UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO
CAMPUS ANGICOS
DEPARTAMENTO DE CIÊNCIAS EXATAS TEC. HUMANAS
CURSO DE CIÊNCIAS E TECNOLOGIA
KATIANE SARA DA SILVA
AVALIAÇÃO DAS CINÉTICAS DO PROCESSO DE
CRAQUEAMENTO TÉRMICO DE PETRÓLEO
ANGICOS-RN
2013
KATIANE SARA DA SILVA
AVALIAÇÃO DAS CINÉTICAS DO PROCESSO DE
CRAQUEAMENTO TÉRMICO DE PETRÓLEO
Monografia apresentada a Universidade
Federal Rural do Semi-Árido – UFERSA,
Campus Angicos para a obtenção do título de
Bacharel em Ciência e Tecnologia.
Orientadora: Profª. Ma. Andréa Galindo
Carneiro Rosal
Coorientador: Prof. Me. Leonardo Magalhães
Xavier Silva
ANGICOS-RN
2013
À minha mãe Maria Marluce Freire da Silva por todo o
esforço e dedicação para que pudesse deixar para suas
filhas seu maior tesouro a “Educação”.
AGRADECIMENTOS
À Deus, pela presença constante em minha vida.
Aos meus pais Maria Marluce Freire da Silva e Francisco Carlos da Silva que sempre deram
apoio em minhas decisões e sempre me mostraram as melhores formas de traçar a minha
caminhada com respeito e dignidade.
Ao meu esposo Renato Alex Ferreira da Silva, pela compreensão, atenção e dedicação,
estando sempre ao meu lado em cada decisão tomada, e principalmente, pela confiança no
meu potencial.
À minha irmã Antonia Monique da Silva, que me deu todo o aconchego quando mais
precisava e pensava em desistir.
À minha orientadora Profª. Ma Andrea Galindo pela dedicação em mim investiga mesmo com
todas as dificuldades encontrada em nosso percurso, pela confiança em mim depositada, pelos
ensinamentos ao longo do curso e por me mostrar que a palavra superação tem um grande
significado.
Ao meu co-orientador Prof. Me. Leonardo Magalhães Xavier Silva, pois, através de sua
parceria pude vivenciar o progresso de uma pesquisa acadêmica, pela dedicação e atenção que
a mim foram dispostas.
Aos professores em geral, por todos os ensinamentos que a mim formam repassados de forma
tão brilhante.
Ao meu trio inicial: Janielly Kaline, Emanuel Erivan e Ilanna Andreza, que foram meu
alicerce e minha base, e que me ensinaram o real sentido de uma amizade; por todos os
choros, madrugadas estudando pessoalmente ou pela internet, pelas conquistas pessoais e em
grupo.
Ao meu trio final: Teresa Noemia, Rodholpho Rodrigo e Rosa Sena, pelas oportunidades de
mostrar o meu potencial, e por me ensinarem que sou capaz de enfrentar até os maiores
obstáculos.
Aos amigos que por alguns motivos foram ficando para trás: José Eliedson, Valdeir Tavares,
Leonardo Bezerra, Samuel Rodrigues e João Maria.
À aqueles que foram distanciados pela escolhas do curso: Alice Kaliane (parceira dos
cálculos, das brincadeiras, e responsável pelas reuniões do grupo), Renato Bezerra (parceiro
para todos os momentos) e Jhéssica Marques (pelo convívio e aprendizagem).
“A vida me ensinou a nunca desistir, Nem ganhar,
nem perder, mas procurar evoluir”.
Chorão
RESUMO
O petróleo é uma mistura complexa de hidrocarbonetos cuja determinação da
composição exata é impossível de ser definida, entretanto sabe-se que o mesmo pode ser
derivado em alguns subprodutos, com este intuito os óleos pesados são destilados a fim de se
obter frações mais leves. Através do aumento na demanda destes subprodutos tais como
diesel, gasolina, coque, gás combustível, óleo residual, etc., os investimentos em processos de
craqueamento térmico como, por exemplo, o coqueamento retardado, a viscorredução e o
hidrotratamento aumentaram, e passaram a ganhar espaço nas refinarias de petróleo. O
processo de craqueamento térmico tem a finalidade de quebrar as moléculas presentes no
resíduo atmosférico ou no resíduo de vácuo, através de altas temperaturas e pressões, um dos
grandes enfoques do estudo sobre o craqueamento térmico é a avaliação dos principais
modelos cinéticos do processo. Assim, é importante fazer um estudo sobre a composição
química dos óleos pesados e resíduos, entender o funcionamento do mecanismo reacional dos
processos de craqueamento térmico, avaliar os principais processos de craqueamento
existentes, como também a caracterização da modelagem do sistema reacional. Apesar da
dificuldade em compreender as reações envolvidas em cada processo devido a gama de
componentes envolvidos, os modelos desenvolvidos por de Singh et al., (2005) e Del Bianco
et al., (1993) foram capazes de predizer os produtos formados, mas apenas o modelo de Singh
et al., (2005) por ser um modelo mais preciso, apresenta-se mais viável quando o alvo é
otimizar a produção de um determinado destilado que apresente maior interesse econômico.
Palavras-chave: Petróleo. Craqueamento Térmico. Coque. Avaliação Cinética.
LISTA DE FIGURAS
Figura 1 – Exemplos de moléculas de hidroaromáticos ........................................................................ 17
Figura 2 – Exemplos de moléculas de naftenos .................................................................................... 18
Figura 3 – Exemplos de moléculas de parafinas ................................................................................... 19
Figura 4 – Exemplos de compostos sulfurados presentes no petróleo .................................................. 20
Figura 5 – Exemplos de compostos nitrogenados presentes no petróleo .............................................. 20
Figura 6 – Estrutura típica de um ácido naftênico................................................................................. 21
Figura 7 – Moléculas típicas dos compostos asfaltênicos ..................................................................... 22
Figura 8 - Tendência quanto à ordem crescente de reatividade das reações envolvidas no craqueamento
térmico................................................................................................................................................... 23
Figura 9 – Processo de craqueamento através da viscorredução com vaso de maturação .................... 28
Figura 10 – Processo de coqueamento fluido ........................................................................................ 29
Figura 11 – Processo de flexicoking ...................................................................................................... 31
Figura 12 – Hidrocraqueamento em dois estágios ................................................................................ 33
Figura 13 – Processos térmicos usados no Brasil.................................................................................. 34
Figura 14 – Unidade de coqueamento retardado ................................................................................... 35
Figura 15 – Esquema de descoqueamento do tambor com utilização da ferramenta AutoShift ............ 37
Figura 16 – Esquema dos produtos ....................................................................................................... 39
Figura 17 – Comparação entre a evolução do asfalteno (○) e produção de coque (□) a 410- 530ºC .... 42
Figura 18 – Modelo contendo 5 lumps e 10 parâmetros ....................................................................... 46
Figura 19 – Modelo contendo 5 lumps e 7 parâmetros ......................................................................... 47
Figura 20 – Produção de coque versus variação de tempo.................................................................... 51
Figura 21 – Rendimento do gás (a) alimentado com (NGSR), da gasolina (b) alimentada com (BHSR),
do LGO (c) alimentado com (MVBF) e do VGO alimentado (HRA), em função do tempo de
residência............................................................................................................................................... 53
LISTA DE TABELAS
Tabela 1 – Análise elementar do óleo cru típico ................................................................................... 16
Tabela 2 – Composição química do petróleo ........................................................................................ 16
Tabela 3 – Fórmula química e propriedades físicas de alguns compostos aromáticos assim como suas
aplicações .............................................................................................................................................. 18
Tabela 4 – Rendimentos típicos do processo de coqueamento fluido ................................................... 30
Tabela 5 – Ciclo típico de operação de um tambor de coque ................................................................ 36
Tabela 6 – Constantes cinéticas e os parâmetros para o craqueamento térmico do resíduo BHSR ...... 47
Tabela 7 – Condições reacionais e os rendimentos dos produtos de resíduo de vácuo ......................... 52
LISTA DE ABREVIATURAS E SIGLAS
As – Arsênio
BHSR - Bombay High Short Residue
C - Coque
C10H8 – Naftaleno
C16H26 - n-Decilbenzeno
C20H12 - Benzopireno
C20H28 - n-Decilnaftaleno
C6H6 – Benzeno
Ca – Cálcio
CnH2n – Fórmula geral dos hidrocarbonetos
Co – Cobalto
Cr – Cromo
C-S – Ligação carbono-enxofre
Cu – Cobre
D – Destilado
DEA - Dietanolamina
DEM – Método de Evolução Diferencial
F – Carga
Fe – Ferro
G – Gás
GLP - Gás Liquefeito de Petróleo
GNL - Gasolina
Hg – Mercúrio
HRA - Haldia Refinery Asphalt
H2S – Sulfeto de hidrogênio
I – Intermediário
KNO3- Nitrato de potássio
LGO - Gasóleo leve
Mg – Magnésio
Mn – Manganês
Mo – Molibdênio
MVBF - Mathura Refinery Vis-Breaker Feed
N – Níquel
Na – Sódio
NaNO2 - Nitrito de sódio
NaNO3 – Nitrato de sódio
NGSR - North Gujarat Short Residue
Ni – Níquel
Pb – Chumbo
RNEST - Refinaria do Nordeste (Rnest) ou Refinaria Abreu e Lima
RV – Resíduo de Vácuo
S - Enxofre
THF – Tetra-hidrofurano
THS - Tetra-hidrofurano solúvel
UCR - Unidade de Craqueamento Retardado
V – Vanádio
VGO - Gasóleo de vácuo
Zn – Zinco
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................................ 14
2 ASPECTOS TEÓRICOS................................................................................................................. 16
2.1 COMPOSIÇÃO QUÍMICA DOS ÓLEOS PESADOS................................................................... 16
2.1.1 Estruturas Aromáticas .................................................................................................. 17
2.1.1.1 Hidroaromáticos ........................................................................................................... 17
2.1.1.2 Naftenos ........................................................................................................................ 18
2.1.1.3 Parafinas ....................................................................................................................... 19
2.1.2 Estruturas com Heteroátomos ...................................................................................... 19
2.1.2.1 Enxofre ......................................................................................................................... 19
2.1.2.2 Nitrogênio ..................................................................................................................... 20
2.1.2.3 Oxigênio ....................................................................................................................... 21
2.1.2.4 Metais ........................................................................................................................... 21
2.1.3 Composição dos Asfaltenos ........................................................................................... 22
2.2 MECANISMOS REACIONAIS DOS PROCESSOS DE CRAQUEAMENTO TÉRMICO ......... 23
2.2.1 Craqueamento das Parafinas ....................................................................................... 23
2.2.2 Craqueamento das Olefinas.......................................................................................... 24
2.2.3 Craqueamento dos Naftenos ......................................................................................... 25
2.2.4 Craqueamento dos Alquilaromáticos e Aromáticos ................................................... 26
2.2.5 Craqueamento dos Compostos Sulfurados ................................................................. 26
2.3 PROCESSOS DE CRAQUEAMENTO TÉRMICO ....................................................................... 26
2.3.1 Viscorredução ................................................................................................................ 27
2.3.2 Coqueamento Fluido ..................................................................................................... 28
2.3.3 Flexicoking ..................................................................................................................... 30
2.3.4 Hidrocraqueamento....................................................................................................... 32
2.3.5 Coqueamento Retardado .............................................................................................. 34
2.4 MODELAGEM DO SISTEMA REACIONAL .............................................................................. 38
2.4.1 Caracterização dos Sistemas com Lumps e Pseudocomponentes .............................. 38
2.4.2 Avaliação dos Principais Modelos Cinéticos ............................................................... 38
2.4.2.1 Modelo Cinético de Del Bianco ................................................................................... 38
2.4.2.2 Modelo Cinético de Singh ............................................................................................ 42
3 METODOLOGIA ............................................................................................................................ 49
4 RESULTADOS E DISCUSSÕES ................................................................................................... 50
4.1 MODELO CINÉTICO DESENVOLVIDO POR DEL BIANCO et al. (1993) .............................. 50
4.2 MODELO CINÉTICO DESENVOLVIDO POR SINGH et al. (2005) .......................................... 53
4.3 COMPARAÇÃO ENTRE OS DOIS MODELOS CINÉTICOS ESTUDADOS............................ 54
5 CONCLUSÃO .................................................................................................................................. 56
REFERÊNCIAS .................................................................................................................................. 57
14
1 INTRODUÇÃO
A crescente produção de óleos pesados e a diminuição das reservas de óleos leves vêm
exigindo investimentos em processos de refino, que são capazes de converter frações pesadas
em derivados mais leves e rentáveis. Nos últimos anos, devido ao aumento nas restrições
ambientais, as indústrias têm procurado minimizar a quantidade de resíduos gerados nos
processos (FILIPAKIS et al., 2008).
Tecnologias que convertam esses óleos em frações mais leves e, por conseguinte mais
rentáveis, tornam-se fundamentais nas unidades de processamento. Assim, os processos de
craqueamento térmico, em especial o coqueamento retardado, e o hidrotratamento têm se
destacado dentre os demais processos de refino (BARROS et al., 2008).
O processo de craqueamento térmico tem a finalidade de quebrar as moléculas
presentes no resíduo atmosférico ou de vácuo, através de altas temperaturas e pressões, para
obtenção de produtos como diesel, gasolina, coque, gás combustível, óleo residual, etc
(BRASIL et al., 2011).
Atualmente, o Brasil importa o óleo diesel para abastecer o mercado e os estudos
indicam um aumento do consumo desse derivado no país. O grande desafio das novas
refinarias da Petrobras (RNEST, Premium I e Premium II) é capacitar a planta para refinar
óleos pesados para abastecer os mercados do Norte e Nordeste do Brasil com derivados do
petróleo, melhorando assim o balanço entre a produção e a demanda do diesel, que é
deficitário no país (MOREIRA et al., 2008).
O processo de craqueamento térmico, em destaque a unidade de coqueamento
retardado (UCR), destinado à maximização de destilados médios, a partir do processamento
de uma mistura de óleos com elevado teor de contaminantes. Essa unidade de processamento
é uma das mais difíceis para operar e controlar numa refinaria, pois ocorrem variações bruscas
na corrente que alimenta a coluna fracionadora, e, portanto, o controle do processo se torna
bastante complicado (PLESU et al., 2003).
Desta forma, a avaliação das cinéticas do processo de craqueamento permitirá o uso da
cinética mais adequada na modelagem matemática do processo, promovendo uma melhor
compreensão dos fenômenos envolvidos no processo e, adicionalmente, servindo de
embasamento para o desenvolvimento de novas estratégias na área de controle de processos.
15
O presente trabalho tem como objetivo principal a avaliação dos principais modelos
cinéticos do processo de craqueamento térmico de petróleo, e o estudo dos processos de
craqueamento, do mecanismo reacional e da caracterização da modelagem do sistema
reacional.
16
2 ASPECTOS TEÓRICOS
2.1 COMPOSIÇÃO QUÍMICA DOS ÓLEOS PESADOS
O petróleo bruto é uma mistura complexa constituída predominantemente de
hidrocarbonetos e não hidrocarbonetos compostos por derivados orgânicos sulfurados,
nitrogenados, oxigenados e organometálicos (THOMAS, 2001). A composição elementar de
um óleo cru típico é apresentada na Tabela 1.
Tabela 1 – Análise elementar do óleo cru típico
Elemento
% em massa
Carbono
83,0 - 87,0
Hidrogênio
10,0 - 14,0
Enxofre
0,05 – 6,0
Nitrogênio
0,1 - 2,0
Oxigênio
0,05 – 1,5
Metais (Fe, Ni, V, etc)
< 0,3
Fonte: BRASIL et al. (2011).
As frações pesadas do petróleo apresentam em sua composição além de carbono e
hidrogênio, outros elementos associados às moléculas de hidrocarbonetos. Os principais
componentes do petróleo são os hidrocarbonetos saturados e aromáticos, os asfaltenos e as
resinas (THOMAS, 2001). A Tabela 2 mostra a composição de um petróleo típico.
Tabela 2 – Composição química do petróleo
Fonte: THOMAS (2001).
Elemento
Fração
Parafinas normais
14%
Parafinas ramificadas
16%
Parafinas cíclicas
30%
Aromáticos
30%
Resinas e asfaltenos
10%
17
2.1.1 Estruturas Aromáticas
Aromáticos são hidrocarbonetos em cuja estrutura existe pelo menos um anel
benzênico ou aromático, em que se verifica o fenômeno da ressonância. Esses compostos
apresentam uma nomenclatura particular, que não segue as regras utilizadas na nomenclatura
dos outros hidrocarbonetos. Além disso, não existe uma fórmula geral para todos os
aromáticos (USBERCO; SALVADOR, 2002).
2.1.1.1 Hidroaromáticos
Hidroaromáticos ou hidrocarbonetos aromáticos são compostos que contém um ou
mais anéis aromáticos em sua composição, e que podem ter ou não ramificações em sua
estrutura (Figura 1), dentre as estruturas mais conhecidas temos o benzeno, naftaleno e o ndecilbenzeno (BRASIL et al., 2011).
Figura 1 – Exemplos de moléculas de hidroaromáticos
Fonte: GRAY (1994).
Os hidroaromáticos podem receber as denominações di, tri, e poliaromáticos, de
acordo com número de anéis benzênicos presentes em sua estrutura. As fórmulas químicas de
alguns compostos aromáticos, assim como seus pontos de fusão e ebulição são apresentadas
na Tabela 3.
18
Tabela 3 – Fórmula química e propriedades físicas de alguns compostos aromáticos assim
como suas aplicações
Fórmula
Ponto de
fusão (ºC)
Benzeno
C6H6
5,5
80,1
Gasolina
Naftaleno
C10H8
80,1
216,9
Querosene
n-Decilbenzeno
C16H26
-14,4
293,1
Óleo diesel
Benzopireno
C20H12
176,9
495,1
Gasóleo pesado
n-Decilnaftaleno
C20H28
15,0
379,0
Lubrificante ou parafina
Nome
Ponto de
Derivados em que podem
ebulição (ºC)
estar presentes
Fonte: BRASIL et al. (2011).
2.1.1.2 Naftenos
Os naftenos são hidrocarbonetos que contém saturações, ou seja, apenas ligações
simples entre átomos de carbono e fórmula geral CnH2n.
As estruturas naftênicas (Figura 2) existentes no petróleo possuem um ou mais ciclos
com cinco ou seis átomos de carbono, que podem ter a forma condensada e apresentar
ramificações laterais saturadas (BRASIL et al., 2011).
Figura 2 – Exemplos de moléculas de naftenos
Fonte: BRASIL et al. (2011).
19
2.1.1.3 Parafinas
Alcanos ou hidrocarbonetos parafínicos são hidrocarbonetos saturados que possuem
fórmula geral CnH2n+2, de cadeias abertas simples ou ramificadas.
As parafinas (Figura 3) podem ser usadas como combustíveis, solventes ou como
matérias-primas para preparar outros compostos (CONSTANTINO, 2008).
Figura 3 – Exemplos de moléculas de parafinas
Fonte: BRASIL et al. (2011).
2.1.2 Estruturas com Heteroátomos
Os não hidrocarbonetos apresentam em sua estrutura, além da presença do carbono e
hidrogênio, um heteroátomo. Em geral, estes heteroátomos são considerados contaminantes e
ou impurezas, como por exemplo, o oxigênio, o enxofre, e alguns metais que podem aparecer
nas suas diversas faixas de ebulição, mas que ocorrem em maior frequência nas frações
pesadas do petróleo (BRASIL et al., 2011).
2.1.2.1 Enxofre
O enxofre é o terceiro elemento mais abundante no petróleo, e seu teor médio é de
0,65% em massa. No petróleo, o enxofre ocorre desde as famílias dos tióis, sulfetos,
polissulfetos, tiofenos, benzotiofenos e derivados, ou como moléculas policíclicas que contém
outros heteroátomos (nitrogênio e oxigênio) ou na forma de enxofre elementar (forma rara de
ser encontrada) (BRASIL et al., 2011).
20
Os compostos de enxofre (Figura 4) podem ser encontrados no petróleo
principalmente nas frações mais pesadas. Desta forma, quanto maior a densidade do petróleo,
maior será a quantidade de enxofre encontrada.
Figura 4 – Exemplos de compostos sulfurados presentes no petróleo
Fonte: BRASIL et al. (2011).
Os compostos sulfurados são indesejáveis, pois ocasionam corrosão, contaminam os
catalisadores utilizados nos processos de transformação e determinam a cor e o cheiro dos
produtos finais (SZKLO; ULLER, 2008).
2.1.2.2 Nitrogênio
O petróleo contém em média 0,17% em massa de nitrogênio, apresentando uma maior
concentração nas frações mais pesadas. O nitrogênio pode ser encontrado na forma básica
(piridinas, quiloninas) e não básica (pirróis, indóis e carbazóis) como mostra a Figura 5
(SZKLO; ULLER, 2008).
Figura 5 – Exemplos de compostos nitrogenados presentes no petróleo
Fonte: GRAY (1994).
21
Assim como os compostos sulfurados, os nitrogenados também são encontrados nas
frações mais pesados do óleo e podem ser responsáveis pelo envenenamento de catalisadores
dos processos de refino (SZKLO; ULLER, 2008).
2.1.2.3 Oxigênio
Os compostos oxigenados também presentes nas frações mais pesadas do óleo cru, são
responsáveis pela cor escura (ácidos naftênicos), pelo odor (fenóis), pela formação de gomas
nas frações do óleo e pela corrosividade. Esses compostos podem aparecer no petróleo na
forma ácida (ácidos carboxílicos, fenóis e cresóis) e não ácidas (ésteres, amidas, cetonas e
benzofuranos) (BRASIL et al., 2011).
Os ácidos carboxílicos, mais especificamente os naftênicos (Figura 6), podem
ocasionar complicações nas unidades de destilação devido ao teor de corrosividade do mesmo
(SZKLO; ULLER, 2008).
Figura 6 – Estrutura típica de um ácido naftênico
Fonte: BRASIL et al. (2011).
2.1.2.4 Metais
Os compostos metálicos podem ser encontrados em duas formas básicas, como
compostos organometálicos ou sais inorgânicos (Na, Ca, Mg, etc.). Os sais inorgânicos são
geralmente removidos na etapa de dessalgação do processamento primário de petróleo,
enquanto que os compostos organometálicos estão presentes nas frações mais pesadas, como
estruturas dos naftenos e resinas (BRASIL et al., 2011).
Em geral, os metais que são encontrados no petróleo são: Fe (Ferro), Zn (Zinco), Cu
(Cobre), Pb (Chumbo), As (Arsênio), Co (Cobalto), Mo (Molibdênio), Mn (Manganês), Cr
22
(Cromo), Hg (Mercúrio), Ni (Níquel) e V (Vanádio), sendo que o Ni e o V são os que
ocorrem com mais frequência (BRASIL, et al., 2011).
2.1.3 Composição dos Asfaltenos
Os asfaltenos são moléculas grandes com alta relação carbono/hidrogênio, que podem
ser constituídos por 3 a 10 ou mais anéis, geralmente aromáticos (Figura 7). A presença de
enxofre, oxigênio e nitrogênio são frequentes nestes compostos. As estruturas básicas das
resinas e asfaltenos são semelhantes, entretanto existem algumas diferenças, os asfaltenos não
estão dissolvidos no petróleo e sim dispersos na forma coloidal, já as resinas, ao contrário, são
facilmente solúveis, sendo mais ricas em heteroátomos e podem estar ligadas a anéis
naftênicos e cadeias laterais parafínicas (PAZ; ALCINO, 2010).
Figura 7 – Moléculas típicas dos compostos asfaltênicos
Fonte: BRASIL et al. (2011).
23
2.2 MECANISMOS REACIONAIS DOS PROCESSOS DE CRAQUEAMENTO TÉRMICO
Os processos de craqueamento térmico têm por finalidade quebrar as moléculas
presentes nos gasóleos de vácuo ou nos resíduos atmosféricos através de elevadas
temperaturas e pressões, visando obter GLP, gasolina e diesel, como também subprodutos
como o gás combustível e óleo residual (CONSTANTINO, 2008). As reações de
craqueamento térmico ocorrem segundo a tendência reacional apresentada na Figura 8, desde
o mais reativo ao menos reativo.
Figura 8 - Tendência quanto à ordem crescente de reatividade das reações envolvidas no
craqueamento térmico
Parafínicos
Olefínicos
Naftênicos
Aromáticos
As reações para cada família de hidrocarbonetos são endotérmicas, ou seja, para que
ocorram é necessário um fornecimento de energia, desta forma a entalpia dos reagentes é
menor do que a dos produtos (CONSTANTINO, 2008).
2.2.1 Craqueamento das Parafinas
Os hidrocarbonetos parafínicos podem sofrer reações de decomposição homolítica e
desidrogenação.
A decomposição homolítica é dada pela quebra dos hidrocarbonetos parafínicos em
dois novos compostos, um parafínico e um olefínico, como mostra a Equação (1) (BRASIL et
al., 2011).
(1)
24
Na desidrogenação de parafínicos tem-se uma produção de moléculas olefínicas
contendo o mesmo comprimento da cadeia original, Equação (2).
(2)
A probabilidade da ocorrência de desidrogenação de parafínicos diminui à medida que
se aumenta a massa molar do composto. A formação de coque também pode ser obtida
através das reações secundárias, tais como a polimerização envolvendo os olefínicos
formados pelo craqueamento primário (BRASIL et al., 2011).
2.2.2 Craqueamento das Olefinas
O craqueamento das olefinas ocorre devido às reações de polimerização dos
hidrocarbonetos, como mostra a Equação (3) (BRASIL et al., 2011).
(3)
As condições severas do processo, tais como temperatura e pressão, favorecem a
formação:
Dienos, através da desidrogenação e de decomposição de olefínicos.
Reação secundária entre dienos e olefínicos formando ciclo-olefínicos, ou em elevadas
pressões, formação de naftênicos.
Reação de alquilação de olefínicos com parafínicos.
A formação de compostos aromáticos também pode acontecer, por mecanismos
reacionais que utilizam moléculas de dienos como intermediários, como exemplifica a
Equação (4) (BRASIL et al., 2011).
25
(4)
2.2.3 Craqueamento dos Naftenos
O craqueamento dos naftenos pode ocorrer através das reações de desalquilação e
desidrogenação, e em condições operacionais severas (temperatura e pressão), a reação de
decomposição homolítica pode ocorrer (BRASIL et al., 2011).
Nas reações de desalquilação, as cadeias laterais dos anéis são quebradas, formando
hidrocarbonetos olefínicos e pequenos radicais alquilas, Equação (5), ligados ao anel
naftênico (BRASIL et al., 2011).
(5)
Na reação de desidrogenação (remoção do próton, hidrogênio), compostos aromáticos
são formados, como mostra a Equação (6).
(6)
Na decomposição homolítica ocorre o rompimento dos anéis aromáticos sob elevadas
temperaturas que variam na faixa de 520ºC a 650ºC, com formação de moléculas olefínicas
com cadeias curtas e a liberação do hidrogênio por consequência (BRASIL et al., 2011).
26
2.2.4 Craqueamento dos Alquilaromáticos e Aromáticos
As principais reações que ocorrem com os compostos aromáticos durante os processos
de craqueamento térmico são a desalquilação e a condensação.
A desalquilação de compostos aromáticos sintetiza hidrocarbonetos, parafínicos e
aromáticos com pequenas ramificações. Já a reação de condensação ocorre entre moléculas de
aromáticos, ou entre aromáticos e insaturados, como é o caso das olefinas e diolefinas,
formando assim hidrocarbonetos polinucleados (BRASIL et al., 2011).
2.2.5 Craqueamento dos Compostos Sulfurados
Os compostos sulfurados tiofênicos não sofrem reações térmicas, entretanto, os tioles,
tioéteres e bisulfuros apresentam elevada reatividade nas condições do processamento
térmico. Normalmente, estima-se que os compostos sulfurados podem constituir até 50% da
carga total de enxofre em betumes e asfaltos (MATEUS, 2008).
As reações térmicas dos compostos sulfurados mostram-se favoráveis a remoção do
enxofre devido às ligações C-S serem mais fracas que outras ligações (Equação 7)
(MATEUS, 2008).
(7)
Normalmente, a reações que envolvem compostos sulfurosos apresentam conversões
na ordem de 30 a 50% sem a presença de um catalisador (SZKLO; ULLER, 2008).
2.3 PROCESSOS DE CRAQUEAMENTO TÉRMICO
O craqueamento térmico tem por finalidade quebrar moléculas através da ação do
aquecimento em temperatura elevadas de até 500ºC e pressões de 1,5 MPa a 2,0 MPa
resultando em coque e hidrocarbonetos de caráter mais leves dentre eles o GLP, gasolina,
diesel, e subprodutos como o gás combustível e o óleo residual. A formação do coque a partir
do craqueamento é um obstáculo, visto que, provoca através de seu acúmulo obstruções nos
27
equipamentos vinculando o processo a frequentes paradas para descoqueamento (SZKLO;
ULLER, 2008).
2.3.1 Viscorredução
A viscorredução surgiu com a necessidade de aumentar a produção de destilados e
quando grandes quantidades de gás natural tornaram-se disponíveis a preços competitivos
para uso industrial. A primeira unidade de processo surgiu na Europa nos anos 60 com o
aumento na demanda do gás que implicou em modificações na estrutura de refino, a fim de
diminuir a quantidade de óleos residuais pesados e elevar a produção de destilados
(SUGAYA, 1994, p. 24).
O processo tem como finalidade suavizar a viscosidade dos óleos residuais
objetivando uma maior eficiência no mecanismo de bombeamento do mesmo. Segundo Szklo
e Uller (2008), o craqueamento térmico é mais severo do que a viscorredução, pois utiliza
temperaturas mais elevadas. A viscorredução aplica a conversão térmica leve a baixo custo e
severidade para melhorar as características reológicas sem atingir uma conversão significativa
a destiláveis (MATEUS, 2008, p. 5).
Portanto, para que esta quebra ocorra sem que haja uma excessiva formação de coque,
devem-se usar condições operacionais mais amenas que as existentes no craqueamento
térmico convencional (UNICENP, 2002, p.13).
Sabe-se também que devido à ação do calor ocorrem quebras entre as ligações
carbono-carbono, mas também ocorrem reações de polimerização e condensação, estas são
responsáveis pela instabilidade do resíduo de viscorredução, pelo aumento da viscosidade,
pela formação do coque bem como pelo seu depósito (SUGAYA, 1994, p. 24).
Na unidade de viscorredução (Figura 9), a carga é previamente aquecida em um forno,
e em seguida é redirecionada para um vaso de maturação, soaking drum, que fornece um
tempo de residência para as reações e permite uma diminuição nas temperaturas dos fornos,
que proporciona uma economia do combustível utilizado para aquecimento da carga
(MATEUS, 2008).
28
Figura 9 – Processo de craqueamento através da viscorredução com vaso de maturação
Fonte: MATEUS (2008).
A desvantagem deste processo é o descoqueamento do forno, porém a utilização do
soaking drum permite um aumento do tempo de campanha da unidade (de 6 meses para 12
meses), e favorece uma redução no investimento, maior flexibilidade aos erros operacionais e
uma maior seletividade no processo (formação de mais gasóleos). O descoqueamento do
forno dura aproximadamente uma semana, e pode ser efetuado através de vários métodos, tais
como: métodos hidráulicos, pneumáticos e métodos mecânicos (SUGAYA, 1994, p. 25).
2.3.2 Coqueamento Fluido
O coqueamento fluido é um processo de craqueamento térmico constituído por um
reator de leito fluidizado (Figura 10), muito usado para processar pequenos volumes, pois
assim como a viscorredução sua desvantagem é o descoqueamento dos tambores ao final de
cada ciclo. Nesse processo, o rendimento dos produtos pode ser maior com a redução do
tempo de residência dos vapores no reator (MATEUS, 2008).
29
Figura 10 – Processo de coqueamento fluido
Fonte: MATEUS (2008).
No coqueamento fluido, a carga é misturada com um reciclo de borra e enviada para o
selo do reator de leito fluidizado, que opera entre 480 e 540ºC. Após o craqueamento térmico,
a corrente de hidrocarbonetos resultante do processo sobe para topo do reator, deixando no
fundo uma camada de produto pesado (coque) com densidade de 750-880 kg/m3 (MATEUS,
2008).
Os gases produzidos pela decomposição térmica são lavados com gasóleo para
remoção de finos de coque que tenham sido arrastados no processo, e em seguida são
conduzidos para a torre fracionadora onde ocorre a separação das frações desejadas dos
hidrocarbonetos (SUGAYA, 1994).
O resíduo de coque é acumulado na parte inferior do reator, e é removido através da
utilização de jato de vapor para aquisição das partículas finas que migram para o topo do
equipamento, que servem de semente de deposição e outra parte, após retificação com vapor
para remoção do óleo residual, segue para um incinerador (SUGAYA, 1994).
Segundo SUGAYA (1994) as principais características do processo de coqueamento
fluido são:
30
Possui flexibilidade para utilizar diversas qualidades de carga, e um maior tempo de
campanha da unidade (aproximadamente um ano e meio) quando comparado ao
coqueamento retardado.
Para uma mesma capacidade de carga, essa unidade de processamento exigirá menor
área que o coqueamento retardado.
Rendimento do coque no processo é menor devido à alta temperatura de operação,
entretanto, os produtos possuem um teor de enxofre mais elevado;
Utilização do coque como combustível, embora sua queima seja difícil devido aos
baixos teores de matéria volátil;
Produção de gasolina de maior octanagem (cerca de sete pontos) em relação ao
coqueamento retardado, mas essa octanagem é baixa para as necessidades dos motores
atuais.
O gás efluente do incinerador contém grandes quantidades de monóxido de carbono.
Os rendimentos típicos do coqueamento fluido são apresentados na Tabela 4.
Tabela 4 – Rendimentos típicos do processo de coqueamento fluido
Produtos
Baixa severidade
(% massa)
Alta severidade
(% massa)
Gases e GLP
11,8
17,0
Gasolina
9,3
12,5
Gasóleo leve
18,9
18,5
Gasóleo pesado
32,8
17,5
Coque bruto
27,3
34,4
Coque líquido
18,6
25,3
Fonte: SUGAYA (1994).
2.3.3 Flexicoking
O flexicoking foi um processo criado para aperfeiçoar o coqueamento fluido, para
solucionar as dificuldades referentes à poluição atmosférica e à presença dos compostos
sulfurados no gás efluente do incinerador, através da gaseificação do coque não oxidado em
31
um vaso separado, usando as reações de formação de gás de água (Equação 8) (MATEUS,
2008).
(8)
No processo de flexicoking (Figura 11), a carga é enviada ao reator de leito de coque
fluidizado para ser craqueada, e os produtos são gases e destilados que devem ser lavados
para remoção do coque arrastado. Em seguida, esses produtos são fracionados de modo
semelhante ao processo de coqueamento fluido (SUGAYA, 1994).
Figura 11 – Processo de flexicoking
Fonte: SPEIGHT (1999 apud MATEUS, 2008).
Vapor a alta pressão é gerado pela corrente que sai pelo topo do aquecedor, enquanto
que os finos de coque são removidos em um lavador. A corrente de vapor que sai do lavador
32
contém H2S, e a mesma pode ser desulfurizada através dos métodos convencionais
(MATEUS, 2008, p. 20).
2.3.4 Hidrocraqueamento
O hidrocraqueamento é um processo de hidrogenação de frações pesadas de petróleo,
que são convertidas em produtos com menor massa molecular. Para que o processo seja
economicamente viável são utilizados catalisadores de alta atividade para a produção de
hidrogênio (UNICENP, 2002).
O processo de hidrocraqueamento é realizado sobre altas pressões parciais e tem como
finalidade reduzir a deposição de coque sobre o catalisador; hidrogenar os compostos
aromáticos polinucleados, facilitando sua decomposição; hidrogenar olefinas e diolefinas
formadas no processo de craqueamento, aumentando a estabilidade química dos produtos
finais, e proporcionam a hidrogenação e eliminação de compostos de enxofre e nitrogênio,
tornando o processo menos poluente (UNICENP, 2002).
Os catalisadores usados no processo possuem simultaneamente características de
craqueamento e de hidrogenação. Devido à severidade das condições reacionais, praticamente
todas as impurezas, como compostos de enxofre, nitrogênio, oxigênio e metais, são reduzidos
e eliminados dos produtos (MOREIRA, 2006).
O processo pode ser executado em um ou dois estágios (Figura 12), sendo este último
o mais empregado na indústria, pois permite flexibilidade no uso de cargas de alimentação e
proporciona uma boa flexibilidade na produção das diversas frações, conforme a necessidade
do mercado (UNICENP, 2002).
33
Figura 12 – Hidrocraqueamento em dois estágios
Fonte: UNICENP (2002).
O processo de hidrocraqueamento se dá pela adição de hidrogênio à carga de
alimentação, que passa por uma série de trocadores de calor para ser aquecida. Após este
aquecimento a corrente entra no primeiro reator (leito fixo), que é constituído por múltiplas
camadas de catalisador e que são alternadas de distribuidores de fluxo. Para controlar o
aumento de temperatura das reações de hidrogenação são usadas quench (correntes de
hidrogênio frio) para assegurar a conversão desejada no primeiro estágio de 40 a 50%.
Normalmente, a temperatura nesse estágio pode variar entre 250 a 450ºC, e a pressão entre 85
e 140 kg/cm2, sendo que estas variações de temperaturas e pressões dependentes do tipo de
carga utilizada, logo quanto mais pesada e aromática for à carga, mais rígidas deverão ser as
condições de reação (UNICENP, 2002).
O segundo estágio do processo de hidrocraqueamento tem os procedimentos de
operação semelhante ao primeiro estágio. Em geral, neste estágio se aplicam pressões e
temperaturas superiores ao primeiro estágio, e os catalisadores usados são mais reativos,
34
embora sejam mais suscetíveis a envenenamentos. As temperaturas variam entre 450ºC e
550ºC e as pressões oscilam entre 180 e 250 kg/cm2 (UNICENP, 2002).
O efluente do reator do segundo estágio, depois de resfriado, é submetido a dois
flashes, para eliminar o hidrogênio, que é recirculado, e o gás combustível. A carga por sua
vez é misturada a corrente do primeiro reator, sendo aquecida e enviada a torres de
fracionamento, onde o circuito torna-se completo. Conforme o interesse da refinaria na
maximização de leves (GLP e nafta), as correntes de querosene e diesel podem ser total ou
parcialmente recicladas ao processo (UNICENP, 2002).
2.3.5 Coqueamento Retardado
O coqueamento retardado é um processo de craqueamento térmico não catalítico, onde
a carga utilizada é geralmente um resíduo de vácuo submetido a condições bastante severas,
para produção de produtos líquidos e gasosos mais leves, e um produto sólido (coque de
petróleo) (SZKLO; ULLER, 2008).
Esse processo de craqueamento, também conhecido como processo de “fundo de
barril”, é um dos mais importantes quando se trata da conversão de resíduos devido à
possibilidade do uso de frações pesadas que possuam alto teor de contaminantes. No mundo,
cerca de um terço dos processos de conversão de resíduos existentes usa esta tecnologia
(PHILLIPS; LIU, 2003 apud SANTOS, 2008).
Segundo Sugaya (1994), o processo de craqueamento térmico mais utilizado no Brasil
é o coqueamento retardado (Figura 13).
Figura 13 – Processos térmicos usados no Brasil
Fonte: SUGAYA (1994).
35
Este processo envolve a decomposição de hidrocarbonetos, que são expostos a altas
temperaturas em um curto intervalo de tempo, onde ocorrem as reações em cadeia (Figura 14)
que originam a formação do coque, que possui um teor de carbono maior que a carga com
razão molar C/H = 2,11 (BRASIL et al., 2011).
Um dos grandes desafios da unidade de coqueamento retardado (UCR) é a produção
de combustíveis limpos e menos poluentes, a partir de óleos crus pesados com alto teor de
enxofre. Desta forma, é necessário tratar previamente os produtos obtidos pelo do processo de
coqueamento retardado através do hidrotratamento (Figura 14), antes da carga ser enviada
para o pool de combustíveis (ABADIE, 2002 apud MOREIRA, 2006).
Figura 14 – Unidade de coqueamento retardado
Fonte: GRAY (1994 apud MATEUS, 2008).
Na unidade de coqueamento retardado, a carga passa por um pré-aquecimento com
outras correntes do processo e entra no fundo da fracionadora, onde a mesma se mistura com
o reciclo formando a carga combinada. Após aquecimento no forno, a carga combinada é
parcialmente vaporizada e segue para o tambor de coque no qual a carga permanece até
transforma-se em coque e hidrocarbonetos mais leves, estes por serem mais leves vaporizam e
saem pelo topo dos tambores de coque (MATEUS, 2008, p. 9).
36
Os vapores que saem dos tambores de coque são bruscamente resfriados a partir de
uma injeção de gasóleo frio, e em seguida são enviados para a parte inferior da coluna de
fracionamento, onde os vapores são lavados por um refluxo circulante de gasóleo pesado e
com partes da carga fresca. Após estes procedimentos a carga é parcialmente condensada, e a
remanescente é fracionada na seção superior da torre, originando nafta pesada, gasóleo leve,
gasóleo médio, e gasóleo pesado, já os vapores que saem pelo topo da torre são parcialmente
condensados adquirindo-se uma nafta leve que retorna a torre como refluxo de topo. O
restante da nafta leve e a parte não condensada dos vapores de topo são enviados para uma
seção de recuperação de gases onde a nafta é retificada, o GLP recuperado e o gás
combustível enviado para tratamento com DEA (Dietanolamina). (MATEUS, 2008, p. 10-11).
Quando o tambor de coque está abastecido por completo, o efluente do forno é
desviado para o tambor subsequente de modo que o coque acumulado no mesmo possa ser
removido e a unidade continue operando (BRASIL et al., 2011). A Tabela 5 apresenta um
esquema típico de funcionamento de um tambor coque.
Tabela 5 – Ciclo típico de operação de um tambor de coque
Operação
Duração (h)
Enchimento
24
Purga com vapor
2,5
Resfriamento com água
6
Drenagem
2
Remoção dos flanges
1
Descoqueamento
4
Recolocação dos flanges
1
Purga e teste
1
Aquecimento
5
Tempo de folga
1,5
Total
48
Fonte: MATEUS (2008).
O descoqueamento do tambor (Figura 15) é realizado com o auxilio de uma
ferramenta hidráulica específica, com utilização do vapor de água e o resfriamento do
equipamento. Durante esse procedimento com água, a corrente de topo do tambor é enviada
37
para o sistema de blowdown. O óleo pesado é recuperado no tambor de blowdown (que tem
como objetivo resfriar e separar os hidrocarbonetos da fase aquosa), já o óleo leve e a água,
depois do resfriamento com ar, são divididos e recuperados em um separador específico. Os
vapores que não são condensados são enviados para o sistema de topo da torre de
fracionamento através do sistema de compressão de gases de blowdown (MATEUS, 2008).
Figura 15 – Esquema de descoqueamento do tambor com utilização da ferramenta AutoShift
Fonte: FLOWSERV (2012).
A qualidade da carga de alimentação afeta significativamente a qualidade e
rendimento dos produtos, entretanto a razão de reciclo é a variável mais importante, pois afeta
o rendimento e a qualidade do coque; influencia ainda o investimento da unidade
coqueamento retardado e o custo operacional, assim como o tempo de campanha do forno.
Como o objetivo principal é a lucratividade, muitas unidades de coqueamento tendem a
operar com a menor razão de reciclo possível, sendo esta limitada sempre pela qualidade do
gasóleo pesado produzido e pelo tempo de campanha dos fornos (MATEUS, 2008, p. 12-13).
Outras variáveis operacionais importantes são a temperatura do processo de
coqueamento retardado que afeta o rendimento, o teor de matéria volátil do coque e a pressão.
Essa última tem análise similar ao da razão de reciclo, ou seja, a minimização da pressão de
operação do tambor de coque tem como resultado a vaporização de mais hidrocarbonetos
38
pesados que ficariam presos no tambor de coque e sendo então convertidos em coque e ou
produtos mais leves (MATEUS, 2008, p. 13-14).
2.4 MODELAGEM DO SISTEMA REACIONAL
Segundo (ROSAL et al., 2009), devido à alta complexidade e ao grande número de
componentes que fazem parte das frações de petróleo em geral, torna-se necessário que a
caracterização seja feita utilizando um menor número de pseudocomponentes para que desta
forma seja possível representar a mistura de maneira expressiva. Na modelagem do sistema
reacional de craqueamento térmico, os componentes que apresentam propriedades similares
são agrupados em "lumps”, onde o fracionamento acontece levando-se em conta as faixas de
temperatura dos componentes.
2.4.1 Caracterização dos Sistemas com Lumps e Pseudocomponentes
Geralmente, por causa das complexidades dos sistemas reacionais e também pela
grande quantidade de compostos presentes no processo de craqueamento térmico dos
resíduos, é necessário criar um sistema que facilite a compreensão do mesmo. Muitos
sistemas têm sido desenvolvidos utilizando lumps, alguns com até 16 lumps, que variam
dependendo de informações estatísticas, características e dos pseudocomponentes (SUGAYA,
2001 apud MATEUS, 2008).
A representação do sistema reacional é, consequentemente, melhor quanto maior for a
quantidade de lumps, entretanto, a complexidade da modelagem e o número de parâmetros a
ser obtidos aumentam consideravelmente, isto é, quanto maior for o número de lumps mais
complexa a modelagem será (ROSAL et al., 2009).
2.4.2 Avaliação dos Principais Modelos Cinéticos
2.4.2.1 Modelo Cinético de Del Bianco
39
Para compreender o modelo de Del Bianco é necessário entender, primeiramente,
como ocorreu o experimento utilizado. Para isso as experiências de conversão foram
realizadas em batelada utilizando um micro-reactor de aço inoxidável, que foi alimentado,
pressurizado com nitrogênio e aquecido até a temperatura de reação por imersão num banho
de estanho líquido. Durante a reação, o sistema foi agitado por um vibrador pneumático,
garantindo a mistura dos componentes. Em seguida, um tanque de água foi utilizado para
resfriar o micro-reator rapidamente (DEL BIANCO et al., 1993).
Após a reação, o gás foi recuperado num saco de coleta de gases para a análise
cromatográfica e os produtos não voláteis da reação foram recuperados com tetra-hidrofurano
(THF). A mistura foi agitada num banho de ultra-sons durante 15 min e depois filtrada para
separar o tetra-hidrofurano, material solúvel, do resíduo (coque).
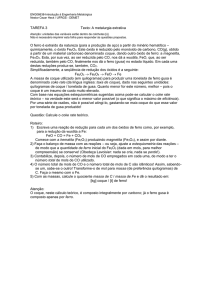
O produto contendo tetra-hidrofurano solúvel (THS) foi dividido em duas partes, que
foram tratados em separado para quantificar asfaltenos e destilados (ponto de ebulição <
530°C). A Figura 16 apresenta o esquema dos produtos obtidos no modelo cinético (DEL
BIANCO et al., 1993).
Figura 16 – Esquema dos produtos
Produtos reação
Gás
Asfaltenos
Destilado
Coque
Destilado
Coque
Resíduo de
Vácuo
Fonte: Adaptado de DEL BIANCO et al. (1993).
A fim de definir a cinética do sistema e calcular os parâmetros da cinética do processo
de craqueamento térmico, Del Bianco et al. (1993) usaram um pequeno reator em batelada
pressurizado com nitrogênio. Sendo os resíduos de vácuo do petróleo Belaym craqueados
termicamente a temperaturas que variaram dentre 410, 430, 450 e 470ºC para tempos de
reações que alcançaram até 120 min (MATEUS, 2008).
40
Durante a reação, os componentes presentes na alimentação foram craqueados para
produzir voláteis, que foram estudados a fim de definir pseudocomponentes com base em
diferentes propriedades físico-químicas:
Resíduo de vácuo (RV): THF solúvel, mas não destilável; Destiláveis (D): material
volátil, isto é, ponto de ebulição < 530 °C; Coque (C): material insolúvel em THF.
A concentração de RV diminui com o tempo, para as várias temperaturas a produção
de destilado aumenta com o tempo até um máximo valor (% D) e, por conseguinte, permanece
mais ou menos constante. O valor de % Dx aumenta com a temperatura. A formação de D foi
encontrada a partir da cinética de primeira ordem em todas as temperaturas.
Segundo Del Bianco et al. (1993), a formação de coque parece ser consequência de
reações consecutivas envolvendo asfaltenos. A tendência para a formação de coque mostra
um período de indução que diminui com o aumento da temperatura, sugerindo que o coque é
possivelmente gerado através de um intermediário na reação. Em decorrência, segue o
esquema reacinal que foi proposto:
D
RV´
I
C
Onde D é destiláveis, C é o coque, I é o intermediário na reação de produção de coque,
e RV' é a fração de resíduo de vácuo não convertido no tempo t.
Como a concentração do intermediário não pode ser determinada, logo em qualquer
instante RV = RV' + I, onde RV é um dado experimental. Vale salientar que para determinar
os parâmetros cinéticos só reações de primeira ordem foram considerados no modelo (DEL
BIANCO et al., 1993 apud MATEUS, 2008).
Segundo Del Bianco et al. (1993), o tempo das reações podem ser descrito através do
sistema de equações diferênciais:
dRV´ / dt = - (k1 + k2) RV´
dI/ dt = k2RV´ - k3I
(9)
(10)
41
dC/ dt = k3I
(11)
dD/ dt = k1RV´
(12)
As Equações (13) a (15) são usadas para calcular a quantidade de cada componente em
qualquer tempo:
RV´ = RV0 e-kt
(13)
I =[ k2 / (k3 – k)] RV0 (e-kt – e-k3t)
(14)
C = k2 / k {RV0 [1 –(k3e-kt –ke-k3t)/(k3 – k)]
(15)
Sendo que k = k1 + k2 e RV0 é a concentração inicial de resíduo de vácuo, e o D pode
ser calculado da seguinte maneira:
D = RV0 – RV´- I – Cq
(16)
A respeito da cinética de primeira ordem para formação de destilados, os dados dos
experimentos foram analisados separadamente e os coeficientes cinéticos para esta reação
foram obtidos através de regressão linear. A energia de ativação E1 foi avaliada, aplicando-se
a lei de Arrhenius, já a energia de ativação da reação E2 foi computado separadamente pela
diferença entre E1-E2 obendo-se uma relação existente entre reações paralelas (DEL BIANCO
et al., 1993).
ln (k1/k2) = ln [%D∞ / (100 – D∞)]
(17)
ln (k1/k2) = ln (A1/A2) – (E1/E2) /RT
(18)
Os demais parâmetros, A1, A2, A3 e a energia de ativação E3 foram estimados através
de uma rotina de otimização.
Devido à reação de condensação, ser responsável pela formação de coque, a mesma
apresenta uma energia de ativação superior às demais, logo esta reação torna-se relativamente
mais importante à medida que a temperatura aumenta a formação de coque, pois, é
preferencial o aquecimento da alimentação a uma temperatura mais baixa, que prolongue
42
assim o tempo de residência para completar a conversão. Logo, é correto afirmar que a
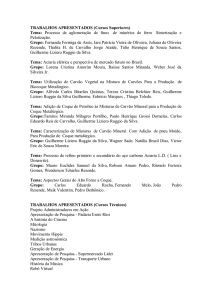
formação de coque está associada a condesação de asfalteno. As curvas de cinética da Figura
17 mostram que o desaparecimento dos asfaltenos reflete na produção de coque (DEL
BIANCO et al., 1993).
Figura 17 – Comparação entre a evolução do asfalteno (○) e produção de coque (□) a 410530ºC
Fonte: DEL BIANCO et al. (1993).
O
modelo
cinético
de
Del
Bianco
considerou
a
concentração
de
três
pseudoscomponentes, isto é, resíduo de vácuo, destilado e coque, que foram utilizados para
definir um sistema de cinética simples que possa calcular os parâmetros cinéticos das reações.
Os resultados podem ser utilizados para corrigir a aproximação convencional de tempo e
temperatura, como variáveis operacionais permutáveis no craqueamento térmico (DEL
BIANCO et al., 1993).
2.4.2.2 Modelo Cinético de Singh
Assim como no modelo anterior é necessário conhecer um pouco dos procedimentos
adotados para o modelo cinético de craqueamento térmico de Singh, onde estudos de escala
43
foram realizados utilizando um reator descontínuo de aço inoxidável de 400 mL de
capacidade, e os dados utilizados foram obtidos no laboratório através do craqueamento
térmico de quatro diferentes resíduos de vácuo originário da Índia e do Oriente Médio dentre
eles estão o NGSR (North Gujarat Short Residue), BHSR (Bombay High Short Residue),
MVBF (Mathura Refinery Vis-Breaker Feed), HRA (Haldia Refinery Asphalt). Este estudo
teve como intuito a avaliação do comportamento do craqueamento de resíduos de vácuo sob
algumas condições de severidade de forma moderadas, sendo adotados em termos de volumes
de frações de destilados (SINGH et al., 2005).
Foram utilizados como objetos de estudo quatro resíduos de óleos processados em
refinarias indianas, analisados para cinco tempos diferentes de residência, variando entre 3 e
15 min, e quatro diferentes temperaturas variando na faixa de 400 a 530ºC, sendo agrupados
nos principais cortes comerciais: gás (G), gasolina (GNL), gasóleo leve (LGO) e gasóleo de
vácuo (VGO) (SINGH et al., 2005).
Segundo Singh et al. (2005), os lumps sugeridos por Del Bianco não tiveram seus
destilados analisados detalhadamente e, portanto, esse modelo não pode ser utilizado para o
projeto e otimização de tipos específicos de destilados.
A entrada é compartilhada com a saída, onde estava previsto o carregamento e a
evacuação do reator, alguns arranjos foram feitos para medir a temperatura do líquido na
entrada e do vapor na saída de forma separada, o mesmo procedimento foi aplicado com a
pressão. A partir desta tese, sabe-se que o reator foi carregado com 120g de resíduo de vácuo
(alimentação) e pressurizado com nitrogênio para obtenção de uma pressão de 12 kg/cm2 na
temperatura de reação, sendo que o calor necessário para a reação foi fornecido por meio de
um banho de sal contendo uma mistura eutética de NaNO3, KNO3 e NaNO2 com a sua
composição de 7, 53 e 40% em massa, respectivamente (SINGH et al., 2005).
Após a conclusão do tempo de reação, o reator foi retirado e resfriado a uma
temperatura de aproximadamente 100ºC, em seguida foi despressurizado completamente, o
gás de saída foi recolhido e analisado por cromatografia em fase gasosa. O produto líquido do
reator foi quantificado pela pesagem do reator depois da secagem e limpeza. Essa fase contém
resíduo de vácuo que não foi convertido e produtos de decomposição decorrentes do
processamento térmico (SINGH et al., 2005).
Os lumps podem ser escolhidos com base em propriedades físicas que sejam fáceis de
medir como, por exemplo, faixa de ebulição e gravidade específica. Consequentemente um
modelo que contenha um grande número de lumps é computacionalmente mais complexo de
ser resolvido, tornando assim, o seu preço mais elevado. Logo, é sempre desejável se
44
aperfeiçoar o número de lumps para se obter maiores informações sobre um processo (SINGH
et al., 2005).
Para Singh et al. (2005), todas as conversões feitas foram admitidas a partir da reação
com cinéticas de primeira ordem, logo as equações de velocidade podem ser escritas em
função das cargas, da seguinte forma:
d F
k1 k 2 k3 k 4 F
dt
(19)
d VGO
k 4 F k5 k8 k9 VGO
dt
(20)
d LGO
k3 F k5 VGO k 6 k10 LGO
dt
(21)
d GLN
k 2 F k6 LGO k8 VGO k7 GLN
dt
(22)
d G
k1 F k7 GLN k10 LGO k9 VGO
dt
(23)
Em t = 0, [F] = F0, [VGO] = [LGO] = [GLN] = [G] = 0.
Segundo Singh et al.(2005), os colchetes nas equações diferenciais referem-se a
percentagem em peso das frações diferentes em um dado tempo t. As mesmas podem ser
facilmente resolvidas com as condições iniciais expostas a cima. A solução resultante dos
lumps das Equações (19) a (23), foram fornecidas em termos de F0.
F F0 exp K At
(24)
VGO
(25)
k 4 F0
exp K At exp K Bt
KB K A
LGO F0 A exp(K At ) B exp( K Bt ) B A exp(KC t )
(26)
45
GLN F0 A1 exp(K At ) B1 exp( K Bt ) C1 exp(KC t ) B1 A1 C1 exp(k7t )
(27)
(28)
Onde:
K A k1 k2 k3 k4
(29)
K B k5 k8 k9
(30)
K C k6 k10
(31)
A
k 4 k5
1
k3
KC K A
K B K A
(32)
B
k 4 k5
K B K A K C K B
(33)
k 4 k8
1
A1 k 2 Ak6
K B K A k7 K A
(34)
k 4 k8
1
B1 Bk6
K B K A k7 K B
(35)
C1
B Ak6
k7 K C
(36)
O método de evolução diferencial (DEM) foi utilizado para as estimativas de
parâmetros cinéticos k1 através de k10, sendo uma técnica de otimização que parte da família
de algoritmos genéticos. Este método foi testado com sucesso para as situações de projeção,
para até 60 parâmetros (SINGH et al., 2005).
46
A partir de uma análise criteriosa da seletividade dos quatro objetos de estudo com a
temperatura, tem-se que: a residência a diferente tempos revelaram que a seletividade da
gasolina, gás e LGO aumentam com o aumento do tempo de reação, assim como a
temperatura também se eleva, enquanto que a seletividade de VGO diminui com o aumento
do tempo de reação e diminuição da temperatura. A técnica do Delplot foi exposta na
tentativa de melhorar a possível rede de reação, na qual os mecanismos reacionais podem
estar estabelecidos (BHORE et al., 1990 apud SINGH et al., 2005). O modelo cinético de
Singh é apresentado na Figura 18.
Figura 18 – Modelo contendo 5 lumps e 10 parâmetros
Fonte: SINGH et al. (2005).
Segundo Mateus (2008), Singh et al. (2005) desenvolveram um modelo para simular o
método de craqueamento térmico a uma baixa severidade, podendo desta forma demonstrar
como ocorre o processo de viscorredução. Os lumps considerados foram: F: Carga, G: gás,
GNL: Gasolina, LGO: gasóleo leve, VGO: gasóleo de vácuo. A priori o modelo era
constituído por 10 parâmetros, mas através dos experimentos e cálculos computacionais
percebeu-se que algumas constantes cinéticas poderiam ser descartadas, passando desta forma
a ser constituída por 5 lumps e 7 parâmetros. A Tabela 6 apresenta as constantes cinéticas e os
parâmetros para o craqueamento térmico do resíduo BHSR.
47
Tabela 6 – Constantes cinéticas e os parâmetros para o craqueamento térmico do resíduo
BHSR
Constate de reação Energia de ativação Fator de Frequência
(min-1)
(E, kj/mol)
(A0, min-1)
k1
269,79
3,80E17
k2
308,94
3,38E20
k3
234,54
5,50E15
k4
72,29
5,22E3
k5,8
412,50
7,80E29
k6
129,29
7,66E7
Fonte: MATEUS (2008).
Com base nos valores das constantes de velocidade obtidos pelos parâmetros
estimados pela análise de Delplot, pode-se afirmar que os parâmetros da constante cinética k8
assume um valor significativo a uma temperatura 430ºC. Logo, as reações k 7, k9 e k10 podem
ser desprezadas envolvendo assim um modelo realista de craqueamento térmico. Com base
nesta afirmação um novo modelo resumido foi proposto (Figura 19) (SINGH et al., 2005).
Figura 19 – Modelo contendo 5 lumps e 7 parâmetros
Fonte: SINGH et al. (2005).
48
Singh et al. (2005) concluíram que o modelo com 5 lumps e 7 parâmetros apresentou
uma maior precisão dentro das faixas de temperatura e pressão para craqueamento térmico
leve, por exemplo a viscorredução e coqueamento retardado, sendo portanto desenvolvido
para atender o mercado de craqueamento térmico de matérias-primas residuais. Os lumps
foram propostos com base no princípio da mais-valia dos produtos de uma refinaria, e o
método de análise Delplot foi utilizado para identificar as vias da reação.
49
3 METODOLOGIA
A metodologia adotada no presente trabalho foi caracterizada por uma pesquisa
bibliográfica exploratória, descritiva e explicativa, uma vez que foi realizado um
levantamento bibliográfico sobre os processos de craqueamento térmico do petróleo. Sendo
destacada a composição química dos óleos pesados, o mecanismo reacional envolvido nas
reações de craqueamento, e a caracterização da modelagem reacional do processo. Um
enfoque maior foi dado com relação aos dois modelos cinéticos, encontrados na literatura, que
foram propostos para modelar o craqueamento térmico de petróleo, sendo realizada uma
análise dos resultados obtidos por estes modelos, bem como uma comparação qualitativa entre
os dois modelos cinéticos.
50
4 RESULTADOS E DISCUSSÕES
No presente trabalho foram estudadas as cinéticas do processo de craqueamento
térmico de petróleo através de dois modelos cinéticos, que foi possível a partir dos trabalhos
de Del Bianco et al. (1993) e Singh et al. (2005). Os dois modelos cinéticos tiveram como
intuito o estudo do comportamento do craqueamento de resíduos de petróleo em termos de
lumps e de frações de destilados leves, a fim de se obter com a variação do tempo e
temperatura uma região que possa ser capaz de fornecer uma otimização da quantidade de
produto desejado.
Existem muitos estudos disponíveis na literatura sobre os modelos cinéticos em
questão, o trabalho exposto por Del Bianco et al. (1993) demonstraram que o processo de
craqueamento térmico utilizando o petróleo Belaym entre faixas de temperaturas de 410, 430,
450 e 470ºC com tempos de reações de até 20 min, através de reações envolvendo asfaltenos,
favoreceram a condensação, que por sua vez deu origem a deposição de coque. Neste trabalho
foram utilizados pseudocomponentes baseados em propriedades físico-químicas tais como:
resíduo de vácuo (RV), destilado (D), e coque (C).
Já o modelo cinético proposto por Singh et al. (2005) utilizaram quatro óleos como
objeto de estudo, que a partir das reações utilizadas, foram propostas equações cinéticas que
variavam com o tempo neste modelo, a priori 5 lumps e 10 parâmetros foram utilizados, sendo
de certa forma mais precisos, mas uma análise mais rigorosa demonstrou que apenas 7
parâmetros eram realmente significativos.
4.1 MODELO CINÉTICO DESENVOLVIDO POR DEL BIANCO et al. (1993)
O modelo desenvolvido por Del Bianco et al. (1993) teve por objetivo modelar a
cinética de craqueamento térmico, válido para faixa de temperatura de 410 – 470ºC e pressão
de 10 kg/cm2, de modo a predizer as conversões de coque e destilados.
A Figura 20 mostra a produção de coque em função do tempo de conversão para
diversas temperaturas.
51
Figura 20 – Produção de coque versus variação de tempo
□ = 410 ºC
+ = 430 ºC
○ = 450 ºC
× = 470 ºC
× = 470 ºC
Fonte: MATEUS (2008).
Segundo Del Bianco et al. (1993) a formação de coque está associada ao
craqueamento de asfalteno, a partir desta afirmação temos que mesmo sob condições de
suaves reações, tais produtos decompõem-se muito rapidamente, e de acordo com os dados de
análise elementar o aumento na severidade da reação diminui a razão atômica H/C, enquanto
as proporções de N/C e S/C permanecem parcialmente constante.
As analises observadas por Del Bianco et al. (1993) também demonstram que de
acordo com os parâmetros moleculares, a desidrogenação de asfaltenos é uma consequência
do comprimento da cadeia alquilo e de reações de desalquilação, onde ambos os processos
podem causar o aumento de aromaticidade.
O modelo de Del Bianco et al. (1993) foi descrito através de equações diferencias que
foram utilizadas para quantificar como os componentes variam de acordo com tempo. O
mesmo considerou a concentração de três lumps cujo estudo experimental das conversões, foi
utilizado na determinação dos parâmetros cinéticos das reações envolvidas. Sendo os
resultados dos experimentos realizados exibidos na Tabela 7.
52
Tabela 7 – Condições reacionais e os rendimentos dos produtos de resíduo de vácuo
Nº
Temperatura (ºC)
Tempo (min.)
Coque (%)
Destilado (%)
Gás (%)
R49
410
8
---
8.9
---
R46
410
15
0.1
13. 9
0.3
R47
410
30
0.1
23.9
0.7
R48
410
60
0.6
36.6
1.4
R50
410
120
9.0
53.2
4.3
R35
430
3
0,2
16.0
n.d
R36
430
5
0.2
19.4
0.5
R37
430
15
0.2
35.4
1.6
R38
430
30
3.4
51.6
2.4
R40
430
60
13.5
60.9
4.2
R39
430
120
24.6
60.1
5.9
R41
450
3
1.1
24.2
1.3
R42
450
8
3.1
44.2
2.1
R43
450
15
8.4
57.7
3.5
R44
450
30
17.6
62.9
5.1
R45
450
60
29.7
63.0
7.4
R45/A
450
120
39.0
60.0
7.7
R28
470
1
0.3
25.4
0.8
R29
470
3
1.3
45.7
2.1
R27
470
5
3.8
51.3
n.d.
R30
470
8
10.7
61.6
3.2
R31
470
15
17.8
64.9
5.7
R32
470
30
27.1
68.1
8.3
R33
470
60
34.3
63.8
11.2
R34
470
120
40.0
60.0
14.9
R55/Ba
450
60
10.9
74.1
n.d.
Corrida
Fonte: Del Bianco et al. (1993).
53
4.2 MODELO CINÉTICO DESENVOLVIDO POR SINGH et al. (2005)
O modelo cinético desenvolvido por Singh et al (2005), válido para faixa de
temperatura de 410 – 430ºC e pressão de 12 kg/cm2, estudou o comportamento do
craqueamento de resíduos de vácuo, utilizando cinco tempos diferentes de residência, este
estudo teve como alvo priorizar a escolha por produtos que apresentassem maior interesse
comercial, tais como: gás (G), gasolina (GLN), gasóleo leve (LGO) e gasóleo de vácuo
(VGO).
Inicialmente o modelo desenvolvido por Singh et al., (2005) era constituído por 5
lumps e 10 parâmetros, mas através de processos de otimização pode-se perceber que apenas
sete eram realmente significativos, logo o mesmo passou a ser constituído por 5 lumps e 7
parâmetros.
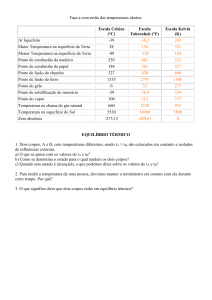
A Figura 21 mostra os valores experimentais assim como os rendimentos previstos a
partir do modelo utilizado por Singh et al. (2005), onde as linhas contínuas e as linhas
pontilhadas representam os valores previstos com sete e dez parâmetros, respectivamente,
enquanto os dados experimentais foram apresentados pelos pontos.
Figura 21 – Rendimento do gás (a) alimentado com (NGSR), da gasolina (b) alimentada com
(BHSR), do LGO (c) alimentado com (MVBF) e do VGO alimentado (HRA), em função do
tempo de residência
(a)
(b)
54
Figura 21 – Rendimento do gás (a) alimentado com (NGSR), da gasolina (b) alimentada com
(BHSR), do LGO (c) alimentado com (MVBF) e do VGO alimentado (HRA), em função do
tempo de residência (cont.)
(c)
(d)
Fonte: SINGH et al. (2005).
A partir das figuras supracitadas, tem-se que, as curvas das mesmas mostraram uma
boa concordância entre os experimentos e os valores previstos. Desta forma, foi possível
perceber através das mesmas que as previsões utilizando o modelo contendo 5 lumps e 7
parâmetros são mais precisas do que aqueles contendo 5 lumps e 10 parâmetros.
Logo, conclui-se que o modelo cinético contendo 5 lumps e 7 parâmetros foi mais
preciso dentro das faixas de temperatura e pressão para o craqueamento térmico leve, como
por exemplo, para os processos de viscorredução.
4.3 COMPARAÇÃO ENTRE OS DOIS MODELOS CINÉTICOS ESTUDADOS
A partir das análises realizadas dos resultados obtidos pelos modelos cinéticos de Del
Bianco et al. (1993) e o modelo cinético de Singh at al. (2005), permitiu-se constatar que no
modelo de Del Bianco durante as reações, os componentes presentes na alimentação são
craqueados para produzir voláteis, em paralelo ocorrem reações de condensação que resultam
55
na formação de coque em decorrência de reações consecutivas envolvendo asfaltenos, esse
modelo considera a concentração de três pseudocomponentes, isto é, resíduo de vácuo,
destilado e coque, que são utilizados para definir um sistema de cinética simples que possa
calcular as conversões dos diversos componentes devido as reações de temperatura.
O modelo de Singh utiliza quatro tipos de resíduos, sendo que os lumps foram
escolhidos através de faixas de temperatura de ebulição, o modelo resumido utiliza 5 lumps e
7 parâmetros. Singh et al. (2005) a partir destes resultados, estudou o comportamento do
craqueamento de resíduos de vácuo utilizando cinco tempos diferentes de residência, esses
estudos revelaram que a seletividade da gasolina, gás e LGO aumentam com o aumento do
tempo de reação, assim como a temperatura também se eleva, enquanto que a seletividade de
VGO diminui com o aumento do tempo de reação e diminuição da temperatura.
56
5 CONCLUSÃO
Neste trabalho foi realizado um estudo sobre as análises dos processos de
craqueamento térmico do petróleo, tendo como objetivo a compreensão das reações cinéticas
envolvidas. As reações são complexas e de difícil compreensão, para isso foram criados
métodos que pudessem representar de forma resumida, mas que fossem capazes de predizer
os produtos formados.
Considerando-se que os pseudocomponentes sugeridos por Del Bianco não descrevem
os destilados, de forma a otimizar, processar e maximizar um determinado tipo de destilado.
Portanto, pode-se concluir que o modelo resumido de Singh, composto de 5 lumps e 7
parâmetros, apresenta-se como mais viável quando o objetivo é otimizar a produção de um
determinado destilado que apresente maior interesse econômico.
57
REFERÊNCIAS
BARROS, F.C.C., MARQUES, N.A.F., SIMÕES, R.S.F., ALMEIDA, M.S. Um novo
conceito de unidades de coqueamento retardado da Petrobras. In: Rio Oil & Gas Expo
and Conference, 2008.
BRASIL, N.I do, ARAÚJO, M.A.S., DE SOUSA, E.C.M. Processamento de Petróleo e
Gás: petróleo e seus derivados, processamento primário, processos de refino,
petroquímica e meio ambiente. Rio de Janeiro: LTC, 2011.
CONSTANTINO, M.G. Química Orgânica, volume 1. Rio de Janeiro: LTC, 2008.
DEL BIANCO, A., PANARITI, N., ANELLI, M., BELTRAME, P.L., CARNITI, P. Thermal
cracking of petroleum residues 1. kinetic analysis of the reaction. Fuel, 72, 75–80, 1993.
FILIPAKIS, S.D., SILVA, M.S.A.J., GUIMARÃES, R.C.L.. Estimativa da qualidade e dos
rendimentos de produtos de coqueamento a partir do processamento de petróleos
nacionais. In: Rio Oil & Gas Expo and Conference, 2008.
FLOWSERVE. Equipamento para Sistemas de Descoqueamento Hidráulico, 2012.
Disponível em: < http//www.flowserve.com/files/Files/literature/productLiterature/Pumps/ps90-6-p.pdf > acesso em 10/04/2013.
GRAY, M.R. Upgrading petroleum residues and heavy oils. 1ª edição, CRC Press,
1994.
MATEUS, F.A.D. Desenvolvimento de modelo computacional para craqueamento
térmico. Dissertação (Mestrado em Engenharia Química) – Faculdade de
Engenharia Química, Universidade Estadual de Campinas. 2008.
MEDEIROS, L.G., LUCREDI, H.A., BARROS. F. C.C., CABRAL, J.M.B. Refinaria do
nordeste – desafios do sistema de Movimentação de coque verde de Petróleo. In: Rio Oil
& Gas Expo and Conference, 2008.
MOREIRA, F. S. Alternativas tecnológicas para a maximização da produção de olefinas
leves a partir de petróleos pesados. Monografia (Projeto Final de Curso em Engenharia
Química) - Universidade Federal do Rio de Janeiro. 2006.
PAZ, J.C., ALCINO, M. de. O petróleo. Universidade Federal do Pampa, Faculdade de
Engenharia Química, 2010.
PLESU, V., BUMBAC, G., IANCU, P., IVANESCU, I., POPESCU, D.C.. Thermal
coupling between crude distillation and delayed coking units. Applied Thermal
Engineering, 23, 1857 – 1869, 2003.
ROSAL, A. G. C., Lucena, S., Silva, L. M. X., Melo, R. G., Marques, C. C. M. Estudo de
Sensibilidade Paramétrica na Modelagem de um Forno de Craqueamento Térmico. In 5°
Congresso Brasileiro de Pesquisa e Desenvolvimento em Petróleo e Gás- 5° PDPETRO,
2009.
58
SANTOS, P. C. dos. Recentes impactos da indústria petroquímica sobre o Parque de
refino, 2008. Dissertação (Mestrado) – Escola de Química, Universidade Federal do Rio de
Janeiro.
SINGH, J., KUMAR, M.M., SAXENA, A.K., KUMAR, S.. Reaction pathways and
product yields in mild thermal cracking of vacuum residues: A multi-lump kinetic
model. Chemical Engineering Journal, 108, 239-248, 2005.
SUGAYA, M. F. Cinética e modelagem do craqueamento térmico de frações
residuais do petróleo. Dissertação (Mestrado em Engenharia Química) –
Faculdade de Engenharia Química, Universidade Estadual de Campinas. 1994.
SZKLO, A. S., ULLER, V. C. Fundamentos do refino de petróleo: tecnologia e economia.
2ª ed. rev. Rio de Janeiro: Interciência, 2008.
THOMAS, J. E. Fundamentos de Engenharia de Petróleo. 2. ed. Rio de Janeiro:
Interciência: Petrobras, 2004.
USBERCO, J., SALVADOR, E. Química: volume único 5. ed. São Paulo: Saraiva, 2002.
UNICENP. Curso de Formação de Operadores de Refinaria: Processos de Refino.
Curitiba, 2002. Disponível em: <
http://www.tecnicodepetroleo.ufpr.br/apostilas/petrobras/processos_de_refino.pdf>. Acesso
em: 05/01/2013.