UNIVERSIDADE FEDERAL DE GOIÁS
CAMPUS JATOBÁ
TCCG - GRADUAÇÃO EM MEDICINA VETERINÁRIA
INCUBAÇÃO ARTIFICIAL
Poliane Martins Almeida
Orientadora: Profª.M.Sc.Ana Luisa Aguiar de Castro
JATAÍ
2008
i
POLIANE MARTINS ALMEIDA
INCUBAÇÃO ARTIFICIAL
Trabalho de Conclusão de Curso de
Graduação
apresentado
para
obtenção do título de Médica
Veterinária junto à Universidade à
Federal de Goiás - Campus Jatobá.
Área de concentração:
Avicultura
Orientadora:
Profª. M.Sc. Ana Luisa Aguiar de Castro
Supervisor:
Médico Veterinário Rodolfo Alves Terra
JATAÍ
2008
ii
POLIANE MARTINS ALMEIDA
Trabalho de Conclusão de Curso de Graduação defendido e aprovado em 01 de
fevereiro de 2008, pela seguinte banca examinadora:
Profª. M.Sc. Ana Luisa Aguiar de Castro
Presidente da banca
Prof°. Dr. Silvio Luiz de Oliveira
Membro da banca
M.V. Diane Maria Bertocelli
Membro da banca
iii
Dedico,
A Deus e a toda a minha família...
Esta vitória é nossa!
iv
AGRADECIMENTOS
Primeiramente a Deus, por ter permitido a concretização desse sonho,
e por sempre estar ao meu lado, principalmente nos momentos difíceis, me dando
coragem e sabedoria, transformando as dificuldades em aprendizado e
maturidade.
A minha família que não mediu esforços para que eu chegasse até
aqui. Agradeço a meu pai Daili, mesmo com as nossas diferenças, é uma pessoa
que admiro muito, pela sua coragem e perseverança. A minha mãe Delvina, por
sempre ser meu porto seguro, onde às vezes em momentos de tristeza, em
simplesmente ao ouvir a sua voz, já me tranqüilizava. Ao meu irmão Gabriel,
exemplo de humildade e generosidade. E a minha irmã Gabiane, que sempre
esteve ao meu lado, principalmente nesta fase final de estágio, transmitindo
sempre uma palavra de consolo, amizade e superação.
Aos meus avós, Gabriel, Anair e em especial a minha vó Maria pelo
carinho e mimo.
Aos meus tios Delcino, Derly, Delto, Valdeci, Calcida, Elzina, Alfenia “in
memória”, e em especial ao meu tio Nelcino pelo apoio em todos os momentos.
As minhas primas Kamila, Letícia, Gardênia, Fernanda, Valdirene,
Nayane, Michele que sempre acreditaram em mim e torceram pelo meu sucesso,
em especial a minha prima Dalila, pela amizade e companheirismo.
A Dona Coraci e a Isa. Vocês foram minhas segundas mães.
A Elidiane, pela sincera amizade.
Aos meus colegas de faculdade que tornaram a fase de graduação
mais agradável, e principalmente a Yara Luíza, a Talita Dayane, a Alessandra,
Janderson, Heriton, Marcondes e a Cinara pela eterna amizade. Vocês estarão
sempre no meu coração.
Aos professores, pelos conhecimentos repassados.
v
A todos os funcionários da UFG, em especial ao Cabral e ao Sidney.
Aos meus supervisores Rodolfo Alves Terra e Jossoni Guerra Brigone
pela confiança em mim depositada no decorrer do estágio, me ensinando sempre
a importância da superação.
Aos funcionários do Incubatório pelos conhecimentos transmitidos, em
especial ao Roges pelo suporte durante todo estágio. Agradeço também ao
Paulo, Renato, Adriano, Jaison, Thiago, Marcos, Stênio, Orismar e a “tia” Juanita.
A todos os meus amigos e parentes o meu Muito Obrigada!
vi
“Dar menos que seu melhor é sacrificar
um dom que você recebeu”
Steve Prefontaine
vii
SUMÁRIO
1 INTRODUÇÃO .................................................................................................... 1
2 LOCAL DE ESTÁGIO ......................................................................................... 3
3 BIOSSEGURIDADE ........................................................................................... 4
3.1 Estrutura física de Biosseguridade ............................................................... 7
4 INSTALAÇÕES ................................................................................................... 8
5 SETOR DE RECEPÇÃO E ESTOCAGEM DE OVOS ...................................... 10
5.1 Fornecedores .............................................................................................. 10
5.2 Sala de ovos ............................................................................................... 10
5.3 Recebimento e conferência ........................................................................ 12
5.4 Reclassificação de ovos ............................................................................. 13
5.5 Organização dos carros de ovos ................................................................ 13
5.6 Programação de cargas para incubação .................................................... 14
5.7 Avaliação da qualidade do ovo – AQO ....................................................... 15
5.8 Identificação das bandejas para o Teste Embriodiagnóstico ...................... 15
5.9 Teste de Fertilidade .................................................................................... 15
5.10 Informação semanal ................................................................................. 16
6 SETOR DE INCUBAÇÃO ................................................................................. 17
6.1 Pré–aquecimento ........................................................................................ 19
6.2 Manejo geral de incubação ......................................................................... 19
6.3 Limpeza das máquinas ............................................................................... 20
6.4 Transferência dos ovos ............................................................................... 20
7 SALA DE VACINA ............................................................................................ 22
7.1 Vacinação in ovo......................................................................................... 22
7.3 Vacinação ................................................................................................... 25
8 SETOR DE PRODUÇÃO .................................................................................. 27
8.1 Manejo de Nascedouros ............................................................................. 27
8.2 Transferência dos pintos para a sala de sexagem...................................... 28
viii
8.3 Sexagem..................................................................................................... 28
8.4 Eficiência .................................................................................................... 30
8.5 Sala de pintos ............................................................................................. 30
8.6 Expedição ................................................................................................... 31
8.7 Vacinação ................................................................................................... 31
8.8 Limpeza dos nascedouros .......................................................................... 32
8.9 Limpeza das caixas de eclosão .................................................................. 32
9 EMBRIODIAGNÓSTICO .................................................................................. 33
9.1 Desenvolvimento embrionário .................................................................... 33
10 MONITORIAS ................................................................................................. 44
10.1 Monitoria Sanitária .................................................................................... 44
10.2 Monitoria de Salmonella ........................................................................... 44
11 CONCLUSÃO ..........................................................................................................46
12 REFERÊNCIAS .......................................................................................................47
1
1 INTRODUÇÃO
Atualmente a avicultura é um dos principais setores produtivos que
integram o complexo de produção de carne mundial, isso decorrente da
potencialização de características das próprias aves, que atingem taxas de
crescimento iguais ou superiores a 60 gramas por dia (MURUKAMI & GARCIA,
2005), resultando grande produtividade em curto espaço de tempo.
No Brasil, a velocidade da expansão vem acompanhada da
assimilação contínua de moderna tecnologia, do incessante trabalho de
aprimoramento da sanidade, nutrição, ambiência, equipamento e instalações e da
notável produção de grãos, principalmente na região Centro Oeste do país.
Devido à dimensão do seu território o Brasil tem condição de ampliar a área
plantada de grãos, aumentar sua capacidade produtiva e produtividade,
garantindo, assim a transformação da proteína vegetal em proteína animal nobre
de baixo custo (União Brasileira de Avicultura – UBA). Essa condição coloca o
país no grupo dos três maiores produtores de carne (GODOY, 2000) e o maior
exportador mundial de carne de frango (União Brasileira de Avicultura – UBA).
No Brasil, o desenvolvimento da avicultura, iniciou em meados da
década
de
50,
nos
estados
do
Sudeste,
principalmente,
São
Paulo.
Posteriormente, na década de 70, período em que houve profunda reorganização
do complexo de carnes no país, a atividade se deslocou para a região Sul. A partir
daí o país tem se dedicado tanto na produção para consumo interno como para
exportação.
Em 2006, o Brasil foi o segundo maior produtor de carne de frango das
Américas, com o volume total de 9,336 milhões de toneladas, perdendo somente
para os Estados Unidos (16,162 milhões de toneladas). A participação das
Américas na produção global de carne de frango chegou a 48,8% e, em curto
espaço de tempo, deverá suplantar 50% produção mundial (União Brasileira de
Avicultura – UBA).
Este grande desenvolvimento da avicultura nacional deve-se a
mudança do hábito de consumo de carnes do brasileiro, passando de um país
preponderantemente consumidor de carne bovina para consumidor de carne de
2
frango. Esse aumento no consumo per capita de carne de frango de 2,3 kg por
habitante por ano em 1970, para 38 kg por habitante por ano em 2007 deve-se,
em parte, ao menor custo de produção, graças a maximização do ganho de peso
das aves. Dessa forma, o produto final chega para o consumidor com preço mais
acessível.
A expansão do desenvolvimento da avicultura deve-se em grande parte
a incubação artificial, pois possibilitou a incubação de uma só vez de uma grande
quantidade de ovos. Dessa forma, o incubatório torna-se peça fundamental nesse
processo de expansão, tendo a responsabilidade, como fornecedor de pintainhos
de um dia, de disponibilizar aos produtores matéria prima de qualidade, para
maximizar o desempenho das aves a campo (SCHMIDT, 2002).
3
2 LOCAL DE ESTÁGIO
O Estágio Curricular Supervisionado para conclusão do Curso de
Medicina Veterinária, pela Universidade Federal de Goiás – Campus Jataí, foi
realizado no Incubatório Jataí, do Complexo Perdigão Agroindustrial S/A,
localizado no município de Jataí, na BR 364 km194, Zona Rural. O estágio iniciou
- se no segundo semestre de 2007, no dia seis de agosto, com previsão de
término para final de março de 2008, perfazendo um total de 1.393 horas. As
atividades foram supervisionadas pelo Médico Veterinário Rodolfo Alves Terra e o
TCCG orientado pela profª. M.Sc. Ana Luisa Aguiar de Castro.
A Perdigão se destaca no cenário mundial como uma das maiores
empresas de alimentos das Américas, com receita líquida de R$ 4,711 bilhões e
como uma das grandes empregadoras do país, com aproximadamente 54.200 mil
funcionários, dados de janeiro a setembro de 2007.
A Perdigão atua na produção e abate de aves e suínos, no
processamento de produtos industrializados, elaborados e congelados de carne,
além dos segmentos lácteos, massas prontas, tortas, pizzas, folhados e vegetais.
O Incubatório Jataí, do Complexo Perdigão, destaca-se, pelo alto
percentual de eclosão, mantendo se regularmente acima do stander de eclosão,
sendo ponto de referência das demais unidades. Disponibiliza semanalmente aos
seus integrados cerca de 360 mil pintainhos de um dia, subdivididos em 22.500
mil pintos para cada aviário, tendo potencial e estrutura física para o triplo da
produção.
O estágio foi realizado nesta empresa devido ao grande crescimento
da avicultura nacional, principalmente na região Centro Oeste do país, e também,
porque a Perdigão possibilita o acompanhamento de todas as técnicas existentes
na área e de todo o ciclo de produção. Além de permitir o desenvolvimento de
projetos que auxiliam tanto o crescimento da empresa, como o do estagiário como
profissional, preparando-o para o mercado de trabalho.
4
3 BIOSSEGURIDADE
A biosseguridade é de grande importância na produção de alimentos,
em âmbito mundial, buscando a aplicação de procedimentos para garantir a
saúde animal, sendo revisado e modificado quando necessário (SESTI, 2001).
Os programas de biosseguridade em incubatórios devem ser
personalizados, particularizado de acordo com realidade da unidade de
incubação, na qual o foco e amplitude das ações devem ser em grau e medida
necessários para o equilíbrio biológico da incubação, visando sanidade dos
embriões e pintos neonatos (GUSTIN, 2003).
No Incubatório Jataí, o principal componente do Programa de
Biosseguridade são os protocolos de limpeza e desinfecção, buscando conter ou
eliminar a disseminação de doenças. Segundo GREZZI (2007), os protocolos de
limpeza e desinfecção quando corretamente implementados, podem ser meio
econômico de reduzir os microorganismos patogênicos e são parte integrante de
programas de biosseguridade.
De acordo com GUSTIN (2003), os principais microorganismos
encontrados no ambiente de incubação são bactérias gram negativas e positivas,
fungos, vírus e algas. Alguns desses, extremamente patogênicos para os ovos e
pintos, enquanto que a maioria é de pouca expressão.
Segundo GUSTIN (2003), os microorganismos patogênicos possuem a
capacidade de penetrar nos ovos pelos poros e produzir toxinas que podem matar
ou retardar o desenvolvimento embrionário e, quando os embriões resistem, a
viabilidade dos pintos de um dia é comprometida.
Segundo SALLE & SILVA (2000) as principais fontes de contaminação
microbiana no incubatório são os ovos trazidos das granjas, o ar e água que
abastecem o incubatório, além de insetos, roedores e visitantes.
Depois que as bactérias já atingiram o interior do ovo, a desinfecção
não as elimina. Há então, condições para que esses microorganismos se
difundam horizontalmente durante a eclosão, ou mesmo antes, se houver a
“explosão” de ovos contaminados na incubadora (SALLE & SILVA, 2000).
5
O Incubatório Jataí com intuito de erradicar esse tipo de contaminação,
preconiza que duas vezes por semana (quarta e sexta feira) seja feita a coleta de
ovos podres (Figura 6) dentro das incubadoras, evitando que os mesmos
“explodam” e contaminem os demais. É preconizada também a lavagem e
desinfecção do piso das máquinas de incubação sempre que houver
transferência, e também, durante a semana é feita a queima de um gerador de
fumaça a base de Eniconazole nas incubadoras, produto de ação fungicida.
Figura 6: Ovo podre retirado da incubadora
Fonte: Perdigão S/A.
Depois de identificadas às fontes de contaminação deve ser
implementado um protocolo de limpeza e desinfecção, visando erradicar a
disseminação de microorganismos patogênicos, pois é mais fácil e mais barato
prevenir uma doença do que ter que lidar com um surto.
De acordo com GREZZI (2007), a desinfecção sem um protocolo
anterior de limpeza não é eficaz, sendo quase impossível desinfetar uma
superfície rica em matéria orgânica. Em outras palavras, a limpeza e a
desinfecção são procedimentos totalmente separados, no qual incubatório deve
ser limpo e posteriormente, desinfetado.
Os desinfetantes são substâncias usadas para controlar, prevenir ou
destruir
microorganismos,
desnaturando
seus
constituintes
protéicos
ou
dissolvendo seus componentes lipídicos (SALLE & SILVA, 2000).
No Incubatório Jataí, o protocolo de limpeza e desinfecção se inicia
com a remoção física da matéria orgânica e em seguida limpeza que envolve o
uso de água e detergente.
Segundo GREZZI (2007), detergentes são substâncias que servem
para dispensar e remover a matéria orgânica das superfícies, reduzindo a tensão
superficial, aumentando assim a capacidade de penetração da água.
6
Depois que o incubatório estiver adequadamente limpo, inicia-se o
procedimento de desinfecção. Segundo SALLE & SILVA (2000), os desinfetantes
tem limitações que devemos conhecer. Grande parte deles, não atua na presença
de matéria orgânica e são sensíveis a variações de temperatura ou pH.
No Incubatório Jataí os desinfetantes utilizados no processo de
desinfecção são compostos a base de aldeídos e de amônia quaternária (CAQ),
sendo que para aumentar espectro de ação, utiliza-se a associação de um
aldeído, o glutaraldeído, com amônia quaternária, pois a amônia quaternária
quando utilizada sozinha tem atuação limitada, principalmente na presença de
matéria orgânica e em superfícies com restos de sabões e detergentes aniônicos.
Na desinfecção dos Setores de Recepção e Estocagem de ovos e
Incubação utilizam-se associação do glutaraldeído com amônia quaternária. Na
sala de vacinação in ovo e na sala de lavação de carros é acrescentado formol,
com intuito de aumentar o espectro de ação do desinfetante, pois nestes
compartimentos a concentração de patógenos é maior. No Setor de Produção
utilizam à associação do glutaraldeído, da amônia quartenária e do formol em
todos os compartimentos do setor.
Na desinfecção é utilizada a concentração de 1:1000 dos desinfetantes
a base de glutaraldeído e amônia quaternária. Já o formol é utilizado na
concentração de 1:200. É importante salientar que os desinfetantes não agem
instantaneamente, sendo necessário certo tempo para que atuem, pois antes de
afetar o microorganismo, o desinfetante precisa penetrar a parede celular. De
acordo com GREZZI (2007), o tempo de exposição está ligado à concentração
utilizada. Na concentração de 1:1000, faz se necessário a espera de 15 a 20
minutos para ação efetiva do desinfetante.
Para desinfecção de superfícies, anti-séptico e loções sanitizantes para
as mãos utilizam-se os álcoois, pois são agentes antimicrobianos de amplo
espectro que danificam os microorganismos por desnaturação de proteínas,
causando dano a membrana e lise celular. Os álcoois têm ação rápida, capazes
de matar a maioria das bactérias em cinco minutos de exposição, no entanto tem
ação viricida limitada e são ineficazes contra esporos, e a concentração utilizada
e de 70%.
7
3.1 Estrutura física de Biosseguridade
O Incubatório Jataí está localizado fora da área urbana e isolado dos
outros setores de integração, como a Fábrica de Ração, os Aviários e a Granja de
matrizes, onde a circulação de patógenos contaminantes é maior.
O edifício é isolado por cerca industrial, com intuito de impedir a
entrada de animais, veículos e pessoas não autorizadas. O Incubatório dispõem
de uma barreira sanitária principal, composta de vestiários (feminino e masculino),
sanitários, refeitório, almoxarifado e escritório, com o objetivo de higienização dos
funcionários e visitantes, e dispõe também de rodolúvio para a desinfecção de
veículos.
Os funcionários e visitantes antes de adentrarem no Incubatório,
tomam banho completo, utilizando sabão líquido e se paramentam com uniformes
oferecidos pela Empresa. Cada funcionário tem seu uniforme devidamente
identificado, onde todos os dias são lavados e desinfetados por empresa
terceirizada.
Materiais e equipamentos cuja entrada seja extremamente necessária
devem passar por processo de fumigação, utilizando paraformol ou formol líquido.
Os veículos antes de entrarem no incubatório são desinfetados, pelo
próprio motorista, utilizando bomba de água de alta pressão, iniciando-se pela
cabine, furgão, chassi e pneus. A solução usada na desinfecção é associação de
glutaraldeído com a amônia quaternária. O Incubatório também dispõe de controle
rigoroso de roedores como medida do programa de biosseguridade, pois os
roedores além de veicular agentes de doenças e parasitas, podem atacar ovos e
causar inúmeros estragos nas instalações (MARQUES, 1994).
8
4 INSTALAÇÕES
Segundo SALLE & SILVA (2000), o incubatório geralmente é um prédio
retangular, em que as vias de circulação interna devem ser projetadas para que o
fluxo de ovos, pintos e dejetos sejam específicos, evitando-se ao máximo, trechos
comuns.
O Incubatório Jataí é composto fisicamente por três setores: setor de
recepção e estocagem de ovos, setor de incubação e setor de produção. Todos
construídos com paredes com painéis isotérmicos com acabamento superficial em
pintura epóxi e isolamento térmico de poliestireno expandido (isopor).
O setor de recepção e estocagem de ovos é composto pela plataforma
de recepção dos ovos, dois fumigadores inativos, a anti - câmara e a sala de
ovos.
A sala de ovos tem capacidade de aproximadamente 600.000 ovos,
distribuídos em 16 fileiras com 10 carros cada uma, totalizando 160 carros. Cada
carro tem capacidade para 36 bandejas, cujas bandejas acomodam 77 e 96 ovos.
A sala de ovos, a fim de apresentar boa climatização, possui
controlador interno de temperatura, que está ajustado para a mínima de 19,5 ºC e
a máxima de 21 ºC, para que ocorra paralisação do desenvolvimento embrionário
(“zero fisiológico”), e umidade relativa do ar de 75% para ajudar no controle da
evaporação, evitando condições de crescimento de microorganismos. Essas
condições de temperatura e umidade relativa do ar são controladas e registradas
automaticamente. Sendo que, de duas e duas horas, o responsável pelo setor faz
a monitoração desses valores.
O setor também possui um sanitário externo, a fim dos funcionários
não se descolarem para outros setores, evitando dessa forma contaminação.
O setor de incubação é composto por duas salas de incubação, sendo
uma inativa e outra contendo 12 incubadoras MCg125 – CASP de estágio múltiplo
com capacidade de 124.416 ovos, onde são incubados ovos de diferentes idades,
favorecendo a regulação da temperatura dentro da incubadora, pois ovos com
período de incubação mais adiantado fornecem calor para os ovos com período
de incubação inferior. Enquanto que em incubadoras de estágio único os ovos
são incubados todos de uma só vez, sendo recomendado para incubatórios onde
9
o controle sanitário é extremo, pois a cada transferência dos ovos para os
nascedouros é feito uma limpeza rigorosa na máquina incubadora, o que não é
visto nas incubadoras de estágio múltiplo, pois as incubações não cessam. O
setor também possui uma sala denominada supervisório onde é feita a
monitoração das incubadoras e nascedouros, uma sala de higienização de carros
de incubação, uma sala de vacinação in ovo, três salas de nascedouros, sendo
uma inativa. Cada sala possui seis nascedouros MG 21e com capacidade para
20.640 /20.736 ovos.
Cada ambiente possui diferentes pressões de ar, com pressão positiva
em ambientes considerados “limpos” (sala de ovos e sala de incubação), onde o
nível de contaminação deve ser o mais próximo de zero, com objetivo de evitar
mortalidade embrionária, pois no período de estocagem e incubação o embrião é
muito sensível a qualquer microorganismo. E pressão negativa em áreas sujas
(sala de sexagem e sala de detritos), onde o nível de contaminação é maior, pois
a manipulação de resíduos de casca de ovo e penugem. Este manejo garante o
fluxo de ar sempre concordante com o fluxo de trabalho/ambientes (salas limpas
para salas sujas).
O setor de produção é composto pela sala de higienização de caixas,
pela sala de sexagem, pela anti – sala de pintos, pela sala de pintos e sala de
detritos. Possui um sanitário externo para uso exclusivo dos funcionários do setor.
10
5 SETOR DE RECEPÇÃO E ESTOCAGEM DE OVOS
5.1 Fornecedores
Segundo SCHIMIDAT (2002), a eclodibilidade dos ovos e a qualidade
do pinto de um dia têm sido utilizadas como indicador do desempenho do
incubatório. Sendo primeiramente a responsabilidade do resultado da granja de
matrizes, onde práticas de manejo, como manutenção do status sanitário do lote,
manejo de ninho, freqüência de coleta, desinfecção dos ovos, devem ser
adequadas, com objetivo de reduzir a presença de microorganismos patogênicos
nos ovos a serem enviados para o incubatório.
Posteriormente, fatores como, manejo dos ovos, tempo e condições de
armazenamento, condições de incubação, manejo dos pintos, afetam os índices
de produção, são de responsabilidade do Incubatório.
O Incubatório Jataí é abastecido atualmente por dois núcleos de
matrizes em produção da linhagem COBB, o JA0303 com 40 semanas e
percentual de eclosão de 87%, e o JA0403 com 35 semanas e percentual de
eclosão de 87,7%.
Diariamente chegam ao Incubatório cerca de 50 mil ovos.
Estes núcleos (unidades de produção de granja das matrizes) estão
localizados na Granja Jataí, do Complexo Perdigão.
5.2 Sala de ovos
A sala de ovos do Incubatório Jataí tem a função de estocar os ovos
por período de três a cinco dias a uma temperatura de 19º a 21º C para que
ocorra à paralisação do desenvolvimento embrionário (“zero fisiológico”),
descanso do embrião, acúmulo de um maior volume de ovos para atender a
demanda programada de incubação, e principalmente evitar a incubação de ovos
de matrizes de diferentes idades, pois a eclosão está diretamente ligada a idade
das matrizes. Ovos de matrizes em início de produção (25 semanas) são menores
11
(45 g) e têm alta incidência de mortalidade embrionária precoce e, além disso, a
fertilidade é baixa. Enquanto ovos de matrizes mais velhas (50 semanas) são
maiores (69 g), pois a medida que envelhecem produzem folículos maiores e
ocorre um aumento no intervalo entre ovulações (redução na taxa de postura),
que são acompanhadas por aumento do tamanho do ovo, isso deve se ao fato da
mesma quantidade de gema proveniente da síntese hepática ser depositada em
um menor número de folículos (MAIORKA et al., 2000). E também em ovos
maiores ocorre redução na densidade da casca do ovo devido a maior porosidade
da casca, o que favorece as trocas gasosas entre o ovo e o meio, determinando
maior perda de peso em ovos durante a incubação, elevando a mortalidade
embrionária, além de ser mais susceptível a contaminação (ROSA et al., 2003).
Problemas estes, que podem afetar diretamente a qualidade e a uniformidade do
pinto de um dia.
Segundo GONZALES & CESÁRIO (2003), o armazenamento de ovos
para posterior incubação deve ser realizado em ambientes com temperaturas
inferiores ao zero fisiológico, ou seja, abaixo de 24 ºC, para assegurar a parada
completa do desenvolvimento embrionário até o momento do início de incubação.
Dessa forma, obtêm-se nascimentos mais uniformes, uma vez que são incubados
ovos com desenvolvimento embrionário similar.
A estocagem dos ovos é uma prática importante e necessária no
incubatório, pois em ovos frescos o albúmen é mais denso, o que representa uma
barreira para disponibilidade de oxigênio durante a incubação. O albúmen deve
sofrer alterações físicas durante o período de armazenagem para reduzir a
barreira à troca de gases (LÓPES DE ALDA, 2003).
O armazenamento depende de fatores que afetam diretamente a
eclodibilidade e a qualidade do pinto ao nascer. Estocagem por cinco a dez dias
reduz, respectivamente, em 0,8 e 2,8 a eclodibilidade. Em média, o
prolongamento de um dia no tempo de estocagem pode reduzir em 1,0% a
eclodibilidade (DECUYPERE & MICHELES, 1992). Sendo assim, períodos de
estocagem acima de sete dias só devem ser utilizados em situações especiais,
pois o prolongamento reduz a eclodibilidade em função do aumento da
mortalidade embrionária, devido a degradação do albúmen, que possui funções
12
importantes, como auxiliar o correto posicionamento do embrião, proteção contra
ataque antimicrobiano, hidratação e reserva alimentar.
As principais atividades desenvolvidas na sala de ovos estão
relacionadas com o recebimento e conferência dos ovos, organização dos carros
de ovos, programação de cargas para incubação, avaliação da qualidade do ovo
(AQO), teste de fertilidade, identificação das bandejas para o teste do
Embriodiagnóstico, limpeza e desinfecção do setor.
5.3 Recebimento e conferência
Os ovos enviados ao Incubatório são conferidos diariamente, onde é
avaliado se o número enviado pela granja (SDO - saída de ovos da granja)
confere com o número obtido no Incubatório (quantidade real), que deve ser o
mesmo do controle de lotes alojados (CLA), controlado pelo Setor Administrativo
do Incubatório.
Os ovos são transportados em carrinhos que suportam 36 bandejas,
com 96 ovos cada. Sendo ovos de matrizes mais velhas maiores, são envidados
em uma bandeja especial (verde) que comporta 77 ovos. Cada carro tem
capacidade para 3456 ovos.
Os ovos são encaminhados ao Incubatório Jataí depois de passarem
por processo de desinfecção através de fumigação na própria granja.
Segundo SCHIMIDAT (2002), a desinfecção deve ser realizada no
menor tempo possível pós-postura, no máximo 2 horas, isso porque logo após a
postura, os poros do ovo estão abertos, possibilitando à entrada de
microorganismos, sendo recomendado a desinfecção o mais breve possível, além
da necessidade da ausência de matéria orgânica na casca, que diminui
sensivelmente a ação do desinfetante.
De acordo com MURAROLI & MENDES (2003), para que a fumigação
seja eficiente, três fatores são de suma importância: temperatura ao redor de
25ºC a 30ºC, umidade relativa do ar em 55% e 70% e tempo de exposição ao
agente fumigante entre 10 a 20 minutos. Sendo que quanto maior a concentração
13
do formol, maior a eficiência sobre os agentes contaminantes e maior o risco de
atingir ao embrião.
5.4 Reclassificação de ovos
A reclassificação de ovos é feita quando os ovos são envidados para
outras
regionais
ou
recebidos
no
incubatório
em cartelas
de
poupa,
acondicionados em caixa de papelão.
A reclassificação, segundo MURAROLI & MENDES (2003), visa a
manutenção de uniformidade dos lotes incubados, buscando melhor qualidade do
produto final, através de descarte de ovos quebrados, trincados, sujos, e os ovos
virados são colocados na posição correta, ou seja, câmara de ar voltada para
cima. Este manejo é adotado porque durante a vacinação in ovo pode ocorrer
morte embrionária devido ao mau posicionamento do embrião (cabeça voltada
para a parte inferior da bandeja) ou também pode ocorrer menor absorção das
partículas vacinais pelo embrião.
5.5 Organização dos carros de ovos
A organização dos carros de ovos é feita conforme a idade do lote e o
período de estoque. Sendo distribuído na parte inicial da sala o lote proveniente
de matrizes mais velhas (JA0303 – 40 semanas). Na seqüência segue o JA0403
com 35 semanas e assim consecutivamente. Tendo como objetivo uma maior
organização da sala de ovos e facilitar o manejo de incubação, pois possibilita a
identificação rápida do lotes a ser incubado no dia.
A organização segue a identificação enviada pela granja no próprio
ovo, nesta identificação consta à granja, o núcleo, data de postura e a
identificação do classificador. A identificação é feita com pincel atômico, na parte
lateral do ovo, isso na parte da frente da bandeja para melhor visualização.
14
5.6 Programação de cargas para incubação
Programa-se a incubação conforme a demanda de pintinhos a ser
alojados, sendo pré-estabelecido para o abastecimento do aviário o máximo de
91.000 pintinhos, divididos em duas cargas de 45.500.
O Incubatório Jataí abastece 16 aviários por semana, enviando 22.500
pintos para cada aviário, sendo as fêmeas alojadas na Regional de Jataí e os
machos enviados para Rio Verde.
Para programação da incubação leva-se em consideração, a eclosão
esperada por núcleo, que é determinada pela composição química do ovo que
está diretamente relacionada com a idade das matrizes. Dessa forma fecha-se a
carga de ovos a ser incubado.
Segundo o Manual de Incubação da Perdigão, todos os lotes de ovos
provenientes de matrizes com idade entre 24 a 27 semanas devem ser incubados
por duas horas a mais, isso porque matrizes jovens ( 25 semanas) possuem ovos
com casca mais resistente, dificultando a desidratação durante a incubação. Em
lotes com idade de 28 a 29 semanas aumenta uma hora a mais de incubação.
Acima de 29 semanas incubação normal (509 horas – 21 dias e cinco horas).
Os ovos estocados no incubatório por sete a oito dias, são incubados
por uma hora a mais, com estoque de nove a dez dias por duas horas a mais, e
com estoque de 11 a 13 dias, três horas a mais de incubação. Isso porque o
prolongamento da estocagem reduz a eclodibilidade, em função do aumento da
mortalidade embrionária.
É pré-estabelecido também, que os carros de ovos que são incubados
na porta e no fundo da incubadora, devem ser incubados duas horas antes do
horário programado, pois o carro que é incubado na porta sofre mais como
variação de temperatura, devido a porta da incubadora ser aberta regularmente. E
o carro do fundo da incubadora, por ficar na porta do nascedouro, ocorrendo o
mesmo problema de variação de temperatura. No entanto, está sendo
desenvolvido um trabalho visando mensurar a variação de temperatura dentro das
incubadoras e até então foi verificado que não há variação, a máquina consegue
manter a temperatura homogênea em todos os pontos.
15
5.7 Avaliação da qualidade do ovo – AQO
Esta avaliação é feita com 13% da produção do lote, onde é analisada
a presença de ovos trincados, que são descartados, os ovos virados, ovos sujos,
ovos com a casca fina e ovos tortos. Esta prática é feita com intuito de avaliar a
qualidade da matéria-prima enviada ao incubatório, ocorrendo o “feedback” entre
incubatório e granja.
5.8 Identificação das bandejas para o Teste Embriodiagnóstico
A identificação é feita em 12 bandejas (1152 ovos) de todos os lotes
incubados no dia, sendo separados por aviários e por ala. Cada núcleo em
produção possui três aviários divididos em duas alas, ala A e ala B.
Para o teste de Embriodiagnóstico são avaliadas duas bandejas de
cada ala, dos três aviários, totalizando 12 bandejas.
5.9 Teste de Fertilidade
Este teste tem por objetivo, a liberação dos ovos para incubação do
núcleo de matrizes em início de produção, sendo realizado no momento que a
granja envia os primeiros ovos por incubatório.
O teste consiste na incubação de uma bandeja de cada ala em
produção por um período de 24 horas, em seguida é feita a quebra dos ovos para
avaliação se há desenvolvimento embrionário ou se o ovo é infértil.
Segundo LÓPES DE ALDA (2003), os ovos inférteis não apresentam
desenvolvimento embrionário visível, sendo observado um pequeno ponto denso,
de cor branca, que corresponde ao óvulo não fertilizado (Figura 1). Geralmente a
infertilidade está relacionada com problemas nos machos, como excesso de peso,
problemas de pernas e baixa porcentagem de machos no lote.
16
Figura 1: Ovo infértil
Fonte: Perdigão S/A
Ovos férteis, com um dia de incubação, apresentam uma estrutura em
anel, que é o óvulo fertilizado (Figura 2).
Figura 2: Ovo fértil
Fonte: Perdigão S/A
Para a liberação dos ovos para incubação, o percentual de fertilidade
das bandejas de todas as alas, tem que ser superior ou igual a 80%.
5.10 Informação semanal
Toda segunda-feira é passado para o Setor Administrativo do
Incubatório Jataí, a quantidade de ovos estocados na sala, a quantidade de ovos
recebidos tanto de Jataí como de outras regionais da Perdigão, a quantidade de
ovos enviados para outras regionais, as quantidades de ovos incubados e
descartados. Este manejo é adotado para total controle do estoque de ovos da
unidade, sendo detectado dessa forma qualquer irregularidade no número de
ovos incubados ou enviados para outras regionais.
17
6 SETOR DE INCUBAÇÃO
O Setor de Incubação é o mais crítico do incubatório, exigindo total
atenção de toda equipe, pois é o local onde ocorre a maior parte do
desenvolvimento do embrião, aproximadamente 456 horas (19 dias).
O sucesso do desenvolvimento embrionário durante a incubação
depende de quatro requisitos básicos: temperatura (em torno 37,3 ºC), umidade
relativa (60% a 65 %), ventilação e do processo de viragem (a cada uma hora).
A temperatura é o parâmetro mais importante, senão o único
importante sob o ponto de vista do embrião, pois determina a velocidade do
metabolismo do embrião e conseqüentemente seu grau de desenvolvimento.
Qualquer alteração na temperatura pode provocar deficiências na formação
embrionária (baixo metabolismo) ou acarretar problemas de manejo no
incubatório (CALIL, 2007).
Segundo MEYERHOF (1992), citado por CALIL (2007), temperaturas
desuniformes podem causar mortalidade embrionária inicial (0 - 4 dias de
incubação). LABET et al., (1989) citado por MURAROLI & MENDES (2007),
temperaturas baixas atrasam o nascimento, provocam má cicatrização do umbigo,
ovos bicados e não nascidos. Já temperaturas elevadas adiantam o nascimento,
acarretando o nascimento de pintos refugos, devido à desidratação ou a umbigos
mal cicatrizados, também acarretam a presença de pintos mortos nas bandejas e
alta mortalidade entre 19 e 21 dias de incubação.
Variações na temperatura dentro das incubadoras podem ocorrer
quando a máquina não é carregada de forma equilibrada ou uniforme. Máquinas
parcialmente carregadas eventualmente não atingem a temperatura desejada
(37,3º C) prolongando assim o tempo de incubação, enquanto que máquinas
sobrecarregadas, podem eventualmente ocasionar um superaquecimento. Em
ambos os casos os efeitos serão desfavoráveis tanto para o nascimento, quanto
para a qualidade dos pintos.
Segundo DECUYPERE et al., (2003), a umidade relativa é um
parâmetro que pode variar mais que a temperatura, sem que ocorram danos na
eclosão, porém deve ser mantida numa determinada amplitude (em torno de 60 a
65%), para que se tenham melhores resultados.
18
Durante o processo de incubação o ovo perde umidade através dos
poros da casca. E a rapidez com que é perdida a umidade, depende da
porosidade da casca do ovo, como também da percentagem de umidade do
ambiente ao redor do ovo. O ovo perde de 12 a 13% do seu peso durante o
período de incubação, sendo que, à medida que ocorre a desidratação do ovo,
aumenta a entrada de oxigênio, necessário para o metabolismo do embrião, com
conseqüente eliminação de dióxido de carbono. Quando ocorre pequena perda de
água na incubação limita-se a disponibilidade de oxigênio do embrião, resultando
em crescimento embrionário lento, com períodos de incubação estendidos e
pintos com maior teor de água e maior peso residual de saco vitelino. Devido a
estes fatores, os pintos também terão o crescimento retardado no período póseclosão, pois a lenta absorção do saco vitelino retarda o crescimento.
Durante o desenvolvimento, o embrião utiliza oxigênio no seu
metabolismo e libera dióxido de carbono, tornando-o dependente da qualidade do
ar que está a sua volta (DECUYPERE et al., 2003).
As máquinas de incubação extraem o ar fresco da sala de preparação
de ar, onde o ar é filtrado e umidificado quando a umidade dor relativa do ar está
baixa. E este ar fornece a umidade e o oxigênio necessário para que ocorra o
adequado desenvolvimento embrionário. O ar que sai de máquina retira o
excesso de dióxido de carbono e o excesso de calor produzido pelos ovos.
A viragem ou a alteração da posição do ovo durante a incubação é de
suma importância para o sucesso do desenvolvimento embrionário. Segundo
DEEMING (1989), citado por DECUYPERE et al., (2003), a ausência de viragem
provoca o retardamento da formação de fluido do alantóide e do âmnio, bem
como a utilização do albúmen, resultando na aderência do embrião e da gema na
membrana interna da casca e estas adesões provocam aumento da incidência de
mau posicionamento do embrião.
De acordo com CALIL (2007), nos momentos iniciais de incubação o
processo de viragem auxilia na difusão de gases (CO2 e O2) e alterações de pH, o
que contribui para liquefação do albúmen, facilitando as reações químicas do
embrião neste período, em que a disponibilidade circulatória é insuficiente para
correta distribuição de nutrientes.
19
As incubadoras normalmente realizam o processo de viragem 24 vezes
por dia, 1 viragem/hora, com um ângulo de 45º em relação ao eixo horizontal.
6.1 Pré–aquecimento
O processo de pré-aquecimento tem como objetivo, evitar choque
térmico no embrião, e conseqüentemente condensação na casca do ovo. Por isso
antes de ser incubado, os ovos retirados da sala de ovos, cuja temperatura oscila
entre 19,5º C e 21º C devem ser pré-aquecidos, visando iniciar o desenvolvimento
embrionário e diminuir a diferença de temperatura do ovo com a temperatura da
incubadora, que gira em torno de 37,3º C.
No Incubatório Jataí, por não haver uma sala com esta finalidade, o
pré-aquecimento é feito na sala de incubação, em frente às máquinas
incubadoras, por um período de aproximadamente seis horas, onde a temperatura
oscila entre 24º C e 26º C, exigindo da mesma, boa circulação de ar e umidade
relativa em torno de 60%. MURAROLE & MENDES (2003), relatam que o tempo
ideal de pré-aquecimento é de, aproximadamente, oito horas, e a temperatura
ideal deve ser a temperatura da sala de estocagem mais a metade da diferença
entre a temperatura da sala de estocagem e a temperatura de incubação.
Temperatura da sala de estocagem: 18 º C
Temperatura da incubadora: 37,3 º C
Diferença: 37,3 º C - 18 º C = 19,3 ºC
Metade da diferença: 19,3 ºC / 2 = 9,65 ºC
Temperatura de pré-aquecimento: 18 º C + 9,65 ºC = 27,6 ºC
6.2 Manejo geral de incubação
Depois de pré-aquecidos, os ovos são incubados. O tempo previsto
para o nascimento dos pintos é de 504 a 510 horas, variando em função da época
do ano, estoque de ovos, sistema de ventilação, isolamento térmico das salas,
20
máquinas incubadoras e nascedouros e regulagem da entrada de ar (dampers)
(MURAROLE & MENDES, 2003).
No Incubatório Jataí o horário de incubação é pré-determinado em
função do horário previsto para o início dos trabalhos e entrega de pintos.
Em condições normais, a incubação dos ovos se inicia 23:00 e termina
às 02:00 do dia seguinte sendo que em cada incubação são utilizadas seis
máquinas incubadoras.
Cada incubadora contem seis séries, para ajudar na distribuição de
temperatura e identificação das idades das cargas que foram incubadas. Sendo
cada incubação correspondente a uma série.
Terminando a incubação, inicia-se o monitoramento de todos os
parâmetros que podem alterar o desenvolvimento embrionário como temperatura,
umidade relativa, ventilação e viragem. Estes parâmetros são avaliados a cada
trinta minutos.
6.3 Limpeza das máquinas
A limpeza e desinfecção das máquinas incubadoras são feitas no dia
em que ocorre a transferência dos ovos para os nascedouros.
A limpeza inicia com a remoção da matéria orgânica presente no chão,
com o uso de uma espátula, em seguida o chão é lavado com desinfetante
(glutaraldeído associado a amônia quaternária) na proporção de 1:1000.
Todo este processo é feito o mais rápido possível, para não afetar o
desenvolvimento embrionário dos ovos incubados, pois em incubadoras de
múltiplo estágio não há esvaziamento da máquina.
6.4 Transferência dos ovos
A transferência dos ovos é realizada no 19º dia (em torno de 456
horas) após os ovos serem incubados.
21
A transferência é feita para a sala de vacina, onde são vacinados,
colocados nas caixas de eclosão e encaminhados imediatamente para os
nascedouros.
A sala de vacina é regulada para uma temperatura ambiente em torno
de 26º C, para que o embrião sofra o menos possível durante a permanência na
sala.
Durante o processo de vacinação in ovo, as bandejas de ovos antes de
serem vacinadas, passam por um feixe de luz, o ovoscópio, onde são retirados os
ovos “claros”, ou seja, os ovos que tiverem o desenvolvimento embrionário
interrompido e os ovos inférteis. Sendo anotados os ovos contaminados e os ovos
eliminados durante o processo de transferência.
O trajeto das incubadoras até os nascedouros é feito o mais rápido
possível (tempo necessário para que ocorra a vacinação de 54 bandejas de ovos,
pois cada carro de eclosão comporta este total), para reduzir a perda de
temperatura do embrião, que pode afetar a qualidade do pinto de um dia.
22
7 SALA DE VACINA
7.1 Vacinação in ovo
Figura 3: Vacinação in ovo
Fonte: Perdigão S/A
Com o grande desenvolvimento da avicultura industrial, a tendência é
desenvolver sistemas de produção tecnicamente elaborados para garantir
melhores resultados de performance com custos competitivos. E a busca por
estimular o sistema imunológico da ave mais precocemente possível tem sido o
alicerce das pesquisas atuais na indústria avícola (BERCHIERI JR & BOLIS,
2003).
A aplicação de vacina in ovo (Figura 3) foi desenvolvida inicialmente
para doença Marek. Em 1995 foi desenvolvido o aparelho que possibilitou a
utilização de vacinas in ovo em larga escala (JOHNSTON et al., 1997, citado por
BERCHIERI JR & BOLIS, 2003).
Atualmente com esta inovação, são feitas inoculações de outras
substâncias (hormônios, antibióticos, vitaminas e minerais) com propósito de
melhorar a qualidade de vida do embrião, e conseqüentemente melhorar a
performance desse indivíduo à campo
23
A eficácia da vacinação in ovo depende principalmente do local onde
for inoculada a vacina, pois melhores resultados são obtidos quando a aplicação
ocorre no âmnio ou no próprio embrião.
BERCHIERI JR & BOLIS (2003), relata que no 18º dia de incubação o
embrião possui cinco grandes áreas para agulha injetar:
- câmara de ar;
- saco alantoíde;
- fluído amniótico;
- embrião;
- saco de gema.
Segundo WAKENEL (1986), citado por BERCHIERI JR. & BOLIS
(2003), a aplicação da vacina contra a doença de Marek no fluido amniótico
apresentou 90% da proteção, enquanto que a vacina inoculada no líquido
alantoíde, a proteção diminui de 25% a 50% e, quando a vacina foi aplicada na
câmara de ar, não houve proteção. Relato este que demonstra a importância do
posicionamento dos ovos na bandeja durante a vacinação.
Acredita-se que os ovos vacinados no período final de incubação (entre
18º dia e 12 horas ao 19º dia e 2 horas) apresentam melhor taxa de eclosão que
os vacinados anteriormente a esse período, pois se o orifício provocado pela
punção do ovo for feito muito cedo, antes de 17 dias de incubação e 12 horas,
pode submeter o embrião a um desafio microbiano durante o processo de
eclosão, e o fato fisiológico de que o embrião é menos imunocompetente em
idade mais jovem, pode afetar a qualidade do pinto de um dia. (WILLIAMS, 2001,
citado por BERCHIERI JR & BOLIS, 2003).
Durante a injeção, o embrião deve estar em posição de eclosão, com a
cabeça sob a asa direita e total absorção do saco vitelino. Inoculações após o 19º
dia e 2 - 4 horas de incubação devem ser evitadas, pois a punção pode atingir o
embrião, podendo causar a sua morte, pois em condições normais e dentro do
período recomendado a vacina é depositada no líquido amniótico ou por via
subcutânea na área do músculo direito do peito do embrião. Se aplicada em outro
local pode ser fatal. (WILLIAMS, 2001, citado por BERCHIERI JR & BOLIS, 2003).
24
7.2 Preparação de vacinas
No Incubatório Jataí a preparação de vacina é realizada numa sala
limpa e desinfetada, onde só o preparador tem acesso.
Antes da preparação de vacina, deve-se preparar o recipiente em
banho-maria contendo um litro de água destilada e oito mL de hipoclorito de
sódio, com temperatura entorno de 26 ºC a 28 ºC.
Ao entrar na sala, o preparador lava as mãos, as desinfeta com álcool
70% e paramenta-se com jaleco. Em seguida, desinfeta a bancada onde será
realizada a preparação da vacina. Primeiramente, é avaliada a qualidade do
diluente, através de sua coloração e presença de grumos, sendo que qualquer
alteração o diluente é descartado. Em seguida, diluição das vacinas é feita numa
bolsa de 1000 mL, com capacidade para vacinar 200 bandejas, contendo 96 ovos.
Na bolsa de diluente primeiramente é adicionada a vacina contra Bouba Aviária, e
em seguida contra Marek e Gumboro.
Primeiro o preparador pega uma seringa de cinco mL, retira quatro mL
do diluente e injeta no frasco da vacina contra Bouba Aviária, posteriormente,
injeta a dosagem indicada pelo fabricante na bolsa de 1000 mL. Feito isto,
pegam-se as ampolas contendo a vacina de Marek e Gumboro (associadas), do
botijão de nitrogênio liquido (- 196º C) e descongela em banho-maria, isto em no
máximo 1 minuto e meio. Depois de descongelado, o conteúdo das ampolas é
aspirado por seringa de 20 mL contendo 10 mL de diluente. Em seguida, essa
solução é adicionada na bolsa de diluente. Terminada a preparação, a bolsa de
diluente é homogenizada e encaminhada para a máquina vacinadora. Esta vacina
deve ser usada em até 1 ½ hora após o seu preparo, devendo ser acondicionada
em caixa térmica com gelo.
Durante a vacinação, a temperatura da sala de vacinação, pode oscilar
entre 24 ºC a 26º C e a quantidade de nitrogênio líquido do botijão, que deve ser
suficiente para que todo o canister contendo as ampolas estejam cobertos.
25
7.3 Vacinação
Antes de iniciar a vacinação in ovo é feito o Ciclo de Limpeza Inicial,
abrangendo o sistema de vacina (linhas amarelas) e o sistema de desinfecção
(linhas transparentes) da máquina.Para o Ciclo Inicial de Limpeza é usado o
álcool isopropílico a 70%, desinfetante à base de cloro, detergente e água
destilada.
Terminado o Ciclo Inicial de Limpeza, e antes de colocar o diluente
contendo a vacina, faz-se a circulação de solução salina (1000 mL) pela máquina
vacinadora para retirado do ar do sistema de vacinação e desinfecção, pois
quando há ar presente no sistema de vacinação ou desinfecção, a vacina não
consegue circular.
Depois da circulação da solução salina, conecta a linha da vacina a
bolsa de diluente e então é iniciada a vacinação propriamente dita.
Cada bandeja passa primeiro pelo ovoscópio que está acoplado a
mesa de vacinação, para que sejam retirados os ovos “claros”, ou seja, ovos
inférteis ou que tiveram o desenvolvimento embrionário interrompido. A bandeja
segue sobre a esteira da vacinadora e pára sobre a mesa vacinadora onde estão
dispostas 96 agulhas com os perfuradores.
Primeiramente há perfuração da casca do ovo com uma agulha de
calibre 16, a uma profundidade de seis mm, em seguida, uma agulha calibre 20
administra a vacina, a uma profundidade de 2,5 cm. A agulha 20 está dentro da
punção de calibre 16. Cada ovo recebe a dosagem de 0,05 mL de vacina. A
dosagem é de acordo com titulação enviada pelo laboratório. Depois da
aplicação, as agulhas são desinfetadas, evitando dessa forma contaminação
entre os ovos.
Depois da injeção da vacina, as bandejas de ovos seguem a esteira da
máquina vacinadora, onde posteriormente os ovos são sugados pelas ventosas
da máquina e colocados no interior das caixas de eclosão, que são empilhadas no
carro de eclosão, no número de 54 caixas por carro, sendo encaminhada
rapidamente para os nascedouros.
Durante todo o processo de vacinação é avaliado a cada 2 ½ carros
vacinados se há alguma agulha entupida ou quebrada, sendo desentupida ou
26
trocada rapidamente. E também a cada 15 minutos a bolsa de diluente contendo
a vacina deve ser homogenizada.
Terminada a vacinação, a máquina vacinadora passa por outro ciclo de
limpeza, o Ciclo de Limpeza Final, no qual será utilizada água destilada,
detergente, desinfetante a base de cloro e álcool 70%. O tempo total de duração
do Ciclo de Limpeza Final é de 22 minutos.
No Incubatório Jataí, há uma única máquina vacinadora, que é
suficiente para vacinação dos ovos que são transferidos durante a semana
(segunda,
terça,
quinta
e
sábado).
27
8 SETOR DE PRODUÇÃO
Neste setor, a maior dificuldade é a manutenção da ventilação,
umidade e temperatura nos nascedouros, sendo que as demais atividades se
resumem em coleta de resultados.
A transferência dos ovos para os nascedouros deve ser feita de forma
cuidadosa para evitar a quebra do ovo e conseqüentemente morte do embrião,
pois neste estágio a casca do ovo é mais frágil, devido o embrião retirar cálcio da
casca para formação do seu esqueleto. A transferência também deve ser feita de
forma rápida, evitando o resfriamento dos ovos que resulta em atraso do
nascimento.
8.1 Manejo de Nascedouros
Desde o ponto de transferência até a bicagem da casca, o
fornecimento de ar e umidade no nascedouro deve ser igual ao da máquina
incubadora. Depois que o pintinho começa a bicar a casca do ovo, aumenta o
nível de umidade. Neste momento a entrada de ar (damper) precisa ser ajustada
para manter este nível e se necessário for, há um sistema umidificador dentro dos
nascedouros. Durante o processo de nascimento o controle da umidade é de
suma importância para manter as membranas da casca macia e maleável,
nascendo um pintinho ileso.
Conforme vão aumentando os nascimentos, a entrada de ar (damper)
vai aumentando sua abertura, para suprir a necessidade de ar dos pintinhos.
A temperatura no nascedouro é geralmente um pouco mais baixa do
que a temperatura da incubadora, pois neste estágio a produção de calor do
embrião é maior, reduzindo dessa forma um aquecimento excessivo do pintinho.
A temperatura nos nascedouros gira entorno de 36,9ºC e a umidade
relativa do ar devem ficar entre 60% e 65%. Porém muitos são os fatores que
influenciam a regulagem da umidade dentro dos nascedouros, como a idade da
28
matriz, qualidade da casca, linhagem e umidade de incubação (MURAROLI &
MENDES, 2003).
Segundo MARQUES (1994), citado por MURAROLI & MENDES
(2003), matrizes mais velhas (50 semanas) possuem ovos maiores e com muito
líquido para ser eliminado, podendo ter regulagem de umidade mais baixa.
Enquanto matrizes mais novas (25 semanas) têm ovos menores e com casca
mais espessa, o que dificulta a liberação de umidade, resultando em regulagem
de umidade mais alta.
8.2 Transferência dos pintos para a sala de sexagem
A retirada dos pintinhos dos nascedouros ocorre no 21º dia (entorno de
509 horas de incubação) e são encaminhados para a sala de sexagem.
No momento da transferência, o ideal é que os pintinhos estejam secos
e bem alertas.
Os carros de eclosão são colocados paralelamente à linha onde estão
dispostos os 11 sexadores.
8.3 Sexagem
A sexagem consiste na identificação e separação de machos e fêmeas,
devendo ser feita por pessoas devidamente treinadas. Paralelamente a este
processo é realizada uma seleção, para identificação de pintos de primeira
(comercial) e de segunda (refugos). Depois de sexado e confirmado a qualidade
do pinto, ele é contabilizado e colocado na caixa de pintos. Cada caixa deve
conter 100 pintos, sendo em seguida encaminhados para a sala de pintos.
Segundo MURAROLI & MENDES (2003), os itens avaliados durante a
sexagem são os seguintes:
Penugem: deve estar seca, uniforme e de coloração adequada.
Bicos e olhos: os bicos não devem ser tortos ou unidos (bico colado),
e os olhos devem ser vivos e alertas.
29
Pernas: devem estar bem hidratadas e brilhantes sem nenhuma
deformação.
Umbigo: a cicatrização deve ser completa, para evitar contaminação
bacteriana e fúngica.
Tamanho: os pintos devem pesar entre 42 e 47 g. Pesos inferiores
ou muito superiores indicam propensão à refugagem.
Outros: as asas devem estar abrindo e fechando normalmente, os
pés devem possuir todos os dedos, as aves devem estar com
bastante vivacidade.
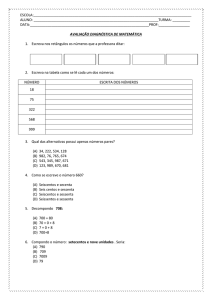
Na sexagem, a diferenciação sexual é realizada por meio do
empenamento das asas, sendo que as fêmeas possuem empenamento mais
rápido que os machos (Figura 4).
O processo de sexagem consiste nas seguintes etapas:
1ª - Abrir as asas do pinto como um leque.
2ª - Observar as penas na sua parte inferior (primárias), e as de cima
(secundárias).
3ª - Quando as primárias são mais cumpridas que as secundárias o
pintinho é fêmea.
4ª - Quando as primárias têm o mesmo tamanho ou são mais curtas
que as penas secundárias o pintinho é macho.
Macho
Fêmea
Figura 4: Sexagem de frangos de corte através
do empenamento da asa.
Fonte: Perdigão S/A
30
Durante a sexagem, os fragmentos da casca do ovo, os ovos não
nascidos e os pintos refugos são encaminhados por uma esteira até a máquina
trituradora, onde são triturados e acondicionados em galões, que em seguida são
levados para a sala de detritos, sendo posteriormente transportados para a
fábrica de ração.
8.4 Eficiência
Depois da sexagem, as caixas com pintos são passadas para anti-sala,
onde são empilhadas no carrinho até completar 20 caixas e levadas até a sala de
pintos.
No intuito de avaliar a eficiência dos sexadores, uma nova equipe faz a
resexagem, de quatro a seis caixas de cada sexador, incluindo machos e fêmeas,
tendo como meta, média de 98,5% de acertos e média de 45 pintos por minuto.
8.5 Sala de pintos
Segundo MURAROLI & MENDES (2003), para que os pintos estejam
em condições ideais, a temperatura deve variar entre 22ºC e 26ºC, com umidade
relativa de 60%. Quando a temperatura não está adequada, os pintos ficam
agitados.
No Incubatório Jataí os pintinhos depois de sexados, alojados nas
caixas de transportes e vacinados são encaminhados aos aviários. Pois a perda
de peso e desidratação ocasionada por jejum, ainda que mínima, pode causar
aumento na mortalidade, retardo no desenvolvimento da musculatura intestinal,
ocasionando assim, menor eficiência na digestão e absorção de nutrientes e
consequentemente menor ganho de peso.
31
8.6 Expedição
Ao término da sexagem e fechamento das cargas, é repassado ao
administrativo o total de pintos para o lançamento no sistema, sendo em seguida,
liberado a carga e os aviários alojados no dia, onde os machos são enviados para
Rio Verde e as fêmeas alojadas em Jataí. O horário de saída dos pintinhos do
Incubatório Jataí são às 9:00 ( fêmeas ) e 10:30 (machos). Sendo que a duração
da viagem vai depender da distância do aviário.
As cargas de pintos são transportadas em veículos equipados com
temperatura em torno de 23º C e umidade em torno de 60%. Sendo oferecido
total conforto aos pintinhos durante o trajeto até o aviário.
Acompanhando as cargas de pintos vão, a Nota Fiscal, a Ficha de
acompanhamento de Lotes (FAL), Controle de Entrega de Pintos e o Guia de
Trânsito de Animais (GTA).
A Ficha de Acompanhamento de Lotes é um importante documento,
pois é onde será anotado todo histórico do lote até o momento do abate. Esta
ficha contém informações como dia do alojamento, total de pintos alojados,
pesagem (realizada a cada sete dias), consumo de ração diário, vacinações,
medicamentos e mortalidade (natural ou eliminada).
8.7 Vacinação
As cargas de pintos enviadas pra Rio Verde são imunizadas contra
Bronquite infecciosa. O método utilizado para a vacinação consiste na aspersão
da vacina sobre os pintainhos, já nas caixas de transporte, pois a vacinação in
ovo contra Bronquite ainda está em fase de pesquisa.
A vacinação deve ser realizada ao final das atividades na sala de pintos, a
fim de evitar problemas de transmissão horizontal do vírus vacinal dentro do setor.
32
8.8 Limpeza dos nascedouros
A limpeza e desinfecção dos nascedouros são feitas com muita
atenção, pois para o nascimento de pintos de boa qualidade é fundamental um
ambiente livre de microrganismos (bactérias e fungos).
Ao término da transferência e estando os nascedouros vazios, inicia-se
a limpeza. Primeiramente são retiradas todas as sujidades, com auxilio do rodo e
vassoura, e em seguida, com uma mangueira de água é retirado o restante.
Posteriormente, todo o nascedouro é lavado com esponja, palha de aço e
detergente e depois recebe uma segunda lavagem, com água. Ao finalizar a
limpeza, faz-se uma desinfecção utilizando bomba de alta pressão contendo
formol, na diluição de 1:200.
8.9 Limpeza das caixas de eclosão
Durante a sexagem, as bandejas contendo fragmentos de ovos, ovos não
eclodidos e pintos refugos seguem pela esteira até um triturador onde é
depositado o conteúdo da bandeja, em seguida esta é lançada na máquina de
lavagem de caixas, onde primeiramente passa por um recipiente contendo
detergente. A solução do recipiente é lançada na bandeja por bicos de alta
pressão, depois passa por outro recipiente contendo água, e para finalizar, passa
por uma solução desinfetante, sendo utilizado em todo processo os bicos de alta
pressão.
Depois de limpas as caixas de eclosão são levadas para os nascedouros,
que são ligados, e depois de um período de três horas dentro dos nascedouros as
caixas de eclosão são secas, porém antes de serem colocadas dentro do
nascedouro
passam
por
uma
desinfecção
com
formol.
33
9 EMBRIODIAGNÓSTICO
A técnica de Embriodiagnóstico consiste na avaliação de 12 bandejas
de ovos dos lotes eclodidos no dia, para identificação do estágio de mortalidade
embrionária e determinação das possíveis causas.
Segundo MARTIN (2003), a principal ferramenta de um incubatório é
aquela capaz de diagnosticar problemas de eclosão, pois o desempenho do
Incubatório é avaliado através do percentual de nascimentos, onde qualquer
alteração que provoque a diminuição dos mesmos, como variação de temperatura
e umidade nas incubadoras e nascedouros, contaminação bacteriana e fúngica e
período de estoque prolongado deve ser determinado e solucionado o mais breve
possível, o que demonstra a importância do Embriodiagnóstico na rotina do
Incubatório.
9.1 Desenvolvimento embrionário
Segundo JOHSON (1986), citado por GONZALES & CESARIO (2003)
o desenvolvimento do embrião se da em duas etapas: antes da postura, enquanto
que o ovo ainda está no oviduto, e depois da postura, durante a incubação do
ovo.
O oviduto é toda extensão do aparelho reprodutor da ave, constituído
pelo infundíbulo, sítio de fertilização do óvulo, o magno, onde ocorre a deposição
da albumina (clara de ovo); o istmo onde é formada a membrana que recobre o
ovo; a glândula da casca ou útero, cuja principal função é a calcificação da casca
do ovo e a vagina que não tem função na formação do ovo, região que serve
como passagem do ovo até a cloaca no momento da postura, sendo local de
armazenamento dos espermatozóides (SESTI, 2003).
No momento da oviposição, o embrião se encontra no estágio de prégástrula ou, no máximo, no estágio inicial de gastrulação. Nesta fase o embrião
sofre influência direta da temperatura do meio ambiente. E, se exposto a
temperatura inferior a 24 ºC, ocorrerá paralisação do desenvolvimento
34
embrionário. O desenvolvimento do embrião só é retomado em condição de
incubação, ou seja, temperaturas em torno de 37,3 ºC.
Segundo GONZALES & CESARIO (2003), após a incubação, ocorre
alterações a cada hora no desenvolvimento embrionário (Figura 5), conforme a
descrição a seguir:
Primeiras 24 horas após postura
18 h: início da formação do trato alimentar.
19 h: início da formação de placa neural.
20 h: início da formação do tubo neural.
21 h: início da formação dos somitos.
23 h: aparecimento das ilhotas de sangue.
24 h: início da formação dos olhos.
Até 48 horas após postura
O embrião começa a se colocar no seu lado esquerdo.
Formação dos vasos sanguíneos e do coração, que começa a bater.
Fechamento total do canal neural para formar o tubo neural.
Formação da vesícula auditiva.
Término de formação das regiões do futuro cérebro, as vesículas
cerebrais.
Aparecimento dos primeiros sinais de âmnio.
Até 72 horas após postura
Aparece o vestígio da cauda.
Formação dos botões dos membros inferiores e superiores.
Presença do âmnio e do coríon.
Início da formação das narinas por meio da placa nasal.
Aparecimento das lentes oculares e do cálice óptico.
Até 96 horas após postura
Completa-se a formação das membranas extra-embrionárias (âmnio,
córion e alantoíde).
35
O corpo do embrião posiciona-se sobre o seu lado esquerdo.
A gema, no ponto de implantação, torna-se mais alongada.
O embrião apresenta-se numa forma de C.
Início da formação da boca e língua.
Começa o aparecimento das fossas nasais.
O alantóide infiltra-se entre o âmnion e o córion.
Aos cinco dias
Aumento do tamanho do embrião, do saco vitelino e do alantóide.
Maior diferenciação das partes da boca.
Distingue-se a estrutura externa dos olhos (pretos e grandes).
Formação do proventrículo e moela (sistema digestório).
Os botões locomotores são mais salientes.
Aos seis dias
Início da formação do bico.
O saco vitelino apresenta um número maior de pregas.
O coração está bem grande e fora do corpo.
Os apêndices locomotores começam a adquirir a sua forma
característica das aves.
Aos sete dias
Já se tornam proeminentes os dígitos das asas e pernas.
O abdômen torna-se saliente devido ao desenvolvimento das vísceras.
O coração está dentro da cavidade torácica.
A orelha e seus condutos estão completamente visíveis.
O alantóide cobre completamente a gema.
Aos oito dias
Inicio da formação das penas.
As asas e penas estão completamente diferenciadas.
36
Aos nove dias
O embrião começa a ter aparência própria da espécie.
O bico, apêndices superior e inferior estão bastante diferenciados.
Aos dez dias
Ocorre endurecimento do bico.
Os poros da pele estão visíveis a olho nu.
Aos 11 dias
O corpo e o pescoço assumem a forma característica das aves.
A cabeça é mais proporcional ao tamanho do corpo.
O embrião está coberto por uma penugem fina.
Aos 12 dias
Os dedos estão completamente formados.
As unhas dos pés começam a se formar.
Completa se o empenamento.
Está terminando a utilização do albúmen.
Aos 13 dias
Aparecem as escamas e unhas.
Aparecimento da protuberância cálcica (dente, diamante) sobre o bico.
A cabeça move-se para a direita do corpo.
Aos 14 dias
A cabeça move – se para a direita do corpo.
Aos 15 dias
O corpo e a cabeça são mais proporcionais em tamanho e ocorre a
penetração do intestino para o interior da cavidade abdominal.
Aos 16 dias
Escamas, bico e unhas estão firmes e cornificados.
37
Embrião está bem emplumado.
Desaparecimento quase que total do albúmen.
Aos 17 dias
O bico está voltado para a câmara de ar.
Há uma diminuição do liquido amniótico.
Aos 18 dias
A crista visível.
Embrião está quase do tamanho normal à eclosão (70% do peso do
ovo).
A cabeça está sob a asa direita.
Aos 19 dias
Começa a penetração do saco vitelino na cavidade abdominal. O
embrião ocupa totalmente o ovo, exceto a câmara de ar.
Aos 20 dias
O saco vitelino está totalmente na cavidade abdominal.
O umbigo está aberto.
O alantóide pára de funcionar e começa a secar, o embrião rompe o
âmnio e começa a respirar por meio da câmara de ar.
Embrião atinge o tamanho final (70% do peso do ovo).
Aos 21 dias
O pinto bica a casca.
O pinto emerge da casca (eclosão).
Secam-se as penas, e cicatriza o umbigo.
38
Figura 5: Esquema de desenvolvimento do embrião.
Fonte: Perdigão S/A.
A técnica do Embriodianóstico se inicia com a identificação de 12
bandejas (1152 ovos) de cada lote a ser incubado no dia.
A primeira etapa do Embriodiagnóstico se inicia no 13º dia de
incubação, onde é feito a ovoscopia destas bandejas e avaliado o estágio de
mortalidade embrionária. Depois da avaliação é feita a identificação das bandejas
com a ficha de ovoscopia, contendo a data de incubação, data de transferência, o
lote incubado, identificação da incubadora, o número de bandejas e a série. A
identificação é realizada para não ocorrer perda de bandejas durante a
39
transferência de ovos e também, para que não ocorra a eliminação de nenhum
ovo durante a ovoscopia que antecede a vacinação in ovo. Esta ficha de
identificação acompanhará as bandejas de eclosão para que durante a sexagem,
tenham um tratamento diferenciado, possibilitando a quebra dos ovos não
eclodidos.
A ovoscopia realizada no 13º dia é feita dentro da incubadora, com a
ajuda do ovoscópio (foco de luz), onde são retirados os ovos “claros”, ou seja,
ovos que tiveram seu desenvolvimento embrionário interrompido ou aqueles que
nem mesmo o iniciaram (inférteis). Todo o processo de ovoscopia é feito no
escuro, para possibilitar a identificação dos ovos claros.
Identificados
os
ovos
“claros”,
estes
são
separados,
para
posteriormente serem quebrados. Nesta fase serão analisados a fertilidade do
lote (ovos inférteis), mortalidade inicial (0 - 4 dias), mortalidade de 5 a 10 dias,
contaminação bacteriana e fúngica.
Segundo LÓPEZ DE ALDA (2003), a ovoscopia é realizada no 13º dia
porque o embrião que morre no 4º dia de incubação e permanece na incubadora
até o 21º dia está sujeito à deterioração, dificultando a correta identificação do
estágio de mortalidade.
Nos ovos inférteis não há crescimento embrionário visível, sendo
observado um pequeno ponto, denso, de cor branca, que corresponde ao disco
germinativo não fertilizado (LÓPEZ DE ALDA, 2003).
Geralmente a infertilidade está relacionada a problema no macho,
como excesso de peso, problemas de pernas, baixa porcentagem de macho no
lote ou então problemas de tamanho entre o macho e a fêmea, sendo o
acasalamento dificultado pelo excesso de peso, onde estas causas são de
responsabilidade exclusiva da granja (LÓPEZ DE ALDA, 2003).
Quando o percentual de infertilidade está acima do esperado, o
resultado é repassado para a granja, fornecendo um “feedback” a mesma, para
que busque e solucione as causas do problema.
A mortalidade inicial (0 - 4 dias) é avaliada observando as seguintes
características: após 24 horas de desenvolvimento, o blastoderma terá cerca de
1,2 centímetros de diâmetro e, passadas 48 horas, terá de 2 a 2,5 centímetros
(MARTIN, 2003). Entre 48 e 72 horas, o anel sangüíneo já estará visível, e
40
observa-se o aparecimento dos primeiros sinais de âmnio. Até 72 horas observa a
presença de âmnio e do córion, e entre as 72 e 96 horas, observa-se a estrutura
externa dos olhos, pretos e grandes (GONZALES & CESARIO, 2003).
As causas mais prováveis de mortalidade nesta fase podem estar
relacionadas ao período de armazenamento, pois à medida que aumenta o tempo
de estocagem do ovo diminui a qualidade do albúmen, e a medida que o albúmen
se degrada, permite que a gema gire e flutue para a parte superior do ovo, de tal
forma que o embrião fique colocado mais próximo da casca, ficando sujeito a
desidratação e a contaminação bacteriana. Além disso, com o armazenamento, o
albúmen vai perdendo suas propriedades antibacterianas, devido ao aumento de
pH. Na postura o pH do albúmen está em torno de 7,6 e durante o
armazenamento, o pH sobe para 9,0. Esse aumento provavelmente limita a
atividade das proteínas do albúmen e conseqüentemente sua função (LÓPEZ DE
ALDA, 2003).
A fumigação realizada na granja se feita de forma incorreta devido à
dosagem inadequada, tempo de exposição insuficiente e fumigação excessiva
pode provocar mortalidade entre 3º e o 4º dia de incubação.
O pré – aquecimento quando realizado incorretamente (menos de seis
horas) pode levar a condensação da casca do ovo (Figura 6), sendo a umidade
na superfície facilitadora da passagem de microorganismos através dos poros
causando
contaminação
e
consequentemente
mortalidade
embrionária
(MAULDIN, 2007).
‘Figura 6: Condensação na casca do ovo.
Fonte: Perdigão S/A
As
variações
de
temperatura
e
umidade
podem
afetar
o
desenvolvimento embrionário, sendo altas temperaturas causam anormalidades
41
no sistema nervoso central, circulatório e no desenvolvimento das membranas
embrionárias. Já baixas temperaturas reduzem o crescimento das membranas
embrionárias, causando alterações no desenvolvimento embrionário.
No desenvolvimento embrionário interrompido entre o 5º e o 10º dia de
incubação, observa se como principal característica a aparência do embrião que
já é própria da espécie. De acordo com MAULDIN (2007), a principal causa de
mortalidade neste período é contaminação, sendo que esta pode ser causada por
deficiências no manejo da granja de matrizes, na manipulação e seleção dos
ovos, nos procedimentos de limpeza no incubatório e na ventilação.
E outras possíveis causas de mortalidade estão relacionadas a
deficiência de vitamina A, de suma importância para o desenvolvimento dos vasos
sanguíneos e a falta de viragem durante os primeiros sete dias de incubação, pois
a viragem impede que embrião se adere a membrana interna do ovo e assegura o
correto desenvolvimento das membranas extra-embrionarias (LÓPEZ DE ALDA,
2003).
No 13º dia também é avaliado a contaminação provocada por fungos
ou bactérias, sendo que, quando há contaminação por fungos, observa-se um pó
acinzentado ou preto na câmara de ar, isso corresponde a contaminação por
Aspergillus. No caso de contaminações bacterianas, o ovo apresenta um odor
característico, que o identifica facilmente, quando o grau de contaminação é alto.
Segundo SONCINE & BITTENCOURT (2003), as bactérias que
geralmente causam esse tipo de contaminação são Pseudomonas sp e
Escherichia coli.
As Pseudomonas causam formação de gás e provocam estouro de
ovos na incubadora, comprometendo os ovos mais próximos. Na quebra dos ovos
observa um líquido esverdeado, característico da bactéria. No caso da E. Coli,
observa-se gema com coloração avermelhada e totalmente degradada ou com
presença de bolhas de ar e espuma na albumina. Quando a mortalidade do
embrião acontece mais tardiamente, o interior do ovo apresenta coloração café e
preta, e muitas vezes não se pode identificar o embrião que já esta autolisado
(SONCINE & BITTENCOURT, 2003).
As principais causas de contaminação tanto fúngica e bacteriana são a
incubação de ovos sujos, fumigação incorreta, desinfecção inadequada das
42
incubadoras, desinfecção incorreta do incubatório, e manejo inadequado da
granja.
Finalizado
a
quebra
dos
ovos
da
ovoscopia,
o
teste
de
Embriodiagnóstico será retomado no 21º dia, com a quebra dos ovos não
eclodidos. Nos quais serão avaliados a mortalidade embrionária de 11 a 17 dias
de incubação, de 18 a 21 dias, contaminação bacteriana, contaminação fúngica,
presença de ovos bicados com pintos vivos (bicado vivo), ovos bicados com pinto
morto (bicado morto) e pinto de segunda (refugo).
No período de 11 a 17 dias de incubação, as causas mais prováveis de
mortalidade estão relacionadas a extremos de temperatura, umidade inadequada
e falha na renovação de ar nas incubadoras, podendo ocorrer também
mortalidade por contaminação e problema nutricional.
Nesta fase a perda de umidade é necessária para que possa entrar ar
na câmara e proporcionar oxigênio ao embrião, sendo esperado uma perda de 12
a 13% de água durante a incubação.
No período de 18 a 21 dias, as principais causas de mortalidade estão
relacionadas ao manejo brusco durante a transferência dos ovos para o
nascedouro causando hemorragias e consequentemente morte do embrião,
extremos de temperatura, umidade ou ventilação nos nascedouros, má posição
embrionária, ou seja, os ovos colocados nas bandejas com a câmara de ar
voltada para baixo.
A presença de ovos bicados com embriões vivos é devido a
temperatura baixa na incubadora e nascedouro, atrasando o nascimento,
enquanto que ovos bicados com embriões mortos são devido ao excesso de
temperatura e umidade nas incubadoras e nascedouros.
Durante a quebra dos ovos também é observado a presença de
anomalias embrionárias, principalmente cérebro exposto, devido ao excesso de
temperatura entre o 1º e o 3º dia de incubação.
Nesta fase, também é avaliado a presença de contaminação bacteriana
e fúngica, através do odor e da presença de pó acinzentado ou preto na câmara
de ar (“bolor”), respectivamente.
No Incubatório Jataí, após a quebra dos ovos, os valores são
contabilizados, e posteriormente, é avaliada a porcentagem de mortalidade em
43
cada fase e se este ultrapassar ao nível aceitável, são iniciadas as correções.
Sendo que o nível aceitável varia de acordo com a idade das matrizes. Matrizes
com 50 semanas os níveis aceitáveis são: Inférteis – 4,5 %; 0 a 4 dias – 4,7 %; 5
a 10 dias – 0,5%; 11 a 17 dias – 0,5%; 18 a 21 dias – 4,8%; bicados vivos – 0,4
%; bicados mortos – 0,5%; contaminação fúngica – 0,0%; contaminação
bacteriana
–
0,0%;
pintos
refugos
–
1,20%.
44
10 MONITORIAS
As monitorias têm por finalidade avaliar o resultado de todas as
atividades implementadas a partir do programa de biosseguridade, a fim de
monitorar status microbiológico do Incubatório, para garantir a sanidade do
produto ofertado, pinto de um dia (GUSTIN, 2003).
10.1 Monitoria Sanitária
O Incubatório Jataí com objetivo de avaliar o processo de limpeza e
desinfecção realizado em todos os setores, faz mensalmente uma monitoria
avaliando o status microbiológico dentro das instalações, através da exposição de
meios de cultura específicos para crescimento de bactérias e fungos.
Para monitoria, é utilizada esponja umidecida em água peptona para
cultura de Salmonella e swabs umidecidos em solução salina para semeadura,
em placas de Petry, para as demais bactérias e fungos.
São monitorados todos os setores do incubatório e também, os
veículos de transporte de ovos e pintos de um dia.
Terminada a coleta, as amostras são enviadas ao Laboratório de
Patologia Animal da Perdigão Agroindustrial S/A, no município de Rio Verde/GO.
As bactérias não são isoladas individualmente, sendo classificadas em
bactérias totais, enterobactérias e fungos totais. Os únicos agentes que são
isolados especificamente são: Aspergillus Fumigatus e a Salmonella spp..
10.2 Monitoria de Salmonella
O controle das salmoneloses é um dos grandes desafios da avicultura,
devido as perdas econômicas relacionadas a prejuízos na criação das aves, além
45
de
causar
danos
a
saúde
pública,
como
enfermidades
sistêmicas
e
gastroentéricas.
As salmoneloses são transmitidas horizontalmente entre as aves e
verticalmente para a progênie de lotes de matrizes contaminadas. Por isso, tanto
incubatório quanto a granja trabalha incessantemente no controle da salmonela. A
granja buscando a negativação através da vacinação e antibioticoterapia das
matrizes em fase de recria e o incubatório através de medidas de biosseguridade.
Uma das formas de controle de Salmonella no incubatório é a coleta da
penugem e casca nos nascedouros, depois de cada lote transferidos no dia a
amostra coletada é colocada em saco plástico esterelizado, e posteriormente
refrigerada a temperatura de 2 a 8 ºC. Estas amostras são mantidas no
incubatório por período de, aproximadamente 15 dias, depois são enviadas ao
Laboratório de Patologia da empresa. Também é realizada a coleta de forro das
caixas de pintos que serão destinadas aos aviários, com o mesmo propósito.
46
11 CONCLUSÃO
O estágio curricular é de suma importância para a formação do Médico
Veterinário, não só por consolidar os conhecimentos adquiridos no decorrer da
graduação, mas também por nos colocar em situações que exigem liderança,
disciplina e bom senso, nos preparando para enfrentarmos de forma segura o
mercado de trabalho.
Durante o estágio realizado no Incubatório Jataí do Complexo Perdigão
Agroindustrial S.A., foi constatada a importância da incubação artificial para
ascensão da Avicultura, mostrando ser uma prática de detalhes, exigindo dessa
forma grande atenção do Médico Veterinário, que busca constantemente
melhorias no processo.
No decorrer do estágio pude perceber a importância de uma equipe
bem treinada e motivada para o sucesso da atividade, exigindo do Médico
Veterinário muita diplomacia e liderança ao conduzir a equipe, o que nos mostra a
amplitude da Medicina Veterinária.
47
12 REFERÊNCIAS
BERCHIERI JR, A.; BOLIS, D.A. Vacinações e aplicações de produtos intra-ovo.
In: MACARI, M.; GONZÁLES, E. Manejo da Incubação, Campinas - SP: Ed.
FACTA, 2003. Cap. 3, p.268 - 283.
CALIL, T. A. C. Princípios básicos de Incubação. In: Anais da Conferência Apinco.
Simpósio sobre Incubação, 2007, Campinhas. Anais... Campinas: Ed. FACTA,
2007, p. 19 – 45.
DECUYPERE, K.; MICHELES, H. Incubation temperature as a management tool:
a review. Word’s Poultry Science Journal, v. 48, p. 27 – 38, 1992.
GODOY, J. C. Tendências de mercado de aves. In: Simpósio sobre Manejo e
Nutrição de Aves e Suínos, 2000. Camoinas. Anais... Campinas: CBNA, 2000, p.
1 -20.
GONZALES, E.; CESÁRIO, M. D. Desenvolvimento embrionário. In: MACARI, M.;
GONZALES, E. Manejo da incubação. Campinas, SP: Ed. FACTA, 2003. Cap. 1,
p. 51 - 64.
GREZZI, G. Limpeza e desinfecção na avicultura. In: Anais da Conferência
Apinco. Simpósio sobre incubação, 2007, Campinas. Anais... Campinas: Ed.
FACTA, 2007, p. 161 - 182.
48
GUSTIN, P. C. Biossegurança no incubatório. In: MACARI, M.; GONZALES, E.
Manejo da incubação. Campinas, SP: Ed. FACTA, 2003. Cap. 3, p. 297 - 349.
LOPEZ DE ALDA, T. R. B. Embriodiagnóstico. In: MACARI, M.; GONZALES, E.
Manejo da Incubação. Campinas, SP: Ed. FACTA, 2003. Cap. 5, p. 459 – 514.
MAIORKA, A.; LUQUETE, B. C.; ALMEIDA, J. G.; MACARI, M. Idade da matriz e
qualidade do ovo. In: MACARI, M.; GONZALES, E. Manejo de incubação,
Campinas – SP: Ed. FACTA, 2003, Cap. 4, p. 362 – 372.
MANUAL DE INCUBAÇÃO - Atividade Agropecuária - Padronização das
atividades desenvolvidas nos Incubatórios da Empresa Perdigão Agroindustrial
S/A.
MARQUES, D. Fundamentos básicos da incubação industrial. 2 ed. Amparo:
CASP, 1994, p. 143.
MAULDIN, J. M. Mortalidade embrionária: Causas e soluções. In: Anais da
conferência Apinco. Simpósio sobre incubação, 2007, Campinas. Anais...
Campinas: Ed. FACTA, 2007, p. 47 – 53.
MURAKAMI, A. E.; GARCIA, E. R. M. Importância da reprodução das aves no
sistema produtivo brasileiro. In: Congresso Brasileiro de Reprodução Animal, 16,
2005, Goiânia, GO. Anais: Palestras.
49
MURAROLI, A.; MENDES, A. A. Manejo da incubação, transferência e
nascimento do pinto. In: MACARI, M; GONZAELES, E. Manejo da Incubação.
Campinas, SP: Ed. FACTA, 2003. Cap. 3, p. 180 – 198.
ROSA, P. S.; GUIDONE, L. A.; LIMA, I. L.; BERSCH, F. X. R. Influência da
temperatura de incubação em ovos de matrizes de corte em diferentes idades e
classificados por peso sobre os resultados de incubação. Revista Brasileira de
Zootecnia, v. 31, n. 2, p.1011 – 1016, 2002.
SALLE, C. T. P.; SILVA, A. B. Prevenção de doenças / manejo profilático /
monitoração. In: BERCHIERI JUNIOR, A. & MACARI, M. Doenças das Aves.
Campinas, SP: Ed. FACTA, 2000. Cap. 1, p. 3 - 12.
SCHIMIDT, G. S; FIGUEIREIDO, E. A. P; ÁVILA, V. S. Fatores que afetam a
qualidade do pinto de corte. Informe Embrapa Suínos e Aves. In: Avicultura
Industrial. Gessulli Agribusiness. Paro Feliz, ano 94, edição 1105, n. 9, 2002.
SESTI, L. A. C. Filosofias e conceitos de biosseguridade e doenças com potencial
de risco para a avicultura brasileira. In: Conferência Apinco 2001 - Campinas, SP:
Ed. FACTA, 2000.
SESTI, L. A. C. Desenvolvimento sexual das aves. In: MACARI, M.; GONZALES,
E. Manejo da incubação. Campinas, SP: Ed. FACTA, 2003. Cap. 1, p.5 – 33.
SONCINI, R.A. BITTENCOURT, F. L. Contaminação dos Ovos. In: MACARI, M.;
GONZÁLES, E. Manejo da Incubação. Campinas - SP: Ed. FACTA, 2003. Cap. 4,
p. 436 - 453.
50
UBA.
União
Brasileira
de
Avicultura.
Disponível
em:
http://www.uba.org.br/ubanews-files/relatorio_uba_06_07_baixa_1.pdf. Acesso em
17 nov. 2007.

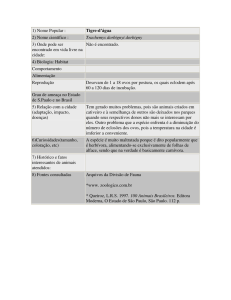

![aulas 46 A 48 INCUBAÇÃO [Modo de Compatibilidade]](http://s1.studylibpt.com/store/data/000638137_1-e1d987b9498b484c15df7b483a79325d-300x300.png)