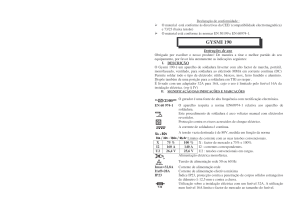
SOLDADURA MATERIAIS CERÂMICOS
Cerâmicos Técnicos
Propriedades adequadas a aplicações onde os metais não
conseguem manter as suas propriedades, p.ex. temperaturas
elevadas, ambientes corrosivos, dureza, resistência ao desgaste,
resistência a ambientes químicos agressivos, resistência a
temperatura elevadas.
Cermets
Compósitos de matriz cerâmica com incorporação de metais nos
espaços da matriz combinam as características dos cerâmicos
(matriz muito dura e resistente) com as dos metais (ductilidade e
tenacidade global elevada).
1
SOLDADURA MATERIAIS CERÂMICOS
Problemas de soldabilidade:
Porosidade
Fissuração no arrefecimento
Formação de fases frágeis
Processos de soldadura
Soldadura laser
Soldadura por difusão
Termocompressão (com interposição de uma
folha metálica)
Soldadura por fricção
Soldadura por ultrasons
Brasagem
2
TÉCNICA DE BRASAGEM DE CERÂMICOS
A brasagem é realizada em atmosfera controlada ou no vácuo e
devido à má molhabilidade dos cerâmicos é necessária uma
metalização prévia da superfície cerâmica a ligar.
Após a metalização realiza-se a brasagem
Ex:pastilhas de corte, peças refractárias para turbinas e
câmaras de combustão.
Limpeza
Química ou mecânica
Metalização
2 fases:
Metalização primária
Metalização secundária
3
TÉCNICA DE BRASAGEM DE CERÂMICOS
Metalização primária
Aplicação de tinta (molimanganês ou tungsténio para alumina (Al2O3)
e Berila (BeO)
Parâmetros
Temperatura (queima dos compostos
sinterização e difusão do material)
orgânicos da tinta e
Tempo, atmosfera (p.ex. tinta moli-manganês requer a atmosfera
húmida e redutora)
Espessura (camada fina penetração da brasagem na camada
metalizada danificando a ligação, camada espessa formação de
bolhas: fissuras, descolagem).
4
TÉCNICA DE BRASAGEM DE CERÂMICOS
Metalização secundária
É necessária porque por vezes o material de adição da
brasagem não consegue molhar a camada primária de
metalização. Na camada secundária depositam-se metais como
Ni, Cu, Ag, Ae, Sn, etc.
A metalização secundária permite melhor molhabilidade e melhor
resistência à penetração de brasagem na camada primária.
Parâmetro mais importante
Espessura (fina dissolução pela brasagem, grossa
bolhas)
5
TÉCNICA DE BRASAGEM DE CERÂMICOS
Brasagem
Materiais de Adição
Para brasagem cerâmico/metal – liga eutética 28% Cu 72% Ag (baixo Tf)
Prata – boa ductilidade
Cobre – para temperaturas elevadas
Ligas cobre/ouro – para temperatura muito elevada e ambientes químicos
agressivos
Parâmetros
Temperatura – deve ser uniforme e suficiente para permitir o fluxo de material
de adição na junta.
Tempo – suficiente para que o material de adição preencha os espaços da junta
e o arrefecimento deve ser lento para evitar a fissuração do cerâmico
Atmosfera – controlada de acordo com as condições necessárias (redutora ou
oxidaente, quase sempre húmida)
Problemas
Má aderência
Fugas
Fissuras
6
TÉCNICA DE BRASAGEM DE CERÂMICOS
Variantes
1. Brasagem por ligações activas – deposição de materiais de forte
reactividade com o oxigénio e alta ponto de fusão sobre o cerâmico
para reagirem com este (Ti, Zr, Nb, Ta sobre A2O3 ou BeO).
Metalização e brasagem realizadas simultaneamente no vácuo entre
800 e 1400º C.
2. Brasagem por fusão de óxidos – a ligação é obtida directamente por
fusão de óxidos, formando eutéticos de alta temperatura, possível
devido à excelente molhabilidade dos cerâmicos pelas misturas de
óxidos.
3. Brasagem eutética directa – consiste em formar um eutético na
interface do substrato metálico do tipo metal – óxido, metal sulfureto ou
metal-fosforeto, antes ou durante a brasage. É feita na presença de
oxigénio a 1070ºC.
4. Brasagem reactiva – os materiais de adição que contenham elementos
susceptíveis de reagir com o cerâmico permitem realizar a ligação sem
a fase de metalização prévia do cerâmico. A brasagem é realizada no
vácuo e produz ligações estanques e com boa resistência à rotura.
7
TÉCNICA DE BRASAGEM DE CERÂMICOS
Aplicações
Ligação:
Embalagens para componentes electrónicos
Selagem
Cerâmico/metal
Cerâmico/cerâmico
8
SOLDADURA DE PLÁSTICOS
O aumento da utilização dos polímeros sintéticos deve-se a:
Simplificação dos processos de fabrico (podem-se executar
complicadas numa só operação aumento de produtividade)
peças
Propriedades dos polímeros (resistência à corrosão, baixo peso, resistência à
fadiga)
Matéria prima adequada (uma pequena parcela do petróleo bruto é convertida
em materiais poliméricos, estes têm um valor mais elevado que os
combustíveis. Por outro lado podem também ser feitos através de reciclagem
de materiais).
São três as principais técnicas de ligação destes materiais:
Ligação mecânica
Soldadura por fusão
Colagem
9
Soldadura com Interface de Aquecimento
Principio do processo
A soldadura por interface de aquecimento é um processo em que as peças a
unir são aquecidas na interface de contacto, fundido localmente. São depois
pressionadas até ao arrefecimento completo, realizando-se assim a soldadura.
Pode haver ou não material de adição. As peças são aquecidas em contacto
com um ou mais elementos de aquecimento.
Parâmetros do processo
Tempo
Temperatura
Pressão
Variantes
Soldadura por contacto directo
Fig. 1 – Soldadura de um encaixe por contacto directo
10
Soldadura com Interface de Aquecimento
Fig. 2 – Soldadura em T por
contacto directo
Fig. 3 – Soldadura de tubo por
contacto directo
11
Soldadura com Interface de Aquecimento
Os processos de soldadura não devem permitir decomposição.
São isoladores térmicos e eléctricos quantidade de calor necessária para
realizar um cordão de soldadura de dada dimensão é inferior ao necessário
para um cordão idêntico em metal.
Os polímeros têm normalmente aditivos para coloração, redução de custos,
endurecedores, etc. o que pode dificultar a soldadura as condições ideais
devem ser determinadas para cada aplicação.
Fig. 4 – Soldadura de placas ou
filmes por contacto indirecto
12
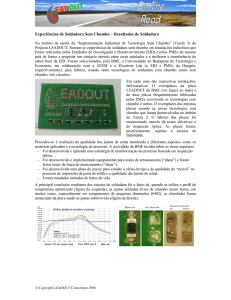
Ciclos de Soldadura
Os ciclos de soldadura definem a duração do aquecimento da aplicação de
pressão e do arrefecimento, e são semelhantes na sua estrutura para quase
todos os diferentes processo, só variando o modo de aquecimento e nos
valores de pressão e tempo adequados a cada junta
Fig. 5 – exemplo de um ciclo de soldadura
13
SOLDADURA POR JACTO DE AR QUENTE
Principio do processo
Neste processo, as peças são aquecidas por um jacto de ar quente e soldadas
pela aplicação de uma pressão durante um intervalo de tempo, com ou sem
introdução de material de adição.
Parâmetros do processo
Tempo
Temperatura
Pressão
Fig. 6 e 7 – Soldadura por jacto de ar
quente com material de adição
14
SOLDADURA POR JACTO DE AR QUENTE
Fig. 8 – Soldadura por jacto de
ar quente sem material de
adição
Fig. 9 – Soldadura por jacto de
ar quente com extrusora
15