Processos de ligação
MATERIAIS E PROCESSOS
Processos de ligação
O QUE É A SOLDADURA?
A soldadura é um meio de ligação de metais, da qual resultam:
•ligações inamovíveis e permanentes
•continuidade metálica
•características mecânicas que na maioria dos casos são semelhantes ou
mesmo superiores às dos metais base
Por razões de ordem económica e operatória a soldadura é um dos
processos tecnológicos mais utilizado na ligação de metais.
ex. Const. Mecânica
Const. Naval
Const. Civil
A soldadura por fusão é um dos processos mais efectivos de união de
materiais, no entanto, é também um dos processos mais complexos, uma
vez que uma grande variedade de fenómenos metalúrgicos ocorre num
curto intervalo de tempo, enquanto a soldadura está a ser realizada.
CLASSIFICAÇÃO E SELECÇÃO DOS
PROCESSOS DE SOLDADURA
Os processos de soldadura podem ser divididos em três classes
fundamentais:
-Soldadura por fusão
-Soldadura no estado sólido
-Brasagem e soldobrasagem
Soldadura por fusão - engloba os processos de soldadura nos quais a
fusão dos materiais base a soldar é essencial para a realização da
soldadura. O MB e o MA, caso exista, encontram-se no estado líquido.
Soldadura no estado sólido - agrupa os processos de soldadura nos
quais a ligação de peças ocorre a temperaturas muito inferiores à de
fusão dos materiais (MB), nalguns casos mesmo próximo da Tamb., e
sem uso de metais de adição (MA).
Brasagem e Soldobrasagem - englobam os processos de soldadura em
que a ligação dos metais a soldar (MB) é conseguida aquecendo-os até
uma temperatura inferior à de solidus e em que se utiliza um material de
adição (MA) com uma temperatura liquidus inferior à T solidus dos
materiais de base
SELECÇÃO DO PROCESSO DE SOLDADURA
Conhecimento dos vários processos de ligação e a sua relação com:
Tipo de material a soldar (propriedades físicas, químicas, mecânicas e
efeitos de fabricação)
Desenho da junta e sua preparação
Espessura do material
Limpeza
Necessidade de tratamentos térmicos
Custo do equipamento
Posição de soldadura
Número de peças
Acessibilidade
Deverá existir uma compatibilidade suficiente dos metais envolvidos na
ligação, de forma a criar fortes ligações entre os átomos, para que os
metais sejam postos em contacto íntimo. Estes requisitos determinam a
natureza do processo e o material de adição caso exista
Quando ocorre fusão, parte do metal base é fundido e misturado com o
metal de adição, caso exista formando o banho de fusão. As
propriedades da mistura resultante devem ser consideradas quando se
selecciona o processo e o material de adição a utilizar.
PROCESSOS DE SOLDADURA: EVOLUÇÃO
HISTÓRICA
SOLDADURA POR ARCO ELÉCTRICO
■ A soldadura por arco eléctrico é a mais utilizada na
indústria
■ A soldadura envolve geralmente a aplicação de uma
determinada quantidade de calor na zona que se pretende
ligar.
■ O arco eléctrico pode ser considerado um condutor
gasoso que transforma energia eléctrica em calorífica.
■ É a fonte de calor utilizada em muitos dos principais
processos de soldadura.
Arco Eléctrico
■
O
arco
eléctrico
é
estabelecido através de uma
descarga eléctrica entre os
eléctrodos, a qual é mantida
devido ao desenvolvimento
de um meio condutor gasoso.
■ O eléctrodo negativo, a
partir do qual são emitidos
os electrões que passam
através do gás, é chamado
cátodo. O eléctrodo positivo
é conhecido como ânodo.
FORMAS DE ESCORVAMENTO DO ARCO
ELÉCTRICO
Escorvamento por curto-circuito
Escorvamento por faiscamento de alta frequência
Curto-circuito - consiste em tocar com o eléctrodo na peça provocando um
curto-circuito, ao qual estão associados uma corrente eléctrica de muito alta
intensidade e uma elevada resistência de contacto, que vão provocar uma
elevada libertação de calor no ponto de contacto com consequente fusão e
alguma vaporização de metal.
Nessa altura afasta-se o eléctrodo da peça o que vai dar origem a uma ponte
de metal em fusão entre o eléctrodo e a peça, a qual devido à elevada
intensidade de curto-circuito e ao afastamento vai romper aparecendo então
um arco eléctrico transitório. Se a tensão em vazio da fonte de potência for
suficiente estabelecer-se-á um verdadeiro arco eléctrico.
Faiscamento de alta frequência - Consiste na aplicação aos terminais da
fonte de potência, de uma tensão muito elevada (maior que 104 V) e de alta
frequência, a qual é suficiente para provocar uma faísca eléctrica entre o
eléctrodo e a peça afastados um do outro. Logo que esta faísca ocorre,
verifica-se um rápido abaixamento da tensão e a intensidade de corrente
começa a aumentar, atingindo-se cerca de 1 ms. depois as condições
correspondentes a um arco eléctrico estável.
TERMINOLOGIA
O chanfro é a abertura entre
as duas peças a soldar,
abrindo assim um espaço à
contenção da soldadura. Esse
chanfro poderá ter diversas
geometrias e designações
dependendo da espessura das
peças, do processo e da
aplicação
Quadro – Tipos de Chanfros (para maior pormenor pode-se consultar a Norma Portuguesa NP-1515 ou a ISO 2553).
Tipo de juntas
As juntas classificam-se segundo a função dos elementos a soldar.
Existem
cinco tipos básicos de juntas - topo a topo, sobreposta, em T, de ângulo
e
rebordada.
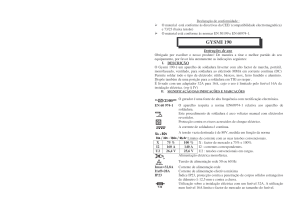
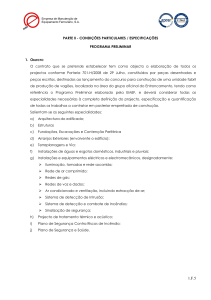
Secção transversal de um cordão de
soldadura
A figura ilustra a secção transversal de uma soldadura e as respectivas
regiões. Nesta figura mostra-se também uma peça colocada na parte
inferior de soldadura (zona da raiz) chamada de cobrejunta cuja finalidade
é segurar o metal fundido durante a realização de soldadura. Terminada a
soldadura a cobre junta pode permanecer ou ser retirada da junta, sendo
normalmente retirada.
Posições de soldadura
Soldadura por eléctrodo revestido
■ É um dos processos de soldadura
mais utilizados devido à sua
elevada versatilidade, de requerer
equipamento menos complexo,
mais portátil e mais barato. Hoje em
dia, no entanto, a sua utilização tem
vindo a decrescer passando a ser
progressivamente substituído por
processos de maior produtividade.
■ O processo de soldadura por
eléctrodo revestido (SER) utiliza o
calor do arco eléctrico produzido
entre o eléctrodo revestido e a peça a
soldar, para fundir o material base e o
eléctrodo (material de adição), que é
depositado na junta a soldar.
Soldadura por eléctrodo revestido
·Os dois materiais fundidos pelo calor, i.e. os materiais base a soldar e o
material de adição formam assim, o banho de fusão cuja composição
química não é mais do que a mistura das composições químicas dos
materiais fundidos que lhe deram origem.
Para um funcionamento correcto do processo é necessário ter em atenção
aos seguintes factores:
·Velocidade de soldadura
·Comprimento do arco
·Diâmetro do eléctrodo
·Tipo de revestimento
·Tipo de corrente e polaridade
·Intensidade de corrente e voltagem
Soldadura por eléctrodo revestido
Aplicabilidade
·A versatilidade e simplicidade do equipamento utilizado são razões fundamentais
para o seu sucesso.
·Pode ser utilizado, quer no interior, quer no exterior (ao ar livre), ou mesmo em
condições hiperbáricas, como seja debaixo de água.
·Pode ser utilizado em locais de difícil acesso:
- tanques de armazenamento
- estruturas de barcos e pontes
·É muito utilizado para reparação
·Pode ser utilizado para soldar quase todos os tipos de metais, desde que haja
eléctrodos com a composição adequada.
Comercialmente existem eléctrodos para os seguintes materiais:
·Aço carbono
·Aços microligados
·Aços resistentes à corrosão
·Ferros fundidos
·Aços inoxidáveis
·Alumínio e ligas de alumínio
·Cobre e ligas de cobre
·Níquel e ligas de níquel
Soldadura por eléctrodo revestido
Gama de espessuras
·Depende da experiência do soldador, fonte de potência, posição de soldadura e
diâmetro do eléctrodo.
·Inferior a 1 mm é muito difícil - menor eléctrodo têm diâmetro de 1.5 mm
·Normalmente espessura mínima é de 1.5 mm. Para materiais de espessura
inferior o material base funde antes que se crie um banho de fusão estável.
■ Limite superior com eléctrodos revestidos não existe, embora outros
processos, tais como arco submerso, MIG/MAG e fios fluxados possam ser muito
mais económicos para espessuras elevadas.
■ Existe a necessidade de remover escória em cada passe, ter um soldador com
elevada experiência, e ter em atenção a necessidade da constante troca de
eléctrodos.
Soldadura TIG
TIG - Tungsten inert gas
GTAW - Gas tungsten arc welding
Processo associado a soldaduras de
elevada responsabilidade, em que a
probabilidade de ocorrência de defeitos é
mínima.
É um processo de soldadura por arco
eléctrico, estabelecido entre o eléctrodo
não consumível de tungsténio e a peça
a soldar no seio de uma atmosfera de
protecção de gás inerte (argon ou hélio)
O gás de protecção deverá ser inerte para não contaminar o eléctrodo.
Soldadura TIG
Soldadura TIG
TIG: Tipo de juntas
Soldadura TIG
VANTAGENS
·Possibilidade de soldar a maior parte dos metais e ligas
·Fonte de calor extremamente concentrada
·Banho de fusão calmo
·Soldaduras de elevada qualidade e bom aspecto
·Possibilidade de ser utilizado “em posição”
·Arco e banho de fusão visíveis
·Metal de adição não atravessa o arco => a quantidade de material adicionado não
depende da intensidade de corrente
·MA nem sempre necessário
·Possibilidade de soldar materiais muito finos, devido ao excelente controlo da
entrega térmica.
·Ausência de escória, não é necessário limpeza.
·Ausência de salpicos
LIMITAÇÕES
·Baixa velocidade de soldadura
·Contaminação do eléctrodo
·Baixas taxas de depósito - soldar chapas grossas é dispendioso
·Protecção do arco contra correntes de ar que afastam o gás de protecção
·Partículas provenientes do eléctrodo de W podem ser introduzidas no banho de
fusão
·Posicionamento correcto das chapas a soldar
Soldadura TIG
APLICAÇÕES
·Aconselhável para a ligação de metais de pequena espessura e para a
realização em componentes sensíveis ao calor.
·Pequenos trabalhos e reparações em muitas oficinas de fabricação devido à
facilidade de controlo do processo e à possibilidade de utilização de material
de adição, quando necessário.
·Cordões de elevada qualidade com forma suave e uniforme.
·Adequado a quase todos os tipos de metais, em particular para ligações em
alumínio e magnésio, devido ao facto destes materiais formarem óxidos
refractários, e para metais reactivos como o titânio e o zircónio, os quais
fragilizam quando são expostos ao ar, ainda em fusão
·Realização de passes de raiz em cordões para cujo enchimento se utiliza a
soldadura por arco submerso ou MIG/MAG.
·Adequado para soldar espessuras com 3 mm ou inferiores
·Para espessuras superiores a 6.5 mm são preferidos outros processos. No
entanto pode realizar-se soldadura multipasse quando é requerida uma
elevada qualidade (ex. ind. aerospacial e aeronáutica).
Soldadura por plasma
·A soldadura por plasma é um processo de soldadura por arco eléctrico no
qual a fusão dos metais é provocada pelo aquecimento proveniente de um
arco constrangido estabelecido entre o eléctrodo e a peça.
·A protecção é obtida através do gás ionizado proveniente da tocha, e de uma
fonte adicional de gás de protecção inerte. Pode-se adicionar, ou não, metal
de adição através de uma vareta, tal como em TIG.
·A soldadura por Plasma caracteriza-se por uma densidade de energia mais
elevada e uma velocidade superior do gás de plasma, devido ao arco ser
obrigado a passar por um orifício que o constrange.
Soldadura por plasma
• O eléctrodo fica dentro do bocal a uma determinada distância do orifício.
• Em TIG o eléctrodo aparece fora do bocal => o arco não é constrangido e
toma uma forma cónica, incidindo sobre uma zona relativamente grande da
peça. Num arco com esta forma as alterações da distância tocha-peça,
provocam uma alteração significativa da dimensão da zona sobre a qual o
arco actua, e consequentemente na densidade de energia fornecida.
• Em Plasma o arco é forçado a passar através de um orifício no bocal, de
dimensão pré-determinada => arco de forma cilíndrica, cuja zona de
incidência da peça não sofre alterações significativas mesmo que a distância
tocha/peça se modifique.
Soldadura por plasma
Arco constrangido
-Mais “duro” e direccionado.
-Maior estabilidade direccional
-Insensibilidade a variações de distância tocha/peça
-Permite soldar a velocidades superiores devido ao aumento de penetração que
se obtém.
-Dá origem a cordões mais estreitos para penetrações iguais.
-Maior concentração de energia
Soldadura por plasma
APLICAÇÕES DO PROCESSO
•É utilizada para soldar quase todos os metais que podem ser soldados por
TIG.
•Para espessuras até cerca de 6.0 mm permite a execução da ligação em um
só passe, em preparações direitas sem material de adição.
•Em soldadura por plasma automática, pode-se utilizar material de adição,
neste caso o problema de contaminação do eléctrodo não existe: uma vez que
este está dentro do bocal.
•Podem ser soldadas num só passe peças com espessuras entre os 0.025 a 6
mm
•O poder penetrante do jacto de plasma pode ser utilizado para reduzir a
quantidade de material de adição, o número de passes e o tempo de arco para
soldar chapas espessas com cordões multipasse.
Soldadura por plasma
VANTAGENS
·Facilidade do controlo do processo.
·Aumento da velocidade de soldadura.
·Insensibilidade a alteração do comprimento do arco.
·É especialmente bem sucedida a aplicação deste processo a soldadura de
tubos de diâmetro, cuja espessura seja suficiente para permitir a utilização
do modo “Keyhole”. Nestes casos o processo é mais rápido que o TIG e
origina taxas de reparação menores.
DESVANTAGENS
·Equipamento mais dispendioso que o de TIG (2 a 5 vezes mais)
·Diâmetro da tocha maior
·Maiores conhecimentos da parte do soldador
Soldadura MIG/MAG
■ O processo de soldadura MIG/MAG é uma técnica de soldadura na qual o
calor necessário é fornecido por um arco eléctrico, que se estabelece entre
um fio eléctrodo consumível, alimentado continuamente, e o metal base.
■ O eléctrodo, o arco, a zona fundida e a peça a soldar são protegidos da
contaminação atmosférica por um fluxo de gás, activo ou inerte, que
passa através da tocha de soldadura.
·MIG - Metal Inert Gas
·MAG - Metal Active Gas
·GMAW - Gas Metal Arc Welding
Soldadura MIG/MAG
·Ao longo da linha de produção, diversos componentes são soldados por
MIG/MAG à carroçaria, utilizando robôs
Soldadura MIG/MAG: Aplicações
Soldadura com Fios Fluxados
·A diferença entre este processo e outros de soldadura por arco eléctrico
consiste no facto de o consumível utilizado, embora enrolado numa bobine
como em soldadura MIG/MAG, ser neste caso tubular e no seu interior
encontrar-se um fluxo.
·A protecção do banho de fusão é realizada através da fusão e escorificação
do fluxo, podendo também ser utilizada uma protecção gasosa exterior
suplementar.
·Os cordões de soldadura realizados com este processo, apresentam-se
totalmente ou parcialmente cobertos por uma camada de escória.
Soldadura com Fios Fluxados
VANTAGENS (Comparação com os processos manuais):
·Proporcionam a versatilidade dos eléctrodos revestidos, mas envolvem uma
menor diversidade de tipos de diâmetros
·A produtividade é elevada
·Processo com baixos teores em hidrogénio
·Não são necessárias estufas, armazenamento simplificado, baixo desperdício
·Inventário reduzido, normalmente só se utiliza um diâmetro de fio
·Fácil aplicação à soldadura automática
Soldadura com Fios Fluxados
VANTAGENS (Comparação com utilizados em MIG/MAG):
·Maior taxa de deposição
·Melhor qualidade, menor risco de falta de fusão
·Penetração superior, particularmente vantajosa para juntas de canto
·Devido ao facto de ambos os fios fluxados permitirem o uso de intensidades
de soldadura superiores, há ganhos de produtividade, quer na soldadura em
posição, quer na soldadura ao baixo.
A maior densidade de corrente dos fios fluxados em relação aos fios sólidos,
com um mesmo diâmetro e para uma mesma intensidade de corrente, deve-se ao
facto de só existir condutibilidade eléctrica através da tira de metal e apenas uma
pequena parte através do fluxo metálico.
Soldadura com Fios Fluxados
APLICAÇÕES
■ Pode ser utilizado em qualquer posição de soldadura.
■ O processo pode ser utilizado no exterior
■ A gama de espessuras a soldar vai desde os 2 mm até aos 80 mm.
■ O desenvolvimento dos fios fluxados tem permitido aumentar a
produtividade da soldadura de diversos tipos de junta,
nomeadamente em:
■ Construção naval
■ Construção de pipelines
■ Centrais nucleares e de vapor
■ Tanques,...
Soldadura por Arco Submerso
·É um processo automático, no qual a junta soldada é realizada através da
fusão simultânea dos bordos dos materiais a soldar e de um ou mais fios
eléctrodos, os quais formam conjuntamente o banho de fusão.
·O banho de fusão é totalmente coberto por um fluxo granulado o qual
funde parcialmente formando a escória.
·O arco eléctrico é totalmente submerso pelo fluxo granulado, o qual tem
um papel idêntico ao do revestimento dos eléctrodos revestidos.
·Calor desenvolvido, uma pequena parte por efeito de Joule, e a restante
pelo arco eléctrico.
Soldadura por Arco Submerso
Soldadura por Arco Submerso
VANTAGENS
·As juntas podem ser preparadas com chanfros em V apertados, resultando
em menos MA a ser utilizados. Em algumas aplicações não é necessário
chanfro.
·O arco opera sob protecção do fluxo eliminando a libertação de salpicos
·O processo pode ser utilizado com elevadas velocidades de soldadura e
taxas de depósito, na posição ao baixo
DESVANTAGENS
·Necessidade de posicionadores e cobre juntas
·O fluxo está sujeito a contaminação
·Não é apropriado para ser utilizado para chapas inferiores a 5 mm
·Limitado à posição ao baixo e horizontal
Soldadura por Arco Submerso
APLICAÇÕES
·A sua maior aplicação é na soldadura de aço carbono e baixa liga.
·É utilizado sobretudo na posição ao baixo, de espessuras superiores
a 8mm, em que os cordões a realizar têm um grande comprimento e
são rectilíneos.
·É possível a sua utilização em outras posições, como a horizontal,
embora sejam necessárias montagens especiais para tal efeito.
·É utilizada em fabricação, manutenção e recuperação de peças
metálicas e encontra uma grande aplicação em estaleiros navais,
fábricas de perfis e estruturas metálicas, etc.
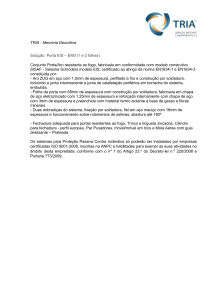
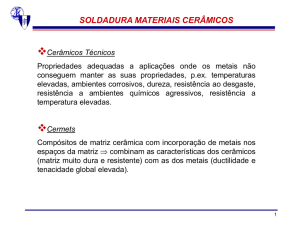
Soldadura por Resistência
·Este processo serve para realizar uma soldadura, sem MA, utilizando a
acção conjunta de uma pressão e de calor (obtido por efeito da passagem
de corrente através da partes a soldar).
GERAÇÃO DE CALOR
Segundo a lei de Joule:
em que:
Q - calor produzido (J)
I - intensidade de corrente (A)
R - resistência total, R1+R2+R3+R4+R5
t - duração da corrente (s)
O circuito é constituído por 5 resistências em série
Soldadura por Resistência
Tipos de soldadura por resistência:
·Pontos
·Continua ou por roletes
·Projecção ou bossas
Soldadura por Resistência
Soldadura por roletes
Soldadura por Resistência
Soldadura por projecção ou bossas
Soldadura por Resistência
Soldadura Oxigás
- Processo de soldadura que
utiliza a chama como fonte
de calor, para fundir o
material a soldar e sempre
que necessário utiliza ainda
uma vareta com material de
adição.
- A chama é proveniente da
combustão de uma mistura
de oxigénio e de um gás
combustível
(geralmente
acetileno) numa proporção
bem definida.
Oxicorte
CORTE POR OXIGÁS
-O corte dos metais é obtido pela reacção do oxigénio puro com o metal, a alta
temperatura. Esta alta temperatura é conseguida através de uma chama
oxigénio-gás combustível.
Soldadura Laser
·As iniciais LASER (Light Amplification by Stimulated Emission of
Radiation) significam “amplificação da luz através da emissão
estimulada de radiação”.
·A soldadura por Laser pode ser definida como o processo de soldadura
em que a fusão dos materiais se obtém devido ao calor desenvolvido por
um feixe concentrado de luz que incide sobre as superfícies a soldar
Os fotões possuem uma
determinada energia dada por:
h - é a constante de Plank
c - é a velocidade da luz
λ- é o comprimento de onda da radiação (m)
v - é a frequência luminosa (s-1)
Soldadura Laser
O equipamento Laser é constituído por:
o Um meio activo - que contém os
elementos responsáveis pela emissão
estimulada.
o Uma fonte de excitação - ou de
bombardeamento - que fornece a
energia
necessária
para
gerar
espécies excitadas em nº superior ao
das espécies no estado fundamental
o Uma cavidade ressonante - que
delimita o volume que contém os
fotões ou a radiação laser produzida.
Soldadura Laser
O tipo de laser refere-se normalmente ao meio activo usado.
O comprimento de onda da radiação emitida depende da substância activa no
processo de emissão estimulada da radiação.
Lasers sólidos (Nd/YAG)
Lasers gasosos (CO2 e excímeros)
Soldadura Laser
VANTAGENS
-Soldadura de bordos quase paralelos;
-Mínimas distorção e tensões residuais;
-Baixa entrega térmica, ZAC estreita;
-Grande razão profundidade/largura;
-Permite velocidades elevadas;
-Facilidade de automação dos processos;
-Facilidade de soldadura de dissimilares
DESVANTAGENS
-Elevado investimento inicial
APLICAÇÕES
-Indústria automóvel
-Indústria aerospacial
-Indústria electrónica
Corte por Laser
A indústria automóvel começou a utilizar a Tecnologia LASER como uma
ferramenta de corte, que se apresentou vantajosa tanto em termos de qualidade
de corte, como na redução dos tempos e dos custos de fabrico.
Brasagem
·A brasagem é o mais antigo dos processos que utilizam a fusão para ligar
peças metálicas.
·O termo brasagem abrange um conjunto de processos de união que
provocam a ligação metálica:
>pelo aquecimento a uma temperatura adequada
>pela utilização de um metal de adição cujo ponto de fusão é mais baixo
que a T. “solidus” do MB.
·O MA penetra na junta, preenchendo-a por acção capilar
Brasagem
·Brasagem fraca - a T. fusão do MA é inferior a 450 °C.
·Brasagem forte - a T. fusão do MA é superior a 450 °C
Brasagem no forno
Brasagem
Brasagem por indução
Brasagem
Brasagem por onda
Brasagem
APLICAÇÃO
·O maior campo de aplicação de qualquer um destes processos é na
soldadura de metais dissimilares, união de peças de pequena espessura,
união de metais tratados termicamente e onde não são permitidas
deformações, uniões metal cerâmico, etc.
·A brasagem fraca encontra o seu maior campo de aplicação na indústria
eléctrica e electrónica , para a soldadura de componentes e placas de circuitos
impressos, ligações de terminais eléctricos, etc.
·A brasagem forte encontra o seu maior campo de aplicação na indústria
eléctrica e electrónica, na industria automóvel e aeronáutica, etc
METALÚRGIA DA SOLDADURA
MATERIAIS E PROCESSOS
Problemas Metalúrgicos dos aços carbono
Fissuração a frio (fissuração pelo hidrogénio)
·Ocorre geralmente na ZAC (zona afectada pelo calor)
·Surge quase sempre no arrefecimento, quando se atingem temperaturas
baixas (< 300ºC), podendo em alguns casos ocorrer horas depois da soldadura
ter terminado.
·Ocorre quando existirem simultaneamente numa soldadura:
a) Hidrogénio introduzido na soldadura devido a:
- Humidade na superfície dos consumíveis
- Produtos da combustão na soldadura oxiacetilénica
-Presença do hidrogénio no MB ou nos gases de protecção
-Revestimentos celulósicos de eléctrodos em soldadura por arco eléctrico
b) Elevado nível de tensões na junta: provocado pelas contracções de arrefecimento e rigidez
da junta.
c) Microestruturas duras e frágeis, dependendo o seu aparecimento da composição química
do aço e das velocidades de arrefecimento
d) Baixas temperaturas (entre 200 e 100ºC)
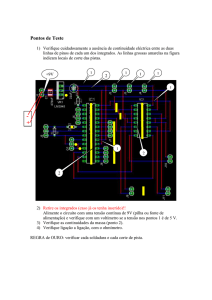
Fissuração a frio
Fissuração a frio
■O hidrogénio é introduzido na soldadura através do banho de fusão na sua forma
instável de H+, ficando dissolvido na estrutura do aço durante a solidificação.
■Durante o arrefecimento a solubilidade do hidrogénio vai diminuindo, especialmente
quando se dá a transformação
■O material depositado, que tem geralmente um teor em carbono menor que o MB, sofre
a transformação
antes da austenite da ZAC se transformar em martensite.
■Uma vez que a solubilidade do hidrogénio na ferrite é menor que na austenite, o
hidrogénio é rejeitado para a ferrite junto da interface austenite/ferrite+perlite.
■Dado o acréscimo do teor em hidrogénio na ferrite este tende a difundir-se para a zona
autenítica, na ZAC adjacente à zona fundida. Esta difusão é promovida pelo elevado
coeficiente de difusão do hidrogénio na ferrite.
■Dado que o hidrogénio tem um baixo coeficiente de difusão na austenite (CFC) o
hidrogénio tem dificuldade em difundir-se desta fase para o material fundido, antes de
ocorrer a transformação martensítica, ficando “aprisionado” nesta fase, dando origem a
uma estrutura sobre-saturada em hidrogénio.
■Ao precipitar o H+ vai passar à sua forma mais estável, a molecular: H2. O que é
acompanhado de um enorme aumento de pressão local (estado triaxial de tensões).
■O estado triaxial de tensões, sobreposto ao efeito das tensões que caracterizam o
arrefecimento e das tensões resultantes da transformação da austenite/martensite, pode
provocar a fissuração.
Fissuração a frio
Formas de prevenir a fissuração
1 - Controlo do teor de hidrogénio na soldadura
■ Processos de soldadura que conduzam a baixos teores de hidrogénio
■ Consumíveis com baixos teores em hidrogénio
■ Consumíveis básicos bem secos
■ Mb convenientemente limpo
2 - Controlo do nível de tensões:
■ Tipo de junta (reduzir o mais possível os efeitos de entalhe)
3 - Controlo da estrutura metalúrgica
■ Pré-aquecimento
■ Pós-aquecimento
4 - Escolha do MA:
■ Eléctrodos de baixa resistência permitem diminuir o nível de tensões na
ZAC.
Fissuração a frio
■ Se o carbono equivalente (CE) for superior a 0.35%, o material é
susceptível de fissurar a frio.
■ Para aços em que a %C>0.22:
■ Para aços em que a %C varia entre 0.07 e 0.22:
■ Nota: a Entrega Térmica (J/mm) é dada por:
Em que V – voltagem
I – Intensidade de corrente
v – velocidade de soldadura (mm/s)
η - rendimento do processo
■ Quanto maior a entrega térmica menor é a velocidade de arrefecimento, o
mesmo se verifica quando se fazem pré ou pós-aquecimentos.
Arrancamento lamelar
■O arrancamento lamelar é uma forma de fissuração que ocorre em juntas
soldadas altamente constrangidas e com uma geometria tal que o MB é
solicitado à tracção perpendicularmente à direcção de laminagem.
■O AL resulta de uma combinação de tensões altamente localizadas
devidas ao processo de soldadura e a uma baixa ductilidade do MB no
sentido da espessura devida à presença de inclusões não metálicas
alongadas e alinhadas paralelamente à direcção de laminagem.
■O AL é iniciado por descoesão destas inclusões (silicatos ou sulfuretos)
junto à soldadura na ZAC ou imediatamente adjacente a esta.
Arrancamento lamelar
Formas de evitar o arrancamento lamelar:
·Usar aços de boa ductilidade: tais como os tratados com Cério (Ce), que
permitem obter inclusões de sulfuretos de forma preferencialmente esférica, mesmo
em aços laminados a quente
·Actuar na configuração da junta: de modo a promover uma distribuição mais
homogénea e menos localizada das tensões: utilizar sempre que possível juntas de
configuração tal que as tensões de tracção se distribuam preferencialmente na
direcção da laminagem e não na direcção perpendicular.
·Usar eléctrodos que permitem depositar materiais de baixa tensão de
cedência: uma vez que estes têm boa capacidade para acomodar as tensões de
contracção de soldadura. No entanto, as características mecânicas finais
requeridas para a juntam limitam essa possibilidade.
·Utilizar a técnica de “amanteigamento”: maquinando a zona do MB onde vai ser
realizada a soldadura e depositar aí um material dúctil, como ligas de níquel, e
efectuar posteriormente a junta. Este depósito dúctil permite absorver as tensões de
contracção na zona fundida.
Fissuração a quente
·Diz-se FQ pelo facto de ocorrer a T superiores a 1200ºC, a estas temperaturas as
superfícies oxidam-se, ganhando uma cor azulada.
·As fissuras ocorrem geralmente a meio do cordão, devido ao modo de
solidificação da soldadura: como o MB está mais frio, a soldadura solidifica a partir
da zona de fusão, o que significa que a última zona a solidificar é a zona central do
cordão, a qual é por isso mais frágil.
·O principal factor que afecta a FQ é a composição química do material: O MB
contém elementos que se existem em quantidade suficiente podem segregar
formando filmes de baixo ponto de fusão entre os cristais.
·Sob acção das tensões que ocorrem durante a solidificação esses filmes podem
abrir e dar origem a fissuras.
·A fonte mais comum deste problema é o enxofre e o fósforo, cujo efeito é
agravado pelo aumento do teor em carbono
Fissuração a quente
Para minimizar este problema:
A % de S nos aços deverá ser inferior a 0.04% ou utilizar uma relação
Mn/S >20, pois o S é mais afim para o Mn do que para o Fe, formando
sulfuretos de manganês, em vez de sulfureto de ferro, eutéctico que se
forma a 985ºC e precipita na forma de filmes líquidos.
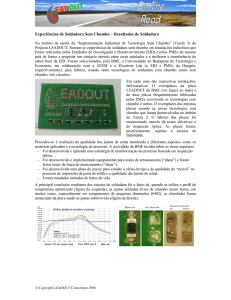
Problemas metalúrgicos aços inoxidáveis auteníticos
Precipitação de carbonetos de crómio (sensitização)
•Os carbonetos de crómio podem precipitar nos limites de grão quando
estes aços são sujeitos a temperaturas entre os 500 e os 900 ºC.
•A sua formação acarreta uma diminuição do teor de crómio junto dos
limites de grão, criando, assim, condições para o aparecimento de
corrosão intercristalina devido ao empobrecimento em Cr nesse local.
•Ocorre normalmente nas zonas adjacentes ao cordão de soldadura, as
quais permaneceram, devido aos ciclos térmicos de soldadura, durante
tempos relativamente longos na gama crítica de temperaturas (500 a
900ºC).
Formas de evitar ou minimizar a sensitização
•Utilizar aços inoxidáveis com baixo teor em carbono: pois quanto mais alto for
o teor em C, menor será o tempo necessário para que ocorra a sensitização
•Utilizar ET (Entrega térmica) baixas: pois assim as taxas de arrefecimento são
superiores (o tempo de permanência na gama de temperaturas críticas é menor).
•Utilizar aços estabilizados com Ti ou Nb: pois o C é mais afim para o Ti e o Nb
do que para o Cr.
•Efectuar um TT de hipertêmpera: consiste em aquecer a peça a uma
temperatura da ordem dos 1000 a 1200 ºC, às quais os carbonetos de crómio se
vão dissolver, arrefecendo-a em seguida muito rapidamente. Este arrefecimento
permite a passagem na gama de temperaturas críticas de sensitização muito
rapidamente, de modo a não ocorrer precipitação de carbonetos de crómio.
•Esta solução, ainda que tecnicamente correcta, é muitas vezes difícil ou mesmo
impossível de executar, e se realizado conduz normalmente a deformações
inaceitáveis nas peças soldadas.
•Nota: A Entrega Térmica é dada por:
Fissuração a quente
•É também susceptível de ocorrer nestes aços devido às elevadas
tensões de contracção que surgem nestes aços durante a fase do
arrefecimento, pois comparados com os aços C ou C/Mn, os aços
inoxidáveis austeníticos têm:
•Um coeficiente de dilatação térmica cerca de 50% mais elevado
•Uma condutibilidade térmica cerca de 40% inferior
•Os mecanismos que levam à FQ nestes aços são os mesmos que se
verificam nos aços carbono, sendo por isso de natureza interdendrítica
e ocorrendo a Ts > a 1200 ºC.
Fissuração a quente
❖ A susceptibilidade a este tipo de fissuração diminui com a existência de
uma pequena quantidade de ferrite, sendo praticamente nula para 2 a 8% de
ferrite na estrutura, devido a:
•Uma maior ductilidade a alta temperatura da ferrite em relação à da
autenite, que permite uma melhor adaptação do metal fundido às tensões
que possam estar na origem da FQ.
•Uma maior solubilidade de elementos como o Si, P e S na ferrite do
que na autenite. Esta maior solubilidade vai evitar o aparecimento de
filmes líquidos de baixo ponto de fusão.
•Serem as estruturas austeno-ferríticas muito mais finas do que as
totalmente austeníticas. Este facto torna muito mais difícil a formação de um
filme contínuo de um composto de baixo ponto de fusão nos limites de grão.
Fissuração a quente
·A fixação de um teor máximo para a ferrite está relacionado com o
aparecimento da fase a, dura e frágil.
·Os melhores resultados são conseguidos, na maioria dos
casos, com um teor em ferrite no cordão entre os 3 e os 5%.