanto como o tempo de
transformação completa é relativamente longo, só é significativo a temperaturas abaixo de 0
o
C, mas se o estanho for conservado abaixo de 16 oC em um período muito longo, formam-se
manchas localizadas de estanho cinzento, quebradiço e pulverulento devido é grande variação
de volume que acompanha a transformação. Dado a transformação e fazendo-se o
reaquecimento acima daquela temperatura, o sentido da reação muda, mas o metal conservase em pó. Como a velocidade de transformação é muito baixa, sempre que a temperatura se
eleva acima de 16 oC, os embriões (pequenos cristais) de estanho cinzento são recristalizados.
O estanho forma soluções sólidas com a maior parte dos metais. É um metal macio mas muito
maleável. Em virtude de sua baixa temperatura de recristalização não endurece por
deformação a frio. A adição de 2% de prata baixa o ponto de transformação alotrópica para 10 oC, e o cobre baixa esta temperatura para -30 oC, mas acelera o processo de crescimento de
embriões que pode ser impedido pelo bismuto, cádmio, alumínio, antimônio e chumbo. São
prejudiciais o zinco e o magnésio.
Propriedades físicas
Calor específico: 213 - 225 J/kg.K
Calor latente de fusão:59,4 - 60 kJ/Kg
Coeficiente de dilatação térmica linear: 23 - 23,5 10-6/K
Condutividade térmica: 30 - 66,8 W/m.K
Ponto de fusão: 400 - 504,9 K
Peso específico: 7,28 - 8 kgf/dm3
Resistividade: 12,59 - 15,85.10-8 ohm.m
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
69
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades mecânicas
Ductilidade: 0,05 - 0,4 %
Coeficiente de Poisson: 0,35 - 0,363
Dureza: 21 - 135 MPa
Módulo de Bulk: 55 - 59 GPa
Módulo de cisalhamento: 15 - 19 GPa
Módulo de elasticidade longitudinal: 44 - 53 GPa
Limite elástico: 7 - 45
Tenacidade a ruptura: 20 - 35 MPa.m1/2
Tensão de ruptura por compressão: 7 - 45 MPa
Tensão de ruptura por tração: 14 - 60 MPa
Propriedades químicas
Oferece boa resistência a corrosão. É inalterável ao ar e é água. Resiste bem aos ácidos
orgânicos.
Aplicações
As principais aplicações do estanho devem-se ao seu baixo ponto de fusão e da sua
resistência corrosão, permitindo o revestimento de outros metais como:
- estanhagem de chapa de aço (folha de flandres);
- para a fabricação de soldas;
- para ligas antifricção e bronzes;
- folhas de estanho, tubos extrudados e objetos decorativos.
Para a estanhagem, o estanho pode conter até 2% de impurezas. Para a indústria de
alimentos, as folhas de flandres devem ser fabricadas com um máximo de 0,5% de impurezas
no estanho.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
70
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
10.2 - CROMO
Aplicações: Revestimentos protetores, eletrodeposição, elemento de liga em aços,
superlotas.
Processos: eletrodeposição, usinagem, uniões, outros.
FIGURA 10.1 - Aplicações do cromo.
Propriedades físicas
Calor específico: 495 - 518 J/kg.K
Calor latente de fusão: 258 - 262 kJ/kg
Coeficiente de dilatação térmica linear: 6,3 - 6,5 10-6/K
Condutividade térmica: 78 - 94 W/m.K
Ponto de fusão: 2.130 -2.140K
Peso específico: 7,15 - 7,18 kgf/dm3
Resistividade:12,88 - 13,49 10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,03 - 0,2 %
Coeficiente de Poisson: 0,208 - 0,212
Dureza: 1.300 -2.200 MPa
Módulo de Bulk: 159 - 162 GPa
Módulo de cisalhamento: 100 - 120 GPa
Módulo de elasticidade longitudinal: 279 - 286 GPa
Limite elástico: 350 - 430 MPa
Tenacidade a ruptura: 20 - 30 MPa.m1/2
Tensão de compressão: 350 - 430 MPa)
Tensão de ruptura por tração: 400 - 690 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
71
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
10.3 - TUNGSTÊNIO
Aplicações: Filamentos de lâmpadas incandescentes, contatos elétricos, alvos de raiox, combustível nuclear, ligas de aço, ferramentas de corte.
Processos: fundição, usinagem, conformação, uniões, outros.
FIGURA 10.2 - Aplicações da tungstênio.
Propriedades físicas
Calor específico: 133 - 140 J/kg.K
Calor latente de fusão: 190 - 194 kJ/kg
Coeficiente de dilatação térmica linear: 4,5 - 5,3 10-6/K
Condutividade térmica: 130 -173 W/m.K
Ponto de fusão: 3.500 - 3.680K
Peso específico: 16 - 19,3 kgf/dm3
Resistividade: 5,37 - 6,026.10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,02 - 0,3 %
Coeficiente de Poisson: 0,26 - 0,28
Dureza: 3.000 - 5.000 MPa
Módulo de Bulk: 310 - 320 GPa
Módulo de cisalhamento: 160 - 175 GPa
Módulo de elasticidade longitudinal: 380 - 411 GPa
Limite elástico: 500 - 580 MPa
Tenacidade a ruptura: 20 - 40 MPa.m1/2
Tensão de compressão: 500 - 580 MPa
Tensão de ruptura por tração: 550 - 1.920 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
72
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
10.4 - PRATA
Aplicações: contatos elétricos, condutores, revestimentos protetores, próteses
dentárias, implantes, espelhos, moedas, medalhas, fotografia, joalharia.
Processos: conformação, fundição, usinagem, uniões, outros.
FIGURA 10.3 - Aplicações da prata.
Propriedades físicas
Calor específico: 234 - 240 J/kg.K
Calor latente de fusão: 100 - 106 kJ/kg
Coeficiente de dilatação térmica linear: 18,6 - 19,6.10-6/K
Condutividade térmica: 350 - 429 W/m.K
Peso específico: 6,9 - 7,8 kgf/dm3
Resistividade: 1,622 - 2,818.10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,3 - 0,6 %
Coeficiente de Poisson: 0,365 - 0,369
Dureza: 250 - 950 MPa
Módulo de Bulk: 100 - 107 GPa
Módulo de cisalhamento: 29 - 31 GPa
Módulo de elasticidade longitudinal: 78 - 84 GPa
Limite elástico: 30 - 180 MPa
Tenacidade a ruptura:60 - 90
Tensão de ruptura por compressão: 30 - 180 MPa
Tensão de ruptura por tração: 172 - 330 MPa
10.5 - OURO
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
73
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Aplicações: Joalharia, circuito impresso, contatos elétricos, revestimento de
equipamentos químicos.
Processos: fundição, usinagem, conformação, uniões, outros.
FIGURA 10.4 - Aplicações do ouro.
Propriedades físicas
Calor específico: 129 - 131 J/kg.K
Calor latente de fusão: 64,8 - 70 kJ/kg
Coeficiente de dilatação térmica linear: 14 - 14,2.10-6/K
Condutividade térmica: 310 - 318 W/m.K
Ponto de fusão: 1.340 - 1.340K
Peso específico: 19,3 - 19,32 kgf/dm3
Resistividade: 2,188 - 2,203.10-8 ohm.m
Propriedades mecânicas
Ductilidade: 0,5 %
Coeficiente de Poisson: 0,41 - 0,42
Dureza: 200 - 600 MPa
Módulo de Bulk: 140 - 150 GPa
Módulo de cisalhamento: 26 - 29 GPa
Módulo de elasticidade: 78 - 79 GPa
Limite elástico: 40 - 200 MPa
Tenacidade a ruptura: 50 - 80 MPa.m1/2
Tensão de compressão: 40 - 200 MPa
Tensão de ruptura por tração:130 - 220 MPa
10.6 - SILÍCIO
Aplicações: Utilizado na construção de microcircuitos e instrumentos de precisão.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
74
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Processos: fundição, usinagem, uniões, outros.
FIGURA 10.5 - Aplicações do silício.
Propriedades físicas
Calor específico: 690 - 703 J/kg.K
Calor latente de fusão: 1.650 - 1.650 kJ/kg
Coeficiente de dilatação térmica linear: 4,7 - 5,8.10-6 /K
Condutividade térmica: 100 - 150 W/m.K
Ponto de fusão: 1.680 - 1.680K
Peso específico: 2,32 - 2,34 kgf/dm3
Constante dielétrica: 11 - 12
Propriedades mecânicas
Ductilidade: 0,005 - 0,009 %
Coeficiente de Poisson: 0,4 - 0,42
Módulo de Bulk: 95 - 100 GPa
Módulo de cisalhamento: 42 - 44 GPa
Módulo de elasticidade longitudinal: 107 - 113 GPa
Tenacidade a ruptura: 1 - 2 MPa.m1/2
11 - POLÍMEROS
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
75
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
11.1 - INTRODUÇÃO
Para conceituar polímeros é melhor definir antes os monômeros. Os monômeros são
moléculas de cadeia pequena. Exemplos típicos de monômeros são os hidrocarbonetos
básicos como metano, etano, propano, butano e etc.
1. Metano – CH4
2. Etano – CH3CH3
3. Eteno – CH2CH2
4. Propano – CH3CH2CH3
5. n-butano – CH3(CH2)2CH3
PROF. CLÁUDIO ROBERTO LOSEKANN
6. Isobutano – (CH3)3CH
- 2.001
76
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
7. n-pentano – CH3(CH2)3CH3
8. Isopentano – CH3CH2 CH(CH3)2
9. Neopentano – (CH3)4C
Observando os monômeros, conceitua-se polímeros, os compostos cuja molécula é
constituída pela associação de diversas moléculas de outro composto mais simples através da
reação de polimerização (reação em que duas ou mais moléculas menores (monômeros)
reagem entre si, formando outras maiores que contêm os mesmos elementos na mesma
proporção que as pequenas, caracterizadas pela repetição de uma unidade básica - mero). O
número de vezes que se repete a unidade básica na molécula do polímero representa o grau de
polimerização. Grau elevado de polimerização assegura melhores propriedades físicas do
produto. Exemplo: o polietileno que tem sua estrutura molecular representada pela fórmula
geral abaixo.
n
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
77
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Polímeros, em cujas moléculas comparece apenas um tipo de unidade básica, são
conhecidos como homopolímero. Quando há dois ou mais meros distintos na molécula é dito
copolímero.
As reações de polimerização podem ser de dois tipos: aditiva e condensada. Muitos
polímeros, especialmente os vinílicos, são formados por reações de adição, na qual um
monômero não saturado, sob condições bem definidas de temperatura e pressão, e em
presença de um catalisador adequado, polimeriza pela ruptura de uma ligação covalente
dupla, gerando meros que se interencadeiam, sem liberar qualquer produto secundário, ou
seja, todo material que intervém na reação é convertido em polímero. É o que ocorre, por
exemplo, na produção do policloreto de vinila ou PVC, a partir do cloreto de vinila:
Peróxido
De benzoíla
n
cloreto de vinila
n
policloreto de vinila
Nesta reação, o peróxido de benzoíla atua como catalisador.
Outros polímeros são produzidos em uma reação condensada, ou de policondensação,
em que dois reagentes geram o polímero, liberando algum produto secundário, também sob
condições de temperatura e pressão controladas e na presença de um catalisador adequado.
Certas famílias de poliamidas (náilons) é obtida pela condensação de um ácido adípico com
uma diamina, liberando água como um subproduto da reação:
Ácido acético
n
Ácido adípico
PROF. CLÁUDIO ROBERTO LOSEKANN
Hexameilenodiamina
- 2.001
78
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
+ n (H2O)
n
Polihexametileno adipamida (náilon 66)
Em outras palavras, os polímeros são cadeias longas de um determinado conjunto de
moléculas, átomos ou compostos. Desta forma, um macrocristal de SiO2, que se forma através
de polimerização, pode ser considerado um polímero, entretanto é considerado também um
material cerâmico. Usa-se muito o termo polímero para representar os produtos derivados do
petróleo ou hidrocarbonetos naturais (derivado de plantas). Assim, os polímeros podem ser
divididos em plásticos e elastômeros.
11.2 – PROPRIEDADES
11.2.1 - MORFOLOGIA
Os polímeros podem apresentar moléculas sem ramificações (lineares) ou com
ramificações. As ramificações podem ser constituídas de cadeia linear básica ou que
promovam a interligação de diferentes cadeias lineares, formando reticulados tridimensionais
ou ligações cruzadas. A figura abaixo representa estas condições.
a)
b)
c)
FIGURA 11.1 – Representação das cadeias poliméricas. a) Cadeia linear; b)
cadeia com ramificações incompletas; c) cadeias com ramificações
transversais ou cruzadas.
Certas propriedades dos polímeros, em virtude destas diferentes configurações
moleculares, são afetadas, especialmente a fusibilidade e a solubilidade. Ao dificultarem a
aproximação das moléculas, as ramificações tendem a diminuir as interações entre as mesmas,
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
79
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
com isso impedindo a formação de cristalitos e afetando as propriedades mecânicas. A
formação de ramificações tridimensionais impede o deslizamento relativo das moléculas,
aumentando a resistência mecânica, dando um produto infusível e insolúvel.
A estrutura molecular dos altos polímeros pode ser amorfa, cristalina ou cristalina e
orientada. Em temperaturas acima do ponto de amolecimento, todas as estruturas apresentam
estruturas amorfa, com as moléculas em forma de novelo e caótico. Com o resfriamento,
certas resinas tendem a se dispor em regiões cristalinas (cristalitos) aleatoriamente orientadas,
separadas por regiões amorfas. Os cristalitos satisfazem aos requisitos geral de cristalinidade
– um arranjo ordenado das moléculas que exibem franjas de interferência definidas ao raio-X.
Os materiais poliméricos totalmente cristalinos são muito raros e tem pouco significado
econômico. Por exemplo, é possível obter-se pequenos cristais de polietileno por meio de
precipitação em toluol, causada pela diminuição de temperatura.
Os polímeros termorígidos são totalmente amorfos, por outro lado, os termoplásticos
apresentam-se freqüentemente cristalinos, embora existam termoplásticos totalmente amorfos.
O termo técnico microestrutura é pouco utilizado pelos especialistas em materiais e é
preferido o termo morfologia.
O grau de cristalinidade de um polímero depende muito da distribuição geométrica dos
radicais méricos no espaço. Os radicais méricos podem estar arranjados de três maneiras,
conforme é ilustrado abaixo.
Polímero isostático
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
80
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Polímero sindiostático
Polímero atático
FIGURA 11.2 – Formas isoméricas.
Quando o radical localiza-se sempre do mesmo lado da cadeia diz-se que o arranjo é
isostático. Se o radical localiza-se dos dois lados da cadeia de forma organizada e repetitiva,
diz-se que o arranjo é sindiotático. Quando não existe regularidade na distribuição dos
radicais, o arranjo é denominado atático. A propensão a cristalização é maior nos arranjos
isostáticos, razoável nos sindiotáticos e pequena nos atáticos. Os polímeros raramente
apresentam apenas um único tipo de arranjo, mas sim uma mistura deles.
Em alguns materiais poliméricos, como a borracha, a cristalização pode ser facilitada
através de aplicação de tensões externas e desaparece gradualmente com aquecimento, que se
evidencia por uma sensível transparência progressiva de certos polímeros. A distribuição das
regiões cristalinas em um polímero parcialmente cristalino é objeto de pesquisa. Quando a
cristalização é nucleada em uma resina rapidamente resfriada, podem desenvolver-se regiões
esféricas contendo material cristalino (esferulitos), que crescem radialmente em direção à
região amorfa adjacente, alcançando dimensões que podem ser alguns micrômetros de
diâmetro. A figura abaixo representa estas condições de cristalinidade.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
81
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
FIGURA 11.3 – Cristalinidade em polímeros.
Um controle do teor de esferulitos , que depende das condições de moldagem, permite
um controle das propriedades mecânicas e óticas da peça, já que as regiões cristalinas são
mais densas, e apresentam maior rigidez e resistência mecânica e térmica, enquanto que as
regiões amorfas conferem elasticidade, maciez, flexibilidade e, às vezes, transparência.
11.2.2 – COMPORTAMENTO À MOLDAGEM
Os materiais poliméricos podem ser classificados em duas categorias: termoplásticos
ou termoestáveis (termofixos, termoduros).
Os termoplásticos caracterizam-se por, ao completar-se a polimerização, possuírem
moléculas com cadeia predominantemente linear, eventualmente apresentam ramificações. Se
um termoplástico é aquecido, desde que não seja superada sua temperatura de degradação,
estas interações são mais enfraquecidas, tornando possível a movimentação relativa das
moléculas e, portanto, a deformação do polímero amolecendo-o. O resfriamento restabelece
as forças de ligação intermoleculares, tornando-o rígido novamente. Um novo aquecimento
novamente torna-o amolecido para moldagem. Os termoplásticos podem ser endurecidos ou
amolecidos reversivelmente.
Os termoestáveis apresentam um comportamento inverso do termoplástico. A
polimerização desses materiais ocorre em dois estágios. O primeiro estágio, ao nível do
fabricante do produto, produz um composto intermediário, cujas moléculas apresentam
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
82
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
cadeias lineares ou ramificadas. A polimerização completa ocorre num segundo estágio por
ocasião da moldagem, quando, por ação de calor ou de um agente de cura ou mesmo de um
catalisador, as moléculas reagem entre si ou com o agente de cura, estabelecendo ligações
transversais que produzem complexas moléculas tridimensionais, que são altamente estáveis à
temperatura e à deformação. A cura pode ser induzida à temperatura ambiente, desde que
sejam fornecidas as condições adequadas ao seu desencadeamento.
Os polímeros termoestáveis geralmente apresentam melhor resistência à temperatura,
estabilidade dimensional, resistência química e propriedades elétricas superiores às dos
termoplásticos.
11.2.3 - ADITIVOS
Para a produção de peças em material plástico são, via de regra, utilizados ingredientes
adicionais, com finalidades variadas, misturados à resina previamente à moldagem. Entre
esses ingredientes adicionais incluem-se, principalmente, os seguintes: plastificantes,
catalisadores, cargas, agentes de cura, corantes e pigmentos, agentes de esponjamento,
estabilizadores, retardantes de chama, lubrificantes e agentes antiestáticos
Plastificantes são, geralmente, produtos líquidos de alto ponto de fusão e baixa taxa de
evaporação, e de baixo peso molecular, que são adicionados às resinas, em que devem ser
solúveis, a fim de melhorar seu comportamento plástico. A adição de um ou mais
plastificantes, em proporções adequadas, fornece ao produto composto que pode apresentar
propriedades distintas da resina original.
Carga ou enchimento é um aditivo utilizado com finalidades específicas. A serragem e
pós-metálicos são utilizados para reforçar e economizar resina. Outros tipos de carga são
tecidos, fibras de vidro e de carbono que tem
por objetivo também de melhorar as
propriedades mecânicas. Mica e asbesto são usados para melhorar características dielétricas.
Corantes e pigmentos tem a finalidade de conferir cores aos polímeros, principalmente
nos plásticos. Aditivos antioxidantes tem por objetivo retardar o envelhecimento do plástico,
ou seja, os plásticos tendem a se degradar com o tempo quando estão expostos a ação de raios
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
83
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ultravioletas e da ação do oxigênio. A degradação torna os polímeros quebradiços e porosos.
Os lubrificantes tem a finalidade de auxiliar no processo de moldagem, reduzindo a aderência
do polímero às superfícies metálicas do molde.
Catalisadores são substâncias químicas que, adicionadas em pequena quantidade,
aumentam consideravelmente a velocidade das reações químicas ou retardam um reação que,
em determinados casos, são inconvenientes. Exemplos de catalisadores são o peróxido de
benzoíla e ácido acético na produção de PVC e náilon 66 respectivamente.
Agentes de cura são aditivos que servem para desencadear a reação de cura dos
termoestáveis, quando a mesma é pretendida. Eles possuem moléculas cujos terminais reagem
com posições intermediárias ou terminais da cadeia principal das moléculas da resina,
estabelecendo assim as ligações transversais que geram complexos tridimensionais. Ao
contrário dos catalisadores, que estimulam as reações sem participar das mesmas, os agentes
de cura participam ativamente da reação de cura. Por exemplo, a resina fenol-formaldeído é
obtida no primeiro estágio da polimerização pela reação condensada do fenol com o
formaldeído. A cura é desencadeada, no segundo estágio, pela adição de hexametilenotetramina, que sob temperatura adequada (160 oC) e pressão (7 MPa) se decompõe e
formaldeído e amônia. A amônia atua como catalisador, e o formaldeído como agente de cura,
estabelecendo as ligações transversais numa reação condensada.
+ n H2O
n
n
Fenol
Formaldeído
PROF. CLÁUDIO ROBERTO LOSEKANN
Fenol-formaldeído
- 2.001
84
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
amônia
2
Os retardantes de chama são adicionados por razões óbvias de segurança, visto que os
polímeros tem por natureza a flamabilidade, com exceção do PVC e de alguns elastômeros.
Um destes agentes é o trióxido de antimônio usado em materiais de construção e em fibras
têxteis, que reduz o risco de inflamação nos polímeros. Os agentes antiestáticos são aditivos
que, quando empregados nos polímeros, ajudam a reduzir as cargas eletrostáticas na
superfície.
Os agentes de esponjamento são aditivos empregados na produção de compostos
poliméricos como
as espumas expandidas. Elas provocam a expansão do polímero
plastificado pela geração de um gás, quando a temperatura é elevada, como conseqüência a
decomposição do aditivo. A liberação deste gás – nitrogênio ou dióxido de carbono - deve
coincidir com o momento de maior plasticidade do polímero. Os agentes de esponjamento
utilizados
geralmente
são
substâncias
orgânicas
nitrogenadas,
como
o
AZDN
(azobisdiisobutironitrila), que se decompõe na forma:
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
85
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
11.2.4 – PROPRIEDADES TÉRMICAS
Uma massa de polímero mantida a temperatura suficientemente baixa, é relativamente
dura, rígida, tenaz e quebradiça, em virtude de apresentar pouca mobilidade de suas
moléculas. As regiões amorfas, nestas condições, se comportam similar aos vidros.
Aumentando-se, progressivamente, a temperatura, passando-se por uma região de transição,
conhecida como transição vítrea, em torno de uma temperatura “tg” que é característico para
cada polímero, a partir da qual as cadeias moleculares das regiões amorfas se afastam e
adquirem, aos poucos, sua mobilidade. O material dessas regiões passa a comportar-se como
fluido cada vez menos viscoso, cada vez menos flexível.
8
D
Volume específico
7
C
B
6
F
A
5
E
4
3
2
0
20
40
tg
60
tm
Temperatura
80
100
120
FIGURA 11.4 – Curvas de volume específico em função da temperatura para
um polímero cristalino. A) região vítrea; B) região viscosa; C e D)
região líquida com viscosidades distintas; E) região com cristalitos
na região vítrea; F) região viscosa com cristalitos.
A maior mobilidade das cadeias moleculares pode, se o aquecimento for lento e se o
polímero for susceptível de cristalizar, promover um momentâneo aumento do índice de
cristalinidade que prosseguindo o aquecimento torna a cair este índice, devido o aumento da
mobilidade das cadeias. Enquanto isto, o material se dilata progressivamente, mas de
magnitudes diferentes nas regiões amorfas e cristalinas. A figura abaixo mostra uma curva
típica do índice de cristalinidade em função da temperatura para um polímero linear.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
86
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Índice de cristalinidade
5
4
3
2
0
tg
20
40
60
80
100
Temperatura
tm
120
FIGURA 11.5 – Curva índice de cristalinidade em função da temperatura para
um polímero cristalino.
Prosseguindo o aquecimento, atinge-se uma temperatura “tm”, conhecida como
temperatura de fusão cristalina, também característica para cada tipo de polímero, na qual
desaparecem as regiões cristalinas e a partir da qual o material passa a comportar-se mais ou
menos como um líquido viscoso. É acima desta temperatura que se pode moldar o material.
Mas se a temperatura continuar a aumentar, o polímero se degrada ou queima , em uma
reação irreversível.
Certos materiais (polietileno, polipropileno) apresentam temperaturas de transição
vítrea bem abaixo das temperaturas ambiente usuais, e se apresentam, por isso, como
materiais flexíveis. Materiais como policarbonatos e o polistireno são frágeis e quebradiços
por que suas temperaturas de transição vítrea se situam bem acima das temperaturas ambiente
usuais. Estes materiais não são adequados à produção de fibras.
11.2.5 – PROPRIEDADES MECÂNICAS
Várias propriedades mecânicas devem ser levado em conta ao escolher um material
polimérico em um determinado projeto. Tensão de ruptura, resistência ao impacto, fluência,
resistência a abrasão e fadiga são fundamentais. Um material polimérico pode sofrer
deformações progressivas que podem afetar o desempenho de uma determinada peça quando
submetidos a esforços mecânicos a temperaturas ambiente. Por isso, é perigoso projetar com
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
87
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
dados de ensaios de curta duração. A figura abaixo mostra o comportamento de um mesmo
material polimérico submetido a ensaio de tração em diferentes temperaturas, próximas da
ambiente.
100
Tensão de ruptura à tração (MPa)
- 25 oC
80
0 oC
60
25 oC
40
50 oC
20
0
0
6
12
18
24
30
Deformação (%)
FIGURA 11.6 – Comportamento ao ensaio de tração de um polímero linear.
O comportamento dos plásticos ao impacto é também bastante variável e fortemente
dependente da temperatura e, com isso, a tenacidade deve ser levado em conta nos projetos
na qual os mesmos podem ser submetidos a impactos. Quanto a resistência à fadiga, os
plásticos são radicalmente distintos dos aços, visto que os aços apresentam uma amplitude
máxima de tensão de trabalho, abaixo da qual não ocorre falha por fadiga, qualquer que seja o
número de ciclos de carga aplicada.
11.3 - PLÁSTICOS
Da mesma forma, a palavra plástico é um termo geral que significa “capaz de ser
moldado”. Os materiais geralmente designados como plásticos não tem, necessariamente, esta
propriedade, mas apresentam esta propriedade em algum momento da fabricação, quando
foram moldados. Outros materiais como o aço e o vidro também apresentam essa
característica e não são classificados como plásticos. Há, portanto, certa arbitrariedade na
conceituação deste tipo de material.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
88
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Os materiais plásticos são materiais artificiais, geralmente de origem orgânica, que,
em algum estágio de sua fabricação adquiriram condição plástica, durante o momento de sua
moldagem, através da ação de calor e pressão, com o emprego de molde. Materiais artificiais
são aqueles provenientes de misturas e reações, sendo distintos dos materiais de ocorrência
natural (como madeira, areia ou minérios). Materiais de origem orgânica sintética resultam de
processos químicos e de sínteses, a partir de matérias primas orgânicas simples.
Vários pesquisadores em meados de 1.800 procuravam um material para substituir o
marfim para fabricação de bola de bilhar. Em 1.862, Alexandre Parkes patenteou sua
invenção com nome de Parkesina que tratava-se de um material celulósico (resíduo de
algodão) com ácidos nítrico e sulfúrico na presença de óleo de rícino. John Weley Hyatt, nos
Estados Unidos da América, em 1.870, patenteou um processo alternativo de fabricação na
qual substituía o óleo de rícino por cânfora, criando um produto que se tornou
economicamente viável, e que denominou de Celulóide. Durante várias décadas este material
teve grande utilização na fabricação de pentes, bonecas, dentaduras artificiais, bolas de tênis
de mesa e filmes fotográficos.
Leo Hendrik Baekeland, em 1.907, estudando a
polimerização e condensação,
conseguiu viabilizar um método de reações controladas de polimerização, sintetizando resina
de fenol-formaldeído. Em vez de retardar a polimerização, ele acelerou o processo em
autoclave a uma temperatura de 200 oC. O produto obtido tinha cor de âmbar, cuja superfície
detinha a impressão exata do fundo da autoclave. Este produto posteriormente denominou-se
de Baquelite, com a vantagem de ser mais estável e não inflamável como os primeiros. A
partir deste período e, principalmente, após a Segunda Grande Guerra mundial, os polímeros
tiveram avanços significativos.
As borrachas naturais ou sintéticas possuem características que se assemelham aos
plásticos, mas também possuem características próprias que as distinguem dos mesmos e por
isto são denominados de elastômeros.
Há mais de quarenta famílias de termoplásticos e dez diferentes famílias básicas de
termoestáveis entre os plásticos mais comuns de uso em engenharia. Os copolímeros, misturas
e versões quimicamente modificadas, ampliam o número de materiais plásticos disponíveis ao
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
89
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
usuário. O uso de diferentes tipos de aditivos gera uma variedade de produtos distintos,
derivados de um mesmo plástico básico. Técnicas de irradiação com ultravioleta, e outras
técnicas, permitem alterar consideravelmente o comportamento de certos polímeros, gerando
novos produtos. Os plásticos mais comum em engenharia podem ser dividas em 19 famílias
que são:
1. Poliolefinas (resinas vinílicas)
4.
Acrílicos
7.
Celulósicos
10.
Fluoroplásticos
13.
Polialômeros
16.
Poliamidas
19.
Poliuretanos
2.
5.
8.
11.
14.
17.
Policarbonatos
Poliimidas
Polioximetilênicos
Polissulfonas
Polifenilênicos
Poliésteres
3.
6.
9.
12.
15.
18.
Alílicos
Aminoplásticos
Epoxídicos
Fenólicos
Silicones
Éteres poliarílicos
Poliolefinas – A fórmula geral que representa a estrutura molecular desta família de plásticos
é representada por:
n
Onde “X” representa um radical monovalente que caracteriza a resina, e “n” indica o
grau de polimerização. A tabela abaixo mostra alguma das poliolefinas mais comuns e seus
radicais:
Polímero
Polietileno
Abreviatura
PE
Polipropileno
PP
Policloreto de vinila
PVC
Polistireno
PS
PROF. CLÁUDIO ROBERTO LOSEKANN
Radical X
- 2.001
90
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Poliacetato de vinila
PVAC
Polibuteno-1
PBT
Poli-4-metilpenteno-1
PMP
Álcool polivinílico
PVAL
O polietileno (PE) é um termoplástico tenaz usado na fabricação de diversos
brinquedos, filmes para embalagens, isolantes flexíveis para cabos elétricos e recipientes
produzidos por injeção, extrusão ou sopro. Sob pressões elevadas (1.000 a 2.000 atm) e
temperaturas na faixa de 100 a 300 oC, obtêm-se o polietileno de baixa densidade (0,91 a
0,93) [moléculas bastante ramificadas]. Com pressões menores ( < 30 atm) e temperaturas de
40 a 150 oC, obtêm-se o polietileno de alta densidade (0,945 a 0,96) [moléculas longas
lineares]. O polietileno de média densidade (0,93 a 0,945) é obtido sob condições
intermediárias. O polietileno de peso molecular ultra elevado (PELUAPM) é caracterizado
pela sua elevada viscosidade à fusão, não sendo adequado para os processos de injeção e
extrusão.
Polietileno de Alta Densidade – PEAD - (CH2)n . Aplicações: embalagens finas, cabos
e cordas para empacotamento, moldes para injeção canos e tubos, tanques de combustível
para veículos automotores, etc. Processos: injeção, extrusão, termoformagem, sopro,
usinagem, outros. Fornecedor: Ipiranga Química IPQ, OPP, Polytech, Polialden.
Propriedades mecânicas
Ductilidade: 1,3 – 1,5 %
Coeficiente de Poisson: 0,4 – 0,42
Dureza: D60 - D 70 Shore
Módulo de Bulk: 1,2 – 2,2 GPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
91
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Módulo de cisalhamento: 0,3 – 0,46 GPa
Módulo de elasticidade: 0,8 – 1,6 GPa
Resistência ao impacto: 150 - 200 (J/m, notação Izod), para PEAD de alta massa molar.
025 - 080 (J/m, notação Izod), para PEAD de baixa massa molar.
Limite elástico: 20 - 28 (MPa)
Tenacidade a ruptura: 2,2 - 4 MPa.m1/2
Tensão de escoamento: 23 – 33,1 MPa
Tensão de compressão: 30 - 40 MPa
Tensão de ruptura por tração: 30 - 40 MPa
Propriedades térmicas
Calor específico: 2.200 J/kg
Dilatação térmica: 100 - 120 (10-6/K)
Condutividade térmica: 0,45 – 0,52 W/m.K
Temperatura de transição vítrea: 160 - 165 K
Temperatura máxima de serviço: 340 - 370 K
Temperatura mínima de serviço: 210 - 220 K
Propriedades físicas
Absorção de água: <0,01(%, espessura 1/8 polegada/24h)
Densidade: 0,941 – 0,965 gf/cm3
Índice de refração: 1,54
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 2,3 – 2,4 (106 F/m)
Resistividade: 1,00 – 10,0 (1015 ohm.m)
Polietileno de Baixa Densidade – PEBD - (CH2)n. Aplicações: embalagens de
alimentos e de produtos de limpeza, sacos de lixo, sacolas plásticas, plasticultura. Processos:
injeção, sopro, laminação, outros. Fornecedor: Elf Atochen, Ipiranga Química, OPP, PPH.
Propriedades mecânicas
Ductilidade: 3,5 - 4 %
Coeficiente de Poisson: 0,43 – 0,45
Coeficiente de atrito: 0,28 – 0,3
Dureza: D41 - D46 Shore
Módulo de Bulk: 0,28 – 0,7 GPa
Módulo de cisalhamento: 0,05 – 0,09 GPa
Módulo de elasticidade: 0,1 – 0,25 GPa
Resistência ao impacto: Não quebra.
Limite elástico: 6 - 10 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
92
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Tenacidade a ruptura: 2 – 2,3 MPa.m1/2
Tensão de escoamento: 6,9 – 15,9 MPa
Tensão de compressão: 15 - 25 MPa
Tensão de ruptura por tração: 10 - 25 MPa
Propriedades térmicas
Calor específico: 1.950 – 2.100 J/kg.K
Dilatação térmica: 180 - 200 (10-6/K)
Condutividade térmica: 0,29 – 0,35 W/m.K
Temperatura de transição vítrea: 180 - 185 K
Temperatura máxima de serviço: 323 - 363 K
Temperatura mínima de serviço: 210 - 220 K
Propriedades físicas
Absorção de água: <0,015 (%, espessura 1/8 polegada/24h)
Densidade: 0,91 – 0,93 gf/cm3
Índice de refração: 1,51
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 2,25 – 2,35 (106 F/m)
Resistividade: 1,00 - 100 (1013 ohm.m)
Polietileno tereftalato – PET - (OOC-C6H4-COO-(CH2)2)n. Aplicações: garrafas de
refrigerante, escovas. Processos: injeção, extrusão, termoformagem, sopro, spray, outros.
Fornecedor: Rhodia, Du Pont, Bayer, Hoechst, GE, Rhône-Poulenc
Propriedades mecânicas
Ductilidade: 0,65 - 3 %
Coeficiente de Poisson: 0,38 – 0,43
Coeficiente de atrito: 0,2 – 0,4
Dureza: 140 - 210 MPa
Módulo de Bulk: 3 - 4 GPa
Módulo de cisalhamento: 0,83 – 1,1 GPa
Módulo de elasticidade: 2,2 – 3,5 GPa
Resistência ao impacto: 15 - 35 (J/m; notação Izod)
Limite Elástico: 50 - 72 MPa
Tenacidade a Ruptura: 1,2 - 2 MPa.m1/2
Tensão de compressão: 65 - 90 MPa
Tensão de ruptura por tração: 50 - 80 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
93
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades Térmicas
Calor específico: 1,40 – 1,60 (103 J/kg.K)
Dilatação térmica: 50 - 80 (10-6/K)
Condutividade térmica: 0,15 – 0,34 W/m.K
Temperatura de transição vítrea: 340 - 345 K
Temperatura máxima de serviço: 388 - 430 K
Temperatura mínima de serviço: 230 - 235 K
Propriedades físicas
Absorção de água: 0,1 – 0,15 %
Densidade: 1,32 – 1,38 gf/cm3
Índice de refração:
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3 – 3,6 (106 F/m, 23 oC)
Resistividade: 1,00 – 10,0 (1013 ohm.m)
O polipropileno (PP) - (CH2-CH-CH3)n - é um plástico de características similar ao do
polietileno, sendo a densidade menor (0,905) com maior resistência ao calor. A temperatura
de amolecimento é de 160 oC, conferindo elevada cristalinidade (como os polietilenos de alta
densidade) e conseqüentemente boa resistência mecânica. Aplicações: fibras para tapetes,
tecidos, embalagens, sacolas, garrafas, pás de ventiladores, cabos de ferramentas e talheres,
cadeiras de piscinas, pedais de aceleradores, componentes automotivos. Processos: injeção,
extrusão, termoformagem, sopro, usinagem, outros. Fornecedor: Amoco, Chemicals, Exxon,
Fina, Phillips, Rexene, Soltex, Thermofil, OPP, Elf Atochen, Ipiranga Química, IPQ,
Polibrasil.
Propriedades mecânicas
Ductilidade: 1 – 2 %
Coeficiente de Poisson: 0,4 – 0,45
Coeficiente de atrito: 0,1 – 0,3
Dureza: 80 - 100 MPa
Módulo de Bulk: 1,6 – 2,5 GPa
Módulo de cisalhamento: 0,5 – 0,6 GPa
Módulo de elasticidade: 1 – 1,6 GPa
Resistência ao impacto: 50 - 80 (J/m; notação Izod)
Limite elástico: 28 - 33 MPa
Tenacidade a ruptura: 1,9 – 2,1 MPa.m1/2
Tensão de compressão: 40 - 45 MPa
Tensão de ruptura por tração: 25 - 40 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
94
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades térmicas
Calor específico: 1.920 – 2.100 J/kg.K
Dilatação térmica: 80 - 150 (10-6/K)
Condutividade térmica: 0,16 – 0,24 W/m.K
Temperatura de transição vítrea: 260 - 270 K
Temperatura máxima de serviço: 370 - 380 K
Temperatura mínima de serviço: 150 - 200 K
Propriedades físicas
Absorção de água: 0,02 – 0,03 %
Densidade: 0,9 – 0,91 gf/cm3
Índice de refração: 1,49
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,26 – 2,.4 (106 F/m)
Resistividade: 1,00 - 100 (1014 ohm.m)
Óxido de Polipropileno - PPO (Polipropileno-eter blenda poliestireno) - (CH2OHOCH3)n-(CH2-CH-C6H4)m . Aplicações: bases de medidores elétricos, paralamas e outros
painéis exteriores de automóveis. Processos: injeção, termoformagem, usinagem, outros. Taxa
de reciclagem: 0.3 - 0.35
Propriedades mecânicas
Ductilidade: 0,5 – 0,7 %
Coeficiente de Poisson: 0,35 – 0,4
Coeficiente de atrito: 0,33 – 0,36
Dureza: 120 - 180 MPa
Módulo de Bulk: 3,8 - 4 GPa
Módulo de cisalhamento: 0,7 – 0,9 GPa
Módulo de elasticidade: 2,4 – 2,5 GPa
Resistência ao impacto: 120 - 200 (J/m; notação Izod)
Limite elástico: 40 - 60 MPa
Tenacidade a ruptura: 1,2 - 2 MPa.m1/2
Tensão de compressão: 90 - 105 MPa
Tensão de ruptura por tração: 45 - 75 MPa
Propriedades térmicas
Calor específico: 1.600 – 2.000 J/kg.K
Dilatação Térmica: 60 - 70 (10-6/K)
Condutividade Térmica: 0,16 – 0,22 W/m.K
Temperatura de transição vítrea: 208 - 238 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
95
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Temperatura máxima de serviço: 360 - 390 K
Temperatura mínima de serviço: 230 - 235 K
Propriedades físicas
Absorção de água: 0,05 – 0,25 %
Densidade: 1,06 – 1,08 gf/cm3
Flamabilidade: péssima
Propriedades elétricas
Constante dielétrica: 2,6 – 2,7 (106 F/m)
Resistividade: 1,0 - 10 (1015 ohm.m)
O policloreto de vinila (PVC) - (CH2-CH-Cl)n - e seus copolímeros é um dos mais
importantes termoplásticos sintéticos em uso. A resina deste plástico é dura e rígida, mas com
introdução de modificadores permite amolecimento em qualquer grau desejado. Tem como
principal característica a resistência à combustão e dureza, mas tem baixa resistência ao
ataque de solventes orgânicos clorados. Aplicações: Telhas translúcidas, divisórias, portas
sanfonadas, persianas, perfis, tubos e conexões para esgotos e ventilação, esquadrias,
molduras para tetos e paredes. Processos: injeção, extrusão, termoformagem, usinagem,
outros. Fornecedor: Elf Atochen, Goldplast, Polymerpar, Trikem.
Propriedades mecânicas
Ductilidade: 0,1 – 3 %
Coeficiente de Poisson: 0,37 – 0,43
Dureza: R110
Módulo de Bulk: 3 - 4 GPa
Módulo de cisalhamento: 0,7 – 1,1 GPa
Módulo de elasticidade: 2,5 – 3,8 GPa
Resistência ao impacto: 50 - 200 (J/m; notação Izod)
Limite elástico: 23 - 52 MPa
Tenacidade a ruptura: 1 - 4 MPa.m1/2
Tensão de compressão: 32 - 80 MPa
Tensão de ruptura por tração: 27 - 70 MPa
Propriedades térmicas
Calor específico: 1.000 – 1.100 J/kg.K
Dilatação térmica: 60 - 95 10-6/K
Condutividade térmica: 0,13 – 0,25 W/m.K
Temperatura de transição vítrea: 350 - 355 K
Temperatura máxima de serviço: 348 - 365 K
Temperatura mínima de serviço: 240 - 245 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
96
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Absorção de água: 0,05 (%, espessura 1/8 polegada/24h)
Densidade: 1,34 – 1,52 gf/cm3
Índice de refração: 1,52 - 1,55
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,7 – 3,3 (106 F/m)
Resistividade: 3.,16 – 10,0 (1013 ohm.m)
O polistireno (PS) - (CH2-CH-C6H5)n - é um plástico que tem como característica
principal a elevada resistência à água, dimensionalmente estável e boa moldabilidade. É usado
na fabricação de componentes de geladeiras, conexões e assentos para vasos sanitários,
brinquedos e determinadas carcaças de aparelhos. Pode ser moldado por injeção,
termoformagem, moldagem química e extrusão. PS expandido: forros, isolamento acústico,
térmico e caixas. O isopor é uma forma de espuma que bolhas pequenas de gás reduzem a
densidade de 2 a 3% do valor original. Fornecedor: Pepasa, Ipubrás
Propriedades mecânicas
Ductilidade: 0,015 – 0,02 %
Coeficiente de Poisson: 0,4 – 0,43
Coeficiente de atrito: 0,25 – 0,3
Dureza: 90 - 120 MPa
Módulo de Bulk: 4,2 – 4,6 GPa
Módulo de cisalhamento: 1 – 1,2 GPa
Módulo de elasticidade: 2,9 – 3,3 GPa
Resistência ao impacto: 20 - 25 (J/m; notação Izod)
Limite elástico: 30 - 32 MPa
Tenacidade a ruptura: 0,8 – 0,9 MPa.m1/2
Tensão de compressão: 40 - 45 MPa
Tensão de ruptura por tração: 30 - 40 MPa
Propriedades térmicas
Calor específico: 1.200 – 1.440 J/kg.K
Dilatação térmica: 60 - 100 (10-6/K)
Condutividade térmica: 0,12 – 0,17 W/m.K
Temperatura de transição vítrea: 360 - 380 K
Temperatura máxima de serviço: 355 - 368 K
Temperatura mínima de serviço: 200 - 220 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
97
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Absorção de água: 0,05 – 0,07 %
Densidade: 1,04 – 1,06 gf/cm3
Índice de refração: 1,59 - 1,60
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,55 – 2,65 (106 F/m)
Resistividade: 6,31 – 15,8 (1013 ohm.m)
O polibuteno-1 ou polibutileno tereftalato (PBT) - (OOC-C6H4-COO-(CH2)4)n - pode
apresentar com diferentes arranjos estruturais, que afetam substancialmente a resistência
mecânica (tração e dureza). A temperatura de moldagem está na faixa de 165 a 180 oC.
Aplicações: Embalagens, circuitos. Processos: injeção, extrusão, usinagem, outros.
Propriedades mecânicas
Ductilidade: 1,5 - 3 %
Coeficiente de Poisson: 0,35 - 0,4
Coeficiente de atrito: 0,25 - 0,3
Dureza: 105 - 165 MPa
Módulo de Bulk: 3,2-3,6 GPa
Módulo de cisalhamento: 0,7 - 0,85 GPa
Módulo de elasticidade: 2 – 2,3 GPa
Resistência ao impacto: 40 - 55 (J/m, Izod)
Limite elástico: 35 - 55 MPa
Tenacidade a ruptura: 1,2 - 2 MPa.m1/2
Tensão de escoamento: 97 MPa
Tensão de compressão: 100 - 125 MPa
Tensão de ruptura por tração: 40 - 59 MPa
Propriedades térmicas
Calor específico: 1,60 – 2,00 ( 103 J/kg.K)
Temperatura de transição vítrea: 310 - 320 K
Temperatura máxima de serviço: 390 - 395 K
Temperatura mínima de serviço: 140 - 150 K
Propriedades físicas
Absorção de água: 0,08 – 0,09 %
Densidade: 1,3 – 1,32 gf/cm3
Flamabilidade: muito ruim
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
98
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades elétricas
Constante dielétrica: 3,3 - 4 (103 F/m)
Resistividade: 1,00 – 2,00 (1012 ohm.m)
Poliacetato de vinila (PVAC) é bastante usado em películas de papéis e tecidos,
adesivos e tintas de secagem rápida.
Poli-4-metilpentano-1 (PMP) tem grande aplicação na fabricação de embalagens
plásticas para aquecimento em microondas. Caracteriza-se por apresentar alta transparência,
boas propriedades elásticas e temperatura de amolecimento acima de 200 oC.
Álcool polivinílico (PVAL) é solúvel em água, mas insolúvel em muitos solventes
orgânicos, por isto, é usado na preparação de colas e agentes separador em moldagem de
peças de plásticos para evitar a adesão da resina ao molde.
Policarbonatos – PC - (O-C6H4-C-(CH3)2-C6H4-O-CO)n. A fórmula geral que representa a
estrutura molecular desta família de plásticos de origem dos poliésteres é representada por:
n
São derivados do bisfenol A e do ácido carbônico. Apresentam temperaturas de
amolecimento acima de 200 oC. Tem boas propriedades elétricas e mecânicas e estabilidade
dimensional. Usado em instrumentos cirúrgicos, aparelhos elétricos, Compact Disc, garrafas
de água, recipientes para filtros, componentes de interiores de aviões, coberturas translúcidas,
divisórias , vitrines, etc. Processos: injeção, extrusão, termoformagem, usinagem, outros.
Fornecedor: Allcolor, Bayer Polímeros, GE Plastic, Petropol, Mauá, Quimpetrol, Re Plas,
Uniflon.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
99
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades mecânicas
Ductilidade: 1 – 1,3 %
Coeficiente de Poisson: 0,39 – 0,44
Coeficiente de atrito: 0,2 – 0,3
Dureza: 150 - 180 MPa
Módulo de Bulk: 3,2 – 4,6 MPa)
Módulo de cisalhamento: 0,95 – 1,05 GPa
Módulo de elasticidade:2 - 2.9 (GPa)
Resistência ao impacto: 400 - 700 (J/m; notação Izod)
Limite elástico: 55 - 65 MPa
Tenacidade a ruptura: 3 – 3,3 MPa.m1/2
Tensão de escoamento:
Tensão de compressão: 100 - 120 MPa
Tensão de ruptura por tração: 56 - 68 MPa
Propriedades térmicas
Calor específico: 1,20 – 1,30 (103 J/kg.K)
Dilatação térmica: 40 - 75 (10-6/K)
Condutividade térmica: 0,14 – 0,22 W/m.K
Temperatura de transição vítrea: 420 - 425 K
Temperatura máxima de serviço: 385 - 390 K
Temperatura mínima de serviço: 140 - 150 K
Propriedades físicas
Absorção de água: 0,65 – 0,7 %
Densidade: 1,2 – 1,22 gf/cm3
Índice de refração: 1,584
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,9 – 3,1 (106 F/m)
Resistividade: 1 - 100 (1012 ohm.m)
Alílicos – São plásticos termoestáveis, cuja resina mais importante é o dialil-ftalato (DAP).
Com excelente estabilidade dimensional e alta resistência elétrica, entretanto, quando
adicionado pós de metais nobres torna-se material condutor elétrico ou magnético,
dependendo do metal adicionado.
Acrílicos – São plásticos que constituem uma subclasse de poliolefínicas que tem grande
aplicação de uso doméstico e industrial. As resinas mais importantes desta família são:
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
100
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
polimetacrilato de metila (PMMA); poliacrilonitrilo (PAN) e copolímeros do acrilonitilo
como acrilonitrilo-budadieno-estireno (ABS) e o estireno-acrilonitrilo (SAN).
O polimetacrilato de metila - (CH3-CH2-C-CO-OCH3)n -, cuja fórmula está abaixo, é
um produto não cristalino com boas propriedades óticas. É usado para produção de dentaduras
(resina de dentista), lentes, réguas, embalagens e painéis de propaganda. Processos: injeção,
usinagem, outros. geralmente são moldadas a partir de pós misturados com catalisador.
n
Propriedades mecânicas
Ductilidade: 0,03 – 0,06 %
Coeficiente de Poisson: 0,4 – 0,43
Coeficiente de atrito: 0,4 – 0,5
Dureza: 100 - 220 MPa
Módulo de Bulk: 3 - 4 GPa
Módulo de cisalhamento: 0,6 – 1,2 GPa
Módulo de elasticidade: 1,8 – 3,2 GPa
Resistência ao impacto: 20 - 22 (J/m; notação Izod)
Limite elástico: 35 - 70 MPa
Tenacidade a ruptura: 0,8 – 1,3 MPa.m1/2
Tensão de compressão: 45 - 85 MPa
Tensão de ruptura por tração: 38 - 75 MPa
Propriedades térmicas
Calor específico: 1.280 – 1.450 J/kg.K
Dilatação térmica: 62 - 105 (10-6/K)
Condutividade térmica: 0,13 – 0,21 W/m.K
Temperatura de transição vítrea: 370 - 375 K
Temperatura máxima de serviço: 320 - 325 K
Temperatura mínima de serviço: 150 - 200 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
101
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Absorção de água: 0,2 – 0,4 %
Densidade: 1,15 – 1,2 gf/cm3
Índice de refração: 1.5
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,6 – 3,2 (106 F/m)
Resistividade: 2 – 15,8 (1013 ohm.m)
O poliacrilonitrilo, cuja fórmula segue abaixo, pode ser cristalizado fornecendo uma
fibra sintética muito resistente mecanicamente e quimicamente. Uns dos principais usos deste
plástico é na confecção de cordas e tecidos náuticas que podem ser combinados com o
algodão. Usado também com aditivo para o PVC e borrachas sintéticas.
n
O ABS é um polímero que apresenta três meros com seus respectivos graus de
polimerização. Apresenta estabilidade dimensional, resistência química e elétrica, com faixa
de temperatura de –40 oC e 115 oC.
n1
acrilonitrilo
n2
butadieno
PROF. CLÁUDIO ROBERTO LOSEKANN
n3
estireno
- 2.001
102
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ABS - alto impacto - Aplicações: Gabinetes e caixas domésticas, caixas de televisão,
telefones, batedeiras e liqüidificadores, aspiradores de pó, box para chuveiros. Processos:
injeção, usinagem, outros.
Propriedades mecânicas
Ductilidade: 0,06 – 0,09 %
Coeficiente de Poisson: 0,38 – 0,42
Coeficiente de atrito: 0,47 – 0,52
Dureza: 70 - 140 MPa
Módulo de Bulk: 3 – 4,4 GPa
Módulo de cisalhamento: 0,7 – 0,95 GPa
Módulo de elasticidade: 1,8 – 2,7 GPa
Resistência ao impacto: 200 - 400 (J/m, notação Izod)
Limite elástico: 27 - 55 MPa
Tenacidade a ruptura: 3 - 4 MPa.m1/2
Tensão de compressão: 60 - 100 MPa
Tensão de ruptura por tração: 36 - 48 MPa
Propriedades térmicas
Calor específico: 1.500 – 1.530 J/kg.K
Dilatação térmica: 70 - 95 (10-6/K)
Condutividade térmica: 0,14 – 0,22 W/m.K
Temperatura de transição vítrea: 370 - 375 K
Temperatura máxima de serviço: 340 - 350 K
Temperatura mínima de serviço: 150 - 200 K
Propriedades físicas
Absorção de água: 0,3 – 0,32 %
Densidade: 1,02 – 1,1 gf/m3
Propriedades elétricas
Constante dielétrica: 2,4 – 2,9 (106 F/m)
Resistividade: 6,31 – 15,8 (1013 ohm.m)
ABS - médio impacto - Aplicações: gabinetes e caixas para objetos domésticos, caixas
de TV, telefones, aspiradores de pó, banheiros. Processos: injeção, usinagem, outros.
Propriedades mecânicas
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
103
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Ductilidade: 0,07 – 0,12 %
Coeficiente de Poisson: 0,38 – 0,42
Coeficiente de atrito: 0,48 – 0,52
Dureza: 100 - 150 MPa
Módulo de Bulk: 4,1 – 4,8 GPa
Módulo de cisalhamento: 0,85 – 0,95 GPa
Módulo de elasticidade: 2,5 – 2,9 GPa
Resistência ao impacto: 70 - 80 J/m
Limite elástico: 40 - 45 MPa
Tenacidade a ruptura: 2,9 – 3,4 MPa.m1/2
Tensão de compressão: 55 - 60 MPa
Tensão de ruptura por tração: 45 - 48 MPa
Propriedades térmicas
Calor específico: 1.500 – 1.510 J/kg.K
Dilatação térmica: 80 - 85 (10-6/K)
Condutividade térmica: 0,14 – 0,2 W/m.K
Temperatura de transição vítrea: 350 - 360 K
Temperatura máxima de serviço: 358 - 370 K
Temperatura mínima de serviço: 150 - 200 K
Propriedades físicas
Absorção de água: 0,2 – 0,3 %
Densidade: 1,04 – 1,06 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 2,8 – 2,9 (106 F/m)
Resistividade: 1.00 (1014 ohm.m)
O SAN apresenta alta resistência mecânica, dureza e estabilidade dimensional ao
aquecimento. Aplicações: Lentes para instrumentos, peças para aspiradores e umidificadores,
copos, corpos para isqueiros, seringas médicas, divisões para geladeiras, copos de
liqüidificadores e bobinas para computadores. Processos: injeção, usinagem, outros.
Fornecedor: Nitriflex
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
104
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
n1
estireno
n2
acrilonitrilo
Propriedades mecânicas
Ductilidade: 0,022 – 0,05 %
Coeficiente de Poisson: 0,37 – 0,4
Coeficiente de atrito: 0,25 – 0,3
Dureza: 160 - 200 MPa
Módulo de Bulk: 4,8 – 5,2 GPa
Módulo de cisalhamento: 1,2 – 1,4 GPa
Módulo de elasticidade: 3,2 – 3,6 GPa
Resistência ao impacto: 20 - 22 (J/m, notação Izod)
Limite elástico: 65 - 70 MPa
Tenacidade a ruptura: 0,8 - 1 MPa.m1/2
Tensão de compressão: 80 - 85 MPa
Tensão de ruptura por tração: 65 - 85 MPa
Propriedades térmicas
Calor específico: 1.300 – 1.500 J/kg.K
Dilatação térmica: 50 - 80 (10-6/K)
Condutividade térmica: 0,13 – 0,17 W/m.K
Temperatura de transição vítrea: 340 - 350 K
Temperatura máxima de serviço: 360 - 365 K
Temperatura mínima de serviço: 200 - 220 K
Propriedades físicas
Absorção de água: 0,24 – 0,26 %
Densidade: 1,06 – 1,08 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3 – 3,1 (106 F/m)
Resistividade: 6,31 – 15,8 (1013 ohm.m)
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
105
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Poliimidas – (PI) - (N-(CO)2-C6H2-(CO)2-N-C6H4)n - São termoplásticos obtidos pela reação
de um dianidrido aromático com uma diamina, cuja formula geral é dado abaixo:
n
Apresentam temperatura de fusão cristalina elevada que só podem ser moldados por
processos especiais. Por isto são usados na forma de blocos para usinagem e forjamento. Boas
propriedades mecânicas em temperaturas elevadas (450 oC) em curtos intervalo de tempo.
Fabricação de engrenagens, mancais, rolamentos, assentos de válvula, anéis de pistão,
isolantes elétricos, peças de motores, placas de circuitos impressos, adesivos. Processos:
injeção, extrusão, usinagem, outros. Taxa de reciclagem: 0,05 – 0,1. Fornecedor: Du Pont,
Ensinger.
Propriedades mecânicas
Ductilidade: 0,03 – 0,08 %
Coeficiente de Poisson: 0,4 – 0,45
Coeficiente de atrito: 0,4 – 0,45
Dureza: 195 - 210 MPa
Módulo de Bulk: 3 - 6 GPa
Módulo de cisalhamento: 0,95 – 1,85 GPa
Módulo de elasticidade: 2,5 – 4,8 GPa
Resistência ao impacto: 75 - 85 (J/m; notação Izod)
Limite elástico: 52 - 72 MPa
Tenacidade a ruptura: 1,5 – 2,5 MPa.m1/2
Tensão de compressão: 80 - 140 MPa
Tensão de ruptura por tração: 70 - 100 MPa
Propriedades térmicas
Calor específico: 1.120 – 1.130 J/kg.K
Dilatação térmica: 32 - 65 (10-6/K)
Condutividade térmica: 0,19 – 0,42 W/m.K
Temperatura de transição vítrea: 470 - 480 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
106
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Temperatura máxima de serviço: 520 - 590 K
Temperatura mínima de serviço: 3 - 20 K
Propriedades físicas
Absorção de água: 0,1 – 0,15 %
Densidade: 1,32 – 1,38 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3 – 3,6 (106 F/m, 23oC)
Resistividade: 1 – 10 (1013 ohm.m)
Aminoplásticos – Tem reação similar a das resinas fenólicas, onde inicialmente se formam
moléculas lineares e posteriormente é desenvolvida a reação de cura, quando moléculas se
interencadeiam formando estrutura tridimensional. Os principais plásticos desta família são:
uréia-formaldeído (UF) [artigos de iluminação, aditivos na indústria de papel]; melaminaformaldeído (MF) [produção de louças] e anilina-formaldeído (AF) [blocos e faixas terminais
de circuitos elétricos].
Celulósicos – São polímeros naturais encontrado na madeira, algodão, palha, etc., que possui
moléculas grandes (n = 5.000). Devido as suas ligações transversais, sua moldabilidade é
dificultada. Da extração da madeira, e após sua purificação, é obtido a celulose química, com
n = 1.000, que é matéria prima para muitas resinas, entre as quais cita-se o nitrato de celulose,
acetato de celulose, aceto-butirato de celulose e etil-celulose.
Nitrato de celulose (CN) – Obtido do tratamento da celulose com ácido nítrico. O grau
de nitratação pode ser variado, obtendo-se plásticos explosivos que deve-se ter cuidado na
moldagem. Utilizado para fabricação de bolas de tênis de mesa.
Acetato de celulose (CA) – É obtido do tratamento da celulose com ácido e anidro
acéticos. Sem os problemas do anterior como sensibilidade à temperatura e facilidade a
combustão, é usado na fabricação de brinquedos, películas para embalagens e filmes
fotográficos de segurança. É empregado na forma de pós para injeção. Um dos plásticos
encontrados no comércio é o acetato.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
107
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Aceto-butirato de celulose (CAB) – É um éster misto da celulose, resultando da reação
da celulose química com misturas de anidridos acético e butírico. Menos denso e mais
resistente que o acetato de celulose à intempéries do tempo.
Etil-celulose (EC) – É um termoplástico utilizado para situações que deve ocorrer
impactos, devido a excelente tenacidade.
Polioximetilênicos (POM) – Polímeros lineares do formaldeído, ( -CH2-O-)n, que podem ser
moldados por injeção ou extrusão. Apresenta um elevado índice de cristalinidade, elevada
resistência à tração (70 MPa) e rigidez à flexão, excelente desempenho à fadiga e estabilidade
dimensional.
Epoxídicos – São polímeros que se completam com agentes de cura (catalisadores). É a
mistura da resina de epoxeto com agente de cura aminado. Há vários tipos de radicais. Os
adesivos epoxídicos dão ligações extremamente fortes de metal com metal, além de serem
empregadas em vernizes de acabamento. Apresentam boa resistência a abrasão.
Fluoroplásticos – São polímeros termoplásticos com o elemento mais ativo flúor.
Apresentam boa estabilidade química, resistência a temperatura elevada, baixo coeficiente de
atrito e excelente propriedades dielétricas, mas apresentam baixa resistência mecânica. Dois
tipos são de maior uso:
Politetrafluoretileno (PTFE) - (CF2)n - O PTFE foi descoberto em 1938 por um
químico da Du Pont e patenteado em 1941 sob a marca registrada de TEFLON. É altamente
cristalino com elevada resistência ao calor. Temperado a 3300
o
C, torna-se amorfo,
transparente, tenaz e flexível. Aplicações: Vedações hidráulicas (herméticas para
condensadores), gaxetas, embalagens, válvulas, transformadores isolados, revestimento de
pára-quedas, revestimento para panelas e ferros de passar, apoio para pontes e tubulações,
isolante elétrico, anti-aderente. Processos: injeção, extrusão, spray, outros. Fornecedor: Enro,
Incopol, Petropol, Mauá, Uniflon, Du Pont, Hoechst, ICI.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
108
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
n
Propriedades mecânicas
Ductilidade: 2,5 - 3 %
Coeficiente de Poisson: 0,44 – 0,47
Coeficiente de atrito: 0,05 – 0,15
Dureza: 75 - 90 MPa
Módulo de Bulk: 1 - 2 GPa
Módulo de cisalhamento: 0,11 – 0,24 GPa
Módulo de elasticidade: 0,3 – 0,7 GPa
Resistência ao impacto: 160 - 180 (J/m; notação Izod)
Limite elástico: 15 - 30 MPa
Tenacidade a ruptura: 2,5 - 3 MPa.m1/2
Tensão de compressão: 30 - 60 MPa
Tensão de ruptura por tração: 15 - 40 MPa
Propriedades térmicas
Calor específico: 1.000 – 1.010 J/kg.K
Dilatação térmica: 100 - 150 (10-6/K)
Condutividade térmica: 0,19 – 0,25 W/m.K
Temperatura de transição vítrea: 293 - 295 K
Temperatura máxima de serviço: 510 - 530 K
Temperatura mínima de serviço: 10 - 20 (K)
Propriedades físicas
Absorção de água: 0,01 – 0,015 %
Densidade: 2,1 – 2,18 gf/cm3
Índice de refração: 1,35
Flamabilidade: excelente
Propriedades elétricas
Constante dielétrica: 2 – 2,1(106 F/m)
Resistividade: 1,00 – 10,0 (1016 ohm.m)
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
109
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
policlorotrifluoretileno (PCTFE) – É resistente à umidade, intempéries, ataques de
solventes e à inflamação. A moldagem se dá a 260 oC, com temperatura de trabalho até 130
o
C.
n
Polissulfonas – São produzidos através de uma série de reações entre o bisfenol A e a 4-4diclorodifenilsulfona, com a seguinte fórmula geral:
n
Como termoplásticos rígidos, resistentes e dimensionalmente estáveis, suas
propriedades podem ser melhoradas ainda com carga de fibra de vidro. Exigem temperaturas
da ordem de 350 a 400 oC para o processamento. Podem ser soldados por pulsos de calor ou
por ultra-som.
Fenólicos - Também conhecido como baquelite, sua resina pura resulta da reação do
formaldeído com o fenol e tem a fórmula estrutural como segue:
n
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
110
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Essa resina pura é moída a um pó fino, na qual se adicionam cargas, pigmentos e
lubrificantes específicos de acordo com cada aplicação. A cura é desencadeada pela adição de
hexametileno tetramina ( C6H12N4), que nas condições de 160 oC de temperatura e 72 kgf/cm2
se decompõem em formaldeído e amônia. Este último funciona como catalisador, fazendo
com que o formaldeído gerado reaja com a resina, estabelecendo as reações transversais entre
as moléculas. A resina inicialmente se geleifica e posteriormente se torna dura e infusível,
podendo ser então removida do molde. Usa-se, como carga de reforço, geralmente serragem,
papel ou tecido picado, especialmente em cinzeiros e caixas de instrumentos. Aplicações:
Condensadores eletrolíticos, terminais para lâmpadas fluorescente, soldas eletrônicas,
equipamentos elétricos e mecânicos. Processos: moldagem química, usinagem, outros.
Propriedades mecânicas
Ductilidade: 0,01 – 0,02 %
Coeficiente de Poisson: 0,4 – 0,45
Coeficiente de atrito: 0,3 – 0,5
Dureza: 60 - 110 MPa
Módulo de Bulk: 7 - 10 GPa
Módulo de cisalhamento: 2,2 – 3,5 GPa
Módulo de elasticidade: 6 – 9,5 GPa
Resistência ao impacto: 24 - 25 (J/m; notação Izod)
Limite elástico: 40 - 50 MPa
Tenacidade a ruptura: 0,8 – 1,3 MPa.m1/2
Tensão de compressão: 50 - 70 MPa
Tensão de ruptura por tração: 30 - 50 MPa
Propriedades térmicas
Calor específico: 1.250 – 1.460 J/kg.K
Dilatação térmica: 30 - 44 (10-6/K)
Condutividade térmica: 0,16 – 0,36 W/m.K
Temperatura de transição vítrea: 400 - 420 K
Temperatura máxima de serviço: 415 - 425 K
Temperatura mínima de serviço: 180 - 200 K
Propriedades físicas
Absorção de água: 0,8 – 0,9 %
Densidade: 1,24 – 1,38 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 7 – 9 F/m
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
111
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Resistividade: 1,00 - 100 (1010 ohm.m)
Polialômeros – São variedades de poliolefinas que apresentam um comportamento
intermediário ao polietileno de alta densidade e ao polipropileno, mas com melhor
desempenho a temperaturas baixas. Usados em conexões hidráulicas, caixas para ferramentas
com dobradiças integrais, filmes e placas.
Polifenilênicos – São termoplásticos de base fenólica. Há duas resinas que tem grande
importância comercial. O polióxido de fenileno (PPO) que apresenta boa estabilidade
dimensional e propriedades mecânicas e elétricas e notável estabilidade hidrolítica. Seu uso
tem destaque nos utensílios domésticos e instrumentos cirúrgicos, onde se utiliza vapor de
água para esterilização. O polisulfeto de fenileno (PPS) que apresenta elevada resistência
química e resistência mecânica à tração. Tem tido aplicações em recobrimento termicamente
estáveis em conexões e tubulações industriais.
Silicones – Há vários tipos de plásticos e elastômeros onde o mero não é o principal elemento
de construção, ou seja, neste tipo de polímero o Si tem substituído o C, fazendo com que os
compostos assim obtidos sejam similares aos carbonados, mas com melhor resistência ao
calor e ao ar. Este efeito é obtido através da ligação ( ≡ Si – O – ), compostos deste tipo tem
fórmula geral RSiO e são conhecidos como silicones. Pode ser usados como vernizes,
películas, óleos lubrificantes, borrachas, etc.
SILICONE RÍGIDO (SIL) - ((CH3)2 SiO)n - Aplicações: é utilizado em cápsulas de
componentes eletrônicos, cobertas de proteção contra a abrasão e resistentes ao tempo.
Processos: injeção, usinagem, outros.
Propriedades mecânicas
Ductilidade:0,015 – 0,025 %
Coeficiente de Poisson: 0,37 – 0,4
Módulo de Bulk: 3 - 8 GPa
Módulo de cisalhamento: 1 – 1,3 GPa
Módulo de elasticidade: 3 - 8 GPa
Limite elástico: 27 - 46 MPa
Tenacidade a ruptura: 0,6 – 1,3 MPa.m1/2
Tensão de compressão: 40 - 150 MPa
Tensão de ruptura por tração: 27 - 46 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
112
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades térmicas
Calor específico: 1.050 - 1.280 J/kg.K
Dilatação térmica: 55 - 70 (10-6/K)
Condutividade térmica: 0,15 – 0,3 W/m.K
Temperatura de transição vítrea: 150 - 200 K
Temperatura máxima de serviço: 510 - 540 K
Temperatura mínima de serviço: 90 - 100 K
Propriedades físicas
Densidade: 1,45 – 1,9 gf/cm3
Flamabilidade: boa
Propriedades elétricas
Constante dielétrica: 44 - 46 106 F/m
Resistividade: 1.00+21 - 1.00+22 (10-8 ohm.m)
Poliamidas – (PA) – São termoplásticos desenvolvidos pela Du Pont e são mais conhecidos
como náilons (Nylon), contração das palavras New York – London. Apresentam elevada
resistência à tração, resistência ao impacto e elevada resistência a abrasão. Resistem a ação do
óleo, hidrocarbonetos e ésteres, mas são amolecidos por álcoois, glicóis e água. Dentre os
vários náilons encontrados no comércio, quatro recebem grande importância: o náilon 66, o
náilon 610, náilon 6 e náilon 11.
NYLON 6 - (NH-(CH2)5CO)n - Aplicações: Como reforço nas telhas plásticas de
fibra, em buchas para fixação, dobradiças, engrenagens, válvula de regulagem de assento.
Processos: injeção, extrusão, termoformagem, usinagem, outros. Fornecedor: Bayer
Polímeros, Pepasa, Quimpetrol, Rhodia, Du Pont
Propriedades mecânicas
Ductilidade: 0,6 – 0,65 %
Coeficiente de Poisson: 0,38 – 0,42
Coeficiente de atrito: 0,2 – 0,3
Dureza: 100 - 120 MPa
Módulo de Bulk: 3,4 – 4,2 GPa
Módulo de cisalhamento: 0,58 – 0,79 GPa
Módulo de elasticidade: 2,2 – 2,8 GPa
Resistência ao impacto: 32 - 53 (J/m; notação Izod)
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
113
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Limite elástico: 38 - 40 MPa
Tenacidade a ruptura: 2,3 – 2,5 MPa.m1/2
Tensão de Compressão: 40 - 45 MPa
Tensão de ruptura por tração: 40 – 42 MPa
Propriedades térmicas
Calor específico: 1.400 - 1.600 J/kg.K
Dilatação térmica: 95 - 105 (10-6/K)
Condutividade térmica: 0,22 – 0,26 W/m.K
Temperatura de transição vítrea: 320 - 330 K
Temperatura Máxima de Serviço: 370 - 420 K
Temperatura Mínima de Serviço: 225 - 230 K
Propriedades físicas
Absorção de água: 1,4 – 1,6 %
Densidade: 1,13 – 1,15 gf/cm3
Índice de refração: 1,53
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3,6 – 3,8 (106 F/m)
Resistividade: 3,16 - 10 (1010 ohm.m)
NYLON 66 -
(NH-(CH2)6-NH-CO(CH2)4CO)n - Aplicações: tecidos, mancais,
engrenagens, carenagens. Processos: injeção, extrusão, usinagem, outros.
Propriedades mecânicas
Ductilidade: 0,6 – 2 %
Coeficiente de Poisson: 0,38 – 0,42
Coeficiente de atrito: 0,2 – 0,3
Dureza: 140 - 160 MPa
Módulo de Bulk: 3,2 – 4,4 GPa
Módulo de cisalhamento: 0,39 – 0,46 GPa
Módulo de elasticidade: 2 – 2,8 GPa)
Resistência ao impacto: 43 - 53 (J/m; notação Izod)
Limite elástico: 56 - 58 MPa
Tenacidade a ruptura: 1,5 - 2 MPa.m1/2
Tensão de compressão: 58 - 62 MPa
Tensão de ruptura por tração: 70 - 86 MPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
114
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades térmicas
Calor específico: 1.400 – 1.600 J/kg.K
Dilatação térmica: 80 - 95 (10-6/K)
Condutividade térmica: 0,2 – 0,25 W/m.K
Temperatura de transição vítrea: 360 - 365 K
Temperatura máxima de serviço: 380 - 450 K
Temperatura mínima de serviço: 235 - 240 K
Propriedades físicas
Absorção de água: 0,8 – 1,6 %
Densidade: 1,13 – 1,15 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3,3 – 3,6 (10-6 F/m)
Resistividade: 6,31 - 20 (1010 ohm.m)
NYLON 11 - (NH-(CH2)10CO)n -
Propriedades mecânicas
Ductilidade: 3,1 – 3,2 %
Coeficiente de Poisson: 0,38 – 0,42
Coeficiente de atrito: 0,2 – 0,3
Dureza: 120 - 150 MPa
Módulo de Bulk: 1,7 - 2 GPa
Módulo de cisalhamento: 0,32 – 0,34 GPa
Módulo de elasticidade: 0,9 – 0,95 GPa
Resistência ao impacto: 50 - 90 (J/m; notação Izod)
Limite elástico: 49 - 51 MPa
Tenacidade a ruptura: 1 – 1,5 MPa.m1/2
Tensão de compressão: 51- 58 MPa
Tensão de ruptura por tração: 51- 53 MPa
Propriedades térmicas
Calor específico: 1.650 – 1.700 J/kg.K
Dilatação térmica: 95 - 120 (10-6/K)
Condutividade térmica: 0,25 – 0,29 W/m.K
Temperatura de transição vítrea: 330 - 350 K
Temperatura máxima de serviço: 350 - 400 K
Temperatura mínima de serviço: 220 - 225 K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
115
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Propriedades físicas
Absorção de água: 0,3 – 0,4 %
Densidade: 1,03 – 1,05 gf/cm3
Flamabilidade: regular
Propriedades elétricas
Constante dielétrica: 3 – 3,6 (106 F/m)
Resistividade: 6.,31 – 12,6 (1011 ohm.m)
Outros plásticos
Polieter-eter-cetona (PEEK) - (O-C6H4-O-C6H4-CO-C6H4)n Aplicações: conectores elétricos, ventiladores, impelidores, componentes de reatores
nucleares, células de combustível, dispositivos para quimioterapia, ferramentas de cirurgia,
revestimento de fios. Processos: injeção, usinagem, outros. Taxa de reciclagem: 0,2 – 0,3.
Fornecedor: Autotravi.
Poliester sulfona (PES) - (C6H4-SO2-C6H4-O-C6H4-C(CH3)2-C6H4-O)n Aplicações: componentes elétricos, placas de circuitos impressos, componentes médicos e
agrícolas, suportes para lâmpadas fotográficas, equipamentos de laboratório, tanques de
esterilização, instrumentos para medições, corpos de válvula, isoladores. Processos: injeção,
extrusão, outros. Taxa de reciclagem: 0,1 – 0,15. Fornecedor: Ensinger, BASF.
Poliester rígido - (OOC- C6H4-COO-C6H10)n Aplicações: cubas, assentos. Processos: injeção, usinagem, outros.
Poliuretano flexível – PU - (CO-NH-R-NH-CO-O-R-O)n Aplicações: esquadrias, molduras, chapas, revestimentos, filmes, estofamento de automóveis,
em móveis, isolamento térmico de roupas impermeáveis, isolamento em refrigeradores
industriais e domésticos, polias, correias. Processos: injeção, extrusão, moldagem química,
outros. Fornecedor: Bayer, Resana, Brasppoly, bolltrade, Poly-urethane, Petropol.
(PEEK)
PROF. CLÁUDIO ROBERTO LOSEKANN
(PES)
- 2.001
Poliester
(PU)
116
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
rígido
Propriedades mecânicas
Ductilidade (%)
0,045 – 0,048
Coeficiente de Poisson
0,38 – 0,43
Coeficiente de atrito
0,18 – 0,2
Dureza (MPa)
100 - 120
Módulo de Bulk (GPa)
4 – 4,5
Módulo de cisalhamento
1,2 – 1,4
(GPa)
Módulo de elasticidade
3,7 – 3,9
(GPa)
Resistência ao impacto
85 - 90
(J/m)
Limite elástico (MPa)
55 - 60
Tenacidade a ruptura
2,3 – 2,5
(MPa.m1/2)
Tensão de compressão
80 - 120
(MPa)
Tensão de ruptura por
70 - 100
tração (MPa)
Propriedades térmicas
Calor específico (J/kg.K)
1.500 - 1600
Dilatação térmica
50 - 60
-6
(10 /K)
Condutividade
térmica 0,23 – 0,26
(W/m.K)
Temperatura de transição 530 - 540
vítrea (GPa)
Temperatura máxima de 520 - 530
serviço (K)
Temperatura mínima de 150 - 170
serviço (K)
Propriedades físicas
Absorção de água (%)
0,15 – 0,30
3
Densidade (gf/cm )
1,29 – 1,32
Índice de refração
Flamabilidade
regular
Propriedades elétricas
Constante dielétrica (106
3,2 - 3.3
F/m)
Resistividade
1,0 - 6,31
(1014
PROF. CLÁUDIO ROBERTO LOSEKANN
0,3 – 0,8
0,38 – 0,42
0,25 – 0,3
200 - 240
3,8 – 4,6
0,8 – 1,0
0,04 – 0,06
0,4 – 0,45
0,3 – 0,5
60 - 140
3-5
0,9 – 1,6
3,8 – 7,2
0,49 – 0,498
2,4 – 2,9
2,5 – 4,4
0,002 – 0,03
82 - 86
45 - 70
60 - 70
1,3 – 2,0
40 - 60
0,5 – 0,9
25 - 51
0,2 – 0,4
90 - 100
45 - 100
50 - 100
70 - 85
40 - 60
25 - 51
1.240 – 1.260
53 - 58
1.200 – 1.280
80 - 150
1.650 - 1.700
150 - 165
0,13 – 0,18
0,15 - 0.6
0,28 – 0,3
460 - 480
350 - 410
200 - 250
450 - 455
390 - 410
340 - 360
160 - 165
190 - 200
200 - 250
0,2 – 0,3
1,3 – 1,38
0,25 – 0,3
1,14 – 1,46
regular
regular
0,55 - 0,77
1,02 - 1,25
1,5 - 1,6
muito ruim
3,5 – 3,6
4,5 – 5,6
3,5 – 9,5
3,16 – 12,6
(1014 ohm.m)
1,0 - 100
(1010 ohm.m)
0,1 - 1000
(1011 ohm.m)
117
- 2.001
1,5 - 2
0,007 – 0,08
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ohm.m)
11.4 - ELASTÔMEROS
Elastômeros são polímeros que tem, como característica principal, a propriedade de
exibir elasticidade, ou seja, ao ser submetido a uma determinada tensão ou força, o mesmo
apresenta um campo de deformação elástico bastante diferenciado dos outros materiais, que,
após cessado a força ou tensão que a deformou, o material volta as suas dimensões nominais
verificadas antes dos esforços. A figura abaixo mostra situações de comportamento de três
polímeros à temperatura ambiente, onde um apresenta somente regime elástico de
deformação, mas de comportamento frágil, um segundo apresenta regime elástico e plástico
de deformação com comportamento dito dúctil e um terceiro, que é objeto de estudo nesta
seção, apresentando regime elástico de deformação, na sua quase totalidade, com
comportamento dito elástico (elastômeros).
100
Tensão de ruptura à tração (MPa)
Comportamento frágil
80
60
Comportamento dúctil
40
20
Comportamento elástico
0
0
6
12
18
24
30
Deformação (%)
FIGURA 11.7 – Comportamento ao ensaio de tração de polímeros.
Desta forma, os materiais poliméricos apresentam comportamento mecânico bastante
variável, por exemplo, um material termoestável como o polimetacrilato de metila apresenta
um comportamento tão frágil que se assemelha com materiais cerâmicos, entretanto, materiais
termoplásticos parcialmente cristalinos apresentam comportamento dúcteis similares aos aços
de baixo carbono e os elastômeros apresentam comportamento atípico. Todos relativos a
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
118
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
ensaios de tração. Em virtude deste comportamento atípico à tração, os elastômeros são
freqüentemente usados em máquinas e equipamento com objetivo de reduzir vibrações tanto
acústica como mecânicas, além de, geralmente, serem ótimos isolantes elétricos.
Os elastômeros têm sua origem do látex da seiva da seringueira (Hevea brasiliensis),
planta da Amazônia que Charles Goodyear descobriu, por acaso em 1.839, ao deixar cair uma
mistura de látex com enxofre sobre uma chapa quente de fogão, propriedades elásticas deste
material. Era a descoberta da vulcanização. Com a invenção do automóvel, e por volta de
1.880, ingleses passaram a explorar a seringueira cultivando mudas da planta na Indonésia e
em Filipinas. Os índios amazonenses já usavam o látex como elemento de vedação em canoas
e em determinados jogos esportivos.
A borracha é produto da polimerização do isopreno, cujo mero apresenta a fórmula
abaixo. A borracha é elástica, resistente à abrasão, eletricidade e à água, mas se altera na
presença de luz, calor e a muitos óleos e solventes (gasolina, querosene, etc.). A vulcanização,
que é um processo termoquímico por enxofre (2 a 4%) a temperatura em torno de 110 oC,
realizado em autoclaves, torna-a mais elástica e insolúvel.
isopreno
n
PROF. CLÁUDIO ROBERTO LOSEKANN
polisopreno
- 2.001
119
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
São muito poucos os produtos industrializados de borracha pura. Além de aditivos e
cargas, as borrachas industriais podem conter 30, 60, 90% de polisopreno além de polímeros
do tipo elastômeros sintéticos.
O uso de aceleradores de vulcanização e de antioxidantes ajudou a melhorar as
propriedades da borracha natural, mas as pesquisas em busca de borrachas sintéticas levaram
a descoberta do neopreno (1.936) nos Estados Unidos da América e da Buna (1.931) na
Alemanha. Dois tipos levaram importância: o buna-S (copolímero de estireno-butadieno) ou
SBR e o buna-N (copolímero de butadieno-acrilonitrila). Os SBRs contêm cerca de 75% de
butadieno e 25% de estireno e são as borrachas sintéticas mais comuns no mercado.
n1
butadieno
n2
estireno
As borrachas sintéticas têm as mesmas propriedades das borrachas naturais quanto a
vulcanização, solubilidade em solventes, resistência à água, à eletricidade, mas apresentam
melhor resistência a óleos, calor e luz.
Estireno-butadieno – SBR - (CH2-C(CH3)-C(CH3)-CH2)n - Aplicações: Pneus, bandas
de recapagem, solados, mangueiras, correias, peças técnicas calandradas ou extrudadas,
artigos médicos-hospitalares e peças para a indústria automotiva. Processos: vulcanização,
injeção, outros.
Propriedades mecânicas
Ductilidade: 4,5 – 5 %
Coeficiente de Poisson: 0,48 – 0,496
Coeficiente de Atrito: 0,3 – 0,6
Dureza: 12 - 21 MPa
Módulo de Bulk: 1,5 - 2 GPa
Módulo de cisalhamento: 0,0007 – 0,0033 GPa
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
120
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Módulo de elasticidade: 0,002 – 0,01 GPa
Resistência ao impacto: Não se aplica
Limite elástico: 12 - 21 MPa
Tenacidade a ruptura: 0,1 – 0,3 MPa.m1/2
Tensão de compressão: 14,4 – 25,2 MPa
Tensão de ruptura por tração: 12 - 21 MPa
Propriedades térmicas
Calor específico: 2.000 – 2.200 J/kg.K
Dilatação térmica: 660 - 675 (10-6/K)
Condutividade térmica: 0,143 – 1,48 W/m.K
Temperatura de transição vítrea: 210 - 215 K
Temperatura máxima de serviço: 383 - 393 K
Temperatura mínima de serviço: 210 - 215 K
Propriedades físicas
Absorção de água: 0,07 – 0,09 %
Densidade: 0,94 – 0,95 gf/cm3
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 2,5 – 3 V/m
Resistividade: 5,01 – 7,94 (1013 ohm.m)
Copolímero de etileno propileno – EPDM - (CH2-CH2-CH(CH3))n - Aplicações:
mancais, isolantes vibratórios. Processos: vulcanização, injeção, outros.
Propriedades mecânicas
Ductilidade: 1 - 7 %
Coeficiente de Poisson: 0,48 – 0,495
Coeficiente de atrito: 0,3 – 0,6
Dureza: 3.4 - 24 MPa
Módulo de Bulk: 1,5 - 2 GPa
Módulo de cisalhamento: 0,0002 – 0,007 GPa
Módulo de elasticidade: 0,0007 – 0,021 GPa
Resistência ao impacto: Não se aplica
Limite elástico: 3.,4 - 24 MPa
Tenacidade a ruptura: 0,1 – 0,3 MPa.m1/2
Tensão de compressão: 4,08 – 28,8 MPa
Tensão de ruptura por tração: 3,4 - 24 MPa
Propriedades térmicas
Calor específico: 2.000 – 2.200 J/kg.K
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
121
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Dilatação térmica: 550 - 590 (10-6/K)
Condutividade térmica: 0,14 – 0,17 W/m.K
Temperatura de transição vítrea: 198 - 223 K
Temperatura máxima de serviço: 445 - 455 K
Temperatura mínima de serviço: 206 - 226 K
Propriedades físicas
Absorção de água: 0,01 – 0,012 %
Densidade: 0,86 – 0,87 gf/cm3
Flamabilidade: muito ruim
Propriedades elétricas
Constante Dielétrica: 2,2 - 3 V/m
Resistividade: 1,00 - 10 (1016 ohm.m)
Copolímero de etileno acetato de vinil - EVA - (CH2)n-(CH2-CHR)n - Aplicações:
Brinquedos flexíveis, viseiras, chinelos, filmes para revestimento, chapéus, mouse pads.
Processos: injeção, extrusão, outros. Taxa de reciclagem: 0,02 – 0,04
Propriedades mecânicas
Ductilidade:7,3 – 7,7 %
Coeficiente de Poisson: 0,47 – 0,49
Coeficiente de atrito: 0,34 – 0,83
Dureza: 40 - 55 MPa
Módulo de Bulk: 1,5 - 2 GPa
Módulo de cisalhamento: 0,008 – 0,01 GPa
Módulo de elasticidade: 0,02 – 0,03 GPa
Resistência ao impacto: Não se aplica
Limite elástico: 16 - 17 MPa
Tenacidade a ruptura: 0,5 – 0,7 MPa.m1/2
Tensão de compressão: 20 - 30 MPa
Tensão de ruptura por tração: 16 - 17 MPa
Propriedades térmicas
Calor específico: 2.000 – 2.200 J/kg.K
Dilatação térmica: 160 - 190 (10-6/K)
Condutividade térmica: 0,3 – 0,4 W/m.K
Temperatura de transição vítrea:
Temperatura máxima de serviço: 320 - 325 K
Temperatura mínima de serviço: 150 - 200 K
Propriedades físicas
Absorção de água: 0,05 – 0,15 %
Densidade: 0,945 – 0,955 gf/cm3
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
122
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 2,9 – 2,95
Resistividade: 31,6 - 100 (1012 ohm.m)
Isopreno - (CH2-C(CH3)-CH-CH2)n - Aplicações: pneus de carros, tubos internos,
fechos,
cintos,
instalações
anti-vibração,
instalações
elétricas,
sapatos.
Processos:
vulcanização, injeção, outros.
Propriedades mecânicas
Ductilidade: 5 – 5,5 %
Coeficiente de Poisson: 0,499 – 0,4995
Coeficiente de atrito: 0,3 – 0,6
Dureza: 23 - 25 MPa
Módulo de Bulk: 1,5 - 2 GPa
Módulo de cisalhamento: 0,0004 – 0,0006 GPa
Módulo de elasticidade: 0,0017 – 0,002 GPa
Resistência ao impacto: Não se aplica
Limite elástico: 23 - 24 MPa
Tenacidade a ruptura: 0,07 – 0,1 MPa.m1/2
Tensão de compressão: 23 - 25 MPa
Tensão de ruptura por tração: 23 - 24 MPa
Propriedades térmicas
Calor específico: 1.800 – 2.500 J/kg.K
Dilatação térmica: 150 - 450 (10-6/K)
Condutividade térmica: 0,08 – 0,14 W/m.K
Temperatura de transição vítrea: 190 - 195 K
Temperatura máxima de serviço: 370 - 390 K
Temperatura mínima de serviço: 220 - 230 K
Propriedades físicas
Absorção de água: 0,1 – 0,2 %
Densidade: 0,93 – 0,94 gf/m3
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 2,5 – 3 V/m
Resistividade: 1 - 10 (107 ohm.m)
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
123
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Policloroprene – NEOPRENE -
(CH2-CCl-CH2-CH2)n - Aplicações: Roupas
impermeáveis de mergulho. Processos: injeção, outros.
Propriedades mecânicas
Ductilidade: 1 - 8 %
Coeficiente de Poisson: 0,48 – 0,495
Coeficiente de atrito: 0,3 – 0,6
Dureza: 3.4 - 24 MPa
Módulo de Bulk: 1.5 - 2 GPa
Módulo de cisalhamento: 0,0002 – 0,007 GPa
Módulo de elasticidade: 0,0007 – 0,002 GPa
Resistência ao impacto: Não se aplica
Limite elástico: 3,4 - 24 MPa
Tenacidade a ruptura: 0,1 – 0,3 MPa.m1/2
Tensão de compressão: 3,72 – 28,8 MPa
Tensão de ruptura por tração: 3.4 - 24 MPa
Propriedades térmicas
Calor específico: 2.000 – 2.200 J/kg.K
Dilatação térmica: 605 - 625 (10-6/K)
Condutividade térmica: 0,1 – 0,12 W/m.K
Temperatura de transição vítrea: 225 - 230 K
Temperatura Máxima de Serviço: 375 - 385 K
Temperatura Mínima de Serviço: 220 - 225 K
Propriedades físicas
Absorção de água: 0,1 – 0,2 %
Densidade: 1,23 – 1,25 gf/cm3
Flamabilidade: muito ruim
Propriedades elétricas
Constante dielétrica: 6,7 – 8 V/m
Resistividade: 1,00 - 10000 (1011 ohm.m)
12 – CERÂMICAS
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
124
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
12.1 – INTRODUÇÃO
Os materiais cerâmicos são materiais inorgânicos, cuja estrutura, após queima em altas
temperaturas, apresenta-se totalmente ou parcialmente cristalizada. A cristalização confere ao
material cerâmico propriedades físicas como a refratariedade, a condutividade térmica, a
resistência ao choque térmico, a resistência ao ataque de produtos químicos, resistência à
tração e à compressão e a dureza, que é muito importante para a utilização na mecânica. Isso
permite que os produtos de cerâmica sejam usados tanto para louça doméstica quanto para
construção (material refratário de altos-fornos, ferramentas de corte em máquinasferramentas). Por isto, cada vez mais a cerâmica vem substituindo peças de metais nos mais
variados equipamentos, desde peças automotivas até equipamentos de uso doméstico. A
Ciência dos Materiais tem desenvolvido materiais alternativos dos materiais tradicionais, a
exemplo das superligas a base de níquel, com notáveis resistências mecânica e à oxidação em
altas temperaturas, usados em turbinas de aviões. Entretanto, muitos materiais cerâmicos
ainda têm suas aplicações limitadas devido a sua fragilidade.
FIGURA 12.1 – Peças de cerâmica.
Tanto nos materiais cerâmicos quanto outros materiais é preciso estabelecer o fim que
o produto vai ter para que se possa escolher de forma precisa a matéria prima. Para a
fabricação de cerâmica convencional como louça doméstica, material sanitário, pisos e
revestimentos ou material de laboratório para a indústria química, usa-se muito argila, caulim,
quartzo e feldspato, misturados em diferentes proporções. Se for necessária a fabricação de
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
125
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
um material refratário, as matérias primas utilizadas podem ser a argila refratária, caulim,
diásporo, bauxita, cianita, silimanita, corindon, quartzito, etc nas proporções adequadas.
Para cerâmicas de uso especial e com processamento de alta tecnologia, chamadas de
cerâmicas
avançadas,
como
telas
de
televisão,
materiais
magnéticos,
materiais
biocompatíveis, cerâmicas supercondutoras, cerâmicas piezoelétricas, lentes, fibra ótica,
pastilhas de corte, a matéria prima é cuidadosamente selecionada e a composição destes no
produto dependerá da sua aplicação e das propriedades desejadas, por exemplo, as fibras
óticas contém basicamente SiO2 e B2O3. Atualmente existe alguns de tipos de fibras óticas
com composição mais intrínseca como o ZBLAN a base de zircônio, bário, lantânio, alumínio
e sódio, o HZBLAN com háfnio e o BIZYT a base de bário, índio, zinco, itérbio e tório. As
propriedades óticas têm maior importância neste campo. Quando se trata de pastilha de corte,
a matéria prima poderá ter composição bem distinta do último como o nitreto cúbico de boro,
a alumina, a zircônia ou carbeto de silício, todos com propriedades mecânicas de elevada
dureza e resistência a abrasão para produzir, por exemplo, materiais para ferramentas de corte.
Tanto a cerâmica convencional quanto a cerâmica avançada tem atingido grau de
desenvolvimento na produção que poderia ser descrito cursos especiais para cada caso, mas o
objeto deste estudo é apenas para dar uma visão geral de ambos os casos.
12.2 – CERÂMICA CONVENCIONAL
A cerâmica convencional pode ser separado em duas partes, vidros e
cerâmicos. Este último, geralmente, é constituída por três composições que são: massa
cerâmica, esmalte e engobe. A massa cerâmica é a que se apresenta geralmente em maior
quantidade, onde pode ser de baixa porosidade (piso) ou de elevada porosidade (revestimento,
tijolos isolantes térmicos). A massa cerâmica pode ser esmaltada ou não, que o caso de alguns
tipos de vasos de flores e tijolos vermelhos. O esmalte é a composição vítrea que geralmente
recobre a massa cerâmica conferindo um ótimo aspecto visual e impermeabilizante da massa.
O esmalte é composto de vários óxidos na forma de pós que, após a queima, vitrifica-se. O
engobe é uma composição intermediária da massa cerâmica e do esmalte que tem como
finalidade facilitar a aderência entre os dois. Os produtos cerâmicos são obtidos pela
composição destes ou não e sinterizados (queimados). A qualidade e defeito de um produto
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
126
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
cerâmico depende muito do conhecimento das matérias primas de cada componente bem
como das condições físico-químicas do processamento.
12.2.1 – MASSA CERÂMICA
As massas cerâmicas são misturas equilibradas de matérias primas plásticas e não
plásticas, que cumprem uma série de exigências que as fazem útil e rentáveis para fabricação
de produtos cerâmicos convencionais. As matérias primas utilizadas na preparação de massas
cerâmicas geralmente não são substâncias puras.
12.2.1.1 – Matérias primas plásticas
As matérias primas plásticas são: argila, caolim, bentonita.
Argilas - O termo argila se usa em linguagem comum num sentido muito amplo com o fim de
simplificar definições muito complexas, ou seja, em geral, entende-se como argila um produto
natural, não tratado previamente, formado por uma mistura de minerais argilosos (caolinita,
cloritas, ililitas, etc) com outros que não são argilosos como (quartzo, carbonatos, feldspatos
óxidos e etc.). Desta forma, em uma argila onde há predominância de cal, denominará argila
calcárea e, da mesma forma, para a argila caolinítica. As propriedades de cada argila estão de
acordo com suas composições. Os minerais argilosos se dividem em 3 grupos conforme a
tabela abaixo:
A
Grupo caolinita
Hidratados
Não hidratados
B
Grupo da mica
Hidratados
Não hidratados
Parcialmente hidrat.
C
halloisita
caolinita
dickita
Grupo de clorita
halloisita
caolinita
dickita
nacritra
montmorillonita
talco
pirofilita
illitas
clorita
Al2O3.2SiO2.2H2O + 2H2O
Al2O3.2SiO2.2H2O
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
127
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
nacritra
montmorillonita
talco
pirofilita
illitas
clorita
montmorillonita (bentonita)
3MgO.4SiO2.H2O
Al2O3.4SiO2.H2O
K2O. 3Al2O3. 6SiO2. H2O
clorita
Caolim – O caolim é uma argila contendo elevado índice de caolinita, de baixa plasticidade e
elevada refratariedade. Pode apresentar elevado conteúdo de sílica com granulometria
grosseira além de apresentar outros minerais como illita e montmorillonita. Os principais
óxidos do caolim são: SiO2 (54%) , Al2O3 (33%), restante, Fe2O3, CaO, MgO, Na2O, K2O,
TiO2.
Bentonita – O principal mineral argiloso da bentonita é a montmorillonita, que absorve água
com facilidade, dilatando sua estrutura até 4 ou 5 vezes seu volume a seco. É extremamente
plástica, melhorando de forma significativa a plasticidade com a adição deste na massa
cerâmica.
12.2.1.2 – Matérias primas não plásticas
As matérias primas não plásticas são: quartzo, feldspato, carbonato, talco.
Quartzo – O quartzo é a forma predominante da sílica (SiO2) – Sílica contém 98% de SiO2 –
ou seja, é a forma cristalina. Se utiliza como carga na massa cerâmica, quando se tem o
objetivo de diminuir a plasticidade da mesma. As argilas utilizadas para fabricação de pisos e
revestimentos geralmente tem em torno de 20% de sílica.
Feldspato – São minerais ígneos encontrados em rochas primárias em que aparecem junto
com o quartzo e a mica. Se trata de aluminosilicatos de metais alcalinos e alcalinos térreos,
por exemplo, aluminosilicato de sódio, aluminosilicato de cálcio. A tabela abaixo mostra
fórmulas moleculares teóricas de alguns tipos de feldspato mais comuns (minerais puros).
Mineral
Fórmula molecular
PROF. CLÁUDIO ROBERTO LOSEKANN
Densidade
- 2.001
Dureza (Mohs0
128
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Ortosa
Albita
Anortita
Celsiana
Petalita
Nefelina
K2O. Al2O3. 6SiO2
Na2O. Al2O3. 6SiO2
CaO. Al2O3. 2SiO2
BaO. Al2O3. 2SiO2
Li2O. Al2O3. 8SiO2
K2O. 3Na2O. 4Al2O3. 9SiO2
aparente (g/cm3)
2,56
2,61/2,64
2,70/2,76
3,37
2,41
6
6/6,5
6/6,5
>6
6,5
O ponto de fusão dos feldspato oscila entre 1.110 a 1.530 oC. Estas temperaturas
relativamente baixas são devido a presença dos metais alcalinos e alcalinos térreos.
Carbonato cálcico e dolomita – Se utilizam em massas cerâmicas de produtos porosos em
que é difícil introduzir argilas calcáres como, por exemplo, massa branca para revestimentos,
quando há dificuldade de se encontrar argilas de queima branca e alto conteúdo de carbonatos.
A dolomita pode ser considerada como um carbonato duplo de cálcio e magnésio, que se
apresentam em quantidades iguais.
Mineral
Carbonato cálcico
Dolomita
Fórmula molecular
CaCO3
CaO. MgO. 2CO2
Talco – O talco é um silicato de magnésio, podendo apresentar-se associado com impurezas
como o ferro e cálcio e outros metais alcalinos. Adicionando-se talco na massa cerâmica
aumenta-se a resistência a ácidos e reduz a expansão por umidade. Os principais óxidos que
podem estar contidos no talco são: SiO2 (60%), MgO (32%) e restante de Al2O3, Fe2O3, CaO,
Na2O, e etc.
12.2.2 – ESMALTES
Em muitos produtos cerâmicos a massa é recoberta por uma película vítrea que
também é denominado como vidrado que tem como função recobrir recobrir o material com
uma camada uniforme e impermeável, realizando também funções de estética e decorativas.
Se trata de vidros que tem diferentes composições de óxidos inclusive metais como ouro e
prata (revestimentos de encomenda especial). Pode ter formas cristalinas ou não em sua
composição. Os vidros são substâncias amorfas formadas por fusão e
posteriormente
esfriamento de silicatos desorientados. Os cristais são estruturas com orientação, na qual os
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
129
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
elementos químicos constituintes estão arranjados de forma ordenada e repetitiva nas três
dimensões, formando um conjunto de células unitárias. Portanto, a camada vítrea que cobre a
massa cerâmica tem na realidade a estrutura de um líquido subresfriado que pode conter
partículas cristalinas em suspensão, ou seja, esmalte = vidro + cristais.
Há uma série de fatores determinantes da composição do esmalte que tem de se levar
em conta na hora da escolha da matéria prima que são:
-
Capacidade de formar uma mistura que pode se dar por fusão um vidro homogêneo a uma
dada temperatura;
-
Interação adequada com a massa cerâmica;
-
Os coeficientes de dilatação térmica da massa cerâmica e esmalte devem ser compatíveis a
fim de evitar defeitos devido a forças de tração e de compressão entre ambos;
-
A composição do esmalte deve estar de acordo com as propriedades desejadas.
De acordo com o descrito, a composição de um esmalte estará composta por fundentes
(fritas) modificadores de propriedades (propriedades óticas, textura, etc.) e aditivos
(modificadores de propriedades reológicas).
12.2.3 – ENGOBE
A função do engobe é diferente do esmalte e também as suas propriedades. Em geral,
um engobe deverá:
-
Cobrir e homogeneizar a superfície da massa;
-
Isolar da superfície da massa cerâmica a ação de partículas contaminantes e proporcionar
uma superfície branca sobre a qual se aplicara o esmalte;
-
Ter opacidade adequada;
-
Regular a adaptação entre o esmalte e a massa cerâmica, atuando sobre seus coeficientes
de dilatação térmica ou sobre sua refratariedade.
Em geral, os engobes têm composições sensíveis formadas por um fundente (PbO,
Zr2O3), elementos de carga (argila, feldspato, caolim, quartzo e silicato de zircônio).
Os materiais argilosos são processados nas seguintes etapas:
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
130
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Mistura: matérias primas previamente tratadas e dosadas; misturadas de forma homogênea
Moagem: o material é moído para reduzir o tamanho dos grãos
Umidificação: o acréscimo de água para formar a massa cerâmica
Conformação: onde as peças são produzidas por vários métodos: colagem, extrusão,
prensagem ou injeção.
Secagem: pode ser natural ou artificial, na qual grande parte da água livre é evaporada
Queima: a temperatura é definida em função da composição química da mistura e na qual o
aumento de temperatura causa as seguintes reações: desidratação, calcinação, oxidação e
formação de silicatos.
FIGURA 12.2 – Produção de cerâmica.
O calor é muito importante para que o produto cerâmico tenha garantidas as
propriedades que o caracterizam.
12.3 – CERÂMICA AVANÇADA
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
131
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Pode-se dizer que esta expressão define produtos cerâmicos manufaturados a partir de
matérias primas puras, normalmente sintéticas e conformadas por processos especiais,
sinterizadas em condições rigidamente controladas a fim de apresentarem propriedades
superiores. Abaixo está alguns exemplos de cerâmicas avançadas para perceber a abrangência
desses materiais:
1-Matéria prima: óxido de ferro; carbonato de bário e de estrôncio; titanato de bário.
Aplicação: cerâmicas elétricas e magnéticas. Propriedades: magnetismo, dieletricidade,
piezoeletricidade,
semi-condutividade.
Produtos:
capacitores,
geradores
de
faísca,
semicondutores, ímãs, varistores, termistores.
2-Matéria prima: alumina; zircônia. Aplicação: cerâmicas químicas e eletroquímicas.
Propriedades: capacidade de adsorsão; resistência a corrosão; catálise. Produtos: suportes de
catalisadores; sensores de gases; eletrólitos sólidos.
3-Matéria prima: alumina; vidro de sílica. Aplicação: cerâmicas óticas. Propriedades:
condensação ótica; translucidez; fluorescência; condução de luz. Produtos: lâmpada de
descarga elétrica de vapor de sódio; memórias óticas; cabos óticos; polarizadores.
4-Matéria prima: alumina; zircônia. Aplicação: cerâmicas térmicas. Propriedades:
condutividade térmica; isolação térmica; refratariedade; absorção de calor. Produtos:
radiadores de infravermelho; isolantes térmicos; refratários.
5-Matéria prima: alumina. Aplicação: cerâmicas biológicas. Propriedades: biocompatibilidade
Produtos: implantes para substituir dentes, ossos, juntas.
6-Matéria prima: zircônia; alumina; carbeto de boro.
Aplicação: cerâmicas nucleares.
Propriedades: resistência a corrosão; às altas temperaturas e à radiação; refratariedade.
Produtos: Materiais para blindagem; revestimento de reatores.
7-Matéria prima: carbeto de boro; carbeto de silício; nitreto de silício; alumina; zircônia
Aplicação: cerâmicas abrasivas e termomecânicas. Propriedades: alta resistência mecânica e à
abrasão; baixa expansão térmica; alta resistência ao choque térmico; capacidade de
lubrificação; elevado ponto de fusão; elevada condutividade térmica. Produto: ferramentas de
corte; esferas e cilindros para moagem; bicos de maçaricos; acendedores para caldeiras; pás
de turbinas para altas velocidades; anéis de vedação de bombas d’água; rotores.
Cerâmicas abrasivas - As ferramentas de corte feitas de materiais abrasivos são usadas para
trabalhar todos os materiais e metais, desde os mais macios até os mais duros. Os abrasivos da
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
132
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
qual são fabricadas podem ser usados sob a forma de pós, grãos soltos, rebolos, barras e
placas de diferentes formas e dimensões. Nas operações executadas com o auxílio desses
materiais, o atrito do abrasivo com a peça retira quantidades variadas de material, dependendo
do resultado que se quer obter. Grãos mais grossos retiram mais material, por outro lado,
quanto mais fino for o grão do abrasivo, mais fino e polido será o acabamento obtido.
O corindon, é um óxido de alumínio (Al2O3) com 90% de pureza, é o abrasivo natural
mais utilizado. A presença de impurezas piora suas propriedades. O diamante, por sua vez, é o
mais duro dos abrasivos naturais, sendo usado para afiar ferramentas desgastadas. O uso dos
diamantes artificiais também é cada vez mais comum para o mesmo tipo de aplicação. Os
abrasivos sintéticos também são de origem cerâmica. São eles: o eletrocorindon (normal e
branco), com até 95% de óxido de alumínio, obtido por fusão elétrica a partir da alumina
pura; o carboneto de silício (SiC), geralmente chamado de carborundum e formado por uma
combinação química de silício com carbono obtida a temperaturas entre 2.200 oC e 2.300 oC.
O carbeto de boro com até 95% de carbeto de boro cristalino. Esses abrasivos são usados
principalmente para afiar ferramentas de corte ou polir e dar acabamento final a estampos,
matrizes e gabaritos. Todos os abrasivos sintéticos são processados a quente e saem do forno
em forma de pedaços maciços, que são depois moídos em grãos com arestas ou cantos
agudos. São esses cantos que dão ao material abrasivo sua capacidade de cortar outros
materiais.
O tamanho de cada grão determina a classificação da capacidade de corte do abrasivo,
seja ele natural ou sintético Para formar ferramentas do tipo rebolo abrasivo, os grãos
abrasivos podem ser unidos por meio de um material aglomerante na forma de uma liga
cerâmica, uma resina ou um metal. O rebolo é usada na retificação cilíndrica em superfície
plana e paralela; na eliminação de rebarbas e na afiação de ferramentas. Outras ferramentas de
corte possuem pontas feitas com óxido de alumínio que podem ser unidas por meio de um
processo de prensagem a frio seguido de sinterização ou por uma única operação de
prensagem a quente. Essas ferramentas tem alta resistência ao desgaste e a deformação em
temperaturas altas. Por isso, essas ferramentas podem cortar durante mais tempo, com
velocidades de corte maiores.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
133
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Compósitos - Um dos meios mais eficaz pelos quais materiais frágeis podem ser
tenacificados é através da dispersão de metais na matriz cerâmica, resultando os denominados
compósitos. A resistência à propagação de trincas em materiais frágeis pode ser fortemente
influenciada pela microestrutura e pelo uso de vários reforços de inclusões na matriz. Um
compósito é um material multifásico produzido artificialmente. As fases constituintes podem
ser quimicamente dissimilares e são separados por uma interface distinta. Os cermetos são
exemplos de compósitos cerâmica-metal. Eles são manufaturados principalmente pela mistura
de componentes, compactação e sinterização. A fase dominante em % de volume atua como
matriz, a outra, como fase dispersante. Muitas das propriedades mecânicas são fortemente
dependentes da microestrutura, especialmente quando eles são diferenciados da fase única.
Nestas últimas décadas houve um grande avanço no desenvolvimento de materiais
cerâmicos ou compósitos para produção de tambores e disco de freio, além de pastilhas de
metal duro e cerâmicos para ferramentas de corte. Esses materiais apresentam elevada dureza,
resistência ao desgaste, à deformação plástica e elevada estabilidade química. São usadas na
indústria metal-mecânica, principalmente para a usinagem em alta velocidade de aços
carbono, ferro fundido cinzento, superligas de ferro fundido especial
e aços de alta
resistência. Assim, será descrito abaixo a evolução destes materiais:
-
Metais duros - O tungstênio é o metal de mais alto ponto de fusão: 3.387 oC, de mais alta
resistência a tração: 4.200 MPa, de mais baixo coeficiente de dilatação térmica linear:
4,4.10-6 oC-1, peso específico de 19,3 kgf/dm3. Como o aumento do rendimento luminoso
das lâmpadas incandescentes depende da elevação de temperatura do filamento, desde
cedo os fabricantes de lâmpadas pesquisaram a possibilidade de aplicação do tungstênio
na fabricação dos filamentos. A dificuldade de fusão do tungstênio, pela inexistência de
cadinhos que possam suportar a temperatura de 3.400 oC, levou a técnica da sinterização e
ao desenvolvimento da chamada “metalurgia do pó”. Os estudos desenvolvidos
inicialmente pela Osram, na Alemanha, para a fabricação de filamentos de tungstênio para
lâmpadas incandescentes, foram cedidos a Krupp para o estudo da aplicação do carboneto
de tungstênio na usinagem de metais. Em 1.927 a Krupp fez sucesso com o seu produto
"Widia", nome comercial tomado em linguagem popular como sinônimo de metal duro e
que provém da contração das palavras alemãs " wie diamant", isto é, " como diamante".
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
134
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Em sua composição original participa somente o carboneto de tungstênio, tendo como
ligante o cobalto. Uma composição típica é a seguinte: 81% de tungstênio, 6% de carbono e
13% de cobalto. A técnica de fabricação dos metais duros pode ser descrita, de modo bastante
sintético, como segue:
1. O minério do qual se parte para obtenção do carboneto de tungstênio é geralmente a
Scheelita, assim chamada em homenagem ao químico sueco K. W. Scheele. Trata-se
quimicamente do tungstato de cálcio (CaWO4), do qual existem quantidades apreciáveis
no nordeste brasileiro. Através de uma série de operações químicas é o mesmo reduzido a
trióxido de tungstênio (WO3).
2. O tungstênio é obtido em estado extremamente puro e dividido em partículas, pela
redução do trióxido de tungstênio pelo hidrogênio.
3.
O tungstênio é misturado com carbono puro (grafite) e a mistura é levada a um forno,
onde, em condições apropriadas de temperatura, se obtém o carboneto de tungstênio.
4. O carboneto é, em seguida, moído e misturado com pó muito puro e fino de cobalto. O
conjunto é perfeitamente misturado num moinho de bolas.
5. A mistura é, em seguida, comprimida a frio, em matrizes, obtendo-se peças já com a
forma desejada (pastilhas), com resistência suficiente para serem manipulados. As
pressões usadas são da ordem de 400 MPa.
FIGURA 12.3 - Microscopia eletrônica de varredura de cermetos e metal duro.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
135
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
6. As pastilhas são levadas a um forno de pré-sinterização com atmosfera de hidrogênio. A
uma temperatura em torno de 900oC se dá uma sinterização parcial do cobalto, adquirindo
o produto uma consistência e dureza suficientes para a sua manipulação nas operações
subsequentes, sem quebra.
7. Resfriado o produto, este é cortado e levado à forma final por meio de rebolos
apropriados, sem maior dificuldade, pois as peças não possuem ainda nenhuma dureza.
Esta operação deve levar as pecas à formas precisas, pois qualquer operação posterior à
sinterização resulta difícil e onerosa. Deve-se contar, ainda, com a retração na operação
final de sinterização. Este processo é utilizado na fabricação de peças de forma especial ou
pastilhas de pequeno consumo.
8. As peças pré-sinterizadas e usinadas, assim como as pastilhas prensadas, são levadas para
o forno de sinterização que trabalha sobre vácuo ou em atmosfera de hidrogênio. A
temperatura varia de 1.350 a 1.600 oC, dependendo da composição do material e do tipo
de forno. Na sinterização, uma liga eutética de cobalto se funde e introduz-se, pela ação
de capilaridade, entre as partículas de carboneto, envolvendo e dissolvendo algumas
destas partículas. No decorrer da sinterização, há uma contração linear de 15 a 22%,
dependendo teor de cobalto e da pressão com que o material foi prensado nas matrizes.
O metal duro apresenta uma altíssima resistência à compressão, dureza 76 a 78
Rockwell C, mantendo elevada dureza até cerca de 1.000 °C, coeficiente de dilatação térmica
cerca de metade da do aço, densidade da ordem de 14 kgf/dm3, notável resistência à
compressão de cerca de 3.500 N/mm2, módulo de elasticidade E = 620.000 N/mm2, elevada
condutibilidade térmica (8 a 20 vezes a do aço).
As ferramentas de carboneto de tungstênio foram empregadas a princípio com
extraordinário sucesso na usinagem de ferro fundido e materiais não ferrosos, mas com
resultados medíocres na maioria das operações com aço. Verificou-se que a causa principal do
insucesso residia no forte atrito que se estabelece entre a ferramenta de metal duro e o cavaco
de aço. Isto faz com que o cavaco escorregue com grande pressão e sob elevada resistência,
com forte formação de calor. Na ferramenta forma-se rapidamente uma cratera, levando o
gume de corte ao esfacelamento. Também ocorrem problemas de difusão e de dissolução, que
solucionar este problema foram feitos vários desenvolvimentos no metal duro, dando origem a
uma série de tipos de ferramentas, cada uma indicada para uma dada aplicação.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
136
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
-
Metais duros com carbonetos combinados - Muitos anos após a introdução dos metais
duros, verificou-se que o atrito entre o carboneto e o cavaco era fortemente reduzido pela
adição de carboneto de titânio e de tântalo na composição original. Estes carbonetos
apresentam maior dureza do que o de tungstênio. Atualmente são usados como
componentes dos metais duros:
1. WC - O carboneto de tungstênio é solúvel no cobalto, o que resulta a alta resistência das
ligações internas
e dos cantos dos metais duros de puro WC-Co. O WC tem alta
resistência à abrasão, mas a utilização na usinagem de aço é limitada pela tendência de
difusão do carbono e de dissolução no cobalto e no ferro.
2. TiC - Os carbonetos de titânio têm pouca tendência à difusão. Disto resulta a alta
resistência dos metais duros que tem TiC na sua composição. Reduz-se, porém em
paralelo, a resistência das ligações internas e dos cantos. TiC forma um carboneto misto
com WC. Metais duros com alto teor de TiC são frágeis. São utilizados na usinagem de
aços com altas velocidades de corte.
3. TaC - Em pequenas percentagens, o carboneto de tântalo atua no sentido de diminuir o
tamanho dos grãos, melhorando assim a tenacidade e a resistência dos cantos.
4. NbC - O carboneto de nióbio tem efeito semelhante ao TaC. Ambos os carbonetos
ocorrem no metal duro como cristais mistos Ta-Nb-C.
Devido à adição dos carbonetos combinados, os metais duros foram aperfeiçoados
para cada aplicação específica, e foi necessário classificá-los conforme o tipo de trabalho a ser
feito. Os metais duros são divididos em três grupos de aplicação P, M e K. Cada classe possui
uma composição química diferente e tipos específicos de material a usinar. A seleção de
pastilhas será visto em capítulo posterior.
Grupo principal de usinagem P (Classe azul)
Indicado para a usinagem de aço, aço fundido e ferro fundido maleável, nodular ou
ligado, de cavaco comprido. Além de WC, tem percentagens mais ou menos elevadas de TiC
( até 35%) e TaC ( até 7%), apresentando um atrito baixo com cavacos de materiais dúcteis.
Grupo principal de usinagem M (Classe amarela)
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
137
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Para usinagem de aço, aço fundido, aço ao Mn, ferros fundidos ligados, aços
inoxidáveis austeníticos, ferros fundido maleável e nodular e aços de corte livre, ou seja, par
uso universal em condições satisfatórias. Constituem tipos intermediários entre o grupo P e K.
Grupo principal de usinagem K (Classe vermelha)
Para usinagem de ferros fundido comum e coquilhado, ferro fundidos maleáveis de
cavaco curto, aços temperados, não ferrosos, não metálicos e madeira. Os metais duros deste
grupo se compõem quase que exclusivamente de WC e de Co, como elemento ligante.
Pequenas percentagens de VC, TiC, TaC e NbC são acrescentadas as vezes para melhorar
certas características.
Em cada grupo, os metais duros são fabricados em diversos graus, correspondendo a
uma dureza decrescente e uma tenacidade crescente e vice-versa. Os tipos mais duros são
usados em usinagens de acabamento (altas velocidades e cortes leves), enquanto que os tipos
mais tenazes e menos duros, em virtude de teores mais altos de cobalto, são usados em cortes
pesados de desbaste, em velocidades mais baixas ou em condições desfavoráveis de usinagem
(vibrações, cortes interrompidos, máquinas velhas etc.). Os tipos mais duros, em geral exigem
ângulos de saída negativos.
-
Metais duros de múltiplas faixas de aplicação - Partindo de matérias primas com mais
alto grau de pureza e com controle mais rigoroso do processo de sinterização, foi possível
obter pastilhas de metal duro de elevada resistência à flexão com mínima perda de dureza.
Os cuidados se referem especialmente à granulometria mais fina e uniforme, à distribuição
mais perfeita dos carbonetos e a melhoria da solubilidade dos carbonetos no metal de
ligação. Pode-se assim produzir pastilhas que cobrem mais faixas de aplicação, reduzindo
assim o número de tipos necessários nas diversas operações de usinagem. Existem
inclusive propostas para eliminar da norma o grupo de aplicação K.
-
Metais duros com uma camada de revestimento - Com objetivo de melhor explorar as
vantagens de cada um dos carbonetos componentes, desenvolveu-se os metais duros
revestidos. Eles se compõem de uma base de metal duro relativamente tenaz, sobre a qual
se aplica uma ou mais camadas finas, duras, resistentes à abrasão e de fina granulometria,
de um material composto de carbonetos (por exemplo: TiC, HfC, ZrC), de nitretos (TiN,
HfN, Zr2O3), de carbonitretos (TiCN) ou de óxidos (Al2O3). Estes revestimentos permitem
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
138
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
um aumento substancial da vida das ferramentas. Em condições adequadas este aumento
corresponde a um múltiplo de tempo de vida das ferramentas de metal duro convencional.
O revestimento é hoje mais freqüentemente aplicado pelo processo de deposição química
de vapor ( CVD ). A figura abaixo mostra como são estas camadas em uma pastilha de
metal duro (GC4025 - Sandvic). Neste tipo de pastilha a camada total de revestimento não
ultrapassa a 10 μm de espessura.
FIGURA 12.4 - Revestimento de TiN em uma pastilha de metal duro.
-
Cerâmica - As ferramentas de cerâmica de óxido de alumínio extremamente puro como
de misturas de óxido de alumínio com carbonetos metálicos têm adquirido importância
crescente em máquinas automáticas de alta velocidade, para usinagem de peças de aço e
ferro fundido. Em condições adequadas, é possível usar velocidades de corte 4 a 5 vezes
maiores do que aquelas empregadas com metal duro, o que representa uma vantagem na
redução do tempo efetivo de corte.
-
Cerâmicas brancas - Durante muitos anos as pastilhas cerâmicas não tiveram o sucesso
industrial esperado. Isto se deve, em parte, ao fato de que as cerâmicas exigem máquinasferramentas de elevada velocidade, grande potência e extrema rigidez. Além disto, a alta
velocidade de corte implica em um fluxo intenso de cavacos muito quentes, tornando
imprescindível uma proteção adequada ao operador. O componente principal da cerâmica
de corte é o Al2O3. O material de partida apresenta sob a forma de um pó finíssimo, cujas
partículas estão compreendidas entre 1 e 10 μm. As peças se obtém prensando fortemente
a matéria prima que pode ser Al2O3 com 99,98% de pureza, ou então, em composição de
89 a 99% de Al2O3 e o restante de óxido de silício, de magnésio, de cromo ou de níquel
ou, ainda, outros componentes. A qualidade de uma ferramenta de cerâmica depende de
sua baixa porosidade associada a tamanhos de grãos pequenos
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
139
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
A cerâmica, como ferramenta de corte, tem as seguintes características:
1. Alta dureza a quente, que se mantém até cerca de 1.600 °C, permitindo altas velocidades
de corte (5 a 10 vezes superiores a do metal duro convencional);
2. Elevada estabilidade química do óxido de alumínio, que se mantém até uma temperatura
próxima do seu ponto de fusão (2.050 °C);
3. Altíssima resistência a compressão;
4. Baixo coeficiente de atrito;
5. Nenhuma afinidade química com o aço, não formando gume postiço.
Estas duas últimas qualidades asseguram um excelente acabamento superficial. O
menor desgaste da ferramenta, assegura também melhor precisão dimensional das peças.
Como problemas da usinagem com cerâmica, pode-se citar:
1. Grande fragilidade;
2. Condutibilidade térmica muito baixa.
A fixação das pastilhas cerâmicas tem sido feita por colagem (Araldite, Epoxy) ou por
grampos. Este último modo é o mais freqüente. As pastilhas podem ser reafiadas por rebolos
de diamante, porém, a tendência é a utilização das assim chamadas pastilhas "descartáveis".
Estas, de forma quadrada ou triangular, apresentam 8 ou 6 gumes afiados de fábrica, que são
usados sucessivamente por giro da pastilha em seu suporte. Depois de usados todos os gumes,
a pastilha é jogada fora. As ferramentas de cerâmica têm sido utilizadas com sucesso no
acabamento e desbaste de ferro fundido com dureza Brinell superior a 180 kgf/mm2 e o ferro
fundido coquilhado com dureza Brinell até 500 kgf/mm2, inclusive para aço temperado com
uma dureza até 60 HRC. Também são próprias para a usinagem de materiais que apresentam
forte efeito abrasivo, como plástico, grafite, ebonite. Na realidade quase todos os materiais
podem ser usinados com cerâmica. As poucas exceções são:
1. Alumínio, que reage quimicamente com Al2O3.
2. Ligas de titânio, com alta percentagem de níquel e materiais resistentes ao calor, devido a
tendência a reações químicas.
3. Magnésio, berílio e zircônio, que são inflamáveis na temperatura de trabalho da cerâmica.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
140
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
A pastilha de cerâmica de corte tem as seguintes propriedades:
Cor (cerâmica pura) _________________________branca
Peso específico (gf/cm3) ______________________3,7 a 4,1
Dureza (HRA) ______________________________ 90 a 95
Resistência à compressão (N/mm2) ______________3.500
Resistência à flexão (N/mm2) ___________________150 a 400
Temperatura de amolecimento (°C) ______________1.800
Coeficiente de dilatação térmica linear (°C-1) _______0,8.10-6
-
Cerâmicas mistas - Ao lado das pastilhas cerâmicas acima descritas, estão sendo
utilizadas ferramentas de corte com menos de 90% de Al2O3, porém com adições de
óxidos e carbonetos metálicos, especialmente de carboneto de titânio e também carboneto
de tungstênio. Estes materiais são denominados CERMETOS (cerâmica + metal) na
literatura anglo-americana, que são compósitos. São obtidos por prensagem a quente, o
que produz uma estrutura de partida mais compacta do que no caso da cerâmica pura. São
em geral de cor preta. Na sinterização, a presença de carbonetos de titânio e outros óxidos,
inibe o crescimento dos grãos. Isto confere aos cermetos elevada dureza, maior
tenacidade, resistência ao desgaste do gume e à formação de crateras. Ao contrário dos
materiais cerâmicos, os cermets são condutores elétricos, têm razoável condutividade
térmica e são menos frágeis. Têm um peso específico de 5 a 6 gf/cm3. São menos sujeitos
à trincas térmicas do que as cerâmicas puras. São usados na usinagem de ferro fundido
com dureza Brinell maior que 235 HB e aços com dureza de 34 a 66 HRC.
-
Cerâmicas à base de nitreto de silício - Em 1.981, foi introduzido um novo tipo de
cerâmica de corte, denominada SIALON que contém nitreto de silício (Si3N4), além do
Al2O3 e de uma fase TiC. Sua dureza a quente é ainda melhor que a das cerâmicas mistas.
A resistência a choques térmicos aproxima-se da dos carbonetos. O SIALON, sob a forma
de pastilhas pretas, está superando as outras cerâmicas na usinagem em alta velocidade de
ferro fundido e ligas de níquel.
-
Diamantes naturais (monocristalinos) - Os diamantes naturais são obtidos com a
extração mineral e classificam-se em Carbonos, Ballos e Borts. Os Carbonos ou
diamantes negros são diamantes aparentemente "amorfos", que por aquecimento, perdem
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
141
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
a sua dureza e, por isto são empregados apenas para aplicações especiais, como
ferramentas para retificar rebolos, pontas de brocas para minas, assim como para trabalhar
fibras, borracha e plásticos. Os Ballos são diamantes claros, de crescimento irregular,
especialmente duros em virtude de sua estrutura. Pelo fato de serem redondos, não
encontram aplicação na fabricação de ferramentas de corte e de rebolos. Os Borts,
especialmente o africano, é claro. Seu valor depende da qualidade e do número de bordos
naturais de trabalho que oferece, se bem que hoje dá-se mais importância à dureza. Isto
porque, em lugar de bordos naturais, prefere-se gumes lapidados no diamante com
ângulos apropriados. Os Borts são diamantes mono-cristalinos. Sua característica principal
é a sua anisotropia, isto é, suas propriedades mecânicas (dureza, resistência, módulo de
elasticidade) variam com a direção. Eles têm também quatro direções preferenciais de
clivagem. Conclui-se daí, que para tanto a preparação do diamante por lapidação como
para a sua montagem num porta-ferramenta, deve-se conhecer a disposição da estrutura
cristalina. Enquanto que a lapidação deve ocorrer sempre na direção de mínima dureza, a
montagem do monocristal no porta ferramenta deve ser feita de modo que a força de
usinagem seja orientada na direção de máxima dureza. Ferramentas de diamante
monocristalino são especialmente indicadas na usinagem de metais leves como bronze,
latão, cobre, ligas de estanho, borracha dura e mole, bem como vidro, plástico e pedras. O
campo de aplicação são principalmente as operações de usinagem fina, onde são feitas
grandes exigências de precisão dimensional e qualidade superficial.
A usinagem de aço e ferro fundido não é possível, em virtude da afinidade do ferro
com o carbono. O diamante, na zona de contato com a peça de aço, em virtude da alta
temperatura, transforma-se em grafite e reage com o ferro. Isto leva a um rápido desgaste do
gume. O diamante permite obter uma elevada precisão dimensional e acabamento brilhante
que iguala-se a um apurado polimento. A velocidade de corte praticamente não tem limite
superior. Velocidades de 2.000 m/min já foram experimentadas com sucesso. Não se
recomendam velocidades inferiores a 100 rpm. Os avanços usualmente de 0,02 mm/rot a 0,06
mm/rot e as profundidades de corte de 0,01 ate 0,2 mm.
-
Diamante policristalino - Em 1.973 foi apresentado pela primeira vez uma ferramenta
com uma camada de diamante sintético policristalino. A matéria prima são partículas
muito finas de diamantes sintéticos, de granulação muito definida para obter-se o máximo
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
142
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
de homogeneidade e densidade. A camada de diamante policristalino é produzida pela
sinterização das partículas de diamante com cobalto num processo de alta pressão (6.000 a
7.000 MPa) e alta temperatura (1.400 a 2.000 oC). A camada de aproximadamente 0,5 mm
de espessura, ou é aplicada diretamente sobre uma pastilha de metal duro pré-sinterizado
ou então é ligada ao metal duro através de uma fina camada intermediária de um metal de
baixo módulo de elasticidade.
A camada de diamante tem caráter isotrópico em virtude da distribuição irregular dos
grãos de diamante. Não atinge nunca a dureza do diamante monocristalino na direção de
máxima dureza. As pastilhas com uma camada de diamante policristalino podem ser soldadas
em cabos ou fixadas mecanicamente em porta-ferramentas padronizados, pois tem a forma e
as dimensões iguais as das pastilhas comerciais de metal duro. As ferramentas de diamante
policristalino podem ser usadas na usinagem de metais leves, cobre, latão, bronze, estanho,
diversos plásticos, asbesto, fibras reforçadas de vidro, carbono ou outros materiais, exceto
materiais ferrosos e duralumínio.
-
Nitreto de boro cúbico cristalino (CBN) Depois do diamante, os cristais cúbicos de
nitreto de boro são o material mais duro que se conhece. Trata-se de um material sintético,
obtido pela reação de halogênietos de boro com amoníaco. Como no carbono, existe uma
forma macia, de estrutura cristalina hexagonal, igual ao do grafite e uma forma dura,
tetragonal, de estrutura idêntica ao do diamante. Nitreto de boro foi obtido pela primeira
vez em 1.957, pela transformação de nitreto de boro de estrutura hexagonal em estrutura
tetragonal, sob pressões de 5.000 a 9.000 MPa e temperaturas de 1.500 a 1.900 °C, na
presença de um catalisador (lítio). O CBN é quimicamente bem mais estável do que o
diamante, especialmente contra oxidação. Sob pressão atmosférica, o CBN é estável até
2.000 °C, enquanto no diamante já ocorre grafitização a 900 °C.
As pastilhas de CBN são executadas de forma análoga as de diamante policristalino.
Umas camada de 0,5 mm de espessura de partículas de nitreto de boro são sinterizadas num
processo de alta pressão e alta temperatura, com a presença de uma fase ligante, efetivando-se
simultaneamente a fixação sobre uma base de metal duro. Distinguem-se pastilhas que devem
ser soldadas num cabo e retificadas com rebolo de diamante e pastilhas de fixação mecânica,
que podem ser usadas com porta-ferramentas convencionais. As ferramentas de CBN são
empregadas preferencialmente na usinagem dos aços duros (45 a 65 HRC), mesmo em
condições difíceis, aço rápido, ligas resistentes a altas temperaturas na base de níquel e
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
143
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
cobalto. Além disso, servem para a usinagem de revestimentos duros, com altas percentagens
de carbonetos de tungstênio ou Cr-Ni, aplicados por soldagem de deposição ou jato de
material liquefeito por chama. São usadas velocidades de corte de 50 a 200 m/min, avanços de
0,1 a 0,3 mm, profundidade menor ou igual a 2,5 mm.
Devido sua elevada resistência ao impacto, podem ser usadas em cortes severos,
interrompidos e na remoção de cascas tenazes, abrasivas e irregulares de peças fundidas e
forjadas e peças de ferro fundido coquilhado. As ferramentas de CBN servem para cortes
interrompidos bem como par usinagem de desbaste, de acabamento e usinagem fina.
Rugosidades inferiores a 1 μm são obtidos, dispensando a retificação.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
144
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
13 – NOÇÕES DE RECICLAGEM DE MATERIAIS
FIGURA 13.1 – Símbolo da reciclagem.
13.1 - INTRODUÇÃO
Quando é abordado o assunto de reciclagem, é importante diferenciar duas normas
mundiais que tratam do assunto de reciclagem de uma forma direta ou indiretamente. Estas
duas normas são:
-
ISO 9000 - GARANTIA E GESTÃO DA QUALIDADE – que estabelece requisitos para
sistemas de qualidade que favorece interação com o mercado internacional, na qual tem
preocupação com o meio ambiente e procura redigir vínculos de legislação ambiental para
satisfação da comunidade e melhoria da imagem da empresa.
-
ISO
14000 - GESTÃO AMBIENTAL – que estabelece ações de correção ou
minimização de efeitos ambientais
PROF. CLÁUDIO ROBERTO LOSEKANN
dos processos produtivos, redução de custos via
- 2.001
145
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
melhoria contínua [consumo de água, energia, reciclagem de resíduos] onde se preocupa
com a demanda, produção e preço de um produto com o consumo de energia.
Outro aspecto que é importante ressaltar é o entendimento entre reciclagem e
reaproveitamento. Dois termos que geralmente vem sendo confundido. A reciclagem é um
reaproveitamento de uma matéria prima ou produto industrializado ou final, entretanto, o
reaproveitamento não significa reciclagem, isto é, na reciclagem, a matéria prima ou produto
final é novamente reprocessado, enquanto que o reaproveitamento não significa o
reprocessamento. Exemplo. Um retalho de tecido de algodão, ao ser usado na fabricação de
uma colcha por meio de costura, é reaproveitado. Caso fosse feito a reciclagem, o tecido
deveria ser transformado novamente em fios para posteriormente fazer a fabricação da colcha.
Isto significa que a reciclagem pode consumir muita energia. Em determinados casos, como
as latas de alumínio, a reciclagem traz economia de energia, porque para fabricar a lata de
alumínio novamente, basta fundir a lata usada que envolve menos energia do que a
transformação do minério (alumina) em alumínio. A tabela abaixo mostra a energia necessária
para produção de alguns materiais.
Material
Energia (GJ/tonelada)
Aço bruto
10-47
Ferro fundido
58-360
Alumínio
83-330
Bronze
97
Cobre
72-118
Chumbo
28-54
Cimento
4-8
Concreto reforçado
8-14
Cerâmica tradicional (tijolos)
3-6
Vidro plano
14-20
Fibra de vidro
43-64
Polipropileno
108-113
Poliestireno
96-140
Polietileno
80-120
PVC
67-92
Papel
59
Energia necessária para a produção de alguns materiais (Padilha, A. F. Materiais de
engenharia: microestrutura e propriedades. São Paulo: Hemus Editora Limitada. 1997.).
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
146
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
Material
Preço (US$/tonelada)
Diamante industrial de alta qualidade
500.000.000
Platina
16.500.000
Ouro
14.500.000
Tungstênio
9.500
Titânio
8.300
Latão (60%Cu - 40%Zn)
3.750
Alumínio
2.400
Aço inoxidável
2.700
Aço doce
350
Carboneto de silício (cerâmica avançada)
27.500
Carboneto de silicio (abrasivos)
1.400
Carboneto de silício (refratários)
750
Vidro
750
Borracha sintética
1.400
Borracha natural
870
Polietileno
1.100
PVC
1.000
Fibra de vidro
1.500
Fibra de carbono
45.000
Resina epoxídica
6.000
Madeira compensada dura
1.650
Madeira dura estrutural
530
Madeira mole estrutural
350
Vigas de concreto reforçado
330
Cimento
70
Sillício monocristalino (Wafers)
10.000.000
Silício metalúrgico
1.300
Preço de alguns materiais de engenharia. (Padilha, A. F. Materiais de engenharia:
microestrutura e propriedades. São Paulo: Hemus Editora Limitada. 1997.)
Os materiais poliméricos têm tido muita preocupação quanto a reciclagem e
reaproveitamento em virtude da grande utilização após 1.950 e devido ao custo e poluição que
os mesmos envolvem. Os termoplásticos podem ser repetidamente conformados
mecanicamente desde que reaquecidos, portanto, são recicláveis. É o caso do polietileno (PE),
policloreto de vinila (PVC), polipropileno (PP), poliestireno (PS). Os termoestáveis. São
conformáveis plasticamente apenas em um estágio intermediário de sua fabricação. Não são
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
147
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
recicláveis, mas podem ser reaproveitados. É o caso do baquelite, resinas epoxídicas,
poliésteres, poliuretanos. Desta forma, os materiais plásticos e elastômeros pode ser
reaproveitado de três maneiras:
1. REAPROVEITAMENTO ENERGÉTICO - queimado liberando muita energia térmica;
2. RECICLAGEM –"reprocessados" por aquecimento e a matéria prima pode então ser
utilizada novamente na indústria petroquímica;
3. REAPROVEITAMENTO MECÂNICO - no Brasil, é a mais utilizada; o material é picado
e utilizado novamente como material aditivo em determinados produtos.
Para facilitar a separação dos materiais plásticos para a reciclagem e reaproveitamento,
os mesmos são identificados pelas siglas para os diferenciar cada tipo. Alguns exemplos dos
tipos mais utilizados:
PEAD - (polietileno de alta densidade) - frascos de shampoo e maquiagem, baldes, utensílios
domésticos.
PEBD - (polietileno de baixa densidade) - plástico "filme" - sacos plásticos de lixo,
brinquedos. São finos e bastante flexíveis.
PS – (poliestireno) - copos plásticos; sacos de batata.
PET - (polietileno tereftalado) - garrafas de refrigerante, sucos e óleo de cozinha, Essas
embalagens são transparentes e fabricadas em diversas cores.
PVC - (policloreto de vinila) - tubos e conexões de encanamento; alguns frascos de
detergente, pastas para material escolar, calçados. É mais rígido, porém resistente.
PP - (poliproprileno) - plásticos "filme" de proteção de alimentos, peças de automóveis.
OUTROS – Utilizados em eletrodomésticos, aparelhos telefônicos, revestimentos diversos,
pisos, etc...
Além de diminuir os impactos de poluição e diminuição de custos em muitos casos, a
reciclagem cria novos empregos em centros de reciclagem.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
148
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
REFERÊNCIAS BIBLIOGRÁFICAS
1. Callister Jr., W. D. Materials science and engeneering: an introduction. N.Y: John Wiley
& Sons, Inc, 3ª ed., 1994.
2. Chiaverini, V. Aços e ferros fundidos. São Paulo: ABM, 1988, 6a ed, 576p.
3. Chiaverini, V. Tecnologia mecânica. São Paulo: Makron Books do Brasil Editora Ltda. 2ª
ed., v. 1, 2, 3, 1994.
4. Colpaert, H. Metalografia dos produtos siderúrgicos comuns. São Paulo: Ed. Edgard
Blücher Ltda; 1974.
5. Batista, V. J. Caracterização da tenacidade de materiais cerâmicos de pequenas
dimensões. Porto Alegre, UFRGS: PPGEMM, 1993. Dissertação (Mestrado em
Engenharia).
6. Blass, A. Processamento de polímeros. Florianópolis: Editora da UFSC, 1988, 313p.
7. Dieter, G. E. Metalurgia mecânica. R. J: Ed. Guanabara dois. 2a edição, 1981.
8. da Fonseca, M, R. Química integral. São Paulo: Ed. FTD S.A., 1993.
9. De Seabra, A. V. Metalurgia geral. Lisboa: Gráfica Laboratório Nacional de Engenharia
Civil, v.1 e v.2, 1981,503p.
10. Fazano, C. A. T. Z. A prática metalográfica. São Paulo: Editora Hemus Ltda. 1a edição,
1980.
11. Guliaév, A. P. Metalografia. Moscou: Editora Mir, v.1, 1978,368p.
12. Losekann, C. R. Crescimento de monocristais de cobre pela técnica Czochralski e projeto
de câmara Czochralski para crescimento de compostos semicondutor III-V. Porto Alegre,
UFRGS: PPGEMM, 1992. 139p. Dissertação (Mestrado em Engenharia).
13. Losekann, C. R. Preparação de nanopartículas semicondutoras PbS e estudo das
propriedades óticas não-lineares. Florianópolis, UFSC: CPGEM, 1999. 177p. Tese
(Doutorado em Engenharia Mecânica).
14. McLellan, G.; Shand, E. Glass engineering handbook. NY: McGraw-Hill Book Company,
3a ed., 1984.
15. Ohno, A. Solidificação dos metais. SãoPaulo: Livraria Ciência e Tecnologia Ltda, 1988,
185p.
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
149
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
16. Padilha, A. F. Materiais de engenharia: microestrutura e propriedades. São Paulo: Hemus
Editora Limitada, 1997.
17. Stemmer, C. E. Ferramentas de Corte I. Florianópolis: Ed. da UFSC, 2001.
18. Renau, R. G. Pastas y vidriados: en la fabricación de pavimentos y revestimientos
cerámicos. Castellón: Faenza Editrice Ibérica S.L., 1994.
19. Souza, S. A. Ensaios mecânicos de materiais metálicos. São Paulo: Ed. Edgard Blücher
Ltda, 5a edição, 1982.
20. Reed-Hill, R. E. Princípios de metalurgia-física. Rio de Janeiro: Editora Guanabara Dois
S.A., 1982, 776p.
21. Rühle, M.; Evans, A. G. High toughness ceramics and ceramic composites. Progress in
Materials Science. Oxford.
22. Thümmler, F.; Oberacker, R. Introduction to powder metallurgy. The Institute of
Materials, London, 1993.
23. TELECURSO 2000 profissionalizante. Mecânica: materiais. Ed. Globo S.A. São Paulo,
1995.
24. http://www.ufrgs.br/ldtm/schenck/
25. http://www.asarcocu.com
26. http://cutopics.copper.org
27. http://www.cprm.gov.br
28. http://www.alcoa.com.br
29. http://www.ufrgs.br/ndsm
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
150
CEFETSC
GERÊNCIA EDUCACIONAL DE METAL MECÂNICA
Tecnologia dos Materiais
PROF. CLÁUDIO ROBERTO LOSEKANN
- 2.001
151