A Aplicação da Metodologia Confiabilidade.
Ferramenta do RCM (Reliability Centred Maintenance).
8 ª Reunião Grupo de Benchmarking
Marcelo Gessoli
Engª de Planejamento e Projetos
Necessidade da Implantação da Confiabilidade
A confiabilidade tem por objetivo:
“Assegurar que o sistema execute o que seus usuários querem que ele faça no seu contexto
operacional.”
“ A MCC foca no sistema, mantendo suas funções básicas, através de tarefas que “devem ser feitas”.
Além disso, enfatiza a coleta de dados e a contínua análise das falhas.”
2
8ª Reunião Benchmarking
18th August 2010
Necessidade da Implantação da Confiabilidade
Implantação da nova Caldeira de Cogeração de Energia
Diminuição dos riscos ligados à segurança e meio ambiente;
Melhoria da disponibilidade dos ativos;
Garantir o tempo de vida “vendido” pelos fabricantes;
Priorizar atividade preventivas mais econômicas;
Redução do custo total de manutenção;
Melhor equilíbrio de custos entre manutenção preventiva e corretiva.
3
8ª Reunião Benchmarking
18th August 2010
Fases da Implantação
Acompanhamento direto da JWB Engenharia (Projeto MEC²)
Ponto Inicial – Classificação da Criticidade dos Ativos de Cogeração.
Formulário 01 – Formulário de Classificação do Risco do Ativo Analisado
Formulário 02 – Formulário de Descrição dos Ativos
Formulário 03 – Formulário de Descrição das Funções (F) e das Falhas Funcionais (FF)
Formulário 04 – Formulário de Descrição das Causas das Falhas Funcionais (CF) – Causa Raiz
Formulário 05 – Definição da Estratégia da Manutenção para cada Ativo Estudado
Formulário 06 – Elaboração dos Planos de Manutenção
4
8ª Reunião Benchmarking
18th August 2010
Fases da Implantação
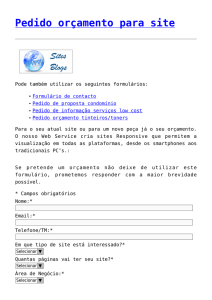
Classificação da Criticidade dos Ativos
10,61%
Sistemas
67,85%
21,54%
Alimentação
29 ativos
Caldeira
115 ativos
Tratamento de Água
105 ativos
Energias
50 ativos
Utilidades
12 ativos
Total – 311 Ativos
Criticidade A – 33 Ativos
Criticidade B – 67 Ativos
Criticidade C – 211 Ativos
5
8ª Reunião Benchmarking
18th August 2010
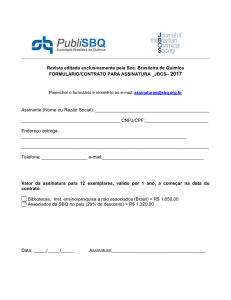
Fases da Implantação
Formulário 01 - Classificação do Risco do Ativo
Total – 311 Ativos
Criticidade A – 33 Ativos
Criticidade B – 67 Ativos
Criticidade C – 211 Ativos
Modelo Formulário 01
Sistema Caldeira
Caldeira
Desaerador
Air Cooler
Linha de Vapor e Água
Caixa de Decant. de Fuligem
6
8ª Reunião Benchmarking
18th August 2010
Fases da Implantação
Formulário 02 – Descrição dos Ativos
Modelo Formulário 02
Sistema Caldeira
Apenas mais Características do
Ativo Analisado.
7
8ª Reunião Benchmarking
18th August 2010
Fases da Implantação
Formulário 03 - Descrição das Funções e Falhas Funcionais
Modelo Formulário 03
Sistema Caldeira
Definição das Funções e das Falhas
Funcionais de cada ativo.
8
8ª Reunião Benchmarking
18th August 2010
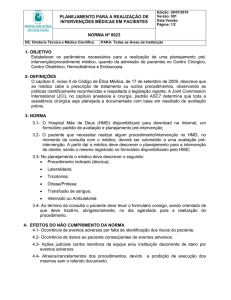
Fases da Implantação
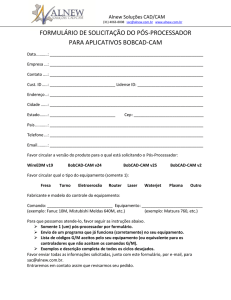
Matriz de Criticidade de Manutenção
Impacto no Processo
Baixa Frequência
Alto Impacto
Alta Frequência
Alto Impacto
• Manutenção Autônoma – Check-list
Operacional
• Rotas Preditivas
• Rotas de Inspeção e de Lubrificação
• Confiabilidad-Foco: Função dos Ativos
• Manutenção Autônoma – Check-list Operacional
• Rotas Preditivas
• Rotas de Inspeção e de Lubrificação
Alta Frequência
Baixo Impacto
Baixa Frequência
Baixo Impacto
• Manutenção Corretiva
• Rotas de Inspeção e de
Lubrificação
• Manutenção Autônoma – Check-list Operacional
• Rotas Preditivas
• Rotas de Inspeção e de Lubrificação
Define a próxima etapa do Trabalho!
Frequência
9
8ª Reunião Benchmarking
18th August 2010
Matriz utilizada para definição
das Estratégias adequadas de
Manutenção.
Fases da Implantação
Formulário 04 - Descrição das Causas Funcionais
Modelo Formulário 04
Sistema de Alimentação
Apenas para Ativos Classificados no
Quadrante anterior, como:
Alta Freqüência e Alto Impacto.
10
8ª Reunião Benchmarking
18th August 2010
Fases da Implantação
Formulário 05 - Definição da Melhor Estratégia de Manutenção
Modelo Formulário 05
Preenchida conforme Próximo Slide
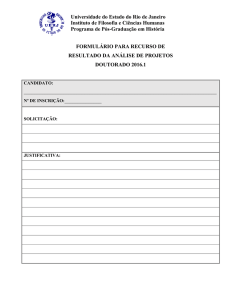
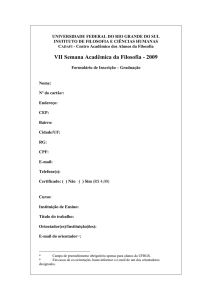
Diagrama de Decisão
11
8ª Reunião Benchmarking
18th August 2010
(Falhas Ocultas)
O
(Segurança do Trabalho)
S
A causa da falha
analisada,
é oculta para o
operador em circunstâncias normais ?
Não
O2
S1
Uma tarefa de Inspeção
é o melhor meio a ser
utilizado para detectar
se a falha está ocorrendo
ou se irá ocorrer ?
Sim – Tarefa Inspeção Programada
S2
Uma tarefa de Preventiva
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
S3
Uma tarefa de Troca
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Preditiva Monitorada
Não
S4
P1
Não
P2
Não
Pode as falhas múltiplas
afetar a segurança ou o
Não
meio ambiente ?
8ª Reunião Benchmarking Nenhuma Manutenção Programada
Sim - Melhoria é compulsória
18th August 2010
12
Uma modificação pode ser desejada
Esta falha tem um efeito
adverso direto na
confiabilidade operacional
(saídas, qualidade, serviço
ao cliente ou nos custos
de operação ) ?
Não
P3
Não
Não
N1
Uma tarefa de Inspeção
é o melhor meio a ser
utilizado para detectar
se a falha está ocorrendo
ou se irá ocorrer ?
N2
Não
Não
Não
Uma tarefa de Preventiva
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Preventiva Programada
N3
Uma tarefa de Troca
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Troca Programada
Uma tarefa de Inspeção
é o melhor meio a ser
utilizado para detectar
se a falha está ocorrendo
ou se irá ocorrer ?
Sim – Tarefa Inspeção Programada
Não
Uma tarefa de Preventiva
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Preventiva Programada
Uma combinação de tarefas
é o melhor meio utilizado
para evitar a ocorrência
da falha ?
O5
P
Sim – Tarefa Inspeção Programada
Uma tarefa de Troca
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Combinação de Tarefas
Pode esta causa da falha
causar um dano
na qual pode violar qualquer
padrão do meio ambiente
conhecido ou controlado ?
Sim
Uma tarefa de Preventiva
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Troca Programada
Não
Uma tarefa de Preditiva
Monitorada é o melhor
meio utilizado para detectar
a ocorrência da falha ?
Uma tarefa de Inspeção
é o melhor meio a ser
utilizado para detectar
se a falha está ocorrendo
ou se irá ocorrer ?
Sim - Tarefa Preventiva Programada
Não
Sim - Tarefa Troca Programada
O4
Não
(Produtividade)
Sim
Sim – Tarefa Inspeção Programada
Não
Sim - Tarefa Preventiva Programada
O3
M
Sim
Sim
O1
Pode esta causa da falha
causar um dano na qual
pode machucar ou matar
alguma pessoa ?
(Meio Ambiente)
Não
Uma tarefa de Troca
Programada é o melhor
meio utilizado para reduzir
a ocorrência da falha ?
Sim - Tarefa Troca Programada
Nenhuma Manutenção Programada
Nenhuma Manutenção Programada
Uma modificação pode ser desejada
Uma modificação pode ser desejada
Não
Melhoria é compulsória
Diagrama de Decisão (DD)
Confiabilidade (MEC²)
Não
Fases da Implantação
Formulário 05 - Definição da Melhor Estratégia de Manutenção
Modelo Formulário 06
Detalhamento das Ações/
Plano de Manutenção
Previsão de Conclusão da Implantação
Fevereiro/2011
13
8ª Reunião Benchmarking
18th August 2010
Obrigado
por sua atenção