8 - IDENTIFICAÇÃO DAS ALTERNATIVAS TECNOLÓGICAS
DE CONTROLE, TRATAMENTO E REUSO DE RESÍDUOS
INDUSTRIAIS
8.1 – Resíduos Gerados na Produção de Biodiesel
Neste item apresentam-se alternativas a serem consideradas para controle e tratamento de
resíduos gerados pelas indústrias produtoras de biodiesel, bem como os possíveis reusos
adotados para os mesmos.
A produção industrial do biodiesel pode envolver também as etapas de extração de óleo vegetal,
refino de óleo vegetal e tratamento da glicerina. Ressalta-se que esses processos são
complementares, no entanto, podem não estar presentes na unidade industrial. Para facilitar o
entendimento essas quatro etapas são descrita no decorrer do item.
A tabela 8.01 apresenta um inventário dos resíduos, que resume as informações relativas ao
processo produtivo e suas etapas, origem dos rejeitos gerados, composição, tratamento e
reuso/reciclo.
8.1.1 – Extração do Óleo Vegetal
Os azeites e óleos vegetais são constituídos predominantemente por ésteres de glicerol com 3
ácidos orgânicos (ácidos graxos), formando os triglicerídios.
Os procedimentos iniciais, adotados no preparo da matéria-prima para a extração do óleo
vegetal, se dá através das seguintes etapas:
− limpeza e secagem da matéria-prima;
− armazenamento: Consiste em uma etapa intermediária para que a matéria-prima perca o
calor, obtido através do processo de secagem;
− preparação da matéria-prima: Nesta etapa, a matéria-prima passa pelos processos de
quebra ou moagem, condicionamento (tratamento térmico) e laminação.
Na extração do óleo vegetal, geralmente, utiliza-se o processo de prensagem, extração com
solventes e posterior purificação e refino. O solvente mais utilizado para tal processo é o hexano,
um derivado do petróleo que possibilita a extração da quase totalidade do óleo, deixando um
resíduo desengordurado denominado farelo. A etapa mais crucial no processamento de óleo
comestível é a recuperação do solvente, devido aos problemas de segurança ambiental e
econômico.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Tabela 8.01 – Inventário de Resíduos da Industrialização de Biodiesel
PROCESSO
CATEGORIA
DO REJEITO
ORIGEM
Extração do
óleo vegetal
Farinha
desengordurada,
cascas
Limpeza, preparação e
moagem de grãos, bagas e
amêndoas
Proteína, fibras e celulose, com
teor de umidade de 40-60%
Extração do
óleo vegetal
Particulados
Limpeza e preparação dos
grãos, bagas e amêndoas
Farelo e outras partículas sólidas
Uso de ciclones, filtros de mangas e
lavadores úmidos
Extração do
óleo vegetal
Efluentes
Extração do óleo com
solvente
Baixa DBO, farelo dissolvido em
suspensão e traços do solvente
(normalmente n-Hexano)
Tratamento por aeração forçada
seguida do polimento em lagoas
Efluente rico em fosfatos, sabões,
metais, leticinas, ceras e
substâncias coloidais.
Características específicas do
efluente: Alta DQO (faixa de
4.000 a 6.000 mg/l) e alto teor de
óleos e graxas, sulfatos, sólidos
em suspensão, nitrogênio,
fosfatos, compostos fenólicos,
metais pesados, catalisadores,
substâncias oxidáveis.
Processos físico-químicos (flotação,
floculação e coagulação) seguido
por tratamento biológico (lodos
ativados, lagoas de polimento, etc).
Refino do
óleo vegetal/
Preparo da
matériaprima
Produção de
Biodiesel
8.2
Efluentes,
Gomas, Borras
Processos químicos:
Branqueamento,
Neutralização,
Winterização,
Degomagem.
Processo físico
Desodorização
Ácido Graxo
Processo de refino
físico/químico de óleo
vegetal e/ou matéria graxa,
processo de
transesterificação e do
tratamento da glicerina
COMPOSIÇÃO
Líquido oleoso, de coloração
levemente amarelada
(propriedades químicas dependem
do óleo utilizado)
TRATAMENTO
REUSO/RECICLO
Co-geração de energia elétrica,
obtenção de composto (adubo
orgânico), produção de ração
animal, produção de aglomerados
Obtenção de composto (adubo
orgânico), utilização na indústria
química
Combustível para caldeiras;
Esterificação para produção de
B100
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
PROCESSO
CATEGORIA
DO REJEITO
Produção de
Biodiesel
Glicerina
Produção de
Biodiesel
Água dos
condensadores e
água
condensadas nos
evaporadores
ORIGEM
Processo de
transesterificação
COMPOSIÇÃO
TRATAMENTO
Nome Químico: 1,2,3Propanotriol
Utilização na indústria química;
Combustível para caldeiras (queima
controlada);
Nome Comum: Glicerol
Processo de secagem (óleo
vegetal, glicerina e
biodiesel) e da destilação
da glicerina e do éster
Água de processo
REUSO/RECICLO
Resfriamento, desaeração
Reciclagem no processo, mas em
outra etapa, como: geração,
lavagem dos filtros, preparo de
soluções
Produção de
Biodiesel
Efluente da
lavagem do
biodiesel
Lavagem do biodiesel
Sabão, resíduo de catalisadores e
água acidificada. Características
específicas do efluente: DBO na
faixa de 3.000 a 4.000 mg/l, DQO
entre 60.000 a 80.000 mg/l,
presença de ácidos, bases e sais.
Produção de
Biodiesel
Sal
Filtragem
Resíduos do dessecante utilizado,
NaOH ou KOH
Obtenção
orgânico)
Tratamento
da Glicerina
Resíduo
Glicérico
Destilação da Glicerina
Resíduos obtidos na destilação da
glicerina: ácidos graxos livres e
impurezas minerais inerentes à
matéria-prima.
Energia, adubo orgânico, produção
de álcool, catalisador.
Processos físico-químicos (flotação,
floculação e coagulação) seguido
por tratamento biológico (lodos
ativados, lagoas de polimento, etc).
de
composto
(adubo
Elaboração: STCP, 2006
8.3
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
O processo de extração de óleos vegetais tem evoluído constantemente com objetivo de
aumentar a eficiência, reduzir o consumo de energia e causar menor impacto ambiental. O
aumento na eficiência desta tecnologia ficou restrito à maximização da remoção do óleo, à
redução na perda de solvente para o meio ambiente e minimização dos custos operacionais.
Os solventes orgânicos, em especial n-hexano, são usados em grande escala na indústria de óleos
vegetais. São emissores de compostos orgânicos voláteis, que contribuem para o efeito estufa
(COVs).
O n-hexano é tóxico, inflamável e tem densidade maior que o ar podendo se propagar em baixas
altitudes causando danos às populações próximas às usinas de óleos. Contém 45 a 90% de
hexano e outras frações importantes são: 2- e 3-etil pentano, o metil ciclopentano e o
ciclohexano.
Os principais resíduos e efluentes gerados através do processo de extração do óleo vegetal são
descritos a seguir.
•
Farinha Desengordurada e Cascas
O processo de extração do óleo vegetal, em geral obtido por prensagem, extração com solventes
e posterior purificação e refino, deixa um resíduo desengordurado denominado de farinha
desengordurada, também chamado de farelo, e cascas. A origem destes resíduos se dá através da
limpeza, preparo e moagem de grãos, bagas e amêndoas. Para cada 1 tonelada de soja se extrai,
aproximadamente, 600 kg de farinha desengordurada e cerca de 50 kg de casca.
Destes resíduos se extraem a proteína e fibras, compostos pelas mesmas e por celulose,
apresentando um teor de umidade de 40 a 60%.
A farinha desengordurada, bem como as cascas podem ser reutilizadas na co-geração de energia
elétrica, obtenção de adubo orgânico, produção de ração animal e produção de aglomerados.
•
Particulados
São gerados na limpeza e preparo das sementes e no processamento do farelo. Para evitar a
emissão deste material recomenda-se a utilização de ciclones e filtros de ar, bem como de
lavadores úmidos, em certos casos.
•
Efluentes Líquidos
O vapor condensado, proveniente da extração com solvente, contém material de baixa DBO em
suspensão. Neste caso recomenda-se o tratamento por aeração forçada, seguida do polimento em
lagoas.
•
Emissão de Gases
Obtidos através das operações de estocagem, extração e destilação da micela. Devem ser
tomados cuidados especiais, basicamente sistemas de controle e prevenção de vazamentos e
incêndios.
8.4
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
8.1.2 – Refino do Óleo Vegetal/Preparo da Matéria-Prima
A finalidade do refino é separar as substâncias indesejáveis dos óleos brutos que possam afetar
as propriedades organolépticas e a estabilidade do óleo. O processo de refino é principalmente
aplicado em óleos comestíveis.
Alguns problemas ambientais, tais como: perda de triglicerídeos, a necessidade de uma grande
quantidade de produtos químicos, geração de efluentes contaminados e consumo energético
elevado, podem ser causados pelo processo de refino convencional, onde remove-se a maior
parte das substâncias indesejáveis, a fim de estabilizar o óleo.
Os principais resíduos, gerados no processo de refino, vêm das seguintes etapas:
− Degomagem: Quando acontece a remoção das gomas (fosfatídeos hidratáveis), ceras e
substâncias coloidais.
− Neutralização: Etapa que consiste na remoção dos ácidos graxos livres com NaOH
(sabões). Remoção de fosfatídeos residuais (não hidratáveis) e corantes (clorofila,
carotenóides).
− Desodorização: Etapa na qual são removidos os odores e sabores desagradáveis,
provenientes dos peróxidos, ácidos graxos livres e pesticidas - Físicos.
O processo de refino do óleo vegetal apresenta os seguintes resíduos e efluentes, considerados
como principais:
•
Efluentes
É considerado efluente toda a água residual, que apresente composição variável, dependendo do
tipo e da quantidade dos óleos processados. São ricos em sabões, lecitina, ceras e substâncias
coloidais. A proporção de efluentes gerados é de 10 l por 10 kg de produtos gerados.
As características específicas dos efluentes são: a alta Demanda Química de Oxigênio – DQO
(na faixa entre 4.000 a 6.000 mg/l) e alto teor de óleos, graxas (O&G), sulfatos, sólidos em
suspensão (SS), nitrogênio e fosfatos. Além disso, há também compostos fenólicos, metais
pesados, catalisadores, substâncias oxidáveis e pesticidas usados no crescimento do vegetal.
Os contaminantes típicos na etapa de refino são a matéria graxa em suspensão ou micro-dispersa,
contidos no efluente líquido. As técnicas mais aplicadas no tratamento dos efluentes de refinarias
de óleos vegetais são: processos físico-químicos, sendo os mais importantes a flotação,
floculação e coagulação, e, posteriormente, os processos biológicos que podem ser: sistemas de
lodos ativados ou lagoas de aeração.
Após o tratamento do efluente, o material resultante é reutilizado na obtenção de composto para
adubo orgânico.
2006
©STCP
STCPEngenharia
Engenharia
de Projetos
2006 ©
de Projetos
Ltda.Ltda.
8.55
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
•
Gomas
São originadas no processo químico da degomagem, relativo ao início da refinação do óleo.
Através do processo de centrifugação, precipitam e são removidas. As gomas e fosfatídeos
hidratáveis, são consideradas agentes emulsionantes, conhecidos também como lecitina. Tal
resíduo é utilizado na indústria química.
•
Borras
Através do processo químico da neutralização, são removidos os ácidos graxos livres, dando
origem às borras aciduladas. As borras são utilizadas na fabricação de sabão e ração animal.
8.1.3 – Produção do Biodiesel
O processo de produção de biodiesel, partindo de uma matéria-prima graxa qualquer, envolve as
seguintes etapas:
Preparo da matéria-prima
Para gerar as melhores condições para a realizar a transesterificação e consequente obter a
máxima taxa de conversão de matéria-prima em biodiesel, é necessário considerar os
procedimentos relativos ao preparo da matéria prima.
Tal procedimento pode ser realizado através de processos de desumidificação e neutralização. O
processo de neutralização minimiza a umidade e a acidez da matéria-prima. A neutralização
pode ser realizada através de uma lavagem com uma solução alcalina de hidróxido de sódio ou
de potássio, seguida de uma operação de secagem ou desumidificação. Esses processos variam
de acordo com a natureza e estado da matéria graxa empregada como matéria-prima e com as
características de cada produto.
Reação de transesterificação
Esta etapa do processo é conhecida como etapa de conversão, propriamente dita, e ocorre através
da reação de transesterificação, onde ocorre a transformação dos óleos ou gorduras em ésteres
metílicos ou etílicos de ácidos graxos, constituintes do biodiesel.
A reação pode ser representada pela seguinte equação química:
Óleo ou Gordura + Metanol => Ésteres Metílicos + Glicerol
Óleo ou Gordura + Etanol => Ésteres Etílicos + Glicerol
A primeira equação química representa a reação de conversão, quando se utiliza o metanol (álcool metílico)
como agente de transesterificação, obtendo como produtos, os ésteres metílicos que constituem o biodiesel, e o
glicerol (glicerina).
A segunda equação apresenta a utilização do etanol (álcool etílico), como agente de transesterificação, o que
resulta no biodiesel como produto, ora representado por ésteres etílicos, e a glicerina.
Essas reações ocorrem na presença de um catalisador, hidróxido de sódio (NaOH) ou hidróxido de potássio
(KOH), utilizados em pequenas proporções, pois sem a presença destes, as diferenças nos resultados são
ínfimas. Estes catalizadores são os mais utilizados neste processo.
8.6
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Separação de fase
Após a reação de transesterificação, que converte a matéria graxa em ésteres (biodiesel), a massa
reacional final é constituída de duas fases, separáveis por decantação e/ou por centrifugação. A
fase mais pesada é composta de glicerina bruta, impregnada dos excessos de álcool utilizado, de
água, e de impurezas inerentes à matéria-prima. A fase menos densa é constituída de uma
mistura de ésteres metílicos ou etílicos, conforme a natureza do álcool originalmente adotado,
também impregnado de excessos reacionais de álcool e de impurezas.
Recuperação do álcool da glicerina
A fase pesada, contendo água e álcool, é submetida a um processo de evaporação, eliminando da
glicerina bruta os constituintes voláteis, cujos vapores são liquefeitos num condensador
apropriado.
Recuperação do álcool dos ésteres
Da mesma forma, mas separadamente, o álcool residual é recuperado da fase mais leve,
liberando para as etapas seguintes, os ésteres metílicos ou etílicos.
Desidratação do álcool
Os excessos residuais de álcool, após os processos de recuperação, contém quantidades
significativas de água, necessitando de uma separação. A desidratação do álcool é feita
normalmente por destilação.
No caso da desidratação do metanol, a destilação é bastante simples e fácil de ser conduzida.
Uma vez que a volatilidade relativa dos constituintes dessa mistura é muito grande, e ademais,
inexiste o fenômeno da azeotropia para dificultar a completa separação.
Diferentemente, a desidratação do etanol, complica-se em razão da azeotropia, associada à
volatilidade relativa não tão acentuada, como é o caso da separação da mistura metanol – água.
Purificação dos ésteres
Os ésteres são lavados por centrifugação e desumidificados posteriormente, resultando,
finalmente o biodiesel, o qual deverá ter suas características enquadradas nas especificações das
normas técnicas estabelecidas para o biodiesel como combustível para uso em motores do ciclo
diesel.
O processo de produção de biodiesel por trasesterificação gera, em suas diversas etapas, variados
resíduos e efluentes, quais sejam:
•
Ácidos Graxos
A origem dos ácidos graxos se dá através do processo de refino físico e químico de óleo vegetal
e/ou matéria graxa, bem como do processo de transesterificação para a produção do biodiesel e
através do tratamento da glicerina. A sua composição e propriedade depende do óleo utilizado no
processo apresentando uma coloração levemente amarelada.
2006
©STCP
STCPEngenharia
Engenharia
de Projetos
2006 ©
de Projetos
Ltda.Ltda.
8.77
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Os Ácidos Graxos são considerados como valiosa matéria-prima básica, pelo fato de serem
biodegradáveis, renováveis e apresentarem contínua disponibilidade, tornando vantajosa à
utilização para processamento e industrialização.
Uma das possibilidades de reuso dos Ácidos Graxos é como combustível para caldeiras
utilizadas na geração de energia elétrica e térmica da indústria.
No processo de produção de biodiesel por esterificação, utiliza-se ácido graxo (ácido carboxílico
de cadeia longa), originado do refino de óleos vegetais e gorduras animais.
O Ácido Graxo Bruto, obtido a partir da borra do refino do óleo de soja, está sendo utilizado na
produção de ração animal para aves e suínos, devido às suas características energética e
digestiva.
No caso do Ácido Graxo Destilado, o qual apresenta boa fluidez e estabilidade ao calor, visa
atender os mercados de resinas, fertilizantes, alimentícios, plásticos, surfactantes, tensoativos,
diméricos, lubrificantes, cosméticos, elastômeros, petroquímicos entre outros.
O crescimento da utilização e demanda mundial por produtos e matéria-prima ecologicamente
corretos e biodegradáveis, disponibiliza uma maior versatilidade na aplicação do ácido graxo
destilado de soja, devido ao fato de preservar os recursos naturais e pelo produto não agregar
características indesejáveis encontradas nas matérias-primas de origem sintética.
•
Água dos Condensadores e Água Condensada nos Evaporadores
Originadas pelo processo de secagem (óleo vegetal, glicerina e biodiesel), bem como da
destilação da glicerina e do éster. A água dos condensadores e água condensada nos
evaporadores são compostas por água de processo, as quais mantêm-se fluindo através de um
circuito fechado de canais durante o processo de transesterificação.
À medida que as águas dos condensadores e condensada nos evaporadores necessitam de
tratamento, estas passam por um processo de resfriamento e desaeração.
As águas dos condensadores e condensada nos evaporadores são reutilizadas no processo e em
outras etapas, quais sejam:
− geração;
− lavagem dos filtros;
− preparo de soluções.
•
Efluente da Lavagem do Biodiesel
São resíduos originados da etapa que consiste na lavagem do biodiesel e são compostos por
sabão, resíduos de catalisadores e água acidificada. Vale lembrar que para cada tonelada de
biodiesel processado, 20% de efluente é gerado.
Algumas características específicas do efluente podem ser observadas a seguir:
− DBO na faixa entre 3.000 a 4.000 mg/l;
8.8
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
− DQO na faixa entre 60.000 a 80.000 mg/l;
− presença de ácidos, bases e sais.
•
Sal
Formado a partir da filtragem do biodiesel, o resíduo em forma de sal é composto de resíduos do
dessecante utilizado, NaOH (hidróxido de sódio) ou KOH (hidróxido de potássio).
Através das pesquisas realizadas para o estudo em questão, não foi possível definir se o resíduo
em forma de sal originado da filtragem do biodiesel pode ser considerado como inerte ou nãoinerte.
No caso dos resíduos classificados como inertes (Classe II B), pela norma da ABNT NBR
10004:2004, são considerados como sendo quaisquer resíduos que, quando amostrados
representativamente e submetidos a um contato dinâmico e estático com água destilada ou
desionizada, à temperatura ambiente, não apresentam nenhum de seus constituintes solubilizados
a concentrações superiores aos padrões de potabilidade de água, executando-se aspecto, cor,
turbidez, dureza e sabor, conforme o anexo G da mesma norma, o qual se refere aos parâmetros
adotados e seus respectivos limites máximos no extrato (mg/l).
Para os resíduos considerados como não-inertes (Classe II A), a norma os define como sendo
aqueles que podem ter propriedades, tais como: biodegradabilidade, combustibilidade ou
solubilidade em água.
•
Resíduo Glicérico
A partir da destilação da glicerina origina-se o Resíduo Glicérico, o qual corresponde entre 10 e
15% do peso da glicerina bruta.
Existem possíveis linhas de aplicação a serem pesquisadas para o reuso do resíduo glicérico,
quais sejam:
− energia;
− adubo orgânico;
− produção de álcool;
− catalisador (cinza);
− construção civil.
•
Glicerina
Originada pelo processo de produção de biodiesel por transesterificação, a glicerina é
considerada como um sub-produto do biodiesel. Tem aparência aquosa, é incolor, inodora e
mistura com a água.
A glicerina apresenta-se como matéria-prima para a produção dos seguintes produtos:
− tintas e vernizes (solvente);
− adesivos;
2006
©STCP
STCPEngenharia
Engenharia
de Projetos
2006 ©
de Projetos
Ltda.Ltda.
8.99
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
− produtos médico-farmacêuticos
− produtos cosméticos (emolientes);
− plásticos biodegradáveis;
− produtos têxteis;
− lubrificantes em diversas aplicações práticas;
− fabricação de resinas alquídricas;
− explosivos (nitroglicerina, dinamite);
− resinas de ésteres;
− plastificante para celulose regenerada;
− agente emulsionante;
− rolos de tinta de impressão;
− ligante para cimento e mistura.
São considerados, também, como reusos da glicerina, a utilização da mesma na indústria química
(“glicerolquímica”) e como combustível para caldeiras (queima controlada).
Algumas medidas de segurança devem ser tomadas no caso de vazamento da glicerina, tais
como: chamar o corpo de bombeiros, parar o vazamento, isolar e remover o material derramado.
Para isso devem ser utilizados os seguintes equipamentos de proteção individual (EPI): luvas,
botas, roupas de proteção e óculos de acrílico com proteção lateral.
A glicerina apresenta risco de fogo, e por isso, se o produto entrar em combustão, as seguintes
ações devem ser tomadas: extinguir o fogo com pó-químico seco, espuma de álcool ou dióxido
de carbono; esfriar os recipientes expostos, com água.
Não se deve utilizar água ou espuma para extinguir o fogo devido ao fato de poderem causar
mais espuma. A glicerina também é incompatível com oxidantes fortes.
O armazenamento da glicerina deve ser à temperatura ambiente e, no caso de transporte da
substância, a ventilação deve ser aberta por pressão ou a vácuo. A glicerina apresenta certa
estabilidade durante seu transporte.
A glicerina é biodegradável por tratamentos microbiológicos, como por exemplo, sistema de
lodos ativados aclimatados à glicerina, como única fonte de carbono, resultando na remoção de
98,7% de DQO.
As medidas a serem tomadas, no caso de neutralização e disposição final da glicerina, são de
dissolver ou misturar a substância em um solvente combustível e queimar em um incinerador
químico, equipado com pós-queimador e lavador de gases. Neste caso, recomenda-se o
acompanhamento por um especialista do órgão.
8.10
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
8.1.4 – Tratamento da Glicerina
As glicerinas brutas, emergentes do processo de produção de biodiesel, mesmo com suas
impurezas convencionais, já constitui o sub-produto vendável. No entanto, o mercado é muito
mais favorável à comercialização da glicerina purificada, quando o seu valor é realçado. A
purificação da glicerina bruta é feita por destilação a vácuo, resultando um produto límpido e
transparente, denominado comercialmente de glicerina destilada.
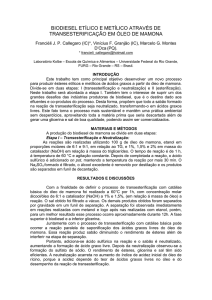
A purificação da glicerina, pelo método convencional, é realizada através da destilação da
mesma sob alto vácuo de 600 a 1330 Pa absoluto. Durante a destilação, injeta-se vapor vivo
mantendo a temperatura abaixo dos 200°C. Este procedimento previne a polimerização e a
decomposição da glicerina. Ocorre a separação da glicerina do vapor d`água através de uma
condensação controlada do vapor. Com até 99% de pureza, a glicerina condensada sofre
desodorização por sopro de vapor, em um vaso sob alto vácuo. Através de carvão ativado e
filtrado, a glicerina é clareada obtendo-se pureza acima de 99%. Por conseqüência deste
processo, é obtida uma glicerina de menor valor, a qual é vendida como glicerina técnica e
industrial.
A figura 8.01 demonstra o fluxograma da distribuição e clareamento (bleaching) da glicerina. O
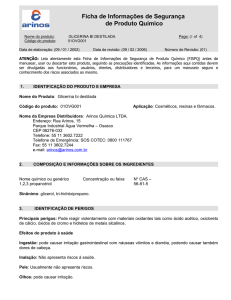
fluxograma da destilação Wurster & Sanger da glicerina pode ser observado na figura 8.02.
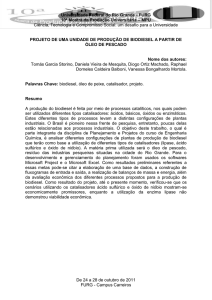
Pelo método da troca iônica, a purificação da glicerina consiste na passagem de material préfiltrado por sucessivos leitos de resina de cátion forte, resina de ânion forte e de resinas mistas de
cátion e ânion fortes. As unidades de troca iônica funcionam com eficiência para soluções
diluídas contendo de 20 a 40% de glicerina. Através da passagem do material pelo leito de
resinas, eliminam-se os traços de odor, cor, ácidos graxos livres e demais impurezas minerais.
Subseqüentemente é realizada a concentração da solução purificada de glicerina, através da
evaporação, obtendo-se, finalmente, uma glicerina com pureza acima de 99%. Pela passagem do
material pelo leito de carvão ativado, seguido por filtração, é realizada uma descoloração. O
produto final é uma glicerina CP, de grau farmacêutico.
O método da troca iônica é bem aceito devido à simplicidade nas operações e baixo consumo de
energia. No caso do método convencional, utiliza-se mais energia, considerando que a glicerina é
destilada a temperaturas relativamente altas. Na figura 8.03 observa-se o processo da purificação
da glicerina através do método da troca iônica.
2006
©STCP
STCPEngenharia
Engenharia
de Projetos
2006 ©
de Projetos
Ltda.Ltda.
8.11
11
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Figura 8.01 – Fluxograma da Distribuição e Clareamento (Bleaching) da Glicerina
Condensador
a Frio
Vácuo
Condensador
a Quente
Tanque de
Depósito
Refrigerador
Caldeira
Carbono Ativo
Refrigerador
Branqueador
Filtro
Destilado II
Glicerina Resíduos
Bruta
Destilado Não
Branqueado I
Destilado
Branqueado I
Fonte: www.sbrt.ibict.br
8.12
2006 © STCP Engenharia de Projetos Ltda.
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Figura 8.02 – Fluxograma da Destilação Wurster & Sanger da Glicerina
Vácuo
Vácuo
Água
Água
Fria
Refrigerador Evaporação
Coluna
Principal
Água
Destilação
de
Resíduos
Desodorização
Vapor
Vapor
Caldeira
Glicerina
Água
Glicerina Bruta
Água Fria
Ácido Fosfórico
Borra
Água Fria
Glicerina
99,5%
Fonte: www.sbrt.ibict.br
2006
©STCP
STCPEngenharia
Engenharia
de Projetos
2006 ©
de Projetos
Ltda.Ltda.
8.13
13
8 – Identificação das Alternativas Tecnológicas de Controle, Tratamento e Reuso de Resíduos Industriais.
Figura 8.03 – Purificação da Glicerina pelo Método da Troca Orgânica
Água
Glicerina Desmineralizada
Bruta
Carvão
Ativado
Ca(OH)2
Diluição
Neutralização
Pré-tratamento
Filtro
Cátion
Leito de
Ânion
Resinas
Vácuo
Carvão
Ativado
Glicerina
Tanque de
Evaporação
Estocagem
Filtro de
Polimento
CP
Fonte: www.sbrt.ibict.br
8.14
2006 © STCP Engenharia de Projetos Ltda.