MATERIAIS METÁLICOS
DECORREM DA COMBINAÇÃO DE ELEMENTOS METÁLICOS
Alta conductibilidade elétrica e térmica
Grande resistência mecânica, mas bastante deformáveis
DUCTILIDADE
Geralmente LIGADOS com outros elementos
CONSTRUÇÃO: Al, Pb, Zn, cobre, ferro fundido, aços
PUROS OU EM MINÉRIOS
PROPRIEDADES E ENSAIOS DE CARACTERIZAÇÃO
DENSIDADE - MASSA ESPECÍFICA APARENTE
Al
Zn
Fe
Aço
2,70 7,13 7,87 7,85
Latã
o
8,5
Ni
Cu
Pb
Hg
Pt
8,90 8,96 11,34 13,60 21,3
PROPRIEDADES TÉRMICAS E ELÉTRICAS
DILATAÇÃO
COEFICIENTE DE DILATAÇÃO TÉRMICA LINEAR (αL)
Ferro fundido Aço
Fe
Cu Latão
Al
Pb
9
11,3 11,7 17
20
22,5 29
-6
o
-6
[x 10 em / C] (cerâmica-vidro ≅ 9.10 , concreto ≅ 13.10-6)
∆L/L = αL∆T
CARACTERÍSTICAS TÉRMICAS E ELÉTRICAS
Material
Al – Ligas
Cu
Pb
Ag
Aço
Tijolo (cerâmica)
Concreto
Vidro
Polietileno
Madeira
Ar
Conductibilidade térmica
em (kcal.m)/(m2.h.°C)
200
390
35
448
50
0,6
1,5
1,0
0,25
0,1
0,024
Resistividade elétrica
em Ω.m
30-48.10-9
16.10-9
182.10-9
15.10-9
100-700.10-9
1-2.106
1-2.106
1012
1012-1016
2.106 (7%)
1
PROPRIEDADES MECÂNICAS
ENSAIO DE TRAÇÃO
σ = F/S0
⇒
∆L/L0 = [(L´ - L0)/L0]100
ESTRICÇÃO OU INSTABILIDADE PLÁSTICA: [(S0 - S)/S0)]100
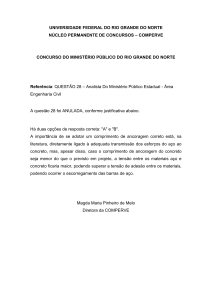
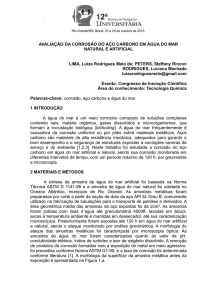
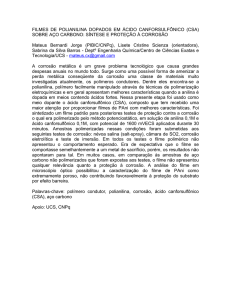
DIAGRAMAS REAIS:
2
CASO DOS AÇOS DOCES (%C < 0,3 %) E METAIS MOLES
- FASE OE (ZONA I) FASE ELÁSTICA
E: limite de elasticidade ou limite de proporcionalidade feH
- FASE EE’ (ZONA II) FASE PLÁSTICA DE ESCOAMENTO
E´: limite de elasticidade convencional ou
tensão de escoamento fy
- FASE E’M (ZONA III) FASE PLÁSTICA DE ENCRUAMENTO
M: limite de resistência fu
- FASE MS (ZONA IV) FASE DE ESTRICÇÃO
S: limite de ruptura
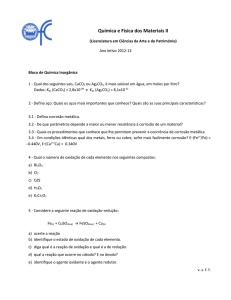
CASO MAIS COMUM (EX. Al, AÇOS %C > 0,4 %)
3
Observação: ductilidade - importância de especificar a base de medida
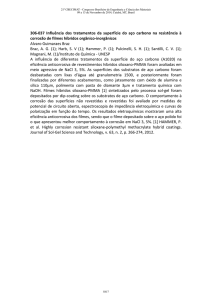
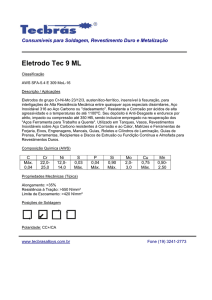
RESISTÊNCIA AO IMPACTO (CHOQUE)
RESISTÊNCIA QUE O METAL OPÕE À RUPTURA SOBRE AÇÃO DE
UMA CARGA DINÂMICA
PÊNDULO DE CHARPY:
4
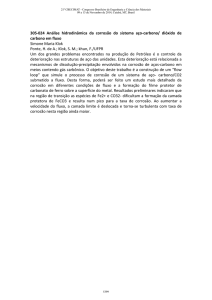
DUREZA
DUREZA BRINELL: MEDIDA DA LARGURA DE UMA MARCA (D)
DEIXADA POR UMA ESFERA DE AÇO TEMPERADO DE DIÂMETRO D
DEPOIS DE APLICAÇÃO DE UMA CARGA ESTABELECIDA F.
MEDIDA DO NÚMERO DE DUREZA:
Material
Dureza Brinell
Aço, ferro fundido
95-500
Cobre, Alumínio (ligas duras)
30-140
Cobre, Alumínio (ligas moles)
15-70
Chumbo
até 30
CORRELAÇÃO DIRETA ENTRE DUREZA E RESISTÊNCIA DENTRO DE
UMA MESMA FAMÍLIA DE METAIS:
5
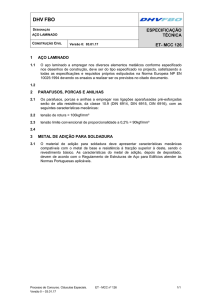
DOBRAMENTO
DOBRAMENTO DE UMA BARRA OU CHAPA EM TORNO DE UM PINO
CILÍNDRICO ATÉ FICAREM PARALELOS ÀS DUAS PONTAS
A AMOSTRA NÃO DEVERÁ ROMPER OU FISSURAR
FADIGA
SOLICITAÇÕES CÍCLICAS
⇓
A RESISTÊNCIA À RUPTURA CAI ABAIXO DO VALOR MEDIDO NO
CASO DA APLICAÇÃO DE UMA CARGA ESTÁTICA
O DECRÉSCIMO DE RESISTÊNCIA É FUNÇÃO DO NÚMERO DE
CICLOS E DO NÍVEL DAS TENSÕES
AÇOS Limite de resistência à fadiga = 0,4-0,55 X (Tensão de ruptura)
6
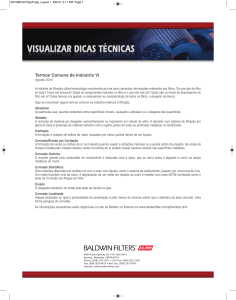
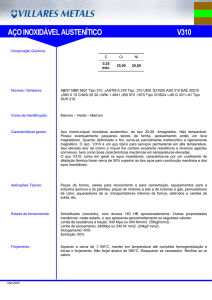
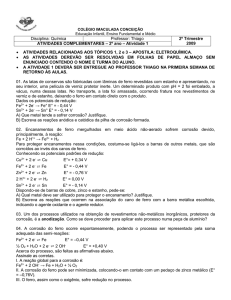
COMPORTAMENTO AO FOGO
Tensão (MPa)
Deformação (%)
PARA UMA ESTRUTURA OU UM ELEMENTO DE ESTRUTURA, É
PRECISO CONHECER:
A TEMPERATURA CRITICA ACIMA DA QUAL O ELEMENTO NÃO
PODE MAIS PREENCHER SUA FUNÇÃO
500 OC PARA OS AÇOS
Tensão limite de escoamento (%)
Temperatura em oC
O TEMPO NECESSÁRIO PARA QUE O ELEMENTO ATINJA A
TEMPERATURA CRITICA QUE DEPENDE:
(i)
da relação entre a superfície exposta ao fluxo térmico e o
volume de metal a ser aquecido por unidade de comprimento
(ii) do grau de proteção térmica
7
PROTEÇÃO CONTRA O FOGO
TÉCNICA CONSTRUTIVA ADEQUADA: subdivisão do edifício em
compartimentos resistentes ao fogo, espaços cercados por elementos
de contorno (paredes, pisos, teto) com resistência mínima ao fogo
RETARDAR O AQUECIMENTO DO METAL:
- Tinta intumescente
- Produtos projetados: fibras minerais, gesso, etc.
- Produtos em placas: fibras minerais, gesso, etc.
Exemplo:
Espessura da proteção (mm) p/
uma estabilidade ao fogo de:
Viga em I
½h 1h 1h½ 2h
Proteção por fibras minerais projetadas
10
23
35
48
Por placas de gesso
10
20
35
48
PROCESSOS DE CONFORMAÇÃO
PROCESSOS DE MOLDAGEM DO LINGOTE PARA OBTENÇÃO DE
FIOS, BARRAS, PERFIS ESPECIAIS, CHAPAS, TUBOS, ETC.
(1) EXTRUSÃO
(2) LAMINAÇÃO
(3) TREFILAÇÃO
8
(4) FUNDIÇÃO
(5) FORJAMENTO
(6) ESTAMPAGEM
(7) SOLDAGEM: PARA JUNTAR AS PEÇAS
POR PRESSÃO
↓
Peças aquecidas até o estado pastoso e ao mesmo tempo são
comprimidas entre si por compressão ou por martelamento
EM DESUSO
POR FUSÃO (CALDEAMENTO)
↓
Fusão local das peças ou fusão de um metal ou liga introduzido (metal
de adição) entre as duas peças a soldar (metal de base)
* SOLDAGEM AUTOGENA
METAL DE ADIÇÃO ≅ METAL DE BASE
⇒ INTERPENETRAÇÃO DO METAL DE BASE COM A SOLDA
9
* BRASAGEM
↓
TEMP. FUSÃO METAL DE ADIÇÃO < TEMP. FUSÃO METAL DE BASE
↓
SOLDAGEM CAPILAR
BRASAGEM “SIMPLES”
TEMP. FUSÃO METAL DE ADIÇÃO < TEMP. FUSÃO METAL DE BASE
+ TEMP. FUSÃO METAL DE ADIÇÃO < 500 OC
BRASASOLDAGEM
TEMP. FUSÃO METAL DE ADIÇÃO < TEMP. FUSÃO METAL DE BASE
+ TEMP. FUSÃO METAL DE ADIÇÃO > 500 oC
* AÇOS LAMINADOS: soldagem autogena
* TUBOS DE COBRE:
- Brasagem “simples” (Ex.: liga chumbo-estanho) ou
- Brasasoldagem com solda forte (Ex.: ligas Ag-Zn-Cu-Cd, Cu-P, Cu-Zn)
* TUBOS DE AÇO GALVANIZADO:
Processo misto de brasagem e soldagem autogena do zinco (Ex., solda
á base de uma liga cobre-zinco - temperatura de fusão 370-400oC)
O zinco se vaporiza em volta de 900oC PERIGO
TUBOS COM COSTURA
10
CORROSÃO (OXIDAÇÃO)
TRANSFORMAÇÃO NÃO INTENCIONAL DE UMA METAL, A PARTIR DE
SUAS SUPERFÍCIES EXPOSTAS, EM COMPOSTOS NÃO ADERENTES,
SOLÚVEIS OU DISPERSÁVEIS NO AMBIENTE EM QUE O METAL SE
ENCONTRA
RETORNO DO METAL À SUA FORMA MAIS ESTÁVEL EM
PRESENÇA DO OXIGÊNIO
Ex: FERRO Fe2O3(H2O)n óxido férrico hidratado (ferrugem) que:
- Tem maior volume em relação ao ferro metálico
- Não apresenta grande adesão e coesão com o ferro original
- Se solta facilmente na forma de pó ou escamas
PROCESSO DA CORROSÃO
↓
O metal dá elétrons a alguma substância oxidante existente no meio
ambiente (O, H, H2O, H2S, etc.) formando óxidos, hidróxidos, sais, etc.
TIPOS BÁSICOS DE CORROSÃO:
- CORROSÃO QUÍMICA: os elétrons perdidos pelo metal se combinam
no mesmo lugar onde são produzidos
- CORROSÃO ELETROQUÍMICA: elementos são liberados num local e
captados noutro; há FORMAÇÃO DE UM CIRCUITO GALVÂNICO.
11
CORROSÃO QUÍMICA (OXIDAÇÃO SECA)
PROCESSO: AÇÃO DO OXIGÊNIO DO AR SOBRE UM METAL:
Metal dá elétrons segundo:
M → M2+ + 2e-
cátion (anodo)
Oxigênio recebe elétrons segundo:
O + 2e- → O2-
ânion (catodo)
M2+ + O2- → MO
(óxido)
VELOCIDADE DE OXIDAÇÃO vai depender:
- da velocidade de reação metal-oxigênio
- da temperatura,
- da espessura e estrutura da "pele" de óxido
- ÓXIDOS QUE OCUPAM MENOS VOLUME do que o metal que deu
origem e que são frágeis, vão fissurar e partir deixando exposto o metal
para outra ação do oxigênio
- ÓXIDOS QUE OCUPAM MAIS VOLUME do que o metal que deu origem
vão enrugar e afastar-se rapidamente, expondo o metal (Ex.: Fe)
- ÓXIDOS COM MESMO VOLUME do que o metal que deu origem
podem formar filmes que, se são aderentes, vão agir como barreira
impedindo o prosseguimento da oxidação (Ex.: Al, Cr, Ni)
12
CORROSÃO ELETROQUÍMICA (CORROSÃO ÚMIDA)
OCORRE EM AMBIENTES ÚMIDOS (vapor de água)
PRINCIPAL AGENTE CAUSADOR: ELETRÓLITO
Líquido condutor de eletricidade
(íons: sais, ácidos, bases e gases dissolvidos em água)
Ex.: dois eletrodos do mesmo metal
PILHAS GALVÂNICAS: 2 metais diferentes em contato
Aparece uma DIFERENÇA DE POTENCIAL:
Eletrodo de zinco: anodo - dissolução do metal (corrosão):
Zn → Zn2+ + 2eEletrodo de cobre: catodo - não será dissolvido (passivação):
Cu ← Cu2+ + 2e- ( ou 2H2O + 2e- → H2↑ + 2OH-)
13
POTENCIAIS DE ELETRODOS:
2 METAIS DIFERENTES EM CONTATO + ELETRÓLITO: O DE MAIOR
POTENCIAL (CATÓDICO) TENDE EM PROVOCAR A CORROSÃO DO
METAL DE MENOR POTENCIAL (ANÓDICO)
OBSERVAÇÕES:
Velocidade de corrosão = f(diferença entre os potenciais)
Potenciais de eletrodos = f(natureza do eletrólito)
SERIES GALVÁNICAS PARA LIGAS:
14
(1) CÉLULAS DE COMPOSIÇÃO: É QUANDO TEM DOIS METAIS
DIFERENTES EM CONTATO
Chapa aço galvanizado com porca e parafuso de aço inoxidável ⇒
Corrosão do aço galvanizado
Solda de chumbo-estanho em torno de arame de cobre
⇒ Corrosão da solda
Tubo de cobre com tubo de aço galvanizado ⇒ Corrosão do aço
(2) CÉLULAS DE TENSÃO: SE FORMA ENTRE ZONAS DO MESMO
METAL QUE SOFRERAM TENSÕES MECÂNICAS DIFERENTES
ÂNODO (CORROSÃO): NAS ZONAS TENSIONADAS
Ex: zonas ao redor dos rebites, zonas fortemente amassadas, chapas
dobradas
15
(3) CÉLULAS DE CONCENTRAÇÃO: OCORRE QUANDO HÁ UMA
DIFERENÇA DE COMPOSIÇÃO LOCALIZADA NO PRÓPRIO
ELETRÓLITO.
ÁREAS ONDE A CONCENTRAÇÃO SUPERFICIAL EM OXIGÊNIO É
MENOR SOFRERÃO CORROSÃO E DISSOLUÇÃO ANÓDICA:
Reação catódica: 2H2O + O2 + 4e- → 4(OH)Reação anódica: M → Mn+ + neExemplos:
PROTEÇÃO CONTRA CORROSÃO
Eliminação da corrosão só será possível com a ausência do eletrólito
Eliminar a umidade: complicado !
MAS É POSSÍVEL MINIMIZAR A CORROSÃO
IMPEDIMENTO DE PARES GALVÂNICAS
→ Limitar os projetos a um só metal
→ Isolar elétricamente metais de composições diferentes
→ Uso de aços inoxidáveis
16
REVESTIMENTOS PROTETORES
Isolar o metal do eletrólito
→ Camada protetora com materiais orgânicos (óleos, tintas, PVC, manta
etc.)
Limitação: comportamento e durabilidade da camada em serviço
→ Camada protetora com metais: aplicada por imersão a quente ou por
um processo eletroquímico
- COBRE, ESTANHO, NÍQUEL, MAS atenção aos arranhões:
- ZINCO: é a galvanização
→ Camada protetora com materiais cerâmicos (Ex.: esmaltes vítreos)
→ Passivação: formação de uma camada protetora de óxido na
superfície do metal
Ex:
Camada de Al2O3 sobre o alumínio (anodização)
Camada de Cr2O3 sobre o aço inoxidável
17
PROTEÇÃO GALVÂNICA
Uso dos próprios mecanismos da corrosão com finalidades
protetoras
→ Fornecer elétrons extras ao metal p/ torná-lo cátodo
(1) PROTEÇÃO POR ÂNODO DE SACRIFÍCIO (OU PROTEÇÃO
CATÓDICA)
→ Criação de uma pilha “ligando” o metal que deve ser protegido com
um metal de potencial eletroquímico inferior.
* AÇO GALVANIZADO OU ZINCADO: aço revestido por camada de zinco
PROTEÇÃO MECÂNICA + PROTEÇÃO ELETROQUÍMICA
* OUTROS EXEMPLOS DE APLICAÇÃO DO CONCEITO DE ÂNODO DE
SACRIFÍCIO EM ENGENHARIA:
18
(2) PROTEÇÃO POR APLICAÇÃO DE UMA TENSÃO ELÉTRICA
→ Fornecer elétrons no metal que se torna cátodo
AMBIENTE E DESIGN
AMBIENTE: RESPONSÁVEL PELA FORMAÇÃO DO ELETRÓLITO
GRAU DE AGRESSIVIDADE AMBIENTE DE APLICAÇÃO
- AMBIENTES RURAIS E POUCO AGRESSIVOS (região pouca
industrializada): o ferro ao ar puro, mesmo úmido, terá uma baixa
velocidade de corrosão.
- AMBIENTES POLUÍDOS (áreas urbanas e industrializadas): anidrido
sulfuroso (SO2), ácidos e alcalis, poeira se dissolvem na água formando
os íons do eletrólito.
- AMBIENTES MARINHOS: sais dissolvidos (NaCl): eletrólitos fortes.
DESIGN adequado pode evitar a exposição das peças a umidade e (ou)
permitir que elas sequem rapidamente depois de molhadas.
Exemplos:
- MATERIAIS POROSOS (retentores de água) não devem entrar em contato
com os metais
- JUNTAS: desenhadas p/ evitar a formação de canais retentivos de água:
19
CORROSÃO DO AÇO NO CONCRETO
CORROSÃO DO FERRO EM PRESENÇA DE UM ELETRÓLITO:
No ânodo:
No cátodo:
Perto da superfície:
Seguido por:
2Fe → 2Fe2+ + 4e4e- + O2 + 2H2O → 4(OH)2Fe2+ + 4(OH)- → 2Fe(OH)2
Hidróxido ferroso
4Fe(OH)2 + O2 → 2Fe2O3.H2O + H2O
Hidróxido férrico (ferrugem)
PASSIVAÇÃO DO AÇO NO CONCRETO
→Eletrólito (água dos poros): altamente alcalina (pH = 12-13)
→Deposição de um filme fino e aderente de óxido Fe3O4
→Proteção para o aço
CORROSÃO DO AÇO NO CONCRETO
→Quando a camada passivante de Fe3O4 é destruída
→Diminuição da alcalinidade da água dos poros do concreto
→Carbonatação ou (e) por ataque dos cloretos
20
PROCESSO
→Carbonatação e (ou) cloretos formam uma “frente” (diminuindo a
alcalinidade do cimento) que vai penetrando aos pouco o concreto até
atingir a armadura:
→Criação das condições ideais para a corrosão do aço
→Formação da ferrugem (Fe2O3) que ocupa um volume entre 2 e 3 vezes
maior do que o aço original.
→Criam-se tensões mecânicas de tração no concreto aliviadas pela
formação de fissuras e fragmentação do concreto em volta do aço;
estas fissuras vão aumentar a penetração de CO 2 e dos cloretos e
acelerar a corrosão...
VELOCIDADE DE CORROSÃO DO AÇO NO CONCRETO depende de:
- Grau de saturação do concreto
- Porosidade e permeabilidade = F(formulação, cura, tipo de cimento)
- Taxa de CO2 no ambiente
VELOCIDADE DE CORROSÃO pode ser diminuída com:
- Cobrimento adequado
- Formulação (pouzolanas, filler) e cura do concreto
- Adição de inibidores de corrosão (Ex: CaNO 3 inibe a ação dos
cloretos)
- Uso de aço inox ou aço revestido por uma camada protetora (Ex.:
revestimento epóxi, galvanização)
- Aplicação de uma camada protetora no concreto (Ex: tinta, reboco)
- Proteção por aplicação de uma tensão elétrica
- Proteção por eletrodo de sacrifício
- Usar outros materiais de reforço (Ex: carbono)
21
PRODUTOS SIDERÚRGICOS
FERRO E SUAS LIGAS (Fe-C)
- ALTO MÓDULO DE ELASTICIDADE grandes vãos
- ALTA RESISTÊNCIA (tensão de escoamento) em relação ao peso
- BOA DUCTILIDADE conformação
- BOA SOLDABILIDADE ligações
- “DURABILIDADE” quando devidamente protegido contra a corrosão
- puro ou em ligas vigas, trilhos, esquadrias, coberturas, painéis, grades...
- por seus compostos na indústria de tintas (pigmentos de óxido de ferro)
- para reforçar outros materiais (Ex.: concreto armado)
FABRICAÇÃO DOS PRODUTOS SIDERURGICOS
22
ESTRUTURA DOS AÇOS
- Aço ultradoce
- Aço doce
- Aço semiduro
- Aço duro
- Aço superduro
- Aço ao carbono
0,05 < % C < 0,15
0,15 < % C < 0,30
0,30 < % C < 0,60
0,60 < % C < 0,75
0,75 < % C < 1,20
1,20 < % C < 1,70
Peças estruturais, pregos
Peças estruturais, pregos
Trilhos, peças forjadas
Ferramentas
Ferramentas
Peças especiais
AÇOS DE CONSTRUÇÃO AÇOS DOCES
RESERVA PLÁSTICA DE SEGURANÇA: graça à ductilidade do aço doce,
as estruturas metálicas terão a faculdade de equilibrar as zonas de
tensões pela “adaptação plástica” sem risco de ruptura sem aviso
AÇO ESTRUTURAL TÍPICO (Ex.: ASTM A36):
σescoamento mínima
250 MPa
σresistência mínima
400-550 MPa
LIGAS DE AÇO
Associação propositada (superficial ou profunda) do aço com outros
elementos para modificar uma(s) característica(s) do aço original
TRATAMENTOS DOS AÇOS
Modificar algumas características do metal ou anular tensões internas
criadas durante a fabricação do produto
TÉRMICOS, MECÂNICOS, QUÍMICOS
23
CRITÉRIOS DE ESCOLHA DE AÇOS PARA ESTRUTURAS METÁLICAS
24
APLICAÇÕES DOS PRODUTOS SIDERÚRGICOS
PRODUTOS PLANOS FOLHAS METÁLICAS
# FOLHAS METÁLICAS: espessura entre 0,15 e 0,45 mm
# CHAPAS (CHAPAS PRETAS)
Grossas 6,00<mm<152
Finas (chapas ou bobinas) 0,30<mm< 6,00
# CHAPAS GALVANIZADAS E ELETROGALVANIZADAS
(1) CHAPAS GALVANIZADAS (A FOGO OU ZINCAGEM A QUENTE
460oC)
A DURABILIDADE é função da espessura da camada de Zn
100-610 g/m² (14-85 µm) e do ambiente
25
(2) CHAPAS ELETROGALVANIZADAS (ELETROLISE)
Processo menos eficiente que a imersão a quente: 20-140 g/m2
APLICAÇÕES: indústria automobilística, eletrodoméstico, coberturas,
canais p/ condução, dutos e aparelhos p/ ar condicionado, etc.
TELHAS E PANEIS
CHAPAS GALVANIZADAS SIMPLES OU DUPLAS
PERFIS
AÇOS LAMINADOS, DOBRADOS OU SOLDADOS
Perfis ocos
Perfis laminados
Vigas reconstituídas soldadas
Vigas I e U
Vigas H
26
TUBOS E CONEXÕES
(1) TUBOS DE FERRO FUNDIDO MALEÁVEL (DÚCTIL)
- Com revestimento interno (tinta epóxi ou betuminosa, cimento) e
externo (pintura antiferruginosa); podem ser galvanizados
- Ligações rosqueadas, de ponta e bolsa ou com flanges (a soldagem do
ferro fundido é difícil)
Canalizações, adutoras de água; redes urbanas de distribuição de água
potável; canalização de esgoto urbano;
(2) TUBOS DE AÇO PRETO E AÇO GALVANIZADO
- Ligações rosqueadas ou soldáveis
- Canalizações, adutoras e subadutoras de água; redes urbanas de
distribuição de água potável
Corrosão do aço preto (prever revestimento de proteção)
- Condução de vapor, ar comprimido, óleo, gás e fluidos não corrosivos
- Eletrodutos (pode ser esmaltado para isolação elétrica)
- Aços galvanizados podem conduzir água quente mas T oC < 60oC e
sempre com material isolante externo
RAIO DE CURVATURA DO DOBRAMENTO
- TUBOS ENTERRADOS REVESTIMENTO EXTERNO DE PROTEÇÃO
27
CONEXÕES: ROSQUEADAS OU SOLDÁVEIS
CONECTORES PARA MADEIRA (AÇO GALVANIZADO OU INOX)
Conectores de anel com pega denteada
Chapa estampada (uso como tala lateral)
28
Exemplos de placas perfuradas para conexões pregadas
AÇOS PARA CONCRETO ARMADO
CLASSIFICAÇÃO
(1) DE ACORDO COM A APRESENTAÇÃO
* BARRAS: segmentos retos com comprimento entre 10 e 12 m;
diâmetros em mm: 5; 6,3; 8; 10; 12,5; 16; 20; 25; 32; 40
* FIOS:
elementos de diâmetro nominal < 12 mm; em rolos
diâmetros em mm: 3,2; 4,5; 6,3; 8; 10; 12
(2) DE ACORDO COM O PROCESSO DE FABRICAÇÃO
* AÇOS DE DUREZA NATURAL laminados a quente que não sofrem
tratamento após a laminação: acentuado patamar de escoamento
grandes deformações (10-15 %)
boa soldabilidade
* AÇOS ENCRUADOS A FRIO: aços de dureza natural cuja resistência foi
aumentada por tração (trefilação) ou por torção
AÇOS COM SALIÊNCIAS
29
(3) DE ACORDO COM AS CARACTERÍSTICAS MECÂNICAS (EB-3)
“CA 24 A”
Categori
a
Tensão de
escoament
o mínima
TE kgf/mm2
Tensão
de ruptura
min. TR
kgf/mm2
“CA 50 B”
Alongamento
em 10 ∅
mínimo
Dobramento:
∅ do pino
(ângulo 180o)
(1)
(2)
Coeficien
te de
aderênci
a mín. η
Distintivo
da
categoria.
Cor (3)
CA-24
24
1,5 TE
18 %
1,0
1∅
2∅
CA-32
32
1,3 TE
14 %
1,0
verde
2∅
3∅
CA-40
40
1,1 TE
10 %
1,2
vermelha
3∅
4∅
CA-50
50
1,1 TE
8%
1,5
branca
4∅
5∅
CA-60
60
1,1 TE
7%
1,8
azul
5∅
6∅
(1): para barras com ∅ < 25 mm
(2): para barras com ∅ ≥ 25 mm
(3): pintura numa extremidade das barras ou nas duas extremidades dos fios
ADERÊNCIA η Relação de aderência do concreto ao aço,
considerando-se η = 1 a aderência de uma barra perfeitamente lisa
η = ai/ai’
IMPORTÂNCIA DA ADERÊNCIA ENTRE O AÇO E O CONCRETO
Aderência ruim
Boa aderência
30
ARAMES E TELAS
ARAMES
Finos fios de aço laminado, galvanizado ou não; 3 < ∅ mm < 10
ARAME RECOZIDO OU QUEIMADO:
Arame destemperado usado para amarar as barras de armadura
de concreto armado com ∅ de 1,65 mm e 1,24 mm
TELAS Malhas fortes de arame; caracterizadas pela bitola do arame
usado e pela abertura da malha
TELAS COM NÓS SOLDADOS usam geralmente os aços CA-50B (∅ > 10
mm) ou CA-60 (3 < ∅ mm < 9); paneis ou rolos:
EXEMPLO DE DESIGNAÇÃO PARA AÇO CA-60
- TELAS QUADRADAS: “Q 138”
“Q”: igual armadura nas duas direções
“138”: área de aço por metro linear em cada direção: 1,38 cm2/m.
31
- TELAS LONGITUDINAIS: “L 159”
“L”: a armadura maior é no sentido da maior dimensão do painel
“159”: principal área de aço por metro linear
- TELAS TRANSVERSAIS: “T 92”
“T”: a armadura maior é no sentido da menor dimensão do painel
“92”: principal área de aço por metro linear
32
33
METAIS NÃO-FERROSOS
O emprego de metais não-ferrosos se restringe aos casos em que se
necessita aproveitar alguma de suas propriedades características
- Resistência à corrosão
- Pequenas densidades
- Propriedades elétricas e magnéticas
- Fusibilidade
- Características especiais de resistência e ductilidade.
ALUMÍNIO
-
Boa resistência mecânica
Bastante leve
“Não sofre corrosão”
Excelente aspecto estético
Pode ser infinitamente reciclado
Alto grau de reflexividade das radiações solares
PROPRIEDADES
- MASSA ESPECÍFICA ≅ 2,7 g/cm3
- MÓDULO DE ELASTICIDADE: 70 GPa
- RESISTÊNCIA À TRAÇÃO: 75 (puro) até 400 MPa (liga ou/e temperado)
- “RESISTENTE À CORROSÃO”: ao ar livre, cobre-se imediatamente de
uma camada de óxido que protege o núcleo.
- Alta CONDUCTIBILIDADE TÉRMICA E ELÉTRICA
- COEFICIENTE DE EXPANSÃO TÉRMICA: 23.10-6 /oC-1
FABRICAÇÃO
MINÉRIO BAUXITA (Al2O3)
LAMINADOS: lâminas (espessura < 6 mm), chapas lisas, lavradas ou
perfuradas:
EXTRUDADOS a quente (400 - 500oC): barras; tubos; perfis com formas
mais complexas:
34
LIGAS
Ligar o alumínio com outros metais pode permitir um aumento da
resistência mecânica, mas em contrapartida pode ocorrer uma
diminuição da resistência a corrosão e condutividade elétrica.
TRATAMENTOS
MODIFICAR O ASPECTO DA SUPERFÍCIE E PROTEGER CONTRA
CORROSÃO
ACABAMENTO MECÂNICO
Para alterar a textura ou polimento liso inicial
POLIMENTO QUÍMICO
Para aumentar brilho e reflexão (antes da anodização)
ELETRODEPOSIÇÃO
Acabamento superficial com um metal mais nobre: cromo,
níquel, cobre, zinco, prata ou ouro
ANODIZAÇÃO
Processo que permite aumentar a espessura da camada natural
de Al2O3 que protege contra corrosão
35
Controlando o eletrólito, a anodização pode ser fosca ou brilhante ou (e)
colorida usando sais (bronze, vinho, dourado, preto).
A ESPESSURA DA CAMADA ANODIZADA DEPENDE DO AMBIENTE DE
EMPREGO
CLASSE
A13
A18
A23
AGRESSIVIDADE
Média
Alta
Altíssima
AMBIENTE
rural / urbano
marinho
industrial
CAMADA
11 a 15 µm
16 a 20 µm
21 a 25 µm
CUIDADOS COM A SUPERFÍCIE ANODIZADA
* EVITAR OS ATAQUES CORROSIVOS com ácido muriático, ácido
oxálico, soda cáustica, cal, cimento e abrasivos como argamassa,
gesso, poeiras, lixas, escovas de aço, etc.
* O MANUSEIO sempre em bancadas limpas e forradas, protegendo
devidamente os perfis contra elementos pontiagudos do tipo chaves de
fenda, estiletes, facas, etc.
* PARA MELHOR PROTEÇÃO DA SUPERFÍCIE E IMPEDIMENTO DOS
ATAQUES FÍSICOS ou químicos é recomendável o uso de graxas inertes
ou vaselina, filmes de polietileno removível ou sacos plásticos.
* A LIMPEZA deve ser feita sempre com pano macio, esponja ou algodão
embebido em álcool ou detergente neutro diluídos em água morna.
SOB HIPÓTESE ALGUMA USAR LAVAGEM ÁCIDA, ALCALINA OU
ABRASIVA
36
EMPREGO
CABOS E FIOS PARA TRANSMISSÃO DE ENERGIA ELÉTRICA,
COBERTURAS, REVESTIMENTOS, ESQUADRIAS, GUARNIÇÕES,
ELEMENTOS DE LIGAÇÃO, LUMINÁRIAS, PERSIANAS, ETC.
PRECAUÇÕES:
- EVITAR CONTATO DIRETO COM OUTROS METAIS
RISCO DE CORROSÃO
- DOBRAGENS: GRANDES RAIOS DE CURVATURA
RISCO DE FENDILHAMENTO
(1) CHAPAS (6,5-140 mm) e LÂMINAS (0,3-6,5 mm)
(2) ELEMENTOS DE LIGAÇÃO
(3) FOLHAS
(4) EXTRUDADOS
(5) FIOS E CABOS CONDUTORES
(6) FUNDIDOS E FORJADOS
(7) EM PÓ
COBRE E LIGAS
O COBRE é normalmente usado em sua forma PURA
GRANDE VARIEDADE DE LIGAS (latões, bronzes)
Maior dureza, resistência a corrosão, resistência mecânica,
usinabilidade ou obter uma cor especial p/ combinar com certas
aplicações
MINÉRIOS: calcosina e calcopirita (sulfatos), cuprita (óxido), etc.
ALGUMAS CARACTERÍSTICAS
3
Densidade g/cm
Mód. de elasticidade GPa
Tensão escoamento MPa
Limite de resistência MPa
Ductilidade % BM 50 mm
Coeficiente de Poisson
Conduct. Elét. (Ω-m)-1 106
Conduct. térmica W/m-K
Coef. exp. térmica /oC-1 10-6
Cobre (99,95%)
8,94
110
70
220
45
0,35
58
400
16,5
Latão 70Cu-30Zn
8,53
110
75
300
68
0,35
16
120
20
Bronze 92Cu-8Sn
8,80
110
152
380
70
0,35
7,5
62
18,2
COBRE PURO: boa resistência à corrosão no ar seco; no ar úmido e
em presença de CO2, ele se reveste de uma camada de carbonato
FABRICAÇÃO:
Fundição, laminação (quente ou frio), extrusão, estampagem
37
PRINCIPAIS EMPREGOS DO COBRE
- Em INSTALAÇÕES ELÉTRICAS como condutor
- Em INSTALAÇÕES DE ÁGUA QUENTE (com isolamento) e fria, gás,
refrigeração, ar condicionado, coberturas, redes de esgotos e pluviais...
Mas deve ser evitado o contato com outros metais (usar um isolamento)
- ELEMENTO DECORATIVO, PAREDES DIVISÓRIAS, TELHAS
PRINCIPAIS LIGAS DE COBRE
* LATÕES: COBRE MAIS ENTRE 5 E 45 % DE ZINCO
Material dúctil e maleável;
resistência e dureza mas conductividade térmica e elétrica
FERRAGENS: TORNEIRAS, TUBOS, FECHADURAS, ETC.
* BRONZES: COBRE MAIS ENTRE 5 E 20 % DE ESTANHO
tensão limite de escoamento e resistência
Boa resistência à corrosão.
FERRAGENS (TUBOS FLEXÍVEIS, TORNEIRAS, BUCHAS), VÁLVULAS,
ORNATOS, ETC.
ZINCO
MINÉRIOS: blende (sulfato), calamina (silicato) e smithsonita (carbonato)
DENSIDADE 7,2 g/cm3
LIM. RESISTÊNCIA TRAÇÃO 170 MPa
LIM. ELASTICIDADE 25 MPa
No ar úmido se forma uma camada de óxido que protege o metal, mas
atacado por ácidos
Usado para PROTEGER OUTROS METAIS GALVANIZAÇÃO
Chapas lisas ou onduladas (revestimento de cobertura)
Calhas e tubos condutores de fluidos
CHUMBO
PRINCIPAL MINÉRIO: sulfeto de chumbo (galena)
É o MAIS MOLE DOS METAIS PESADOS
DENSIDADE 11,3 g/cm3
LIM. RESISTÊNCIA TRAÇÃO 14 MPa
LIM. ELASTICIDADE 4 MPa
MODULO DE ELASTICIDADE 17 GPa
DUREZA muito baixa
ALTA RESISTÊNCIA À CORROSÃO: forma uma camada protetora de
hidrocarboneto de chumbo MAS ALTAMENTE TÓXICO
Tubos e artefatos para canalizações mas não usar em canalizações
para água corrente devido à toxicidade do hidrocarboneto de chumbo
ABSORVENTE DE CHOQUE, VIBRAÇÕES E DE RAIOS-X
Usado antigamente na composição das TINTAS, mas PERIGOSO
Baterias para automóveis
38
ESTANHO
PRINCIPAL MINÉRIO: CASSITERITA
DENSIDADE 7,3 g/cm3
Usado p/ formar ligas, p/ proteção superficial de outros metais e na
composição da solda de encanador (2/3 Pb - 1/3 Sn) que funde a 240oC
TITÁNIO
DENSIDADE 4,5 g/cm3
LIMITE DE RESISTÊNCIA 330 MPa;
LIMITE DE ESCOAMENTO 240 MPa
MÓDULO DE ELASTICIDADE 107 GPa;
DUCTILIDADE 30 %
ALTA RESISTÊNCIA À CORROSÃO MAS SOLDAGEM DIFÍCIL
CARO...
39