CORROSÃO
Prof. Juarez Denadai
2012
Corrosão
Existem várias maneiras de definir a corrosão, a mais genérica seria: “a
deterioração dos materiais pela ação química ou eletroquímica do meio,
podendo estar ou não associado a esforços mecânicos”.
Conceitos Básicos de Corrosão
Corrosão pode ser definida como sendo a deterioração de um material
(geralmente metálico), ao reagir com o seu ambiente, levando a perda de
suas propriedades.
A corrosão é um processo que corresponde ao inverso dos processos
metalúrgicos de obtenção do metal e pode ser assim esquematizada:
Ao se considerar o emprego de materiais na construção de equipamentos ou
instalações é necessário que estes resistam à ação do meio corrosivo, além
de apresentar propriedades mecânicas suficientes e características de
fabricação adequadas.
A corrosão pode incidir sobre diversos tipos de materiais, sejam metálicos
como os aços ou as ligas de cobre, por exemplo, ou não metálicos, como
plásticos, cerâmicas ou concreto.
O aço tem sido o material mais empregado na maioria dos os segmentos de
bens de produção básicos da sociedade. E, nessas últimas décadas, tem
havido progressos consideráveis tanto na fabricação de novas ligas ferrosas
quanto no desenvolvimento de novos materiais. Mas, pela amplitude do uso
do aço-carbono comum é de esperar que o campo de exposição à
deterioração também ocorra de maneira ampla. Essa exposição à
deterioração é vista sob a forma comumente chamada de "ferrugem", e
cientificamente conhecida como corrosão. A propósito, é notadamente sob
a forma de "ferrugem" que a dimensão do uso do aço na sociedade passa a
ser percebida, sobretudo quando sua durabilidade e desempenho deixam de
atender aos fins que se destinam. A despeito dessa estreita associação de
"ferrugem" à deterioração, outras formas de deterioração, são
desconhecidas ou ignoradas no âmbito do senso comum, até porque muitas
delas não são visíveis a olho nu.
As reações de corrosão são espontâneas. Enquanto na metalurgia adicionase energia ao processo para a obtenção do metal, na corrosão observa a
volta espontânea do metal à forma combinada, com conseqüente liberação
de energia. Este ciclo é denominado de “ciclo dos metais”.
A formação de ferrugem sobre a superfície do aço, por exemplo, é
espontânea, a menos que se proteja adequadamente essa superfície, de
modo a não permitir que o meio, no qual o material está envolvido, atue
sobre ela.
Impotância do estudo da Corrosão
Os processos corrosivos estão presentes em todos os locais e a todo instante
da nossa vida diária.
O processo corrosivo mais amplo traz desdobramentos tópicos, inscritos na
agenda de setores específicos da produção. Sem que se aperceba ao longo
da formação, o processo corrosivo acaba fazendo parte direta ou
indiretamente do cotidiano diversificado: seja dos profissionais de obras ou
construções civis, públicas ou privadas, nos reparos de prédios, pontes e
viadutos; seja dos empresários na incidência corrente de "ferrugem" em
embalagens industriais; seja dos engenheiros ou cientistas químicos nos
socorros técnicos de emergência aos riscos de contaminações de produtos
alimentícios, explosões de caldeiras, rompimentos de adutora de água,
derramamento de petróleo provocado por furos em oleodutos ou tanques
de armazenamento, etc - todos eles passíveis de conseqüências trágicas,
senão fatais, à população; seja do homem comum, nos inusitados colapsos
em eletrodomésticos de uso mais difundido, como geladeiras, fogões e
máquinas em geral.
No caso de refinarias de petróleo e petroquímica s, o estudo dos processos
de corrosão tem lugar maior, ao se ter em conta que cerca de 50% das
falhas de materiais estão creditadas à co rrosão. Não por acaso, o processo
de conhecimento tanto dos princípios da corrosão e da proteção
anticorrosiva, bem como das regras de adequação prática tem sido um
desafio no campo da engenharia de equipamentos.
O fato é que os prejuízos causados pelos danos de corrosão do ponto de
vista econômico atingem custos extremamente altos, tanto diretos ou
indiretos, resultando em consideráveis desperdícios de investimento; isto
sem falar dos acidentes e perdas de vidas humanas provocadas por
contaminações, poluição e falta de segurança dos equipamentos.
Às vezes o valor de um novo material que substituirá o artigo é de vinte a
cinqüenta vezes mais caro, fato que acaba determinando a opção pelo uso
de aditivo químico no retardamento ou inibição do processo corrosivo, na
aquilatação de custos.
Tal saída resulta muitas vezes, mais desastrosa tendo em vista que esses
produtos, pela toxidez, acabam acarretando com s eu despejo ou vazamento
uma agressão muito maior ao meio ambiente.
Pelas cifras astronômicas de desperdício, grandes indústrias do primeiro
mundo vêm antes investindo em pesquisas no sentido de repensar projetos
e processos em buscas de soluções combinatórias, ao mesmo tempo mais
eficazes e menos onerosas.
Mesmo com o avanço tecnológico no desenvolvimento de novos materiais,
novos produtos químicos, novos processos ou adequações de processos
tradicionais persistem, senão desencadeiam direta ou indiretamente outros
problemas de corrosão a exigir novos estudos, como é o caso de ligas
especiais de alta resistência mecânica ou de materiais "composites". No
caso da indústria de energia nuclear ou aeroespacial, apesar do grande
progresso alcançado neste campo, não se conseguiu ainda elucidar os
mecanismos de alguns fenômenos de corrosão.
Enquanto isso o homem comum, no seu cotidiano, continua a se defrontar e
arcar com a "ferrugem" ou a corrosão das grades do jardim, dos
automóveis, dos eletrodomésticos, do bocal da lâmpada, da geladeira,
enfim, de todos os sistemas materiais que envolvem o seu dia-a-dia.
Casos de corrosão em tubulações e torneiras para água potável em prédios
residenciais são tantos e alguns tão sérios que resultaram em litígios na
Justiça Civil com ações de perdas e danos. Muitos deles são atribuídos as
tubulações de aço galvanizado corroídas prematuramente devido à má
qualidade dos revestimentos de zinco; ou, às argamassas de cimento
aditivadas com produtos químicos que uma vez aplicadas nas paredes,
acabam sendo agressivas a este material ocasionando, furos e vazamentos.
Buracos nas ruas também são reflexos de adutoras de água potável ou de
tubulações de esgoto sanitário corroídas que oneram os cofres públicos
além de trazer sérios problemas a população. As adutoras e redes de
esgoto, provavelmente, foram instaladas sem os conhecimentos, os
princípios básicos e os mecanismos de corrosão e de proteção
anticorrosiva.
Com o avanço tecnológico, mundialmente alcançado, o custo da corrosão
se eleva tornando-se um fator de grande importância.
Em termos de quantidade de material danificado pela corrosão, estima-se
que uma parcela superior a 30% do aço produzido no mundo seja usada
para reposição de peças e partes de equipamentos e instalações deterioradas
pela corrosão.
Sob o ponto de vista de custo, estima-se em 3,5% do Produto Interno Bruto
o dispêndio com a corrosão em países industrializados.
Sendo a corrosão um processo espontâneo, pode-se prever que a maioria
dos metais seria imprópria à utilização industrial. Esta utilização é, no
entanto, possível graças ao retardamento da velocidade das reações, que se
consegue entre outras formas pelos fenômenos de polarização e passivação,
os quais, associados aos processos de proteção, proporcionam a utilização
econômica e segura dos materiais metálicos.
Os efeitos nocivos da corrosão podem ser observados através de vários
aspectos, os mais comuns são:
Efeitos estéticos: Resultando numa má aparência das estruturas
metálicas;
Nas paradas de produção: Devido a substituição ou reparo de
componentes danificados pela corrosão;
Na contaminação: Ocasionada em produtos, pelo produto de
corrosão ou por vazamento ocasionados pela corrosão;
Na segurança industrial: quando é necessário projetos que levem em
consideração que a corrosão pode causar acidentes que põem em
risco a vida humana.
Devido a todos esses efeitos, e muitos outros, que levam em consideração
fatores técnicos, econômicos e de segurança, é muito importante conhecer
os fundamentos da corrosão e da proteção contra ela.
Atualmente, a pesquisa tecnológica sobre corrosão passa por um processo
interdisciplinar ao utilizar conhecimentos de áreas afins, da Química,
Metalurgia, Eletroquímica, Termodinâmica, Cinética Química e Física do
Estado Sólido, o que reclama, por si, a integração de numerosas instituições
de pesquisas, associações e técnicos especializados. A National Association
of Corrosion Engineers - NACE, por exemplo, entidade mundial voltada ao
estudo de corrosão, já congrega mais de 7000 técnicos de diversas áreas
em todo o mundo. No Brasil, a Associação Brasileira de Corrosão ABRACO, sediada no Rio de Janeiro já reúne considerável contingente de
profissionais de campos variados do conhecimento técnico. O Instituto
Brasileiro de Petróleo - IBP e a Associação Brasileira da Indústria Química
e de Produtos Derivados - ABQUIM também possuem comissões técnicas
que tratam da interação do processo corrosivo com equipamentos
industriais. Estas instituições por meio de vários congressos e seminários
têm apresentado respeitado volume de produção científica e, por
conseguinte, um excelente trabalho de divulgação.
No dimensionamento dos diversos efeitos produzidos por essa "onda
corrosiva" mal pensada ou insuspeitada, é possível que os danos
provocados no presente sejam irrecuperáveis, mas as incidências no futuro
podem ser controladas, a menos que se ignore a contribuição da educação,
como via de revelação consciencial destes problemas. Ela é a ponta de
acesso e de permanência à apropriação do ser-estar-no-mundo, pelos
horizontes que descortina ao longo da existência.
Tipos de Processos de Corrosão
De uma forma geral, os processos corrosivos podem ser classificados em
dois grandes grupos, abrangendo todos os casos de deterioração por
corrosão existente na natureza.
Corrosão Eletroquímica
Os processos de corrosão eletroquímica são os mais freqüentes na natureza
e se caracterizam basicamente por:
Realizarem-se necessariamente na presença de água:
Realizarem-se em temperaturas abaixo do ponto de orvalho, sendo a
grande maioria na temperatura ambiente:
Realizarem-se devido à formação de pilhas de corrosão.
Corrosão Química
Também denominada corrosão em meio não - aquoso ou corrosão seca.
Esses processos são menos freqüentes na natureza e surgiram basicamente
com a industrialização, envolvendo operações em temperaturas elevadas.
Também conhecidos como corrosão ou oxidação em altas temperaturas.
Tais processos corrosivos se caracterizam basicamente por:
a) Realizarem-se necessariamente na ausência de água;
b) Realizarem-se devido à interação direta entre o metal e o meio corrosivo,
não havendo deslocamento de elétrons, como no caso das pilhas de
corrosão eletroquímica.
Pode-se ter a presença de substâncias agressivas associadas a temperaturas
elevadas. Algumas substâncias agressivas atuam no estado de gás ou vapor,
e outras fundidas. Entre os meios corrosivos a altas temperaturas estão:
enxofre e gases contendo enxofre, hidrogênio, vapor de água, amônia NH3,
carbono e gases contendo carbono, cinzas de óleos combustíveis contendo
enxofre, sódio e vanádio.
Classificação de Processos
Para seu estudo, os processos de corrosão podem ser classificados segundo
o MEIO em que ocorrem e segundo sua MORFOLOGIA. A seguir são
apresentadas as classificações e suas definições.
Classificação segundo o Meio
a) Corrosão Química
A corrosão química é aquela que não necessita do transporte de elétrons
através de um eletrólito para ocorrer, ela também é chamada de ataque
químico, pois é ocasionada por reações químicas diretas do material com o
meio corrosivo, por exemplo: a dissolução de alguns metais em meios
ácidos e a corrosão por gases em altas temperaturas. Para os
equipamentos de processo, os agentes mais comuns do ataque químico são
os gases a alta temperatura que causam diversas reações como: oxidação,
carbonetação, sulfetação etc..., dependendo da natureza dos gases.
A corrosão química assume geralmente a forma de corrosão uniforme (ver
corrosão uniforme) com um desgaste igual de toda a superfície exposta e é
ativada pelo aumento da temperatura, sendo, em geral, pouco importante
para temperaturas abaixo de 400ºC.
Quase todos os metais e ligas usuais estão sujeitos a oxidação em
temperaturas elevadas. Em temperaturas ambiente e moderada, a película
de óxido é fina e protetora.
Com o aquecimento essa película vai aumentando de espessura até formar
escamas e crostas que se destacam do metal devido a diferença de
dilatação térmica, expondo novamente o metal, tornado impossível a
utilização do metal acima de uma certa temperatura, conhecida como
temperatura de formação de carepa.
A sulfetação provocada por atmosferas sulforosa consiste na formação
de sulfetos na superfície metálica. É, em geral, bem mais agressiva que a
oxidação, porque o filme de sulfetos é menos aderente e pode,
eventualmente, fundir-se em temperaturas elevadas.
A carbonetação é causada por atmosferas contendo CO ou CO2 e pode
resultar em
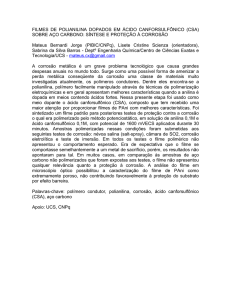
b) Corrosão Eletroquímica
A corrosão galvânica é uma das formas mais comuns de ataque em meio
aquoso. Como o próprio nome indica, ela resulta da formação de uma pilha,
promovendo um ataque localizado
em um dos componentes do par. A figura 13 exemplifica este conceito.
As regiões onde acontecem as reações anódica (a corrosão metálica) e
catódica (redução do oxidante) são espacialmente distintas. Como
mencionado anteriormente, esta seletividade das
reações é devido às heterogeneidades existentes no material, no meio ou
nas condições físico-químicas da interface.
A este importante grupo pertencem a corrosão em soluções salinas e água
do mar, a corrosão atmosférica, a corrosão em solos, etc.
Classificação segundo a Morfologia
É conveniente classificar a corrosão pelas formas em que esta se manifesta,
sendo que a base para esta classificação é a aparência do metal corroído.
Assim, cada forma pode ser identificada por mera observação visual. Na
maioria dos casos uma observação a olho nu é suficiente, mas algumas
vezes uma ampliação pode ser útil ou necessária. Informações valiosas para
a solução do problema de corrosão podem ser obtidas através da
observação cuidadosa dos espécimes corroídos ou do equipamento
defeituoso. É desejável que a observação seja realizada antes da limpeza do
material
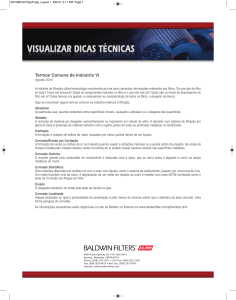
A classificação segundo o meio é útil no estudo dos mecanismos de ataque,
entretanto, querendo-se avaliar os danos causados pela corrosão torna-se
mais conveniente se fazer uma classificação segundo conforme apresentado
na Figura 1.
Corrosão Uniforme
O ataque uniforme é a forma mais comum de corrosão. É normalmente
caracterizado por uma reação química ou eletroquímica que ocorre
uniformemente sobre toda a superfície exposta ou sobre uma grande área.
O metal se torna mais fino e eventualmente quebra. Por exemplo, um
pedaço de aço ou zinco imerso em acido sulfúrico diluído irá se dissolver
em uma taxa uniforme sobre toda a sua superfície. Uma chapa de ferro de
um telhado apresentará o mesmo grau de ferrugem sobre toda a sua
superfície externa.
Esta forma de ataque representa a maior causa de destruição de metal em
termos de toneladas. No entanto, não é tão preocupante do ponto de vista
técnico porque a vida útil dos equipamentos pode ser precisamente
estimada com base em testes relativamente simples. A simples imersão dos
espécimes no fluido envolvido pode ser suficiente. O ataque uniforme pode
ser prevenido ou reduzido por: (1) material adequado, incluindo coberturas;
(2) inibidores; ou (3) proteção catódica, ou ainda a combinação destes
fatores.
A maioria das outras formas de corrosão é de natureza traiçoeira e são
consideravelmente mais difíceis de prever. Elas são localizadas, ou seja, o
ataque é limitado a áreas específicas ou partes de uma estrutura. Como
resultado, estas tendem a causar defeitos prematuros ou inesperados em
plantas, máquinas ou ferramentas.
A corrosão em placas abrange os casos intermediários entre a corrosão
uniforme e a corrosão localizada. Ocorre em algumas regiões da superfície.
Corrosão Alveolar
A corrosão alveolar se processa na superfície metálica produzindo sulcos
ou escavações semelhantes a alvéolos, apresentando fundo arredondado e
profundidade geralmente menor que seu diâmetro.
Corrosão Puntiforme (pite)
Corrosão por pites é uma forma de ataque extremamente localizado que
resulta no surgimento de buracos no metal. Estes buracos podem ser
pequenos ou grandes em diâmetro, mas na maioria dos casos eles são
relativamente pequenos. Pites são algumas vezes isolados ou tão juntos que
parece uma superfície áspera. De maneira geral o pite pode ser descrito
como uma cavidade ou buraco com diâmetro mais ou menos o mesmo ou
menor que a sua profundidade.
A corrosão por pites é uma das mais destrutivas e traiçoeiras formas de
corrosão. Este tipo de ataque causa defeitos em equipamentos devido à
perfuração, apresentando apenas uma pequena percentagem de perda de
peso do total da estrutura. A corrosão por pites é geralmente difícil de ser
detectado devido ao pequeno tamanho dos pites e porque normalmente
estes se encontram cobertos por produtos de corrosão. Além disso, é difícil
de se medir quantitativamente e comparar a extensão da corrosão por pites
devido a variação na profundidade e número de pites que podem ocorrer
sob condições idênticas. Também é difícil estimar-se a ocorrência de
corrosão por pites por testes de laboratório. Algumas vezes os pites
requerem um longo período de tempo – diversos meses ou um ano – para
aparecerem na situação real. A corrosão por pites é uma forma de corrosão
localizada e intensa e os defeitos geralmente surgem de maneira
extremamente inesperada.
Os pites normalmente crescem na direção da gravidade. A maioria dos
pites se desenvolvem e crescem para baixo a partir de superfícies
horizontais. Poucos aparecem em superfícies verticais e raramente crescem
do fundo para o topo em superfícies horizontais.
Os pites geralmente necessitam de um período de iniciação longo antes de
se tornarem visíveis. Este período varia de meses a anos, dependendo do
metal específico e do agente corrosivo. Uma vez iniciado, o pite penetra o
metal em uma taxa crescente. Além disso, os pites tendem cortar o metal à
medida que cresce.
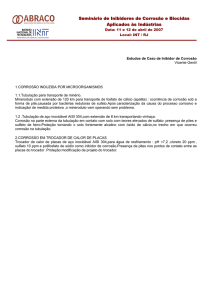
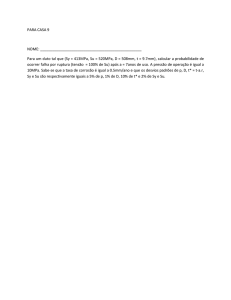
A corrosão por pites pode ser considerada como um estágio intermediário
entre corrosão global ou generalizada e completa resistência a corrosão.
Isto é demonstrado na Figura 3.3. A amostra A não apresenta nenhum tipo
de ataque. A amostra C apresenta remoção ou dissolução do metal sobre
toda a superfície exposta. Uma corrosão por pites intensa ocorre na amostra
B, nos pontos corroídos. Esta situação pode ser demonstrada através da
exposição de três amostras idênticas de aço inox (18-8) à cloreto férrico,
aumentando a concentração ou a temperatura indo da esquerda para a
direita na Figura 3.3. Cloreto férrico bastante diluído e frio não provoca
nenhum ataque (em um tempo curto) em A, porém cloreto férrico
concentrado e quente dissolve a amostra C.
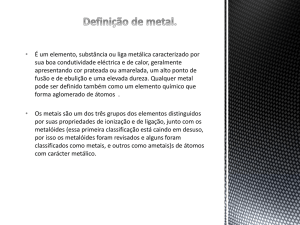
Um pite é uma forma única de reação anódica. É um processo
autocatalítico. Ou seja, o processo de corrosão dentro de um pite gera
condições que são necessárias e estimulantes para a continuação da
atividade do pite. Isto é ilustrado na Figura 3.4. Um metal M está sofrendo
corrosão por pites por uma solução aerada de cloreto de sódio. Uma rápida
dissolução ocorre dentro do pite, enquanto a redução do oxigênio ocorre na
superfície adjacente. Este processo é auto-estimulativo e auto-propagativo.
Esta rápida dissolução do metal dentro do pite tende a produzir um excesso
de cargas positivas nesta área, resultando na migração de íons cloreto a fim
de manter a neutralidade de cargas. Assim, no pite há uma alta
concentração de MCl e como resultado da hidrólise, uma alta concentração
de íons hidrogênio. Ambos os íons hidrogênio e cloreto estimulam a
dissolução da maioria dos metais e ligas e o processo é acelerado com o
tempo. Visto que a solubilidade do oxigênio é virtualmente zero em
soluções concentradas, não ocorre redução do oxigênio dentro de um pite.
A redução catódica do oxigênio nas superfícies adjacentes ao pite tendem a
parar a corrosão. De certa forma, o pite protege catodicamente o restante da
superfície do metal.
O efeito da gravidade mencionado anteriormente é resultado direto da
natureza autocatalítica da corrosão por pites. Visto que a solução
concentrada e densa dentro pite é necessária para a continuação da sua
atividade, pites são mais estáveis quando crescem na direção da gravidade.
Além disso, pites geralmente se iniciam na parte superior da superfície
porque os íons cloreto são mais facilmente retidos nestas condições.
Uma variação deste tipo de corrosão é a corrosão em frestas, ou Crevice
Corrosion.
Corrosão em Frestas
É muito freqüente encontrar um fenômeno de intensa corrosão localizada
onde existem pequenas frestas provocadas por soldas mal acabadas, chapas
rebitadas, contato de metal com um não metálico (por exemplo, madeira,
borracha, etc.).
Este fenômeno geralmente está associado a pequenos volumes de soluções
estagnadas e recebe o nome de corrosão em frestas. Este tipo de corrosão
apresenta-se de forma localizada.
Depósitos de materiais não metálicos como areia, produtos de corrosão ou
outro tipo de depósito também provocam este tipo de corrosão, do mesmo
modo que pequenos orifícios ou frestas sob porcas ou rebites.
Os aços inoxidáveis são particularmente sensíveis a este tipo de ataque.
Entretanto, para que uma fresta funcione como um sítio de corrosão deve
ser suficientemente grande para permitir a entrada do líquido, porém
suficientemente estreita para manter o líquido estagnado.
O mecanismo básico da corrosão em frestas consiste nas seguintes etapas:
a) início de corrosão generalizada;
b) diminuição da concentração de O2 no interior da fresta induzindo a
formação de pilha de aeração diferencial;
c) com a continuidade do processo de corrosão, há um aumento da
concentração de cátions metálicos na fresta;
d) com o aumento da concentração de cátions metálicos na fresta, inicia-se
um processo de difusão de ânions para a fresta. Dentre estes ânions um dos
que apresenta maior coeficiente de difusão é o íon cloreto;
e) o íon cloreto se combina com os íons metálicos formando cloretos
metálicos que reagem com a água formando hidróxidos e ácido clorídrico,
a conforme reação:
De uma maneira geral este tipo de corrosão ocorre em frestas com
espessura de poucos centésimos de milímetro ou menor.
Corrosão Intergranular
A corrosão intergranular é uma forma de ataque localizado na superfície
metálica, na qual um caminho estreito é corroído preferencialmente ao
longo dos contornos de grãos. Ela se inicia sobre a superfície e ocorre
devido a células de ação local, na vizinhança imediata de um contorno de
grão. A força motriz é a diferença no potencial de corrosão que se
desenvolve entre uma zona fina do contorno de grão e o volume dos grãos
adjacentes.
Esta diferença de potencial pode ser devida a diferenças na composição
entre as duas zonas. A diferença na composição pode desenvolver-se como
um resultado da migração de impurezas ou elementos de liga, para os
contornos de grãos. A corrosão intergranular pode causar uma diminuição
na elongação, e em casos severos isto leva à perda marcante nas
propriedades de tração, embora somente um pequeno volume do metal
tenha sido corroído.
Em algumas circunstâncias, a região de um contorno de grão torna-se
muito reativa, resultando numa corrosão inter-granular, provocando a
desintegração da liga ou perda de resistência mecânica. Este fenômeno
pode ser causado pela presença de impurezas no contorno de grão,
diminuição do teor de um elemento nas áreas do contorno ou ainda um
enriquecimento do contorno por um elemento de liga.
Uma vez que a maioria da corrosão intergranular é o resultado de pequenas
diferenças na composição nos contornas de grãos, a história metalúrgica de
uma liga torna-se importante. Tratamentos térmicos e trabalho a frio de
ligas não somente afetam o tamanho e forma de grãos mas também a
composição, localização, quantidade e tamanho dos constituintes
intermetálicos.
A corrosão intergranular ocorre mais comumente em aços inoxidáveis
austeníticos, ligas de cobre e de alumínio.
Os efeitos dos contornos de grão apresentam conseqüências pequenas na
maioria das aplicações e usos de metais. Se um metal é corroído, um ataque
uniforme acontece, visto que os contornos de grão são, normalmente,
apenas ligeiramente mais reativos que a matriz. No entanto, sob
determinadas condições, as interfaces do grão são mais reativas e a
corrosão intergranular ocorre. O ataque localizado nos contornos dos grãos
e adjacências, com pequena corrosão dos grãos, é denominado corrosão
intergranular. As ligas se desintegram (esfarelam) e/ou perdem sua força.
A corrosão intergranular pode ser causada por impurezas no contorno de
grão, enriquecimento de um dos elementos da liga, ou falta de um desses
elementos nas áreas do contorno de grão. Tem sido relatado que pequenas
quantidades de ferro em alumínio, onde a solubilidade do ferro é baixa,
causa segregação do contorno de grão e consequentemente corrosão
intergranular. Baseado em estudos de tensão superficial, observa-se que o
conteúdo de zinco de um bronze é mais alto nos contornos de grão. O
esgotamento de cromo nas regiões de contorno de grão resulta em corrosão
intergranular em aços inoxidáveis.
Corrosão Intragranular
Este tipo de corrosão se processa no interior dos grãos cristalinos do
material metálico o qual, pela perda de suas propriedades mecânicas, assim
como na caso da corrosão intergranular, poderá fraturar à menor
solicitação mecânica com efeitos muito mais catastróficos que o caso da
intergranular.
Corrosão Filiforme
A corrosão filiforme se processa sob a forma de finos filamentos que se
propagam em diferentes direções e que não se cruzam. Ocorre geralmente
em superfícies metálicas revestidas com filmes poliméricos, tintas ou
metais ocosionando o deslocamento do revestimento.
Embora não seja imediatamente aparente, a corrosão filiforme (corrosão
filamentar na superfície de metais) é um tipo especial de corrosão sob
contato. Na maioria dos casos esta ocorre sob películas protetoras e por esta
razão é muitas vezes chamada de corrosão sobpelícula. Este tipo de
corrosão é bastante comum, sendo o exemplo mais freqüente o ataque de
superfícies esmaltadas ou laqueadas em latas de alimentos e bebidas
expostas a atmosfera. Os filamentos de corrosão vermelho-amarronzados
são prontamente visíveis.
A corrosão filiforme tem sido observada em superfícies de aço, magnésio, e
alumínio recobertos com películas de latão, prata, ouro, fosfato, esmalte e
laquês. Também foi observada em papel alumínio, sendo que a corrosão
ocorre na interface papel-alumínio.
A corrosão filiforme é um tipo não comum de corrosão, porque esta não
destrói ou enfraquece os componentes metálicos, mas afeta somente a sua
aparência. A aparência é muito importante para embalagens alimentícias.
Desta forma, este tipo peculiar de corrosão representa um grande problema
para a indústria de enlatados. Embora o ataque filiforme no exterior de uma
lata não afete seu conteúdo, pode com certeza afetar as vendas destas latas.
Corrosão por Esfoliação
A corrosão por esfoliação ocorre em diferentes camadas e o produto de
corrosão, formado entre a estrutura de graõs alongados, separa as camadas
ocasionando um inchamento do material metálico.
Corrosão por erosão
A corrosão por erosão é a aceleração ou aumento da taxa de deterioração
ou ataque em um metal devido ao movimento relativo entre o fluido
corrosivo e a superfície do metal. Normalmente este movimento é bastante
rápido, e efeitos mecânicos ou abrasão estão envolvidos. O metal é
removido da superfície na forma de íons dissolvidos, ou produtos sólidos
de corrosão são formados e arrastados mecanicamente da superfície do
metal. Algumas vezes o movimento do ambiente diminui a corrosão,
especialmente quando um ataque localizado ocorre em condições
estagnantes, porém isto não é corrosão, pois a deterioração não é
aumentada.
A corrosão por erosão é caracterizada por sulcos, ondas, buracos
arredondados e vales e estes normalmente exibem um padrão direcional.
A maioria dos metais e ligas é susceptível a corrosão por erosão. Muitos
dependem do desenvolvimento de uma película superficial (passividade)
para resistir a corrosão. Exemplos são alumínio, chumbo, e aços inox. A
corrosão por erosão acontece quando estas superfícies protetoras são
danificadas ou desgastadas e o metal e a liga são atacados em uma taxa
muito alta. Metais macios e facilmente danificáveis ou desgastáveis
mecanicamente, tais como cobre e chumbo, são bastante susceptíveis a
corrosão por erosão.
Muitos tipos de meios corrosivos podem provocar corrosão por erosão.
Estes incluem gases, gases quentes, soluções aquosas, sistemas orgânicos e
metais líquidos.
Todo tipo de equipamento exposto a fluidos em movimento, está sujeito a
corrosão por erosão. Alguns destes são: tubulações; cotovelos; tês;
válvulas; bombas; sopradores; impulsores; agitadores; tanques com
agitação; tubulações de trocadores de calor, tais como aquecedores e
condensadores; medidores de vazão; bocais; dutos e linhas de vapor;
moinhos; entre outros.
Problemas da Corrosão
Alguns dos problemas associados à corrosão estão listados e discutidos a
seguir.
a) Aparência
A aparência de um material pode ser importante de forma que a corrosão
do mesmo se torna indesejavel. Dependendo da aplicação do material podese, a partir de uma análise de custo-benefício, se eleger um material
resistente à corrosão ou uma forma de proteção que pode ser um
revestimento polimérico, cerâmico ou metálico ou ainda atraves de
processos de proteção anódica ou catódica. Como exemplo da utilização de
materiais resistentes à corrosão, por motivo de aparência, pode-se citar a
utilização de aço inoxidável em esquadrias na construção civil.
b) Manutenção
A manutenção de uma planta industrial pode ter seu custo sensivelmente
reduzido pela utilização de materiais resistentes à corrosão. Neste caso é
necessário um estudo de custo benefício pois muitas vezes se torna
economicamente mais viável a utilização de materiais resistentes à
corrosão, mesmo que mais caros, que se ter que fazer uma manutenção
periódica de pintura, por exemplo.
c) Interrupção do Processo
Frequentemente uma linha de produção ou parte de um processo para
devido a falhas inesperadas provocadas por corrosão.
d) Contaminação do Produto
A contaminação do produto ocasionado por resíduos da corrosão de parte
da planta de produção gera queda no preço final do produto sendo que em
alguns casos, devido a um efeito catalítico do produto de corrosão, ocorre a
decomposição do produto, causando perda total.
e) Perda de Material
A perda de material, causada por corrosão, ocorre principalmente por
vazamentos nos dutos e tanques.
f) Saúde e Segurança
Quando a corrosão causa vazamento de materiais tóxicos, inflamáveis ou
radioativos tem-se, conseqüentemente, problemas ambientais, de segurança
e de saúde.
Classificação dos ambientes e
condições corrosivas
A fim de facilitar a seleção dos esquemas de pintura, os ambientes e
condições corrosivas serão agrupados em cinco tipos, apresentados a
seguir:
Atmosfera
Atmosfera altamente agressiva: é considerada atmosfera altamente
agressiva a atmosfera marinha e industrial ou ainda a úmida, quando
conjugada com qualquer uma das anteriores;
Atmosfera medianamente agressiva: são consideradas atmosferas
medianamente agressivas a atmosfera úmida, a urbana e a semi-industrial.
Estão incluídos neste caso locais junto à orla marítima, com afastamento
superior a 500 metros (m), desde que não recebam os ventos predominantes
na direção da instalação ou da estrutura a ser pintada e seja localizada a
nível próximo do mar;
Atmosfera pouco agressiva: é considerada atmosfera pouco agressiva a
atmosfera rural e seca.
Imersão
Imersão: a imersão envolve quatro subcasos: imersão em água salgada;
imersão em água doce; imersão em produtos de petróleo; imersão em
produtos químicos;
Superfícies quentes: as superfícies quentes envolvem quatro subcasos: de
80° a 120°C; de 120° a 250°C; de 250° a 500°C; acima de 500°C;
a) Líquidos aquosos: a agressividade dependerá da resistividade elétrica,
que é função da presença de sais ou gases dissolvidos. A pior condição,
neste caso, é a água salgada aerada;
b) Derivados de petróleo: são de modo geral pouco agressivos, com
exceção do espaço de vapor em tanques de armazenamento que pode conter
H2S e tornar-se bastante agressivo e do petróleo bruto, sempre associado à
água salgada;
c) Produtos químicos: a agressividade dependerá da presença de água ou de
umidade e do grau de ionização da substância química.
Fatores que influenciam a Corrosão
Neste item, são apresentados os meios corrosivos mais freqüentemente
encontrados: atmosfera, águas naturais, solos e produtos químicos. A fim
de se destacar a importância que representa a natureza do meio corrosivo
que se encontra na imediata proximidade da superfície metálica.
Corrosão Atmosférica
Embora as atmosferas possam ser classificadas em quatro tipos básicos:
urbana, Industrial, Marítima ou Rural. Muitas destas apresentam
características mistas, além de não haver uma demarcação definida para
cada tipo. Ainda pode haver locais com micro- climas de características
diferentes da região em que se encontram.
Com relação à forma de corrosão atmosférica, esta pode ser classificada em
três tipos: Seca, Úmida ou Aquosa.
Todos os materiais que possuem uma energia livre negativa de formação de
óxido apresentam corrosão atmosférica seca, na ausência de água. Neste
caso, tem-se uma lenta oxidação com formação de produtos de corrosão,
podendo o mecanismo ser considerado puramente químico: caso do
tarnishing, escurecimento de prata ou de cobre por formação de Ag 2S e
CuS, respectivamente, devido à presença de gás sulfídrico, H2S, na
atmosfera ou meio ambiente.
Quando a atmosfera apresenta umidade relativa menor que 100%, forma-se
um fino filme de eletrólito sobre a superfície metálica causando um
processo de corrosão atmosférica úmida. A velocidade do processo
corrosivo dependerá da umidade relativa, dos poluentes atmosféricos e
higroscopicidade dos produtos de corrosão.
Quando os materiais estão em contato com uma atmosfera com cerca de
100% de umidade relativa, ocorre condensação na superfície metálica e
tem-se um processo de corrosão atmosférica molhada.
Fatores que afetam a corrosão atmosférica
PRODUTO DE CORROSÃO
Os produtos de corrosão podem ser solúveis ou insolúveis. Os produtos de
corrosão solúveis podem aumentar as taxas de corrosão, quer seja
aumentando a condutividade do eletrólito sobre a superfície metálica, ou
por agir higroscopicamente, formando soluções quando a umidade
ambiental é alta. Por outro lado, os produtos de corrosão insolúveis
geralmente reduzem a taxa de corrosão, por atuarem como uma barreira
entre a atmosfera e a superfície metálica. Por exemplo, Pb e Al corroem
inicialmente mas os produtos de corrosão posteriormente protegem o
substrato. Às vezes os produtos de corrosão insolúveis aumentam a taxa de
corrosão, por conservarem a umidade em contato com a superfície
metálica.
COMPOSIÇÃO DA ATMOSFERA
A maioria dos constituintes é relativamente constante, exceto os de vapor
de água, que seguem as variações climáticas, estação do ano e localização.
Entre os outros constituintes, O2 e CO2 são importantes do ponto de vista
de corrosão. O oxigênio dissolvido no eletrólito é o reagente catódico nos
processos de corrosão. Atém disso, desde que filmes eletrólitos são finos, a
difusão de oxigênio através do filme, de uma interface para outra, é rápida.
A influência do CO2 é importante apenas no caso de uns poucos metais: por
exemplo, na corrosão do Zn e, em uma extensão menor, na corrosão dos
aços.
CONTAMINANTES NA ATMOSFERA
Entre estes contaminantes os óxidos de enxofre e, principalmente, o
dióxido de enxofre, exercem uma influência importante sobre a corrosão
atmosférica dos aços e do zinco. As duas principais fontes de dióxido de
enxofre na atmosfera são a oxidação atmosférica do ácido sulfídrico (H 2S),
produzido pela decomposição de compostos orgânicos contendo enxofre, e
a queima de combustíveis contendo enxofre. A última destas fontes
predomina em países industrializados.
ATMOSFERA INDUSTRIAL
A atmosfera industrial é caracterizada pela contaminação, principalmente,
de compostos de enxofre. Embora outros contaminantes agressivos estejam
presentes, o dióxido de enxofre (SO2) é mais importantes. O dióxido de
enxofre é captado pela umidade das partículas de pó oxidando-se por
processos catalíticos e formando ácido sulfúrico que se deposita em
gotículas microscópicas nas superfícies expostas, juntamente com uma
parte de dióxido de enxofre e de ácido sulfuroso. O resultado é que os
contaminantes de uma atmosfera industrial juntamente com a umidade
atmosférica, produzem uma película de ácido altamente corrosivo nas
superfícies expostas. As atmosferas urbanas (queima de combustível)
constituem casos especiais de atmosferas industriais, mais amenas.
Tem-se observado que o dióxido de enxofre é adsorvido seletivamente
sobre vários metais. Aços com ferrugem, por exemplo, adsorvem
quantidades consideráveis de SO2. Sob condições de umidade, em presença
de SO2, forma-se ácido sulfúrico. Metais como cobre, chumbo e níquel são
atacados por H2SO4, formando seus sulfetos. Alguns dos sulfatos, como o
PbSO4, sendo insolúveis, propiciam proteção ao substrato, enquanto que
outros sulfatos, como os de níquel e de cobre são solúveis sob ação da
umidade e protegem os metais somente após certo período.
No caso do aço, diferentemente dos metais não ferrosos onde o SO2 é
consumido, o sulfato ferroso é hidrolisado para formar óxidos, e o H2SO4 é
regenerado. O dióxido de enxofre, portanto, atua como catalisador para a
corrosão de metais ferrosos. Um íon SO42- catalisa a dissolução de mais de
cem átomos de ferro, antes de ser lixiviado ou formar um sulfato básico.
Um outro contaminante atmosférico é o sulfato de amônia formada em
regiões industrializadas. O sulfato de amônia é higroscópico e ácido
estimulando o início de processos de corrosão.
Partículas não absorventes, silicosas, afetam a corrosão por facilitarem os
processos de aeração diferencial em pontos de contato com a superfície
metálica. Partículas absorventes presentes na atmosfera, tais como o carvão
vegetal ou fuligem, embora inertes, absorvem SO2 e vapor de água, para
formar eletrólitos ácidos corrosivos.
As atmosferas industriais são, em geral, 50-100 vezes mais corrosivas do
que as áreas desertas, devido à presença destes gases de enxofre.
ATMOSFERA MARINHA
Um segundo tipo de contaminante atmosférico são as partículas salinas de
cloreto de sódio. A atmosfera marinha está carregada com partículas de
cloreto de sódio trazidas pelo vento e depositada nas superfícies expostas.
A quantidade de contaminação em sal decresce rapidamente com a
distância do mar e é grandemente afetada pelos ventos (intensidade e
direção).
O cloreto de sódio, ou sal marinho, contém quantidades apreciáveis de íons
de potássio, magnésio e cálcio que são higroscópicos. O íon Cl - é agressivo
aos aços inoxidáveis, provocando corrosão por pites.
ATMOSFERA RURAL
A atmosfera rural não contém contaminantes químicos fortes, mas pode
conter poeiras orgânicas e inorgânicas. Seus principais constituintes são a
umidade e elementos gasosos como oxigênio e dióxido de carbono.
As atmosferas áridas ou tropicais são casos especiais de atmosfera rural.
Em climas áridos há pouca ou nenhuma chuva mas pode haver às vezes
umidade relativa elevada e condensação. Nas regiões tropicais, alem da
temperatura média elevada, o ciclo diário inclui uma umidade relativa
elevada, insolação intensa e longos períodos noturnos de condensação. Em
regiões confinadas, a umidade de condensação pode persistir bastante
tempo após o nascer do sol. Tais condições podem provocar ambientes
bastante corrosivos.
Uma outra fonte de contaminação atmosférica rural é o composto de
nitrogênio. Estes compostos podem ser originados de fontes naturais: por
exemplo, a formação de amônia durante tempestades elétricas e de fontes
sintéticas, tais como aquelas formadas devido ao uso crescente de
fertilizantes artificiais. A presença de amônia causa corrosão sob tensão de
latão trabalhado a frio.
OUTROS FATORES
Além dos contaminantes citados a corrosão atmosférica é influenciada por
um conjunto de fatores, muitas vezes inter-relacionados: temperatura,
umidade relativa (orvalho, condensação e mesmo chuva, na ausência da
umidade, a maioria dos contaminantes teria pouco ou nenhum efeito),
direção dos ventos e velocidade dos ventos, radiação solar, pluviosidade,
condensação e etc.
Os materiais mais empregados como resistentes aos diferentes tipos de
atmosferas são: cobre, chumbo, alumínio e aço galvanizado. O aço
carbono, com pequena quantidade de cobre, também é resistente à corrosão
atmosférica uma vez que o cobre auxilia na formação de uma película
protetora sobre o aço. Pequenas quantidades de níquel e cromo são úteis em
atmosferas industriais, pois formam sulfatos insolúveis que protegem o
metal
Corrosão em Água
Os processos de corrosão em água são complexos, dependendo de muitos
parâmetros do próprio metal, da água e das condições de funcionamento
(por exemplo; caldeiras, tubulações, etc.). Os diferentes tipos de águas têm
características diversas que podem a estudos individualizados, por
exemplo:
ÁGUA DO MAR
O ambiente marinho é o mais corrosivo de todos os meios naturais, e
compreende desde a atmosfera contaminada com sal do mar até regiões
mais profundas do oceano e o lodo sobre o fundo do mar. Os componentes
e estruturas que estão normalmente expostos a meios marítimos são, por
exemplo, as bombas e tubulações de água do mar, navios, submarinos, cais,
estacas e plataformas de petróleo costeiras.
A água do mar contém cerca de 3,4 % de sais dissolvidos e é levemente
alcalina (pH ≈ 8,0). Devido a isto ela é um bom eletrólito e pode causar,
portanto, corrosão galvânica e corrosão em frestas. A corrosão em água do
mar é afetada pela velocidade e temperatura da água e pelo conteúdo de
oxigênio e organismos biológicos presentes na mesma.
É importante ressaltar que a velocidade de corrosão em água do mar pode
variar segundo as condições locais e isto deve ser levado em consideração
ao se comparar resultados.
ÁGUAS NATURAIS
Os materiais metálicos em contato com a água tendem a sofrer corrosão, a
qual vai depender de várias substâncias que podem estar contaminando a
mesma.Entre os contaminantes mais freqüentes estão:
• Gases dissolvidos _ oxigênio, nitrogênio dióxido de carbono, cloro,
amônia, dióxido de enxofre e gás sulfídrico;
• Sais dissolvidos, como, por exemplo, cloretos de sódio, de ferro e de
magnésio, carbonato de sódio, bicarbonato de cálcio, de magnésio e de
ferro;
• Matéria orgânica de origem animal ou vegetal;
• Bactérias, limos e algas;
• Sólidos suspensos.
Na apreciação do caráter corrosivo da água, também devem ser
considerados o pH, a temperatura, velocidade e ação mecânica.
Dependendo do fim a que se destinam, diversos destes contaminantes
devem ser considerados com maior detalhe. Assim, por exemplo, em água:
• potável, é de fundamental importância a qualidade sanitária, procurandose evitar presença de sólidos suspensos, de sais como de mercúrio e de
chumbo e de microorganismos;
• para sistemas de resfriamento, procura-se evitar a presença de sólidos
suspensos ou sais formadores de depósitos, e crescimento biológico, que
poderiam, ao se depositarem, criar condições para corrosão por aeração
diferencial;
• para a geração de vapor, evita-se a presença de oxigênio e de sais
incrustantes como bicarbonatos de cálcio e de magnésio. No caso de
caldeiras, o oxigênio oxida a magnetita. Fe3O4, protetora, formando Fe2O
não protetor, e os sais incrustantes depositariam, por exemplo, CaCO3,
carbonato de cálcio, dificultando a troca térmica;
• de processo de fabricação de produtos químicos ou farmacêuticos, evitase a presença de impurezas, como sais, usando-se água desmineralizada ou
deionizada, e, no caso do produto farmacêutico ou medicamentos, também
esterilizada.
A corrosão provocada por águas naturais depende, portanto, de muitos
fatores, dentre os quais pode-se destacar teores de cloreto, enxofre e
oxigênio, além da dureza da água. O teor de cloreto pode variar desde
poucas partes por milhão (ppm) até centenas de ppm, em um mesmo país.
Os compostos de enxofre também variam de região para região,
dependendo de sua principal atividade econômica. A dureza da água está
relacionada com a quantidade de sais minerais dissolvidos. É importante
assinalar que águas moles são mais corrosivas que as duras, pois os
carbonatos presentes nestas últimas depositam sobre o metal, protegendo-o.
Corrosão em Solos
Os solos variam largamente nas características físicas e químicas que
influenciam na sua agressividade. As características físicas de importâncias
na corrosão são aquelas que determinam a permeabilidade do solo ao ar e à
água. As substâncias químicas que influenciam na corrosão são aquelas
solúveis na água. A presença de algumas aumenta e de outras diminui a
agressividade do meio. A resistividade iônica do solo é determinada não só
pela natureza e concentração de íons condutores como pelo teor de
umidade, pela temperatura, etc. Além disso, ainda há possibilidade de
corrosão por correntes parasitas e corrosão por bactérias.
A corrosão nos solos também é um fenômeno eletroquímico, mas tendo em
vista os muitos fatores em jogo e ainda a inter-relação dos seus efeitos, o
mecanismo ainda assim é mais complexo do que a corrosão em água, o que
torna também mais complexo o seu estudo em laboratório e em condições
naturais.
Os ensaios normalmente efetuados para avaliar a agressividade dos solos
são: resistividade iônica, pH, capacidade de retenção de água, acidez total,
alcalinidade, teor em cloretos, sulfatos, sulfetos e bactérias. É muito
freqüente a determinação apenas da resistividade iônica, já que está
depende da maioria dos fatores mencionados acima, que apresenta a
vantagem de poder ser feita no local, sem retirada de amostra, com
determinações a diversas profundidades. Os solos com alta condutividade
iônica são, geralmente, muito mais corrosivos.
Ferro fundido e aço carbono com ou sem revestimentos orgânicos e
proteção catódica são os materiais comumente utilizados em estruturas
enterradas. Os demais materiais não são, na maioria dos casos,
economicamente viáveis.
A corrosão do solo ocorre, usualmente na forma de pite, e é causada por
diferenças locais no potencial, devido principalmente a diferenças nas
concentrações de oxigênio e de sais.
Corrosão em outros meios
Nas seções anteriores, foram apresentados os meios específicos mais
comuns. Além destes, há outros inumeráveis meios que são particulares
para uma indústria específica ou linha de atividade. Embora seja
praticamente impossível discutir todos os diferentes meios, a corrosão
biológica, por lubrificantes e outros produtos químicos serão mencionados
em seguida.
CORROSÃO BIOLÓGICA
A atividade biológica de organismos vivos presentes em um dado meio
(água, solo, etc.) pode afetar, direta ou indiretamente, o processo de
corrosão de um metal. O processo de deterioração de um metal provocado
pela atividade biológica de organismos vivos é denominado de corrosão
biológica.
Observa-se que os organismos vivos vivem e se reproduzem em meios de
pH entre 0 e 11, a temperaturas de 0 a 80ºC e sob pressões de até 1000 atm.
Portanto, a atividade dos organismos vivos pode afetar a corrosão de um
metal numa grande variedade de ambientes.
Os organismos vivos são mantidos por reações químicas, isto é, ingerem
um reagente ou alimento e eliminam produtos que podem ser agressivos.
Esses processos podem afetar a corrosão metálica através de uma das
seguintes maneiras:
• influenciando diretamente as reações anódica e catódica• influenciando as
películas protetoras formadas sobre o metal;
• criando condições corrosivas;
• produzindo depósitos.
Vale ressaltar que os efeitos citados podem ocorrer de forma única ou
combinados dependendo do ambiente e do organismo envolvido.
Os organismos vivos podem existir nas formas micro, como as bactérias e
nas formas macro, tais como as algas. O mecanismo pelo qual as diferentes
formas de organismos afetam a velocidade de corrosão de um metal será
descrito separadamente.
CORROSÃO POR LUBRIFICANTES
Lubrificantes são utilizados para reduzir o desgaste pelo atrito entre
superfícies em movimento, e também para remover calor. Há centenas de
variedades de lubrificantes, sólidos, semi-sólidos e líquidos. Lubrificantes
são geralmente considerados como não- corrosivos. Entretanto, os
lubrificantes freqüentemente deterioram durante a utilização, seja por
tornarem-se contaminados ou por sofrerem variações químicas e físicas
devido à oxidação, tornando-se corrosivos. Por exemplo: combustível
diesel que contém 3% de enxofre oxida-se, formando ácido sulfuroso em
óleo lubrificante.
O comportamento anticorrosivo dos lubrificantes é freqüentemente
melhorado com vários aditivos, incluindo inibidores de corrosão. Em geral,
um método satisfatório de resolver problemas de corrosão devido a
lubrificantes é a escolha apropriada dos mesmos [RAMANATHAN, 1990].
CORROSÃO POR OUTROS PRODUTOS QUÍMICOS
Uma grande variedade de produtos químicos, orgânicos e inorgânicos é
utilizada por diversos setores industriais como: de processos químicos,
petroquímicos, nucleares ou outros. Alguns dos produtos químicos são
agressivos para alguns metais, sendo inofensivos para outros. A
agressividade total do meio é freqüentemente composta por outros fatores,
como temperatura, velocidade de escoamento, pressão, configurações
geométricas, tensões etc. Uma descrição e discussão do comportamento de
corrosão dos metais em vários produtos químicos, com ou sem a influência
dos fatores mencionados acima, é praticamente impossível, além de desta
fora do nosso objetivo.
Prevenção a Corrosão
Seleção do material
Metais e ligas
O método mais comum de prevenir a corrosão é escolher adequadamente o
material (metal, polímero ou liga) para determinada aplicação. Geralmente
imagina-se que o aço inox é o mais recomendado para todas as aplicações,
no entanto isto não é verdade. O aço inox (stainless steel), ao contrário do
que se pensa, não é o material mais resistente à corrosão e também não é
uma liga específica. É um nome genérico para uma série de mais de trinta
ligas diferentes contendo de 11,5 a 30% de cromo e de 0 a 22% de níquel,
incluindo outras ligas também.
O aço inox possui diversas aplicações nas áreas de corrosão, no entanto
deve-se sempre lembrar que ele não resiste a todos os agentes corrosivos.
Sob certas condições, como em estruturas submetidas a forças de tensão, o
aço inox é menos resistente do que estruturas ordinárias feitas com aço
comum. A qualidade do aço inox é frequentemente determinada através de
sua propriedade magnética, ou seja, se o material não apresenta
magnetismo então a liga é considerada de boa qualidade, e aqueles que
apresentam são de qualidade inferior. No entanto este teste não tem
nenhuma base científica e não é considerado um bom método, ou seja, não
existe nenhuma ligação entre susceptibilidade magnética e resistência á
corrosão.
De modo geral, na seleção de ligas, leva-se em consideração a máxima
relação entre a resistência à corrosão e o baixo custo. Algumas das
combinações naturais são as seguintes:
1. Aço inox - ácido nítrico
2. Níquel e ligas de níquel - soluções cáusticas
3. Monel - ácido fluorídrico
4. Hastelloys - ácido clorídrico forte
5. Chumbo - ácido sulfúrico diluído
6. Alumínio - exposição atmosférica
7. Estanho - água destilada
8. Titânio - soluções oxidantes fortes
9. Tântalo - altíssima resistência
10. Aço - ácido sulfúrico concentrado
A lista acima não apresenta as únicas combinações de material-corrosivo.
Para ácido nítrico o material mais escolhido é o aço inox; estanho ou
coberturas de estanho são sempre escolhidas para reservatórios e canos
para trabalhar com água destilada pura. Por muitos anos o tântalo tem sido
considerado o material mais resistente à corrosão, incluindo aplicações na
medicina como implantes em seres humanos. O tântalo é comparado aos
vidros devido a sua resistência na maioria dos ambientes, exceto ácido
fluorídrico e soluções cáusticas. Para reduzir a corrosão em ambientes não
oxidantes, tais como ácidos livres de ar e soluções aquosas, o níquel, o
cobre e suas ligas são frequentemente empregados. Para situações extremas
de oxidação, o titânio e suas ligas são os melhores, porém em condições
amenas de oxidação ligas contendo cromo podem ser utilizadas com
sucesso.
Purificação dos Metais
A resistência à corrosão de um metal puro é usualmente melhor do que de
um metal contendo impurezas ou mesmo pequenas quantidades de outros
elementos. Por outro lado metais puros são caros e relativamente moles e
fracos. Assim são usados somente em condições especiais. O alumínio é
um caso típico, este metal não é tão caro no estado puro (mais de 99,5%).
Este metal puro, comercialmente encontrado, é utilizado para o manuseio
de peróxido de hidrogênio, onde a presença de outros elementos pode
causar decomposição devido aos efeitos catalíticos. Em alguns casos o
ataque localizado de equipamentos de alumínio ocorre devido a segregação
de impurezas do ferro nas ligas. Assim a redução do conteúdo de ferro nas
ligas protege ou minimiza os ataques ao alumínio sem adicionar custos de
material. Outro exemplo é o zircônio fundido por arco, o qual é mais
resistente à corrosão do que o zircônio fundido por indução devido a maior
presença de impurezas neste ultimo. Este é um caso especial de aplicação
em energia atômica, onde pouca ou nenhuma corrosão é necessária.
Não metálicos
Os não metálicos podem ser divididos em cinco classes: (1) borrachas
natural e sintética; (2) plásticos; (3) cerâmicas; (4) carbono e grafite e (5)
madeira.
Em geral borrachas e plásticos, quando comparados com metais e suas
ligas, são mais fracos e macios; mais resistentes aos íons cloretos e ácido
clorídrico; menos resistentes ao ácido sulfúrico forte e ácidos oxidantes,
tais como o nítrico; menos resistentes aos solventes e possuem limitações
em temperaturas entre 125 e 145ºC. As cerâmicas possuem excelente
resistência à corrosão e altas temperaturas, porém são quebradiças e
possuem baixo módulo de tensão. Os carbonos também apresentam boa
resistência à corrosão; boa condutividade elétrica e térmica; mas também
são frágeis. A madeira é resistente à corrosão, possui bom isolamento
elétrico e térmico, porém é atacada pelas condições ambientais.
Alterações do meio ambiente
Mudando o Meio Ambiente
Uma maneira prática de reduzir a corrosão é alterar as condições do meio
ambiente. As mudanças típicas são: (1) abaixamento de temperatura, (2)
diminuição da velocidade, (3) remoção de oxigênio ou oxidantes e (4)
mudança de concentração. Em geral tais procedimentos minimizam as
corrosões, porém as alterações devem ser feitas com cuidado.
Abaixamento de Temperatura
Sempre deve ser feita com as devidas precauções e em geral causa uma
diminuição pronunciada nas taxas de corrosão, porém em algumas
situações o efeito é contrário, ou seja, é mais conveniente aumentar a
temperatura. Este fenômeno ocorre com água quente (morna), fresca ou
salgada, quando a temperatura é elevada até o ponto de ebulição e tem-se
uma diminuição da solubilidade do oxigênio. Água do mar em temperatura
de ebulição (115ºC) é menos corrosiva que água morna.
Diminuição de Velocidade
Altas velocidades altas, em geral, aumentam as taxas de corrosão, com
raras exceções. Metais e ligas quando passivadas geralmente tem melhor
resistência a fluxos de velocidades médias do que em baixas velocidades
(estagnante). Altas velocidades devem sempre ser evitadas, pois propiciam
corrosão por erosão.
Remoção de oxigênio ou oxidantes
Esta é uma das mais antigas técnicas para reduzir a corrosão. O ácido
clorídrico que entra em contato com o aço durante seu processamento e
armazenagem contém cloreto férrico como impureza oxidante. Esta
impureza ácida, comercialmente conhecida como ácido muriático, corrói
rapidamente as ligas de níquel-molibidênio, mesmo que estes materiais
possuam excelente resistência ao ácido clorídrico puro. Apesar da
desaeração ser uma técnica bastante empregada, ela não é recomendada
para metais e ligas ativos por passividade porque estes materiais precisam
de oxidantes para formar e manter suas películas protetoras e normalmente
possuem baixa resistência para reduzir ou não oxidar no meio ambiente.
Mudança de concentração
Na maioria dos processos a presença de corrosivos é acidental. Por
exemplo, a corrosão pela água que refrigera os reatores nucleares é
minimizada através da eliminação dos íons de cloro. Muitos ácidos, tais
como o sulfúrico e o fosfórico, são virtualmente inertes em altas
concentrações e moderadas temperaturas. Nestes casos a corrosão pode ser
eliminada ou diminuída através do aumento da concentração destes ácidos.
Nenhuma discussão sobre controle de corrosão seria completa sem
mencionar os sistemas “mágicos” ou “artimanhas” que foram e continuam
sendo desenvolvidos para o controle da corrosão da água. Estas artimanhas
são anunciadas das mais variadas formas e prometem praticamente o
impossível. Na maioria dos casos são sistemas construídos com base em
princípios pseudocientíficos, em geral de fácil construção, custo baixo e
totalmente desprezível. Em geral são tubos acoplados e
surpreendentemente, estas artimanhas, são amplamente instaladas por
engenheiros treinados.
Estes sistemas “mágicos” não devem ser confundidos com os equipamentos
de tratamento de água, de proteção catódica e sistemas vendidos por
fornecedores renomados. Os sistemas duvidosos (“trambiques”) são
facilmente identificados através de vários indícios: (1) São baseados em um
questionável ou novo princípio "secreto"; (2) Os anúncios contêm um
grande número de depoimentos (usualmente de pessoas desconhecidas); (3)
As propagandas não fazem nenhuma restrição quanto ao seu uso (o sistema
pode trabalhar com qualquer tipo de água e é altamente seguro, etc.); (4) o
sistema é vendido com garantia completa.
Principais métodos utilizados na
proteção anticorrosiva
O aço-carbono tem sido o material mais empregado na maioria dos
segmentos de bens de produção básicos da sociedade. E, nestas últimas
décadas, têm havido progressos consideráveis, tanto na fabricação de novas
ligas ferrosas quanto no desenvolvimento de novos materiais. Mas, pelo
seu baixo custo e pela amplitude do uso do aço-carbono comum, é de se
esperar que o campo de exposição à deterioração também ocorra de
maneira ampla.
Segundo Gentil (1994), o processo corrosivo tem acarretado no cotidiano
uma série de problemas, seja na construção civil, nas explosões de
caldeiras, nos rompimentos de adutoras de água, nos derramamento de
petróleo, provocados por furos em tanques e oleodutos. Nas instalações de
refino de petróleo e nas petroquímicas, cerca de 50% das falhas de
materiais estão creditadas à corrosão. O fato é que os prejuízos causados
pelos danos de corrosão, quanto do ponto de vista econômico, atingem
custos extremamente altos, tanto diretos ou indiretos, resultando em
consideráveis desperdícios de investimento; isto sem falar dos acidentes e
perdas de vidas humanas, provocadas por contaminações, poluição e falta
de segurança dos equipamentos.
Às vezes, o valor de um novo material, que substituirá o antigo, é vinte a
cinqüenta vezes mais caro, fato que acaba determinando a opção pelo uso
de aditivo químico no retardamento ou na inibição do processo corrosivo,
na avaliação de custos. Tal saída resulta, muitas vezes, mais desastrosa,
tendo em vista que estes produtos, pela toxidez, acabam acarretando, com
seu despejo ou vazamento, uma agressão muito maior ao meio ambiente.
Devido às cifras astronômicas de desperdício, cerca de 3,5% do Produto
Nacional Bruto, as grandes indústrias dos países centrais vêm investindo
em pesquisas, no sentido de repensar projetos e processos, em buscas de
soluções combinatórias, ao mesmo tempo mais eficazes e menos onerosas.
Mesmo com o avanço tecnológico no desenvolvimento de novos materiais,
novos produtos químicos, novos processos ou adequações de processos
tradicionais persistem, se não é que desencadeiam, direta ou indiretamente,
outros problemas de corrosão, a exigir novos estudos, como é o caso de
ligas especiais de alta resistência mecânica ou de materiais compósitos. No
caso da indústria de energia nuclear ou aeroespacial, apesar do grande
progresso alcançado neste campo, não se conseguiu ainda elucidar os
mecanismos de alguns fenômenos de corrosão.
Sobre os vazamentos de tanques de armazenamento de combustíveis e de
produtos químicos, a Environmental Protection Agency - EPA, um órgão
de controle ambiental americano, estima que existem cerca de 3 a 5
milhões de tanques enterrados no mundo, armazenando derivados de
petróleo, solventes e outros produtos perigosos, dos quais alguns milhares
apresentam graves riscos, com desperdícios de custos incalculáveis. A
maioria destes tanques é de aço-carbono e os prováveis vazamentos, devido
à corrosão provocada por solos agressivos, podem acarretar a passagem de
produtos para as bases da fundação (concreto), para as instalações de
esgoto e para as tubulações de água potável, envolvendo o risco à saúde e à
segurança, sem contar as contaminações do solo, do lençol freático e dos
aqüíferos em grandes proporções.
Estes fatos acabam significando que corrosão é um permanente desafio ao
homem, pois quanto mais a ciência cria e evolui e a tecnologia aplica e
avança, mais ela encontra espaço e maneiras de se fazer presente.
Em socorro da proteção anticorrosiva, são apresentadas as seguintes
técnicas: os inibidores de corrosão, os revestimentos (orgânicos,
inorgânicos, metálicos, mistos) e a proteção catódica.
Inibidores de corrosão
Os inibidores de corrosão são substâncias que adicionadas ao meio
corrosivo objetivam evitar, prevenir ou impedir o desenvolvimento das
reações de corrosão sejam nas fases gasosas, aquosas ou oleosas. A
eficiência de proteção oferecida pelos inibidores depende dos metais e ligas
bem como da severidade do meio. Embora o termo inibidor de corrosão
seja mais abrangente, em alguns casos também são chamados de aditivos,
protetivos e anticorrosivos.
Existem registros (Nathan, 1973) que documentam, no início deste século,
o uso de misturas de melaços, amidos e óleos vegetais na proteção de peças
de aço-carbono após a decapagem ácida. Na década de 20, foram utilizadas
por Thresh (1921, 1922) e Evans (1927) as adições de silicato de sódio na
proteção de aço-carbono sujeitas a águas agressivas. É importante assinalar
que o silicato é um produto praticamente inócuo e que não causa problemas
ambientais.
Ainda, na década de 20, ocorreram acidificações em alguns poços de
petróleo nos campos de Oklahoma (1928) e Kentucky (1929) visando
aumentar sua produtividade devido às incrustações calcárias. Entretanto, só
a partir de 1932 com a introdução de inibidores de corrosão mais eficientes
é que se tornaram mais viáveis as acidificações com ácido clorídrico.
Sucessos e insucessos marcaram esta nova prática de estimular a produção
de petróleo, principalmente, em função dos vários tipos de rochas, das
características físico-químicas dos inibidores de corrosão, dos diversos
aditivos utilizados e da própria operação em si.
Segundo Uhlig (1966), na década de 30, foram utilizadas na decapagem de
aço-carbono várias substâncias orgânicas tais como: piridinas, toluidinas,
fenil-hidrazina, dimetilamina, dibutilamina, quinoleinas, etc. Ainda nesta
década foi recomendada pela American Society of Refrigeration of
Engineers a utilização de cromato de sódio juntamente com hidróxido de
sódio visando a proteção de aço-carbono imerso em salmouras de cloreto
de sódio ou de cloreto de cálcio (Speller, 1930, 1935). Tanto os produtos
orgânicos citados anteriormente quanto o cromato de sódio são substâncias
de alto poder tóxico.
Na década de 40, o cromato de sódio se destaca e se consagra na proteção
anticorrosiva dos sistemas de água de refrigeração, principalmente, nas
águas com alta salinidade (Darrin, 1943, 1949). Também sais e óxido de
arsênio foram usados com excelentes resultados na decapagem de açocarbono (Hudson et al., 1967). Entretanto, é sabido que desde o século
XVIII o arsênio e seus compostos são considerados venenos fortíssimos.
A partir da década de 50, nota-se um avanço e um direcionamento da
tecnologia dos inibidores de corrosão no desenvolvimento de sínteses
orgânicas orientadas na obtenção de produtos orgânicos com grande
eficiência na capacidade de adsorção e formação de filmes aderentes à
superfície metálica. Porém, a maioria destes produtos mostrou-se
extremamente tóxica, já que, na época, não havia uma preocupação nem
com saúde humana e nem com o meio ambiente, objetivando apenas a
demanda industrial.
O banimento de compostos de arsênio utilizados nos sistemas de
acidificação, devido ao seu potencial tóxico, ocorreu a partir da década de
70. Quanto ao cromato, tem havido uma redução (Mainier, 1985) do uso
devido ao seu alto potencial tóxico (Felcan, 1988), conseqüentemente
novas rotas já indicam o uso de molibdatos (Mainier & Marques, 1991) e
outros produtos. As grandes empresas praticamente têm desativado o uso
de cromato nos sistemas de refrigeração, entretanto o mesmo não tem
acontecido nas pequenas e médias torres de refrigeração de supermercados,
lojas de departamentos e hotéis. Estima-se que 90 % destas instalações,
localizadas na região do Rio de Janeiro e de São Paulo, ainda utilizam
cromato na ordem de 600 a 1000 ppm.
Vê-se claramente nestas rotas tecnológicas apresentadas que os produtos
utilizados no início do século como inibidores de corrosão eram inócuos.
Entretanto, a necessidade de maior eficiência de proteção anticorrosiva
levou à síntese de produtos mais complexos e conseqüentemente mais
tóxicos.
Presentemente existe uma preocupação ambiental no sentido de minimizar
o uso de inibidores de corrosão ou utilizar produtos não tóxicos e
compatíveis com o meio ambiente (Darling & Rakshpal, 1998) evitando,
assim os impactos e passivos ambientais. Daí a necessidade de criar
tecnologias limpas direcionadas aos inibidores de corrosão.
Classificação dos inibidores de corrosão segundo mecanismos e
aplicações industriais
Não existe uma classificação que se possa considerar “universal” para os
inibidores de corrosão, pois é difícil pela diversidade e amplitude do seu
uso nos diferentes segmentos industriais. Alguns autores preferem
classificar os inibidores em catódicos, anódicos e mistos. Esta classificação
atende aos casos de corrosão eletroquímica e eletrolítica, entretanto, na
maioria das vezes não esclarece didaticamente os princípios da proteção
exercida pelos inibidores no caso de materiais metálicos e não metálicos
sujeitos a meios corrosivos não eletrolítico e mesmo não metálicos e
fluidos eletrolíticos.
A classificação, a seguir, dos inibidores de corrosão está baseada numa
visão dos mecanismos e principalmente nos conceitos de uso nos diversos
segmentos industriais:
a)anódicos
b)catódicos
c)formadores de filme ou orgânicos
d)desaeradores
e)neutralizantes
f)fase vapor
Inibidores de corrosão e o meio ambiente
É difícil fazer previsões, entretanto, é fundamental o estabelecimento da
responsabilidade diante do futuro, principalmente sobre a questão dos
contaminantes e da geração de resíduos. Embora tais fatos estejam
intrinsecamente ligados à vigilância permanente das agências ambientais,
às organizações não governamentais (ONGs), às repercussões ambientais e
à saúde pública é dever moral e social dos fabricantes divulgar as rotas
industriais, os padrões e os parâmetros críticos utilizados na fabricação de
seus produtos.
De certa forma tais problemas podem ser resolvidos ou contornados através
da avaliação de impacto ambiental que compreende um estudo realizado
para identificar, predizer, interpretar, prevenir as conseqüências ambientais
que determinadas ações, planos, projetos, programas e instalações
industriais possam causar à saúde, segurança e ao bem-estar dos seres
humanos e seu entorno.
Atualmente, a maioria dos programas de avaliação de impactos ambiental
está associado ou interligado aos vários programas de gestão e vigilância
ambiental.
O Programa de Vigilância Ambiental Global do Programa das Nações
Unidas para o Meio Ambiente - PNUMA procura romper um abismo
existente de incertezas científicas que levam ao alarmismo inconsciente ou
ao descrédito das informações relativas aos sistemas ambientais. Este
programa, destituído de objetivos político-econômicos objetiva apresentar
as informações das mudanças ambientais a governos, cientistas, indústrias,
enfim, a todos que necessitem informações sobre o tema. É monitorado
pelo Sistema de Monitoramento Ambiental Global (GEMS) do qual
participam 142 países; pelo Sistema Mundial de Informação Ambiental
(INFOTERRA) e pelo Registro Internacional de Substâncias
Potencialmente Químicas (IRPTC).
Segundo Maia (1995) a evolução do conceito de meio ambiente tem
mudado com relação à década de 60 quando era tratado como algo a ser
defendido, com ênfase na conservação. Até há pouco tempo a política de
meio ambiente tinha um aspecto normativo e as informações eram baseadas
nos padrões de poluição. Entretanto, a partir de 1986, tornou-se obrigatória
apresentação de estudos de impacto ambiental relativos às implantações de
programas ou de indústrias objetivando assegurar que os efeitos
ambientais, sociais, econômicas e políticos sejam identificados e avaliados
na fase de planejamento de projeto, antes que as decisões de implantação
sejam adotadas.
Na ótica de Mainier (1993) é necessário o desenvolvimento de uma
consciência técnica crítica que deve ser construída na sociedade,
principalmente na Universidade, visando o entendimento das rotas
industriais, as qualificações e a quantificações dos possíveis contaminantes
e resíduos gerados durante o processo industrial. E, finalmente, como metaobjetivo, buscar sempre rotas industriais que possam prever o passivo
ambiental e convergir para as tecnologias limpas.
O passivo ambiental, segundo Costa (1998), corresponde ao investimento
que uma empresa deve fazer para corrigir os impactos ambientais gerados e
não controlados ao longo dos anos de operação. Antigamente, era apenas
um detalhe nas negociações de fusões ou de incorporações empresariais. O
problema agora é sério pois, dependendo do valor e do tipo de passivo
ambiental a incorporação empresarial poderá não ocorrer. O valor de uma
descontaminação ambiental poderá ser tão alta que inviabiliza o processo
de incorporação empresarial.
De acordo com Lippi (1998), a Rhodia (S. Paulo) é um dos exemplos desse
problema, que até hoje paga pela herança ambiental adquirida na compra
da Clorogil, empresa fabricante de produtos conservantes para madeiras.
Em 1994, foi condenada pela Justiça a descontaminar quatro áreas em S.
Vicente (S. Paulo), anteriormente contaminadas pelos resíduos gerados e
dispostos pela Clorogil. Nestas áreas constatou-se o alto índice de produtos
relacionados como cancerígenos e capazes de gerar mutações genéticas.
Essas contaminações do solo aconteceram em décadas passadas, contudo
hoje, convém lembrar, que esse passivo ambiental estaria enquadrado na
Lei n° 9605/98 como infrações ambientais, podendo responsabilizar
criminalmente a empresa e os seus executivos.
É impossível voltar ao passado para re-engenheirar os processos de
fabricação e auditorar criteriosamente as tecnologias que geraram tais
contaminações. Porém, os fatos relatados anteriormente servem de alertas e
balizamentos para a formulação de tecnologias que respeitem o meio
ambiente.
Tem-se a sensação que a tecnologia desta década está orientada para
transformações de sua própria existência, com inovações rápidas e
superpostas sobre as próprias inovações que produz. Sob esta nova ordem,
os processos, os equipamentos e os materiais ficam entre o impasse do uso
imediato e a obsolescência técnica acelerada. Estes fatos,
conseqüentemente, levam o sistema empresarial à tomada de decisão, uma
vez premido pelo envelhecimento precoce do seu produto torna-se
obrigatório o lançamento do novo, rapidamente, no mercado consumidor.
Para que esta rapidez industrial aconteça, são queimadas na maioria das
vezes, etapas fundamentais que acabam trazendo problemas no futuro.
No caso específico das indústrias químicas nem sempre é possível
estabelecer estas transformações imediatas. Os processos geralmente são
tradicionais, alicerçados nos conceitos da físico-química, que impedem as
mudanças bruscas e sem base, principalmente, quando o mundo está
direcionado e centrado no eixo da preservação ambiental.
Nesse sentido, a ótica de Tigre et alli. (1994) mostra que a decisão
empresarial de investir em tecnologias ambientais é função dos seguintes
fatores:
• concorrência entre os pares;
• pressão dos clientes;
• pressão da opinião pública;
• incentivo e/ou pressão dos governos.
É claro que as pressões forçam tomadas de decisões empresarias, entretanto
os próprios empresários começam a perceber que investir na preservação
ambiental pode ser uma fonte de receita e não um fardo ou uma obrigação
legal.
Os “selos verdes” significando produtos fabricados sem criar impactos
ambientais podem se constituir num novo de mercado, mas também podem
ser considerados como barreiras alfandegárias para vários países. O Canadá
e alguns países da Comunidade Européia já condicionam o “selo verde” as
importações de certas matérias primas que geram problemas ambientais. A
celulose obtida industrialmente por tratamentos à base de substâncias
cloradas tem perdido mercado para as celuloses tratadas com peróxido de
hidrogênio.
Tem-se notado um aumento significativo nos custos de tratamento,
principalmente, em função da redução dos níveis de contaminação
impostos pelas Agencias Governamentais e coadjuvado pelas intensas
campanhas de esclarecimento da opinião pública e das auditorias
ambientais realizadas pelas organizações não governamentais (ONGs) no
sentido de evitar e minimizar as contaminações ambientais.
Para sanar o grande desperdício e a emissão de efluentes para o meio
ambiente, têm sido adotadas nas empresas dois tipos de rotas tecnológicas:
o tratamento dos resíduos no final do processo (“end-of-pipe”) e a
tecnologia limpa (clean tecnology).
A primeira engloba a concentração e a disposição controlada de resíduos
em áreas específicas, dispersão de efluentes em menor escala e/ou
transformações de resíduos aceitáveis pelas Agências Ambientais.
A tecnologia limpa pode ser definida como o conjunto de métodos e de
técnicas que objetiva a minimização dos resíduos e tem como eixo central à
preservação do meio ambiente. As matérias primas e a energia necessárias
ao processo devem ser otimizadas e integradas ao ciclo de produção e
consumo de tal forma a minimizar o impacto ambiental. A operação, as
condições operacionais e os equipamentos envolvidos devem ser
gerenciados com base na gestão crítica que visa diminuir a possibilidade de
falhas e danos. Finalmente, a tecnologia limpa deve ter como princípio
fundamental o objetivo de propiciar uma melhor qualidade de vida para o
homem.
Atualmente existe uma preocupação com as formulações de inibidores de
corrosão tendo em vista as normas e os procedimentos adotados pelas
agências de controle ambiental e de certo modo pela formação da
consciência de preservação do meio ambiente na sociedade,
principalmente, pelas prováveis contaminações do solo e dos recursos
hídricos frente ao desenvolvimento, organizado ou não do sistema urbano e
industrial.
Visando discutir o uso de inibidores de corrosão frente ao presente e ao
futuro e considerando que ainda são utilizadas formulações tóxicas, porém
eficientes na proteção anticorrosiva são propostas medidas a curto e médio
prazo, as quais devem ser amplamente discutidas com base na formação da
consciência técnica crítica.
As propostas apresentadas, a seguir, não estão ordenadas visando
prioridades ou estabelecimentos de critérios de escolha, entretanto
representam filosofias ou técnicas que podem ser implementadas visando o
impacto ambiental causado pelos inibidores de corrosão:
• banimento de formulações inibidoras com alto teor tóxico;
• encapsulamento do inibidor de corrosão;
• inibidores de corrosão sob forma sólida;
• desenvolvimento de formulações biodegradáveis;
• substituição dos solventes tóxicos por solventes não tóxicos
• tratamentos específicos para eliminação da toxidez dos inibidores de
corrosão;
• condicionamento e transporte (uso de “containers” específicos de
responsabilidade do fabricante do produto e que não podem ser
descartados no meio ambiente) ;
• descarte ou emissão zero.
A medida mais importante da atualidade se consolida no estabelecimento
de uma política que promova a desativação de formulações inibidoras
tóxicas, principalmente, aquelas que afetem, pelo contato ou pela inalação,
a saúde do trabalhador ou as que causem sérios danos ambientais.
Por outro lado, a técnica de obter inibidores de corrosão sob a forma sólida
ou o encapsulamento do produto se mostra bem promissora enquanto o
tratamento ou eliminação de despejos industriais contendo inibidores de
corrosão é difícil e o custo é alto.
Revestimentos Protetores
São películas aplicadas sobre a superfície metálica, separando a superfície
do meio corrosivo, esta separação será tão mais longa quanto for o tempo
para que o eletrólito chegue ao metal protegido, objetivando minimizar a
degradação da mesma pela ação do meio.
O principal mecanismo de proteção dos revestimentos é por barreira, mas,
dependendo da sua natureza, poderá também proteger por inibição anódica
ou por proteção catódica.
O tempo de proteção dado por um revestimento depende do tipo de
revestimento (natureza química), das forças de coesão e adesão, da sua
espessura e da permeabilidade à passagem do eletrólito através da película.
Influenciará, também, neste tempo, o mecanismo de proteção.
Assim, se a proteção é somente por barreira, tão logo o eletrólito chegue a
superfície metálica, iniciará o processo corrosivo, enquanto que, se houver
um mecanismo adicional de proteção (inibição anódica ou proteção
catódica), haverá um prolongamento da vida do revestimento.
Outra forma de ampliar a vida de um revestimento é quando ele possui um
mecanismo adicional de proteção denominado proteção catódica.
Neste caso, forma-se uma pilha galvânica entre o metal de base e o metal
ou pigmento metálico do revestimento.
Este fato ocorre quando se utiliza revestimento metálico menos nobre que o
metal a se proteger, ou tintas com pigmento de zinco. Para que a proteção
seja efetiva, faz-se necessária à presença do eletrólito, para que a pilha de
ação galvânica ocorra.
Revestimentos Metálicos
Consistem na interposição de uma película metálica entre o meio corrosivo
e o metal que se quer proteger. Os mecanismos de proteção das películas
metálicas podem ser: por barreira, por proteção catódica, entre outros.
As películas metálicas protetoras, quando constituídas de um metal mais
catódico que o metal de base, devem ser perfeitas, ou seja, isentas de poros,
trincas, etc., para que se evite que diante de uma eventual falha provoquem
corrosão na superfície metálica do metal de base, ao invés de evitá-la.
As películas mais anódicas podem ser imperfeitas porque elas conferem
proteção catódica à superfície do metal base.
Os processos de revestimentos metálicos mais comuns são:
Deposição por imersão a quente: pela imersão a quente obtém-se, entre
outras, as superfícies zincadas e as estanhadas. O processo de zincagem por
imersão é também denominado de galvanização;
Metalização: é o processo por meio do qual se deposita sobre uma
superfície, previamente preparada (jateamento Sa 2 ½), camadas de
materiais metálicos. Os metais de deposição são fundidos em uma fonte de
calor gerada no bico de uma pistola apropriada, por meio de combustão de
gases, arco elétrico, plasma ou por detonação. Por metalização fazem-se
revestimentos com zinco, alumínio, chumbo, estanho, cobre e diversas
ligas;
Eletrodeposição: consiste na deposição eletrolítica de metais que se
encontram sob a formar iônica em um banho. A superfície a revestir é
colocada no Cátodo de uma célula eletrolítica. Por eletrodeposição é
comum revestir-se com cromo, níquel, ouro, prata, cobre, estanho e,
principalmente, cádmio, que, por ser um metal muito tóxico, é aplicado por
este processo;
Deposição química: consiste na deposição de metais por meio de um
processo de redução química. Por este processo é comum revestir-se com
cobre e níquel. São os denominados cobre e níquel químico, muito
utilizados em peças com formato delicado e cheias de reentrâncias.
Revstimentos não-metálicos inorgânicos
Consistem na interposição de uma película não-metálica inorgânica entre o
meio corrosivo e o metal que se quer proteger. Os mecanismos de proteção
são, essencialmente, por barreira e por inibição anódica.
Anodização: consiste em tornar mais espessa a camada protetora
passivante existente em certos metais, especialmente no alumínio. A
oxidação superficial pode ser por banhos oxidantes ou processo eletrolítico.
O alumínio anodizado é um exemplo muito comum da anodização;
Cromatização: consiste na reação da superfície metálica com soluções
ligeiramente ácidas contendo cromatos. A camada de cromatos passivante
aumenta a resistência á corrosão da superfície metálica que se quer
proteger;
Fosfatização: consiste na adição de uma camada de fosfato à superfície
metálica. A camada de fosfato inibe processos corrosivos e constitui-se,
quando aplicada em camada fina e uniforme, em uma excelente base para
pintura, em virtude da sua rugosidade. A fosfatização é um processo
largamente empregado nas indústrias automobilísticas, móveis e de
eletrodomésticos. Após o processo de desengraxe da superfície metálica,
aplica-se a fosfatização, seguindo-se a pintura;
Revestimento com esmalte vítreo: consiste na colocação de uma camada
de esmalte vítreo (vidro + cargas + pigmentos) aplicada sob a forma de
esmalte e fundida em fornos apropriados. Este revestimento é usado em
alguns utensílios domésticos, em fogões, maquinas de lavar, etc.;
Revestimentos Orgânicos
Consiste na interposição de uma camada de natureza orgânica entre a
superfície metálica e o meio corrosivo. Os principais revestimentos
orgânicos são os seguintes:
Pintura industrial: é um revestimento, em geral orgânico, largamente
empregado para o controle de corrosão em estruturas aéreas e para
estruturas submersas que possam sofrer manutenção periódica em dique
seco, tais com navios, embarcações, bóias, etc.
Só em casos especiais é empregado em estruturas enterradas, pela
dificuldade de manutenção apresentada nestes casos. Em se tratando de
estruturas aéreas, é normalmente a melhor alternativa em termos técnicos e
econômicos para proteção anticorrosiva.
A pintura é um revestimento de pequena espessura, situando-se na faixa de
40 a 500 µm (micrometros), sendo que, somente em casos muito especiais,
pode-se chegar a 1.000 µm.
Revestimentos com plásticos e plásticos reforçados: são revestimentos
obtidos através da aplicação de diversos tipos de plásticos sobre materiais
metálicos, por meio de colagem, deposição ou extrusão.
Basicamente, todos os plásticos podem ser usados como revestimentos,
podendo-se, ainda, em alguns deles usar reforçantes como véu de fibra de
vidro, escamas de vidro, entre outros.
Proteção catódica
A proteção catódica, segundo Dutra e Nunes (1987), é a técnica que,
baseada nos princípios da eletroquímica, transforma a estrutura metálica
que se deseja proteger em uma pilha artificial, evitando, assim, que a
estrutura se deteriore. É graças a proteção catódica que milhares de
quilômetros de tubulações enterradas para o transporte de água, petróleo,
gás e produtos químicos, assim como, grandes estruturas portuárias e
plataformas marítimas de produção de petróleo, operam com segurança,
protegidas da corrosão.
A proteção catódica de estruturas metálicas é baseada na injeção de
corrente elétrica por meio de duas técnicas: a proteção por anodos
galvânicos (espontânea) e a proteção por corrente impressa (nãoespontânea).
Proteção catódica por anodos galvânicos
Nos sistemas por anodos galvânicos ou de sacrifício, a corrente de proteção
catódica é fornecida pela diferença de potencial que existe entre o anodo
galvânico (alumínio, magnésio ou zinco) e a estrutura metálica de açocarbono, conforme mostra, a seguir, o exemplo da fig. 3.1.
Na proteção catódica de uma estrutura metálica, o fluxo de corrente elétrica
é fornecido pela diferença de potencial entre a superfície metálica a ser
protegida e o anodo, que tem um potencial mais negativo, segundo as
reações eletroquímicas a seguir:
Os anodos empregados na proteção catódica são constituídos de ligas de
alumínio, de magnésio e de zinco. Sua seleção no projeto de proteção
dependerá de vários fatores, sendo mais importantes o custo e a
resistividade ou a condutividade do meio. Os anodos possuem limitações,
os de zinco podem ser utilizados em solos e em água do mar, os de
magnésio, em água doce, e os de alumínio em água do mar.
Além dos oleodutos, os navios (fig. 3.3), as plataformas “offshore” e os
“piers” (fig.3.4) utilizam anodos galvânicos visando à proteção
anticorrosiva.
Os sistemas de anodos galvânicos possuem algumas limitações e
desvantagens, por exemplo, não podem ser utilizados onde existem
correntes parasitas ou de interferência, não permitem uma regulagem da
corrente injetada e os anodos devem ser repostos após o consumo.
Proteção catódica por corrente impressa
Na proteção catódica por corrente impressa, as estruturas metálicas
enterradas recebem a corrente de proteção de uma fonte externa de corrente
ou retificador, instalado na superfície e utilizando um conjunto dispersor de
corrente no eletrólito, constituído por um leito de anodos inertes, conforme
mostra o esquema da fig. 3.5.
A fonte de corrente elétrica, representada por retificador, converte a
corrente alternada de alimentação em corrente contínua e injeta esta
corrente no solo por meio de anodos inertes (fig. 3.6), cuja seleção depende
de vários fatores, como custo, vida útil, condutividade ou resistividade do
meio corrosivo. As reações eletroquímicas envolvidas no processo são:
A tabela 3.1 apresenta alguns destes anodos com a respectiva utilização.
A proteção catódica por corrente impressa é aplicável às estruturas de
médio ou grande porte, localizadas em meios corrosivos de baixa, média e
alta resistividade, sendo projetadas para longo tempo de proteção. Para
garantia da proteção catódica, é fundamental a inspeção continuada do
retificador e da instalação.