1
UNIVERSIDADE DO VALE DO RIO DOS SINOS – UNISINOS
PROGRAMA DE PÓS-GRADUAÇÃO EM ADMINISTRAÇÃO
NÍVEL MESTRADO
MARCELO KLIPPEL
ESTRATÉGIA DE PRODUÇÃO EM EMPRESAS COM LINHAS DE
PRODUTOS DIFERENCIADAS – UM ESTUDO DE CASO
São Leopoldo
2005
UNIVERSIDADE DO VALE DO RIO DOS SINOS – UNISINOS
PROGRAMA DE PÓS-GRADUAÇÃO EM ADMINISTRAÇÃO
NÍVEL MESTRADO
MARCELO KLIPPEL
ESTRATÉGIA DE PRODUÇÃO EM EMPRESAS COM LINHAS DE
PRODUTOS DIFERENCIADAS – UM ESTUDO DE CASO
Dissertação apresentada ao Programa de PósGraduação em Administração da Universidade
do Vale do Rio dos Sinos – UNISINOS, como
requisito parcial para a obtenção do título de
Mestre em Administração.
Orientador: José Antonio Valle Antunes Júnior
Co-orientador: Ely Laureano Paiva
São Leopoldo
2005
Dissertação “Estratégia de Produção em Empresas com Linhas de Produtos Diferenciadas –
Um Estudo de Caso”, apresentada ao Programa de Pós-Graduação em Administração – Nível
Mestrado da Universidade do Vale do Rio dos Sinos pelo aluno Marcelo Klippel, e aprovada
em 29/03/2005, pela Banca Examinadora.
________________________________________________
Prof. Dr. José Antônio Valle Antunes Júnior - Orientador
Universidade do Vale do Rio dos Sinos - UNISINOS
________________________________________________
Prof. Dr. Ely Laureano Paiva – Co-Orientador
Universidade do Vale do Rio dos Sinos - UNISINOS
Visto e permitida a impressão
São Leopoldo,
_______________________________________
Prof. Dr. Ely Laureano Paiva
Coordenador Executivo PPG em Administração
Dedico este trabalho às quatro pessoas mais importantes da minha vida:
meu pai Altair, minha mãe Núbia,
minha irmã Cristiane e minha futura esposa Paula.
Agradeço a estas pessoas, que eu tanto amo,
por toda a compreensão, paciência, carinho, amor,
apoio e motivação dispensados ao longo da minha vida.
AGRADECIMENTOS
Para o desenvolvimento desta dissertação de mestrado, foi necessário percorrer um longo
percurso, envolvendo muitas pessoas direta ou indiretamente. Uma dissertação de mestrado
extrapola as fronteiras acadêmicas, compreendendo tanto os profissionais envolvidas da
Empresa estudada como os próprios familiares, amigos e colegas de trabalho. Portanto,
gostaria de a todas as pessoas que contribuíram de alguma forma para a elaboração da
presente dissertação:
Ao Prof. Dr. José Antonio Valle Antunes Jr. pela sua fundamental orientação e
principalmente pela amizade, não apenas durante a elaboração deste trabalho, mas também
dispensada no decorrer da minha formação pessoal e profissional.
Ao Prof. Dr. Ely Laureano Paiva, pela sua atividade de co-orientação e importantes
contribuições para enriquecimento desta pesquisa.
Ao Prof. Dr. Adriano Proença pelas significativas contribuições na análise e exame desta
dissertação. Aos Professores Dr. Heitor Hexsel e Achyles Barcelos pela análise e participação
na defesa desta dissertação.
Aos amigos e agora sócios Flávio Pizzato, Luis Henrique Rodrigues, Ivan De Pellegrin,
Roberto Alvarez, Ricardo Cassel, Guilherme Vaccaro, Fabian Becker, Rafael Jorge, Mari e
André, pela amizade e motivação, e principalmente pela compreensão tanto pessoal como
profissional para viabilizar a conclusão deste trabalho.
Ao corpo docente do Programa de Pós-Graduação em Administração de Empresas pela
Universidade do Vale do Rio dos Sinos pela ampliação dos meus conhecimentos.
À empresa RANDON Implementos, em especial para Celso Catarina pela oportunidade
proporcionada e para Marco Antonio Camargo, Jussara Picinini e Rogério De Miranda, pela
atenção e auxílio na abertura de “portas” e pela busca por dados e informações para a
pesquisa.
Aos demais profissionais da RANDON Implementos que contribuíram de alguma forma para
o desenvolvimento deste trabalho: Fontana, Rocha, Clademir, Jaime, Salib, Basso, Sasset,
Alexandre Guerra, Artêmio, Buffon, Celso, Juliano, Jones, César, Flávio, Claudinei, Iran,
Fábio Tronca, Alex Mattos, Deomédes, Rudimar, Claude, Tedesco, Rafael Todero, Daniel
Basso, Enivaldo Borges, Alexandre Appio, João Henrique, Ângelo Lunardi, Leandro Bertin,
Edson Klipel, Viviane Dambros, Carlos Wanderlei, Odair Padilha, Gerson Gazzola e
Fernanda Godolfim.
Às secretárias do PPGA da UNISINOS, em especial à Ana Zilles, pela atenção e sempre
prontidão em nos auxiliar na solução dos problemas e imprevistos.
Aos colegas de mestrado com os quais tive o prazer de conviver durante estes dois anos e
fazer novos amigos: Koetz, Guilherme, Carmen, Lacerda, Puffal, Denise, Eliane, Fabrício,
Fernanda, Flávio, Gabriela, Heitor, Josué, Júlio, Schneider, Maldaner, Marlom, Rafa, Raul,
Brandão, Robinson, Ronaldo, Tétis, Vilmar.
Aos colegas de trabalho, que de alguma forma contribuíram para a ampliação e
desenvolvimento dos conhecimentos e pelo apoio e motivação: Elias, Adenilton (Kalunga),
Cristiano Valer (Bitoca), Ariel (Moita), Aline, Paulinha, Katya, Oscar (Popeye), Thiaguinho
(Pendengas), Paulo (Xera), Ezequiel, Diego, Rodrigo Pinto, Felipe Menezes, Ricardo
(Brandão), Cristiano Schuch, Roberto (Mamão), Goronzinho, Banõlas, Augusto, Mosena,
Alemão Seidel.
Aos casais amigos, que por diversas vezes durante estes dois anos de mestrado, tive que
abandonar o prazer de suas companhias para focar nos estudos e no desenvolvimento desta
dissertação: Fernando (Torrado) e Kássima, Lelo (“Leonardo”) e Lú, Rafa (Gordo) e Tai, Cy e
Gabi, Luís Augusto (Guto) e Paty, Celsinho e Béa, Nereu e Cíntia, Everton (Arigó) e Milena.
Ao amigo e cunhado Luís Felipe (Amador), pelos momentos de festas e alegrias.
À toda minha família de modo geral e particularmente: Vó Lays, Dada, Tio Sérgio, Lelis,
Diego, Neide. Também gostaria de agradecer à minha avó paterna Emy (in memorian) e meu
avô materno Edy (in memorian), pelos exemplos de vida aqui deixados e transmitidos a mim
por meus pais.
RESUMO
O mercado brasileiro apresenta características de intensa competição em certos
segmentos industriais e escalas de produção globais reduzidas em comparação com os EUA,
Europa e Japão. Certas empresas líderes em seus respectivos mercados, incluindo a situação
da indústria rodo-ferroviária, necessitam desenvolver estratégias de negócio e de produção
que tenham capacidade de atender um ambiente competitivo caracterizado por: i) fabricar
uma ampla faixa de produtos procurando garantir um volume total de produção expressivo; ii)
competir em mercados distintos do ponto-de-vista das linhas de produtos fabricados; iii) em
muitos casos, enfrentar concorrentes menores focados na produção de linhas específicas.
Portanto, o sistema produtivo da Empresa foco deste trabalho caracteriza-se pela fabricação
de uma ampla e diversificada linhas de produtos que atende a maior parte da gama de produto
da indústria rodo-ferroviária. Assim, o presente trabalho busca estudar e analisar as questões
associadas à estratégia de produção de empresas com linhas de produtos diferenciadas.
O referencial teórico busca apresentar os principais aspectos teóricos acerca da
estratégia de produção, partindo-se do método proposto por Hayes et al. (2005) para se
analisar a Estratégia Corporativa de Produção. Visando enriquecer os conceitos propostos por
Hayes et al. (2005) propõe-se considerar a noção de Rede de Valor de Operações (RVO), em
substituição as categorias de decisão clássicas, e o conceito de competências centrais. A noção
de RVO proporciona uma visão sistêmica do fluxo de valor que potencializa uma melhor
compreensão das unidades de negócio e da empresa facilitando a formulação da estratégia de
produção da empresa. O conceito de competências centrais facilita identificar os pontos
centrais da empresa que proporcionam uma maior agregação de valor ao cliente.
Após a construção do referencial teórico foi realizado o desenvolvimento do caso da
Randon. Posteriormente, foi elaborada uma análise crítica do estudo de caso buscando discutir
as competências centrais da Randon Implementos, bem como estabelecer – a partir das
análises das RVOs das linhas de produtos - os principais pontos de alavancagem e a melhorar
das linhas de produtos selecionadas. A dissertação desperta para a necessidade de se
aprofundar a análise acerca das questões associadas à(s) estratégia(s) de produção nas
empresas que fabricam linhas de produtos diversificados. Em se tratando de decisões
estratégicas para as organizações, é necessário considerar a empresa como um todo e as linhas
de produtos diferenciadas em particular. Isto se dá no sentido em que, partindo-se da
constatação de que as linhas diferenciadas competem com características e aspectos
mercadológicos diferenciados, parece não poder haver uma única estratégia de produção
passível de ser adotada homogeneamente em todas as linhas de produtos. Neste sentido, é
necessária uma análise conjunta, sistêmica, complementar e inter-relacionada entre os
aspectos genéricos da RVO e das competências centrais da empresa como um todo e os
aspectos específicos ligados a RVO e as competências das linhas específicas de produtos.
Palavras-chave: estratégia de produção, rede de valor de operações, competências centrais.
8
ABSTRACT
The Brazilian market presents some characteristics of intensive competitive at
certain industrial segments and global productions scale reduced in compare of USA, Europe
and Japan. Some leaders companies at theirs respective markets, including the industrial
segment of road and rail equipment for the transport of cargoes, have the necessity of
developing business and production strategies that have enough capacity to attend the
competitive environment characterized: i) to produce a wide range of products in order to
assure a expressive total production volume; ii) to compete at different markets considering
the manufactured products lines; iii) at many cases, to confront smaller competitors focused at
specifics products lines. Therefore, the productive system of the Company center of this
dissertation was characterized by the manufacturing of a diversified and wide products line
that attend the most range of this segment products. Thus, the present work has the intention
to study and analyze the question related to Production Strategy for Companies with
diversified products lines.
The theoretical reference presents the principals theoretical aspects concern the
Production Strategy, starting by the method proposed by Hayes et al. (2005), developed to
analyze the Corporate Operations Strategy. In order to enrich the concepts proposed by Hayes
et al. (2005), this work proposes to consider the notion of Operation Value Network (RVO)
instead of classical decision categories, and the concept of Core Competencies. The notion of
RVO provides a systemic view of value flow that potentiates a better comprehension
company and the business unit, contributing for the formulation of Company Production
Strategy. The concept of core competencies facilitates to identify the Company core points
that provide a better value aggregation to costumers.
After the construction of Theoretical Reference, the Randon Case was developed.
Later, a critical analyzes of case study was elaborated in order to discuss the core
competencies of Randon Implementos as well as to establish the principals leverage and to
improvement points of selected products lines from the analyzes of the respective RVOs. The
dissertation wake up the necessity of deepening the analyze concern the questions related to
Production Strategies of companies that manufactures diversified products lines. Related to
organizations strategic decisions, it is necessary to consider the Company as a whole and the
diversified products lines in particular. Starting from the evidence that the diversified lines
compete with different market aspects and characteristics, it seems that it cannot have a
unique Production Strategy subject of being adopted to all products lines in a homogeneous
manner. Thus, it is necessary to develop a systemic, complemental, unified and cross-related
between RVO generics aspects and the core competencies of the Company as a whole, and
the specifics aspects linked with the RVO and competencies of the products lines in
particular.
Key-words: production strategy, operations value networks, core competencies.
9
SUMÁRIO
RESUMO ...................................................................................................................................7
ABSTRACT................................................................................................................................8
SUMÁRIO..................................................................................................................................9
LISTA DE FIGURAS..............................................................................................................12
1
INTRODUÇÃO .................................................................................................................14
1.1
Contextualização do Tema....................................................................................................15
1.2
Objetivos.................................................................................................................................17
1.2.1
1.2.2
2
Objetivo Geral............................................................................................................................... 17
Objetivos Operativos..................................................................................................................... 17
1.3
Justificativa ............................................................................................................................18
1.4
Delimitação do Estudo...........................................................................................................19
1.5
Estrutura do Trabalho ..........................................................................................................19
REFERENCIAL TEÓRICO ............................................................................................21
2.1
Considerações Iniciais ...........................................................................................................21
2.1.1
2.1.2
Competitividade Industrial ............................................................................................................ 22
Gerência Estratégica de Produção................................................................................................ 27
2.2
Os Níveis Estratégicos ...........................................................................................................30
2.3
Estratégia de Produção: Evolução e Conceituação.............................................................34
2.4
Estratégias Genéricas de Produção......................................................................................36
2.5
Dimensões/Critérios Competitivos .......................................................................................38
2.6
Categorias de Decisão............................................................................................................46
2.7
Cadeia de Valor e Rede de Valor de Operações .................................................................50
2.7.1
2.7.2
2.7.3
2.7.4
2.7.5
Atividade de Desenvolvimento de Produtos .................................................................................. 55
Atividade de Suprimentos .............................................................................................................. 56
Atividade de Produção .................................................................................................................. 57
Atividade de Distribuição.............................................................................................................. 62
Atividade de Serviços Agregados .................................................................................................. 64
2.8
Formulação/Desenvolvimento de Estratégias de Produção ...............................................65
2.9
O Conceito da Estratégia Corporativa de Produção ..........................................................67
2.10
Competências Centrais......................................................................................................72
2.11
Estratégia Corporativa de Produção Baseado na RVO .................................................76
10
3
4
MÉTODO ..........................................................................................................................80
3.1
Método de Pesquisa ...............................................................................................................80
3.2
Método de Trabalho ..............................................................................................................85
ESTUDO DE CASO .........................................................................................................90
4.1
Visão Geral do Grupo Randon.............................................................................................90
4.2
Randon Implementos – Caracterização e Aspectos Mercadológicos ................................93
4.2.1
4.2.2
Aspectos Gerais............................................................................................................................. 93
Aspectos Mercadológicos.............................................................................................................. 99
4.3
Randon Implementos – Atividade Desenvolvimento e Engenharia de Produto ............106
4.4
Randon Implementos – Atividade Suprimentos ...............................................................116
4.5
Randon Implementos – Atividade Produção.....................................................................123
1.5.1
Sistema de Produção – Concepção Atual.................................................................................... 124
4.5.1.1 A Produção em Lotes............................................................................................................... 126
4.5.1.2 A Produção em Fluxo Unitário de Peças................................................................................. 132
2.5.2
O Planejamento, Programação e Controle da Produção e dos Materiais.................................. 136
4.5.1.3 Planejamento da Produção....................................................................................................... 137
4.5.1.4 Programação da Produção ....................................................................................................... 139
4.5.1.5 Aspectos Gerais Associados ao PPCPM.................................................................................. 142
4.5.1.6 Lógica Geral de Funcionamento do PPCPM........................................................................... 144
4.5.1.7 Análise Crítica da Utilização do Sistema MRP/MRP II .......................................................... 146
3.5.3
Recursos Humanos ...................................................................................................................... 147
4.5.4
Garantia e Engenharia da Qualidade ......................................................................................... 154
5.5.5
Ferramentaria ............................................................................................................................. 158
4.6
Randon Implementos – Distribuição..................................................................................161
4.7
Randon Implementos – Serviços Agregados .....................................................................163
4.8
Randon Implementos – Custos Industriais e Indicadores de Desempenho....................166
4.8.1
4.8.2
4.9
Custos Industriais ........................................................................................................................ 166
Indicadores de Desempenho........................................................................................................ 167
As Linhas de Produtos.........................................................................................................169
4.9.1
Linha de Produtos Carga Seca/Graneleiro................................................................................. 170
4.9.1.1 Caracterização e Questões Mercadológicas............................................................................. 170
4.9.1.2 Desenvolvimento de Produto/Engenharia de Produto............................................................. 176
4.9.1.3 Suprimentos............................................................................................................................. 181
4.9.1.4 Produção .................................................................................................................................. 184
4.9.1.5 Distribuição ............................................................................................................................. 191
4.9.1.6 Serviços Agregados................................................................................................................. 192
4.9.2
Linha de Produtos Tanques Aço Carbono................................................................................... 193
4.9.2.1 Caracterização e Questões Mercadológicas............................................................................. 193
4.9.2.2 Desenvolvimento de Produto/Engenharia de Produto............................................................. 197
4.9.2.3 Suprimentos............................................................................................................................. 200
4.9.2.4 Produção .................................................................................................................................. 202
4.9.2.5 Distribuição ............................................................................................................................. 208
4.9.2.6 Serviços Agregados................................................................................................................. 209
4.9.3
Linha de Produtos Vagões Ferroviário ....................................................................................... 210
4.9.3.1 Caracterização e Questões Mercadológicas............................................................................. 210
4.9.3.2 Desenvolvimento de Produto/Engenharia de Produto............................................................. 217
4.9.3.3 Suprimentos............................................................................................................................. 219
4.9.3.4 Produção .................................................................................................................................. 221
4.9.3.5 Distribuição ............................................................................................................................. 224
4.9.3.6 Serviços Agregados................................................................................................................. 225
5
ANÁLISE CRÍTICA À LUZ DA ESTRATÉGIA DE PRODUÇÃO.............................227
11
5.1
Introdução ............................................................................................................................227
5.2
Competências Centrais na Randon Implementos.............................................................228
5.3
Aspectos Genéricos da Empresa e Específicos das Linhas...............................................232
5.4
Pontos de Alavancagem e Pontos a Melhorar...................................................................238
5.5 Considerações Finais a Respeito da Relação Entre a Análise das RVOs e das
Competências Centrais...................................................................................................................247
6 CONCLUSÕES, LIMITAÇÕES E RECOMENDAÇÕES PARA TRABALHOS
FUTUROS .............................................................................................................................249
6.1
Conclusões ............................................................................................................................249
6.2
Limitações.............................................................................................................................254
6.3
Recomendações para Trabalhos Futuros ..........................................................................255
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................257
ANEXOS ................................................................................................................................260
ANEXO A - Roteiro Geral para Entrevistas................................................................................261
ANEXO B - Telas do Software de Coleta e Acompanhamento de Dados de Produção ...........265
ANEXO C - Fábricas Focalizadas e Unidades Estratégicas de Negócios ..................................267
12
LISTA DE FIGURAS
Figura 1 - Forças que Dirigem a Concorrência na Empresa .................................................................................. 22
Figura 2 - Elementos-chave da Determinação da Competitividade Industrial ...................................................... 26
Figura 3 - Diferenças entre Gestão de Produção e Estratégia de Produção ........................................................... 28
Figura 4 - Os três níveis estratégicos da empresa .................................................................................................. 32
Figura 5 - Níveis Estratégicos (Cenário 1) ............................................................................................................ 33
Figura 6 - Níveis Estratégicos (Cenário 2) ............................................................................................................ 33
Figura 7 - Níveis Estratégicos (Cenário 3) ............................................................................................................ 34
Figura 8 - Estratégias Genéricas de Produção ....................................................................................................... 36
Figura 9 - Critérios para Avaliação de uma Estratégia de Produção ..................................................................... 37
Figura 10 - Ligação entre as estratégias competitivas e os critérios competitivos da produção............................ 42
Figura 11 - Grandes objetivos e sub-objetivos de produção.................................................................................. 45
Figura 12 - Categorias de Decisão para Estratégia de Produção ........................................................................... 46
Figura 13 - Relação de categorias de decisão e estratégias genéricas de produção............................................... 48
Figura 14 - Matriz de Relacionamentos entre Critérios de Desempenho e suas Áreas de Decisão....................... 49
Figura 15 - Cadeia Genérica de Valor................................................................................................................... 51
Figura 16 - A Rede de Valor de Operações - RVO ............................................................................................... 52
Figura 17 - RVO para SBUs.................................................................................................................................. 53
Figura 18 - Custos Totais de Distribuição ............................................................................................................. 63
Figura 19 - Matriz importância-desempenho ........................................................................................................ 66
Figura 20 - O Conceito da Estratégia Corporativa de Produção............................................................................ 69
Figura 21 - Estratégia Corporativa de Produção na RVO...................................................................................... 77
Figura 22 - Fontes de Evidência: Pontos Fortes e Fracos e Exemplos .................................................................. 83
Figura 23 - Etapas do Método de Trabalho ........................................................................................................... 85
Figura 24 - Atividades da RVO e Profissionais Entrevistados .............................................................................. 88
Figura 25 - Faturamento e Lucro Líquido do Grupo RANDON ........................................................................... 91
Figura 26 - RVO na Randon Implementos (Aspectos Gerais e Mercadológicos) ................................................. 93
Figura 27 - Produtos Randon Implementos ........................................................................................................... 94
Figura 28 - Participação de Mercado Randon Implementos e Principais Concorrentes........................................ 95
Figura 29 - Faturamento e Lucro Líquido da Randon Implementos ..................................................................... 96
Figura 30 - Faturamento com Exportação da Randon Implementos ..................................................................... 96
Figura 31 – Participação no Faturamento com Exportações Randon Implementos .............................................. 97
Figura 32 - Estrutura Organizacional Resumida ................................................................................................. 102
Figura 33 - Organograma Diretoria Comercial ................................................................................................... 103
Figura 34 - Organograma Diretoria de Suprimentos, Administração e Finanças................................................ 104
Figura 35 - Organograma Diretoria Industrial e Tecnologia ............................................................................... 105
Figura 36 - RVO na Randon Implementos (Desenvolvimento e Engenharia de Produto).................................. 106
Figura 37 - RVO na Randon Implementos (Suprimentos) .................................................................................. 116
Figura 38 - Levantamento de Itens Liberados Fora da TR .................................................................................. 119
Figura 39 - RVO na Randon Implementos (Produção) ....................................................................................... 123
Figura 40 - Macro Processos Produtivos da Randon Implementos..................................................................... 124
Figura 41 - Macro Processo e Leiaute da Pintura................................................................................................ 134
Figura 42 - Atividades de Planejamento da Produção......................................................................................... 137
Figura 43 - Atividades de Programação da Produção.......................................................................................... 139
Figura 44 - Indicadores da área de RH ................................................................................................................ 152
13
Figura 45 - Exemplo de Poka-Yoke (Fixação de Ferramentas e Peças)............................................................... 157
Figura 46 - Exemplo de Poka-Yoke (Dispositivo para Marcação de Montagem e Solda)................................... 158
Figura 47 - RVO na Randon Implementos (Distribuição)................................................................................... 161
Figura 48 - RVO na Randon Implementos (Serviços Agregados) ...................................................................... 163
Figura 49 - Metas Específicas Programa PARTICIPANDO............................................................................... 167
Figura 50 - Cadeia de Valor Linha CS/GR (Questões Mercadológicas) ............................................................. 170
Figura 51 - Produtos Carga Seca (CS)................................................................................................................. 171
Figura 52 - Produtos Graneleiro (GR)................................................................................................................. 171
Figura 53 - Preço de Venda e Custo Médios dos Produtos CS/GR..................................................................... 172
Figura 54 - Participação do Produto CS/GR no Mercado de Implementos Rodoviários..................................... 173
Figura 55 - Cadeia de Valor Linha CS/GR (Desenvolvimento e Engenharia de Produto).................................. 176
Figura 56 - Relação Produtos Configurados x Especiais CS/GR (%) ................................................................. 177
Figura 57 - % Projetos CS/GR ............................................................................................................................ 178
Figura 58 - % Vendas Concretizadas .................................................................................................................. 179
Figura 59 - Lead-time Projetos CS/GR x Todos Produtos................................................................................... 180
Figura 60 - Prazo de Entrega Projetos CS/GR x Todos Produtos........................................................................ 181
Figura 61 - Cadeia de Valor Linha CS/GR (Suprimentos) .................................................................................. 181
Figura 62 - Melhoria com o Sistema Kanban...................................................................................................... 182
Figura 63 - Outro Exemplo do Kanban na Linha CS/GR.................................................................................... 183
Figura 64 - Cadeia de Valor Linha CS/GR (Produção)....................................................................................... 184
Figura 65 - Mudanças na Linha CS/GR .............................................................................................................. 186
Figura 66 - Prazo de Entrega CS/GR................................................................................................................... 190
Figura 67 - Cadeia de Valor Linha CS/GR (Distribuição) .................................................................................. 191
Figura 68 - Cadeia de Valor Linha CS/GR (Serviços Agregados) ...................................................................... 192
Figura 69 - Cadeia de Valor Linha TQ CO (Questões Mercadológicas)............................................................. 193
Figura 70 - Produtos Tanque Aço Carbono (TQ CO) ......................................................................................... 193
Figura 71 - Preço de Venda e Custo Médios dos Produtos TQ CO..................................................................... 194
Figura 72 - Participação do Produto TQ CO no Mercado de Implementos Rodoviários .................................... 195
Figura 73 - Tanque Safety Plus............................................................................................................................ 196
Figura 74 - Cadeia de Valor Linha TQ CO (Desenvolvimento e Engenharia de Produto).................................. 197
Figura 75 - Relação Produtos Configurados x Especiais Tanques (%) ............................................................... 199
Figura 76 - % Vendas Concretizadas .................................................................................................................. 199
Figura 77 - Cadeia de Valor Linha TQ CO (Suprimentos).................................................................................. 200
Figura 78 - Cadeia de Valor Linha TQ CO (Produção)....................................................................................... 202
Figura 79 - Montagem do Tanque....................................................................................................................... 203
Figura 80 - Melhoria com Implantação do Kanban (1) ....................................................................................... 206
Figura 81 - Melhoria com Implantação do Kanban (2) ....................................................................................... 206
Figura 82 - Prazo de Entrega TQ CO .................................................................................................................. 207
Figura 83 - Cadeia de Valor Linha TQ CO (Distribuição) .................................................................................. 208
Figura 84 - Cadeia de Valor Linha TQ CO (Serviços Agregados)...................................................................... 209
Figura 85 - Cadeia de Valor Linha Vagões Ferroviários (Questões Mercadológicas) ........................................ 210
Figura 86 - Produto Vagão Ferroviário ............................................................................................................... 210
Figura 87 - Preço de Venda e Custo Médios do Vagão Hopper.......................................................................... 211
Figura 88 - Produção de Vagões no Brasil.......................................................................................................... 211
Figura 89 - Exportação Vagões Ferroviários de Carga........................................................................................ 212
Figura 90 - Participação por Cliente - Vagão Ferroviário ................................................................................... 214
Figura 91 - Truque do Vagão Ferroviário............................................................................................................ 214
Figura 92 - Organograma Negócio Ferroviário ................................................................................................... 216
Figura 93 - Cadeia de Valor Linha Vagões Ferroviários (Desenvolvimento e Engenharia de Produto)............. 217
Figura 94 - Macro Fluxo Engenharia de Produto - Vagões Ferroviários............................................................. 218
Figura 95 - Cadeia de Valor Linha Vagões Ferroviários (Suprimentos) ............................................................. 219
Figura 96 - Cadeia de Valor Linha Vagões Ferroviários (Produção) .................................................................. 221
Figura 97 - Cadeia de Valor Linha Vagões Ferroviários (Distribuição).............................................................. 224
Figura 98 - Cadeia de Valor Linha Vagões Ferroviários (Serviços Agregados) ................................................. 225
Figura 99 - Aspectos Genéricos e Específicos das RVOs ................................................................................... 234
Figura 100 - Pontos de Alavancagem das Linhas de Produtos............................................................................ 239
Figura 101 - Pontos a Melhorar das Linhas de Produtos..................................................................................... 242
14
1
INTRODUÇÃO
Atualmente é possível identificar um incremento da competitividade no ambiente
organizacional, diretamente relacionado com o fenômeno da globalização/internacionalização
da economia, as organizações necessitam buscar melhorias contínuas nos seus negócios em
geral, e nos sistemas produtivos em particular. Esta busca incessante por sistemas de produção
completos e eficazes vem fazendo com que as organizações industriais tendam a se defrontar
com um conjunto de dificuldades relacionadas com a sua concepção, implementação e
gerenciamento.
Para assegurar a sobrevivência as empresas necessitam aprimorar os processos
envolvidos no sistema de produção. Sob outra ótica esta sobrevivência pode ser assegurada
através do conhecimento associado à utilização da inteligência organizacional, que representa
o fator fundamental para a continuidade da atividade organizacional.
A partir do exposto acima pode se perceber que vários elementos promovem a
complexidade e a criticidade no que tange a gestão de um sistema de produção. Este conjunto
de elementos internos tende a associar-se a elementos ligados ao ambiente externo de
mercado. Entre os aspectos externos pode-se citar: i) a relação entre demanda e oferta global;
ii) o nível de concorrência (normas da concorrência); iii) aspectos ligados ao fornecimento de
materiais; iv) entrantes potenciais tanto com capital nacional, como internacional. A definição
15
e a concepção da estratégia de produção necessitam levar em consideração, simultaneamente,
este amplo conjunto de arranjos.
1.1 Contextualização do Tema
Partindo do exposto no item anterior, uma questão essencial parece necessitar de
pesquisas aprofundadas: a análise e definição da(s) estratégia(s) de produção da empresa
levando-se em consideração as questões genéricas que dizem respeito à empresa como um
todo e as questões específicas que estão relacionadas com cada unidade de negócios ou linha
de produção em particular. Ainda, a definição da(s) estratégia(s) de produção da empresa
necessita(m) considerar (em) aspectos importantes da estratégia de negócios da empresa, e/ou/
ainda a estratégia corporativa do grupo empresarial. Ou seja, a(s) estratégia(s) de produção
deve(m) estar completamente alinhada(s) e sincronizada(s) com a estratégia de negócio da
empresa e com a estratégia corporativa do grupo empresarial. Porém, não apenas de maneira
agrupada e genérica, mas considerando-se as particularidades de cada produto e mercado.
Em termos de estratégia de produção, busca-se analisar as dimensões da
competitividade de uma maneira abrangente, ampliando-se as dimensões estratégicas, como
se segue:
i)
Preço/custo de produção;
ii)
Qualidade;
iii)
Definição dos prazos de entrega dos produtos e seu atendimento;
iv)
Lead-time dos produtos;
v)
Flexibilidade para as mudanças propostas;
vi)
Atender às inovações tecnológicas requisitadas em termos do mercado.
16
De outra parte, no sentido do atendimento das dimensões competitivas, podem-se citar
as principais atividades envolvendo a cadeia de valor da empresa:
a. Desenvolvimento de Produtos: projeto de produto e processo;
b. Suprimentos: compras, suprimentos, logística e fornecedores;
c. Produção: PPCPM – Planejamento, Programação e Controle da Produção e
Materiais; Engenharia Industrial (Manutenção Produtiva Total, Gestão dos
Postos de Trabalho, Troca Rápida de Ferramentas, Controle de Qualidade Zero
Defeitos, Leiaute); Indicadores de Desempenho e Custos de Produção;
d. Distribuição: Logística, Custos;
e. Serviços Agregados: Garantias, Assistência Técnica;
Além das atividades supracitadas, deve-se considerar o ambiente externo, através das
exigências do cliente e da pressão dos concorrentes.
O trabalho será desenvolvido na empresa Randon Implementos S.A., uma empresa do
Grupo RANDON. A Randon Implementos projeta e desenvolve soluções para transporte. A
linha de produtos fabricados engloba diferentes tipos de equipamentos entre os quais:
carrocerias, reboques, semi-reboques para o transporte de cargas secas, líquidas, indivisíveis e
frigorificadas, sistema bimodal e silos.
O presente trabalho busca analisar a seguinte questão: Como as características
genéricas da empresa como um todo e específicas por linha de produto ou unidade de
negócios contribuem para a definição da(s) estratégia(s) de produção da Randon
Implementos, considerando-se uma análise em três linhas de produtos diferenciadas da
empresa?
17
1.2 Objetivos
São os seguintes os objetivos geral e operativos do presente trabalho.
1.2.1
Objetivo Geral
O objetivo geral da dissertação consiste em analisar a(s) estratégia(s) de produção da
empresa a partir da construção de um referencial teórico e estratégico baseado nos conceitos
de RVO e nas competências centrais, aplicado para empresa como um todo e para três linhas
de produtos da Randon Implementos que competem segundo diferentes características
mercadológicas.
1.2.2
Objetivos Operativos
São os seguintes os objetivos operativos do trabalho:
Construir um framework/modelo teórico, partindo do modelo de análise proposto por
Hayes et al. (2005) intitulado de Estratégia Corporativa de Produção, para analisar
empresas com linhas de produtos diferenciadas à luz dos conceitos e da teoria da
estratégia de produção;
Identificação e descrição das principais características genéricas da empresa e das três
linhas de produtos em particular, à luz das atividades da RVO, que contribuem em
termos de estratégia de produção para a Randon Implementos;
Analisar a forma como a empresa vem tratando as competências centrais e a estratégia
de produção em termos de amplitude, ou seja, de forma genérica para a empresa com
um todo ou específica para as linhas de produtos em particular;
18
Analisar, a partir do referencial teórico proposto, os principais pontos estratégicos
passíveis de alavancagem e pontos a melhorar da empresa como um todo e das três
linhas de produtos em particular.
1.3 Justificativa
Em termos de justificativa do desenvolvimento desta proposta, apresentam-se os
pressupostos que sustentam o trabalho proposto, que podem ser resumidos nos seguintes
pontos gerais:
O mercado de implementos para transporte rodo-ferroviário em todo o mundo, por
estar associado aos chamados veículos pesados, apresenta baixas escalas de produção
em relação aos veículos leves (carros de passeio e utilitários). Em decorrência disto,
existem particularidades importantes no que tange os aspectos mercadológicos de
maneira geral e as atividades da cadeia produtiva de forma específica. No mercado de
implementos para transporte de carga, a produção é muito mais descentralizada, uma
vez que existem invariavelmente mais fabricantes de implementos para transporte de
carga do que fabricantes de veículos leves. Desta forma, as questões associadas com a
concorrência de mercado são bastante complexas e exigem ações e estratégias que
levem em consideração os aspectos sistêmicos observados neste mercado.
Em termos de desenvolvimento teórico, considera-se importante o avanço no que
consiste a análise da estratégia de produção de uma empresa no que tange as questões
e atividades associadas com a RVO e com as competências centrais. Assim, uma
abordagem referencial teórica para análise das estratégias de produção de empresas
com linhas de produtos diferenciadas parece ter potencialidade de contribuir para o
avanço teórico acerca da estratégia de produção.
19
Em termos práticos quanto à aplicação da teoria em termos de estratégia de produção,
parece existe uma carência no que tange o desenvolvimento de trabalhos práticos e
teóricos em Engenharia de Produção que levem em consideração as empresas que
fabricam linhas de produtos diferenciadas e/ou unidades estratégicas de negócios.
1.4 Delimitação do Estudo
Em primeiro lugar não faz parte do escopo da presente pesquisa a analisar ou discutir a
definição da Estratégia Corporativa da Empresa nem Grupo Empresarial, uma vez que estas
são definidas pelo Planejamento Estratégico da Empresa.
Enquanto uma segunda delimitação do presente estudo, tem-se a amplitude de linhas
de produtos fabricados a serem consideradas. Neste caso, o pesquisador toma uma decisão
estratégica levando em conta as linhas de produtos mais significativas considerando-se entre
outros os seguintes critérios: volume de produção/vendas, resultados econômicos financeiros
e nível de complexidade envolvido nos subsistemas de produção, inovação, etc. Sendo assim,
em conjunto com profissionais da empresa e consoante com os aspectos teóricos envolvidos
serão definidas três linhas de produtos como foco de abordagem no presente trabalho.
1.5 Estrutura do Trabalho
O trabalho possui a estrutura geral discutida a seguir.
No Capítulo 1 é feita a Introdução deste trabalho. Neste estão incluídos a introdução
propriamente dita, a contextualização do tema, a justificativa, os objetivos, a delimitação e a
estrutura desta dissertação.
20
No Capítulo 2 é apresentado o referencial teórico utilizado para elaboração do
trabalho, através de apresentação dos princípios, conceitos e técnicas relevantes para o
desenvolvimento da presente pesquisa.
No Capítulo 3 é apresentado o Método de Pesquisa e o Método de Trabalho utilizado
para a consecução da pesquisa.
No Capítulo 4, é apresentado o detalhamento do Estudo de Caso na empresa foco do
presente trabalho, de forma a apresentar primeiramente a empresa como um todo e na
seqüência as linhas de produtos selecionadas.
No Capítulo 5, é desenvolvida e apresentada a análise crítica do Estudo de Caso à luz
do referencial teórico proposto no Capítulo 2.
No Capítulo 6, são apresentadas as principais conclusões e limitações da presente
pesquisa e as sugestões e recomendações para trabalhos futuros.
21
2
REFERENCIAL TEÓRICO
2.1 Considerações Iniciais
O presente capítulo tem por objetivo apresentar a sustentação teórica para o
desenvolvimento do Estudo de Caso proposto neste trabalho. Para tanto, segue-se uma linha
geral de raciocínio, buscando construir um framework geral apresentando o Modelo de
Referência proposto para análise e entendimento das estratégias de produção de uma
organização.
Inicia-se com a apresentação da estrutura teórica do presente trabalho. Basicamente,
são descritas algumas questões relevantes associadas com a competitividade industrial e com
a gerência estratégica de produção, como forma de introduzir os aspectos teóricos da presente
dissertação. Em um segundo momento, são descritos pontos preliminares acerca da estratégia
de produção, relacionando questões genéricas sobre os níveis estratégicos, evolução e
conceituação da estratégia de produção, estratégias genéricas, dimensões/critérios
competitivos e categorias de decisão.
Na seqüência, discutem-se amplamente as características e diferenças entre a Cadeia
de Valor Tradicional e a Rede de Valor de Operações – RVO. São apresentadas todas as
atividades da RVO como forma de evidenciar a necessidade de considerar amplamente a
cadeia de valor das empresas. Após, são brevemente discutidas às questões associadas à
formulação e desenvolvimento de estratégias de produção, o conceito da Estratégia
22
Corporativa de Produção e as competências centrais. Por fim, apresenta-se uma proposta
adaptada para tratamento e análise da(s) estratégia(s) de produção da empresa baseado na
RVO.
2.1.1
Competitividade Industrial
Em termos de competitividade industrial, pode-se dizer que a criação de uma
vantagem competitiva através da produção requer um entendimento sobre como a Função de
Produção contribui para o crescimento da produtividade.
Porter (1980) salienta que a essência da formulação de uma estratégia competitiva
consiste em relacionar uma companhia ao seu meio ambiente. O aspecto mais relevante no
que tange o meio ambiente da empresa é o conjunto de empresas em competição no mercado.
A concorrência em uma empresa tem raízes em sua estrutura econômica básica, considerando
além do comportamento dos atuais concorrentes.
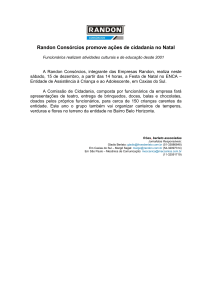
Neste momento, cabe apresentar o ponto-de-vista tradicional de Porter, onde são
apresentadas as cinco forças competitivas básicas quando se considera o grau de concorrência
de uma empresa. A Figura 1 apresenta esquematicamente estas forças:
Figura 1 - Forças que Dirigem a Concorrência na Empresa
Fonte: Adaptado de Porter (1980)
23
A Figura 1 de Porter é tradicionalmente conhecida no meio ambiente corporativo e
acadêmico, uma vez que representa teoricamente as forças que determinam a competição
entre as empresas que concorrem na prática. O ponto (1) da Figura 1 consiste na rivalidade
entre as empresas existentes, ou seja, é o mercado com as empresas já estabelecidas
competindo entre si. Segundo Porter (1980) “a rivalidade ocorre porque um ou mais
concorrentes sentem-se pressionados ou percebem a oportunidade de melhorar sua posição.”
(PORTER, 1980, p. 34) A rivalidade é conseqüência da interação de vários fatores estruturas:
Concorrentes numerosos ou bem equilibrados;
Crescimento lento da empresa;
Custos fixos ou de armazenamento altos;
Ausência de diferenciação ou custos de mudança;
Capacidade aumentada em grandes incrementos;
Concorrentes divergentes;
Grandes interesses estratégicos;
Barreiras de saída elevadas.
O ponto (2) representa o vínculo entre fornecedores e empresas concorrentes no
mercado, tendo o poder de negociação dos fornecedores como uma das cinco forças
competitivas. Segundo Porter (1980) “os fornecedores podem exercer poder de negociação
sobre os participantes de uma empres ameaçando elevar preços ou reduzir a qualidade os bens
e serviços fornecidos” (PORTER, 1980, p. 43). O autor ainda coloca que um grupo de
fornecedores é poderoso se:
É dominado por poucas companhias e é mais concentrado do que a empresa
para a qual venda;
24
Não está obrigado a lutar com outros produtos substitutos na venda para a
empresa;
A empresa não é um cliente importante para o grupo fornecedor;
O produto dos fornecedores é um insumo importante para o negócio do
comprador;
Os produtos do grupo de fornecedores são diferenciados ou o grupo
desenvolveu custos de mudança;
O grupo de fornecedores é uma ameaça concreta da integração para frente.
O ponto (3) consiste na ameaça de novos entrantes no mercado competitivo, sendo
estes novos concorrentes se juntariam aos existentes, enrijecendo mais ainda a competição no
mercado. Conforme Porter (1980):
“Os substitutos reduzem os retornos potenciais de uma indústria, colocando
um teto nos preços que as empresas podem fixar com lucro. Quanto mais
atrativa a alternativa de preço-desempenho oferecida pelos produtos
substitutos, mais firme será a pressão sobre os lucros da indústria.”
(PORTER, 1980, p.39)
Ainda conforme Porter (1980) “os produtos substitutos que exigem maior atenção são
aqueles que (1) estão sujeitos a tendências de melhoramento do seu trade-off de preçodesempenho com o produto da indústria, ou (2) são produzidos por indústrias com lucros
altos.” (PORTER, 1980. p. 40)
O ponto (4) representa o poder de negociação dos compradores. Porter (1980) afirma
que os compradores competem com a empresa forçando os preços para baixo, barganhando
por melhor qualidade ou mais serviços e desta forma jogando os concorrentes uns contra os
outros. Um grupo comprador é poderoso se o que se segue for verdadeiro:
Está concentrado ou adquire grandes volumes em relação às vendas do
vendedor;
25
Os produtos que adquire da empresa representam uma fração significativa de
seus próprios custos ou compras;
Os produtos que compra da empresa são padronizados ou não diferenciados;
Enfrenta poucos custos de mudança;
Consegue lucros baixos;
Compradores que são uma ameaça concreta de integração para trás;
O produto da empresa não é importante para a qualidade dos produtos ou
serviços do comprador;
O comprador tem total informação.
Por fim, o ponto (5) consiste na ameaça de produtos ou serviços substitutos, ou seja,
esta força sugere o desenvolvimento de alternativas para os produtos já existentes,
representando uma das cinco forças competitivas de Porter. Conforme Porter (1980) a ameaça
de entrada em uma empresa depende das barreiras de entrada existentes, sendo que existem
sete fontes principais de barreiras de entrada:
1) Economias de escala;
2) Diferenciação do produto;
3) Necessidades de capital;
4) Custos de mudança;
5) Acesso aos canais de distribuição;
6) Desvantagens de custo independentes de escala
7) Política governamental.
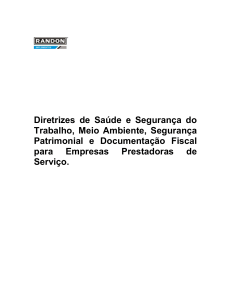
Fleury & Proença (1993) analisam os fatores determinantes da competitividade
industrial diferenciando-se em diversos conjuntos de fatores que afetam a competitividade
26
segundo o modelo conceitual desenvolvido por Abernathy, Clark e Katrow (ABERNATHY et
al. apud FLEURY & PROENÇA, 1993). Basicamente, o modelo é dividido em quatro
categorias, diferenciando-se por um lado entre fatores macro (em nível de país) e fatores
micro (em nível de empresa) e por outro lado são diferenciados os fatores hardware (decisões
estruturais ou relações institucionais) dos fatores software (comportamento humano, políticas
gerenciais e outros aspectos infra-estruturais). A Figura 2 apresenta este modelo conceitual:
MACRO
PAÍS
MICRO
FIRMA
ESTRUTURA HARDWARE
Política fiscal
Política monetária
Política comercial
Política industrial
Mercado de capitais
Legislação sindical
Malha de transporte e comunicação
Seleção do negócio/mercado
Decisões de plantas e equipamentos
Capacidade
Instalações/foco
Localização
Tecnologia de processo
Integração vertical
INFRA-ESTRUTURA SOFTWARE
Cultura
Tradição
Religião
Valores
Educação
Sistemas de avaliação e controle
Políticas de mão-de-obra
Relação com fornecedores
Desenvolvimento e seleção de gerentes
Orçamento de capital
Estrutura organizacional
Figura 2 - Elementos-chave da Determinação da Competitividade Industrial
Fonte: Adaptado de Abernathy et al. apud Fleury & Proença (1993)
Fleury e Proença (1993) ainda salientam que:
“[...] muitas das discussões sobre competitividade industrial falham por não
fazerem clara distinção entre várias dimensões e, por conseguinte, as
análises e recomendações muitas vezes deixam de lado considerações
importantes. Os quatro quadrantes da figura podem ajudar a identificação de
fontes de problemas industriais e estimular a reflexão quanto à busca de
soluções mais completas.” (FLEURY & PROENÇA, 1993, p. 6)
Desta forma, é importante iniciar destacando as principais questões associadas com a
competitividade industrial no mercado atual, buscando salientar os elementos-chave no
processo competitivo. Um segundo ponto a destacar de maneira preliminar, consiste na
Gerência Estratégica de Operações, descrita a seguir.
27
2.1.2
Gerência Estratégica de Produção
Muitos autores buscam posicionar a gestão e a estratégia de produção como sendo
gestão e estratégia de operações, de forma a tornar o termo mais amplo, englobando também a
noção de serviços. Durante o decorrer do presente trabalho, tratar-se-á apenas por gestão e
estratégia de produção, sabendo-se que esta leva em consideração tanto produção de bens
como prestação de serviços.
Conforme Corrêa & Corrêa (2004), as fronteiras entre a gestão de produção e a
estratégia de produção nem sempre são claras e livres de ambigüidades, trazendo muitas vezes
dificuldades na atribuição de responsabilidades e no desenho de processos de gestão.
Os autores definem a gestão de produção como sendo “[...] a atividade de
gerenciamento dos recursos e processos produtivos que produzem o pacote de serviços
entregue ao cliente” (CORRÊA & CORRÊA, 2004, p. 58). As funções e processos envolvidos
com esta atividade processam insumos, utilizando recursos de transformação com a finalidade
de proporcionar saídas, que basicamente são um composto de serviços e bens físicos que,
conforme os autores, “compõem o pacote de valor entregue ao cliente, no sentido de criar nele
uma percepção favorável de satisfação em relação a suas expectativas” (CORRÊA &
CORRÊA, 2004, p. 58). Assim, a gestão de produção preocupa-se basicamente na maneira
pela qual estas funções e processos são gerenciados.
Por outro lado, Corrêa & Corrêa (2004) afirmam que a estratégia de produção
preocupa-se menos com processos individuais e detalhados e mais com o processo global da
função produção do negócio como um todo. Ainda, sobre a estratégia de produção, os autores
destacam:
28
“Preocupa-se principalmente com interfaces entre da área de operações –
com outras partes da corporação (outras unidades de negócios, quando é o
caso), outras partes da unidade de negócio (marketing, finanças, recursos
humanos e outras) e com o ambiente onde se insere o negócio (grupos de
pressão ambientais, concorrentes, governo, clientes externos, etc.).
Preocupa-se também em manter a área de operações adaptada às mudanças
desses fatores ambientais para que a operação possa melhor encarar os
desafios futuros.” (CORRÊA & CORRÊA, 2004, p. 58)
Assim, a estratégia de produção preocupa-se basicamente com as questões de
desenvolvimento no longo prazo dos recursos e processos, criando competências que
possibilitam a criação e manutenção de níveis sustentáveis de vantagem competitiva para a
organização.
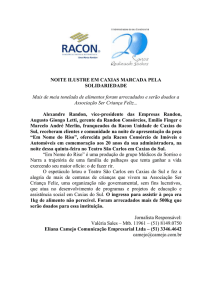
A partir de informações coletadas em Corrêa & Corrêa (2004), busca-se apresentar a
Figura 3 como forma de definir as principais diferenças entre gestão de produção e estratégia
de produção:
Característica
Natureza
Escala de tempo
Grau de agregação
decisões
das
Gestão de Produção
Apoio à tomada das decisões
individuais
de
recursos
produtivos.
Até um ano.
Decisões
detalhadas
sobre
recursos e processos.
Ênfase
Interfaces entre produção e
outras áreas, com ênfase
predominantemente interna.
Nível hierárquico decisório
Tende a ser uma função
compartilhada
por
grande
número de pessoas, por incluir
um enorme número de decisões.
Questões mais concretas do diaa-dia, mais tangíveis.
Decisões se subordinam aos
limites definidos pela estratégia
de produção.
Nível de abstração
Subordinação
Estratégia de Produção
Preocupação com a conformação
e manutenção do padrão de
tomada destas decisões.
De um a dez anos.
Níveis mais agregados: unidades
produtivas, novas linhas de
produtos, agregados de clientes,
nível de competências.
Também com aspectos internos,
porém com ênfase em como a
produção relaciona-se com seu
ambiente interno e externo.
Dentro do âmbito decisório da
alta direção, por tratar-se de
decisões agregadas e com
impacto duradouro.
Conceitos e idéias mais abstratos,
menos tangíveis.
Decisões, em geral, definem as
capacitações da produção para o
longo prazo. Limitam e definem
os contornos da flexibilidade e da
liberdade dos tomadores de
decisão.
Figura 3 - Diferenças entre Gestão de Produção e Estratégia de Produção
Fonte: Autor
29
Porém, uma vez que existem decisões no âmbito da produção que exercem impacto
diferente no resultado estratégico que a empresa busca, seria interessante tratar os temas
gestão de produção e estratégia de produção de maneira conciliatória, não estanque. Desta
forma, surge a Gestão Estratégia de Produção.
Conforme Fleury & Proença (1993):
“A gerência estratégica de operações tem por objetivo focar os recursos, as
habilidades e as energias da produção na busca da construção de uma
posição de vantagem competitiva sobre a concorrência. Essa vantagem [...]
pode estar associada a uma operação de menor custo, a um produto de maior
desempenho, a serviços superiores ou a produtos mais inovadores.”
(FLEURY & PROENÇA, 1993, p. 7)
Corrêa & Corrêa (2004) destacam a importância e justificativa em termos de
reconhecer a gestão de produção e a estratégia de produção de maneira conjunta. Assim,
“Embora seja importante considerar que há decisões em operações que têm
impacto mais relevante no resultado de longo prazo da organização
(envolvem mais recursos, tomam mais tempo para tomar efeito e são mais
difíceis de reverter), é importante também perceber que as numerosas
decisões operacionais que se tomam diariamente, quando têm seu efeito
somado, podem ser tão ou mais relevantes que as “grandes decisões”.”
(CORRÊA & CORRÊA, 2004, p. 59)
Desta forma, o importante é perceber que independentemente do porte das decisões
tomadas, é necessário dar direção e foco estratégico para as decisões ao mesmo tempo em que
o impacto exercido pelas decisões deve ser constantemente verificado e acompanhado.
Uma gerência estratégica de produção tem como base de sustentação a formulação da
estratégia de produção, sendo que a partir da estratégia de produção como um todo, devem ser
definidos e estabelecidos o sentido e os objetivos das decisões de cada uma das categorias
componentes do sistema de produção. Conforme Hayes & Wheelwright apud Fleury &
Proença (1993) o método funciona da seguinte forma:
A unidade de negócio (firma ou divisão) estabelece sua estratégia de produtomercado e qual a vantagem competitiva podem esperar;
30
Define-se qual o perfil esperado dos resultados do sistema de produção
relativamente ao leque de dimensões competitivas. Este conjunto de dimensões
competitivas pode ser ajustado de acordo com a lógica de produção
estabelecida;
A gerência pode definir as políticas relacionadas ao conjunto de decisões que
forjarão o sistema de produção:
o Em nível estrutural: capacidade, instalações, tecnologia de processos e
integração vertical;
o Em nível infra-estrutural: planejamento e controle da produção, sistema
de qualidade, política de recursos humanos, organização para o
desenvolvimento de produtos e processos; sistemas de avaliação de
desempenho.
Conforme o escopo do presente trabalho, as decisões gerenciais relevantes são aqueles
que se dão no âmbito da(s) estratégia(s) de produção, representando um relevante mecanismo
de planejamento e controle para a condução da produção de acordo com as estratégias
concebidas/projetadas.
2.2 Os Níveis Estratégicos
Conforme Hayes et al. (2005), a palavra estratégia é utilizada sob diversos contextos e
normalmente costuma-se identificar três diferentes tipos de estratégias relacionadas com
gestão.
No nível mais elevado, tem-se a estratégia corporativa que considera decisões acerca
dos segmentos industriais e mercados no qual a empresa/corporação participa. A estratégia
corporativa também considera como a empresa está estruturada objetivando “atacar” estes
31
mercados e discutir como são adquiridos e alocados os recursos corporativos chaves para as
diversas atividades da organização. A estratégia corporativa representa a estratégia do grupo
empresarial como um todo. O ambiente no qual o grupo empresarial está envolvido, por meio
de suas forças e fraquezas, é considerado na estratégia corporativa.
O segundo nível estratégico está associado com cada uma das unidades estratégicas de
negócios1 (SBU – Strategic Business Unit) da corporação, normalmente sendo representando
por uma divisão subsidiária ou linha de produto. Desta forma, a estratégia de negócios
representa a estratégia de uma empresa do grupo, de uma unidade ou divisão de negócios.
Através dos pontos fracos e pontos fortes da unidade de negócios, pode-se definir o que se
conhece por competência distintiva, ou seja, identificar a capacidade/competência na qual
uma determinada unidade de negócios se distingue das demais, que, portanto pode alavancar
sua competitividade.
Paiva et. al. (2004) afirma que a através do reconhecimento da competência distintiva
de cada unidade de negócios tem-se os elementos necessários para se elaborar a estratégia de
negócios para a unidade em questão. Ainda, o sucesso da estratégia de negócios pode ser
avaliado considerando-se quatro aspectos (Rumelt et. al. apud Paiva et. al. (2004)):
Consistência: deve representar metas e políticas consistentes entre si;
Consonância: deve representar uma resposta adaptativa ao ambiente externo e
às mudanças críticas nele ocorridas;
Vantagem: deve permitir a criação e a manutenção de uma vantagem
competitiva no setor que a organização atua;
Viabilidade: deve ser factível dentro dos recursos existentes e não deve criar
problemas insolúveis.
1
As Unidades Estratégicas de Negócios – SBU são discutidas em maiores detalhes e em conjunto com a noção
de Fábricas Focalizadas, no Anexo C.
32
O terceiro nível é composto pelas estratégias funcionais que suportam o tipo de
vantagem competitiva que está sendo perseguida. As estratégias funcionais estão
relacionadas com as diversas áreas da unidade estratégia de negócios ou empresa, tais como
manufatura, marketing, finanças, recursos humanos, etc.
Hayes et al. (2005) ressaltam que uma estratégia funcional é definida pelo padrão das
decisões atualmente vigente, não pelo que é dito ou pelo que está escrito no relatório anual ou
planejamento. Alguns autores costumam distinguir entre uma estratégia enunciada (planejada)
e uma estratégia implementada. Porém Hayes et al. (2005) preferem não utilizar esta distinção
uma vez que sugere que o desenvolvimento de uma estratégia e a implementação desta são de
alguma maneira separáveis. Desta forma, Hayes et al. (2005) tratam a estratégia de produção
como um processo interativo envolvendo tanto o planejamento como a execução em vários
níveis e diferentes áreas.
A Figura 4 apresenta os três níveis estratégicos discutidos acima:
OS TRÊS NIÍVEIS ESTRATÉGICOS
ESTRATÉGIA
CORPORATIVA
ESTRATÉGIA DE
NEGÓCIOS
ESTRATÉGIAS
FUNCIONAIS
Figura 4 - Os três níveis estratégicos da empresa
Fonte: Adaptado de Paiva et al. (2004)
A Figura 5 busca ilustrar os níveis estratégicos para uma dada empresa que possua
unidades estratégicas de negócios (SBU – Strategic Business Unit) compreendendo linhas de
produção específicas:
33
Figura 5 - Níveis Estratégicos (Cenário 1)
Fonte: Autor
A Figura 5 busca evidenciar a possibilidade de existirem estratégias de negócios
distintas dentro da mesma estratégia corporativa. Da mesma forma, podem existir estratégias
funcionais distintas para a estratégia de negócios de cada SBU. Ou seja, a estratégia funcional
de produção da SBU A pode ser substancialmente diferente da estratégia funcional de
produção da SBU B.
Quando uma determinada empresa trata o negócio como um todo, ou seja, não está
estruturada dentro do contexto das SBUs, a estratégia corporativa tende a coincidir com a
estratégia de negócios e desta forma poder-se-ia ter a seguinte configuração:
Figura 6 - Níveis Estratégicos (Cenário 2)
Fonte: Autor
34
Dentro do contexto apresentado na Figura 6, desaparecem as chamadas SBUs e as
linhas de produção estão vinculadas diretamente à Direção Executiva/Presidente da empresa,
normalmente por meio do Diretor Industrial ou Diretor de Produção.
Uma outra configuração ainda poderia ser esta apresentada na Figura 7:
Figura 7 - Níveis Estratégicos (Cenário 3)
Fonte: Autor
Neste caso, a estratégia corporativa está associada ao nível de corporação/holding que
por sua vez controla várias empresas, com suas respectivas estratégias de negócios. Da mesma
forma, cada empresa pode possuir estratégias funcionais distintas.
2.3 Estratégia de Produção: Evolução e Conceituação
O final dos anos 70 e o início dos anos 80 se depararam com o desenvolvimento do
paradigma da estratégia de produção pelos pesquisadores na Harvard Business School. Chase
et al. (2004) afirmam que este trabalho foi desenvolvido pelos professores William
Abernathy, Kim Clark, Robert Hayes e Steven Wheelwright (baseado em esforços originais
anteriores de Wickham Skinner). Ainda, o trabalho enfatizava como os executivos de
produção poderiam utilizar as capabilidades de suas fábricas como armas competitivas
estratégicas.
35
Com a finalidade de esclarecer inicialmente alguns pontos teóricos importantes, partese da definição e conceituação de estratégia. Conforme Paiva et al. (2004), a origem
etimológica da palavra estratégica diz respeito à “arte de combater”, sendo que estrategos na
língua grega significa “general” e estratégia (até o século XVIII) significava a arte do general.
Porém, posteriormente, no século XX, o termo foi conceitualizado da seguinte forma: “a
adaptação prática dos meios postos à disposição do general para o alcance do objetivo em
vista” (PAIVA et al., 2004, p. 39). Esta última definição salientava alguns pontos importantes
quando confrontados com a estratégia do dia de hoje, uma vez que já considerava claramente
os meios e objetivos.
A estratégia da produção diz respeito ao estabelecimento de políticas e planos
amplos para utilizar os recursos de uma empresa, visando uma melhor sustentação de sua
estratégia competitiva (estratégia de negócios) no longo prazo.
Segundo Chase et al. (2004), a estratégia da produção pode ser vista como parte de um
processo de planejamento que coordena os objetivos/metas operacionais com os objetivos
mais amplos das organizações. Uma vez que os objetivos amplos das organizações mudam
com o tempo, a estratégia da produção precisa ser modelada para antecipar as necessidades
futuras. As capabilidades de produção de uma empresa podem ser vistas como um portfólio
adequado para se adaptar às necessidades em mudança dos clientes da empresa pelos produtos
e/ou serviços.
Ainda, Chase et al. (2004) exemplifica a partir do ponto de vista histórico da estratégia
da produção, mais especificamente na era pós-Segunda Guerra Mundial, que as empresas
americanas passaram por grandes demandas de consumo que haviam sido encerradas durante
a guerra. Como resultado, a manufatura nos Estados Unidos enfatizou a entrega de grandes
volumes para satisfazer esta demanda. Em contraste, durante o mesmo período, as empresas
36
japonesas de manufatura focaram na qualidade de seus produtos. As prioridades para se
manterem competitivos eram diferentes para empresas diferentes em paises diferentes.
Após uma breve apresentação histórica e contextual da estratégia de produção,
apresenta-se o que os autores costumam chamar de Estratégias Genéricas de Produção,
buscando iniciar uma discussão acerca das diferenças e particularidades em termos de
estratégias de produção, considerando-se as características específicas de cada situação.
2.4 Estratégias Genéricas de Produção
Segundo o modelo apresentado por Porter (1986), podem ser identificadas três
estratégicas genéricas de operações (ou produção):
a) Estratégia de liderança em custos pura;
b) Estratégia de diferenciação pura;
c) Estratégia de custo e diferenciação.
A Figura 8 apresenta graficamente as estratégias genéricas de produção (operações):
Figura 8 - Estratégias Genéricas de Produção
Fonte: Adaptado de Kim e Lee apud Paiva (2004)
37
Conforme Paiva et al. (2004), a estratégia de diferenciação pura consiste na estratégia
que procura atingir e manter certa variedade e qualidade dos produtos bem como o nível de
entrega elevado.
A estratégia pura de liderança em custos requer investimentos de capital, habilidades
em processos de engenharia, supervisão intensiva do trabalho, baixos custos de distribuição e
movimentação, entre outros.
A estratégia combinada de diferenciação e custo se tornou possível, a partir dos
avanços tecnológicos e basicamente, quando os mesmos equipamentos podem produzir vários
produtos existe uma potencial obtenção de economias de escopo. A economia de escopo se dá
quando são fabricados vários produtos com menores custos de forma combinada ao invés de
uma produção separada.
Conforme Hayes et al. (2005), em termos de avaliação da estratégia de produção, esta
consiste na análise do fato se a estratégia conduz para o sucesso competitivo no longo prazo.
Os critérios para se avaliar uma estratégia de produção pertencem basicamente a dois grupos,
conforme indicado na Figura 9:
Consistência (interna e externa)
Entre a estratégia de produção e a estratégia global de negócios
Entre as categorias de decisão que constituem a estratégia de produção
Entre a estratégia de produção e outras estratégias funcionais
Contribuição (para a vantagem competitiva)
Praticar trade-offs explícitos, possibilitando que a produção determine prioridades
que intensificam a vantagem competitiva
Direcionar a atenção para oportunidades que complementam a estratégia de negócios
Promover claramente a estratégia de produção para toda a empresa
Prover as capabilidades de produção que serão necessárias no futuro
Figura 9 - Critérios para Avaliação de uma Estratégia de Produção
Fonte: Adaptado de Hayes et al. (2005)
38
O primeiro grupo trata dos diversos tipos de consistência, tanto dentro da função
produção como ao longo das outras funções. O segundo grupo trata do grau de melhoria
proporcionado pela estratégia para o alcance da vantagem competitiva da empresa.
Além disso, é necessário enfatizar novamente que:
1. Uma estratégia de produção é determinada pelo padrão de decisões atualmente
vigente (ou seja, pelo que os gerentes fazem) e não pelo que os documentos
corporativos dizem sobre esta estratégia;
2. Embora decisões individuais sejam normalmente direcionadas e suportadas por
produtos, mercados ou tecnologias específicas, a principal função de uma
estratégia de produção é guiar o negócio, focando o conjunto de capabilidades
operacionais que permitirão perseguir a estratégia competitiva escolhida, no
longo prazo.
Conforme Corrêa & Corrêa (2004), os conceitos e princípios originalmente propostos
por Skinner e desenvolvidos ao longo das últimas três décadas deixam claro que não há uma
melhor forma de se gerenciar a produção. Esta afirmação surge do fato de que existem vários
aspectos importantes e levados em conta pelo cliente, que certamente necessitam ser
considerados em termos de estratégia de produção. Estas questões são definidas como
dimensões ou critérios competitivos e buscam fornecer maior precisão sobre o que focalizar
quando da busca pela valorização das necessidades e exigências do mercado.
2.5 Dimensões/Critérios Competitivos
Este item é relevante na medida em que são os critérios competitivos que
possibilitam uma melhor análise acerca do posicionamento dos produtos e bens frente às
exigências do mercado e dos clientes.
39
Conforme Davis et al. (2001):
“[...] a chave para o desenvolvimento de uma estratégia de produção está em
compreender como criar ou agregar valor para os clientes. Especificamente,
o valor é agregado através da prioridade ou das prioridades competitivas que
são selecionadas para uma determinada estratégia” (DAVIS et al., 2001, p.
43).
Skinner e outros autores tradicionais sobre o tema prioridades ou dimensões
competitivas identificaram inicialmente quatros fatores básicos: custos, qualidade, entrega e
flexibilidade. Estes são utilizados para possibilitar que uma empresa agregue valor aos
produtos que fornece aos clientes.
Paiva et al. (2004) identificam cinco critérios competitivos na área da administração da
produção que se relacionam com a estratégia de negócios da organização, a saber: custos,
qualidade, desempenho de entrega, flexibilidade e inovatividade. O último critério, a
inovatividade, “é tradicionalmente definido como a habilidade da empresa em lançar novos
produtos e/ou serviços em curto espaço de tempo” (PAIVA et al., 2004, p. 45).
Segundo Paiva et al. (2004), uma empresa que procurar valorizar a dimensão
competitiva custo deve buscar uma redução de seus custos ao máximo, baseando-se em três
conceitos clássicos: economias de escala, curva de experiência e produtividade. Os autores
subdividem a dimensão qualidade em oito outras dimensões: desempenho, características
secundárias, confiabilidade, conformidade, durabilidade, serviços agregados, estética e
qualidade percebida. Dentro deste conjunto de dimensões da qualidade, pode se identificar
uma ou mais dimensões para a empresa competir. Quanto ao critério competitivo
flexibilidade, os autores afirmam que esta parece ser uma dimensão que vem assumindo cada
vez mais um papel importante nas prioridades competitivas das empresas. Ainda colocam
que:
“cada tipo de flexibilidade possui duas dimensões: faixa (ou amplitude e,
está relacionada ao grau de variedade a que um determinado sistema atende)
e tempo de resposta (está relacionado ao tempo que um sistema requer para
se adaptar a uma nova situação)”. (PAIVA et al., 2004, p. 60)
40
São apresentados quatro tipos importantes de flexibilidade em termos de produção:
Flexibilidade de novos produtos: representada pela capacidade de introduzir
novos produtos ou modificar os produtos existentes;
Flexibilidade de mix de produtos: capacidade de mudar a variedade (tipos e
modelos) de produtos que estão sendo produzidos em uma empresa em um
determinado período de tempo;
Flexibilidade de volume: capacidade de alterar o volume total de produção;
Flexibilidade de entrega: capacidade da empresa de mudar as datas de entrega
planejadas ou assumidas previamente.
Em termos da dimensão competitiva desempenho de entrega, Paiva et al. (2004)
relacionando dois tipos distintos de critérios competitivos com relação ao desempenho de
entrega: confiabilidade de entrega e velocidade de entrega. A confiabilidade de entrega está
relacionada com a capacidade da empresa em fabricar produtos de acordo com a especificação
solicitada, dentro do prazo estipulado e com possibilidade de correção imediata caso haja
eventuais problemas. A velocidade de entrega se caracteriza pela capacidade da empresa em
entregar produtos com prazos menores que os da concorrência. Na realidade, a velocidade de
entrega pode ser compreendida como o tempo de atravessamento (lead-time) dos produtos da
empresa. De fato, quanto menor o tempo de atravessamento dos produtos, maior a
flexibilidade com relação ao sistema produtivo e ao atendimento do mercado.
Por fim, o critério competitivo inovatividade diz respeito à capacidade de inovar da
empresa. Porém, atualmente percebeu-se que a importância deste critério competitivo se dá
além da definição de apenas mais uma dimensão competitiva. Na realidade o critério
inovatividade pode exercer influência sobre as demais dimensões competitivas. Basicamente,
distingue-se entre dois tipos de inovação, em relação aos: i) produtos e; ii) processos. Paiva et
41
al. (2004) salientam que quando se considera uma inovação que leva a uma melhoria no
desempenho de dimensões como qualidade, custo, flexibilidade e entrega, refere-se à
inovação de processo. Por outro lado, quando se pensa em inovação do produto, a dimensão
competitiva inovatividade é central para a empresa.
Ainda em termos de inovação, é relevante mencionar as questões levantadas por
Schumpeter (1982). O autor apresenta a noção de difusão de inovação, como sendo o modo
como as inovações tecnológicas em produto e processo se espalham através de canais de
mercado. Novas tecnologias competem com tecnologias existentes, muitas vezes inclusive
substituindo-as. Os processos de difusão de inovação são prolongados envolvendo
aprimoramentos incrementais, tanto em termos de novas tecnologias como de tecnologias já
existentes.
Schumpeter (1982) afirma que com o processo de difusão de inovação, pode acontecer
uma redistribuição de recursos, a partir do momento em que empresas com menor capacidade
de adaptação são substituídas por empresas novas. Este processo é denominado por
Schumpeter como sendo a chamada destruição criadora. A partir de inovações radicais
proporcionadas por este processo, que acabam por provocar mudanças no processo de
inovação, Schumpeter (1982) propõe uma relação de vários tipos de inovações:
Introdução de um novo produto ou alteração em produto existente;
Inovação de processo que seja uma novidade para a indústria;
Abertura de um novo mercado;
Desenvolvimento de novas fontes de suprimentos de matérias-primas;
Mudanças na organização industrial.
Cabe ressaltar que, o último tipo de inovação relacionada por Schumpeter remete para
a discussão em termos de gestão do sistema produtivo da organização, despertando para a
42
utilização de novas teorias, técnicas, conceitos e princípios para a melhoria contínua na
organização. Entre as quais, podem-se citar a aplicação sistêmica e sistemática dos conceitos,
princípios e técnicas da Teoria das Restrições e do Sistema Toyota de Produção/Produção
Enxuta.
Paiva et al. (2004) ainda salientam que os cinco critérios competitivos estão
diretamente alinhados e integrados com as estratégias competitivas genéricas de Porter. Esta
relação é apresentada na Figura 10:
Estratégia competitiva
Menor custo
Custo
Qualidade
Diferenciação
Flexibilidade
Desempenho
de entrega
Inovatividade
Critérios Competitivos
Figura 10 - Ligação entre as estratégias competitivas e os critérios competitivos da produção
Fonte: Adaptado de Pires apud Paiva et at. (2004)
Uma classificação importante com relação aos fatores ou dimensões competitivas
consiste na distinção entre fatores ganhadores de pedidos e fatores qualificadores de pedidos.
Para Slack et al. (1997):
“Critérios ganhadores de pedidos são os que direta e significativamente
contribuem para a realização de um negócio, para conseguir um pedido. São
considerados pelos consumidores como razões-chave para comprar o
produto ou serviço” (SLACK et al., 1997, p. 95).
Ou seja, são àquelas dimensões que realmente decidem por comprar ou não um
produto e resultam em mais pedidos ou melhora a possibilidade de se ganhar mais pedidos.
Slack et al. (1997) ainda definem os critérios qualificadores de pedido como aqueles
que “não podem ser os principais determinantes do sucesso competitivo, mas são importantes
43
de outra forma. São aqueles aspectos da competitividade nos quais o desempenho da
produção deve estar acima de um nível determinado, para ser sequer considerado pelo
cliente.” (SLACK et al., 1997, p. 95). Ou seja, sem que a empresa possua este tipo de critério
competitivos de desempenho, provavelmente a mesma nem possa ser considerada como
potencial fornecedora do cliente.
Novamente, cabe ressaltar a questão dos trade-offs como um ponto importante que
precisa ser abordado, ou seja, a análise das incompatibilidades entre dois ou mais critérios
competitivos. Havendo uma situação de trade-off entre dois critérios, é observado em
situações onde a melhoria de um critério significa um impacto negativo no outro critério.
Paiva et al. (2004) salienta que esta situação de trade-off reforça mais ainda a necessidade de
priorização dos critérios competitivos, uma vez que a empresa precisa avaliar se é possível
atingir bons resultados em duas dimensões competitivas simultaneamente.
Para Chase et al. (2004), a noção de foco e trade-offs da produção são centrais ao
conceito de estratégia da produção. A lógica fundamental é de que uma operação não pode ter
um desempenho excelente em todas as dimensões competitivas. Conseqüentemente, a
gerência tem que decidir quais os parâmetros de desempenho que são críticos para o sucesso
da empresa, e em seguida concentrar ou focar os recursos da empresa nessas características
específicas.
Por exemplo, se uma empresa optar por focar na velocidade da entrega, então ela não
pode ser muito flexível em termos de sua habilidade em oferecer uma variedade ampla de
produtos. Da mesma forma, uma estratégia de custo baixo pode não ser compatível com a
velocidade da entrega e nem com a flexibilidade. Alta qualidade também é vista como um
trade-off para o custo baixo. Porém, cabe ressaltar que existem aspectos peculiares que devem
ser considerados em todas as situações. Por exemplo, se a empresa deseja focar na velocidade
de entrega e adota o conceito de Troca Rápida de Ferramentas por todo o sistema produtivo
44
(apresentando baixos tempos de setup), nada impede que mesmo assim esta empresa possa
ofertar uma ampla variedade de produtos para o mercado. Assim, também poderia ser flexível
neste aspecto.
Desta forma, atualmente a questão envolvendo os trade-offs é alvo de controvérsia,
uma vez que muitos autores questionam a impossibilidade de uma empresa competir em
vários critérios competitivos ao mesmo tempo. Esta discussão cresceu consideravelmente com
o surgimento do Sistema Toyota de Produção/Produção Enxuta. Hayes e Pisano (1996)
discutem este aspecto com a seguinte discussão: Os trade-offs são realmente necessários? Os
autores salientam que muitas fábricas japonesas surgiram para superar os concorrentes
americanos em diversas dimensões. Os japoneses conseguiram alcançar custos menores,
maior qualidade, lançamentos mais rápidos de produtos e maior flexibilidade ao mesmo
tempo.
Ainda, Hayes e Pisano (1996) apresentam uma discussão acerca de curvas de
desempenho, comparando-se a entrada de um competidor “enxuto” em um mercado com
competidores especialistas e competidores que atendem uma ampla faixa de produtos. A
discussão é interessante, pois analisa as possibilidades estratégicas de reação dos
competidores mais antigos frente à nova ameaça entrante. As curvas de desempenho,
compostas por custo e flexibilidade no atendimento ao mercado, evidenciam que para as
empresas mais antigas sobreviverem no mercado, estas precisam perseguir uma nova fronteira
determinada pelo competidor mais “enxuto”. Para tanto, existem os chamados “caminhos do
aprendizado” ou “trajetórias de melhorias”. Estas são decisões estratégicas que as empresas
precisam tomar com o objetivo de alcançar o competidor mais “enxuto” e assim podem optar
por “caminhos” distintos que levam ao mesmo objetivo. Por exemplo, primeiro poderia se
diminuir o custo e aumentar a flexibilidade, para depois atender o mercado de maneira
“enxuta”. Ou ainda, primeiro diminuir-se-ia o custo e a flexibilidade, para em um segundo
45
momento aumentar a faixa de produtos atendidos (flexibilidade) mantendo-se um patamar de
custos competitivo. Estas questões enriquecem a discussão da estratégia a perseguir, e os
autores salientam que uma estratégia voltada para a adoção da “manufatura enxuta” tende a
sustentar que o principal desafio consiste na transição para a nova fronteira.
Ferdowns e De Meyer apud Hayes e Pisano (1996) colaboram com esta discussão
salientando que as diferentes prioridades competitivas não necessariamente precisam estar em
conflito umas com as outras, podendo até mesmo reforçar umas as outras.
Corrêa & Corrêa (2004) afirmam que os critérios competitivos para uma empresa
podem ser múltiplos, inter-relacionados ou conflitantes. Não excluem a potencialidade de
utilização conjunta de vários critérios competitivos. A Figura 11 apresenta os critérios
competitivos possivelmente relevantes:
Grande Objetivos
Preço/custo
Velocidade
Confiabilidade
Qualidade
Flexibilidade
Sub-objetivos
Custo de produzir
Custo de servir
Acesso
Atendimento
Cotação
Entrega
Pontualidade
Integridade
Segurança
Robustez
Desempenho
Conformidade
Consistência
Recursos
Durabilidade
Confiabilidade
Limpeza
Conforto
Estética
Comunicação
Competência
Simpatia
Atenção
Produtos
Mix
Entregas
Volumes
Horários
Área
Descrição
Custo de produzir o produto
Custo de entregar e servir o cliente
Tempo e facilidade para ganhar acesso à operação
Tempo para iniciar o atendimento
Tempo para cotar preço, prazo, especificação
Tempo para entregar o produto
Cumprimento de prazos acordados
Cumprimento de promessas feitas
Segurança pessoal ou de bens do cliente
Manutenção do atendimento mesmo que algo dê errado
Características primárias do produto
Produto conforme as especificações
Produto sempre conforme as especificações
Características acessórias do produto
Tempo de vida útil do produto
Probabilidade de falha do produto no tempo
Asseio das instalações da operação
Conforto físico do cliente oferecido pelas instalações
Características (das instalações e produtos) que afetam os sentidos
Clareza, riqueza, precisão e freqüência da informação
Grau de capacitação técnica da operação
Educação e cortesia no atendimento
Atendimento atento
Habilidade de introduzir/modificar produtos economicamente
Habilidade de modificar o mix produzido economicamente
Habilidade de mudar datas de entrega economicamente
Habilidade de alterar volumes agregados de produção
Amplitude de horários de atendimento
Amplitude de área geográfica na qual o atendimento pode ocorrer
Figura 11 - Grandes objetivos e sub-objetivos de produção
Fonte: Corrêa & Corrêa (2004)
46
Pode-se observar que Corrêa & Corrêa (2004) buscam desdobrar os critérios
competitivos em critérios mais específicos de maneira a facilitar a identificação e focalização
da empresa no que tange o alcance da vantagem competitiva no mercado.
A seguir, são discutidas as categorias de decisão, como forma de orientar a empresa na
busca pela vantagem competitiva.
2.6 Categorias de Decisão
Paiva et al. (2004) colocam que a empresa industrial além de selecionar quais são as
dimensões que pretende competir, também precisa orientar suas decisões e ações de forma
coerente, buscando transformá-las em uma fonte de vantagem competitiva na(s)
dimensão(ões) selecionada(s). Com o objetivo de facilitar o entendimento, essas decisões
foram classificadas em categorias intituladas Categorias de Decisão.
Assim sendo, Hayes et al. (2005) desenvolvem a Figura 12, como forma de apresentar
e resumir as categorias de decisão para a estratégia de produção:
Decisões Estruturais
Capacidade: quantidade, tipo;
Integração vertical e relação com fornecedores: direção, extensão, equilíbrio;
Instalações: tamanho, localização, especialização;
Informação e processos tecnológicos: grau de automação, interconectividade;
Sistemas e Políticas Infra-estruturais
Alocação de recursos e sistemas de orçamento/capital
Recursos Humanos: seleção, habilidades, compensação, segurança no emprego;
Sistemas de controle e planejamento do trabalho: compras, planejamento agregado,
programação, controle ou estoques e/ou tempo de espera;
Sistemas da Qualidade: prevenção de defeitos, monitoramento, intervenção e eliminação;
Sistemas de indicadores e recompensas: medidas, bônus, políticas de promoção
Sistemas de desenvolvimento de produto e processo: política para liderar ou seguir a
concorrência, organização de equipes de projetos;
Organização: centralização versus descentralização, quais decisões delegar, papel dos
grupos de apoio.
Figura 12 - Categorias de Decisão para Estratégia de Produção
Fonte: Adaptado de Hayes et al. (2005)
47
Hayes et al. (2005) afirmam que uma estrutura útil para se pensar em termos da
diversidade das decisões envolvendo a produção é proporcionada pelas categorias de decisão.
O impacto coletivo destas decisões estabelece limites nas capabilidades estratégicas da
organização da produção.
Cabe ressalta que os autores definem as categorias de formas diferentes. Paiva et al.
(2004) relacionam nove categorias de decisão da seguinte maneira:
Capacidade: decisões a respeito da capacidade das instalações, determinada
pela planta, equipamentos e recursos humanos;
Instalações: decisões sobre localização geográfica, tipo de processo produtivo,
volume e ciclo de vida;
Equipamentos e processos tecnológicos: envolve desde equipamentos
utilizados até processos de produção (por projeto, job shop, por lote, linha de
montagem, fluxo contínuo);
Integração vertical e relação com fornecedores: decisões entre produzir e
comprar;
Recursos humanos: atua sobre as políticas existentes, mantendo os
funcionários motivados, trabalhando em equipe e buscando atingir metas da
empresa;
Qualidade: o gerenciamento desta categoria deve especificar como as
responsabilidades serão alocadas, que ferramentas de decisão e medição serão
utilizadas e quais sistemas de treinamento serão instituídos;
Escopo e novos produtos: envolve o gerenciamento e a introdução de novos
produtos e de operações a partir da amplitude do mix de produtos e processos
utilizados;
48
Sistemas gerenciais: suporte às decisões tomadas e sua implementação,
necessitando de planejamento, sistemas de controle, políticas operacionais e
linhas de autoridade e responsabilidade;
Relação inter-funcional: envolve sistemas gerenciais e mecanismos que
possibilitam a interação com as diversas áreas funcionais.
Paiva et al. (2004) também busca relacionar algumas categorias de decisão e
estratégias genéricas de produção, conforme demonstrado na Figura 13:
Categorias de Decisão
Capacidade
Instalações: tamanho da planta
Equipamentos e processos:
tipos de equipamentos
inovação do processo
novas tecnologias de manufatura
Sistemas Gerenciais:
tamanho de estoques
tamanho de lote
tempo de setup
Recursos Humanos:
especialização
habilidades no trabalho
flexibilidade
Liderança
em Custos
GRANDE
GRANDE
Diferenciação
Pura
VARIÁVEL
VARIÁVEL
Custo e
Diferenciação
PEQUENA
PEQUENA
ESPECIAIS
PEQUENA
POUCAS
UNIVERSAIS
GRANDE
POUCAS
UNIVERSAIS
GRANDE
MUITAS
VARIÁVEL
VARIÁVEL
VARIÁVEL
PEQUENO
PEQUENO
PEQUENO
PEQUENO
PEQUENO
PEQUENO
VARIÁVEL
RESTRITA
PEQUENA
BAIXA
AMPLA
GRANDE
VARIÁVEL
AMPLA
GRANDE
Figura 13 - Relação de categorias de decisão e estratégias genéricas de produção
Fonte: Adaptado de Kim e Lee apud Paiva et al. (2004)
A partir da Figura 13 pode se observar que estratégias distintas de produção podem
exigir decisões diferentes para a mesma situação. Cabe ressaltar que a Figura 13 é apenas um
exemplo para demonstrar tal situação.
Uma outra relação interessante é construída por Corrêa & Corrêa (2004), na medida
em que buscam relacionar os critérios competitivos com as áreas de decisão estratégica de
operações, ou seja, com as categorias de decisão. A Figura 14 apresenta esta relação:
49
Legenda
+
++
+
+
++
++
+
++
++
+
+
+
+
+
+
+
++
+
++
++
++
++
++
++
++
++
+
+
++
++
+
++
++
++
++
++
+
++
++
++
++
+
++
+
++
++
++
++
++
++
+
+
+
++
++
++
++
++
+
++
++
++
++
++
+
+
+
++
+
+
++
+
+
++
++
++
++
+
++
++
++
++
+
++
++
++
++
++
++
+
+
+
+
+
+
++
++
++
++
+
+
++
+
++
++
+
+
+
+
+
+
Gestão de relacionamento
++
++
+
+
+
+
+
+
++
++
++
++
+
+
++
+
+
Sistemas de melhoria
+
+
+
++
Medidas de desemp enho
+
+
Redes de suprimentos
++
++
+
++
Sistemas de informação
++
+
Sistemas de PPCP
+
+
Filas e fluxos
+
++
Organização
+
++
Gestão da qualidade
++
+
Fo rça e projeto do trabalho
+
+
Capacidade/demanda
Instalações
CUSTO
Custo de produzir
Custo de servir
VELOCIDADE
Acesso
Atendimento
Cotação
Entrega
CONFIABILIDADE
Pontualidade
Integridade
Segurança
Robustez
QUALIDADE
Desempenho
Conformidade
Consistência
Recursos
Durabilidade
Confiabilidade
Limpeza
Conforto
Estética
Comunicação
Competência
Simpatia
Atenção
FLEXIBILIDADE
Produtos
Mix
Entregas
Volume
Horários
Área
Processo e tecnolog ia
Critérios de
Desempenho
Projeto de produtos e serviços
Áreas de Decisão Estratégica em Operações
++
+
++
+
+
++
+
+
++
++
+
++
+
++
++
++
+
+
+
+
+
+
+
++
+
++
++
++
++
++
++
+
+
+
+
+
+
++
+
++
++
++
+
+
++
+
++
++
++
+
++
+
++
++
+
++
++
++
++
++
+
+
++
Influência moderada
Influência forte
Sem influência relevante
Figura 14 - Matriz de Relacionamentos entre Critérios de Desempenho e suas Áreas de Decisão
Fonte: Corrêa & Corrêa (2004, p. 81)
50
Como pode ser observado, os autores relacionam os critérios competitivos de
desempenho com as áreas de decisão estratégia da produção, considerando para tal a
influência exercida do critério na área particular. A classificação se dá em: i) influência
moderada; ii) influência forte; iii) sem influência relevante. Alternativamente, esta ferramenta
poderia ser utilizada adotando-se uma lógica de classificação de pontuação, onde as relações
seriam construídos de acordo com uma pontuação (por exemplo, de 0 a 10) para representar a
influência dos critérios competitivos em cada uma das áreas de decisão estratégica da
produção.
Segundo Paiva et al. (2004), a definição e classificação das categorias de decisão
facilitam a identificação das ações possíveis de serem tomadas objetivando criar e
desenvolver novas, melhores e diferentes competências na área de produção.
As categorias de decisão podem ser tratadas de maneira diferente, buscando enriquecer
a compreensão das mesmas e ressaltando as potenciais contribuições para o campo da
estratégia de produção. Por exemplo, as categorias de decisão podem ser visualizadas
enquanto uma abordagem sistêmica para toda a cadeia de valor. A seção seguinte apresenta e
discute a cadeia de valor e a rede de valor de operações.
2.7 Cadeia de Valor e Rede de Valor de Operações
Inicialmente, busca-se a definição de Porter (1980) acerca do que seja valor. Para o
autor, valor é o montante que os compradores estão dispostos a pagar por aquilo que uma
empresa lhes oferece. O valor não é medido pelo custo final, mas sim pela receita total,
resultante do preço que a empresa estabelece para o seu produto em função do mercado e do
número de unidades que ela pode vender.
Pode-se dizer que o valor total de um determinado bem é composto pela margem
(resultado da subtração dos custos referentes às atividades de valor do produto) e pelas
51
atividades de valor. As atividades de valor são as atividades físicas e tecnológicas
desempenhadas por uma empresa para a criação de um produto com certo valor de mercado.
Porter (1980) classifica as atividades de valor em duas categorias:
Atividades primárias: logística de suprimento, operações, logística de
distribuição, marketing e vendas, assistência técnica;
Atividades de apoio: infra-estrutura de empresa, gerenciamento de recursos
humanos, desenvolvimento de tecnologia, aquisição de insumos e serviços.
As atividades podem ser representadas através de uma cadeia genérica de valor. A
Figura 15 apresenta as atividades de Porter (1980) na cadeia genérica de valor:
Figura 15 - Cadeia Genérica de Valor
Fonte: Porter (1980)
As atividades executadas em uma cadeia de valor não são independentes entre si, pois
constituem um sistema de atividades interdependentes. Para tanto, pode-se analisar a cadeia
de valor de Porter como uma Rede de Valor de Operações, como se segue.
Segundo Paiva et al. (2004), a cadeia de valor de Porter pode ser reinterpretada para a
área de produção e operações gerando uma Rede de Valor de Operações (RVO), composta
52
pelas seguintes atividades inter-relacionadas: i) Desenvolvimento de Produto; ii) Suprimentos;
iii) Produção; iv) Distribuição; v) Serviços Agregados.
A RVO busca compreender aspectos da cadeia de valor e das categorias de decisão, de
forma a integrar sistemicamente todas as contribuições disponíveis para se expandir o
conceito de valor ao longo da cadeia produtiva.
Ainda, Paiva et al. (2004) afirmam que o conceito de RVO expande a visão tradicional
da Cadeia de Valor, uma vez que considera o inter-relacionamento das atividades entre si sem
que haja um pressuposto de seqüenciamento.
A Figura 16 traz uma representação da RVO:
Figura 16 - A Rede de Valor de Operações - RVO
Fonte: Adaptado de Paiva et at. (2004)
A Rede de Valor de Operações considera a área de produção como elemento central
na tarefa de integração da rede como um todo. Conforme exposto anteriormente, a idéia da
RVO consiste em apresentar as áreas da Cadeia de Valor de maneira mais sistêmica e
integrada, buscando evidenciar que as áreas interagem entre si, eliminando a percepção
seqüencial que a Cadeia de Valor transmite. Importante
ressaltar
que
a
RVO
influência e pressão da concorrência e deve considerar as exigências do mercado.
recebe
53
Utilizando-se novamente da Figura 5 – Níveis Estratégicos (Cenário 1) – e adaptandoa, tem-se a seguinte representação:
Figura 17 - RVO para SBUs
Fonte: Autor
A Figura 17 busca salientar que cada SBU tem uma RVO específica, podendo ser
diferenciada em qualquer atividade/área da RVO. Desta forma, pode-se entender que a
estratégia de negócios de uma SBU tem que considerar a RVO que a mesma está inserida.
Assim, pode-se observar que é ainda mais relevante a necessidade de se definir e tratar a
estratégia de negócios específica para o contexto de cada SBU, ou seja, levar em consideração
a rede de valor de cada SBU em particular.
Os critérios competitivos são definidos a partir da RVO e das exigências de mercado,
exercendo a tarefa de fornecer o foco estratégico a todos os elos das atividades. Desta forma,
quando da identificação e definição dos critérios competitivos, é necessário integrar as áreas
envolvidas, principalmente o gestor da área de produção, de maneira que o entendimento e as
escolhas estratégicas da empresa possam ser compatibilizados com os recursos operacionais
disponíveis para dar suporte à estratégia competitiva.
54
A escolha e posterior ênfase dos critérios competitivos a serem adotadas na unidade de
negócios ou empresa servirão para nortear as decisões e ações que deverão ser tomadas ou
priorizadas ao longo da RVO.
Da mesma forma que o exposto anteriormente, se para cada SBU têm-se uma RVO
distinta e para cada RVO têm-se critérios competitivos identificados de maneira específica, a
estratégia de negócios e, por conseguinte a estratégia de produção, necessariamente precisa
levar em consideração a RVO e os critérios competitivos específicos de cada unidade de
negócios em separado.
Logo, intuitivamente, se a RVO e os critérios competitivos são distintos para cada
SBU, a estratégia de negócios e a estratégia de produção também pode ser diferentes para
cada SBU e muitas vezes precisa ser diferente de forma que a empresa ou unidade possa
competir e alcançar vantagem competitiva no segmento industrial que está inserida.
Na realidade, retomando a discussão de categorias de valor, pode-se observar que
estas podem ser transportadas para a RVO. Segundo Paiva et al. (2004), a busca por objetivos
comuns e não-conflitantes em cada categoria de decisão, define a chamada coerência interna
da estratégia de produção. Os autores afirmam que a classificação das categorias de decisão
não fornece indicações de como alcançar a coerência interna na estratégia de produção. Para
tanto, busca-se analisar as categorias de decisão de forma agrupada no conceito das
atividades inter-relacionadas na RVO, ou seja, Desenvolvimento de Produto, Suprimentos,
Produção, Distribuição e Serviços Agregados. As decisões tomadas nessas atividades buscam
sustentar a estratégia competitiva da empresa, considerando os seguintes objetivos:
a. Agregar valor para o cliente: aproximação das áreas de marketing e
produção, criando valor através da oferta daquilo que o cliente deseja;
b. Integrar as atividades da RVO: criar condições para que as decisões ao
longo da RVO estejam todas alinhadas;
55
c. Buscar contínua adequação entre as atividades existentes: análise de
atividades existentes, eliminação das atividades desnecessárias,
readequação entre atividades e prioridades competitivas.
A seguir são descritas as categorias de decisão enquanto atividades dentro da RVO.
2.7.1
Atividade de Desenvolvimento de Produtos
A atividade de desenvolvimento de produto consiste em um ponto estratégico para a
organização. Conforme Paiva et al. (2004), o desenvolvimento de novos produtos possibilita a
empresa melhorar sua posição no mercado através da ampliação do mix de produtos ofertados,
aumentando desta forma a variedade e passando a oferecer novidades em termos de produtos.
Além disso, os produtos existentes podem ser qualificados, de modo a aumentar a agregação e
percepção de valor dos produtos atualmente ofertados pela empresa.
Em se tratando do processo de desenvolvimento de novos produtos, é necessário
considerar em conjunto o desenvolvimento do processo produtivo, de forma a sustentar o
lançamento de novos produtos, principalmente evitando atrasos. Geralmente, o cliente não
está preocupado com o processo produtivo em si. Porém, este pode exercer impacto relevante
no lançamento de um novo produto, principalmente em termos de qualidade do produto.
Conforme Wheelwright e Clark (1992), as questões associadas ao desenvolvimento de
novos produtos e processos não estão ligados exclusivamente a novos desenvolvimentos
científicos e tecnológicos, uma vez que compreendem um conjunto mais amplo de fatores: i)
competição internacional mais intensa; ii) forte influência do projeto no desempenho e no
custo de produção e uso do produto; iii) mercados mais fragmentados e exigentes; iv)
tecnologias evoluindo cada vez mais rapidamente.
56
Corrêa e Corrêa (2004) afirmam que uma das ferramentas mais importantes para a
questão de projetos em manufatura, com a finalidade de analisar se as necessidades e desejos
do cliente estão refletidos no projeto do produto, é a engenharia de valor. A análise de valor e
engenharia de valor é usada para avaliar o valor dos componentes de um produto aos olhos do
cliente final.
2.7.2
Atividade de Suprimentos
A atividade de suprimentos está intimamente ligada às categorias de decisão
relacionadas com o grau de integração vertical e a relação com fornecedores.
Segundo Paiva et al. (2004), “a integração vertical é a combinação de processos de
produção, distribuição, vendas e outros processos econômicos tecnologicamente distintos
dentro das fronteiras da mesma empresa” (PAIVA et al., 2004, p. 81). Assim, a integração
vertical diz respeito à decisão de produzir internamente ou comprar de fornecedores e
basicamente são sustentados por cálculos financeiros e questões estratégicas diretamente
envolvidas no processo decisório. Várias outras questões devem ser ponderadas, como o
aumento da complexidade em termos de problemas administrativos e os investimentos
necessários.
Em termos de relacionamento com fornecedores, podem-se citar dois tipos de
relação: competitiva e de parceria. A relação competitiva com fornecedores diz respeito ao
processo de verticalização iniciado pela Ford e aperfeiçoado a GM na década de 1920, onde a
empresa é divida em unidades de negócios ou famílias de produtos, onde ocorre uma
comparação entre várias empresas fornecedoras para se definir com qual será mantida uma
relação de fornecimento. Por outro lado, a relação de parceria com fornecedores considera
relacionamento mais estáveis entre as duas partes. A idéia consiste em gerar benefícios e
ganhos para ambos os lados, deixando claro o compromisso tende a ser para o longo prazo.
57
Porém, por outro lado, este tipo de relação pressupõe aspectos fundamentais, tais como:
transparência, confiança, desenvolvimento mútuo, entre outros.
Enquanto a relação competitiva com fornecedores está fortemente calcada em aspectos
comerciais (preço), a relação de parceria com fornecedores exige trabalhos conjuntos em cima
da qualificação dos fornecedores, através de processos conhecidos como desenvolvimento de
fornecedores. Muitas empresas possuem inclusive setores específicos para o desenvolvimento
de fornecedores, buscando não apenas desenvolver novos fornecedores, mas também
qualificar a base de fornecedores existentes.
Uma contribuição significativa para o tema desenvolvimento de fornecedores consiste
na implementação da chamada Matriz de Posicionamento Estratégico de Materiais – MPEM,
como forma de buscar técnicas ágeis e eficazes para a gestão de suprimentos de maneira
segmentada. Assim, Antunes e Klippel (2002), salientam que:
“Este método permite segmentar os materiais em 4 quadrantes distintos,
quais sejam: i) Componentes Não Críticos; ii) Componentes Estratégicos iii)
Componentes de Risco; iv) Componentes Competitivos. Para cada um dos
quadrantes desta Matriz de Posicionamento Estratégico ter-se-á o
desenvolvimento de diferentes estratégias de Gestão dos Materiais”
(ANTUNES e KLIPPEL, 2002).
Desta forma, além de poder se chegar a uma qualificação do fornecedor, qualifica-se
também a gestão de compras, no que tange a segmentação e diferenciação de tratamento dos
materiais. Este é um exemplo das ferramentas disponíveis para enriquecer e melhorar os
aspectos envolvendo suprimentos nas empresas.
2.7.3
Atividade de Produção
De acordo com Paiva et al. (2004), “a atividade de produção envolve todas as decisões
em relação ao sistema produtivo, com o objetivo de dar suporte à estratégica de negócios da
empresa” (PAIVA et al., 2004, p. 83). Analisando-se as categorias de decisão propostas
58
anteriormente, as decisões relacionadas ao sistema produtivo envolvem basicamente a
definição da capacidade produtiva, a configuração das instalações físicas, a escolha da
tecnologia de processo e os sistemas de gestão.
As decisões relacionadas com capacidade produtiva se relacionam com a
necessidade de capacidade no longo prazo. Estas questões estão envolvidas com novas
tecnologias de produção e relação entre produção e demanda. Fleury e Proença apud Paiva et
al. (2004) afirmam que estas decisões estão fortemente vinculadas no comportamento previsto
da demanda, no comportamento da concorrência, nos movimentos dos fornecedores e
clientes, na velocidade e sentido da inovação tecnológica e nos custos de construção e
operação de fábricas e equipamentos.
Embora o efeito das decisões sobre capacidades produtivas seja sentido no curto,
médio e longo prazos, Corrêa e Corrêa (2004) destacam que em geral as decisões sobre
capacidade produtivo têm impacto estratégico devido basicamente aos seguintes fatores: i)
envolvem grandes somas de capital investido; ii) muitas vezes, as decisões sobre alterações de
níveis de capacidade requerem grande antecedência; iii) uma vez tomada a decisão
estratégica, revertê-la é extremamente demorado e caro; iv) uma decisão de capacidade
produtiva equivocada tem impacto direto no desempenho operacional da unidade produtiva.
Neste momento, cabe ressaltar um aspecto importante no que tange principalmente a
questão envolvendo a dificuldade em se tratar as capacidades produtivas. Esta dificuldade se
dá por diversos motivos, entre os quais pode se citar a necessidade de se identificar os
recursos existentes no sistema produtivo. Além disso, os mesmos devem ser analisados e
tratados de forma sistêmica, de forma que possam ser identificados os recursos gargalos,
CCRs e aqueles que possuem sérios problemas de qualidade. A capacidade produtiva do
sistema de produção se dá considerando-se as eficiências dos recursos produtivos, de forma
59
que a capacidade nominal serve apenas de ponto de partida para se definir a real capacidade
produtiva das instalações.
Em termos de instalações físicas, pode-se segmentar a análise em dois pontos
específicos: localização e foco. Atualmente, as decisões em termos de localização das
instalações estão vinculadas basicamente em: custos, capacitação da mão-de-obra local,
sistemas de transporte, sistemas de energia e comunicações, proximidades de centros de
consumo, entre outros. Paiva et al. (2004) salienta que em um contexto amplo de RVO, podese decidir inclusive em termos da localização dos fornecedores, desenvolvimento de produtos,
sistemas de distribuição e serviços oferecidos. Em termos da importância da focalização
quando se trata de instalações produtivas, os autores destacam que “uma planta que focaliza
em um determinado mix de produtos para um nicho específico de mercado tenderá a ter um
melhor desempenho que aquela com um amplo escopo de produtos e mercados” (PAIVA et
al., 2004, p. 85).
Um ponto importante diz respeito às conclusões de Skinner acerca da orientação na
definição de plantas focalizadas, pois o autor afirma que estas se relacionam com o conceito
de mini-fábrica. Em outras palavras, isto significa que ao invés de se construírem diferentes
linhas de produção/setores em uma única empresa, esta empresa deveria ser dividida em cinco
mini-fábricas com gestão própria da mão-de-obra, controle de produção, estrutura
organizacional própria, entre outras. Fábricas focalizadas2 (mini-fábricas) é assunto discutido
posteriormente neste capítulo.
A categoria de decisão tecnologia de processo ainda vinculada com a atividade de
produção na RVO, pode ser resumida por Paiva et al. (2004) da seguinte forma:
“Os equipamentos e processos tecnológicos envolvem desde equipamentos
utilizados até processos de produção (por projeto, job shop, por lote, linha de
montagem, fluxo contínuo). Deve considerar as características do produto,
ciclo de vida e relação com o mercado” (PAIVA et al., 2004, p. 86).
2
As Fábricas Focalizadas são discutidas em maiores detalhes e em conjunto com a noção de Unidades
Estratégicas de Negócios – SBU, no Anexo C.
60
Ainda, Corrêa e Corrêa (2004) destacam:
“A tecnologia tem alterado substancialmente os processos produtivos fabris,
tanto no sentido de permitir mais automação, com evidente impacto na
produtividade e na consistência e confiabilidade da produção, quanto no
desafio do tradicional trade-off entre eficiência e flexibilidade de processos”
(CORRÊA e CORRÊA, 2004, p. 337).
Um ponto contemporâneo importante diz respeito ao que as empresas precisam fazer
para vencer o desafio de transformar os benefícios internos advindos de novas tecnologias em
benefícios externos de mercado. Os investimentos em novas tecnologias têm focado na
flexibilização do sistema produtivo, surgindo inovações ao longo dos anos, tais como:
robótica, Sistemas Flexíveis de Manufatura (FMS – Flexible Manufacturing System),
CAD/CAM e CIM.
Por fim, a categoria de decisão relacionada aos sistemas de gestão deve envolver
todas as decisões que permitem melhorar o gerenciamento da produção/operações,
melhorando a integração do processo de criação e agregação de valor. Paiva et al. (2004)
afirma que os sistemas de gestão abrangem sistemas informatizados para: gestão da produção
e operações, gestão da qualidade, gestão dos recursos humanos, estilos gerenciais e formas de
relacionamento entre produção e demais áreas funcionais da organização. Em termos de
sistemas para gestão da produção, pode-se citar o avanço dos softwares basicamente no que
tange os ERPs – Enterprise Resource Planning e os softwares especialistas, como
Programação Fina de Produção – PFP e Pesquisa Operacional - PO. Estes tipos de softwares
buscam integrar todas as atividades da RVO (ERP) e desempenhar funções especificas com
funcionalidades avançadas de otimização matemática e sincronização e seqüenciamento da
produção.
Os sistemas de gestão da qualidade buscam criar condições para a aprendizagem
contínua, além de permitir o desempenho da área de produção em termos de fluxo rápido de
61
produção e níveis de estoque em processo, defeitos por lote, etc. O impacto pode ser direto,
uma vez que existe a tendência de minimização dos problemas de qualidade, tanto de
processo e produto como relacionados a outros aspectos tipo velocidade, confiabilidade de
entrega e custos.
Em termos de sistemas de recursos humanos, Paiva et al. (2004) indica que estes têm
por finalidade atuar nas políticas existentes, de forma a manter os funcionários motivados,
trabalhando em equipe e buscando atingir metas da empresa. Esta integração proporciona
pelos sistemas também aproxima os gerentes do papel de treinadores e facilitadores do
processo de desenvolvimento dos recursos humanos, aproximando-se do conceito de learning
organization.
O estilo gerencial está intimamente ligado com a cultura da empresa. Paiva et al.
(2004) afirma que a cultura organizacional poderá ser analisada sob vários níveis, como
artefatos visíveis, ambiente da organização, arquitetura, tecnologia adotada, padrões visíveis
de comportamento, entre outros. A cultura organizacional está ligada a valores, crenças e
história da mesma. Por exemplo, com a divisão de trabalho entre planejamento e execução
(inicialmente por Adam Smith e posteriormente por Frederick Taylor) deu origem ao estilo de
gestão que enfatiza o controle e a supervisão, ou seja, lógica top-down. Com o advento e
disseminação
das
técnicas
japoneses,
principalmente
do
Sistema
Toyota
de
Produção/Produção Enxuta o estilo gerencial foi redirecionado para aspectos de instrução e
orientação.
Com relação às estratégias adotadas e habilidades necessárias, a flexibilização de um
sistema de manufatura é possível tanto em termos de recursos tecnológicos (instalações e
equipamentos) quanto em termos de recursos humanos. Finalizando a análise acerca da
categoria de decisão de sistemas gerenciais na atividade de produção, a relação interfuncional envolve mecanismos e sistemas gerenciais que possibilitam a tarefa de
62
integralização entre as áreas funcionais. Embora não serão tratadas em detalhes, Paiva et al.
(2004) listam quatro mecanismos para facilitar a coordenação inter-funcional:
a. Estrutura da organização: existência de atividades que conduzam a
atividades integradoras e que redefinam funcionalmente as estruturas;
b. Comunicação interna: alguns autores apontam
os problemas de
comunicação como uma das principais causas de falta de integração entre
as diversas áreas;
c. Sistemas de recompensa: estes devem influenciar positivamente as relações
internas da empresa;
d. Modelos tecnológicos: tecnologias novas em termos de sistemas e técnicas
modernas permitem uma melhor integração entre as áreas, principalmente
entre Produção e Marketing.
2.7.4
Atividade de Distribuição
Paiva et al. (2004) entendem que a atividade de distribuição se relaciona com a forma
como o produto é disponibilizado nos canais de distribuição, envolvem basicamente os custos
de distribuição, o fluxo logístico e os canais utilizados. Em termos de visão estratégica podese dizer que houve uma busca crescente por melhorias na rede de suprimentos, principalmente
motivadas pela disseminação e entendimento de técnicas relacionadas ao Sistema Just-InTime. Outros aspectos também têm influenciado entre os quais se podem citar: advento das
transações na Internet, exigência de maior confiabilidade na entrega, customização crescente,
entre outros. Em termos de escopo de decisões, podem ser consideradas três dimensões:
a. Dimensão Funcional: busca de integração entre as áreas para melhoria do
fluxo logístico;
63
b. Dimensão Setorial: busca de integração entre todas as áreas da cadeia de
suprimentos;
c. Dimensão Geográfica: questões regionais como cultura e hábitos poderão
ser determinantes para orientar a distribuição de um produto.
Outro fator relevante no que diz respeito à distribuição, consiste nos custos envolvidos
que, juntamente com a definição estratégica de como deve ser feita a distribuição,
representam dois fatores críticos e decisivos para o sucesso. Ballou apud Paiva et al. (2004)
apresentam a Figura 18 como forma de salientar e apresentar a relação existente entre custos
de estoque, de transporte e de processamento de pedidos:
Figura 18 - Custos Totais de Distribuição
Fonte: Ballou apud Paiva et al. (2004)
A Figura 18 desperta para a necessidade de a empresa analisar os trade-offs existentes
entre os custos de transporte, estoque e de processamento de pedido. Basicamente, um
64
número maior de depósitos aumenta o custo de estoque e de processamento de pedido, e por
outro lado um número reduzido de depósitos tende a aumentar o custo com transporte.
2.7.5
Atividade de Serviços Agregados
Por fim, as atividades de serviços agregados envolvem a gama de serviços ofertados
ao cliente de forma conjunta ao produto vendido. Basicamente, abrange atividades
envolvendo garantias, assistência técnica, try-outs, informações diversas e consultoria técnica.
Além disso, modernamente muita atenção está sendo dirigida para os serviços de pós-venda.
Após a entrega do produto final por parte da empresa para o cliente, um diferencial
competitivo consiste no atendimento despendido pela empresa para solucionar e suportar
eventuais problemas, dúvidas e/ou esclarecimentos que se fizerem necessários por parte dos
clientes.
Paiva et al. (2004) destacam que quando se analisa a RVO:
“é possível verificar quais são os serviços agregados que proporcionam o
que muitos chamam de “a hora da verdade”, ou seja, o momento em que a
empresa fica cara a cara com seu cliente” (PAIVA et al., 2004, p.94).
Muitas empresas não estão preparadas para se defrontarem diretamente com seus
clientes. Os autores ainda afirmam que os serviços agregados devem ser considerados como
categorias de decisão, uma vez que não está mais se discutindo se devem ser fornecidos
serviços ou não, e sim qual tipo de serviço deve ser ofertado ao cliente. As atividades de
assistência técnica, por exemplo, são de grande relevância para firmar o comprometimento
que a empresa tem frente seus clientes. Em grandes linhas, a assistência técnica compreende
atividades como fornecimento de peças, prestação de serviço e garantia.
Paiva et al. (2004), ainda afirmam que se podem identificar estágios diferenciados
para o nível de serviço ofertado. Basicamente, têm-se o primeiro nível como sendo aquele que
65
o cliente não diferencia o serviço oferecido, seguindo-se até o nível em que o serviço
oferecido é uma referência para o tipo de serviço considerado.
Por fim, cabe ressaltar que em muitas empresas a comercialização de produtos
representa apenas uma parcela dos resultados econômicos atingidos, sendo que a prestação de
serviços aos clientes pode significar ganhos representativos para a empresa.
O ponto seguinte consiste na discussão da formulação e desenvolvimento das
estratégias de produção, para posteriormente discutir as bases que sustentarão a definição do
Método de Análise de Estratégias de Produção.
2.8 Formulação/Desenvolvimento de Estratégias de Produção
Conforme Chase et al. (2004), os principais objetivos do desenvolvimento de uma
estratégia de produção são:
a. Traduzir as dimensões competitivas exigidas, normalmente obtidas do
pessoal de relacionado ao mercado, em necessidades específicas de
desempenho para a produção. Por exemplo, através das atividades de pósvenda;
b. Elaborar os planos necessários para certificar-se de que as capabilidades de
produção (e da empresa) sejam suficientes para realizá-las.
No mesmo sentido, Slack apud Paiva et al. (2004) propõe uma seqüência de etapas
para a implementação de estratégias de produção. A primeira etapa consiste no
estabelecimento de critérios competitivos da produção e da mesma forma que Chase et al.
(2004) possibilitam-se uma sinergia, basicamente entre os setores de marketing e produção,
com a finalidade de absorver contribuições com foco na melhoria da competitividade da
empresa.
66
Slack apud Paiva et al. (2004) segue a seqüência de etapas da seguinte maneira:
1. A partir de uma escala definida, avalia-se a importância que os clientes
atribuem aos vários critérios competitivos;
2. Após, analisa-se o desempenho da empresa nesses critérios em
comparação com os concorrentes;
3. Com os resultados obtidos, monta-se uma matriz de importância versus
desempenho;
4. A matriz possui quatro zonas: a) apropriada; b) de melhoramento; c) de
ação urgente; d) de excesso. Conforme posicionamento, ações devem ser
tomadas de acordo com o grau de importância para o cliente e o grau de
desempenho da empresa frente os concorrentes.
A Figura 19 apresenta a matriz importância-desempenho descrita sucintamente acima:
Figura 19 - Matriz importância-desempenho
Fonte: Slack apud Paiva et at. (2004, p.104)
67
Conforme a Figura 19, a competitividade da empresa pode ocorrer de duas maneiras:
i) através do aumento ou diminuição da importância de alguns critérios percebidos pelos
clientes; ii) através da melhoria do desempenho de alguns critérios frente aos concorrentes.
Para Chase et al. (2004), as etapas para priorizar essas dimensões competitivas são
basicamente:
1. Segmentar o mercado de acordo com o grupo de produto;
2. Identificar as necessidades de produtos, os padrões de procura e as margens de
lucro de cada grupo;
3. Determinar os critérios ganhadores e qualificadores de pedidos para cada grupo;
4. Converter os critérios ganhadores de pedidos em necessidades de desempenho
específicos.
Os mesmos autores ainda colocam que o processo para alcançar uma segmentação de
produção satisfatória que mantenha o foco, é geralmente uma questão de decidir quais
produtos ou grupos de produtos se encaixam entre si, no sentido de apresentarem
características similares de desempenho do mercado ou que façam demandas similares sobre
o sistema de produção.
A partir da apresentação das questões relevantes em termos de formulação e
desenvolvimento das estratégias de produção, parte-se para a apresentação do conceito de
Estratégia Corporativa de Produção, como forma de sustentar o Método de Análise da
Estratégia de Produção.
2.9 O Conceito da Estratégia Corporativa de Produção
Hayes et al. (2005), após o entendimento de que a estratégia de produção deva ser
customizada/elaborada para atender as necessidades de um negócio específico, abordam a
68
importância de se elevar a discussão para um nível maior, a Estratégia Corporativa de
Produção de uma empresa com vários negócios.
Os autores indicam que utilizando as definições dos diferentes níveis de estratégias e
as principais categorias de decisão que coletivamente determinam uma estratégia de produção
para uma SBU, devem ser consideradas duas definições para a estratégia corporativa de
produção e as implicações de cada uma. As categorias de decisão foram descritas
anteriormente.
A primeira definição para a estratégia corporativa de produção assume que esta existe
somente ao ponto em que cada SBU adota as mesmas (ou muito similares) estratégias de
produção. Entretanto, algumas reflexões sugerem que tal definição não é muito útil. Como
cada SBU tem aspectos particulares e desta forma uma estratégia de negócios específica, uma
estratégia de produção comum pode não ser apropriada. Hayes et al. (2005) afirmam que
mesmo para empresas nas quais diversos negócios empregam estratégias de negócios
semelhantes (ou prioridades competitivas similares), normalmente estes negócios apresentam
diferenças suficientes de modo que podem necessitar de estratégias de produção diferentes.
Hayes et al. (2005) acreditam que a segunda definição para a estratégia corporativa de
produção é mais útil do que a primeira. Esta segunda definição está baseada na existência de
atributos e aspectos comuns entre os elementos estruturais e infra-estruturais das diferentes
SBUs.
Com a finalidade de explorar mais profundamente esta segunda idéia para a estratégia
corporativa de produção, a Figura 20 parece contribuir significativamente para o
entendimento e desenvolvimento do conceito em cena:
69
Decisões da Estratégia
de Produção
Capacidade**
Instalações**
Tecnologia**
Integração Vertical**
Mão-de-obra**
Qualidade**
Planejamento
Produção/Controle
Materiais**
de
de
Estratégias de Negócios Individuais
Negócio A* Negócio B* Negócio C*
Exemplos de Políticas/Diretrizes Genéricas (corporação)
XXXXXX
000000
000000
000000
XXXXXX
XXXXXX
XXXXXX
000000
000000
XXXXXX
000000
000000
000000
000000
XXXXXX
//////
//////
//////
XXXXXX
XXXXXX
XXXXXX
//////
//////
XXXXXX
//////
//////
//////
//////
XXXXXX
++++++
++++++
++++++
XXXXXX
XXXXXX
XXXXXX
++++++
++++++
XXXXXX
++++++
++++++
++++++
++++++
Um conjunto comum de critérios a serem utilizados no desenvolvimento/apresentação de uma
proposta de investimento
Políticas para as condições econômicas ou competitivas que requerem mudanças de capacidade
Parâmetros que governam o tamanho e localização das instalações individuais
Diretrizes para reduções permanentes de capacidade em instalações maduras
XXXXXX
000000
000000
XXXXXX
XXXXXX
XXXXXX
000000
XXXXXX
XXXXXX
000000
000000
XXXXXX
XXXXXX
XXXXXX
000000
000000
XXXXXX
000000
000000
XXXXXX
//////
//////
XXXXXX
XXXXXX
XXXXXX
//////
XXXXXX
XXXXXX
//////
//////
XXXXXX
XXXXXX
XXXXXX
//////
//////
XXXXXX
//////
//////
XXXXXX
++++++
++++++
XXXXXX
XXXXXX
XXXXXX
++++++
XXXXXX
XXXXXX
++++++
++++++
XXXXXX
XXXXXX
XXXXXX
++++++
++++++
XXXXXX
++++++
++++++
Políticas para análises de make/buy e mudanças na integração retrógrada
Regras para estabelecer preços de transferência interna
Políticas para a organização e o leiaute dos processos de produção
Critérios para seleção de equipamento e níveis de automação perseguidos
Estabelecimento de pacotes de benefícios e escalas de pagamento
Políticas sobre sindicatos, contratação, promoção e estabilidade no emprego
Definição de relatórios de padronização, de trabalhos
Diretrizes para indicadores de desempenho tais como custo da qualidade, falhas no campo e
níveis esperados de qualidade
Parâmetros para aprovação de hardware e especificações do sistema de produção
Regras para medir e avaliar o desempenho dos estoques
Definições de classificações de trabalho e níveis de pessoal direto/indireto
Políticas acerca dos níveis de suporte da engenharia de produção e o uso de serviços
terceirizados
* Cada coluna representa a estratégia de produção que complementa uma estratégia de negócios específica.
** Cada linha representa comportamentos, práticas e políticas em cada categoria de decisão que são consistentes ao longo do negócio (representados por XXXXXX) e
aqueles que não são consistentes para todos os negócios (representados por 000000; //////; ++++++).
Organização**
Figura 20 - O Conceito da Estratégia Corporativa de Produção
Fonte: Adaptado de Hayes et al. (2005, p.73)
70
Percorrendo as diversas categorias de decisão, é possível identificar algumas políticas
sobre certos tipos de decisões que são comuns ao longo dos negócios. Estas políticas e
atributos comuns são resultantes de um conjunto de valores comuns da empresa. Neste caso,
os aspectos de cada categoria de decisão são governados por políticas comuns para todas as
SBUs. A área de Finanças, por exemplo, costuma adotar uma perspectiva de cunho
corporativa.
Ainda segundo Hayes et al. (2005), a questão relevante diz respeito ao fato de se
considerar como os valores e preferências da corporação que estão em sintonia com a
estratégia de negócios também moldam suas estratégias de produção. O fato de identificar
estas preferências e valores pode auxiliar a unidade de negócios nas atividades de fixar
prioridades, considerar trade-offs e desenvolver estratégias funcionais mais eficazes. Os
autores apresentam alguns tipos de preferências para a estratégia de produção:
a. Orientação Dominante da Corporação: cada empresa ou unidade pode
apresentar orientações distintas entre as quais se podem citar orientações
voltadas para: mercado, produto, cliente, tecnologia, material. A partir da
orientação dominante, a empresa persegue os melhores resultados através de
ações específicas e focadas no tipo de orientação definida;
b. Padrão de Diversificação: consiste no tipo de diversificação que a empresa
segue e pode ser realizada de diversas maneiras: i) diversificação de produto
dentro de um determinado mercado; ii) diferenciação de mercado (geográfica
ou grupo de cliente) dentro de uma determinada linha de produto; iii)
diversificação de processo, ou vertical (consiste em aumentar a participação do
processo da empresa obtendo maior controle sobre fornecedores e
distribuidores) com um determinado mix de produtos e mercados;
71
c. A Atitude para o Crescimento: a importância do crescimento é o terceiro fator
que influencia o papel da competição em produção. Todas as empresas se
defrontam com uma variedade de oportunidades para o crescimento. A atitude
da empresa para o crescimento exerce uma forte influência na atitude da
empresa em relação à produção como uma arma competitiva. Para empresas na
qual o crescimento é considerado essencial, a tarefa principal da produção é
simplesmente manter este nível de crescimento elevado. Por outro, para
empresas na qual o crescimento não é o principal fator de motivação, pode-se
trabalhar mais fortemente em um papel estratégico mais extenso e rico para a
produção.
Desta forma, é necessário identificar quais são os pontos de cada categoria de
decisão que são específicos por SBU em particular e as questões comuns para todas as
SBUs em conjunto, ou seja, são políticas, procedimentos, aspectos corporativos. Assim, é
possível traçar estratégias de produção e estratégias de negócios específicas por SBU
coerentes com a estratégia de negócio da empresa como um todo e até mesmo com a
estratégia corporativa do grupo empresarial.
A discussão acerca da Estratégia Corporativa de Produção ainda deveria incorporar
outras questões, visando enriquecer e completar a funcionalidade em termos de abrangência e
efetividade quando da análise das estratégias de produção dentro da Organização. No item
seguinte, apresenta-se o conceito de competências centrais, como forma de facilitar a
compreensão da RVO como um todo.
72
2.10
Competências Centrais
A partir dos anos 90, principalmente com a publicação do livro “Competing for the
future” (Hamel e Prahalad, 1994), outros aspectos e preocupações, além de apenas a questão
de custos, começaram a ser considerados quando da análise e tomada de decisões no campo
estratégico. Uma das principais preocupações surgidas nesta época diz respeito às
competências centrais. Segundo Corrêa e Corrêa (2004), a noção de competências centrais
surgiu com a discussão acerca das decisões envolvendo terceirização, ou seja, decisões sobre
produzir internamente ou terceirizar parte da produção para fornecedores externos.
Paiva et al. (2004) apresentam o conceito de competências da empresa da seguinte
forma:
“As competências da empresa são aquelas perceptíveis aos clientes e
construídas a partir da combinação das competências de operações geradas a
partir do uso criativo e inovador de seus diferentes recursos” (PAIVA et al.,
2004, p. 76).
As competências da empresa são habilidades e características que podem ser
identificadas pelo mercado e muitas vezes, vinculadas diretamente à empresa que as detêm.
Ou seja, pode-se dizer que é tudo aquilo que o cliente valoriza.
Hamel e Prahalad (1994) definem três características necessárias para que uma
competência seja considerada central:
a. Valor para o cliente: deve proporcionar uma contribuição “desproporcional”
para o valor percebido pelo cliente;
b. Diferenciação sobre concorrência: deve ser competitivamente única ou
exclusiva, ou seja, uma competência que seja dominada por todo segmento
industrial não deve ser considerada central;
c. Extendabilidade: deve ter papel importante na abertura de novos mercados e
oportunidades no futuro.
73
Conforme Davis et al. (2001), a fim de implementar uma estratégia de produção com
sucesso, algumas competências centrais devem ser identificadas. As competências centrais
permitem à empresa estabelecer suas prioridades competitivas no mercado de trabalho.
Assim, os autores afirmam:
“as competências centrais podem ser definidas como a habilidade ou
conjunto de habilidades que a função administração da produção
desenvolveu para permitir que a empresa se diferencie de suas concorrentes”
(DAVIS et al., 2001, p. 52).
Evidentemente, que não apenas na função produção é que devem ser identificadas as
competências centrais, também nas outras áreas funcionais é necessário definir e identificar as
competências centrais. Desta forma, todas as competências funcionais deveriam convergir
para um mesmo ponto estratégico, buscando atingir os objetivos e metas da empresa, ou
unidade de negócios.
Ainda, Paiva et al. (2004) definem:
“As competências de operações (produção) constituem o resultado de uma
seleção, integração, balanceamento, alocação e utilização dos recursos
dentro da RVO de tal forma adequada que permite que as atividades sejam
realizadas com eficiência e eficácia” (PAIVA et al., 2004, p. 76).
Hayes et al. (2005) chamam estas competências centrais de capabilidades ou
capacidade (capabilities), pois acreditam que este termo indica uma conotação mais dinâmica:
as capabilidades ou capacidades podem ser conscientemente construídas, enquanto que as
palavras recursos e competências freqüentemente são utilizadas para referenciar atributos que
são mais estáticos por natureza.
Os autores ainda destacam que a afirmação fundamental sobre esta nova visão
emergente da estratégia competitiva (freqüentemente referenciada como Visão Baseada em
Recursos – Resource-Based View) consiste no fato de que as empresas são bem sucedidas no
longo prazo não por construir e defender uma fortaleza competitiva, mas principalmente por
74
ser capaz de fazer certas coisas melhor do que a concorrência. Muitas habilidades apenas
podem ser desenvolvidas no longo prazo, com a experiência adquirida ao passar dos anos de
negócios.
Desta forma, além da definição das competências da empresa e de produção, é
necessário definir alguns outros pontos importantes neste tema, basicamente os recursos e as
atividades. Para tanto, Paiva et al. (2004) citam Hayes et al. (1996) e apresentam uma breve
analogia para explicar todos estes conceitos. A passagem está transcrita abaixo:
“Imagine uma regata de barcos à vela. Vários barcos, todos rigorosamente
dentro de um padrão predefinido, com o mesmo número de tripulantes, todos
enfrentando as mesmas condições climáticas: orientação de ventos, corrente
e densidade da água e temperatura. E mais, todos com o mesmo objetivo em
mente: cruzar a linha de chegada em primeiro lugar. Certo é que alguns
chegarão na frente de outros” (HAYES et al. apud PAIVA et al., 2004, p.
75).
Os autores utilizam esta breve história para diferenciar os fatores chaves envolvendo o
tema em pauta. A questão que emerge é se alguns barcos chegam à frente dos outros, qual a
diferença existente entre eles? Os recursos são os mesmos, ou seja, todos os barcos são iguais,
todos têm o mesmo número de tripulantes e os instrumentos utilizados estão disponíveis para
todos. As condições climáticas são as mesmas para todos, ou seja, o ambiente é o mesmo.
Pode-se concluir que o que diferencia um barco de outro são fatores tipo persistência, sorte,
liderança, senso de direção, além de um conjunto de características e habilidades próprias,
intangíveis, dificilmente imitáveis e certamente raras. (PAIVA et al., 2004, p. 75). A isso se
dá o nome de competências centrais. 3
Para o caso da regata, pode-se dizer que as competências da empresa (no caso o barco)
são aquilo que o público pode assistir: manobras, atalhos, estratégias de retenção ou bloqueio
3
O termo competências centrais pode ser encontrado de diversas maneiras, dependendo do autor, entre as
principais podem-se citar: competências essenciais, core competence, capabilities, capabilidades, habilidades,
capacidades, competências distintivas.
75
de ventos aos outros competidores etc., ou seja, todas as habilidades, astúcia e destreza da
tripulação e do capitão no manejo de todos os recursos disponíveis (PAIVA et al., 2004).
Para Paiva et al. (2004), “os recursos podem ser entendidos como os ativos,
informações e conhecimento controlados por uma empresa que a tornam capaz de conceber e
implementar estratégias que melhorem sua competitividade” (PAIVA et al., 2004, p. 75).
Em se tratando da RVO, pode-se entender como recursos todos os processos,
equipamentos e pessoas com alguma relação com a produção e que considerados de maneira
isolada não conduzem ao desempenho desejado.
A partir desta afirmação, pode-se concluir que são as atividades que criam
competências dentro da RVO. Os recursos por si só são apenas pontos estáticos, necessitando
ser considerados em conjunto e integrados com a RVO. Por exemplo, retornado ao caso da
regata, Paiva et al. (2004) esclarece que as habilidades individuais dos marujos e do capitão
(tripulantes) desempenhando as tarefas de forma precisa e rápida com a utilização dos
recursos disponíveis, são o que se pode chamar de competências de produção.
Davis et al. (2001) salientam que as empresas industriais, com a finalidade de se
concentrarem na parte essencial do seu negócio, começaram a se desvencilhar das atividades
que não são consideradas críticas ao seu sucesso. Esta situação é evidenciada na manufatura,
onde as empresas cada vez mais optam por terceirizar ou subcontratar atividades que não são
o foco do negócio da empresa. Cada vez mais componentes e submontagens são retiradas do
fluxo produtivo da empresa e alocadas para fornecedores externos/terceirizados.
Por fim, Paiva et al. (2001) afirmam que dada a rapidez da mudança no ambiente
competitivo, as competências devem ser dinâmicas, sendo esta essencial quando sabidamente
as mudanças são características do mercado, considerando-se tempos necessários de resposta,
rapidez de inovações e sob um prisma dinâmico e pró-ativo.
76
2.11
Estratégia Corporativa de Produção Baseado na RVO
Anteriormente, foi abordado e discutido o conceito de Estratégia Corporativa de
Produção, considerando para tal as categorias de decisão tradicionalmente colocadas. O
objetivo desta seção específica consiste em relacionar a Estratégia Corporativa de Produção
de uma forma mais completa, buscando inserir elementos importantes para compor o Método
de Análise de Estratégias de Produção. Para tanto, será discutida a Estratégia Corporativa de
Produção sob o contexto da RVO, inserindo ainda as competências centrais como forma de
facilitar a compreensão da RVO como um todo.
A partir de então, retorna-se à Figura 20 buscando adaptá-la de forma a representar a
Estratégia Corporativa de Produção na RVO de maneira mais sistêmica e completa:
77
PRESSÃO DA CONCORRÊNCIA
EXIGÊNCIAS DE MERCADO
DIMENSÕES/CRITÉRIOS COMPETITIVOS
Atividades da RVO
DESENVOLVIMENTO DE
PRODUTOS
(Produto, Processo)
SUPRIMENTOS
(integração vertical, relação
com fornecedores)
PRODUÇÃO
(capacidade,
instalações,
tecnologia
de
processo,
sistemas de gestão)
DISTRIBUIÇÃO
(visão estratégica, custos,
distribuição)
SERVIÇOS AGREGADOS
(garantia, assistência técnica,
try-outs,
informações,
consultoria)
Estratégias de Negócios Individuais
Negócio A
Negócio B
Negócio C
Políticas/Diretrizes Genéricas (Corporação)
XXXXXX
000000
000000
000000
XXXXXX
//////
//////
//////
XXXXXX
++++++
++++++
++++++
*********************
XXXXXX
XXXXXX
XXXXXX
000000
XXXXXX
XXXXXX
XXXXXX
//////
XXXXXX
XXXXXX
XXXXXX
++++++
*********************
XXXXXX
000000
000000
000000
XXXXXX
//////
//////
//////
XXXXXX
++++++
++++++
++++++
*********************
XXXXXX
000000
000000
000000
XXXXXX
//////
//////
//////
XXXXXX
++++++
++++++
++++++
*********************
XXXXXX
XXXXXX
XXXXXX
000000
XXXXXX
XXXXXX
XXXXXX
//////
XXXXXX
XXXXXX
XXXXXX
++++++
*********************
COMPETÊNCIAS CENTRAIS
DO NEGÓCIO
COMPETÊNCIAS CENTRAIS DA CORPORAÇÃO
Figura 21 - Estratégia Corporativa de Produção na RVO
Fonte: Autor
78
Conforme observado na Figura 21, foram realizadas adaptações no modelo proposto
por Hayes et al. (2005). Nos parágrafos seguintes estas adaptações serão apresentadas e
discutidas.
Basicamente, buscou-se ampliar o modelo de Hayes et al. (2005) de forma a torná-lo
mais completo e efetivo, através integração com a RVO.
O ambiente externo (mercado) exerce influência de duas formas, ou seja, através da
pressão da concorrência e através das exigências dos clientes em termos de produtos e
serviços. A partir deste ponto é possível identificar os critérios competitivos para cada uma
das unidades ou negócios da empresa. Estes critérios são definidos levando-se em
consideração tanto os aspectos externos (concorrência e exigências) quanto às
particularidades de cada linha, unidade, negócio da empresa.
O ponto fundamental do presente modelo consiste na identificação e definição das
políticas e diretrizes que dizem respeito à empresa como um todo e àquelas que são
específicas para cada unidade de negócios em particular. Ou seja, um conjunto de aspectos e
decisões deve ser considerado tendo-se como unidade de análise o negócio/produto/linha em
particular, devendo gerar contribuições específicas para cada situação. Outro conjunto
representa as questões genéricas para toda a corporação, devendo ser comum para todas as
unidades de negócios da empresa. Neste ponto, pode-se observar que as ações genéricas para
todas as unidades deverão gerar estratégias comuns para a empresa como um todo, enquanto
que outro ponto consiste na definição de estratégias individuais considerando-se as
características e particularidades de cada unidade de negócios. Esta situação pode ser
percebida a partir da dialética entre as partes e o todo.
Esta dialética ainda deve ser enriquecida com uma análise específica para cada
atividade da Rede de Valor de Operações, considerando-se também, as categorias de decisão
agrupadas por atividades. Ou seja, as políticas e diretrizes genéricas e específicas devem ser
79
analisadas por atividade na RVO, objetivando avaliar e compreender as categorias de decisão
para cada unidade de negócios em particular.
Desta forma, busca-se avançar do modelo tradicionalmente utilizado de categorias de
decisão, para um novo modelo que considera estas categorias dentro do escopo da RVO.
Por fim, devem-se considerar as competências centrais de cada unidade de negócios.
As competências centrais têm por objetivo facilitar a compreensão dos pontos e critérios
relevantes para cada unidade de negócios. Devem-se levar em consideração todas as
atividades da RVO para se definir as competências centrais de cada unidade de negócios, pois
desta forma a análise individual é enriquecida com mais elementos competitivos, contribuindo
para a definição das estratégias de produção das SBUs em particular e da empresas como um
todo. Além disso, existem também as competências centrais da Corporação, devendo ser
tratadas como genéricas para a empresa como um todo.
80
3
MÉTODO
O Método da presente pesquisa pode ser dividido em duas partes, a saber: i) Método
de Pesquisa; ii) Método de Trabalho. O Método de Pesquisa escolhido para a elaboração do
presente estudo foi o Estudo de Caso. O Método de Trabalho, construído a partir dos
princípios gerais propugnados pelo Método do Estudo de Caso, irá descrever o procedimento
prático para a consecução do trabalho, ou seja, os passos seguidos para a realização do
mesmo. A seguir apresenta-se uma discussão sobre o Método de Pesquisa.
3.1 Método de Pesquisa
Em termos de Método de Pesquisa será adotado o Estudo de Caso. Considerando-se a
metodologia de pesquisa, o Estudo de Caso tem sido amplamente utilizado na pesquisa
acadêmica, embora nem sempre seja bem compreendida ou avaliada. É difícil sintetizar o
material, visto que não há consenso sobre a natureza dessa estratégia de pesquisa (ROESCH,
1999).
Yin (2001) coloca que o Estudo de Caso é a estratégia escolhida ao se examinarem
acontecimentos contemporâneos, porém quando não se podem manipular comportamentos
relevantes. O Estudo de Caso conta com muitas das técnicas utilizadas pelas pesquisas
históricas, mas acrescenta duas fontes de evidências que usualmente não são incluídas no
repertório de um historiador: observação direta e série sistemática de entrevistas. Ainda,
81
afirma que o Estudo de Caso não requer necessariamente um modo único de coleta de dados
como no caso, por exemplo, da observação participante.
Em termos de definição técnica, Yin (2001) coloca que um Estudo de Caso é uma
investigação empírica que investiga um fenômeno contemporâneo dentro de seu contexto da
vida real, especialmente quando os limites entre o fenômeno e o contexto não estão
claramente definidos.
Segundo Roesch (1999) algumas características do Estudo de Caso são: a) estuda
fenômenos em profundidade dentro de seu contexto; b) é especialmente adequado ao estudo
de processos organizacionais; c) explora fenômenos com base em vários ângulos.
Uma outra característica do Estudo de Caso é que este tende a possuir grande
flexibilidade, ou seja, é impossível estabelecer roteiros rígidos que determinem com precisão
como deverá ser desenvolvida a pesquisa.
Hartley (1994) afirma que a capacidade de explorar processos sociais à medida que
eles se desenrolam nas organizações pode ser considerado como um dos pontos fortes do
estudo de caso. Esta capacidade possibilita uma análise processual, contextual e longitudinal
das várias ações e significados que ocorrem e se formam dentro das organizações.
Segundo Yin (2001), o Estudo de Caso contribui de forma inigualável para a
compreensão que se têm dos fenômenos individuais, organizacionais, sociais e políticos.
O Estudo de Caso único pode ser dividido em projetos do tipo holísticos e
incorporados. Segundo Yin (2001), os projetos holísticos são aqueles estudos de caso com
apenas uma unidade de análise, enquanto que os projetos incorporados são aqueles que
consideram unidades múltiplas de análise.
Para Yin (2001), tanto os projetos de estudos de caso único holísticos como os
incorporados possuem pontos fortes e pontos fracos. Por exemplo, os projetos holísticos são
indicados quando não é possível identificar nenhuma subunidade lógica, tratando-se desta
82
forma do caso mais agregado. No entanto, surgem problemas relacionados com a dificuldade
em se analisar fenômenos específicos com maiores detalhes, uma vez que toda a análise se dá
e conduzida tendo-se como ponto central a unidade global. Neste caso, os projetos
incorporados são mais apropriados, na medida em que é possível avançar nos detalhes através
do processo de investigação. Por outro lado, um projeto incorporado pode apresentar algumas
“armadilhas”, principalmente quando o estudo de caso está concentrado apenas nas
subunidades de análise, dificultando desta maneira retornar para uma visão da unidade maior.
Desta forma, o Método de Pesquisa adotado é o Estudo de Caso Único com Objetos
Incorporados. Conforme Alvarez (2004), dependendo da complexidade do objeto e das
múltiplas unidades de análise envolvidas, são reveladas nuances específicas na lógica de
desenvolvimento de pesquisas deste tipo.
O Estudo de Caso Único com Objetos Incorporados foi definido como método de
pesquisa, uma vez que serão tratadas três linhas de produtos distintas da empresa a partir de
uma perspectiva de um único Estudo de Caso.
Buscando-se analisar tanto os aspectos relacionados com os procedimentos de
pesquisa e com a operacionalização da mesma. Sendo assim, para a descrição do Método de
Trabalho optou-se por utilizar as fontes de evidências propostas por Yin (2001). A Figura 22
apresenta um resumo dos pontos fortes e fracos das fontes de evidências:
83
FONTES DE
PONTOS FORTES
EVIDÊNCIAS
Documentação Estável – pode ser revisado inúmeras vezes
Discreta – não foi criada como resultado do
estudo de caso
Exata – contém nomes, referências e detalhes
exatos de um evento
Ampla cobertura – longo espaço de tempo,
muitos eventos e muitos ambientes distintos
Registros em Os
mesmos
mencionados
para:
arquivos
Documentação
Precisos e quantitativos
Entrevistas
Observações
diretas
Observação
participante
Artefatos
físicos
PONTOS FRACOS
EXEMPLOS
Capacidade de recuperação – pode ser baixa
Seletividade tendenciosa – se a coleta não estiver
completa
Relato de visões tendenciosas – reflete as idéias
preconcebidas (desconhecidas) do autor
Acesso – pode ser deliberadamente negado
Cartas, memorandos e outros tipos de
correspondências
Agendas, avisos e minutas de reuniões, e outros
relatórios escritos
Documentos administrativos internos
Estudos ou avaliações formais
Recortes de jornais ou artigos publicados na mídia
Registros de serviços e organizacionais
Mapas e tabelas das características geográficas
Listas de nomes, levantamentos demográficos,
registros pessoais, diários, anotações e agendas
Condução de forma espontânea
Entrevista focal
Levantamento formal
Os mesmos mencionados para: Documentação
Acessibilidade aos locais graças a razões
particulares
Direcionadas – enfocam diretamente o tópico
do estudo de caso
Perceptivas – fornecem inferências causais
percebidas
Visão tendenciosa devido a questões mal
elaboradas
Repostas tendenciosas
Ocorrem imprecisões devido à memória fraca do
entrevistado
Reflexibilidade – o entrevistado dá ao
entrevistador o que ele quer ouvir
Realidade – tratam de acontecimentos em Consomem muito tempo
Visita de campo
tempo real
Seletividade – salvo ampla cobertura
Observações de reuniões, atividades de passeio,
Contextuais – tratam do contexto do evento
trabalho de fábrica, salas de aula e outras
Reflexibilidade – o acontecimento pode ocorrer de
forma diferenciada porque está sendo observado
atividades semelhantes
Custo – horas necessárias pelos observadores
humanos
Os mesmos mencionados para: Observação Os mesmos mencionados para: Observação direta
Modalidade especial na qual existe interação do
direta
pesquisador
Visão tendenciosa devido à manipulação dos
Perceptiva em relação a comportamentos e
eventos por parte do pesquisador
razões interpessoais
Capacidade de percepção em relação a Seletividade
Artefato físico
aspectos culturais
Disponibilidade
Artefato cultural
Capacidade de percepção em relação a
operações técnicas
Figura 22 - Fontes de Evidência: Pontos Fortes e Fracos e Exemplos
Fonte: Adaptado de Yin (2001, p. 108)
84
Sendo assim, a Figura 22 evidencia a necessidade de utilização simultânea de diversas
fontes de evidência como forma de enriquecimento do estudo de caso proposto na presente
pesquisa.
Com relação à forma de coleta de dados através destas fontes de evidências, Yin
(2001) salienta que três princípios são importantes para se obter benefícios destas fontes:
Princípio 1: utilizar várias fontes de evidência; Princípio 2: criar um banco de dados para o
estudo de caso; Princípio 3: manter o encadeamento de evidências.
Ainda com relação ao método de trabalho e as fontes de evidências, cabe ressaltar um
importante conceito envolvendo a utilização de múltiplas fontes de evidências (Princípio 1): a
triangulação. Conforme Yin (2001), a triangulação é o fundamento lógico para se utilizar
fontes de evidências. Ainda, a utilização de várias fontes de evidências permite ao
pesquisador se dedicar a uma ampla diversidade de questões históricas, comportamentais e de
atitudes. Ou seja, o processo de triangulação compreende o desenvolvimento de linhas
convergentes de investigação. Patton apud Yin (2001) apresenta quatro tipos de triangulação:
i) de dados; ii) de pesquisadores; iii) da teoria; iv) metodológica. Por fim, uma importante
contribuição do processo de triangulação consiste no processo de validação da pesquisa, de
forma que diversas fontes de evidências fornecem várias avaliações sobre o mesmo
fenômeno.
O Princípio 2 (um banco de dados para o estudo de caso), consiste na maneira como
se organiza a documentação dos dados coletados para o estudo de caso. Uma desorganização
ou falta de um banco de dados, contribui negativamente para o desenvolvimento de pesquisa
baseados no método do estudo de caso. O Princípio 3 (encadeamento de evidências) tem por
objetivo principal aumentar a confiabilidade das informações. Ou seja, consiste na
preservação dos dados coletados (idéias originais, evidência original), de forma a representar
o fato ocorrido.
85
3.2 Método de Trabalho
O Método de Trabalho utilizado é constituído dos 6 passos apresentados a seguir na
Figura 23:
Figura 23 - Etapas do Método de Trabalho
Fonte: Autor
O Passo 1 para elaboração e desenvolvimento da presente pesquisa consistiu na
escolha da empresa foco do Estudo de Caso. A Empresa em questão foi selecionada por se
tratar de uma empresa que fabrica conhecidamente uma ampla gama de produtos para o
mesmo segmento industrial. A partir da seleção da empresa, foi iniciado um processo de
negociação com a finalidade de se obter a autorização por parte do corpo diretivo para a
realização do trabalho de dissertação de mestrado.
86
A seguir, a partir da definição da empresa e autorização para o desenvolvimento do
trabalho, o Passo 2 consistiu no desenvolvimento do referencial teórico proposto para a
condução e elaboração da presente pesquisa. Foi realizada uma ampla pesquisa bibliográfica
com o intuito de gerar uma abordagem teórica adaptada às necessidades da pesquisa.
A partir de uma elaboração preliminar do referencial teórico da presente pesquisa, o
Passo 3 compreendeu a delimitação do trabalho prático. Esta etapa é de suma importância na
medida em que se manteve uma constante preocupação com o “enquadramento” da pesquisa à
luz da teoria proposta. Ou seja, com o desenvolvimento prático do trabalho, foi necessário
retornar ao referencial teórico por algumas vezes, com a intenção de complementar a teoria
proposta e adequar os propósitos teóricos com o desenvolvimento prático do trabalho.
O Passo 4 do desenvolvimento do trabalho consistiu da construção do método de
elaboração da pesquisa, utilizando-se para tal as fontes de evidência e os princípios para se
obter benefícios destas fontes. A primeira fonte de evidência adotada foi a documentação,
utilizando-se basicamente de jornais (Randonário4; Zero Hora; Gazeta Mercantil) e de
documentos administrativos provenientes das diversas áreas envolvidas com o Estudo de
Caso. Alguns documentos administrativos utilizados consistem em relatórios técnicos e
gerenciais das áreas, gráficos de acompanhamentos, anotações diversas, entre outros.
Outra fonte utilizada foram os Registros em Arquivos, na qual foram acessados
arquivos e dados provenientes das seguintes fontes:
i)
Sindicato Interestadual da Indústria de Materiais e Equipamentos
Ferroviários e Rodoviários (www.simefre.org.br);
ii)
Federação Nacional da Distribuição de Veículos Automotores
(www.fenabrave.com.br);
4
O Randonário é a revista informativa de publicação interna, dirigida aos funcionários da Randon Implementos.
Esta foi amplamente utilizada durante a pesquisa, trazendo contribuições significativas para o trabalho,
principalmente no que tange os depoimentos prestados pelos colaboradores da Randon Implementos. Para o
desenvolvimento da pesquisa foram utilizadas edições do Randonário desde 1992 até o presente momento.
87
iii)
Comissão Monetária de Valores (www.cvm.gov.br);
iv)
Fotos ilustrativas dos produtos (www.randon.com.br);
v)
Trabalhos de Capacitação Tecnológica (intranet da Randon);
Além da utilização de dados e informações provenientes dos órgãos listados acima,
foram acessados um amplo conjunto de arquivos internos da Randon Implementos, sendo que
nem todas as informações puderam ser transcritas para a presente pesquisa devido ao seu
caráter sigiloso. Porém, cabe ressaltar que todas estas informações, transcritas ou não,
serviram para ampliar o entendimento e compreensão do fenômeno estudado.
Também foram utilizadas as Entrevistas como fontes de evidências. Foram adotadas
entrevistas semi-estruturadas, descrita por Merton et al. apud Yin (2001) como entrevista do
tipo focal. Este tipo de entrevista é aquela na qual o respondente é entrevistado por um curto
período de tempo, sendo as entrevistas espontâneas, assumindo um caráter de uma conversa
informal. Deve-se salientar que a duração de cada entrevista compreendeu um intervalo de 30
minutos a duas horas de reunião. Porém, cabe ressaltar que foi utilizado um conjunto de
questões gerais com o objetivo de nortear a condução das entrevistas. No Anexo A
encontram-se as relações das questões gerais abordadas durante as entrevistas.
Com a finalidade de seguir a lógica teórica, anteriormente apresentada, para a
condução da presente pesquisa, busca-se relacionar as atividades da Empresa com as
respectivas funções e profissionais que precisaram ser entrevistadas. Para tanto, a Figura 24
apresenta as atividades da RVO e os respectivos profissionais entrevistados:
88
Atividade da RVO
Aspectos Mercadológicos
Desenvolvimento de Produtos
Suprimentos
Produção
Distribuição
Serviços Agregados
Profissionais/Setores Entrevistados
Diretor Industrial
Coordenador de Marketing
Analista de Marketing
Supervisor de Vendas Mercado Interno
Supervisor de Vendas Mercado Externo
Supervisor de Vendas Negócio Ferroviário
Diretor Industrial
Gerente de Produção
Setor de Engenharia Produto Linha CS/GR
Setor de Engenharia Produto Linha TQ CO
Setor de Engenharia Produto Vagões
Supervisor de Ferramentaria
Engenheiro da Ferramentaria
Coordenador da Engenharia de Processo
Diretor Industrial
Supervisor de Suprimentos – Atividade de Compras
Supervisor de Suprimentos – Atividade de Programação
Analista de Qualidade e Desenvolvimento de Fornecedores
Supervisor de Logística
Diretor Industrial
Gerente de Produção
Supervisor de Produção Linha CS/GR – Montagem Final (Caixa)
Supervisor de Produção Linha CS/GR – Montagem de Bases
Supervisor de Produção Linha TQ CO – Montagem (Chassis e Tanque)
Supervisor de Produção Linha TQ CO – Montagem Final
Supervisor de Produção Linha Vagões Ferroviários
Supervisor de Produção da Caldeiraria
Supervisor de Ferramentaria
Engenheiro da Ferramentaria
Supervisor de PCP (Programação e Follow up)
Supervisor de Qualidade
Supervisor da Engenharia de Manufatura
Coordenador do Negócio Ferroviário
Supervisor de Recursos Humanos
Analista de Recursos Humanos
Coordenador de Controladoria e Custos
Diretor Industrial
Supervisor de Logística
Supervisor de Vendas Mercado Interno
Supervisor de Vendas Mercado Externo
Diretor Industrial
Supervisor de Pós-Venda e Garantia da Qualidade
Figura 24 - Atividades da RVO e Profissionais Entrevistados
Fonte: Autor
Na Figura 24 buscou-se relacionar as atividades da RVO com os profissionais em
questão, de modo que genericamente é possível se ter a noção da origem dos dados e
informações coletados para compreender e descrever cada uma das atividades da RVO. Desta
89
forma, é possível justificar a escolha dos participantes das entrevistas de modo que cada
participante serviu como fonte de informações para atender uma ou várias atividades da RVO.
Pode-se dizer que a Observação Direta também foi utilizada como fonte de evidência
para o desenvolvimento do trabalho. Neste ponto, salientam-se duas grandes atividades
desenvolvidas ao longo do trabalho: i) diagnóstico; ii) visitas in-loco. Foram realizados cerca
de 10 (dez) dias de visitas in-loco nas dependências da Empresa, abrangendo os diversos
setores e áreas envolvidas com o tema em pauta. Da mesma forma, a partir de todo o conjunto
de observações realizadas, foi possível elaborar um amplo diagnóstico buscando descrever e a
apresentar as unidades de análise utilizados na presente pesquisa.
Na seqüência, o Passo 5 consistiu no tratamento dos dados coletados, basicamente se
tratando da transcrição das entrevistas realizadas. As entrevistas foram transcritas para mídia
eletrônica e paralelamente foram sendo anotadas as dúvidas que surgiam no decorrer da
transcrição. As dúvidas foram posteriormente encaminhadas por correio eletrônico para os
respectivos responsáveis e através do próprio correio eletrônico ou pelo telefone estas
questões foram discutidas e esclarecidas. Além das entrevistas propriamente ditas, um amplo
conjunto de dados quantitativos foi coletado e posteriormente tratado. Neste tratamento,
foram utilizadas planilhas eletrônicas de modo a facilitar a análise através de equações e
fórmulas, buscando criar gráficos que ampliassem a compreensão da realidade da empresa
como um todo e das linhas de produtos, em particular. Diversos gráficos construídos a partir
dos dados tratados foram explicitados ao longo do texto.
Por fim, pode-se dizer que o Passo 6 é a elaboração do trabalho propriamente dito, a
partir da concretização das etapas descritas anteriormente5.
5
Durante o processo de redação da dissertação, visando verificar os dados e informações possíveis de serem
publicados, o texto foi submetido para a análise da Empresa foco do estudo.
90
4
ESTUDO DE CASO
Visão Geral do Grupo Randon
A Holding Randon Participações é a controladora das empresas Randon, tendo como
responsabilidade a definição do planejamento estratégico do conglomerado. As empresas do
Grupo Randon são as seguintes:
Randon Implementos: fabricante de implementos rodo-ferroviários;
Randon Veículos: fabricante de veículos especiais do tipo fora de estrada;
Jost: fabricante de componentes para veículos articulados e sistemas intermodais;
Fras-le: fabricante de pastilhas e lonas para freios de veículos leves, pesados e
fora de estrada, revestimentos de embreagem, sapatas ferroviárias e
metroviárias, além de produtos industriais para uso geral em equipamentos;
Suspensys Sistemas Automotivos: fabricante de suspensões, eixos, cubos e
tambores para implementos rodoviários;
Master: fabricante de freios de alta qualidade;
Mastertech: serviços de processos de pintura;
Randon Consórcios: empresa de serviços para administração de grupos de
consórcios.
91
Conforme Figura 25, as empresas Randon responderam por um faturamento de cerca
de R$ 1,3 bilhões em 2003, sendo atingido um lucro líquido de R$ 70 milhões, ou seja, 5,28%
do faturamento6:
Faturamento
Lucro/Prejuízo
%
2000
2001
2002
2003
R$ 732.841.000,00
R$ 813.872.000 ,00
R$ 984.020.000,00
R$ 1.329.445.000,00
R$ (2.238.000,00)
R$ 4.863.000,00
R$ 13.705.000,00
R$ 70.146.000,00
-0,31%
0,60%
1,39%
5,28%
Figura 25 - Faturamento e Lucro Líquido do Grupo RANDON
Fonte: Comissão de Valores Monetários (www.cvm.gov.br)
Pode-se observar que as empresas do Grupo Randon saíram de um prejuízo de quase
R$ 2 milhões no ano de 2000 e foram conquistando resultados positivos crescente desde
então. Pode-se salientar ainda que em 2003, as exportações do Grupo Randon representaram
cerca de US$ 75 milhões (49% superior ao ano de 2002). Conforme Gazeta Mercantil
(31/03/2004), no ano de 2003 o conglomerado bateu as marcas de receita bruta, faturamento
líquido e lucro.
Em termos de agregação e percepção de valor por parte dos clientes e do mercado, o
Randonário (julho/2004, No. 55) traz uma reportagem bastante interessante acerca da marca
Randon. O título da reportagem é bastante sugestivo: “RANDON: O que existe por trás dessa
marca?”,
Basicamente, a reportagem busca despertar as pessoas para a idéia de que, atualmente
o valor de mercado ultrapassa o próprio patrimônio físico da Empresa. De acordo com
pesquisas realizadas pela Empresa junto aos seus clientes, a questão “confiabilidade da
marca” alcançou o maior índice de satisfação. Desde então, a Empresa se destacou em
diversos veículos de pesquisa, entre as quais podem se destacar:
6
Não foi possível utilizar os dados e informações de valores monetários do ano de 2004, pois à época de
desenvolvimento do presente trabalho, os balanços financeiros e demonstrativos de resultado da Empresa ainda
não tinham sido divulgados oficialmente e, desta forma, não foram liberados pela Empresa.
92
“Top of Mind 2004” da Revista Amanhã, aparecendo como a nona marca mais
lembrada no Rio Grande do Sul e oitava no ranking das empresas que se
preocupam com os problemas sociais;
Na pesquisa Marcas de Quem Decide do Jornal do Comércio de Porto Alegre,
a Empresa aparece como a quinta mais lembrada na categoria “Grandes
Marcas Gaúchas”;
Ainda, o valor da marca também é percebido internamente, e pode ser constatado
através das pesquisas de satisfação dos funcionários, onde, por exemplo, na última pesquisa
realizada em 2003, as questões relacionadas com a imagem da empresa alcançaram um índice
de satisfação de 83%.
Alguns pontos especiais são destacados como importantes para o destaque obtido pela
marca Randon, entre os quais podem se citar: i) estratégia de comunicação; ii)
responsabilidade social e ambiental; iii) gerenciamento do contato do cliente com a marca.
Este último ponto é salientado na reportagem (RANDONÁRIO, julho/2004, No. 55) por um
professor da Fundação Dom Cabral (MG) como sendo a coerência entre o que a empresa
promete e o que ela faz no seu cotidiano.
Porque a marca é tão importante? Basicamente, pode-se dizer que o contato com a
empresa, o produto, a propaganda, as promoções, a opinião de outros clientes e a repercussão
das ações da empresa na mídia, podem fazer com que as pessoas sejam influenciadas no
momento da compra, principalmente devido à associação da marca a uma série de
características. O depoimento de um profissional de uma empresa de transporte resume esta
idéia: “Noventa por cento da nossa frota é Randon. É uma marca que tem qualidade e
credibilidade” (RANDONÁRIO, julho/2004, No. 55).
93
Randon Implementos – Caracterização e Aspectos Mercadológicos
Figura 26 - RVO na Randon Implementos (Aspectos Gerais e Mercadológicos)
Fonte: Autor
4.2.1
Aspectos Gerais
Em se tratando do foco de estudo do presente trabalho, a partir deste momento buscase tratar da Randon Implementos.
A Randon Implementos projeta e desenvolve soluções para transporte. A linha de
produtos fabricados engloba diferentes tipos de equipamentos entre os quais: carrocerias,
reboques, semi-reboques para o transporte de cargas secas, líquidas, indivisíveis e
frigorificadas, sistema bimodal e silos. A Figura 27 ilustra os principais produtos fabricados e
comercializados pela Randon Implementos:
94
Figura 27 - Produtos Randon Implementos
Fonte: www.randon.com.br
A empresa conta com mais de 200 mil produtos em operação nos diversos mercados
mundiais. Segundo informações da Empresa, de cada dez carretas que rodam pelas estradas
brasileiras, cinco levam a marca Randon, o que comprova sua liderança e qualidade.
A Randon Implementos possui sua matriz em Caxias do Sul, Rio Grande do Sul e
unidades industriais em Guarulhos, São Paulo, e em Alvear, Santa Fé – Argentina. A Empresa
é líder no mercado nacional em seu segmento e o maior fabricante de implementos para o
transporte da América Latina. O presente trabalho foi desenvolvido na matriz da Empresa em
Caxias do Sul.
Atualmente, os produtos para transporte fabricados pela Randon são comercializados
em mais de 50 países. Há mais de 30 anos a Empresa comercializa seus produtos no mercado
externo. A América Latina constitui o mercado mais representativo, seguida pela África e
Europa.
95
A visão de negócios da Empresa é resumida na seguinte frase: “Soluções para o
Transporte” (www.randon.com.br, 2005). A Empresa atende atualmente a uma gama ampla e
diversificada de famílias de produtos no mercado. Na realidade prática do mercado
brasileiro somente a Randon Implementos consegue atender toda a faixa de produtos
demandados pelo mercado.
Importante perceber que a lógica de competição de cada uma das famílias de produtos
é diferenciada, na medida em que a concorrência da Empresa é consideravelmente
segmentada. Em termos de concorrência, a Empresa tem entre 4 e 5 concorrentes
considerados de “primeira linha” (aproximadamente 80% do mercado). Destas empresas,
apenas uma – situada em São Paulo – parece tender a seguir o caminho de diversificação
proposto estrategicamente pela Randon Implementos. Assim sendo, os principais concorrentes
são e sua respectiva participação do ano 2000 até 2004:
Figura 28 - Participação de Mercado Randon Implementos e Principais Concorrentes
Fonte: Documentação Interna e www.fenabrave.com.br
96
Como pode ser observado, são os seguintes os concorrentes mais diretos da Randon
Implementos como um todo: Guerra, Facchin e Noma. Após estes três maiores concorrentes,
surgem alguns concorrentes intermediários, porém como pouca participação: Schiffer, Pastre,
Rossetti e Antonini. Por fim, cerca de outros 45 fabricantes menores, sendo basicamente
focados em poucas linhas de produtos e possuem pequena parcela do mercado cada um.
Os resultados em termos de faturamento anual são os seguintes (anos de 2000-2003):
Faturamento
Lucro/Prejuízo
%
2000
2001
2002
2003*
R$ 379.333.000,00
R$ 460.062 .000 ,00
R$ 518.260.000,00
R$ 458.369.000,00
R$ 14.164.000,00
R$ 9.761.000,00
R$ 13.70 5.000,00
R$ 25.368.000,00
3,73%
2,12%
2,64%
5,53%
Figura 29 - Faturamento e Lucro Líquido da Randon Implementos
Fonte: Comissão de Valores Monetários (www.cvm.gov.br)
* Para o ano de 2003, tanto o faturamento quanto o lucro líquido são do período de 1 de janeiro a 28 de
novembro de 2003. Ocorre que, neste período houve uma incorporação e a razão social passou a ser denominada
Randon S.A. Implementos e Participações, sendo que a comparação das demonstrações financeiras foi
prejudicada, de modo que a comparação apenas é possível através das demonstrações financeiras consolidadas.
Para maiores detalhes, pesquisar nas Notas Explicativas às Demonstrações Financeiras, publicada em 30 de
março de 2004, no jornal Pioneiro.
A Randon Implementos vêm obtendo um faturamento crescente desde o ano 2000,
chegando-se praticamente em um faturamento de aproximadamente pouco menos de R$
530.000.00,00 em 2003. Cabe ressaltar que a previsão de faturamento para o ano de 2004
ultrapassa os R$ 600 milhões.
Com relação às exportações da Randon Implementos, a Figura 30 apresenta o
faturamento total com exportações em 2000, 2001, 2002 e 2003:
Faturamento Exportação
Em relação ao ano anteior
2000
2001
2002
2003
US$ 26.321.792,00
US$ 13.774.874,00
US$ 10.847.594,00
US$ 19.477.846,00
-
-47,67%
-21,25%
79,56%
Figura 30 - Faturamento com Exportação da Randon Implementos
Fonte: Documentação Interna
97
A Figura 31 ilustra os principais países para os quais a Empresa exporta produtos, bem
como sua participação na exportação:
Figura 31 – Participação no Faturamento com Exportações Randon Implementos
Fonte: Documentação Interna
Entre os fatores que dificultam as exportações podem-se citar:
Elevado custo logístico: uma das principais dificuldades encontradas pelas
empresas nacionais deste setor consiste no custo elevado com transporte,
fazendo com que o frete cobrado em cima do produto a ser transportado
dificulte bastante este tipo de operação. Esta característica é apontada como o
principal empecilho para intensificar as exportações da Randon Implementos.
O produto fabricado no Brasil possui um custo menor do que aqueles
fabricados no exterior. Porém, o alto custo do frete acaba dificultando e, em
alguns casos, inviabilizando a operação;
98
Tecnologia de produto: em alguns países e para alguns produtos específicos, a
tecnologia existente nestes países é superior à nacional;
Escala de produção: um problema enfrentado na exportação para os grandes
mercados de consumo deste tipo de produto, é que como no caso dos EUA, por
exemplo, já existem fabricantes grandes, focalizados e com grande escala de
produção. Para se ter uma idéia, o mercado dos EUA é cerca de 10 vezes maior
que o mercado brasileiro;
Legislação e regulamentação local: um ponto que também afeta o nível de
dificuldade em termos de exportação consiste nas leis e regulamentações
existentes em cada país, de modo que a Randon Implementos é obrigada a
adaptar o produto vendido internamente de modo a respeitar a legislação
vigente de cada país. Esta situação agrava a complexidade de produção,
envolvendo mais recursos de engenharia de produto/processo, PCP, entre
outros. Um exemplo consiste nos Tanques que são exportados para alguns
países, onde a legislação exige que todos os reboques e semi-reboques tenham
uma proteção lateral para impedir que um ciclista acabe caindo por baixo do
“caminhão” em movimento.
Cabe ressaltar que visando analisar a principal dificuldade envolvendo a exportação de
produtos da Randon Implementos, ou seja, o custo logístico, uma alternativa para a
exportação está cada vez mais sendo colocada em prática. A Randon Implementos está
desenvolvendo o conceito conhecido na Empresa como CKDs. Os CKDs nada mais são do
que kits do produto pronto, porém desmontados. Na realidade, a Randon Implementos fabrica
os componentes e partes do produto final, monta o produto e após a liberação, a Empresa
desmonta novamente o produto final em módulos que possam ser montados posteriormente
99
no local de sua utilização. Estes módulos são as partes que compõem o CKD, ou seja, o kit do
produto pronto. Desta forma, o custo logístico diminui consideravelmente, pois no espaço em
que era possível transportar um único produto, em forma de CKD, este número passa para 4
produtos desmontados, por exemplo. Esta alternativa já está em implementação na Randon
Implementos, podendo ser expandida para diversas linhas de produtos.
4.2.2
Aspectos Mercadológicos
Outro ponto importante a ser compreendido refere-se ao fato de que o mercado onde a
Randon Implementos atua tem variado muito ao longo dos diferentes anos. Nos períodos
onde o mercado está em alta existe uma tendência para a aquisição de produtos mais
padronizados (produtos chamados “prateleira”). Nos períodos recessivos da economia, cai
substancialmente a busca pelos produtos mais padronizados e a Empresa responde ao
mercado através da entrega de um número proporcionalmente maior de produtos
especialmente projetados/desenhados para a necessidade dos clientes (produtos que poderiam
ser denominados de “alfaiataria”).
Em ordens de grandeza, o volume global de vendas anual deste mercado no Brasil foi
de cerca de 39.000 unidades em 2004. Para que se possa ter um parâmetro de referência, o
mercado americano demanda em torno de 300.000 unidades e o mercado Europeu em torno
de 100.000 unidades. Ou seja, o mercado brasileiro representa cerca de 13% do mercado
americano. Um primeiro ponto sintético a ser considerado do prisma da estratégia de
produção é a baixa escala de produção das empresas que operam no mercado nacional, com
relação aos fabricantes no exterior.
Portanto, pode-se constatar que parecem existir dois pólos distintos e interrelacionados de comportamento do mercado. A grande flexibilidade da Empresa em termos
do atendimento de uma vasta gama de famílias de produtos, acompanhada de uma substantiva
100
variação do mix de produtos ao longo do tempo e uma escala global da indústria pequena, se
constituiu, historicamente, em um elemento competitivo essencial para que a Empresa tenha
se tornado líder incontestável de seu segmento de atuação no mercado. É relevante, também,
constatar que existem variações na lógica de demanda do mercado inclusive nos produtos
de maior consumo da Empresa.
Para completar este quadro sucinto relativo à análise das condições de funcionamento
do mercado parece relevante discutir os aspectos relativos à formação de preço dos produtos.
No passado, em função da importância estratégica da Empresa no mercado brasileiro, havia
uma influência grande, por parte da mesma, no que tange a formação dos preços no mercado.
No entanto, hoje se observa uma forte tendência para que os preços sejam, cada vez mais,
definidos no âmbito do mercado. Um dos fatores que parece influenciar neste sentido é a
globalização cada vez maior dos mercados em termos internacionais. Pode-se dizer que há
uma forte tendência de que os preços dos produtos deste segmento industrial tendam a ter
como referência central as práticas adotadas no mercado internacional.
Sendo assim, gradualmente, tem-se uma tendência a que este mercado funcione a
partir de uma lógica do chamado “Custo-Alvo”. Isto na medida em que os preços são
estabelecidos a partir do comportamento do mercado, para que as empresas obtenham um
lucro considerado razoável em uma dada linha de produtos, devem chegar ao “Custo-Alvo”
que permita a obtenção dos resultados desejados. Ou seja, a equação que, provavelmente,
comandará cada vez mais o mercado em questão é: Custo = Preço – Lucro.
Portanto, de uma maneira geral pode-se dizer que a Empresa em questão se caracteriza
por produzir segundo uma lógica do tipo sob-encomenda (Make-To-Order - MTO). O
Sistema Produtivo só é acionado quando da existência de pedidos firmes por parte dos
clientes, ou seja, quando a carteira de pedidos da empresa já contempla demanda de clientes.
101
Em sendo a Empresa basicamente uma empresa industrial de produção e entrega sobencomenda, emerge um tema essencialmente central para o presente trabalho: padronização
de produtos. De uma forma geral, nas famílias de produtos é possível identificar na Empresa,
do ponto-de-vista qualitativo, três tipos gerais de situação:
i)
Produto-Padrão (Produtos Standard);
ii)
Produto-Padrão com pequenas adequações (por exemplo, mudanças
de detalhes relativos à cor, comprimento, largura, etc., que necessitam
de alguma atividade a ser desempenhada pelos setores de engenharia da
Empresa);
iii)
Produtos especiais.
Portanto, quando se fala em produto padrão ou standard, é preciso perceber que todas
as famílias de produtos tem os seus produtos-padrão específicos, com exceção dos produtos
essencialmente especiais. Os produtos especiais são aqueles que não possuem linhas de
produção definidas dentro do sistema produtivo da empresa e normalmente são produtos de
pouco volume quando não unitário. Esta lógica de produção se assemelha à produção por
projetos, quando além do produto ser sob-encomenda, é necessário um esforço adicional em
termos de atividades de desenvolvimento de produto e processo, envolvendo amplamente a
Engenharia de Produto e Engenharia de Processo.
Desta forma, tendo em vista as colocações feitas acima, torna-se evidente ressaltar,
que em empresas industriais sob-encomenda de modo geral e na Randon Implementos de
modo específico, as atividades de Desenvolvimento de Produtos, em função
possivelmente da estratégia que vem sendo adotada historicamente, apresenta um
elevado grau de centralidade para a Empresa.
102
Importante ressaltar que, a Randon Implementos não pode ser considerada uma
empresa seguidora no mercado, uma vez que dentro do mercado nacional é responsável por
definir a maior parte dos padrões de mercado do segmento industrial. As demais empresas
concorrentes tendem a cumprir o papel de seguidoras das linhas gerais colocadas pela
empresa líder de mercado, a Randon Implementos.
A estrutura organizacional da Randon Implementos pode ser observada de forma
resumida, na Figura 32:
Figura 32 - Estrutura Organizacional Resumida
Fonte: Documentação Interna
A estrutura organizacional apresentada na Figura 32 pode ser dividida em duas partes:
(1) Níveis Hierárquicos da Randon Holding; (2) Níveis Hierárquicos da Randon Implementos.
Analisando-se especificamente o caso da Randon Implementos, pode-se observar que a
103
Diretoria Executiva da Empresa está dividida em três diretorias: i) Diretoria de Suprimentos,
Administração e Finanças; ii) Diretoria Industrial e Tecnologia; iii) Diretoria. A Figura 33
busca explorar a Diretoria de Suprimentos, Administração e Finanças:
Figura 33 - Organograma Diretoria Comercial
Fonte: Documentação Interna
A Diretoria Comercial da Randon Implementos está dividida em: i) Gerência de
Marketing; ii) Gerência de Vendas Mercado Interno; iii) Gerência de Pós-Venda; iv) Gerência
da unidade de negócios de São Paulo. A Figura 34 apresenta o organograma da Diretoria de
Suprimentos, Administração e Finanças:
104
Figura 34 - Organograma Diretoria de Suprimentos, Administração e Finanças
Fonte: Documentação Interna
Como pode ser visto na Figura 34, a Diretoria de Suprimentos, Administração e
Finanças engloba três áreas e um negócio. O negócio é a fábrica da Randon na Argentina, que
responde para esta Diretoria. As três áreas sob responsabilidade desta Diretoria são: i)
Gerência de Recursos Humanos; ii) Gerência de Suprimentos; iii) Gerência Financeira e
Tecnologia de Informação. Cabe ressaltar que, conforme será explicado posteriormente no
capítulo, o setor de Recursos Humanos é corporativo, ou seja, atende as necessidades de todo
o Grupo Randon.
Por fim, a Figura 35 apresenta o organograma da Diretoria Industrial e Tecnologia,
conforme se segue:
105
Figura 35 - Organograma Diretoria Industrial e Tecnologia
Fonte: Documentação Interna
A Diretoria Industrial e Tecnologia é formada basicamente pelas Gerências de
Operações, de Projetos Estratégicos, de Tecnologia do Produto, Qualidade e Inovação e de
Tecnologia de Manufatura e da Linha de Produção Ferroviária. Além destas quatro gerências,
existe uma quinta, denominada ainda como Coordenação do Negócio Ferroviário que
responde diretamente para a Diretoria Industrial e Tecnologia. Esta organização do Negócio
Ferroviário será discutida e comentada posteriormente, quando da apresentação da Linha de
Vagões Ferroviários.
106
Randon Implementos – Atividade Desenvolvimento e Engenharia de Produto
Figura 36 - RVO na Randon Implementos (Desenvolvimento e Engenharia de Produto)
Fonte: Autor
Nesta seção tratar-se-ão dos importantes temas relacionados com a Engenharia de
Produto e Processos na Randon Implementos.
Inicialmente, cabe ressaltar que no caso da Randon Implementos o setor de Engenharia
é dividido basicamente em três tipos de engenharia7:
i)
Engenharia de Produto setor responsável pelo desenvolvimento de
novos produtos, adequações em produtos existentes, atualização do banco
de dados em termos de estruturas de produtos (BOM – Bill Of Materials),
etc.;
ii)
Engenharia de Manufatura setor responsável pelas questões de
Engenharia de Processo em termos de inovação, ou seja, trabalhos de
7
O setor de Engenharia é atualmente composto de 78 pessoas. Na Engenharia de Produto estão alocados 57
pessoas, na Engenharia de Processo mais 11 pessoas e na Engenharia de Manufatura um total de 10 pessoas.
107
desenvolvimento do processo quando da inserção/fabricação de um novo
produto no fluxo produtivo da Empresa;
iii)
Engenharia de Processo setor responsável pelas questões de engenharia
de processo no que tange os aspectos de rotina, ou seja, após o
desenvolvimento preliminar da engenharia de manufatura, a engenharia de
processo atua como forma de perpetuar a manutenção, melhoria e
adequação do processo produtivo da Randon Implementos.
Pode-se observar que existe uma focalização dos Engenheiros de Produtos em função
das famílias de produtos em que a Empresa atua.
Em função da visão de negócios da Empresa (“Soluções para o Transporte”) tem-se a
produção de artigos padrão e um amplo conjunto de produtos não padronizados, ou seja,
customizados. Quando os produtos vendidos são padronizados e estão completamente
configurados o pedido entra diretamente no PCP, não necessitando de ações realizadas pela
Engenharia de Produtos e Processos, conforme mencionado anteriormente.
No entanto, nos casos onde é necessário realizar pequenas alterações nos produtos
padronizados ou projetar produtos especiais exige a necessidade da ampla atuação da
Engenharia de Produtos e Processos.8
Uma descrição geral do macro processo de orçamento de um novo produto, que
envolve o Marketing, Engenharia, PCP e Custos, no caso dos produtos considerados
especiais, a situação pode ser compreendida sucintamente como segue:
8
i)
O vendedor visita os clientes;
ii)
O cliente solicita um produto especial (100% projetado);
É relevante perceber que, por exemplo, se um produto possui um comprimento standard, uma largura standard,
o número de eixos standard, mas com uma pintura diferente, este produto passará na Engenharia de Produto para
ser cotado e também na Engenharia de Processo para receber a verificação de que o atual processo produtivo da
Empresa comporta a fabricação do produto em questão.
108
iii)
Marketing e Engenharia do Produto em conjunto fornecem subsídios para a
definição do produto, a partir das necessidades expostas pelos clientes; 9
iv)
É elaborada uma cotação do produto que envolve tanto o preço como uma
estimativa de prazo de entrega aos clientes;10
v)
No caso do pedido ser confirmado pelo cliente – “pedido firme”, é “tirado
o pedido”;
vi)
O produto será, então, detalhado pela Engenharia;
Ainda, depois que o pedido é considerado firme, tem-se o seguinte fluxo geral interno:
i)
Realização de uma adequação geral do projeto do produto, o que envolve
ações relacionadas à Ferramentaria e, eventualmente, à Fábrica.
ii)
É feita a conclusão do projeto, sendo emitidos os Desenhos e a Lista de
Materiais;
Importante perceber que, nos casos dos produtos especiais, a Engenharia de Produto
pode constituir-se em um “Gargalo/Restrição”. Atualmente a priorização, em geral, é feita em
função da ordem de chegada dos pedidos (First In First Out – FIFO – Primeiro que Entra,
Primeiro que Sai – PEPS). Em alguns casos, quando os clientes não aceitam as datas
propostas para a entrega, a análise retorna para o Comercial/Vendas que discute a
problemática com os clientes e, então, estabelece as prioridades envolvidas. No entanto, em
função da alocação de capacidade estabelecida no setor de Engenharia e da realidade da
demanda das diferentes famílias de produto existem questões diferenciadas no que tange a
formação das filas de projetos.
9
O pessoal ligado ao produto, em conjunto com o pessoal de Marketing, vai até os clientes com o intuito de
contribuir para o fechamento do negócio.
10
O setor de custos fornece subsídios para a proposição dos preços de venda.
109
Em alguns produtos as filas são maiores ao passo que em outras famílias de produtos
as filas são menores ou inexistentes. Em alguns casos a situação é crítica – é o caso dos
produtos “muito especiais”. Neste caso, pode ocorrer que os profissionais tenham que projetar
“sob forte pressão do tempo de entrega”. Neste caso, são adiantados alguns componentes do
produto – chassis, caixa, suspensão, sem que todo o projeto do produto como um todo tenha
sido finalizado. Neste caso diz-se que o “produto é largado em partes”. Nesta situação as
questões ligadas ao PCP realizados no Sistema tendem a ficar complicadas. Os produtos
“muito especiais” tendem a apresentar um conjunto muito mais amplo de problemas
associados à qualidade, o que pode ser comprovado pelo aumento substancial com os
problemas que aparecem em termos de Assistência Técnica.
Como já discutido anteriormente, pode-se constatar a relação historicamente existente
entre o comportamento do mercado e as atividades típicas desenvolvidas em termos de
Engenharia de Produto e Processo. Nos períodos onde o mercado é caracteristicamente
recessivo – a capacidade de Fábrica é claramente maior do que a demanda – a capacidade de
elaboração de projetos é exigida ao máximo. Ou seja, ocorre uma demanda muito maior pelo
desenho/projeto de produtos especiais. Nos períodos em que o mercado está aquecido a
situação se modifica completamente e as vendas de Produtos-Padrão/Standard aumentam de
forma considerável. Metaforicamente são nestes períodos que a “Engenharia respira” em
termos da carga de trabalho global a ser realizado.
De um ponto-de-vista conceitual é relevante perceber que as atividades da Engenharia
devem ser concebidas de uma forma muito mais ampla do que a “mera produção de
desenhos”. Neste contexto a Engenharia deve possuir uma postura pró-ativa de concepção
muito diferente da mera produção de desenhos que é, caracteristicamente, uma postura
completamente reativa.
110
No que tange aos produtos padrão das diferentes famílias a tarefa central da
Engenharia de Produto consiste em estabelecer contínua e sistematicamente uma “evolução
conceitual do produto standard”. A elaboração destes novos conceitos é muito importante
para a realidade da Empresa e deve-se ter em mente a necessidade de realizar investimentos
consideráveis de tempo por parte da Engenharia do Produto. Um exemplo deste tipo de
situação foi o desenvolvimento da carreta RANDON 2000, que adicionou um conjunto amplo
de novos conceitos ao produto. Outro exemplo mais atual diz respeito aos novos Tanques
Safety Plus, trazendo novos conceitos e tecnologias e despertando o sentimento de agregação
de valor por parte dos clientes.
Um dos pontos centrais da Engenharia de Produto consiste em desenhar/projetar
produtos que cumpram as necessidades legais das Carretas – por exemplo, cargas permitidas
nas Estradas – dentro de conceitos modernos do prisma da competitividade (Por exemplo, o
produto Bi-Trem aumenta a Capacidade de Carga com custos compatíveis).
Uma idéia muito importante, desde uma perspectiva das ações futura, que vem sendo
desenvolvida em algumas famílias de produtos fornecidas pela Empresa consiste em propor
soluções adaptadas à realidade logística do tipo de carga que será transportada (Exemplo:
Frangos, Eletrodomésticos, etc.). Ou seja, procura-se fornecer soluções que levem em
consideração os melhores meios de transportar um determinado tipo de carga específica de
um dado lugar ao outro, levando-se em consideração um amplo conjunto de aspectos
relacionados com as questões associadas à logística, entre as quais pode-se incluir: tipo de
carga a ser transportada, questões legais envolvidas – Lei da balança, formas mais econômicas
de levar uma carga de uma ponta a outra, relações peso/volume, etc. Neste sentido, a idéia
básica consiste em desenvolver uma família de produtos que tenham um conceito apropriado
a cada realidade logística específica. Trata-se neste caso de criar/gerar, vender conceitos e
criar mercados. Isto permite gerar soluções competitivas standardizadas autônomas,
111
trabalhando em conjunto com as necessidades específicas dos clientes. Procura-se gerar
produtos de prateleira com que possuam alto valor agregado do ponto-de-vista da realidade
logística dos clientes.
Neste momento, cabe discutir brevemente algumas questões associadas com o
conceito de modularização. Uma primeira discussão11 acerca deste conceito considera
produção modular como uma nova estratégia para satisfazer as variadas exigências do
mercado. Na essência, a produção modular consiste no projeto, desenvolvimento e fabricação
de partes modulares que podem ser combinadas de diversas formas. Ainda, a modularização
consiste em “abastecer” o cliente com oportunidades diversas para customizar o produto
final12. A modularização pode ser considerada como uma terceira etapa de um processo de
mudança estratégica: 1) Controle com produção em massa; 2) Variedade de produto com
produção em massa; 3) Conceito de produção modular13. Ou seja, a produção modular pode
se apresentar com uma oportunidade significativa no que consiste o atendimento das
exigências de mercado em termos de variedade de produtos para o caso da Randon
Implementos.
De um ponto-de-vista geral, aparentemente nos EUA o setor de carrocerias utiliza
mais fortemente as noções associadas ao design. Já na Europa a utilização é bem menos
expressiva. Porém, parece constituir-se em opinião hegemônica entre os profissionais que
atuam em Engenharia do Produto e do Processo que as questões relacionadas à funcionalidade
do produto são mais relevantes que os aspectos relativos ao design. Finalmente, cabe destacar
o fato de que certos clientes possuem ações fortes em seus produtos relacionados com a
questão do design.
Tendo em vista as colocações feitas acima se torna evidente ressaltar, que na Randon
Implementos, as atividades de Desenvolvimento de Produtos, em função da estratégia que
11
Starr (1965).
Pine (1993).
13
Starr (1965).
12
112
vem sendo adotada historicamente, apresentam um elevado grau de centralidade para a
Empresa. Portanto, parece necessário conceber este segmento enquanto uma “Fábrica de
Projetos” visando melhorar ainda mais amplamente as ações nesta área. Como coloca Harmon
(1993):
“As razões pelas quais as Fábricas de Engenharia de Produtos (‘Fábricas de
Papelada’) desfrutam de tamanho potencial de melhoria são as mesmas das
instalações fabris convencionais e funcionalmente organizada. Os projetos
percorrem longas distâncias na Fábrica de Engenharia, do Engenheiro de
Projetos até a Oficina de Modelos, e de volta. A seguir, eles vão para os
testes e voltam, seguindo-se o desenho, a sua checagem, e assim por diante,
até a liberação para a produção. Cada etapa do processo está infestada de
grandes filas de trabalho em ‘containers grandes demais’ (caixas de entrada e
saída). O resultado são quantidades excessivas de estoques em processo e,
concomitantemente, tempos exagerados entre a primeira e a última operação.
Como os empregados não receberam um treinamento diversificado, os
gargalos oscilam de um tipo de operação para outro, deixando algumas
pessoas ociosas, enquanto outras estão atoladas e trabalham longas horasextras para cumprir a tarefa [...].” (HARMON, 1993, p. 198 e 199).
Nesta “Fábrica de Projetos” seria possível conceber um conjunto de tópicos e técnicas
típicos da Engenharia da Produção, tais como:
Concepção do Sistema Produtivo “Fábrica de Projetos”, enquanto uma rede
constituída de Processos (fim) – fluxo do objeto de trabalho no tempo e no
espaço e Operações (meio) – fluxo das pessoas e equipamentos no tempo e no
espaço (Shigeo Shingo, 1996);
Propor um Sistema Produtivo inteiramente voltado à melhoria dos Processos,
ou seja, voltada à melhoria dos fluxos;
Identificar as restrições (“gargalos”) das diversas “Linhas de Fabricação de
Projetos” voltadas as diferentes famílias de produtos onde a Randon
Implementos atua;
Analisar os aspectos relativos ao PCP da “Fábrica de Projetos” – Planejamento,
Programação e Controle de Projetos de Produtos, tais como: análise e definição
das diferentes capacidades de projeto relativos às diversas famílias de
113
produtos, definição das demandas envolvidas por família de produtos, estudos
dos aspectos relativos a variabilidades dos tempos para a execução das
atividades, aspectos relativos à programação das tarefas desenvolvidas,
problemas relativos à possível existência de um ambiente multi-projetos e a
utilização de recursos multi-tarefas, etc.;
Identificar as possibilidades de definição dos custos envolvidos na “Fábrica de
Projetos”, bem como os seus desdobramentos em termos de indicadores de
desempenho (por exemplo: os tempos totais de atravessamento envolvidos, os
problemas de qualidade oriundos de atividades ligadas ao projeto, etc.);
Discutir os aspectos relativos à problemática da necessidade (ou não) de gerar
uma formação multifuncional dos projetistas envolvidas;
Discutir a possibilidade de utilização das técnicas convencionais associadas a
problemática do Projeto e da Engenharia de Produto e Processo, tais como:
Engenharia Simultânea, Técnicas objetivando a Redução do Tempo de
Atravessamento dos Projetos, Método de Gestão de Projetos baseado em
Restrições (Abordagem proposta por Goldratt relativa a “Corrente Crítica”),
Análise de P-Q (P-Produtos e Q - Quantidades), etc.
Algumas questões precisam ser avaliadas e discutidas, pois são pertinentes do ponto
de vista da Engenharia de Produto e Processo:
Uma decisão importante e que deve ser avaliada na amplitude necessária, diz
respeito a conceber a parte relativa à Engenharia de Produto e Processo e suas
principais relações de interdependências funcionais – PCP, Materiais, Custos,
etc. - enquanto uma “Fábrica de Projetos”. Esta é uma discussão importante e
114
que deveria considerar as vantagens e desvantagens que poderiam ser obtidas
ao, eventualmente, adotar este tipo de concepção;
No caso da adoção da chamada Focalização em determinadas linhas de
produção da Randon Implementos, uma discussão importante consiste no fato
de como deve permanecer a relação desta fábrica focalizada com as atividades
que já estão focalizadas em termos de Marketing, Engenharia de Produto e
Processo;
Também é interessante discutir se as linhas de produção deveriam ser
transformadas nas fábricas focalizadas, ou ainda serem transformadas em
unidades estratégicas de negócios, onde todos os setores são dedicados e
voltados para o mesmo produto e mercado.
O setor de Engenharia de Processo propriamente dito compreende atividades diversas,
entre as quais se podem listar: melhorias, produtividade, cronoanálises, realização de Kaizens,
etc.
Na Engenharia de Processo, não existem engenheiros dedicados para linhas de
produtos específicas e sim para famílias de produtos.
Os engenheiros processistas são responsáveis por projetos novos, alterações de peças e
pedidos, entre outras atividades. Basicamente, desempenham estas atividades nas linhas de
pré-montagem do produto e na fábrica de peças.
Os cronoanalistas atuam por toda a fábrica, buscando realizar as seguintes atividades:
trabalhos de cronometragem de tempos, estudo e análise de tempos e movimentos,
identificação de perdas de acordo com solicitação, redução de custos. Basicamente, os
cronoanalistas elaboram um calendário/cronograma para todas as atividades ao longo do ano,
115
buscando seguir a previsão de atividades e se adequar às novas solicitações na medida do
possível.
O pessoal encarregado pela produtividade recebe a programação da produção do setor
de PCP para então elaborar o planejamento da mão-de-obra necessária para realizar a
produção programada, levando-se em consideração as questões associadas às horas extras e
absenteísmo. O planejamento é realizado para um horizonte de três meses. O
acompanhamento é semanal, buscando-se analisar a eficiência de toda a fábrica.
Por fim, cabe tecer alguns comentários com relação ao “elo perdido” entre o setor de
engenharia e as atividades de produção. Em alguns casos os setores de engenharia e de
produção estão muito distantes entre si e deveriam interagir de maneira mais sistêmica. Ainda,
em algumas empresas, o local físico da Engenharia de Produto e Processo inclusive pode se
localizar distante da planta fabril. Este cenário pode dificultar amplamente as atividades de
desenvolvimento de novos produtos, uma vez que, por exemplo, a Engenharia de Produto
pode desenvolver produtos em que a produção não é capaz de fabricar com os atuais
equipamentos, máquinas, gabaritos, ferramentas, existentes no sistema produtivo da Empresa.
Assim, a Engenharia de Produto, Processo e Fábrica (Produção) deveriam interagir
constantemente, no sentido de desenvolver estratégias amplas, considerando a empresa como
um todo. Para o caso da Randon Implementos, conforme comentado anteriormente, foi criado
um novo setor de engenharia, Engenharia de Manufatura, com o intuito de aproximar as
questões de inovação (neste sentido, fortemente envolvendo o desenvolvimento de novos
produtos) com a capacidade e capabilidade da fábrica como sistema produtivo.
116
Randon Implementos – Atividade Suprimentos
Figura 37 - RVO na Randon Implementos (Suprimentos)
Fonte: Autor
Em se tratando de suprimentos e compras, pode-se salientar que existem várias
atividades envolvidas com a Gerência de Suprimentos, que estão diretamente ligadas à
Diretoria de Suprimentos, Administração e Finanças. Cabe ressaltar que, a Gerência de
Suprimentos e a Gerência de Produção/Operações não respondem diretamente para a mesma
Diretoria, conforme apresentado no organograma da Empresa (Figura 32).
As principais atividades envolvendo suprimentos e compras podem ser descritas da
seguinte forma:
Planejamento de compras: definição e programação das necessidades de
aquisição para as matérias-primas dos produtos;
Estocagem: gerenciamento das questões associadas com os estoques de
materiais no almoxarifado;
Movimentação: questões associadas com a movimentação interna na
produção;
117
Compras: atividade de efetuação da compra propriamente dita, conforme
planejamento de materiais anteriormente definido;
Desenvolvimento de fornecedores: atividades envolvendo a seleção, avaliação,
desenvolvimento e qualificação de fornecedores.
Nos parágrafos seguintes, busca-se apresentar os principais aspectos envolvidos com
as atividades de suprimentos de compras.
Inicialmente, é importante perceber que as relações de fornecimento de peças e
componentes com as demais empresas do Grupo Randon, não são de exclusividade, ou seja,
as empresas fornecem para clientes outros além da Randon Implementos.
Partindo-se de uma discussão acerca do Planejamento de Materiais, conforme
mencionado anteriormente, o sistema planeja a necessidade de compras de materiais a partir
da execução do MRP. Os fornecedores recebem primeiramente uma programação ao nível de
previsão para os próximos 12 meses, sinalizando de maneira bastante macro, as necessidades
da Randon Implementos em termos de compra de materiais. Além disso, é repassado aos
fornecedores uma programação com horizonte de 120 dias (4 meses), com uma precisão mais
consistente.
No geral, todos os itens são planejados de acordo com os cálculos do MRP. Porém,
alguns itens possuem políticas diferenciadas. Por exemplo, a chapa de aço consiste na
matéria-prima básica para tudo que é produzido na Randon Implementos e desta forma é
adotada uma política diferenciada. Neste caso, é estrategicamente necessário manter um
estoque de segurança para as chapas de aço, normalmente em torno de 45 dias. Esta situação
parece que se tornou comum na indústria metal-mecânica nacional, uma vez que esta prática
de manter estoques de segurança para chapas e itens de aço é comum em diversas empresas
do setor.
118
Ainda, em termos da compra de aço proveniente da usina, cerca de 60% é comprado
em forma de blanks (chapas de aço) e entregue diretamente na Randon Implementos. O
restante, 40% do aço é comprado em forma bobina e diretamente enviado para um
fornecedor/terceiro executar uma operação para desbobinar o aço e transformar a bobina em
chapas de aço ou blanks. Antigamente, em 2000, esta relação era inversa (60% - bobina e
40% blank). Porém, houve esta alteração se deu devido basicamente às questões técnicas
(qualidade e ondulações) e questões econômicas. A Randon trabalha com apenas um único
fornecedor de aços planos.
As bobinas adquiridas junto à usina são enviadas diretamente para o estoque do
fornecedor/terceiro que executa a operação de transformação em chapas de aço. Quando da
necessidade de novas chapas, o pessoal de suprimentos da Randon Implementos telefona para
o fornecedor e solicita o corte de novas chapas, que posteriormente são entregues na Empresa.
Mesmo que a Empresa planeje futuramente adquirir um desbobinador próprio para realizar
estas atividades de corte do aço em bobina para chapas/blanks, alguma parcela do aço
adquirido deverá continuar sendo em blanks, uma vez que deverão continuar existindo
restrições quanto à espessura, qualidade, economia, etc.
Quanto aos demais itens, alguns destes são entregues pelo fornecedor diretamente ao
longo da linha de produção na Randon Implementos. Exemplos destes itens são: câmara de
frio, eixos, suspensões, sistema elétrico, pára-lama plástico, entre outros. Para estes itens,
existe um sistema de cartão (kanban) funcionando integrado com os fornecedores.
Para outros itens, este tipo de trabalho de entrega direto na linha é dificultado,
basicamente devido a problemas relacionados com a distância com o fornecedor ou mesmo o
tamanho do lote.
Em termos de indicadores, no setor suprimentos, mais especificamente no
planejamento de compras é acompanhado um indicador que monitora o percentual de itens
119
solicitados para compras que estão fora do período do Tempo de Reposição – TR do
fornecedor. Ou seja, o planejamento de materiais solicita ao setor de compras, itens que
teoricamente não podem ser entregues dentro do prazo especificado, uma vez que o item é
necessário antes do prazo de entrega definido pelo fornecedor (lead-time de entrega do
fornecedor). A Figura 38 apresenta o levantamento dos itens liberados para compras fora da
TR do fornecedor, para o ano de 2004:
Levantamento de Itens Liberados Fora da TR
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
52
50
48
46
44
42
40
38
36
34
32
30
28
26
24
22
20
18
16
14
12
8
10
6
4
2
0%
Semanas
Figura 38 - Levantamento de Itens Liberados Fora da TR
Fonte: Documentação Interna
Apesar da média anual de 2004 ficar por volta de 26% dos itens liberados para
compras fora da TR do fornecedor, existe uma sazonalidade, onde o pico parece estar
centralizado nas primeiras semanas do ano. Este indicador fornece um acompanhamento
importante para o setor de planejamento de compras, na medida em que, caso este indicador
está deficiente, é sinal de que precisam ser feitas ações e tomadas decisões para solucionar os
problemas. Alguns indícios de problemas podem ser: i) programação de materiais
insatisfatória; ii) aceitação de venda de produtos com prazo de entregas curtos; iii) prazos de
120
entrega dos
fornecedores
muito
elevados,
devendo
ser realizados
trabalhos
de
desenvolvimento de fornecedores.
O indicador de giro de estoque para as matérias-primas também é controlado, por item
e por mês. Por exemplo, em 2004 o giro de estoques médio da Empresa excedeu em
aproximadamente 5% a meta para este ano.
Em termos de estoque médio de matérias-primas, alguns itens apresentam grande
representatividade no total de estoques de matérias-primas, entre os quais podem se citar as
chapas de aço com aproximadamente 40% e os pneus nacionais com 8,80% e aparelhos de
refrigeração com cerca de 9% cada um.
Em termos de acuracidade dos estoques, a percepção é que nos almoxarifados a
acuracidade dos itens está em torno de 95 a 97%. O problema maior está localizado na
fábrica, principalmente entre o almoxarifado e as linhas de produção.
A Empresa também possui um acompanhamento com relação à curva ABC de
consumo de itens nos almoxarifados. Tomando-se como exemplo os dados do mês de
dezembro de 2004, pode-se dizer que cerca de apenas 4% das matérias-primas consumidas no
mês de dezembro de 2004 representam cerca de 80% do valor de compra da Randon
Implementos. Aproximadamente 85% das matérias-primas consumidas no mês de dezembro
de 2004 representam apenas 5% do valor de compra de matérias-primas da Empresa.
Com relação à curva ABC de fornecedores, onde pode se observar que
aproximadamente 38 fornecedores são responsáveis por 90% do valor das compras, ou seja,
fornecedores do tipo A. Outros 130 fornecedores respondem por 9% do valor (tipo B), e 280
fornecedores são responsáveis por 1% do valor das compras (tipo C).
Com relação às atividades de compras propriamente dita, pode-se dizer que os
compradores são divididos por famílias de materiais/itens e não por fornecedores. Cada
comprador exerce as atividades de negociação com os fornecedores e a lista de preços é
121
negociada em conjunto. Estas negociações de preços ocorrem em paralelo, mesmo antes de se
formalizar efetivamente a transação de compra.
Após a geração das necessidades têm-se duas situações:
1. A Ordem de Compra é enviada para o fornecedor. Neste caso, toda a O.C. é
enviada para os fornecedores por e-mail e esta atividade está centralizada no
setor de atividades de compras;
2. É gerada uma solicitação de compra, onde já estão cadastrados os fornecedores
homologados, sendo então a O.C. digitada e aberta manualmente pelo pessoal
do setor de atividade de compras.
Com relação ao acompanhamento dos fornecedores, existe um indicador de entrega no
prazo, implementado há pouco tempo. Este indicador tem por objetivo registrar o desempenho
de entrega dos fornecedores, de modo que aqueles que apresentem um desempenho abaixo da
média sejam notificados e exigidos em termos de planos de ação para solucionar os problemas
que acarretam em atrasos nas entregas. Existem basicamente dois documentos acerca do
indicador de prazo de entrega: um para avaliar a pontualidade de entrega de cada fornecedor
em particular e outro agregando todos os fornecedores e calculando um percentual de ordens
entregues no prazo.
Para cada fornecedor existe um documento específico que basicamente indica o total
de ordens de compras entregues no prazo (unidade e percentual) além de dividir a avaliação
em quatro classes distintas: 1 à 5 dias; 6 à 10 dias; 11 à 15 dias; + 16 dias. Além de indicar
que a ordem de compra foi entregue atrasada, também indica o tempo total de atraso. Isto
permite que o pessoal de desenvolvimento de fornecedores atue no sentido de melhorar o
fornecedor existente e/ou desenvolver um novo fornecedor. O segundo documento relaciona
mensalmente as ordens de compra entregues no prazo, bem como o percentual mensal,
122
servindo como um indicador para elaborar um macro-acompanhamento do desempenho das
entregas.
Em termos de desenvolvimento, pode-se dividir em desenvolvimento de fornecedores
e de itens. Para o desenvolvimento de fornecedores, o pessoal responsável se utiliza de
diversas ferramentas para avaliar contínua e sistematicamente os fornecedores: i) questionário
de auto-avaliação; ii) questões econômicas e financeiras; iii) normas e regulamentações: ISO,
QS, Ambiental. Sendo assim, são utilizados múltiplos critérios para definir a “qualidade” do
fornecedor. Ainda, quando se trata de um item crítico, por exemplo, itens que geram paradas
de linha, que compõem um produto estratégico ou itens de segurança, é realizada uma
auditoria de processo diretamente no fornecedor.
Para os fornecedores que ainda não possuem a certificação ISO é elaborado um
cronograma de auditorias para forçar o desenvolvimento e aperfeiçoamento destes
fornecedores. Estas auditorias têm por objetivo garantir o processo e assegurar a qualidade do
fornecedor.
Outra questão consiste no desenvolvimento do item. Neste caso o setor de compras ou
o pessoal de engenharia indica quando existe a necessidade de se desenvolver um item novo.
Esta necessidade se dá de duas formas básicas. Pode ser que apenas o item seja novo (ainda
não é comprado pela Empresa) ou ainda tanto o fornecedor como o item são novos. Se o
fornecedor é novo, sempre é enviado o questionário para auto-avaliação.
No geral, diversos indicadores são monitorados com a finalidade de aperfeiçoar as
atividades internas e externas que envolvem fornecedores, entre os quais podem se citar: i)
Índice de Inspeção de Recebimento; ii) Índice de Prestação de Serviços; iii) Índice de
Qualificação do Sistema. Basicamente, estes três índices formam o chamado Índice de
Desempenho do Fornecedor. Conforme o desempenho de cada fornecedor, os mesmos são
classificados segundo os critérios supracitados e divididos em quatro grupos distintos:
123
1. Grupo I: Fornecedor não atende especificações;
2. Grupo II: Fornecedor requer ações corretivas;
3. Grupo III: Fornecedor bom;
4. Grupo IV: Fornecedor ótimo;
A partir da disposição dos grupos são elaboradas ações visando a melhoria e o
desenvolvimento dos fornecedores.
Assim, o setor de suprimentos está envolvido tanto em atividades internas, tais como
programação de materiais, controle do almoxarifado e abastecimento das linhas de produção,
como também desempenha atividades externas voltadas tanto para efetivação de compras
como para seleção, qualificação e desenvolvimento de fornecedores.
Randon Implementos – Atividade Produção
Figura 39 - RVO na Randon Implementos (Produção)
Fonte: Autor
124
Sistema de Produção – Concepção Atual
Neste ponto busca-se apresentar o macro processo do sistema produtivo da Randon
Implementos. A Figura 40 apresenta um esquema gráfico do macro processo da Empresa:
Figura 40 - Macro Processos Produtivos da Randon Implementos
Fonte: Autor
Basicamente, o processo se inicia pela Caldeiraria, comumente chamada de “fábrica de
peças”. A Caldeiraria fornece peças para todas as linhas de produtos da Randon Implementos,
para todas as empresas do Grupo Randon e para o mercado de reposição. Em grandes linhas,
os materiais que abastecem este setor da fábrica são chapas de aço, que permanecem
armazenadas na “cabeça de linha”.
Examinando-se somente as atividades internas da Empresa, têm-se as linhas de
produtos ou de montagem, que recebem além das peças provenientes da Caldeiraria, peças e
componentes adquiridos provenientes do almoxarifado de materiais. Cada uma das linhas de
produtos possui suas características específicas, tais como: leiautes, operações, necessidades
de mão-de-obra, supervisão própria, entre outros.
Após o processo de montagem do produto propriamente dito, o produto se desloca
para o setor de pintura. O setor de pintura é compreendido basicamente por dois segmentos de
125
pintura, conhecidos por PLI e PAC. A PLI consiste na chamada “Pintura de Linha”, onde o
produto desloca-se ao longo das diversas operações da linha. Nesta linha, são pintados por
exemplos os produtos Carga Seca/Graneleiro. A PAC consiste na “Pintura de Acabamento”,
composta por diversos boxes de pintura, onde o produto entra para ser processado e ao sair é
deslocado para outro box, passando-se a próxima operação. Na PAC são pintados os produtos
da linha de Tanques, por exemplo. Cabe ressaltar que, nos processos de pintura, os recursos
não são dedicados, ou seja, existe compartilhamento para os diversos produtos da Randon
Implementos.
O último grande macro processo consiste na Montagem Final, onde após as operações
de pintura, os produtos são deslocados para receber um acabamento final, basicamente
consistindo na fixação e colocação de acessórios, adesivos, entre outros. Cabe ressaltar que no
caso da Montagem Final, para alguns produtos existe linha de produção/montagem dedicada,
ou seja, possuem recursos produtivos dedicados bem como estrutura de gestão ao nível de
supervisão também dedicada. Porém, para outros produtos, as linhas são compartilhadas com
produtos similares. Em outras situações ainda, as linhas não são dedicadas, mas devido à
sazonalidade de mercado, quando se monta um determinado produto, não se processa os
outros e assim por diante.
Em grandes linhas pode-se dizer que a Randon Implementos opera em duas situações
gerais distintas que são típicas dos Sistemas Produtivos da Indústria Automobilística:
i)
Produção em lotes – é o caso das Seções de Caldeiraria;
ii)
Fabricação em fluxo unitário de peças – é o caso das Seções de Linha de
Montagem, Pintura e da Montagem Final.
Conceitualmente estas duas lógicas são distintas, sendo que as considerações que se
seguem procuram explicitar estas diferenciações.
126
A Produção em Lotes
A Caldeiraria é uma importante seção fornecedora da Randon Implementos. O
desempenho da Caldeiraria afeta o desempenho de todas as linhas. A lógica consiste em
priorizar as linhas de produção/montagem internas. Porém, muito “trabalho” também precisa
ser feito para os outros segmentos. A seção utiliza uma grande diversidade de máquinas
tradicionais do setor Metal-Mecânico entre as quais podem se incluir: Guilhotina,
Dobradeiras, Prensas, etc.
O processo se inicia pelos programadores de corte de chapa buscando as ordens de
produção (OPs) impressas no CPD – Centro de Processamento de Dados. No dia anterior, o
pessoal do PCP ajustou os dados no MRP, que por sua vez foi rodado durante a noite e houve
a confirmação das OPs geradas. Estas ficam disponíveis no CPD para serem retiradas pelos
programadores de corte da Caldeiraria. Os programadores de corte de chapa buscam montar
um programa de corte de maneira que as OPs possam ser separadas em função da espessura e
qualidade da matéria-prima. O programa de corte é elaborado na ferramenta/sistema
conhecida como software Lantek, que, na realidade, é um software para otimizar o
aproveitamento do corte na chapa de aço.
Após a liberação pelos “programadores” da fábrica de componentes, as OPs são
armazenadas na cabeceira da Caldeiraria e separadas por máquina e apenas em função da
matéria-prima, sem levar em consideração aspectos ligados à priorização e sequenciamento.
A seqüência/priorização das atividades/OPs nas máquinas é realizada pelos
operadores. Os operadores das primeiras máquinas priorizam de uma determinada forma, o
que não quer dizer que os operadores das próximas máquinas no fluxo produtivo da
Caldeiraria, seguirão a mesma seqüência.
Assim, observa-se que em termos de priorização de atividades nas operações do fluxo
produtivo da Caldeiraria, existe uma grande de dificuldade em se considerar o fluxo
127
sistematicamente, buscando alcançar o melhor seqüenciamento possível para a Caldeiraria
como um todo. No caso, a prioridade e o seqüenciamento é com foco local, nas operações e
não com foco sistêmico na Caldeiraria. O sistema utilizado atualmente para programação da
produção (MRPI/MRPII) impede que a lógica de seqüenciamento e priorização de atividades
seja levada adianta de forma sistêmica, uma vez que, por exemplo, não considera a
capacidade das máquinas no fluxo produtivo da Empresa. A Programação Fina de Produção,
sem as técnicas e ferramentas adequadas para viabilizar esta abordagem, é muito difícil de ser
implementada, quiçá inviável em muitas situações.
A problemática do setup é importante no contexto da Caldeiraria em função das
necessidades associadas à produção de muitos pequenos lotes, bastantes diferenciados. Os
operadores buscam priorizar utilizando uma heurística que visa minimizar o número de
setups. Isto não necessariamente, indica que a melhor seqüência de atividades está sendo
obedecida no posto de trabalho específico e no sistema produtivo como um todo.
Algumas OPs são programadas pelo setor de PCP já contemplando um atraso, ou seja,
OP impressa no dia 15, com data final do dia 13. Para estes casos a OP aparece carimbada
com uma indicação de prioridade para produção.
O outro tipo de atraso que ocorre na Caldeiraria consiste no atraso interno, ou seja, as
OPs são liberadas com tempo hábil para a produção. Porém, seja por falta de matéria-prima
ou por falta de capacidade/sincronização, as peças podem atrasar. No geral, cerca de 70% das
OPs são produzidas no prazo previsto.
Do ponto-de-vista do leiaute adota-se, na Caldeiraria, uma ótica do tipo funcional (ex.
todas as prensas alocadas no mesmo local, etc.). Quase não existem células de produção. A
explicação é que se exige uma grande necessidade de flexibilizar a atuação da Caldeiraria, em
função da realidade da demanda de baixo volume da Randon Implementos.
128
Para algumas peças pequenas processadas na Caldeiraria têm-se algumas células de
manufatura. Porém, por definição, o leiaute da Caldeiraria é por processo, ou seja, máquinas
com processos semelhantes agrupadas no mesmo local. Um exemplo de um caso de leiaute
celular pode ser observado na montagem da caixa de ferramentas do produto Carga
Seca/Graneleiro – CS/GR, uma vez que todo o processamento e montagem necessários para a
caixa de ferramenta são realizados em uma célula de manufatura. Para este caso, pode-se
observar uma dedicação de alguns recursos da Caldeiraria para uma determinada linha de
produtos, ou seja, CS/GR.
Outro exemplo de recursos dedicados pode ser observado na célula conhecida como
“quebra onda”, onde são produzidas peças denominadas “quebra ondas” para serem
incorporadas aos produtos da linha de tanques: tanque aço inox, carbono e alumínio.
Ou seja, devido à característica da demanda da Empresa (lotes com baixos volumes),
há a constante necessidade pela busca de flexibilidade, seja adequando o leiaute produtivo
seja adotando técnicas e ferramentas que visam diminuir os tempos de setup observados nas
máquinas da Caldeiraria.
Na Caldeiraria, também existe um setor dedicado de melhorias no processo de
produção, tendo capacidade técnica para implementar uma série de sugestões e melhorias nas
ferramentas e máquinas ao longo do fluxo produtivo da Caldeiraria. Eventualmente, o pessoal
responsável por este setor de melhorias, precisa entrar em contato com o pessoal da
Ferramentaria para desenvolver trabalhos mais complexos que tendem a exigir maquinário
mais pesado.
Também existe um setor de manutenção de ferramentas, onde são executadas
operações de pequenos consertos, afiação e setup externo para as máquinas. Neste setor, há
uma maior interação com a Ferramentaria, principalmente no que tange atividades de teste em
termos de ferramentas. Em termos da manutenção de máquinas (mecânica, eletrônica,
129
elétrica), existe um setor geral para toda a Randon Implementos. Internamente neste setor há
uma equipe focada para a Caldeiraria.
Na Empresa, existe um almoxarifado intermediário conhecido por entreposto. O
entreposto funciona para armazenar apenas itens de terceiros, não armazenando componentes
e peças fabricadas na Caldeiraria. Por exemplo, no caso da caixa de ferramentas, após sua
montagem na célula de manufatura, a peça é enviada para um terceiro para que possa ser
processada a operação de pintura. Ao retornar para a Randon Implementos, a mesma é
armazenada diretamente no entreposto.
Em termos de indicadores de desempenho, pode-se dizer que a Caldeiraria utiliza
como indicador oficial a Eficiência. O índice de eficiência, relacionado com a produtividade
da Empresa, é medido através da seguinte fórmula:
HorasPadrão
Eficiência
100
HorasDisponíveis
Esta fórmula utiliza as horas padrão das pessoas cadastradas na engenharia para os
produtos/peças/componentes fabricados pela Randon sobre as horas totais disponíveis da
mão-de-obra.
Cabe ressaltar que a eficiência calculada desta maneira não reproduz exatamente a
eficiência operacional do sistema produtivo da Randon, uma vez que na realidade este cálculo
prioriza a maximização da utilização da mão-de-obra. Ou seja, quanto mais tempo as pessoas
permanecem trabalhando, melhor o resultado da eficiência. Ocorre que pode ser que não seja
necessário manter as pessoas trabalhando todo o tempo disponível, uma vez que esta decisão
poderia acarretar no acúmulo de estoques ao longo do processo produtivo.
130
Uma maneira, útil de calcular a eficiência operacional dos postos de trabalho
produtivos da Randon, seria através do IROG – Índice do Rendimento Operacional Global
dos equipamentos14.
A idéia básica consiste em se analisar a eficiência do equipamento enquanto ele está
programando para fabricar peças que serão vendidas e não simplesmente fazer com os
recursos permaneçam trabalhando a maior parte do tempo possível.
Assim sendo, durante o ano de 2004, a Randon Implementos buscou iniciar um
processo de implantação de coletores de dados automáticos, em algumas máquinas da
Caldeiraria: duas prensas, uma máquina de dobra e uma guilhotina. Estes coletores de dados
automáticos são encarregados de registrar os eventos que ocorrem com a produção e o recurso
em questão. Ou seja, são controlados e coletados dados provenientes da fabricação de
produtos e eventos de paradas. Além disso, o software que gerencia os coletores de dados é
responsável pelo cálculo do IROG do equipamento, permitindo melhorar a eficiência dos
postos de trabalho considerados críticos15.
A eficiência operacional monitorada de acordo com a metodologia do IROG
disponibiliza dados importantes para o auxílio à tomada de decisão. Além disso, através de
um histórico do equipamento, pode-se controlar a evolução do indicador e implementar ações
visando maximizar o índice de eficiência, como forma de melhorar o desempenho operacional
do recurso específico e o desempenho econômico-financeiro da Empresa como um todo.
Através do aumento da eficiência operacional dos equipamentos é possível se obter
ganhos de capacidade de modo que esta ferramenta se transforma em um instrumento
estratégico quando da falta de capacidade frente à demanda de mercado. Alavancando-se a
eficiência do equipamento pode ser possível aumentar o volume de produção e assegurar um
14
O Artigo intitulado “Uma Abordagem Metodológica para o Gerenciamento das Restrições dos Sistemas
Produtivos: A Gestão Sistêmica, Unificada/Integrada e Voltada aos Resultados do Posto de Trabalho”
(ANTUNES e KLIPPEL, 2001), traz uma explicação detalhada sobre a Metodologia IROG.
15
No Anexo B, são apresentadas algumas telas do software, de forma a ilustrar o programa utilizado na Randon
Implementos para coletar informações e gerenciar os postos de trabalho.
131
melhor atendimento do mercado. Assim, a questão de capacidade dos recursos produtivos é
central nesta discussão16.
O acompanhamento da eficiência produtiva conforme a abordagem do IROG tem se
mostrado bastante relevante no que diz respeito aos ganhos de capacidade produtiva em
diversas empresas (Antunes et al., 2004). Para o caso específico da Randon Implementos, um
possível aumento da capacidade produtiva pode se traduzir em um importante fator
estratégico que podem apresentar restrições na sua capacidade produtiva em função das
máquinas da Caldeiraria. Ou seja, a abordagem do IROG também busca flexibilizar a
produção no sentido em que permite uma alavancagem na capacidade disponível do fluxo
produtivo. Além disso, possibilita a determinação da real capacidade de produção disponível
da empresa, permitindo assim, programar e tratar os recursos com muito mais confiança e
precisão.
O monitoramento da eficiência produtiva também é importante no que tange os
aspectos de desenvolvimento de uma nova cultura organizacional voltada para a melhoria
contínua dos recursos críticos do sistema produtivo da Randon Implementos.
Resumidamente, podem-se listar três pontos de centralidade quando se discutem as
questões relacionadas com a Caldeiraria:
1. Necessidade de flexibilidade: a “Fábrica sobre Rodas”;
2. Necessidades de eventuais aumentos de capacidade (IROG nos recursos
críticos) e determinação da capacidade real;
16
Cabe ressaltar que, conforme descreve a metodologia IROG, existem dois tipos de recursos e desta forma dois
tipos de abordagens a serem utilizadas quando da definição e monitoramente da eficiência produtiva: i) Recursos
restritivos ou críticos: são os equipamentos que apresentam problemas de capacidade, representando empecilhos
para o incremento da produção. Ou ainda, recursos críticos também podem ser os recursos com problemas de
qualidade; ii) Demais recursos: consiste nos recursos que não são críticos e desta forma possuem capacidade
maior que a demanda de mercado. Precisam ser gerenciados de maneira diferente dos recursos críticos, não
permanecendo produzindo durante todo o tempo disponível. Assim, neste caso o importante é acompanhar a
eficiência de modo a garantir que o tempo em que o recurso está programado para produzir será aproveitado da
melhor forma possível.
132
3. Dificuldades em utilizar a Programação Fina de Produção (no limite do
MRPI/MRPII).
Oportunamente, tratar-se-ão destes mesmos pontos de centralidade no decorrer do
presente trabalho.
A Produção em Fluxo Unitário de Peças
Diferentemente do exposto acima, os setores de Montagem, Pintura e Montagem Final
apresentam uma lógica de produção em fluxo unitário de peças, deslocando-se um produto ao
longo da linha de produção, ao invés de uma batelada de peças de uma só vez. A seguir tratase de algumas questões genéricas em termos dos setores de Montagem, Pintura e Montagem
Final.
Além das diferentes linhas de montagem de produtos, existem também os setores de
pré-montagem, onde basicamente, montam-se componentes agregados que, posteriormente,
serão utilizados em termos de montagem final dos produtos. Trata-se de um setor intensivo na
utilização de pessoal. As diferentes linhas de montagem recebem os vários componentes da
pré-montagem e, também, outros componentes adquiridos. Já o principal cliente interno das
linhas de montagem é a pintura.
A fábrica está dividida em grandes setores, que por sua vez compreendem as linhas de
montagem e montagem final dos produtos na Randon Implementos. Estes setores são: i) SCG
– Setor Carga Seca e Graneleiro; ii) SPF – Setor de Plataformas; iii) SFE – Setor de Produção
Ferroviária; iv) SFC – Setor de Florestais e Canavieiros; v) Setor de Basculantes e Especiais;
vi) STQ – Setor de Tanques Aço Carbono e Silos; vii) SFX – Setor de Frigorífico e Tanque
Aço Alumínio; viii) Setor de Pintura; ix) Setor de Caldeiraria e Fabricação.
133
As Linhas de Montagem preferencialmente deveriam trabalhar com o conceito de
takt-time17. Porém, isto depende do grau de variabilidade de cada linha. Por exemplo, no caso
da linha de Carga/Seca o sistema funciona perfeitamente dentro do conceito de takt-time.
Como regra geral, outras linhas que apresentam muitos problemas associados à variabilidade
da demanda de produtos que entram nas linhas se têm uma dificuldade muito grande em
implantar a noção de takt-time. Pode-se observar que não são utilizadas esteiras e que se
busca a sincronização da produção através da adoção das noções de takt-time –
preferencialmente e/ou da própria programação da produção.
As linhas de montagem são muito dependentes das atividades realizadas pelos
operadores, na medida em que é muito difícil automatizar o processo de montagem. Neste
sentido o treinamento do pessoal de chão-de-fábrica é essencial. Em função da situação
objetiva do chão-de-fábrica, do ponto-de-vista da cultura geral estabelecida historicamente na
fábrica, a idéia consiste em aproveitar ao máximo o pessoal disponível, o que implica na
medida da eficiência da mesma enquanto um parâmetro fundamental de gestão das diversas
linhas de montagem.
O dimensionamento da capacidade das linhas de montagem, também, é muito
dependente dos trabalhadores e de suas respectivas produtividades individual e coletiva. As
linhas de montagem são divididas em boxes de montagem, onde cada um dos boxes realiza
uma determinada operação com um determinado número de pessoas. Importante ressaltar que
deve ser efetivado um redimensionamento de pessoal sempre que ocorrerem trocas
expressivas relacionadas com os volumes de produção. De forma geral, pode-se dizer que este
dimensionamento de pessoal pode variar bastante, dependendo da situação real da demanda
de produção, ou seja, se a época é de baixa ou de alta demanda. Para realizar o
17
Segundo Alvarez e Antunes (2001, p. 7), “Uma definição mais adequada parece ser a seguinte: takt-time é o
ritmo de produção necessário para atender a um determinado nível considerado de demanda, dadas as restrições
de capacidade da linha ou célula”.
134
dimensionamento do pessoal necessário, também é utilizado o conhecimento prático
desenvolvido pelos supervisores ao longo do tempo.
Existem diferenças substanciais de análise ao considerarem-se as diferentes linhas de
montagem. Dependendo do caso específico, pode-se observar a existência de uma
sazonalidade forte associada à produção de determinados produtos de uma linha. Isto implica
na necessidade de desenvolver, fortemente, aspectos relativos à multifuncionalidade para que
os trabalhadores envolvidos nesta área possam ser utilizados da melhor maneira possível ao
longo do ano.
Com relação ao setor de Pintura, pode-se dizer que existem situações diferentes
relativamente a esta seção. A Figura 41 apresenta graficamente um macro leiaute da Pintura:
Figura 41 - Macro Processo e Leiaute da Pintura
Fonte: Autor
A primeira parte refere-se a uma situação de pintura em linha contínua chamada PLI,
que trabalha com as bases dos produtos, entre os quais o CS/GR. Depois existem duas outras
situações que são a PAC e a PLA que trabalham com pintura manual em processo spray. A
PAC trabalha com primer e acabamento da pintura e que são os produtos não base, entre os
quais os tanques e vagões ferroviários. A PLA é uma linha de montagem, seguida da pintura.
Na PLA passam os produtos graneleiros e bi-trem.
No caso da PLI utiliza-se a noção de takt-time, ou seja, a cada período de tempo
definido tem-se a saída de um produto ao final da linha, em função da demanda de mercado.
135
Existem problemas associados ao retrabalho na Pintura. Estes retrabalhos são
originados de várias fontes entre as quais se podem citar: i) alterações solicitadas pelos
clientes; ii) erros derivados de problemas na linha de pintura; iii) problemas oriundos de
projeto, iv) problemas especificamente ligados aos diferentes processos de pintura.18
A atual lógica adotada em termos de sequenciamento da produção da pintura utiliza a
lógica do tipo Primeiro que Entra, Primeiro que Sai - PEPS. Ou seja, os produtos são pintados
em função de sua ordem de chegada na pintura.
Atualmente a Pintura – como toda a fábrica – é medida em termos da chamada
eficiência. As pessoas são cobradas em termos de uma eficiência mínima, que deve ser
atingida.
A seção de Pintura é muito importante no que tange aos aspectos relativos à
capacidade, qualidade e atendimento nos prazos da Empresa. É preciso analisar
criteriosamente se algumas partes da Pintura não se constituem nos gargalos do sistema
produtivo como um todo. Eventualmente, apenas para algumas linhas a Pintura pode-se
transformar em uma seção gargalo. Uma lógica de análise constante e mais ampliada da
relação entre capacidade e demanda global de pintura parece interessante de ser
implementada.
Em termos de Montagem Final, pode-se dizer que nestas seções são recebidas um
conjunto de informações relativas ao trabalho a ser efetuado, em particular a Estrutura de
Produtos - Bill Of Materials - e os roteiros de fabricação. Sendo assim, em um único dossiê
pode-se encontrar toda a lista das atividades necessárias (Ex. Etapas de Fabricação, Testes,
Inspeções a serem efetuadas, etc.): em particular, deve-se destacar a importância de levar em
consideração os aspectos relativos à segurança do produto como, por exemplo, os freios.
18
O tratamento dos problemas de qualidade, tal qual como ocorre aos demais locais da fábrica, implica na
abertura de Relatório de Não Conformidade - RNC’s.
136
Da mesma forma que nas linhas de montagem, o dimensionamento dos operadores
necessários para realizar a produção teoricamente determinada é feito levando em
consideração a determinação dos takt-time das linhas.
Em termos da montagem final, parece fundamental destacar os aspectos relativos a
qualidade dos produtos, na medida em que este é o último ponto da fábrica onde pode-se
detectar os problemas e, a partir daí, estabelecer a necessidade de retrabalhos a ser executada.
Estes setores, como outros que já foram discutidos anteriormente, caracteriza-se pela elevada
dependência em relação ao pessoal, na medida em que a mecanização existente é baixa.
Portanto, ações no sentido da qualificação de pessoal tornam-se particularmente importantes.
Os testes são fundamentais para assegurar o desempenho dos produtos da Randon
Implementos, especialmente aqueles ligados aos aspectos de segurança do produto. Neste
sentido, atividades de melhoria relacionadas ao tema são profundamente relevantes e
implicam em adotar uma visão sistêmica relacionando os produtos e os aspectos cruciais, a
eles relacionados, nos diferentes locais de produção.
Na realidade, na “saída” da Montagem Final é realizada uma inspeção 100% nos
produtos e muitos problemas são detectados imediatamente e então as soluções e retrabalhos
são encaminhados. Além desta inspeção pelo setor de qualidade, ainda é realizada uma última
inspeção no momento de expedição do produto ao cliente.
O Planejamento, Programação e Controle da Produção e dos Materiais
No que tange o processo de PPCPM – Planejamento, Programação e Controle da
Produção e dos Materiais na Randon Implementos podem se observar atividades bem
definidas e específicas para o processo de Planejamento e o Processo de Programação.
137
Planejamento da Produção
A Figura 42 apresenta o que se entende por atividades de Planejamento da Produção
no caso específico da Empresa em questão:
Figura 42 - Atividades de Planejamento da Produção
Fonte: Autor
O Processo de Planejamento da Produção inicia pelo Planejamento Estratégico da
Empresa, onde a alta direção tem por objetivo definir e traçar as metas e questões estratégicas
do negócio da Empresa. O Planejamento Estratégico é realizado anualmente, com revisões
semestrais e trimestrais.
A partir do que foi definido pela alta gestão, a segunda etapa do processo de
planejamento da produção consiste na definição do Plano Operacional (PO), onde participam
diretoria, gerências, chefias, lideranças e responsáveis pelas áreas de vendas, materiais e PCP
– Programação e Controle da Produção. O Plano Operacional – PO é elaborado para o mês
138
atual com uma visão de mais três meses adiante. Esta segunda etapa tem por objetivo
fundamental o desdobramento das metas definidas na etapa do Planejamento Estratégico. No
PO, tratam-se famílias de produtos19, indicam a quantidade de cada produto a ser produzida
nas linhas de produtos da Randon Implementos. Por exemplo, para o casa da linha de produto
CS/GR, na elaboração do PO têm-se a indicação da quantidade a ser produzida das sub-linhas
Bi-trem, Rodotrem e Semi-Reboque. Porém, cabe ressaltar que ainda não existem definições
mais detalhadas do modelo e especificações das sub-linhas. Neste ponto, o PCP conta com
uma ferramenta que possibilita e exige um constante alinhamento em termos de número de
unidades a ser produzidas, levando-se em consideração o aspecto da sazonalidade. Todo o PO
é elaborado e manuseado em planilhas eletrônicas, não existindo ainda nenhum interface
direta com o sistema corporativo da Empresa.
O PO alimenta o sistema corporativo da Empresa, informando as famílias e as
quantidades para a elaboração do Plano Mestre de Produção – PMP (MPS – Master Planning
Scheduling). O PMP é calculado com base nas informações provenientes do PO além das
informações contidas na Base de Dados do sistema corporativo, tais como: codificação de
itens, estrutura de produtos, roteiros de produção, etc. Juntamente com a estrutura de produto,
têm-se valores percentuais cadastrados para determinados itens específicos, indicando uma
“probabilidade” de necessidade deste item quando da programação da produção. A função do
PMP consiste na explosão das famílias em itens genéricos a serem produzidos.
O PMP alimenta o MRP da fase de planejamento que consiste basicamente no cálculo
da necessidade de mão-de-obra e na necessidade de materiais adquiridos (neste momento,
apenas valores percentuais são calculados).
Por fim, o resultado do MRP nesta fase é então acompanhado pelo pessoal de PCP,
com o intuito de identificar e solucionar eventuais discrepâncias e necessidades de ajustes
19
Pode-se entender como linhas e sub-linhas de produtos.
139
para a alimentação do processo de programação. Neste ponto, se encerram as atividades de
Planejamento da Produção.
Programação da Produção
A Figura 43 apresenta as atividades de Programação da Produção para a Randon
Implementos:
Figura 43 - Atividades de Programação da Produção
Fonte: Autor
O processo de programação da produção se inicia pela carteira de pedidos da Empresa,
a qual é alimentada pelos pedidos cadastrados pelo Comercial. O pedido pode seguir duas
rotas distintas, levando-se em conta se o pedido é para um produto configurado ou não. Os
produtos configurados são os produtos totalmente padronizados que são armazenados no
Configurador de Produtos e a partir do qual o Comercial pode definir/selecionar o produto
140
desejado e disponibilizar diretamente para o setor de PCP. Caso o produto não seja totalmente
configurado, o mesmo deve ser enviado para a Engenharia de Produto, com a finalidade de
adequar e/ou desenvolver a parte não configurada do produto acertado com o cliente. A partir
da Engenharia de Produto, o mesmo é disponibilizado para a Engenharia de Processo, onde
são verificadas as condições de fabricação no que tange o processo de produção atualmente
existente na Empresa. Somente após a aprovação ou adequação da Engenharia de Processo, o
pedido é então disponibilizado para o PCP.
A atividade de programação propriamente dita, consiste na análise de alguns pontos
importantes, tais como: disponibilidade de materiais, lead-time de fabricação, recursos
críticos, entre outros. Estes pontos são analisados de maneira qualitativa, ou seja, as
definições e avaliações estão sustentadas no feeling dos profissionais envolvidos.
A análise dos recursos críticos é genérica, sendo que os esforços dos programadores
estão focados na exceção, quando se observam faltas de capacidades muito relevantes.
No que tange a questão do lead-time de produção, o mesmo é um dado de entrada para
o sistema, porém esta informação arbitrária se dá de maneira bastante particular. Ocorre que
não é possível simplesmente indicar um valor para o campo lead-time de produção do item,
pois este campo não pode ser alterado. O lead-time utilizado para o cálculo do MRP é um
valor proveniente do número de pessoas necessárias para se produzir o item. Para que seja
possível alterar um lead-time de produção, é necessário primeiro alterar o número de pessoas
necessário para produzir determinado item e então fazer com que o sistema “chegue” no leadtime desejado.
Após esta macro-análise, são disparados dois processos em paralelo: PRP e MRP. O
PRP (Project Requirements Planning – Planejamento das Necessidades de Projetos) consiste
no MRP para projetos, ou seja, quando um item necessita de customização ele é calculado
pelo PRP. Quando um item é padronizado, o mesmo é calculado pelo MRP. No caso do PRP
141
é necessário “rodar” cada produto manualmente, atividade que acaba por tomar muito tempo
do programador.
Quando da execução do MRP existe um interação com o PMP executado
anteriormente na fase de planejamento. Esta interação tem por objetivo comparar os pedidos
existentes na carteira de pedidos (MRP) com as previsões utilizadas para a elaboração do
PMP. A necessidade que existe no PMP e não existe no MRP é então descartada. Porém,
nesta fase existe uma análise crítica desempenhada em conjunto por PCP e Comercial.
Basicamente, o Comercial pode vir a verificar a possibilidade de se aumentar a produção de
determinados itens enquanto que o PCP indica se está sobrando capacidade ou faltando
produzir determinados itens, comparando-se com o PMP previamente calculado.
Após a execução do PRP e MRP, as Ordens de Produção são disponibilizadas no CPD
(Centro de Processamento de Dados) para que as mesmas possam ser liberadas e transferidas
para o chão-de-fábrica.
Cabe ressaltar que existe um chamado “processo paralelo” na programação da
produção. Este processo paralelo se dá devido às alterações de produtos ao longo do processo
de programação e fabricação dos produtos. Existem dois tipos de alterações comumente
utilizadas neste caso: i) CAP – Alteração do Produto pelo Cliente; ii) NLA – Alteração do
Produto pela Engenharia. Para o caso das NLAs, basicamente ocorrem devido à problemas
detectados a posteriori que precisam ser solucionados ao longo do processo. No caso das
CAPs, pode-se dizer que em 50% dos produtos ocorre pelo menos uma (1) CAP, indicada
fisicamente por uma OP (Ordem de Produção) na cor amarela. Esta situação tende a aumentar
consideravelmente a complexidade do trabalho desempenhado pela programação da
produção.
Um ponto que desperta a atenção no processo de PPCPM como um todo consiste na
definição e separação das atividades de Programação da Produção e Programação de
142
Materiais. A Programação da Produção (geração de OPs para o chão-de-fábrica) é
desempenhada e está sob responsabilidade do setor de PCP ao passo que a Programação de
Materiais é executada e está sob responsabilidade do setor de Suprimentos. Esta estrutura
pode acabar por dificultar o fluxo normal de programação e atrasar a execução das atividades,
uma vez que as programações são realizadas de maneira distinta e sob responsabilidades
diferentes. Esta situação gera a necessidade de interação entre os dois setores, de modo que
possam ajustar e adequar as programações de acordo com as necessidades observadas ao
longo do processo.
Aspectos Gerais Associados ao PPCPM
Atualmente, a solução adotada em termos de gestão empresarial corporativa está
baseada em um software comercial do tipo ERP (Enterprise Resource Planning –
Planejamento dos Recursos da Empresa). A implantação da primeira versão software,
realizada em 1998, foi necessário fazer uma ampla gama de customizações, em função da
complexidade envolvida na Randon Implementos,
A Empresa passou por uma nova reestruturação quando da implantação de uma versão
mais atualizada do software ERP, necessitando acertar novamente diversas questões em
termos de customização da solução. Esta reestruturação e implantação da nova versão se
deram no ano de 2003.
Existem algumas características importantes a perceber relacionadas com as atividades
de PCP na Empresa. Elas estão listadas abaixo:
O Sistema Corporativo se constitui no banco de dados básicos e unificados da
Empresa;
O Sistema Corporativo necessita de um tempo aproximado de 12 horas para
executar a programação completa da Randon Implementos. Sendo assim, em
143
virtude do longo tempo para “rodar” a programação, o Sistema executa a
programação durante o horário noturno. Cabe ressaltar que o processo de
programação como um todo inclui desde o início da execução do MRP
propriamente dito, até a confirmação e impressão das Ordens de Produção –
OPs;
A definição de Capacidade da Randon Implementos está sustentada na relação
entre a disponibilidade de máquinas e de pessoas;
Na definição da Capacidade Fabril da Randon Implementos, as máquinas não
se constituem em restrição, ao menos até um dado limite de alocação de
pessoal;
De um ponto-de-vista analítico e crítico pode-se dizer que, estrategicamente, pode-se
dividir a ação dos Sistemas de Informação em três níveis distintos: Operacional, Tático e
Estratégico. O Sistema encontra-se relacionado com o nível operacional, se constituindo no
banco de dados básico da Empresa e possibilitando a geração de um conjunto de informações
necessárias para a Empresa. No nível tático, é necessário desenvolver um conjunto de
informações qualificadas para a solução dos problemas específicos da Empresa, o que
envolve:
i)
O banco de dados esteja com a acuracidade desejada, o que permite
fornecer confiabilidade as informações geradas a partir dos mesmos;
ii)
Buscar soluções que permitam obter as informações necessárias para a
tomada de decisão gerencial no nível tático, por exemplo, elaborar
melhorias no PCP da Empresa a partir da adoção de uma lógica do tipo
Planejamento Fino de Produção.
144
Já no nível estratégico as informações devem chegar de forma ainda mais qualificada
para a alta direção da Empresa.
Lógica Geral de Funcionamento do PPCPM
Toda a primeira quinta-feira de cada mês é realizada uma reunião envolvendo as áreas
de suprimentos, produção, vendas e PCP visando estabelecer o plano geral de produção. Nesta
reunião é realizada a chamada “revisão dos números”. Basicamente, serve para confirmar os
números do mês corrente, revisar os próximos dois meses e elaborar uma previsão para o
terceiro mês adiante.
As saídas do Sistema utilizadas na prática da Randon Implementos são:
Planejamento de Materiais;
Emissão de Ordens de Produção - OPs;
A questão da alocação de capacidade sobre a ótica da Capacidade Infinita;
A alocação de horas globais – capacidade infinita - do MRP/MRP II serve, também,
para o planejamento do dimensionamento geral das pessoas necessárias nas Linhas de
Montagem.
Existem, porém, diferenças fundamentais entre os sistemas com capacidade finita
(Programação Fina Produção – PFP) e os sistemas com capacidade infinita (MRP/MRP II).
Ocorre que os sistemas MRP/MRP II proporcionam uma informação valiosa, mas sozinhos
não podem monitorar e controlar custos, melhorar a eficiência ou proporcionar vantagem
competitiva.
Conforme mencionado, as deficiências destes sistemas se relacionam principalmente
ao aspecto de capacidade produtiva. Ou seja, o sistema MRP consiste em um plano de
capacidade infinita, uma vez que não considera as restrições de capacidade de cada máquina
145
ou centro de trabalho. Apesar de calcular a capacidade, o MRP II não realiza o
seqüenciamento das atividades, o que acarreta alguns efeitos, como por exemplo, não
identificar recursos com restrição de capacidade (CCRs), que podem ser recursos não-gargalo,
que na média têm excesso de capacidade. Além disto, os sistemas MRP II apresentam outras
lacunas na programação, tais como considerar lead-times fixos e pré-determinados e não
variáveis de acordo com a produção. Algumas questões importantes também não são
possíveis de serem contempladas, entre as quais: setup dependente e eficiência dos recursos
produtivos.
De forma geral a emissão de OPs elaborada pelo MRP/MRP II é disponibilizada um
dia antes para a Produção de tal forma que as seções da fábrica possam se organizar com certa
antecedência. Conforme mencionado anteriormente, as OPs são disponibilizadas no CPD e os
responsáveis da fábrica devem se deslocar até o setor para buscar as OPs impressas.
É importante perceber que os aspectos relativos ao sequenciamento das OPs são feitos
localmente nas seções. Os pontos mais complexos relativamente, do prisma do
sequenciamento, ocorrem na Caldeiraria, onde se tem a produção em lotes e não em fluxo
unitário de peças como nas Linhas de Montagem.
Em termos de pontos críticos, pode-se dizer que para o PCP as principais dificuldades
estão localizadas na Caldeiraria e na Pintura. Na Caldeiraria, têm-se diversos problemas entre
os quais se podem citar: falta de capacidade, compartilhamento de recursos, entre outros. No
setor de Pintura, um dos principais problemas consiste na priorização do ótimo local em
detrimento do ótimo global. Ou seja, a priorização e sequenciamento das atividades no setor
de Pintura estão focadas no melhor aproveitamento dos recursos da Pintura e não
necessariamente no prazo de entrega e minimização dos atrasos dos pedidos. Atualmente a
grande maioria das atividades e trabalho desempenhado pelo setor de PCP está focada nas
linhas de produtos.
146
Ainda cabe ressaltar as tentativas amplas de implantação e utilização do sistema
Kanban em algumas linhas da Empresa. As questões associadas com o sistema Kanban serão
mais detalhadas oportunamente, quando da descrição das linhas de produtos específicas.
Porém, é relevante salientar a importância da utilização do sistema Kanban, de forma a
alcançar resultados consideráveis em termos de sincronização no abastecimento das linhas de
montagem e montagem final. Além dos resultados com relação à sincronização, podem ser
observadas melhorias no que tange a organização e fluxo ao longo das linhas de produtos.
Análise Crítica da Utilização do Sistema MRP/MRP II
Neste ponto podem-se relacionadas alguns problemas associados com a utilização do
Sistema MRP/MRP II de forma geral, entre os quais:
A implantação de um Sistema do tipo ERP constituiu-se em um grande avanço
do ponto-de-vista do Planejamento e Controle da Randon Implementos, na
medida em que permitiu a constituição de um banco de dados básico da
Empresa e que automatizou a implantação do PCP;
É necessário manter uma constante revisão e manutenção das Estruturas de
Produtos, uma vez que a acuracidade das mesmas tende a diminuir quando se
tem uma entrada contínua de novos produtos na Empresa;
Outro ponto importante consiste na necessidade de se manter a acuracidade dos
tempos-padrões de fabricação, bem como dos tempos de setup nas operações
dos roteiros de produção dos itens;
Pode-se observar, também, todos os problemas associadas com a utilização de
uma lógica de Planejamento com Capacidade Infinita, que dificulta
sobremaneira as atividades de programação e sequenciamento da produção,
podendo levar ao não atendimento dos prazos de entrega previstos pelo
147
MRP/MRP II. Isto pode ocasionar transtornos para as seções à montante no
processo produtivo;
Não são levadas em consideração no Planejamento do MRP/MRP II as
questões associadas com qualidade (por exemplo, retrabalhos) que roubam
capacidade real dos equipamentos em todas as seções e linhas de montagem.
Desta forma, pode ser importante manter uma estrutura de acompanhamento e revisão
contínua para as questões associadas ao sistema, uma vez que pela dinamicidade existente na
realidade da Randon Implementos, as informações contidas no sistema tendem a ficar
rapidamente obsoletas e desatualizadas.
Recursos Humanos
Os Recursos Humanos atuam a partir de uma ótica corporativa do Grupo RANDON.
Desta forma existem diretrizes gerais no âmbito da Empresa Holding, que estabelecem um
conjunto de políticas comuns relacionadas com os aspectos dos Recursos Humanos como, por
exemplo: orientações legais gerais quanto as férias, décimo terceiro salário, etc. Desta forma,
o RH é visualizado como um prestador/fornecedor de serviços para todas as empresas do
Grupo.
Importante ressaltar que, embora as diretrizes estabelecidas para o setor de recursos
humanos das empresas do Grupo Randon sejam centralizadas, as ações específicas são
descentralizadas. Ou seja, há uma lógica comum de RH que é adaptada para a realidade
específica de cada empresa do Grupo.
Uma questão importante refere-se às questões educacionais relacionadas aos
colaboradores. Neste sentido, existe um Comitê de Recursos Humanos, composto pelos
diretores e gerentes de RH das empresas coligadas, com a finalidade de tomar decisões
148
estratégicas coorporativos. As diretrizes e políticas básicas de educação são elaboradas pelos
analistas de RH e pela especialista de educação corporativa. Posteriormente, estas diretrizes e
políticas são enviadas para aprovação do comitê de RH.
Um dos pontos mais relevante do ponto-de-vista atual e futuro da gestão da Empresa
consiste na disposição em estabelecer um processo contínuo e sistemático de qualificação do
gerenciamento global da Empresa.
Ainda em termos de educação e desenvolvimento profissional, cabe ressaltar que
desde ano 2000, a Empresa vem desenvolvendo Processos de Capacitação Tecnológica
interno em Engenharia de Produção com um total de aproximadamente 250 horas. O objetivo
geral deste processo consiste em propiciar aos participantes, a capacitação tecnológica em
termos de gestão da produção, baseada nas melhorias contínuas nos processos, adotando para
este fim os conceitos desenvolvidos e consolidados no âmbito do Sistema Toyota de
Produção/Sistemas de Produção Enxutos e da Teoria das Restrições. A elaboração dos
Processos de Capacitação Tecnológica busca atingir objetivos específicos, entre os quais
pode-se citar:
i.
Esclarecer os principais conceitos relacionados com a Engenharia de
Produção a partir de uma abordagem de Sistemas Produtivos;
ii.
Propiciar aos participantes os conhecimentos necessários relativos aos
Indicadores de Desempenho voltados à melhoria dos Processos;
iii.
Propiciar aos participantes da capacitação tecnológica associada à
aplicação dos Métodos, Princípios e Técnicas do Sistema Toyota de
Produção/Sistemas de Produção Enxutos;
iv.
Através dos trabalhos de campo realizados, permitir aos participantes, uma
avaliação in loco da potencialidade da utilização dos Princípios, Técnicas e
Ferramentas utilizadas;
149
v.
Ao longo da realização dos trabalhos dos diferentes módulos possibilitar a
realização de um conjunto de melhorias concretas no âmbito dos sistemas
produtivos das empresas da Randon Participações, em particular no que
tange aos aspectos ligados à Engenharia Industrial (Perdas, Troca Rápida
de Ferramentas, Controle de Qualidade Zero Defeitos/Poka-Yoke, etc.).
O público alvo dos Processos de Capacitação Tecnológica constitui-se de turmas de 30
pessoas, envolvendo basicamente profissionais entre os quais podem se citar: analistas,
gerentes, supervisores. No geral foram formados aproximadamente 100 profissionais da
Randon Implementos20.
Por fim, um ponto fundamental dos Processos de Capacitação Tecnológica consiste na
proposta do método de trabalho, no qual os treinamentos são repassados inicialmente de
maneira teórica fornecendo subsídios suficientes para os participantes atuarem diretamente na
realidade da Empresa. Esta intervenção tem por objetivo trazer melhorias nos Processos e
gerar ganhos substantivos do prisma econômico-financeiro. Vários são os projetos
implementados por projetos de melhorias definidos por grupos de profissionais durante o
Processo de Capacitação Tecnológica, entre os quais:
i.
Aumento da capacidade produtiva da Linha de Frigoríficos em
aproximadamente 15% mensais. Um Retorno Sobre o Investimento – RSI
calculado em 13,3 dias. Conceitos, técnicas e idéias utilizadas/trabalhadas e
implementadas:
leiaute,
modificações
no
processo de
fabricação,
montagem de em módulos fora da linha;
20
Este processo teve início apenas na Randon Implementos e atualmente atinge todas as Empresas do Grupo
Randon.
150
ii.
Aumento da capacidade produtiva da Linha de Tanques em 33% por dia,
com um RSI de 9 dias. Conceitos, técnicas e idéias utilizadas/trabalhadas e
implementadas: Kanban, Poka-Yoke21, leiaute e eliminação de perdas;
iii.
Aumento da capacidade produtiva da Linha de Basculante 50% a mais de
produtos/dia, com RSI de 02 meses e com aumento de margem do produto.
Conceitos, técnicas e idéias utilizadas/trabalhadas e implementadas: leiaute,
Poka-Yoke, melhorias na engenharia de produto, eliminação de perdas;
Cabe ressaltar que os trabalhos desenvolvidos são encomendados e apoiados
amplamente pela gerência, de acordo com os objetivos e metas da Empresa. Ainda, estes
trabalhos envolvem toda a Empresa e não apenas o grupo de trabalho envolvido diretamente
com o Processo de Capacitação Tecnológica.
Por fim, as questões de centralidade com relação aos Processos de Capacitação
Tecnológica são os seguintes: i) Capacitação Técnica; ii) Comunicação e Trabalho em
Equipe; iii) Melhor Utilização dos Ativos. Os três pontos de centralidade estão descritos nos
parágrafos seguintes.
As questões envolvendo capacitação técnica podem ser evidenciadas pelo repasse
teórico de aproximadamente 260 horas dos conceitos, princípios e técnicas propugnados pelo
Sistema Toyota de Produção e pela Teoria das Restrições, e pelos trabalhos realizados.
Quanto aos aspectos de comunicação e trabalho em grupo, os mesmos podem ser
observados através dos depoimentos abaixo:
Por fim, a melhor utilização dos ativos podem ser evidenciados pelos resultados
práticos de curto prazo e com aspectos econômico-financeiros interessantes, comprovados
21
Dispositivos à prova de falhas, amplamente utilizado na indústria japonesa e difundido através do Sistema
Toyota de Produção/Produção Enxuta.
151
pelas análises de retorno sobre o investimento de cada projeto/trabalho proposto e
implementado.
Alguns depoimentos importantes dos alunos da primeira turma de Capacitação
Tecnológica em Engenharia de Produção resumem esta idéia, entre os quais:
“O curso de capacitação uniformizou o conhecimento de todas as etapas nos
macro-processos da empresa, em nível de coordenadores e analistas, o que
nos dá maior flexibilidade para atuar em vários setores. O interessante é que,
além da parte teórica, nós também aplicamos o conhecimento em trabalhos
práticos, dentro da fábrica, a cada módulo”. (RANDONÁRIO, junho/2004,
No. 54) 22
“Foram quase dois anos trabalhando em cima dos conceitos de sistema e
sincronismo da produção. Isso ampliou nossa visão, começamos a ver a
fábrica como um todo. Antes do curso, nossa meta era o ótimo-local, agora é
o ótimo-global”. (RANDONÁRIO, junho/2004, No. 54)23
Em 2001, também foi criado outro programa amplo de capacitação dos funcionários,
denominado MDE – Modelo de Desempenho de Equipes. O MDE consiste em:
“Conjunto de ferramentas inovadoras que organizam, sistematizam e
sustentam as práticas das equipes, buscando os melhores resultados nas
organizações. Possibilitar condições de um modelo para se trabalhar em
equipes, visando o estabelecimento e fortalecimento das abordagens de
natureza técnica e comportamental, utilizando instrumentos objetivos e
consistentes. Este grande desafio representa uma enorme oportunidade para
as organizações e instituições [...]. O MDE® é composto de duas etapas
permanentes - confiança e comprometimento - e quatro etapas que são
construídas com e pela equipe - orientação, estatutos da equipe, projeto de
implementação,
alto
desempenho
e
renovação”
(www.proativabrasil.com).
Com o Modelo de Desempenho de Equipes, além de se constituir um modelo para
construir e trabalhar em equipe, este tem por objetivo repassar um método e as ferramentas
para os líderes exercerem a liderança através de significativo instrumento gerencial,
exercendo o papel de educadores de suas equipes.
22
Este depoimento foi publicado no Randonário, Número 54, de junho de 2004, e é do coordenador da área de
Plataformas e Vagões Ferroviários.
23
Este depoimento foi publicado no Randonário, Número 54, de junho de 2004, e é do coordenador da área de
Tanques e Basculantes.
152
As contribuições do programa MDE podem ser evidenciadas pelos depoimentos a
seguir:
“Mudando de função, a gente aprende mais. O MDE me ajudou muito. Me
entrosei mais com os colegas e aprendi com eles. Já no curso de montadorsolador, a gente aprende mais sobre o maquinário mesmo, o que também é
importante. Um curso é sempre um aprendizado a mais”. (RANDONÁRIO,
junho/2004, No. 54)24
“Acho que o curso de MDE me tornou um profissional mais qualificado.
Ajuda a abrir a cabeça, a aceitar melhor as mudanças”. (RANDONÁRIO,
junho/2004, No. 54)25
A Figura 44 apresenta alguns indicadores da área de RH da Randon Implementos:
Indicador
Absenteísmo
Rotatividade
Número de Funcionários
Horas Treinamento/Funcionário
Acidentes de trabalho
2000
1,95%
0,79%
2079
59,19
76
2001
1,99%
0,98%
2232
59,12
76
2002
1,85%
2,69%
2160
78,62
98
2003
1,81%
4,98%
1785
85,7
83
2004
1,73%
0,63%
1960
101,65
147
Figura 44 - Indicadores da área de RH
Fonte: Documentação Interna
Pode se observar que o nível de absenteísmo anual médio da Empresa tem diminuído
desde o ano 2000, chegando em 1,75% em 2004.
A rotatividade anual média da Randon Implementos cresceu de 2000 a 2003,
chegando-se a 4,98% no ano de 2003. Porém, no ano de 2004 apresentou uma queda
considerável, fechando o ano em 0,63%.
Nos anos de 2000, 2001 e 2002 a Empresa contava com mais de 2.000 funcionários,
sendo que a partir de 2003 este número diminuiu fechando 2004 com 1960 funcionários. A
quantidade de horas de treinamento e capacitação por funcionário vem crescendo de 2000,
24
Este depoimento foi publicado no Randonário, Número 54, de junho de 2004, e é de um montador que
também opera na solda.
25
Este depoimento foi publicado no Randonário, Número 54, de junho de 2004, e é um funcionário que começou
como auxiliar de produção, passando a montador e atualmente atua como montador e abastecedor.
153
saindo de cerca de 60 horas por funcionário e chegando-se em aproximadamente 101 horas de
treinamento por funcionário, em 2004.
Por fim, em função do uso intensivo de pessoal no caso das Linhas de Pré-Montagem
e Montagem alguns comentários são necessários. Tanto os aspectos ligados às quantidades
produzidas como a qualidade dos produtos gerados são bastante dependentes da qualificação
dos profissionais envolvidos. Portanto, cabe ressaltar que a qualificação do pessoal para
realizar as tarefas e a flexibilidade de atuar em distintas situações é essencial.
Neste sentido, a definição e atualização do “procedimento de trabalho adequado”, que
“deve ser testado e revisado muitas vezes na planta de produção, além disso, ele tem que ser
um procedimento que qualquer um possa compreender o trabalho” (TAIICHI OHNO, 1997,
p. 40). Embora estes procedimentos de trabalho sejam importantes em qualquer situação na
fábrica, eles são particularmente importantes no caso onde existe uma elevada dependência
dos Recursos Humanos – que é o caso genérico das Linhas de Montagem.
Por fim, apresenta-se o Projeto da Fábrica Flexível, como exemplo dos projetos
concebidos e implantados a partir do desenvolvimento técnico e gerencial dos funcionários da
Empresa.
O Projeto Fábrica Flexível começou a ser implantado em 2002, e através da
qualificação dos profissionais juntamente com remodelação do leiaute de fábrica e tecnologia
apropriada, este projeto começa a trazer resultados e proporciona sustentação aos negócios
gerados na área comercial.
Em março de 2004, foram fabricados 1515 produtos na Randon Implementos,
respondendo por uma média de 65,5 unidades/dia. Estes números representam um recorde
histórico em termos de volume de produção na Randon, no decorrer dos 55 anos de história da
Empresa. Conforme o Randonário (jun/2004, No. 54), os maiores volumes de produção estão
relacionados à linha de graneleiros e à linha de frigoríficos. Por exemplo, na média de
154
produção de graneleiros passou de 30/dia em 2003, para cerca de 36/dia em 2004,
representando um aumento de aproximadamente 20% no volume de produção.
O Projeto Fábrica Flexível teve o objetivo de preparar funcionários, equipamentos,
linhas de produção e sistemas para atuarem em sincronia com as necessidades de mercado.
Sendo assim, além da capacitação das pessoas, algumas adequações em termos de leiaute e
equipamentos estão sendo implementados. Porém, parece razoável afirmar que os processos
de capacitação tecnológica possibilitam o desenvolvimento e aparecimento de novas idéias
voltadas para a produção e desta forma influenciam fortemente nas alterações e adequações de
equipamentos, leiaute e sistemas de gestão.
Garantia e Engenharia da Qualidade
A Randon Implementos caracteriza-se pela necessidade de se estabelecer um amplo
processo de padronização. Pode-se afirmar que quando da implantação da Norma ISO 9001
na Randon Implementos ocorreu um grande avanço em termos da padronização, uma vez que
foi estabelecido em toda a Empresa um sistema de qualidade consolidada.
A ISO 9001 foi conquistada em novembro de 1998, tendo como ponto fundamental a
campanha interna chamada de ISO MANIA, dirigida às áreas de produção e tendo como
lema: “FAÇA DA ISO UMA MANIA NO SEU DIA-A-DIA. VENÇA O “JEITÃO” COM A
PADRONIZAÇÃO.”. A campanha e o empenho desta equipe e dos funcionários foi
determinante para o sucesso da auditoria de certificação (RANDONÁRIO, Dez/1998, No.
36). A ISO 9001 foi certificada na nova versão em outubro de 2003.
Em virtude da complexidade da Randon Implementos, a primeira implantação da
Norma ISO 9001 foi implantada em um período de 18 meses. A documentação elaborada foi
feita com uma visão de todo, e se constitui no primeiro processo de formalização amplo da
Empresa, uma vez que antes da implantação da ISO 9001 a maior parte das ações eram
155
completamente informais. Pode-se dizer que a implantação da ISO 9001 constituiu-se em um
referencial importante para a gestão da Empresa na época.
A Randon Implementos é uma empresa que, desde um ponto-de-vista da gama de
produtos fabricados, pode ser considerada complexa. Historicamente, em virtude desta
situação construiu-se a partir de uma ótica que pode ser caracterizado como bastante informal.
Isto fez com que seus profissionais não tenha privilegiado a criação de um sistema de gestão
fortemente sustentado em regras ou procedimentos formalmente estabelecidos.
Porém, nas empresas modernas um dos aspectos mais importantes constitui-se na
instituição de um sólido sistema de qualidade de gestão, em geral, bastante formalizados. As
Normas ISO 9000 representam uma iniciativa importante no sentido da construção de um
sólido sistema de gestão, na medida em que possibilitam a formalização e a melhoria dos
processos que se relacionam com a garantia da qualidade de fornecimento da Empresa.
Em termos de outras certificações, cabe ressaltar que a Randon Implementos iniciou a
implementação das Normas ISO 14000 e BS 8800 (estas duas normas se referem à Segurança,
Saúde e Meio-ambiente) ao final de 2003 e já se encontrando implementadas, porém ainda
não certificadas.
Quanto à problemática da qualidade desde um ponto-de-vista interno ao sistema
produtivo da Empresa alguns tópicos podem ser observados:
As exigências de qualidade das diferentes partes da Empresa podem ser
visualizadas de forma diferenciada em função das diferentes seções da fábrica.
A lógica de qualidade dos produtos e a qualidade de gestão devem ser feitas
levando em conta as especificidades existentes nas diferentes seções da fábrica
(Usinagem, Caldeiraria, Pintura, Linhas de Montagem, etc.);
A forma de controle dos processos em termos da qualidade no sistema
produtivo é realizada pelos próprios operadores, sendo que não há inspeção por
156
parte do setor de qualidade e sim um sistema que “prega” o autocontrole no
chão-de-fábrica;
Quando acontecem problemas de qualidade na fábrica são emitidos os RNCs –
Relatório de Não Conformidades. Cabe salientar que os RNCs somente são
efetivamente gerados quando um problema passa de uma atividade para outra.
Assim sendo, problemas solucionáveis na própria atividade são resolvidos pelo
operador no mesmo instante e, também, as peças inutilizadas são
imediatamente descartadas. Ainda, as peças inutilizadas que são provenientes
de outra área precisam ser rejeitadas através de RNCs para permitir o acerto
nos estoques e a emissão de nova ordem;
Em grandes linhas, o controle da qualidade do produto existe apenas em dois
pontos específicos do sistema produtivo:
i.
Na montagem final: neste caso 100% dos produtos são
inspecionados por analistas da qualidade com base nos
desenhos, normas, procedimentos e utilizando-se da análise
visual.
ii.
Na expedição: também 100% dos produtos são inspecionados.
Em termos da parte da fábrica que produz em fluxo unitário de peças (por exemplo, as
Linhas de Montagem) parece interessante ampliar a aplicação do princípio do Controle da
Qualidade Zero Defeitos e a utilização de técnicas do tipo Poka-Yoke. Embora já existam
muitos trabalhos realizados dentro desta ótica na Empresa (exemplo: utilização de
dispositivos específicos que utilizam a lógica do Poka-Yoke, tais como: gabaritos,
ferramentas, etc.), pode ser utilizado o princípio do Controle de Qualidade Zero Defeitos de
maneira mais geral. A problemática da qualidade com relação à montagem final é importante
157
principalmente no que tange a eventual necessidade de se retornar o produto já considerado
como acabado, novamente para a linha de produção. Esta situação pode ser necessária na
medida em que retrabalhos e ajustes podem ser necessários, precisando deslocar novamente o
produto para o fluxo produtivo de origem.
A Figura 45 apresenta um exemplo simples da lógica Poka-Yoke projetada e
implantada para fixação de ferramentas e peças fabricadas. Estes exemplos foram elaborados
a partir de um curso de Capacitação Tecnológica:
Figura 45 - Exemplo de Poka-Yoke (Fixação de Ferramentas e Peças)
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
A Figura 46 apresenta outro exemplo de um dispositivo Poka-Yoke, neste caso
proposto com a finalidade de eliminar retrabalhos com revisão e reduzir o tempo de
montagem e solda dos parafusos:
158
Figura 46 - Exemplo de Poka-Yoke (Dispositivo para Marcação de Montagem e Solda)
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
Neste momento cabe ressaltar estes dois pontos de controle da qualidade dos produtos.
O primeiro ponto de controle da qualidade pode ser encontrado na Montagem Final. Na
expedição o indicador utilizado é o percentual em termos do total de produtos aprovados
sobre o total de produtos expedidos.
Finalmente, um dos pontos importantes a ser constantemente desenvolvido refere-se
aos itens com grande criticidade, ou seja, os itens de segurança. É necessário estabelecer uma
definição inicial desta criticidade. Atualmente, para todos os itens de segurança existe um
esquema de rastreabilidade do produto.
Ferramentaria
A Ferramentaria atende todas as empresas do Grupo Randon, sendo que os preços
praticados para fabricar as ferramentas são preços reais de mercado. A Ferramentaria fabrica
basicamente: i) ferramentas de corte/repuxe; ii) gabaritos e dispositivos; iii) máquinas
159
especiais – neste caso são construídas algumas máquinas especiais que são muito mais baratas
que as do mercado, e podem ser projetadas levando em conta as necessidades específicas da
Empresa; iv) realização da manutenção dos gabaritos da fábrica.
A entrada dos pedidos dá-se através da Engenharia de Produto e Processo (englobando
a Engenharia de Manufatura), sendo que a concepção das ferramentas é feita em conjunto
entre produto, processo, produção e Ferramentaria. Esta integração inter-funcional é essencial
para que a Ferramentaria possa dar uma resposta de acordo com as reais necessidades dos
clientes. Geralmente existem dois processos de trabalho: i) quando o produto é novo, e desta
forma é necessário mapear as ferramentas necessárias para produzi-lo; ii) quando são
solicitadas alterações necessárias no produto existente.
Em muitos casos, os prazos de entrega de entrega das ferramentas são bastante rígidos.
Porém, estes prazos são previamente acertados em conjunto. Todos os esforços são realizados
para atender o prazo de entrega estipulado.
Em termos conceituais as ferramentas da Randon são projetadas segundo duas
características gerais relevantes:
i.
Respeito às questões funcionais requeridas nas diversas situações;
ii.
A
ferramenta
projetada
leva
em
consideração
à
problemática
da
manutenibilidade, ou seja, reduzir os tempos necessários para a realização da
manutenção das ferramentas.
Atualmente, na Ferramentaria existe um processo contábil interno que possibilita
verificar se a Ferramentaria é competitiva ou não enquanto unidade independente. Para tanto,
existe um procedimento para abertura de “Ordens de Produção” no sistema, que além de
servir como um pedido a ser atendido, permite controlar e verificar os custos da confecção das
diferentes ferramentas.
160
Quando da realização de atividades relacionadas com o desenvolvimento de
ferramentas são levados em consideração os aspectos relativos à padronização do setup. Por
exemplo, pode se citar a padronização das alturas das ferramentas nas prensas, o que é
essencial para reduzir os tempos gerais de preparação das máquinas.
Um dos pontos que facilita o contínuo desenvolvimento dos produtos no âmbito da
Empresa consiste nas facilidades existentes in house quais sejam, a existência de uma
Ferramentaria e de uma Caldeiraria que pertencem à fábrica, que facilitam sobremaneira as
atividades de desenvolvimento de novos produtos. É importante perceber que, desde um
prisma estratégico esta “moeda pode ser vista de dois lados”. O primeiro lado relaciona-se ao
fato de que a existência de uma Ferramentaria (e, também de uma Caldeiraria) que responde
rapidamente pode ser visualizada enquanto uma vantagem competitiva fundamental para a
Randon Implementos, na medida em que facilita a mudança contínua dos produtos existentes
e a geração de novos produtos. De outro lado, o mesmo fato pode ser visto enquanto uma
desvantagem, na medida em que os profissionais de Engenharia de Produto e das Vendas
geram produtos, que teriam dificuldade em serem viabilizados se a Caldeiraria estivesse
horizontalizada, ou seja, se a Randon Implementos tivesse que comprar externamente as
atividades que atualmente são desenvolvidas pela Ferramentaria (e pela Caldeiraria).
Por fim, cabe ressaltar que o pessoal da Ferramentaria elabora um relatório mensal que
busca analisar o desempenho do setor, basicamente analisando-se alguns pontos centrais tais
como: i) quantidade de ferramentas novas; ii) número de manutenção de ferramentas; iii)
quantidade de gabaritos novos; iv) número de adequações de gabaritos; v) horas trabalhadas;
vi) horas-extras; vii) faturamento da unidade. Além disso, é possível saber a divisão de
trabalho mensal para cada uma das empresas do Grupo Randon. Por exemplo, no mês de
novembro de 2004, 50% do trabalho realizado pela Ferramentaria foi para a Randon
Implementos.
161
Um dos pontos de centralidade em se tratando de ferramentaria consiste no papel
essencial desempenhado pelo setor no sentido de construir “Fábricas-Flexíveis”. Isto é
possibilitado através do desenvolvimento de ferramentas, dispositivos, entre outros, para
suportar e melhorar as necessidades objetivas de flexibilização do sistema produtivo como um
todo, e das linhas de montagem de forma particular.
Randon Implementos – Distribuição
Figura 47 - RVO na Randon Implementos (Distribuição)
Fonte: Autor
Em se tratando de distribuição dos produtos vendidos, a indústria de implementos
rodoviários apresenta características próprias. Com exceção da linha de vagões ferroviários,
em todas as demais linhas de produtos, as atividades de distribuição que dizem respeito à
Randon Implementos se resumem à entrega do produto ao cliente, diretamente na expedição
da Empresa.
Em grandes linhas, os clientes são distribuidores de implementos rodoviários. Os
distribuidores são basicamente pontos de venda e assistência técnica. Atualmente, a Empresa
162
conta com 59 distribuidores no território nacional e 36 distribuidores no exterior.
Basicamente, o distribuidor efetua a venda de acordo com informações de preços prazos,
especificações, contidas na Extranet da Empresa e coloca o pedido para o setor Comercial. A
partir de então, segue o fluxo normal interno na Empresa para a fabricação do produto. Após
liberação do produto para o setor de expedição, o distribuidor é notificado e então o produto
fica a disposição no pátio da Empresa para retirada por parte do próprio distribuidor.
Os clientes se deslocam com o próprio caminhão até a planta da Randon Implementos
para retirar o produto no setor de expedição. Desta forma, normalmente o produto sai da
Empresa “rodando” até o distribuidor ou cliente final. A partir da retirada do produto da
expedição da Randon Implementos, a responsabilidade é completa do cliente/distribuidor,
uma vez que a própria venda é condicionada com a entrega direta nas fábricas de Caxias do
Sul ou São Paulo.
A Randon Implementos não possui venda direta para o consumidor, exceto para o caso
das plantas em Caxias do Sul e São Paulo, onde existe um setor de vendas direto ao
consumidor. O restante, conforme mencionado, é feito diretamente pela rede de
distribuidores.
Em se tratando do mercado externo, cabe ressaltar que a lógica se altera um pouco
uma vez que normalmente os produtos são distribuídos pela própria Randon. Os produtos
podem ser expedidos de duas formas, ou são enviados aos clientes já na forma de produto
final ou são despachados como CKDs, para posterior montagem no cliente.
163
Randon Implementos – Serviços Agregados
Figura 48 - RVO na Randon Implementos (Serviços Agregados)
Fonte: Autor
Uma preocupação importante do ponto-de-vista estratégico da Empresa refere-se à
questão do pós-venda e da assistência técnica, que constitui-se em um diferencial da Empresa
em relação aos concorrentes. Apesar de que alguns concorrentes parece seguirem a mesma
estratégia adotada pela Randon Implementos, a assistência técnica ainda representa uma
dimensão competitiva importante para a Empresa. O desenvolvimento de ações na área de
assistência técnica se faz necessário enquanto uma parte muito relevante da concorrência no
mercado. É relevante perceber que, nem sempre os produtos fornecidos pela Randon
Implementos são melhores que os concorrentes em termos de qualidade intrínseca do produto.
Neste sentido os aspectos relativos à Assistência Técnica tornam-se, aparentemente, ainda
mais fundamental.
A Assistência Técnica constitui-se em uma atividade essencial no sentido de ouvir a
voz dos clientes e, portanto, dar um feedback objetivo para as ações desenvolvidas pelo
164
“todo” da Empresa. Neste sentido, dentro do contexto da indústria automobilística, é
considerada uma atividade da maior importância desde um ponto-de-vista estratégico.
Os clientes tendem a ser mais exigentes com a Randon Implementos do que com os
concorrentes uma vez que a Empresa tem uma marca sólida no mercado e está na posição de
liderança do seu segmento.
Alguns pontos importantes relativamente a Assistência Técnica na Randon
Implementos são:
Uma das idéias centrais consiste em sempre manter uma consultoria técnica
altamente especializada no setor de Assistência Técnica;
A Assistência Técnica faz um julgamento técnico dos ressarcimentos
solicitados pelos clientes, através das Solicitações de Garantia;
A Assistência Técnica realiza treinamentos para os distribuidores e clientes,
visando melhorar o desempenho do trabalho dos mesmos;
Quando se observa a necessidade de realizar ações corretivas, abre-se um
relatório para a efetivação das ações corretivas que é enviado para a área de
Engenharia de Qualidade. A partir destas informações são acionadas ações
para solucionar os problemas.
Quanto à relação com os distribuidores alguns tópicos devem ser considerados:
Na medida em que os distribuidores estão, basicamente, interessados em
vender, eles tendem a assumir o conjunto de reclamações feitas pelos clientes,
tendendo a repassar as reclamações para a Randon;
A Assistência Técnica executa uma série de atividades de caráter preventiva.
Para isso faz um conjunto de treinamentos junto aos distribuidores;
165
É muito importante treinar os vendedores no sentido de que eles aumentem o
conhecimento dos produtos ofertados pela Randon Implementos no mercado.
Finalmente, cabe observar que o setor de Assistência Técnica desempenha duas
grandes funções: i) Peças de Reposição; ii) Serviços.
Em relação às peças de reposição, pode-se dizer que hoje 25% das peças são vendidos
pela própria Randon Implementos, sendo que os restantes 75% são vendidos no mercado
paralelo.
Com relação à Sistemática de Potencial de Mercado pode-se dizer que os profissionais
do pós-venda buscam informações acerca das principais peças de reposição (manutenção,
reforma) dos produtos Randon nos últimos 15 anos, considerando-se a vida útil e a quantidade
de trocas no período. A partir da multiplicação dessas quantidades pelos respectivos preços de
tabela (lista de preços), alcança-se o Potencial de Mercado para Peças de Reposição dos
Produtos Randon no Brasil.
Para que as ações de Assistência Técnica tenham realmente importância para a
Empresa torna-se necessário estreitar as relações da mesma com as áreas de Qualidade e
Engenharia do Produto e Processo. Deste modo, as atividades desenvolvidas no âmbito do
pós-venda constituem-se em uma entrada fundamental para o desenvolvimento das ações no
âmbito do marketing, vendas, engenharia de produtos e processos.
166
Randon Implementos – Custos Industriais e Indicadores de Desempenho
Custos Industriais
Em linhas gerais pode-se dizer que são utilizados dois grandes eixos em termos dos
Custos Industriais: i) Custos para fins da Contabilidade; ii) Custos tendo como foco os
aspectos de Gestão e Controle.
Em termos de Processo de Custeio, a Randon Implementos utiliza, basicamente, uma
lógica que combina a Filosofia do Custeio por Absorção. A Filosofia de Custeio adotada
utilizada para fins contábeis é a Integral por exigência da Legislação Brasileira, sendo
formado pelo total dos custos industriais, fixos e variáveis. Para fins de análise gerencial
adota-se uma lógica baseada no Custo Variável, decisão esta tomada pela diretoria, pois
anteriormente os produtos eram calculados pelo Custo Industrial.
O Custo Variável é composto apenas pelos seguintes itens: i) matéria-prima e
componentes diretos; ii) mão-de-obra direta (salários, encargos sociais e benefícios dos
setores produtivos); iii) energia elétrica para consumo; iv) materiais indiretos consumíveis; v)
conservação de máquinas. O Custo Industrial é composto pelos seguintes itens: i) todos os
itens do Custo Variável; ii) engenharia; iii) ferramentaria; iv) manutenção; v) suprimentos; vi)
chefias de fábrica; vii) outros custos indiretos tidos como fixos.
Ou seja, o Custo Industrial está mais voltado para os custos administrativos e de
estrutura, sendo que o Custo Variável é uma tentativa da Empresa para analisar o custo do
produto apenas com itens diretamente alocáveis aos mesmos.
Ainda cabe ressaltar a adoção pela Empresa da ferramenta conhecida como Orçamento
Matricial. Trata-se de um sistema para controle integrado de gastos. Basicamente, são
analisadas todas as áreas envolvidas com os custos de uma determinada “conta”, e
167
posteriormente adota-se o menor custo envolvido como sendo o objetivo/meta a ser
perseguido por todos os demais setores26.
Indicadores de Desempenho
Os principais indicadores de desempenho utilizados pela Randon Implementos estão
relacionados com o Programa de Participação nos Resultados Randon, intitulado Programa
Participando.
Basicamente o Programa Participando conta com três grupos de metas: coletivas,
específicas matriciais e específicas da divisão. As metas coletivas são gerais para toda a
Empresa e costumam ser avaliadas a cada dois anos, podendo ser alteradas para o período
seguinte. Esta avaliação é realizada em acordo com sindicato, trabalhadores e Empresa. Por
exemplo, em 2003 as metas coletivas foram: eficiência, prazo de entrega e produtos com
defeito. Já em 2004 e 2005, as metas coletivas são: eficiência, prazo de entrega e despesas
com garantia sobre a receita líquida.
As metas específicas matriciais são objetivos relacionados com o orçamento, uma vez
que cada setor possui seu próprio orçamento, portanto cada setor é avaliado e deve observar
esta meta.
As metas específicas da divisão referem-se ao objetivo relacionado com a atividade da
área. Algumas metas específicas estão apresentadas na Figura 49, com seus respectivos
setores na Empresa:
Setor da Empresa
FINANCEIRO
SUPRIMENTOS
TEC/QUA/INOVAÇÃO
MARKETING
Metas Específicas
% Inadimplência com Clientes
Giro de Estoques de Matéria-Prima
% Erro de Projetos
Pesquisa de Satisfação de Clientes Externos
Figura 49 - Metas Específicas Programa PARTICIPANDO
Fonte: Autor
26
Consultar www.fdg.org.br para maiores informações.
168
Cada meta, tanto coletiva como específica, tem um Valor/Meta a ser atingido ao final
do período. Então, a partir destes indicadores estabelece-se um Programa de Remuneração
Variável, que representa uma tendência nas empresas modernas. São potenciais beneficiários
do programa todos os funcionários, aprendizes do SENAI e estagiários lotados nas três
unidades da RANDON, ocupantes de diferentes funções e níveis de cargo, em todas as áreas
da Empresa.
Anteriormente, a lógica de benefícios da Empresa não era feita desta forma, ou seja, as
medidas de desempenho estabelecidas para os profissionais de chão-de-fábrica, que
teoricamente recebem pelo trabalho realizado, e do grupo de gestores, teoricamente voltado
diretamente para a obtenção de resultados, eram as mesmas. Por exemplo, os trabalhos
realizados no âmbito do chão-de-fábrica podem ter sido muito bons em um dado período de
tempo, porém a rentabilidade da Empresa – por exemplo, devido a problemas associados ao
comportamento do mercado – pode ser inferior a 2%. Neste caso, algumas empresas poderiam
remunerar variavelmente os trabalhadores em função das atividades de melhoria
desenvolvidas, porém não o fariam em relação aos profissionais vinculados à gestão, na
medida em que os mesmos são considerados responsáveis diretos pelos resultados globais.
Esta nova política adotada para o Programa Participando permite avaliar os resultados
de maneira que tanto os esforços gerais quanto os esforços específicos e individuais em
termos de setores da Empresa, possam ser recompensados em função dos resultados
objetivamente alcançados.
Um tópico interessante a ser observado refere-se com a evolução das formas de
medição relacionadas com a “Fábrica de Projeto de Produtos”. Pode-se observar que os
indicadores anteriormente adotados pela Empresa privilegiavam apenas a fabricação do
produto final. Na prática é muito difícil verificar como se estabelecem relações do tipo
169
“efeito-causa-efeito” entre a lógica do desenvolvimento de produtos e os resultados finais em
termos de fabricação. Desta forma, começou-se a pensar em indicadores específicos para a
“Fábrica de Projetos e Produtos”, como o apresentando na Figura 50: “% Erro de Projetos”.
As Linhas de Produtos
Neste momento, busca-se caracterizar e analisar as três linhas de produtos
selecionadas para estudo e análise no presente trabalho. As três linhas específicas de produtos
selecionadas são: i) Carga Seca/Graneleiro; ii) Vagões Ferroviários; iii) Tanques de Aço
Carbono.
As principais características e complexidades distintas que buscam justificar e nortear
a seleção destas três linhas em particular, são:
Carga Seca/Graneleiro (CS/GR):
o Produtos são mais padronizados;
o Volumes de produção são elevados em relação aos demais produtos
fabricados na Randon e no Brasil;
o Pequenas quantidades em cada pedido;
o Principal “carro-chefe” da Empresa;
Tanques de Aço Carbono (TQ CO):
o Intensificação do volume de trabalho em termos de engenharia de
produto e de processo;
o Mão-de-obra especializada (basicamente nas operações de solda),
devido à necessidade de uma melhor qualidade e segurança no
transporte de produtos inflamáveis;
o Produto com alto valor agregado;
o Produto caracterizado por uma necessidade contínua de inovação;
170
Vagões Ferroviários:
o Produto padronizado (pequenas adequações podem ser necessárias);
o Grandes quantidades por pedido;
o Poucos clientes e muito específicos (concessionárias ferroviárias);
o Produto estratégico para o futuro da Empresa;
o Mercado futuro promissor;
o Lógica de gestão/estrutura organizacional distintas das demais linhas de
produtos da Empresa;
A descrição da Randon Implementos como um todo seguiu a proposta da abordagem
da Rede de Valor de Operações. A seguir, a apresentação das três linhas de produtos
selecionadas cumpre uma seqüência lógica de acordo com a Cadeia de Valor proposta por
Porter, com a finalidade de facilitar o entendimento do leitor. Porém, cabe ressaltar que
permanece o caráter sistêmico e integrado proposto pela RVO.
Linha de Produtos Carga Seca/Graneleiro
Caracterização e Questões Mercadológicas
Figura 50 - Cadeia de Valor Linha CS/GR (Questões Mercadológicas)
Fonte: Autor
171
A primeira linha de produto selecionada é a linha conhecida como Carga
Seca/Graneleiro (CS/GR). As Figuras 51 e 52 apresentam, respectivamente, os principais
modelos dos dois tipos de produtos da linha CS/GR, o Carga Seca e o Graneleiro:
Figura 51 - Produtos Carga Seca (CS)
Fonte: www.randon.com.br
Figura 52 - Produtos Graneleiro (GR)
Fonte: www.randon.com.br
O produto CS é dividido basicamente em três modelos diferentes: reboque, semireboque e bi-trem. O produto GR é dividido em: semi-reboque, bi-trem e rodo-trem. A Figura
172
53 apresenta uma relação em termos de preço de venda e custos médios dos modelos da linha
CS/GR27:
Modelo
Semi-Reboque CS
Bi-Trem CS
Reboque CS
Semi-Reboque GR
Bi-Trem GR
Rodo-Trem GR
Preço de Venda
54,35%
5,97%
13,34%
74,33%
152,91%
Custo do Produto
45,29%
-0,30%
13,71%
64,32%
138,55%
Figura 53 - Preço de Venda e Custo Médios dos Produtos CS/GR
Fonte: Documentação Interna
Para facilitar a análise da Figura 53, considera-se como sendo o modelo/produto de
referência àquele com menor preço de venda, o Semi-Reboque CS. Sendo assim, todos os
valores de preço de venda e custo dos demais modelos/produtos estão colocados em relação
ao modelo Semi-Reboque CS. Pode-se analisar a relação existente entre o preço de vendas
dos modelos/produtos, por exemplo, o produto Bi-Trem GR tem o preço de venda em média
74,33% maior do que o Semi-Reboque CS. Da mesma forma, o Reboque CS, por exemplo,
apresenta um custo de 0,3% menor do que o Semi-Reboque CS.
Com relação à participação no mercado nacional de implementos rodoviários, a Figura
54 apresenta os seguintes dados para os produtos CS/GR:
27
Cabe ressaltar que é os números reais foram omitidos por se tratar de informações sigilosas da empresa, porém
a relação proporcional dos valores referentes aos modelos padrões de CS/GR é mantida.
173
Participação Mercado CS/GR
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
56,68%
55,80%
2000
2001
58,73%
62,43%
66,20%
2002
2003
2004
Figura 54 - Participação do Produto CS/GR no Mercado de Implementos Rodoviários
Fonte: Documentação Interna
A partir da Figura 54 pode-se ter a noção do volume de implementos rodoviários do
tipo CS/GR rodando pelas estradas brasileiras com relação aos demais produtos do segmento.
Também pode-se observar uma tendência de crescimento desde 2001, chegando-se a
aproximadamente 66% no ano de 2004.
Os principais concorrentes da Randon no mercado de CS/GR são: Guerra, Noma,
Facchin e Schiffer. A Randon Implementos vem perdendo participação no mercado de CS/GR
desde o ano 2003. Ao se analisar concorrentes menores, pode se notar que estes ganharam
participação no mercado nos últimos anos. Neste momento, cabe ressaltar que, estes
fabricantes menores têm sua produção focada em poucas ou em uma linha de produtos
apenas, no caso a CS/GR.
Pode se dizer também que, o mercado está aquecido e em pleno crescimento, pois
todos os principais fabricantes aumentaram o volume de CS/GR em unidades produzidas nos
últimos anos. O aumento de produção em 2004 com relação a 2000 foi de cerca de 107%. Os
fabricantes menores obtiveram um crescimento proporcionalmente maior que os líderes de
mercado.
174
Analisando-se os dados e gráficos apresentados até o momento, pode-se concluir
alguns pontos importantes para a definição do mercado de CS/GR da Randon Implementos. O
ponto de centralidade consiste no fato de que apesar da Empresa apresentar um crescimento
contínuo no volume de produção desde o ano 2000, a Randon Implementos vem perdendo
participação no mercado de CS/GR. Ou seja, apesar do crescimento das unidades produzidas,
os concorrentes estão crescendo ainda mais, conquistando desta forma, uma parcela
significativa do mercado de CS/GR, que em grandes linhas, anteriormente pertencia à Randon
Implementos.
Em termos de faturamento, conforme documentação interna, pode-se dizer a linha
CS/GR responde por cerca de 35% do faturamento global da Randon Implementos. Neste
faturamento, estão compreendidas todas as receitas oriundas de vendas da Randon
Implementos, entre as quais pode-se citar, além dos produtos propriamente ditos: peças,
ferramentaria, pneus. Analisando-se o cenário em termos de exportação, pode-se dizer que do
volume total de exportação da Randon Implementos, cerca de 60% dos produtos são CS/GR.
No caso específico da linha CS/GR, em termos de exportação, além da principal
dificuldade comum a todas as linhas acerca do frete para transporte, uma particularidade
também é importante nesta linha. A maioria dos países que poderiam importar o CS/GR
utiliza laterais metálicas ao invés de laterais de madeira, no qual a Randon Implementos está
acostumada a produzir. Neste caso, uma alternativa é a exportação apenas das bases para o
CS/GR, deixando a montagem da caixa por parte do cliente. Porém, nem sempre está é uma
alternativa viável para o cliente no exterior.
Com relação ao volume de produção, a linha CS/GR compreende aproximadamente
60% de toda a produção da Randon Implementos (RANDONÁRIO, junho/2004, No 54).
Por fim, algumas características de mercado são importantes, sendo brevemente
discutidas nos parágrafos seguintes.
175
O mercado em crescimento, como no caso do CS/GR, exerce impacto em diversos
pontos do segmento como no caso dos financiamentos. Este aumento da demanda no setor de
agro-negócios, balizado pelos períodos de safras e sofrendo influências das cotações de grãos
(soja, milho, etc.), gera um aumento na procura por financiamentos, créditos e incentivos do
governo.
Uma característica que influencia o aumento do mercado, diz respeito à baixa
capacidade de armazenamento em âmbito nacional. Uma alternativa para esta situação
consiste em “armazenar o produto em movimento”, ou seja, utilizar o meio de transporte, no
caso os implementos rodoviários (ou mesmo ferroviários), como forma de armazenar o
produto ao mesmo tempo em que este está sendo transportado ao seu destino.
Todo este aumento da demanda encadeia uma série de conseqüências que precisam ser
levadas em consideração. Por exemplo, a vida útil da frota nacional está baixando cada vez
mais, fazendo com que a renovação da frota se dê em períodos de tempo mais curtos. Esta
situação poderia estar ocorrendo devido ao desgaste maior da frota, que por sua vez também
influencia para o aumento da demanda.
Uma preocupação crescente quanto ao acréscimo da demanda do mercado diz respeito
não apenas à questão dos implementos rodo-ferroviários, mas também às condições de tráfego
nas rodovias e ferrovias nacionais, bem como com a capacidade instalada em termos de
armazenamento e utilização/tecnologia dos portos brasileiros. A partir destas colocações,
começa a surgir uma nova preocupação no cenário nacional, conhecida por “apagão
logístico”.
176
Desenvolvimento de Produto/Engenharia de Produto
Figura 55 - Cadeia de Valor Linha CS/GR (Desenvolvimento e Engenharia de Produto)
Fonte: Autor
No que tange a linha CS/GR, pode-se observar que, ao mesmo tempo em que esta
compreende o maior volume de produção/vendas da Randon Implementos, também é a linha
praticamente toda configurada. As principais alterações no produto ocorrem em relação aos
padrões de pintura. Esta Engenharia de Produto em particular, compreende basicamente as
seguintes linhas: CS/GR, bases de plataformas especiais, bases de furgão carga geral e
frigorífico, bases containeres, bases sider e bobineiros.
As atividades desenvolvidas pelo pessoal de Engenharia de Produto compreendem
adequações e desenvolvimento de novos produtos e atividades para orçamento dos produtos.
O desenvolvimento de um novo produto (projeto novo) é sempre prioridade em termos de
alocação de recursos, ou seja, o esforço central é na inovação de produto.
A engenharia de produto também é responsável pela atualização da base de dados no
Sistema Corporativo, sendo que as principais atividades desenvolvidas são atualização e
manutenção de estruturas de produtos. Alguns trabalhos também são desenvolvidos no
sentido de buscar a redução de custos dos produtos, através do estudo e desenvolvimento de
novos módulos, peças e/ou componentes que possam reduzir o custo do produto vendido. Em
177
termos de desenvolvimento de novos produtos, pode-se dizer que, na média, a cada dois anos,
são lançados novos modelos28.
A atualização da base de dados em termos de inclusão de novos produtos na relação de
produtos configurados se dá na medida do necessário, basicamente quando a demanda cresce
consideravelmente para o produto em questão.
Importante ressaltar a relação entre produtos configurados e produtos especiais, uma
vez que, em grandes linhas, apenas os produtos especiais necessitam utilizar recursos da
Engenharia de Produto. A Figura 56 apresenta um breve histórico de 2004 com o objetivo se
ter uma idéia da ordem de grandeza desta relação:
Produtos Configurados x Especiais
CS/GR (%)
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
70,20%
Configurados
Especiais
M
éd
ia
de
z/
04
no
v/
04
ou
t/0
4
4
se
t/ 0
/0
4
ag
o
04
ju
l/
ju
n/
0
4
29,80%
Figura 56 - Relação Produtos Configurados x Especiais CS/GR (%)
Fonte: Documentação Interna
Em torno de 70% dos produtos CS/GR estão compreendidos no configurador de
produtos e uma vez cadastrados pelo setor Comercial são liberados para o PCP para que
possam ser programados e enviados ao chão-de-fábrica. Os produtos especiais, ou seja, que
necessitam de alguma alteração de engenharia, giram em torno de 30% dos produtos CS/GR,
requerendo desta forma recursos em termos de Engenharia de Produto e Processo.
28
Para este caso, também se costuma chamar de novas gerações.
178
A relação da quantidade projetos de produtos CS/GR em função de todos os produtos
sob responsabilidade desta Engenharia de Produto em particular, é apresentada na Figura 57:
% CS/GR
100%
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
50%
29%
22% 25%
no
v/
04
M
É
D
IA
0%
t/0
4
0%
ar
/0
4
ab
r/0
4
m
ai
/0
4
ju
n/
04
ju
l/0
4
ag
o/
04
se
t/0
4
04
10%
m
fe
v/
04
0%
ja
n/
21%
13%
ou
20%
Figura 57 - % Projetos CS/GR
Fonte: Documentação Interna
Em termos percentuais, pode-se observar que, na média do ano de 2004 (até
novembro), um total de 21% dos projetos desenvolvidos por esta Engenharia de Produto
específica é para produtos CS/GR. Porém, o gráfico também salienta que não existe uma
uniformidade ao longo do ano, uma vez que há meses sem projetos CS/GR (março, agosto,
outubro) e outros completamente tomados apenas com produtos CS/GR (novembro).
Através de uma análise nos dados de vendas efetuadas e cotações para orçamento,
pode-se ter uma idéia da quantidade de trabalho alocado com projetos em que a venda não é
concretizada. Por exemplo, a relação média mensal para 2004 ficou em 37,3 projetos
desenvolvidos para cerca de 3,7 concretizados realmente. Para facilitar a análise, a Figura 58
apresenta estes dados para o ano de 2004:
179
% Vendas
27,78%
30%
25%
19,57%
20%
15%
14,29%
10,71%
7,89%
10%
5,88%
4,44%
5%
9,92%
6,67%
3,13%
0,00%
É
D
IA
4
M
v/
0
no
t/ 0
4
4
4
ou
/0
se
t
o/
0
4
ag
ju
l /0
4
/0
ju
n
4
ab
r/0
4
m
ai
/0
4
m
ar
/0
fe
v/
0
4
0%
Figura 58 - % Vendas Concretizadas
Fonte: Documentação Interna
Em média, o ano de 2004 teve um percentual de 9,92% do total dos projetos sendo
realmente vendidos. Cabe observar que, por exemplo, no mês de abril de 2004, nenhum dos
projetos cotados foi convertido em vendas. Este tipo de informação pode ser apresentada e
discutida em conjunto com o pessoal do setor Comercial, uma vez que 90% do trabalho
atualmente desenvolvido ao longo do ano pela Engenharia de Produto responsável pelo
CS/GR não está sendo convertido em vendas para a Empresa.
Outro ponto de centralidade no que diz respeito às atividades de Engenharia de
Produto relaciona-se com o lead-time dos projetos da área. Assim como na manufatura, a
“Fábrica de Projetos” deve priorizar a redução do lead-time dos produtos (no caso projetos),
uma vez que desta forma pode aumentar a capacidade disponível e obter ganhos significativos
em termos de flexibilidade. O lead-time médio dos projetos da Linha CS/GR para o ano de
2004, pode ser observado na Figura 59 conforme se segue:
180
Lead Time CS/GR
15
16
14
12
10
8
6
4
2
0
10
9
5
4
5
5
6
4
5
4
LT CS/GR
7
6
4
5
LT Geral
v/
0
m 4
ar
/0
4
ab
r/0
m 4
ai
/0
4
ju
n/
04
ju
l /0
4
ag
o/
04
se
t/0
4
ou
t/ 0
4
no
v/
0
M 4
É
D
IA
/0
ja
n
5
6
fe
4
4
66
Figura 59 - Lead-time Projetos CS/GR x Todos Produtos
Fonte: Documentação Interna
A Figura 59 apresenta uma relação entre os projetos de produtos CS/GR e todos os
produtos sob responsabilidade desta Engenharia de Produto. Em média, no ano de 2004, os
projetos da linha CS/GR levaram cerca de 7 dias para serem concluídos e posteriormente
liberados para a Engenharia de Processo e PCP.
A Figura 60 apresenta as informações relacionadas com o prazo de entrega dos
projetos da linha CS/GR:
181
Prazo de Entrega CS/GR
100
90
80
70
60
50
40
30
20
10
0
92 86 90
75
Prazo CS/GR
v/
0
m 4
ar
/0
4
ab
r/0
m 4
ai
/0
4
ju
n/
04
ju
l /0
ag 4
o/
04
se
t/0
4
ou
t/ 0
no 4
v/
0
M 4
É
DI
A
/0
4
Prazo Geral
fe
ja
n
94
Figura 60 - Prazo de Entrega Projetos CS/GR x Todos Produtos
Fonte: Documentação Interna
Conforme a Figura 60 do ano de 2004 pode-se observar que o prazo da engenharia de
produto costuma ser cumprido em todos os meses, obtendo-se um índice de 100% dos
projetos no prazo. Ou seja, o que deve estar “puxando” a média mensal geral dos projetos
para baixo são outros produtos que não os CS/GR.
Suprimentos
Figura 61 - Cadeia de Valor Linha CS/GR (Suprimentos)
Fonte: Autor
Com relação específica à questão ampla de suprimentos, envolvendo a gestão de
compras, logística, atividades de compra, desenvolvimento de fornecedores e programação de
182
compras, pode-se dizer que não existem grandes diferenças gerais em função da linha de
produto. O que existe são algumas características distintas e específicas entre as linhas no que
tange principalmente a questão de abastecimento das linhas. Por exemplo, no caso da linha
CS/GR está em funcionamento um sistema Kanban para abastecimento das linhas a partir do
almoxarifado. O projeto piloto de implementação do Kanban se deu na linha CS/GR.
O Kanban interno entre almoxarifado e a linha de Montagem Final do CS/GR está em
funcionamento há 3 anos e ao longo do tempo foi sendo aperfeiçoado e foram incluídos novos
itens. A previsão para o sistema contemplar todos os itens é ao final de 2004 e início de 2005.
O Kanban melhorou não apenas o abastecimento e sincronismo entre o almoxarifado e a
linha, mas também a organização interna, uma vez que, por exemplo, foram fabricadas
prateleiras, paletes, caixas, para armazenar e movimentar os itens ao longo do chão-defábrica. Um exemplo destas melhorias implementadas com o sistema Kanban, pode ser
observado na Figura 62:
Figura 62 - Melhoria com o Sistema Kanban
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
183
A Figura 62 apresenta um dos inúmeros exemplos de melhorias obtidas com a
implementação do sistema Kanban. No exemplo acima, as colunas do pára-choque de um
CS/GR eram estocadas abaixo do próprio gabarito de montagem. Com o sistema Kanban,
além dos ganhos em termos de sincronismo no abastecimento, pode-se observar melhorias em
termos de organização dos itens, agora sendo movimentos e armazenados em paletes. Outro
exemplo pode ser observado na Figura 63:
Figura 63 - Outro Exemplo do Kanban na Linha CS/GR
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
Com relação à atividade de compra propriamente dita, a tendência é de que a linha de
CS/GR gere menos problemas com relação aos fornecedores, uma vez que os itens a serem
adquiridos são bastante padronizados, o que tende a facilitar a relação com o fornecedor.
Em termos de desenvolvimento de fornecedores, a sistemática é comum a todas as
linhas, mantendo-se os mesmos indicadores para acompanhamento e desenvolvimento dos
fornecedores da Randon Implementos.
184
Produção
Figura 64 - Cadeia de Valor Linha CS/GR (Produção)
Fonte: Autor
Ao se analisar as questões envolvendo a Produção na Cadeia de Valor, pode se
observar que este é um ponto de maior particularidade no que tange as linhas de
produtos/montagem da Randon Implementos.
Examinando-se o fluxo produtivo da linha CS/GR, pode-se deduzir que o sistema
produtivo é composto tanto por processos específicos e dedicados como por setores
compartilhados com outras linhas de produtos.
Por exemplo, na entrada do processo produtivo, a Caldeiraria, os recursos e operações
são compartilhados e não dedicados a uma única linha de produtos. Ou seja, na “fábrica de
peças” não existem recursos dedicados para atender unicamente a linha de produtos CS/GR.
Esta característica aumenta a complexidade do processo de PPCP da Empresa, uma vez que
um ponto de centralidade consiste na priorização e seqüenciamento das atividades dos
recursos produtivos da Caldeiraria que atendem a linha CS/GR. Na seqüência do fluxo
produtivo do produto CS/GR, a linha de montagem de bases para CS/GR possui recursos
produtivos dedicados, sendo que o fluxo é contínuo até o próximo setor, a Pintura. Cabe
ressaltar que, apesar da linha ser dedicada para a fabricação de bases do produto CS/GR,
dependendo da demanda pelo produto, é possível ajustar a linha para produzir bases de outros
produtos.
185
No setor de Pintura, novamente não se têm recursos dedicados para a linha de
produtos CS/GR. Neste caso, os produtos CS/GR, que são processados na pintura de linha,
precisam compartilhar os recursos com outros produtos da Randon Implementos. Neste caso,
a complexidade do PPCP torna-se maior e requer uma melhor precisão no que tange a
priorização e seqüenciamento para a entrada da Linha de Pintura. Atualmente, o setor de
Pintura é tido como restrição do sistema produtivo do CS/GR como um todo, uma vez que
precisa compartilhar os recursos com vários outros produtos e aparentemente a capacidade
não está sendo suficiente para atender a demanda de maneira satisfatória.
Ao sair do setor de Pintura, as próximas operações são revisão e montagem final da
caixa do CS/GR. As operações de revisão e montagem final da caixa do CS/GR estão
passando por mudanças significativas, sendo estas apresentadas nos próximos parágrafos.
As mudanças aqui descritas, estão sendo implementadas no decorrer do ano de 2004 e
2005. Uma das melhorias mais significativas foi implementada na Revisão e Montagem Final,
mais especificamente na Pré-Montagem das Caixas de Carga. Foram construídas novas
instalações, buscando melhorar as condições de trabalho e aumentar a produção no setor. Este
caso específico está descrito a seguir, desde as alterações ocorridas na parte de PPCP até as
implicações em termos físicos e ambientais.
Atualmente, conforme Randonário (junho de 2004) a linha CS/GR está produzindo
cerca de 30 produtos por dia. Alguns trabalhos de melhorias foram realizados e a fábrica já
está preparada para uma capacidade produtiva de 36 produtos ao dia, sendo que em alguns
dias atingiu esta capacidade.
A Figura 65 inicia a explicação do caso:
186
Figura 65 - Mudanças na Linha CS/GR
Fonte: Autor
A Figura 65 tem por objetivo exemplificar uma série de mudanças e melhorias que
estão sendo implementadas, neste caso, na Linha CS/GR. Neste exemplo, toma-se a
fabricação de um produto CS/GR a partir de sua Linha de Produção/Montagem, passando-se
pela Pintura e posteriormente Montagem Final, subdividida em Revisão e Montagem da Caixa
(Pré-Montagem). Neste processo da CS/GR, existem duas Ordens de Produção distintas. A
primeira O.P. consiste na fabricação da base do produto CS/GR. A segunda O.P. diz respeito
à montagem da caixa do produto CS/GR.
A situação (1) apresentada na Figura 65, em funcionamento até novembro de 2004,
apresentava a O.P. da base compreendendo as operações da Linha de Fabricação, da Pintura e
da Revisão da Base. Após a operação de revisão, a base do produto era deslocada para o pátio
da Empresa, permanecendo em estoque até o momento de ser requisitado para a montagem da
caixa. Quando da montagem de caixa do produto CS/GR, é criada uma nova O.P. para o item.
Neste caso, o lead-time total do produto CS/GR girava em torno de 20 dias.
Evoluindo-se da situação 1 para a 2, que funcionou nos meses de dezembro de 2004 e
janeiro de 2005, tem-se uma alteração significativa. Após o processo de pintura, a base é
deslocada para o estoque no pátio da Empresa e então é encerrada a O.P. da base. A O.P. da
caixa inicia-se com o processo de revisão, que juntamente com a montagem da caixa
187
propriamente dita, compreendem uma nova linha de produção, a Montagem Final (ou PréMontagem da Caixa).
Por fim, a situação 3 traz uma alteração significativa no que diz respeito à diminuição
do lead-time e redução de custos. A situação 3 está sendo implementada nos meses de janeiro
e fevereiro de 2005 e segue a estrutura da situação 2, ou seja, duas O.P.s (base e caixa). Porém
o ganho significativo está na eliminação completa do estoque intermediário de bases no pátio
da Empresa, sendo que a idéia consiste em deslocar a base diretamente da Pintura para a linha
de revisão do produto CS/GR. O lead-time total deve reduzir para 7 dias, representando
ganhos significativos em termos de manutenção e movimentação de estoques, re-trabalhos
oriundos de problemas com a permanência e movimentação das bases no pátio, flexibilidade
quanto à reprogramação da demanda por parte do cliente, ganho financeiro em termos do
aumento do giro de estoque, entre outras.
Além desta redução do lead-time, melhoria da eficiência e do takt-time, o aumento da
capacidade de produção da linha pode ainda ser explicado, em parte, pela melhoria na
logística de produção. Neste caso, como esta linha de montagem final se configura em um
fluxo intermitente, composto por seis fases de operação/montagem, os materiais e
componentes necessários para cada uma das seis operações estão dispostos no local de sua
utilização. Estes materiais e componentes estão estocados na altura em que a atividade precisa
ser realizada, diminuindo os movimentos desnecessários dos operadores e primando pela
ergonomia do posto de trabalho. Também se pode observar uma melhoria no que tange a
eliminação completa do estoque intermediário de bases, que anteriormente permanecia no
pátio da Empresa por vários dias.
Por fim, estas melhorias também podem ser observadas em termos do ambiente de
trabalho e pode ser comprovada pelos seguintes depoimentos no Randonário:
188
“O pessoal está mais disposto para o trabalho. Aqui tem um pé direito alto,
que permite maior circulação de ar, aberturas que deixam entrar a luz, enfim,
toda a arquitetura que propicia bem estar. Estamos produzindo mais, sem
que as pessoas se estressem”. (RANDONÁRIO, junho/2004, No. 54)29
“Melhorou 100%. Aqui é maior e não é tão quente. É melhor para trabalhar.
Antes, tínhamos de caminhar um monte para pegar as peças. Agora, elas
estão do nosso lado”. (RANDONÁRIO, junho/2004, No. 54)30
Através destes depoimentos, pode-se observar o clima e o ambiente de trabalho que se
configura, quando o trabalho em equipe é priorizado e as atividades estão voltadas para a
melhoria das tarefas e do resultado geral da Empresa.
Porém, novamente estão sendo enfrentados problemas de capacidade na linha CS/GR,
ou seja, a demanda está exigindo mais produção. Conforme comprovado anteriormente o
aumento de produção nesta linha de produto não está sendo suficiente para manter a
participação de mercado conquistada ao longo dos anos. Sendo assim, alguns novos trabalhos
estão sendo implementados com a finalidade de se aumentar a produção para 44 produtos ao
dia. Alguns destes trabalhos são originados nos Processos de Capacitação Tecnológica. Os
parágrafos seguintes apresentam brevemente um dos principais trabalhos acerca do esforço
para se aumentar a capacidade da linha CS/GR.
O trabalho referido teve como escopo questões associadas com a capacidade da linha,
com a ergonomia dos postos de trabalho, os investimentos necessários e um cálculo de retorno
sobre o investimento proposto.
Em termos de capacidade de produção da linha, está sendo proposto trabalhos
envolvendo melhorias no fluxo da linha, nas máquinas e equipamentos e quadro de alocação
de mão-de-obra. Entre as atividades de fluxo da linha pode-se salientar: término de
implantação do Kanban, balanceamento de operações, transferência da montagem de alguns
itens para fora da linha principal, adequações nos procedimentos de movimentação. Em
29
30
Este depoimento é do coordenador de operações da área de Montagem Final do CS/GR.
Este depoimento é de funcionário do setor de Pré-Montagem Final da Caixa do CS/GR.
189
termos de máquinas e equipamentos, basicamente são propostos o desenvolvimento e/ou
aquisição de alguns gabaritos e dispositivos (armazenamento e movimentação) necessários
para aumentar o volume produzido. Ainda, sugeriram-se aumentar o quadro funcional e
capacitar os funcionários. Com relação aos aspectos ergonômicos, foram desenvolvidos
alguns dispositivos e gabaritos para melhorar o posto de trabalho em termos de movimentação
e armazenamento dos itens e das operações necessárias para montagem.
Finalmente, o grupo de trabalho relacionou todo o investimento necessário para o
incremento de capacidade proposto e ao final foi elaborada uma análise de retorno sobre o
investimento de acordo com as diretrizes da corporação para procedimentos de “Análise de
Investimentos”. Este caso específico, obteve-se um retorno previsto de menos de 6 meses,
para aumento de 22% na capacidade produtiva da linha CS/GR. A proposta foi então
encaminhada para apreciação da gerência e diretoria responsável.
Em se tratando do setor de PPCP, especificamente no que tange a linha de produtos
CS/GR, pode-se dizer que existe um programador de produção dedicado para esta linha de
produtos.
Para o processo de PRP (Planejamento das Necessidades de Projetos) da linha CS/GR,
diferentemente das demais linhas, está praticamente implementado um processo de execução
automática com uma programação diária. A idéia consiste em basicamente encontrar o
“melhor” número de pessoas para produzir o produto em questão e então “rodar” o PRP por
período.
Em se tratando de produtos configurados, estima-se que cerca de 70% de todos os
produtos CS/GR comercializadas pela Randon Implementos estão contemplados pelo
configurador. Ou seja, seguem o processo mais simples de programação, não necessitando
desta forma alocação e disponibilidade de recursos da Engenharia de Produto e Processo.
Evidentemente, para este caso, o lead-time do pedido como um todo tende a ser menor, uma
190
vez que um número menor atividades e recursos compartilhados são necessários para concluir
o pedido.
Com relação ao indicador de prazo de entrega para a Linha CS/GR, o setor de PCP
também utiliza este indicador nos dois pontos principais: fabricação da base e montagem da
caixa. Assim, têm-se os dois prazos de entrega monitorados. A Figura 66 apresenta estes
indicadores para o ano de 2004 e início de 2005:
Prazo de Entrega CS/GR
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
CS/GR - Base
ja
n/
0
fe 4
v/
04
m
ar
/0
ab 4
r/ 0
4
m
ai
/ 04
ju
n/
04
ju
l /0
ag 4
o/0
4
se
t /0
4
ou
t /0
no 4
v/0
4
de
z/
04
ja n
/ 05
CS/GR - Caixa
Figura 66 - Prazo de Entrega CS/GR
Fonte: Documentação Interna
* Os valores de dezembro de 2004 e janeiro de 2005 para a montagem da Base do CS/GR ainda não tinham sido
calculados quando da realização do presente trabalho.
Na Figura 66 pode se observar dois períodos distintos, de janeiro a novembro de 2004,
a situação é tradicionalmente conhecida, mantendo-se o estoque de bases no pátio e a revisão
sendo feita logo após o processo de pintura. Para os meses de dezembro de 2004 e janeiro de
2005, ainda permanece existindo o estoque de bases no pátio. Porém, a operação de revisão da
base é feita antes de entrar na linha de montagem da caixa. Cabe ressaltar que na situação
futura, como não deverá existir mais estoque de bases no pátio e a base deve ser deslocada
diretamente do processo de pintura para a revisão e montagem da caixa, o processo como um
191
todo fica mais delicado e precisa de maior atenção em termos de programação da produção.
Isto se dá, devido ao fato de que não existindo mais estoque de bases no pátio para amortecer
qualquer problema ocorrido nas operações à jusante, o seqüenciamento e a sincronização são
muito importantes, pois podem acarretar em paradas de linha na montagem da caixa, caso
venha a ocorrer problemas.
Em termos de qualidade no que tange o sistema produtivo, a linha CS/GR foi a
primeira a estar funcionando de acordo com o princípio do autocontrole, de modo que nesta
linha os problemas são menores, apresentando menos burocracia e maiores resultados.
Conforme mencionado anteriormente, os analistas de qualidade inspecionam apenas dois
pontos do sistema produtivo, o primeiro na saída da montagem final e o segundo no momento
da expedição dos produtos para a entrega ao cliente. Neste ponto, para alguns produtos
existem dois “sub-pontos” controles, como no caso da Carga Seca/Graneleiro, onde o
primeiro ponto consiste na saída da linha de plataformas/bases (quando o produto é enviado
ao pátio) e na saída da linha de montagem final (quando é montada a caixa em cima da base).
Distribuição
Figura 67 - Cadeia de Valor Linha CS/GR (Distribuição)
Fonte: Autor
Conforme mencionado anteriormente, a Linha CS/GR também adota a mesma
sistemática de distribuição dos produtos vendidos. Ou seja, o distribuidor é notificado quando
192
o produto está pronto e liberado na expedição, permanecendo no pátio da Empresa para
retirada por parte do próprio distribuidor.
Algumas vezes, dependendo do tipo de CS/GR (ou no caso da venda apenas da
base/plataforma), pode-se colocar um produto em cima do outro e transportar mais de um
produto por caminhão.
Serviços Agregados
Figura 68 - Cadeia de Valor Linha CS/GR (Serviços Agregados)
Fonte: Autor
Para as atividades de serviços agregados, não existem diferenças significativas em
função das linhas de produtos. No caso específico dos produtos CS/GR, pode-se dizer que
cerca de 74% das peças de reposição são desta linha de produtos. Uma vez que o CS/GR é o
carro-chefe da Empresa, tanto em volume de produção como em vendas e faturamento, a
relação permanece em termos de mercado de reposição de peças. Além do que, conforme
exposto anteriormente, os CS/GR são os principais produtos do mercado de implementos
rodoviários.
Quanto aos serviços prestados, podem-se listar basicamente os serviços relacionados
com a manutenção dos produtos fabricados pela Randon Implementos, dentro ou fora do
prazo de garantia. Normalmente, esta manutenção é prestada pela rede de distribuidores.
Porém, o setor de pós-venda tem participação com fornecimento eletrônico de catálogo de
peças, garantias, treinamentos através de escola volante, ou seja, fornece o suporte necessário.
193
Linha de Produtos Tanques Aço Carbono
Caracterização e Questões Mercadológicas
Figura 69 - Cadeia de Valor Linha TQ CO (Questões Mercadológicas)
Fonte: Autor
A segunda linha de produto selecionada para análise neste trabalho é a linha de
Tanque Aço Carbono (TQ CO). A Figura 70 apresenta os principais modelos de produtos da
linha TQ CO:
Figura 70 - Produtos Tanque Aço Carbono (TQ CO)
Fonte: www.randon.com.br
Os produtos da linha de TQ CO se dividem basicamente em semi-reboques, bi-trem e
rodo-trem. Cabe ressaltar que a Linha Geral de Tanques ainda é formada pelos seguintes
194
produtos: tanque de aço inox, de alumínio e de silos. Porém, para o desenvolvimento do
presente trabalho optou-se por selecionar apenas a linha de tanques aço carbono.
Os produtos transportados pela linha de TQ CO são: combustíveis em geral, óleo
vegetal (exceto para consumo humano), querosene de aviação e água não potável (para o caso
de consumo humano é necessário realizar uma pintura interna). Os produtos da linha de aço
inox são: produtos químicos leves e pesados, gordura vegetal, cerveja, suco de laranja e
bebida alcoólica. Os produtos transportados pelos tanques de alumínio, quando semi-reboques
são os mesmos do TQ CO e quando basculantes são para resina plástica. A diferença dos
semi-reboques de alumínio para TQ CO é que por ser mais leve, o alumínio permite otimizar
melhor a carga a ser transportada.
A Figura 71 apresenta uma relação em termos de preço de venda e custos médios dos
modelos da linha TQ CO31:
Modelo
Semi-Reboque TQ CO
Bi-Trem TQ CO
Rodo-Trem TQ CO
Preço de Venda
63,20%
127,07%
Custo do Produto
63,19%
127,09%
Figura 71 - Preço de Venda e Custo Médios dos Produtos TQ CO
Fonte: Documentação Interna
Para facilitar a análise da Figura 71, considera-se como sendo o modelo de referência
àquele com menor preço de venda, o Semi-Reboque TQ CO. Sendo assim, os valores de
preço de venda e custos dos outros dois modelos estão colocados em relação ao modelo SemiReboque TQ CO. Pode-se analisar a relação existente entre o preço de vendas dos modelos,
por exemplo, o modelo Bi-Trem TQ CO tem o preço de venda em média 63,20% maior do
que o Semi-Reboque TQ CO. Da mesma forma, o Rodo-Trem TQ CO, por exemplo,
apresenta um custo de 127,09% maior do que o Semi-Reboque TQ CO. Ainda, cabe ressaltar
31
Cabe ressaltar que os números reais foram omitidos por se tratar de informações sigilosas da empresa. Porém,
a relação proporcional dos valores referentes aos modelos padrões de TQ CO é mantida.
195
que os TQ CO são mais baratos do que os demais produtos da Linha de Tanques, sendo que
os tanques de INOX são 100% mais caros e os de alumínio cerca de 110%.
Com relação à participação de mercado, a Figura 72 apresenta os seguintes dados
desde o ano 2000:
Participação Mercado TQ CO
10,00%
9,00%
8,00%
7,00%
6,00%
5,00%
4,00%
3,00%
2,00%
1,00%
0,00%
8,22%
6,93%
5,77%
5,85%
5,17%
2000
2001
2002
2003
2004
Figura 72 - Participação do Produto TQ CO no Mercado de Implementos Rodoviários
Fonte: Documentação Interna
Pode-se observar que a participação do produto TQ CO no mercado de implementos
rodoviários está diminuindo desde o ano 2000, chegando a pouco mais de 5% no ano de 2004.
Os principais concorrentes da Randon no mercado de TQ CO são os seguintes: Guerra,
Gotti e Noma. Pode-se salientar que a Randon mantém um crescimento contínuo desde o ano
2000. Os fabricantes mais próximos do líder tiveram uma queda considerável na participação
no mercado de TQ CO nos últimos anos.
Quanto à evolução da participação no mercado de TQ CO em unidades produzidas,
pode se dizer que de 2000 para 2004 o mercado de TQ CO aumentou pouco menos de 23%
neste período. Comparando com os 107% de aumento do mercado de CS/GR no mesmo
período, pode-se considerar que o aumento não foi muito grande. Porém, um dado importante,
diferentemente da CS/GR onde a Randon vêm perdendo market share, no caso do TQ CO a
196
Randon mais do que duplicou sua participação de mercado neste mesmo período. Ou seja, a
Empresa está conquistando mercado dos seus concorrentes, uma vez que estes perderam
mercado neste mesmo período.
Com relação ao faturamento, conforme documentação interna, pode-se dizer a linha de
TQ CO compreende atualmente cerca de 8% do faturamento global da Randon Implementos.
Em termos de exportação, pode-se dizer que do volume total de exportação da Empresa a
linha de TQ CO responde por cerca de 5 a 6% dos produtos exportados. O mercado africano é
bastante forte no que diz respeito à linha TQ CO.
No caso da linha TQ CO, as dificuldades em termos de exportação são praticamente as
mesmas dos demais produtos, sendo novamente a principal dificuldade o frete para transporte.
Também para o caso dos produtos TQ CO, a alternativa seria exportar os chamados CKDs.
Com relação ao volume de produção, a linha TQ CO não passa dos 10% de toda a
produção da Randon Implementos.
Um aspecto que certamente exerce forte pressão nos ganhos em termos de participação
de mercado para a linha TQ CO para a Randon Implementos, consiste na questão de inovação
de produto observada de maneira significativa para este mercado. Por exemplo, no segundo
semestre de 2003, a Empresa lançou sua nova linha de tanques, conhecida como Safety Plus.
A Figura 73 exibe um tanque Safety Plus:
Figura 73 - Tanque Safety Plus
Fonte: www.randon.com.br
197
Conforme publicação no Randonário (2003):
“Os novos tanques Randon para cargas de petróleo prometem revolucionar o
mercado. A nova linha foi batizada como Safety Plus, um nome que soa
familiar para as empresas geradoras de derivados de petróleo, estrangeiras
em sua maioria. Além de facilitar a divulgação em mercados internacionais,
o nome traduz todas as principais características do produto: segurança, alta
tecnologia e inovação” (RANDONÁRIO, outubro/2003, No. 52).
Ou seja, desta forma, através da inovação de produto e posteriormente campanha
publicitária forte, a Randon busca atender as necessidades dos clientes da linha TQ CO,
principalmente no que tange às questões de segurança.
Por fim, para os produtos TQ CO tende a existir as preocupações relacionadas com as
condições de tráfego nas rodovias e ferrovias nacionais. Esta preocupação cresce, uma vez
que os cenários são positivos em se tratando de consumo de combustíveis. Ou seja, a
produção de automóveis está aumentando, o consumo de combustíveis também está
aumentando e a exportação de álcool também exerce influência neste cenário, juntamente com
a produção de cana-de-açúcar. Ainda em termos de peculiaridade deste mercado, a taxa de
renovação da frota é bem maior o que a CS/GR, por exemplo, uma vez que por se tratar de um
produto/mercado muito perigoso, os tanques precisam ser renovados com maior freqüência.
Desenvolvimento de Produto/Engenharia de Produto
Figura 74 - Cadeia de Valor Linha TQ CO (Desenvolvimento e Engenharia de Produto)
Fonte: Autor
198
Da mesma forma que a Linha CS/GR, as atividades de engenharia de produto para a
Linha Tanques Aço Carbono são basicamente as atividades de cotação, desenvolvimento de
novos produtos e adequações nos produtos existentes. Ainda são desenvolvidas as atividades
de atualização e manutenção da estrutura de produto no Sistema Corporativo. A Engenharia
de Produto da linha de TQ CO também responde pelos seguintes produtos: isotérmicos,
basculante de alumínio, silos inox, tanques de alumínio, tanques de inox.
Em termos de adequações, praticamente todos os produtos que são efetivamente
vendidos necessitam de alterações e/ou adequações nos produtos. As alterações podem ser
diversas, entre as quais: tipo de escoamento, acabamento interno, produto corrosivo ou não,
número de compartimentos, entre outros.
A Linha de Tanques fornece produtos tanto para o mercado interna como externo. Em
termos de engenharia de produto, quando o produto deve ser vendido para o mercado externo,
a complexidade aumenta bastante, uma vez que é necessário respeitar normas e regulamentos,
devendo-se considerar a legislação específica de cada país. Desta forma, em comparação com
um produto semelhante para o mercado interno, quando este produto é enviado para o
mercado externo, muitas adequações e diferenciações são necessárias.
Um outro ponto que aumenta a complexidade desta linha consiste no tipo de produto a
ser transportado. Especificamente no caso da Linha Tanque Aço Carbono, o produto quase
sempre é um combustível inflamável, devendo se considerar os itens de segurança da carreta,
entre os quais o tipo de escoamento para o combustível.
O setor de Engenharia de Produto também exerce a função de área de apoio, buscando
desenvolver atividades de assistência para operações e produção, comercial, rede de
distribuição (garantia e pós-venda).
Conforme Figura 75, em termos de produtos configurados e produtos especiais,
percentualmente, pode-se dizer que a linha de Tanques apresenta as seguintes estatísticas:
199
Produtos Configurados x Especiais
TANQUES (%)
80,00%
70,00%
60,88%
60,00%
50,00%
39,12%
40,00%
30,00%
Configurados
Especiais
20,00%
10,00%
0,00%
jun/04
jul/04 ago/04 set/04 out/04 nov/04 dez/04 Média
Figura 75 - Relação Produtos Configurados x Especiais Tanques (%)
Fonte: Documentação Interna
Diferentemente da Linha CS/GR, para o caso dos Tanques o número de produtos que
necessitam de alterações e intervenção da engenharia é maior do que os produtos
configurados. Tem-se uma média de 61% de produtos especiais contra 39% de produtos
configurados, não necessitando de esforço e recursos de Engenharia de Produto e Processo.
A Figura 76, apresenta a relação das vendas concretizadas e das cotações realizadas:
% Vendas
25%
20%
20,00%
18,75%
18,52%
17,86%
16,67%16,67%
15,79%
13,33%
12,50%
11,11%
15%
15,05%
12,50%
10,34%
10%
5%
Fonte: Documentação Interna
A
DI
4
É
M
z/
0
04
de
v/
4
Figura 76 - % Vendas Concretizadas
no
t/0
4
ou
t/0
se
o/
04
4
ag
l/0
4
ju
ju
n/
0
4
4
ai
/0
m
04
r/0
ab
4
v/
0
ar
/
m
fe
ja
n/
0
4
0%
200
Pode-se observar na Figura 76 que, a quantidade de projetos transformados em vendas
é em torno de 15% para o ano de 2004.
Durante o ano de 2004, cerca de 47% dos projetos realizados nesta Engenharia de
Produto são relacionados com a linha de Tanques Aço Carbono. Cabe ressaltar uma
comparação com a linha CS/GR. No caso da CS/GR, conforme mencionado anteriormente,
muitas alterações são em termos do padrão de pintura, enquanto que na linha TQ CO as
alterações e/ou adequações são mais complexas e envolvem mudanças/projetos de
componentes e peças.
Em termos do lead-time de projetos para a linha de Tanques Aço Carbono, foi
observado que o tempo total médio dos projetos para o ano de 2004 foi de 16 dias. Com
relação ao prazo de entrega, a linha de TQ CO apresentou um índice médio de 94% de
projetos entregue no prazo no ano de 2004.
Suprimentos
Figura 77 - Cadeia de Valor Linha TQ CO (Suprimentos)
Fonte: Autor
Conforme mencionado anteriormente, não existem grandes diferenças em função da
linha de produto, e a Linha TQ CO não é uma exceção.
Para o caso específico da Linha TQ CO, no que tange o abastecimento a partir do
almoxarifado em direção à linha, a situação não está tão avançada como no caso da Linha
201
CS/GR. Na Linha TQ CO ainda não existe o sistema Kanban interno implantado, sendo que
os itens adquiridos são disponibilizados pelo almoxarifado a partir de uma sinalização da
linha de produção/montagem. Neste caso, a liberação dos itens adquiridos é por Ordem de
Produção, ou seja, o pessoal da linha de produção vai até o almoxarifado com a O.P. em mãos
e solicita a retirada do material. O material é então separado na quantidade descrita na O.P.
Em ordens de grandeza, pode se afirmar que cerca de 15% dos itens adquiridos e
armazenados no almoxarifado são para a linha de tanques.
Para as atividades de compras, a tendência é de que os fornecedores da Linha TQ CO
sejam mais complexos no que tange a relação de aquisição dos itens necessários para a
produção. Os componentes necessários podem apresentar muito mais variações, dependendo
da demanda, ou seja, do que se vende. Além do produto final, TQ CO, apresentar muito mais
customizações, os componentes e itens adquiridos também não apresentam um nível elevado
de padronização, como no caso dos produtos CS/GR. Alguns itens ainda, em pequeno
número, são importados o que aumenta a complexidade de fornecimento para este mercado.
Em termos de avaliação e desenvolvimento de fornecedores, a sistemática também é
comum a demais linhas de produtos, mantendo-se os mesmos indicadores para
acompanhamento dos fornecedores da Randon Implementos. Isso se dá principalmente pelo
fato de que a gestão de fornecedores no setor de suprimentos não leva em consideração a
linha de produto e sim o foco está no item específico.
202
Produção
Figura 78 - Cadeia de Valor Linha TQ CO (Produção)
Fonte: Autor
Examinando-se o fluxo produtivo da linha TQ CO, pode-se deduzir que o sistema
produtivo também é composto por recursos dedicados e por setores compartilhados com
outras linhas de produtos, assim como no caso da linha CS/GR. Porém, algumas
características distintas podem ser observadas.
Como nas demais linhas, a entrada do processo produtivo da Linha TQ CO também se
dá pela Caldeiraria. Nesta seção existem recursos e operações tanto compartilhados com
outras linhas como alguns dedicados a unicamente para a linha de tanques. Este é o caso da
célula de quebra-ondas, por exemplo, que atende apenas a linha de tanques. Estes itens são
colocados dentro do tanque e evitam o deslocamento de carga, quando o mesmo não está
completamente cheio. Neste caso, a carga permanece uniforme por todo o tanque. Nos itens
quebra-ondas já existem o sistema Kanban interno implantado, que atende a linha de tanques
na medida do necessário.
Em grandes linhas, os demais recursos da Caldeiraria não são dedicados para atender
unicamente a linha de produtos tanques. Esta característica também aumenta a complexidade
do processo de programação da linha de tanques, uma vez que a priorização e o
seqüenciamento das atividades da Caldeiraria tornam-se muito importante.
203
Após a Caldeiraria, têm as linhas de montagem de tanques, que pode se dividir em
duas partes: montagem de chassis (correspondente às bases da carreta CS/GR) e montagem do
tanque. No caso de tanques, os chassis são montados e enviados para uma outra linha que
onde o tanque será montado em cima do chassi. Porém, os chassis não abastecem a linha de
montagem dos tanques imediatamente na primeira operação, pois os tanques são montados em
cima de gabaritos e só posteriormente são anexados nos chassis. Para ilustrar, a Figura 79
mostra a montagem dos tanques em cima dos gabaritos:
Figura 79 - Montagem do Tanque
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
Existem linhas de montagem do tanque (Figura 79) específicas para produtos com
compartimentos ou produtos bi-trem. Estas linhas de montagem do tanque são divididas em 5
ou 6 boxes que desempenham operações específicas. O uso da mão-de-obra é intensivo. Neste
caso, cabe ressaltar que a mão-de-obra utilizada é muito especializada, pois o tipo de solda
utilizado requer uma habilidade maior do que a comumente utilizada. A solda precisa feita de
maneira diferente, pois, por se tratar de transporte de produtos inflamáveis (perigosos), a
qualidade e segurança são muito mais relevantes.
204
Antes de passar para o processo de pintura os produtos TQ CO precisam passar uma
verificação obrigatória. Dentro da Randon Implementos, juntamente com o setor de
qualidade, existem profissionais do INMETRO que são responsáveis por verificar e validar a
capacitação volumétrica de 100% dos produtos tanques fabricados pela Randon. Isto só ocorre
quando o produto se destina ao mercado interno, uma vez que nem todos os países
reconhecem oficialmente o INMETRO. Para o mercado externo, a própria Randon realiza os
testes volumétricos de acordo com as especificações do cliente.
A próxima operação consiste no setor de Pintura. Para o caso da Linha TQ CO, os
recursos de pintura também são compartilhados com outros produtos. Além de serem
compartilhados com os outros produtos da linha de tanques (tanques de alumínio, inox e
silos), a Pintura também precisa ser compartilhada com os vagões ferroviários, por exemplo.
Diferentemente do processo de pintura para o CS/GR, no caso de TQ CO o processo de
pintura é realizado nos boxes de pintura, mais conhecida como Pintura de Acabamento –
PAC. A PAC é responsável pelos produtos não base, ou seja, no caso dos tanques com
chassis.
Novamente, para o caso da pintura de TQ CO, a complexidade do PPCP torna-se
maior e requer uma melhor precisão no que tange a priorização na seqüência de entrada nos
boxes de pintura. Ao sair do setor de Pintura, passa-se para as operações de revisão e
montagem final do TQ CO. Nas operações de revisão e montagem final são testados e
verificados os componentes elétrico-eletrônicos bem como são montados, fixados e colados
os acessórios que devem acompanhar o TQ CO. Após, o produto é liberado para expedição.
Em termos de inspeção da qualidade do produto, pode-se dizer que como nas demais
linhas de produtos da Randon Implementos, a inspeção se dá em dois pontos: montagem final
e expedição. Diferentemente do caso da linha CS/GR, por exemplo, como os TQ CO não
205
possuem base/plataforma e o fluxo é contínuo apenas com a montagem dos chassis e caixa do
tanque, não existem dois pontos de inspeção na montagem.
Como nas demais linhas de produtos, a linha de tanques também passa por algumas
mudanças, visando melhorar o desempenho da linha como um todo. Um dos trabalhos
desenvolvidos compreende um acréscimo na capacidade de produção de 6 tanques/dia para 8
tanques/dia. Conforme todas as propostas de melhorias, esta também segue um procedimento
de descrição, sugestão, ganhos estimados, investimentos necessários e análise de retorno
sobre o investimento.
Neste caso, basicamente foram aplicados conceitos tais como Poka-Yokes, eliminação
de perdas, kanban e leiaute visando atingir o acréscimo de capacidade descrita anteriormente.
Foram desenvolvidos alguns dispositivos (Poka-Yoke) para evitar os retrabalhos e a perda de
tempo na montagem final dos tanques. O processo de eliminação de perdas também foi
bastante interessante, uma vez que com simples alterações e poucos investimentos passou-se a
produzir 1,1 tanques a mais por mês, apenas com a eliminação de algumas perdas
relacionadas basicamente a questões tipo: i) Mudança no processo de pintura de alguns itens
adquiridos, acertando com o fornecedor esta alteração e obtendo melhorias em termos da
qualidade da solda, eliminação do retrabalho e melhoria da qualidade de vida dos
trabalhadores; ii) Desenvolvimento de novos dispositivos para diminuição do tempo de
operação e garantia da qualidade.
Com relação ao Kanban, o sistema foi implementado para alguns itens considerados
críticos para a produção, devido basicamente ao volume e quantidade. Nestes itens foram
analisados os processos de fabricação, consumo, transporte, estoques na linha, lead-time,
leiaute e segurança. Foram dimensionados os kanbans e o processo foi previamente
implantado na célula de quebra-ondas para as linhas de montagem dos tanques, e os
resultados podem ser observados na Figura 80:
206
Figura 80 - Melhoria com Implantação do Kanban (1)
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
O grupo de trabalho responsável pelo projeto de melhorias descreveu como ganhos
obtidos imediatamente com a implantação do sistema os seguintes pontos: i) espaço físico; ii)
redução do estoque; iii) segurança; iv) redução na movimentação; v) organização do setor; vi)
eliminação de ordens de produção. Estes ganhos ainda podem ser melhor observados na
Figura 81:
Figura 81 - Melhoria com Implantação do Kanban (2)
Fonte: Trabalho Interno Desenvolvido em Cursos de Capacitação Tecnológica
207
O processo de programação da Linha de Tanques está sob responsabilidade de um
programador de produção dedicado para a linha como um todo. Ou seja, este mesmo
programador desempenha atividades para todos os produtos da Linha de Tanques, ou seja:
tanque aço carbono, inox, alumínio e silo.
Em termos de prazo de entrega para a Linha TQ CO, a Figura 82 apresenta este
indicador para o ano de 2004 e janeiro de 2005:
Prazo de Entrega TQ CO
ja
n /0
5
ou
t/0
4
no
v/
04
de
z/
04
ag
o/ 0
4
se
t/0
4
ju
l/0
4
ma
i /0
4
ju
n/
04
/0
4
ab
r
ja
n /0
4
fe
v/
04
m
ar
/0
4
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Figura 82 - Prazo de Entrega TQ CO
Fonte: Documentação Interna
Na Figura 82 pode se observar que a média deste período está em aproximadamente
35% de entrega no prazo, sendo que no mês de julho de 2004, por exemplo, nenhum produto
TQ CO foi entregue no prazo. Comparativamente à linha CS/GR, pode se observar que os
produtos TQ CO apresentam maiores problemas com relação ao prazo de entrega,
aumentando ainda mais a complexidade de diversos setores envolvidos, como no caso do
PCP.
Atualmente, a capacidade de produção da linha de Tanques está estimada em torno de
8 produtos ao dia, sendo que o mix de produção varia conforme demanda e entre os produtos
208
indicados anteriormente. O mercado estando em alta, mais trabalhos de melhorias serão
necessários para atender as necessidades de demanda.
Em termos de restrição da linha de TQ CO, pode se observar que o gargalo parece
estar na montagem final, uma vez que esta normalmente tranca todo o fluxo produtivo da
linha. A montagem da torre, uma das operações da montagem da caixa/tanque pode ser
considerada um recurso CCR, ou seja, dependendo da demanda é necessário deslocar
operadores para o box/posto de trabalho de montagem da torre.
Distribuição
Figura 83 - Cadeia de Valor Linha TQ CO (Distribuição)
Fonte: Autor
Para o caso da Linha TQ CO à lógica de distribuição dos produtos vendidos não é
diferente, ou seja, o distribuidor é notificado quando o produto está pronto e liberado na
expedição da Randon Implementos e então o produto permanece a disposição no pátio da
Empresa para retirada por parte do próprio distribuidor.
Da mesma forma que os produtos CS/GR, a Randon Implementos possui venda direta
para o consumidor apenas nas plantas em Caxias do Sul e São Paulo, através de um setor de
vendas direto ao consumidor.
Conforme mencionado anteriormente, é regra geral para os produtos da Randon
Implementos a existência de venda direta para o consumidor apenas nas plantas em Caxias do
209
Sul e São Paulo, através de um setor de vendas direto ao consumidor. Para os produtos
CS/GR, o mesmo acontece.
Serviços Agregados
Figura 84 - Cadeia de Valor Linha TQ CO (Serviços Agregados)
Fonte: Autor
As atividades de serviços agregados (mercado de reposição e assistência técnica) são
tratadas de maneira corporativa, logo não existem diferenças significativas em função das
linhas de produtos.
No caso específico dos produtos TQ CO, pode-se dizer que cerca de 6% das peças de
reposição são desta linha de produtos.
Quanto aos serviços prestados, são os mesmos prestados para todas as linhas de
produtos da Randon Implementos.
210
Linha de Produtos Vagões Ferroviário
Caracterização e Questões Mercadológicas
Figura 85 - Cadeia de Valor Linha Vagões Ferroviários (Questões Mercadológicas)
Fonte: Autor
A terceira linha de produto selecionada é a linha de vagões ferroviários. A Figura 86
apresenta os principais modelos de produtos da linha de vagões ferroviários:
Figura 86 - Produto Vagão Ferroviário
Fonte: Documentação Interna
Atualmente, a linha de vagões ferroviários produz apenas um modelo do produto,
conhecido como Hopper, sendo que protótipos de vagão tanque já foram fabricados na linha.
O preço de venda e custo do vagão Hopper está mostrado na Figura 87, comparando-se com
os Semi-Reboques padrão das linhas TQ CO e CS/GR32:
32
Como a linha de vagões ferroviários possui atualmente apenas um modelo (Hopper), optou-se por relacionar
este com os modelos padrão das outras linhas analisadas no presente trabalho.
211
Modelo
Semi-Reboque CS
Semi-Reboque GR
Semi-Reboque TQ CO
Vagão Hopper
Preço de Venda
13,34%
51,86%
275,73%
Custo do Produto
13,71%
28,59%
377,39%
Figura 87 - Preço de Venda e Custo Médios do Vagão Hopper
Fonte: Documentação Interna
Através da Figura 87 pode-se analisar o preço de venda e o custo do vagão Hopper,
comparando-se com os Semi-Reboques padrão das linhas TQ CO e CS/GR. Ou seja, o preço
de venda de um vagão Hopper é 275% maior do que o preço de venda de um Semi-Reboque
CS e 377,39% maior do que o custo do produto Semi-Reboque CS.
Cabe ressaltar que, devido à característica do mercado de vagões ferroviários, cada
projeto pode apresentar um preço de venda e custo diferenciado. Porém, aqui está apresentada
a experiência até o momento da própria Randon Implementos com o segmento ferroviário.
Os principais clientes do mercado de vagões ferroviários são os seguintes: América
Latina Logística – ALL, Companhia Ferrroviária do Nordeste – CFN, Companhia Vale do
Rio Doce – CVRD, FCA, Ferrovia do Paraná S.A. – Ferropar, Ferrovia Teresa Cristina –
FTC, MRS e Brasil Rodovias. A Figura 88 apresenta a média anual de produção de vagões no
Brasil desde 1994:
353
6
94
32
95
2
96
10
97
72
108
169
107
62
98
25
99
00
01
Média
02
03
Figura 88 - Produção de Vagões no Brasil
Fonte: Documentação Interna
* Média de 2004 até junho.
04*
212
Cabe ressaltar que, uma vez que este mercado é bastante específico, todas as unidades
são produzidas na lógica contra pedidos. Logo o gráfico da Figura 88 representa a demanda
do mercado nacional no período em questão. Analisando-se mais recentemente, de 2000 até o
presente momento, pode-se observar que o mercado de vagões ferroviários estava
experimentando uma decadência no mercado de consumo e conseqüentemente na produção
até o ano 2002. Porém, após o processo de privatização das empresas de transporte
ferroviário, ocorrido em 2002, o mercado aqueceu e está em crescimento. Em 2004, pode-se
observar uma média de 353 vagões produzidos por mês no Brasil.
Cabe ressaltar que de 2002 a 2004, o Brasil importou cerca de 2.000 unidades de
vagões ferroviários, uma vez que a produção nacional não consegue atender toda a demanda.
Os principais exportadores para o Brasil são os chineses.
Em termos de exportação de vagões ferroviários de carga, as dificuldades podem ser
comprovadas através da Figura 89:
Exportação de Vagões Ferroviários de Carga
300
245
250
200
150
100
0
0
1996
1997
53
47
39
50
0
0
0
2001
2002
0
0
1995
1998
1999
2000
2003
Figura 89 - Exportação Vagões Ferroviários de Carga
Fonte: SIMEFRE – www.simefre.org.br
2004
213
Pode-se observar que desde 1995 até outubro de 2004, foram exportadas apenas 384
unidades de vagões ferroviários de carga, sendo que durante vários anos não houve
exportação. Não diferentemente dos demais produtos fabricados pela Randon Implementos,
uma das principais dificuldades diz respeito ao frete de transporte, ainda mais crítico para este
tipo de produto, pois a dificuldade em se exportar em CKDs (kits desmontados) cresce
consideravelmente. Ainda existem algumas outras características que dificultam. Por
exemplo, deve se observar o tamanho da bitola da malha ferroviária das ferrovias dos países
importadores.
Porém, a expectativa é que ocorra uma tendência de aumento nas exportações de
vagões ferroviários de carga a partir de 2004, uma vez que o principal concorrente registrou a
venda de várias unidades. O trecho abaixo registra a notícia de venda do principal
concorrente:
“A Iochpe Maxion anunciou ontem que sua controlada Amsted Maxion
concluiu as negociações para a venda de 675 vagões por aproximadamente
R$130 milhões. Os vagões serão entregues entre janeiro e julho de 2005.
Dos 675 vagões, 350 foram comprados pela MRC, empresa de locação de
vagões da Mitsui que utilizará estes vagões para o transporte de alimentos da
Bunge na malha da ALL. Além disso, 225 vagões serão exportados para a
Venezuela, 76 vagões serão exportados para o Gabão e 24 vagões para a
Guiné. Neste contrato o preço-médio dos vagões foi de R$192 mil/unidade.
Trabalhamos com preço médio de vagões de R$128 mil/unidade. No entanto
não esperamos aumento significativo da margem, uma vez que este aumento
de preços foi decorrente do alto custo do frete para exportar vagões e do mix
de produtos, já que as vendas são de vagões de custo maior que os atuais
vagões em carteira” (Fonte: Fator Corretora – www.fatorcorretora.com.br ,
10.09.04).
Através da notícia acima podem se evidenciar várias características do setor, entre as
quais pode se citar a dificuldade de exportação devido ao alto custo do frete.
Em termos de volume de compra por parte dos clientes, a Figura 90 apresenta um
cenário com as compras por cliente no primeiro semestre de 2004:
214
Figura 90 - Participação por Cliente - Vagão Ferroviário
Fonte: SIMEFRE – www.simefre.org.br
A partir da Figura 90 pode-se observar a grande diferença de demanda por cliente,
centralizada basicamente na Companhia Vale do Rio Doce – CVRD que concentra cerca de
82% do mercado de vagões ferroviários.
O principal concorrente da Randon na linha de vagões ferroviários é a empresa
Amsted Maxion, que abastece principalmente o maior cliente do mercado de vagões
ferroviários, a CVRD. Um diferencial importante em relação à Randon Implementos diz
respeito à fabricação do truque (conjunto rodante) dos vagões ferroviários, uma vez que a
Randon compra todos os componentes de terceiros e apenas monta o truque, enquanto a
Amsted Maxion produz o seu próprio truque. A Figura 91 apresenta o truque de um vagão
ferroviário:
Figura 91 - Truque do Vagão Ferroviário
Fonte: Documentação Interna
A Randon Implementos trata o mercado e a linha de produtos vagões ferroviários
como um negócio estratégico para a Empresa. A Empresa pode conquistar espaço no mercado
215
em questão, devido a diversos fatores que podem fazer a diferença, entre os quais é possível
citar como uma vantagem potencial: a marca Randon já conhecida no mercado, a saúde
financeira e a capacidade de investimento do Grupo Randon. Estes podem ser pontos que bem
explorados podem trazer resultados significativos para o mercado de vagões ferroviários da
Randon Implementos.
Por outro lado, cabe ressaltar a importância em se destacar alguns pontos importantes
que possa se refletir em desvantagens do ponto de vista do mercado atualmente colocado no
Brasil. Entre os quais podem se citar: dificuldade em termos de domínio da tecnologia do
material rodante (truque) para os vagões, restrição em termos de capacidade de produção,
base reduzida de fornecedores deste mercado, grande concentração da demanda em poucos
clientes, firmação de contratos de longo prazo e dificuldade de obtenção de fornecedores para
truques de bitola larga. Neste último caso, se a Empresa não consegue trabalhar com
fornecedores para a bitola larga das ferrovias, o mercado fica mais restrito ainda.
Uma grande dificuldade para a Randon Implementos como empresa entrante no
mercado, diz respeito a grande capacidade do principal concorrente em absorver pedidos
excedentes. Ou seja, o principal concorrente ainda tem capacidade ociosa para atender
pedidos de última hora ou reprogramações por parte dos clientes, ao passo que a Randon
Implementos precisa de uma previsão antecipada para programar a produção.
Em termos de faturamento, por se tratar de uma linha muito nova, com as primeiras
unidades sendo produzidas no ano de 2004, evidentemente não existe um histórico de
faturamento deste produto. No ano de 2004, a linha de vagões ferroviários representou pouco
mais de 1% do faturamento da Randon Implementos. Esta dificuldade em grande parte pode
ser atribuída ao mercado, com características específicas. Porém, está convencida que este
mercado pode ser uma saída para o esgotamento da malha rodoviária nos próximos anos e
desta forma estar preparada para uma alternativa ao transporte de cargas: o vagão ferroviário.
216
Por fim, cabe ressaltar que a linha de vagões ferroviários na Randon Implementos se
assemelha a uma célula de negócios, e certa forma poderá futuramente virar uma unidade
estratégica de negócios – SBU. A Figura 92 apresenta o organograma específico do negócio
ferroviário na Empresa:
Figura 92 - Organograma Negócio Ferroviário
Fonte: Documentação Interna
Como pode ser observado na Figura 92, o Negócio Ferroviário se assemelha a uma
célula de negócios, pois as funções comerciais, de engenharia, de suprimentos e de produção
estão sob a mesma coordenação. Esta situação é específica deste produto, visto que as demais
linhas de produtos da Empresa não apresentam esta configuração. Porém, cabe ressaltar que
esta configuração ainda não é definitiva, pois o próprio organograma completo da Empresa
ainda apresenta um vínculo com a Gerência de Tecnologia de Manufatura e da Linha de
Produção Ferroviária no que diz respeito à gestão da linha de produção de vagões. E um
vínculo com a gerência de suprimentos no que diz respeito às atividades de suprimentos deste
produto. O negócio está funcionando autonomamente, com recursos dedicados e focados
primeiramente na consolidação interna da linha de vagões ferroviários e posteriormente na
alavancagem deste mercado para a Randon Implementos. Na realidade as áreas de
217
suprimentos, comercial, produção e engenharia respondem funcionalmente para o
Coordenador do Negócio Ferroviário e estruturalmente para suas gerências afins.
Desenvolvimento de Produto/Engenharia de Produto
Figura 93 - Cadeia de Valor Linha Vagões Ferroviários (Desenvolvimento e Engenharia de Produto)
Fonte: Autor
Conforme mencionado no item anterior, a Linha de Vagões Ferroviários possui um
profissional responsável e dedicado pelas atividades de Engenharia de Produto. Porém, nesta
linha, principalmente por se tratar de um produto bastante recente, as atividades se resumem
basicamente em desenvolvimento de produto, com foco na inovação. Ou seja, basicamente
busca-se criar padrões para um mercado novo e estratégico para a Randon Implementos.
Em termos de produtos configurados e especiais, por se tratar de uma linha muito
recente, não existem produtos configurados. Ocorre que, quando se fecha um pedido, é
necessário encaminhar o projeto para engenharia de produto e processo, de modo que possam
adequar e alterar o produto no que for necessário. Porém, após esta adequação ou alteração,
repete-se o mesmo produto diversas vezes. Por exemplo, os últimos dois pedidos da Empresa
foram 150 unidades de um determinado produto e 240 unidades de outro produto
relativamente semelhante ao primeiro. As quantidades a serem produzidas do mesmo produto
são bastante grandes, ao contrário da linha de CS/GR, por exemplo, que apesar de apresentar
alto grau de padronização, as quantidades a serem produzidas por pedido são relativamente
pequenas.
218
Em termos do processo de trabalho na linha de vagões ferroviários, a Figura 94
apresenta o seguinte macro fluxo da engenharia de produto:
Figura 94 - Macro Fluxo Engenharia de Produto - Vagões Ferroviários
Fonte: Autor
Basicamente, o processo se iniciar pelo desenvolvimento de produto de acordo com
necessidade e especificações do cliente. Após o desenvolvimento do produto, passa-se para a
fase de acompanhamento do processo. O acompanhamento do processo consiste na produção
de um protótipo do produto e um acompanhamento deste protótipo no campo, em condições
normais de uso. Após este acompanhamento, são realizadas as adequações necessárias no
projeto. Por fim, espera-se criar padrões do produto vagão ferroviária, pois a tendência é que
os “tipos de vagões” sigam uma padronização bastante semelhante e o tamanho dos lotes de
produção seja consideravelmente elevado.
As atividades de inovação e desenvolvimento são intensas uma vez que o cliente quer
o produto vagão ferroviário cada vez mais leve, econômico e padronizado. Esta característica
foi observada a partir da privatização das companhias ferroviárias, uma vez que anteriormente
era o próprio governo que adquiria o produto em questão.
219
Sendo assim, o aspecto de desenvolvimento de produto é muito importante para a
Randon Implementos, uma vez que é definição clara da Empresa a estratégia de amadurecer
internamente o negócio e produção ferroviária e conquistar cada vez maiores fatias de
mercado (market share).
Por exemplo, a necessidade de alavancar a área de Desenvolvimento de Produto pode
ser comprovada pela ausência de tecnologia própria da Randon para produção dos truques,
acabando por dificultar a entrada no mercado, reduzindo a rentabilidade potencial da
Empresa. Ainda, para atender o mercado de vagões para bitolas menores, é necessário
desenvolver tecnologia própria para fabricação dos truques ou desenvolver fornecedores para
tanto, atender demanda excedente do principal concorrente e atuar na fabricação de protótipos
para atender aos clientes.
Suprimentos
Figura 95 - Cadeia de Valor Linha Vagões Ferroviários (Suprimentos)
Fonte: Autor
Como foi observado no organograma específico do Negócio Ferroviário, o setor de
suprimentos está trabalhando diretamente com o coordenador do Negócio. Cabe ressaltar que,
apesar do profissional responsável também estar alocado organizacionalmente ao gerente de
suprimentos, a dedicação é exclusiva para o Negócio Ferroviário.
Os componentes e itens para a linha de vagões ferroviários são adquiridos mediante
confirmação do pedido, e representam cerca de 10% do valor total de compras. Os itens são
220
bastante específicos e direcionados para o segmento em questão. Por exemplo, a chapa de aço
do vagão é comprada contra pedido, de acordo com o lead-time da Usina, pois as mesmas são
bem específicas.
Um importante item adquirido pelo pessoal de suprimentos diz respeito aos
componentes do truque do vagão, uma vez que este representa uma grande parcela do custo
total do vagão ferroviário. Os itens que compõem o truque são adquiridos e então o truque
apenas é montado na Randon Implementos e enviado separado da caixa do vagão, para ser
montando no próprio cliente.
Em termos de programação da produção, a mesma é feita por carga no sistema,
rodando-se puramente o MRP, sendo tudo em função da data de utilização dos itens e
componentes.
Em termos de desenvolvimento de fornecedores, por se tratar de um mercado recente,
as questões envolvendo o desenvolvimento dos fornecedores é muito importante, na medida
em que são necessários desenvolver inclusive os itens em conjunto. Ou seja, o setor de
engenharia de produto e de suprimentos do negócio ferroviário podem trabalhar em conjunto
com os fornecedores, de maneira que dois pontos de centralidade pudessem ser trabalhados:
desenvolvimento dos itens/produto e desenvolvimento e qualificação do processo produtivo
dos fornecedores.
Por fim, cabe ressaltar que ainda estão ocorrendo eventuais problemas em termos de
abastecimento e suprimentos da linha de montagem de vagões que são de responsabilidade
dos fornecedores e não da programação da produção interna. Estes problemas estão sendo
tratados na medida em que o Negócio Ferroviário está sendo desenvolvido.
221
Produção
Figura 96 - Cadeia de Valor Linha Vagões Ferroviários (Produção)
Fonte: Autor
Em termos de sistema produtivo, pode-se dizer que a linha de montagem recebe
componentes e peças da Caldeiraria e itens adquiridos. A linha de montagem pode ser
dividida em dois grandes setores: montagem do truque e montagem da caixa do vagão.
A montagem do truque é realizada a partir do recebimento de todos os componentes
necessários, sendo que, conforme mencionado anteriormente, todos os itens são adquiridos.
Ou seja, a Randon Implementos apenas monta o truque, mas não tem a tecnologia disponível
para produzir os componentes necessários. Cada vagão ferroviário precisa de dois truques
para compor o conjunto.
Atualmente, a linha de montagem do truque está operando em 1 turno, tendo
capacidade de produção de cerca de 8 truques por dia. Porém, a demanda para o ano de 2004
não exigiu mais do que 4 truques por dia. Cabe ressaltar que este cenário deve se alterar para
2005, uma vez que tende a ocorrer um aquecimento de demanda do mercado. Porém,
evidentemente isto requer o acerto em termos de vendas e fornecimento de vagões para os
clientes nacionais. Para o ano de 2005, já foi negociado um pedido com cerca de um aumento
de 60% na produção. Para este pedido, o modelo de vagão é praticamente o mesmo,
alterando-se apenas o padrão de pintura.
Cabe ressaltar que com a entrada deste novo pedido para 2005, a idéia consiste em
continuar com o mesmo número de turnos de trabalho, porém passar a produzir 3 vagões por
222
dia. Para tal, será necessário deslocar mão-de-obra para a montagem dos vagões. Os gabaritos
e ferramental utilizados ainda comportam um aumento de produção para cerca de 4 produtos
ao dia.
O setor de montagem da caixa do vagão opera em 2 turnos, produzindo cerca de 2,5
vagões por dia. A restrição da linha de montagem da caixa do vagão consiste na montagem da
lateral da caixa, sendo que a estratégia é manter duas laterais como pulmão (buffer) para
amortecer eventuais problemas na operação de montagem da lateral da caixa. Porém, este
problema de restrição pode ser resolvido transferindo mão-de-obra de outros setores para a
montagem da lateral.
Por enquanto, apenas um tipo/modelo de produto/vagão está sendo fabricado na linha
de vagões ferroviários. Porém, quando começar a produção de outros tipos, como por
exemplo, o vagão tanque, será necessário mudar toda a linha de montagem quando entrar um
produto diferente no fluxo. Além disso, será necessário o desenvolvimento de novos gabaritos
que comportem as novas operações que deveram coexistir com as atuais para a produção de
mais de um tipo de produto/vagão.
Neste momento cabe ressaltar a importância do suporte por parte do setor de
ferramentaria. Esta situação é necessária, uma vez que como a linha ferroviária é muito nova e
o mercado ainda está em expansão, e definições ainda precisam ser tomadas para direcionar a
escala de produção da Randon Implementos. Assim, a ferramentaria vem desenvolvendo um
trabalho forte para ajustar gabaritos em função do aumento da demanda e necessidade de
adequação da capacidade. Ou seja, em se tratando de uma linha nova ainda não se tem a
capacidade realmente ajustada.
Em termos de perdas produtivas, pode-se evidenciar que o principal desperdício está
relacionado com a movimentação, uma vez que são necessárias duas talhas (pontes rolantes)
em conjunto para deslocar os produtos ao longo da linha.
223
Uma outra particularidade desta linha consiste no fato de que, caso a demanda por
Vagões Ferroviários cesse, ou simplesmente diminua drasticamente por um determinado
período de tempo, a linha pode ser aproveitada para produzir bases de outros produtos, como
CS/GR. Esta experiência já foi observada no início de 2004, uma vez que em 2003 a linha
estava basicamente produzindo protótipos e no início de 2004 permaneceu sem produzir
vagões até o fechamento efetivo do contrato/pedido com o cliente. Foi neste período, que a
linha foi direcionada para a produção de bases para CS/GR. Esta situação evidencia a
flexibilidade observada na linha, uma vez que mesmo que enfrente problema com relação ao
mercado, o sistema produtivo pode se adequar para fabricar outros produtos com demanda
elevado, melhorando assim a utilização dos ativos da Empresa.
Após o setor de montagem da caixa do vagão, o mesmo é deslocado para o setor de
Pintura, utilizando os recursos da Pintura de Acabamento, concorrendo com outros produtos,
como os tanques.
A última etapa do processo consiste na montagem final do produto. Porém, esta é
realizada no próprio cliente, sendo que as caixas/vagões são transportados separadamente dos
truques.
Com relação aos aspectos de inspeção do produto, pode-se dizer que existem dois
tipos de inspeção: interna/autocontrole e no cliente. Ou seja, como nas demais linhas de
produtos da Randon Implementos, o autocontrole, também está instituído na linha de vagões
ferroviários. Na linha de montagem de truques é também é realizado uma inspeção da
qualidade. A outra inspeção de qualidade realizada dentro da Randon Implementos é quando
da expedição da caixa do vagão. Além destas inspeções internas, existe uma inspeção
realizada no cliente, porém esta é realizada pelo próprio pessoal responsável por entregar os
produtos para o cliente. Neste caso, são verificados eventuais problemas, que imediatamente
começam a ser resolvidos ou o pessoal da linha de produção ferroviária é avisado em Caxias,
224
para auxiliar na solução do problema. Os testes são realizados basicamente nos freios, por se
tratarem de itens de segurança. Sendo assim, a rastreabilidade do item também é considerada.
Distribuição
Figura 97 - Cadeia de Valor Linha Vagões Ferroviários (Distribuição)
Fonte: Autor
Com relação à distribuição dos vagões ferroviários, a situação é pouco diferente das
demais linhas de produtos da Randon Implementos. Ainda não se sabe se esta situação é
definitiva ou temporária. Porém, neste momento a distribuição está sendo feita de maneira
totalmente atípica para a história da Randon.
Atualmente, uma vez que a Randon Implementos ainda é responsável pela montagem
final no cliente, a distribuição é realizada pela própria Empresa, de maneira que os vagões são
transportados separadamente dos truques até a empresa cliente.
Esta situação ainda é reforçada pelas características dos pedidos dos clientes deste
setor. Os pedidos são poucos e compreendem grandes quantidades de produtos iguais. Ou
seja, os pedidos são vistos como um contrato/projeto que tem início, meio e fim e deve ser
controlado e monitorado continuamente. Desta forma, a interação Randon-Cliente é muito
grande, ainda mais neste momento inicial de desenvolvimento e introdução da linha de
produtos no mercado ferroviário nacional, e posteriormente para o mercado de exportação.
225
Cabe ressaltar que para o primeiro negócio de fornecimento de vagões fechado em
2004, apenas as caixas de vagões foram vendidas, ficando sob responsabilidade do cliente os
truques. A entrega das caixas no cliente foi de responsabilidade da Randon Implementos.
Para os negócios fechados a partir de 2005, a entrega permanece sob responsabilidade
da Randon Implementos. Porém, a partir de então começam a ser incluídos o fornecimento e
acoplamento dos truques, além dos testes finais como o teste de freio.
Este procedimento de distribuição deve continuar sendo feito desta forma, pois não
existe linha ferroviária operando em Caxias do Sul e a Randon Implementos não possui o que
o setor costuma chamar de “Fábrica Sobre Trilhos”. Ou seja, no caso do principal
concorrente, a entrega e retirada do produto fica sempre a cargo do cliente, uma vez que a
fábrica de vagões contempla linha férrea com as duas bitolas necessárias (1,00m e 1,60m)
para o transporte até o cliente.
Serviços Agregados
Figura 98 - Cadeia de Valor Linha Vagões Ferroviários (Serviços Agregados)
Fonte: Autor
Em termos de serviços agregados, pode se dizer o setor de pós-venda não está
participando da implantação do projeto desta linha, ou seja, as peças de reposição estão sob
responsabilidade do Negócio Ferroviário. Os serviços relacionados com este segmento de
mercado também estão muito envolvidos com o Negócio Ferroviário, uma vez que como os
226
produtos ainda estão de certa forma em desenvolvimento e sendo aprimorados, o próprio
pessoal da engenharia de produto e de produção costuma interceder no cliente para eventuais
ajustes e adequações.
Ainda não está definido se futuramente, o setor de pós-venda também será responsável
pelas peças e serviços da linha de vagões ferroviários, por enquanto, permanece o descrito no
parágrafo anterior.
Assim, neste mercado em crescimento, a agregação de valor através de prestação de
serviços para o cliente é um ponto interessante, que pode reverter em ganhos imediatos e
futuros para o Negócio Ferroviário da Empresa.
227
5
ANÁLISE CRÍTICA À LUZ DA ESTRATÉGIA DE PRODUÇÃO
5.1 Introdução
O presente capítulo tem por objetivo apresentar uma análise crítica da Randon
Implementos à luz dos conceitos de estratégia de produção. A análise é conduzida
considerando-se os conceitos e teorias da estratégia de produção discutidas no Capítulo 2.
Inicialmente, descrevem-se historicamente algumas questões acerca das competências
centrais da Empresa, situando a Randon em seu contexto mais amplo de atuação.
Na seqüência, para se analisar as atividades da RVO, busca-se segmentar a análise em
dois pontos de centralidade: i) os aspectos genéricos para toda a empresa; e ii) os aspectos
específicos das três linhas de produtos tratadas no decorrer do trabalho.
Após esta segmentação, busca-se realizar uma macro-análise, consistindo em
evidenciar o(s) ponto(s) de alavancagem para agregação de valor em cada uma das RVOs. O
ponto central consiste em apontar a(s) principal(is) oportunidade(s) visando aumentar a
agregação de valor para as RVOs específicas de cada linha de produto, considerando-se desta
forma o “Mundo dos Ganhos”. Da mesma forma, aponta-se o(s) ponto(s) a melhorar de cada
uma das RVOs, tratando-se então do “Mundos dos Custos”33.
33
O “Mundo dos Custos” e o “Mundo dos Ganhos” são dois pontos de discussão propugnados por Goldratt
(1996). Conforme Antunes (1998), quando o eixo central de análise é a relação dos produtos/serviços da
Empresa com o mercado, considerando-se então as potencialidades de ganho para a Empresa, está se falando do
“Mundo dos Ganhos”. Quando se trata da discussão dos custos totais da Empresa, e da potencialidade de reduzilos, discute-se então, o “Mundo dos Custos”.
228
A seguir, busca-se analisar os aspectos da Empresa, considerando-se a agregação de
valor na RVO da Empresa como um todo. Nesta fase da análise, também podem ser
apontados pontos de alavancagem e pontos a melhorar enquanto RVO da Empresa.
5.2 Competências Centrais na Randon Implementos
A partir de um prisma histórico, a Randon Implementos vem tratando as competências
centrais de maneira agregada para toda a Empresa. Assim, pode-se salientar evidenciar que,
historicamente, a competência central teve sua ênfase na Engenharia de Produto, uma vez que
a Empresa sempre se destacou frente aos concorrentes no que tange os aspectos que envolvem
a atividade de Desenvolvimento/Engenharia de Produtos. Pelo caráter de liderança de
mercado, a Randon Implementos se caracterizava por inovar e lançar novos produtos,
modelos, tecnologias. A partir de então, as empresas seguidoras buscavam se adaptarem e
“copiar” os produtos da Empresa. Porém, aparentemente esta competência em Engenharia de
Produto não mais apresenta um diferencial do mercado para todas as linhas de produtos. Por
exemplo, no caso da linha CS/GR, em “grandes linhas” a Engenharia de Produto é dominada
pelos principais fabricantes do segmento, não representando mais um amplo diferencial para a
Randon. Por outro lado, no caso da linha TQ CO, os aspectos de inovação do produto ainda
representam um grande diferencial para a Randon Implementos.
Também pode se definir como outra competência central para a Empresa a
competência na produção, podendo ainda ser compreendida como Eficiência nas Operações.
A utilização de modernas teorias e técnicas de gestão na produção tem apresentando um
conjunto amplo de melhorias no que tange a eficiência na produção. Por exemplo, a partir dos
Processos de Capacitação Tecnológica e do próprio conhecimento dos profissionais da
Empresa, abordagens como o Sistema Toyota de Produção e a Teoria das Restrições são
229
utilizadas e adotadas na produção como um todo. Atualmente, os conceitos e princípios destas
abordagens são amplamente conhecidos e difundidos ao longo de todas as atividades da RVO
da Empresa. Pelo caráter inovador e pela consistência observada nos programas de
treinamento e nas aplicações e implementações dos projetos de melhorias constituídos, podese salientar que a Eficiência na Produção pode ser entendida como uma competência central
da Empresa. Apesar de ainda se observar grandes possibilidades de ganhos e melhorias no que
tange a eficiência na produção, algumas linhas de produtos podem estar necessitando de um
salto tecnológico maior e mais rápido de modo que, no futuro, apenas a Eficiência na
Produção pode não assegurar um diferencial frente aos concorrentes do setor. Para o caso das
linhas de produtos que precisam de uma atenção especial no que diz respeito ao avanço
tecnológico, parece ser necessário atualizar as questões associadas com os processos
tecnológicos de fabricação. Historicamente, tem se comprovado que a Eficiência na Produção
tem apresentando melhorias significativas no que tange o desempenho da operação como um
todo. Em função das atuais exigências competitivas do mercado a Empresa vem trabalhando
fortemente visando a redução de custos e simultaneamente para tornar mais confiáveis e
menores lead-times dos produtos fabricados.
Cabe ressaltar que apenas o conhecimento de abordagens modernas para a gestão da
produção não garante o sucesso e o diferencial em termos de competências centrais para a
Empresa. O que assegura este diferencial consiste na estruturação e na aplicação prática
destes conceitos, trazendo benefícios e ganhos objetivos para a Empresa como um todo. Ou
seja, a literatura e os treinamentos nestas abordagens estão, ao menos teoricamente, ao
alcance de todos. Porém, a adequação e aplicação destes conceitos na realidade de cada
organização necessariamente precisam ser construídas em conjunto com os profissionais
envolvidos e de maneira sistêmica, estruturada e voltada para os resultados. A análise do caso
da Randon aponta para a necessidade de aplicação estruturada, sistêmica e com ampla
230
participação dos profissionais envolvidos – na forma de trabalho em equipes - do STP/TOC,
ampliando as abordagens de gestão comumente utilizadas na Empresa.
Ainda, é possível identificar uma outra competência central da Empresa no que diz
respeito ao setor e as atividades que envolvem a Ferramentaria. Esta competência pode ser
evidenciada através de três razões principais. A primeira consiste na facilidade proporcionada
pela Ferramentaria no que diz respeito ao desenvolvimento dos produtos e processos de todas
as linhas da Empresa. Ou seja, a Ferramentaria exerce o papel fundamental de suporte para o
desenvolvimento de novos produtos e processos, viabilizando desta forma, o início do regime
de produção para estes novos itens. A segunda razão diz respeito às ações fundamentais para a
flexibilização das linhas de montagem/montagem final e da Caldeiraria. Basicamente, as
ações envolvendo a Ferramentaria da Randon têm contribuído significativamente para
aumentar a flexibilidade do sistema produtivo, de modo a impactar positivamente no
atendimento das variações na demanda de mercado (por exemplo, desenvolvimento de
gabaritos e dispositivos visando reduzir os tempos de preparação na linha de CS/GR). Por
fim, pode-se apontar a terceira razão para se considerar a Ferramentaria como uma
competência central da Empresa o fato de que este setor contribui para o desenvolvimento de
muito conhecimento interno intrínseco da Empresa, uma vez que o know-how para fabricação
dos produtos da Randon permanece sob domínio tecnológico da própria Empresa. Ou seja, a
Ferramentaria mantém uma busca constante pelo desenvolvimento dos melhores gabaritos,
ferramentas, equipamentos para a fabricação dos produtos Randon.
Assim sendo, pode-se analisar as competências centrais da Empresa a partir de dois
aspectos gerais: a “validade” das competências centrais atualmente em questão e a
necessidade de se tratar as competências centrais de maneira específica, ou seja, por linha de
produtos.
231
Basicamente, tanto as competências centrais envolvendo a Engenharia de Produto, a
Eficiência na Produção e a Ferramentaria por si só parecem não garantir, no futuro, o
diferencial competitivo da Randon Implementos como um todo. As competências centrais da
Empresa não só podem necessitar ser repensadas do ponto de vista agregado (para toda a
Empresa) como também parece ser necessário iniciar uma análise mais focalizada, instituindo
competências centrais específicas para as linhas de produtos. Esta necessidade pode ser
observada, uma vez que os mercados que os produtos fabricados pela Randon competem são
consideravelmente distintos, o que provavelmente venha a requerer a construção de
estratégias e competências distintas por linhas de produto34.
Por fim, ainda é possível relacionar mais duas competências atualmente observadas na
Randon Implementos. A primeira diz respeito à competência em atender competitivamente
toda a faixa de produtos para implementos rodoviários. Esta competência é observada na
medida em que apenas a Randon Implementos produz toda a linha de produtos do mercado
nacional. Quando se considera o mercado externo, esta característica pode ser ressaltada, uma
vez que os grandes fabricantes no exterior tendem a apresentar uma produção bem mais
focalizada em apenas algumas linhas de produtos, quando não apenas em um produto
específico. Neste sentido, a flexibilidade de atender toda a faixa de produtos do mercado de
forma competitiva pode ser considerada uma competência central da Empresa. De forma
geral, os fabricantes que concorrem com a Randon no mercado interno tendem a procurar
posições competitivas associados a obtenção de custos menores e preços mais competitivos,
porém não apresentam a flexibilidade em atender todo o mercado de carretas.
A segunda diz respeito à competência em compras, uma vez que a Empresa possui um
poder de barganha maior dos que os concorrentes, principalmente devido ao volume adquirido
da matéria-prima aço. Ou seja, pelo fato de realizar compras em grandes volumes de
34
Uma abordagem visando discutir as Competências Centrais necessárias para cada linha de produto de forma
específica pode derivar da análise das diferentes RVOs das mesmas o que será feito no item seguinte.
232
materiais, a Empresa adquire um poder de barganha que é usado para forçar a prática de
preços menores de compras. Além disso, outro aspecto consiste na possibilidade dos
profissionais de compras também apresentarem uma expertise diferenciada para a atividade de
compras. Porém, este último ponto é de difícil medição. Este ponto pode ser considerado uma
competência central da Empresa.
5.3 Aspectos Genéricos da Empresa e Específicos das Linhas
A Figura 99 apresenta os aspectos genéricos da Empresa e específicos das linhas de
produto, como se segue:
233
Atividades da RVO
CS/GR
ASPECTOS
MERCADOLÓGICOS
(Exigências do mercado e
pressão da concorrência)
DESENVOLVIMENTO
DE PRODUTOS
(Produto, Processo)
SUPRIMENTOS
(integração vertical, relação
com fornecedores)
Aspectos Específicos da Linha
TQ CO
Vagão Ferroviário
Volume de produção
crescente no mercado
nacional
Participação crescente
do CS/GR no mercado
de
implementos
rodoviários
Principal produto da
Randon em termos de
volume de produção e
participação
Randon
perdendo
market-share ao longo
do tempo
Desenvolvimento
de
itens para exportação
em CKDs
Engenharia de Produto
focada
Kanban
Interno
(Almoxarifado e Linha)
Custo de matéria-prima
é
muito
elevado
(primeiro dos 3)
PRODUÇÃO
Supervisão do chão-de(capacidade,
instalações,
fábrica
tecnologia de processo, Mão-de-obra
direta
sistemas de gestão)
Aspectos Genéricos da Empresa
(Empresa)
Volume de produção
com pequena taxa de
crescimento no mercado
nacional
Participação
decrescente do TQ CO
no
mercado
de
implementos
rodoviários
Randon conquistando
market-share
Volume de produção
crescente no mercado
nacional
Demanda centralizada em
poucos clientes
Pouco
volume
de
produção e participação
com relação aos demais
produtos da Empresa
Randon
conquistando
market-share
Alto custo com frete de transporte
Setor de Marketing (exceto Vagões)
Setor de Vendas (exceto Vagões)
Necessidade constante
de maior qualidade dos
produtos
Itens de segurança
Desenvolvimento
de
itens para exportação
em CKDs
Engenharia de Produto
focada,
porém
compartilhada
com
outros TQ
Custo de matéria-prima
é
muito
elevado
(segundo dos 3)
Itens de segurança
Necessidade
de
desenvolvimento
dos
componentes dos truques
Engenharia de Produto
dedicada
A Inovação de produto e processo é um
dos critérios relevantes para melhorar
todas as linhas de produtos da Randon
Matéria-prima específica
para o segmento
Fornecedores específicos
para o segmento
Custo de matéria-prima é
muito elevado (terceiro
dos 3)
Supervisão do chão-defábrica
Mão-de-obra direta (chão-
Supervisão do chão-defábrica
Mão-de-obra
direta
Planejamento de Compras pelo MRP
Planejamento da Produção pelo MRP
Setor de Suprimentos
Setor de Compras (exceto Vagões)
Setor
de
Desenvolvimento
de
Fornecedores
Indicador de Desempenho: Eficiência
da Mão-de-Obra
Diretoria de Operações
234
(chão-de-fábrica)
Capacidade < Demanda
Produção de itens para
CKDs
Nível
elevado
de
entregas no prazo
Fábrica
SemiFocalizada (Montagem
e Montagem Final)
DISTRIBUIÇÃO
(visão estratégica, custos,
distribuição)
SERVIÇOS AGREGADOS
(garantia,
assistência
técnica,
try-outs,
informações, consultoria)
ASPECTOS GENÉRICOS
PARA
TODAS
AS
ATIVIDADES DA RVO
DA EMPRESA
Entrega na expedição
da Randon
Responsabilidade
do
Cliente
Venda direta ao cliente
apenas
na
Randon
(fábrica)
Peças de reposição sob
responsabilidade
do
setor de Pós-Venda
Serviços de pós-venda
sob responsabilidade do
setor de Pós-Venda
(chão-de-fábrica)
Capacidade < Demanda
Mão-de-obra
especializada (solda)
Produção de itens para
CKDs
Nível médio de entregas
no prazo
Fábrica
SemiFocalizada (Montagem
e Montagem Final),
porém compartilhando
com demais tipos de TQ
Alguns recursos da
Caldeiraria
são
dedicados
Entrega na expedição
da Randon
Responsabilidade
do
Cliente
Venda direta ao cliente
apenas
na
Randon
(fábrica)
Peças de reposição sob
responsabilidade
do
setor de Pós-Venda
Serviços de pós-venda
sob responsabilidade do
setor de Pós-Venda
de-fábrica)
Capacidade > Demanda
Nível elevado de entregas
no prazo
Fábrica Semi-Focalizada
(Montagem e Montagem
Final)
Entrega no Cliente
Responsabilidade
da
Randon
Venda direta no Cliente
(projetos)
Setor de Expedição (exceto Vagões)
Gerência de Operações
Setor de Caldeiraria
Setor de Pintura
Setor de Ferramentaria
Setor de Manutenção
Setor de Recursos Humanos
Peças de reposição sob Setor de Pós-Venda (exceto Vagões)
responsabilidade
da
Engenharia e Produção do
Negócio Ferroviário
Serviços de pós-venda sob
responsabilidade do setor
de Engenharia do Negócio
Ferroviário
Programa PARTICIPANDO – Metas Coletivas e Específicas
Processos de Capacitação Tecnológica (Grupo heterogêneo, porém o foco é na melhoria dos Sistemas Produtivos)
MDE – Módulo de Desenvolvimento de Equipes
Figura 99 - Aspectos Genéricos e Específicos das RVOs
Fonte: Autor
235
Cabe ressaltar que além da segmentação envolvendo aspectos genéricos da Empresa e
específicos das linhas de produtos, a Figura 99 apresenta ainda alguns aspectos genéricos que
englobam todas as atividades da RVO: aspectos mercadológicos; desenvolvimento de
produtos; suprimentos; produção; distribuição; e serviços agregados.
Basicamente, é possível salientar algumas características específicas de cada linha de
produto e a alocação dos setores administrativos e produtivos ao longo da cadeia de valor. Por
exemplo, em se tratando dos setores de Marketing e Vendas, pode-se observar que estes são
alocados para a Empresa como um todo, não apresentando atividades específicas para cada
linha de produto. Em contrapartida pode-se dizer que existe uma semi-focalização na
atividade de produção da RVO das três linhas de produtos. Esta focalização em termos da
atividade de produção não é completa, uma vez que apenas as linhas de montagem e
montagem-final são contempladas em cada RVO específica e os setores de Caldeiraria e
Pintura são genéricos para todas as linhas de produtos. Esta falta de focalização nos setores de
Caldeiraria e Pintura gera conseqüências em diversos pontos da RVO, principalmente no que
tange as questões associadas ao PPCPM. Uma das principais dificuldades do setor de PPCPM
da Empresa consiste na complexidade observada em termos da necessidade de sincronização,
seqüenciamento e priorização. Ou seja, com um elevado mix de produtos compartilhando os
mesmos recursos (no caso da Pintura e da Caldeiraria), a tendência é aumentar os problemas
associados com a capacidade de produção e nos lead-time dos produtos. Esta situação ocorre
devido à complexidade de se gerar uma programação confiável, o que acarreta em um
aumento dos tempos de espera dos produtos ao longo do fluxo produtivo.
Outro exemplo relevante consiste na atividade de distribuição, uma vez que, com
exceção da linha de vagões ferroviários, para todas as demais linhas da Empresa, os produtos
finais são entregues ao cliente no próprio pátio da Empresa, passando-se então a
responsabilidade para os clientes. Conforme pode ser observado, para o caso dos vagões
236
ferroviários, o produto é entregue diretamente no cliente, permanecendo sob responsabilidade
da Empresa até a concretização da entrega.
Ainda, pode se observar que existe uma tendência de focalização das linhas de
produtos, em se tratando das atividades de produção. Porém, parece não existir indícios que
esta focalização na fábrica deverá avançar para o conceito de SBUs. Como mencionado, para
se tornar uma SBU, as linhas de produtos deveriam contemplar mais amplamente as outras
atividades da RVO, ou seja: aspectos mercadológicos, desenvolvimento de produtos,
suprimentos, distribuição e serviços agregados35. Neste momento cabe ressaltar a necessidade
da separação entre aspectos práticos e aspectos da estrutura organizacional. Na prática pode se
ter
recursos
dedicados
para
uma
determinada
linha
de
produtos
mesmo
que
organizacionalmente estes recursos estejam alocados em outro setor. Por exemplo, para o caso
do desenvolvimento de produtos, a linha CS/GR possui engenheiros dedicados para os
produtos desta linha. Porém, estruturalmente, eles não estão alocados sob responsabilidade do
negócio CS/GR. Da mesma forma, para a grande maioria dos produtos os serviços envolvidos
estão sob responsabilidade de um setor estruturalmente separado, porém possuindo recursos
dedicados para as linhas de produtos. Para o caso dos Vagões Ferroviários, conforme
mencionado, os serviços agregados são de responsabilidade da própria linha, não estando
estruturalmente organizados em um setor separado.
A linha de vagões ferroviários se assemelha mais com uma SBU, uma vez que
diversas atividades da RVO estão contempladas na linha, como desenvolvimento de produtos,
suprimentos, distribuição e serviços agregados, além evidentemente da semi-focalização da
fábrica. Aqui, também a focalização da fábrica se dá apenas no âmbito da linha de montagem
e montagem final. Esta semi-focalização permite um avanço em termos das linhas de
montagem e montagem final, uma vez que possibilita uma maior agilidade e velocidade em
35
Cabe ressaltar que todas as atividades envolvidas com as questões financeiras são tratadas de maneira
agregada e para a Empresa como um todo, não existindo recursos financeiros dedicados para linhas específicas
de produtos.
237
termos de lead-time e no que tange questões associadas com a diminuição da necessidade de
trocas constantes na linha, ou seja, tende a diminuir o número de setups. Porém, apesar deste
avanço, a não focalização em termos de Caldeiraria e principalmente do setor de Pintura, pode
acabar por prejudicar significativamente o lead-time dos produtos, uma vez que as questões
associadas ao seqüenciamento e priorização das atividades (produtos) nos recursos da Pintura.
Do prisma do autor deste trabalho, parece importante pontuar que um
encaminhamento processual no sentido da constituição das SBUs em toda a Empresa é um
caminho estratégico interessante de ser perseguido. O argumento central desta proposição
consiste em perceber as diferenciações significativas em termos dos mercados de atuação da
Empresa. Tratar a questão a partir da noção de SBUs, formal ou informalmente, sugere a
possibilidade de montar uma estrutura de gestão – envolvendo as diferentes funções e áreas
Administrativas: Marketing, Vendas, Engenharia de Produto, Engenharia de Processo,
Produção, Distribuição, Assistência Técnica - que possa construir processualmente uma visão
cada vez mais sistêmica e estruturada dos trabalhos a serem desenvolvidos com foco no
atendimento das necessidades, atual e futura, específicas dos diferentes mercados a serem
atendidos. Para isso a análise das RVOs por SBU pode ser um ponto de partida eficaz. No
entanto, a constituição das SBUs pode acarretar duas conseqüências essenciais necessários de
serem explicitados: i) uma perda da noção do ‘todo’ da Empresa; ii) a sub-otimização dos
recursos produtivos a partir de uma perspectiva econômica. Neste sentido, tal percepção no
caminho da descentralização da gestão, não implica dizer que todas as atividades devam ser
descentralizadas. Por exemplo, as decisões estratégicas relativas à marca, as finanças –
incluindo a seleção geral dos investimentos na Empresa – e o setor de compras de grande
volume (exemplo: compra de aço), por sua característica sistêmica, relacionado ao poder da
Empresa (exemplo: compra de aço) e totalizante provavelmente – hoje e no futuro –
necessitam de centralização. Também, porém agora no âmbito operacional, existem
238
dificuldades técnicas objetivas que impedem, ou tornam ineficaz do prisma econômico, a
descentralização dos recursos. É o caso, por exemplo, a certas atividades ligadas ao PPCPM e,
mais amplamente, a aspectos relativos à produção em si como a Pintura e a Caldeiraria. Sendo
assim, um direcionamento processual para as SBUs parece possível de ser realizado na
Empresa sem, no entanto, descaracterizar as vantagens derivadas da centralização – o que
implica em realizar um conjunto de atividades, a serem parcimoniosamente consideradas, do
prisma centralizado – ou seja, considerando a Empresa como um todo.
Na base da Figura 99 são apresentados alguns aspectos genéricos para todas as
atividades da RVO da Empresa. Estes aspectos podem apresentar uma ênfase em
determinadas atividades, porém abrangem a Empresa como um todo. Por exemplo, na Figura
99 são relacionados três pontos: i) Programa Participando; ii) Processo de Capacitação; e iii)
Programa MDE. O Programa Participando compreende as metas coletivas e específicas para
todos os setores da Empresa e, desta forma, envolvem todas as atividades da RVO. O
Processo de Capacitação Tecnológica engloba um grupo heterogêneo de profissionais de
diversos setores. Porém, a ênfase dos trabalhos é direcionada para a Engenharia da Produção,
focando-se no sistema produtivo. Desta forma, apesar do foco na atividade de Produção, o
Processo de Capacitação Tecnológica envolve todas as atividades da RVO da Empresa. Por
fim, o Programa MDE busca desenvolver e treinar todos os funcionários da Randon
Implementos, com o objetivo de criar e desenvolver o caráter de trabalho em equipe para
todos os setores da Empresa. Assim, também envolve todas as atividades da RVO da
Empresa.
5.4 Pontos de Alavancagem e Pontos a Melhorar
A Figura 100 inicia a análise dos pontos de alavancagem das linhas de produtos em
questão:
239
Atividades da RVO
Aspectos Específicos da Linha
CS/GR
TQ CO
Vagão
Ferroviário
ASPECTOS
MERCADOLÓGICOS
DESENVOLVIMENTO
DE PRODUTOS
SUPRIMENTOS
PRODUÇÃO
DISTRIBUIÇÃO
SERVIÇOS AGREGADOS
Figura 100 - Pontos de Alavancagem das Linhas de Produtos
Fonte: Autor
Analisando-se a Figura 100, observa que para a Linha CS/GR foi apontado como
possível ponto de alavancagem as atividades envolvendo a questão de suprimentos. Esta
observação é importante devido ao elevado percentual do custo de matéria-prima em relação
ao preço de venda dos produtos CS/GR. Ou seja, neste sentido a atividade de suprimentos é
bastante relevante uma vez que os materiais representam uma parcela muito elevada no custo
do produto. Por se tratar desta característica, todas as melhorias e benefícios relacionados com
a diminuição do custo dos materiais exercem impacto direto no ganho individual do produto,
ou seja, preço de venda menos custos de materiais. As melhorias na questão de suprimentos
podem fazer com que os produtos CS/GR possam inclusive apresentar uma diminuição no seu
240
preço de venda e desta forma auxiliar na recuperação da participação no mercado de produtos
CS/GR.
Com relação à Linha TQ CO, elege-se como ponto de alavancagem uma questão que
vem sendo tratada estrategicamente pela Empresa ao longo dos anos, principalmente no que
tange a esta linha específica. Este ponto consiste no critério de inovação de produto. Esta
questão pode ser observada quando da análise de alguns indicadores internos da Empresa,
principalmente com relação ao tempo médio de desenvolvimento/lançamento de um novo
produto e pela elevada carga de trabalho desta engenharia de produto. O setor de
desenvolvimento de produto direciona bastante esforço para o lançamento de produtos
inovadores, como forma de manter o crescimento constante no que tange a participação de
mercado. Conforme mencionado no estudo de caso, mais recentemente a Linha Safety Plus
surge como um diferencial inovador para o mercado de transporte de líquidos. Além de se
preocupar com o avanço em termos de design, os profissionais responsáveis pelo
desenvolvimento de produto precisam manter uma constante atualização em termos dos itens
de segurança para os produtos TQ CO. Esta situação sempre é crítica, na medida em que o
principal produto transportado pelos TQ CO são líquidos inflamáveis. A Randon
Implementos, como líder de mercado neste segmento, tem a responsabilidade intrínseca de
inovar continuamente com seus produtos, com o intuito de manter a elevada participação
neste mercado.
Em se tratando das exportações dos produtos TQ CO, a Engenharia de Produto
também exerce um papel fundamental no que tange às adequações e alterações necessárias
para atender as legislações dos países importadores, bem como as exigências diferenciadas de
cada cliente externo.
Para o caso da Linha de Vagões Ferroviários, por se tratar de um produto muito
recente na realidade da Randon, as possibilidades de melhorias podem ser visualizadas em
241
praticamente todas as atividades da RVO desta linha. Esta afirmação é verdadeira, uma vez
que o negócio ferroviário vem sendo estruturado ao longo do tempo e suas atividades e
setores estão sendo melhorados ao mesmo tempo em que suas atividades funcionais estão
sendo desenvolvidas. Um ponto de alavancagem consideravelmente importante consiste na
atividade de desenvolvimento de produtos. Como a linha em questão é recente, o produto em
si ainda não está totalmente definido, uma vez que a Empresa vem se adequando
continuamente conforme demanda do mercado. Assim, há uma necessidade pela busca da
padronização dos componentes e itens adquiridos. Neste sentido, as questões relacionadas
com o desenvolvimento de produtos exercem um papel fundamental para a alavancagem de
melhorias e ganhos para a Empresa. Um componente que poderia trazer ganhos significativos
consiste no desenvolvimento dos truques para os vagões ferroviários. Conforme comentado,
atualmente os componentes para os truques são adquiridos de fornecedores externos e desta
forma, toda a tecnologia do material rodante está fora da responsabilidade da Empresa. Esta
situação diminui a flexibilidade da Empresa frente às exigências de mercado, visto que o
principal concorrente produz internamente todo o conjunto do vagão ferroviário, inclusive os
truques. A situação ainda é agravada pelo fato de que existe uma grande dificuldade para
fornecer para todos os clientes, visto que alguns só podem adquirir vagões com bitolas
específicas, que atualmente ainda não são produzidos pela Randon. Uma alternativa consiste
em buscar ou desenvolver fornecedores para todas as especificações de bitola. Porém, desta
forma ainda a tecnologia permanece com os fornecedores e a dependência da Empresa tende a
persistir.
Em termos da atividade de produção, mais especificamente com relação à capacidade
produtiva, atualmente existe capacidade ociosa para aumentar o volume de produção, sendo
que o principal ponto restritivo consiste nas atividades de vendas. Neste sentido, parece existir
242
a necessidade de um trabalho forte em conjunto com as áreas de desenvolvimento de produtos
e comercial visando à conquista de novos pedidos e clientes.
Analisando-se especificamente o caso da Linha de Vagões Ferroviários, a estrutura
desta linha semelhante a uma SBU tem o objetivo de alavancar estes potenciais pontos de
melhorias e ganhos significativos para a Empresa.
A Figura 101 apresenta uma análise acerca dos pontos a melhorar das linhas de
produtos em questão:
Atividades da RVO
Aspectos Específicos da Linha
CS/GR
TQ CO
Vagão
Ferroviário
ASPECTOS
MERCADOLÓGICOS
DESENVOLVIMENTO
DE PRODUTOS
SUPRIMENTOS
PRODUÇÃO
DISTRIBUIÇÃO
SERVIÇOS AGREGADOS
Figura 101 - Pontos a Melhorar das Linhas de Produtos
Fonte: Autor
Através da Figura 101, se observa que para a Linha CS/GR as atividades envolvendo
a produção podem ser consideradas como sendo o ponto a melhorar. Em se tratando da
atividade de produção pode se salientar que este é um ponto de centralidade uma vez que a
243
capacidade é menor do que a demanda, sendo esta crescente. Conforme mencionado
anteriormente, diversos trabalhos estão sendo desenvolvidos com o objetivo de “abrir”
capacidade nesta linha, de modo a responder às exigências de demanda do mercado. Porém,
este ponto ainda parece ser possível de ser melhorado, uma vez que o mercado está mais
exigente e a Randon Implementos vem perdendo participação no mercado. Desta forma, é
nitidamente necessário aumentar a capacidade de produção desta linha, de modo a atender o
mercado e reconquistar a participação percentual no mercado.
Este aumento de capacidade deve ser acompanhado de uma maior flexibilidade no que
tange à produção, pois apesar do caráter mais padronizado da Linha CG/GR, os lotes de
produtos por pedido são pequenos e desta forma há a necessidade de se adequar
constantemente o fluxo produtivo – a questão das preparações de linha (setups).
Em se tratando da Linha TQ CO, também as atividades envolvendo a produção
poderiam ser alvos de atenção por parte dos profissionais da Empresa. Conforme observado
no decorrer do estudo de caso, ao contrário da Linha CS/GR, a demanda total do mercado de
TQ CO está diminuindo nos últimos anos. Em contrapartida, a participação da Randon
Implementos está aumentando neste mesmo período. Ou seja, parece que as questões
associados à competição se tornam cada vez mais relevantes, uma vez que uma menor
quantidade de unidades está sendo colocada no mercado e os fabricantes precisam competir
por este volume de produção. Assim, as questões associados com capacidade produtiva e
flexibilidade se tornam muito importantes para compor a estratégia de atendimento e
conquista contínua do mercado. As ações relacionadas com a gestão do sistema produtivo de
maneira geral e da capacidade produtiva de forma particular, deveriam ser consideradas para
“abrir” capacidade e permitir uma rápida resposta ao mercado quando necessário. Ou seja,
novamente as questões envolvendo a eficiência operacional (por exemplo, aumento da
capacidade das restrições) essencial para assegurar a liderança do segmento em pauta.
244
Com relação à Linha de Vagões Ferroviários, pode-se apontar a atividade de
distribuição como um ponto possível de ser melhorado. A principal dificuldade consiste na
inexistência de ferrovias ligando Caxias do Sul às demais cidades do Brasil. Este fato
impossibilita a distribuição dos vagões ferroviários produzidos pela Randon, sem a
necessidade de outro veículo para transportar os mesmos. Ocorre que, nos demais
concorrentes, existe uma linha férrea específica que passa literalmente dentro da Empresa,
permitindo que os fabricantes liberem os vagões produzidos diretamente para os clientes. Os
clientes buscam os vagões nos fabricantes e conduzem os mesmos “rodando” na linha férrea
até o seu destino. Esta característica também exerce impacto diretamente na responsabilidade
pela atividade de distribuição. No caso da Randon Implementos a responsabilidade na entrega
e transporte do produto ao cliente é da própria Randon. Ou seja, eventuais problemas
ocorridos no trajeto de transporte são de responsabilidade da Randon. Por outro lado, no caso
dos concorrentes, o cliente, ao retirar o vagão(ões) no pátio do fabricante, assume toda a
responsabilidade pelo transporte do(s) produto(s).
Considerando-se a RVO no nível de empresa, é possível salientar alguns pontos
significativos no que tange a busca por uma maior agregação de valor na RVO frente aos
resultados obtidos pela Empresa. Assim, nos parágrafos seguintes busca-se discutir
sucintamente estes aspectos.
Para as atividades envolvendo as questões mercadológicas pode se salientar a
necessidade de um constante acompanhamento no que diz respeito às condições de mercado,
tanto nacional como no exterior. Através de pesquisas e dados oficiais pode-se manter o
mercado sob constante observação, de modo a perceber potenciais oportunidades e riscos
envolvidos no mercado. Desta forma, clientes, fornecedores, concorrentes, governos,
precisam ser estudados e analisados de forma a trazer benefícios para a Empresa como um
todo.
245
Em se tratando das atividades de desenvolvimento de produto, como a Empresa
apresenta uma característica de atender uma ampla linha de produtos e de diversos modelos e
especificações, as questões envolvendo esforços contínuos em direção à padronização são
relevantes. Neste momento, um ponto de discussão consiste na possibilidade de se trabalhar
mais amplamente com o conceito de modularização, uma vez que desta forma a Empresa
poderia atender os pontos externos em termos de exigências de mercado e as questões internas
com relação à necessidade de um maior nível de padronização. Além disso, por ser uma
empresa líder no mercado de implementos rodoviários, existe uma tendência constante em se
esperar pelas inovações que os produtos da Randon Implementos podem trazer ao mercado
nacional como um todo. Assim, este consiste em outro importante fator que deve ser
considerado quando da análise da RVO da Empresa.
Um dos aspectos que surge de maneira significativa em termos de empresa consiste
nas questões envolvidas com a atividade de suprimentos, representando um ponto passível
de alavancagem e melhorias. Esta afirmação se dá pois, apesar da Linha CS/GR apresentar o
maior percentual do custo de matéria-prima em relação aos demais produtos, as demais linhas
também apresentam elevado percentual de matéria-prima com relação ao preço de venda dos
produtos. Assim, as melhorias nesta atividade podem contribuir significativamente para a
Empresa como um todo. Dentre outras, as seguintes ações poderiam ser implementadas: i)
adoção da abordagem da MPEM (discutida sucintamente no Capítulo 2), como forma de
melhorar a gestão acerca dos materiais produtivos da Randon Implementos como um todo; ii)
reavaliar e atualizar a lógica de gestão e os procedimentos para seleção e qualificação de
fornecedores; iii) ampliar a implementação Kanban interno entre almoxarifado e linhas de
montagem e montagem final para os demais produtos; iv) ampliar a utilização do Kanban
Eletrônico para o número mais amplo possível de fornecedores. Cabe ressaltar que estas ações
potencialmente podem exercem impacto positivo em vários critérios competitivos, entre os
246
quais pode se citar: i) custos, uma vez que indiscutivelmente as ações devem contribuir para a
redução dos custos da operação; ii) qualidade, no sentido em que tanto a lógica de
fornecimento como os itens adquiridos devem ser melhorados; iii) velocidade ou lead-time,
no sentido em que melhorando-se as questões associadas à sincronização (Kanban), a
tendência é que diminuir o tempo de esperas e desta forma o lead-time total dos produtos.
Em termos da atividade de produção para a RVO da Empresa, pode-se dizer que uma
questão que possivelmente traria melhores benefícios para a Empresa, consiste em melhorar a
gestão das restrições. Esta ação permitira um avanço no sentido de melhorar a medição e
acompanhamento da real capacidade fabril, buscando gerir os recursos produtivos da melhor
maneira possível, considerando-se para tal as limitações e restrições do sistema produtivo da
Empresa. Atualmente, pela divisão da linha de montagem em boxes de operações, os
trabalhos realizados no sentido de melhorar a eficiência da linha já buscam priorizar os
recursos críticos. A partir da identificação do boxe restritivo, as ações de melhorias são
direcionadas para estes recursos.
Ainda com relação à atividade de produção, pode-se salientar que a complexidade
envolvendo as atividades de PPCPM poderiam ser minimizadas com a utilização de modernas
ferramentas para programação da produção. Assim, esta complexidade, agravada pelo
compartilhamento de recursos como no caso dos setores de Caldeiraria e Pintura, poderia ser
tratada e gerenciada com avançados sistemas especialistas de produção, tais como a
Programação Fina de Produção. Pelo caráter sistêmico embutido em ferramentas deste tipo,
um maior número de variáveis, cenários, produtos, recursos podem ser visualizados ao mesmo
tempo. Isto tende a permitir um gerenciamento amplo do conjunto de restrições do sistema de
produção da Empresa. Este gerenciamento melhorado pode contribuir significativamente para
aumentar a flexibilidade, uma vez que os recursos serão gerenciados mais eficazmente
podendo aumentar a capacidade da linha. Outra melhoria consiste na possibilidade de
247
diminuição do lead-time dos produtos, através da redução do tempo de esperas proporcionada
pela melhor sincronização e seqüenciamento das atividades.
Para a atividade de distribuição, uma característica que parece ser crítica consiste na
dificuldade em se transportar o produto fabricado pela Empresa. Com exceção da Linha de
Vagões Ferroviários, o cliente busca o produto na própria Randon. Ou seja, quanto mais longe
o cliente estiver localizado maiores são as dificuldades para se vender e entregar o produto ao
cliente. Assim, aumentando-se a exportação principalmente a partir da adoção dos CKDs,
deve-se repensar na melhor estratégia de distribuição para a Empresa, de modo a minimizar os
custos envolvidos e atender às exigências do cliente da melhor maneira possível.
Analisando-se a RVO da Empresa do ponto de vista das atividades envolvendo
serviços agregados, pode se observar que existem oportunidades no que tange o aumento da
participação no mercado de peças de reposição, por exemplo, uma vez que grande parte das
peças repostas no mercado não são peças originais Randon. Além disso, todo o serviço que
possa ser melhorado ou adicionado para o cliente final é bem visto, na medida em que estes
serviços podem ser entendidos como garantia de bons produtos e no bom atendimento ao
consumidor.
5.5 Considerações Finais a Respeito da Relação Entre a Análise das RVOs e das
Competências Centrais
A partir das discussões anteriores, parece ser lógico afirmar que algumas competências
centrais devem ser percebidas a partir da noção da Empresa como um todo e outras a partir
das linhas de produtos e/ou das unidades de negócios.
Levando em consideração as substanciais diferenças nas condições competitivas do
mercado – normas de concorrência – parece necessário que a Empresa em foco tem a
necessidade de ampliar uma análise de suas competências centrais, historicamente construídas
248
hegemonicamente com uma visão da Empresa como um todo, levando em consideração a
necessidade das diferentes linhas. Por exemplo, em termos de competências específicas da
linha, pode-se dizer que a Linha TQ CO apresenta as questões associadas à inovação de
produto como uma competência central mais acentuada em relação às demais linhas de
produtos analisadas neste trabalho. Da mesma forma, no caso da Linha de Vagões
Ferroviários, uma competência central que poderia ser desenvolvida consiste na análise e na
melhoria das questões associadas com a distribuição do produto em questão.
249
6
CONCLUSÕES, LIMITAÇÕES E RECOMENDAÇÕES PARA TRABALHOS
FUTUROS
Este capítulo tem por objetivo apresentar os seguintes pontos: i) as principais
conclusões da dissertação; ii) os limites da presente pesquisa; iii) as sugestões e
recomendações para trabalhos futuros.
6.1 Conclusões
Na seqüência são apresentadas as principais conclusões possíveis de serem obtidas do
trabalho realizado:
a. Conclusões relativas ao Método Proposto de Estratégia de Produção: Para o
desenvolvimento do método de estratégia de produção utilizado nesta pesquisa,
partiu-se do método proposto por Hayes et al. (2005) e apresentando na Figura
20 deste trabalho. Porém, acredita-se que o método proposto por Hayes et al.
(2005) não compreende completamente questões significativas no que diz
respeito principalmente à RVO e as competências centrais da Empresa e das
unidades estratégias de negócios. Portanto, buscou-se adaptar o método
proposto pelos autores de modo a incorporar estas novas questões.
Primeiramente, buscando representar a realidade da Empresa foco do Estudo
de Caso, optou-se por trocar a denominação de “Estratégia Corporativa de
250
Produção” para “Estratégia de Produção da Empresa” e as “Unidades
Estratégicas de Negócios” para “Linha de Produtos”. Isto foi necessário, uma
vez que para o caso da Randon Implementos, um outro trabalho a ser
desenvolvido poderia considerar o Grupo Corporativo e as empresas do Grupo.
Para o caso desta dissertação, a unidade de análise é apenas uma empresa do
Grupo – A Randon Implementos. Em um segundo momento, inseriu-se a
noção de atividades da RVO em substituição ao conceito de categorias de
decisão. Esta proposição deriva da noção de cadeia de valor que parece mais
robusta e sistêmica do que a noção de categorias de decisão, que agora estão
consideradas ao longo das atividades da RVO. Desta forma, todas as atividades
poderiam ser analisadas a partir do ponto de vista das linhas de produtos
específicas e da Empresa como um todo. Na seqüência, incorporou-se a análise
das competências centrais genéricas da Empresa e das competências centrais
específicas de cada linha de produto. Estas adaptações permitiram desenvolver
a análise do Estudo de Caso de forma mais consistente e completa, buscando
tratar das questões relevantes para a pesquisa e para a teoria acerca da
estratégia de produção.
b. Conclusões relativas ao Estudo de Caso em si: Para o desenvolvimento do
Estudo de Caso propriamente dito, partiu-se da teoria e do método de estratégia
de produção propostos no âmbito do referencial teórico em questão. Em um
primeiro momento buscou-se apresentar a Empresa como um todo,
relacionando as principais questões genéricas para todas as linhas de produtos,
bem como uma descrição das atividades da RVO Corporativa (Empresa). Em
um segundo momento, além de apresentar os principais aspectos específicos
relacionados com cada linha de produto em particular, seguiu-se também a
251
descrição das atividades da RVO e da cadeia de valor sob a perspectiva
específica de cada linha de produto. Em termos da Empresa como um todo
pode-se concluir que historicamente a Empresa tem tratado as questões
associadas com a estratégia de produção de maneira agregada para todas as
linhas de produtos. Ainda, em se tratando das competências centrais, também é
possível afirmar que o foco da Randon sempre esteve voltado para a Empresa
como um todo, não diferenciando as competências centrais específicas para as
linhas de produtos. Resumidamente, as competências centrais da Empresa
sempre estiveram fortemente relacionadas, de maneira genérica, com as
questões associadas à Engenharia de Produção, Eficiência na Produção e
Ferramentaria. Ainda, puderam-se observar competências relacionadas com as
atividades de compras e com o atendimento de uma ampla faixa de produtos do
segmento industrial em questão. Em se tratando das linhas de produtos em
particular, puderam-se identificar alguns pontos de alavancagem possíveis de
serem implementados e gerarem benefícios e ganhos significativos:
No caso específico da linha CS/GR, pode-se apontar as questões
associadas com o setor de suprimentos como àquelas possíveis de
serem aperfeiçoadas e apresentarem resultados melhores e mais
consistentes. As matérias-primas são tão importantes para a linha
CS/GR no sentido em que, na composição de custos dos produtos
CS/GR, os custos com materiais são substancialmente elevados;
Para a linha TQ CO e para a linha de Vagões Ferroviários, o principal
ponto de alavancagem identificado
consiste na atividade de
desenvolvimento e engenharia de produto. Para o caso específico dos
produtos TQ CO, o desenvolvimento de produto é importante no
252
sentido em que o critério competitivo mais relevante diz respeito às
questões associadas com a inovação de produto, uma vez que esta
dimensão competitiva representa um diferencial de mercado em favor
da Randon Implementos;
Em se tratando da linha de Vagões Ferroviários, as atividades de
desenvolvimento
de engenharia de produto
representam
uma
possibilidade de alcançar ganhos e benefícios consistentes no médio e
longo prazo. Esta afirmação parece consistente uma vez que se trata de
um produto muito recente na realidade da Empresa. Neste sentido,
todas as ações no sentido de inovar, melhorar e tornar o produto um
diferencial de mercado, podem repercutir em ganhos futuros
substanciais em termos de participação no mercado de vagões
ferroviários. Além disso, outros tipos/modelos de vagões ferroviários
ainda podem ser desenvolvidos e fabricados pela Randon Implementos,
como no caso do Vagão Tanque.
Além dos pontos de alavancagem, também foram identificados alguns pontos a
melhorar em cada uma das três linhas analisadas na presente pesquisa.
Resumidamente, para os produtos CS/GR e TQ CO, as atividades envolvendo
a Produção foram identificadas como pontos passíveis de serem melhorados,
uma vez que para as duas linhas de produtos existe a necessidade de avançar
no sentido de elevar a capacidade produtiva utilizando as melhores práticas
ligadas ao STP e TOC. No caso da CS/GR a questão é ainda mais crítica, pois
a Empresa vem perdendo participação no mercado nos últimos anos. Quanto à
linha de Vagões Ferroviários, um ponto a ser melhorado consiste na atividade
de distribuição, uma vez que, frente aos concorrentes, a Randon Implementos
253
enfrenta mais dificuldades para entregar o produto ao cliente final. Retomandose a discussão acerca das competências centrais, foi constatado ser de suma
importância levar em consideração as competências específicas de cada linha
de produto, uma vez que principalmente as características de mercado são
distintas, dependendo do mercado em questão. Por fim, cabe ressaltar que o
Estudo de Caso também apontou para a potencialidade de se avançar
processualmente no sentido de transformação das linhas de produtos em SBUs,
mantendo-se as vantagens significativas relacionadas com as atividades
genéricas da Empresa.
c. Conclusões acerca da relação entre o Método e o Estudo Caso: Por fim,
concluindo-se em termos da relação observada entre o método teórico proposto
da estratégia de produção e o Estudo de Caso em si, pode-se salientar a
necessidade de se realizar uma análise da estratégia de produção segundo dois
focos distintos e complementares. O primeiro foco consiste na análise da
estratégia de produção enquanto um aspecto genérico para toda a Empresa.
Neste sentido, este primeiro ponto é importante, uma vez que existem questões
e características que são comuns em termos corporativos (ou seja, para a
empresa com um todo) e desta forma devem ser identificados a partir de uma
perspectiva macro da Empresa. O segundo foco, essencial para a compreensão
estratégica da Empresa, consiste na análise da estratégia de produção levando
em consideração as características e especificidades de cada linha de produto
em particular. A partir da constatação de que diferentes linhas de produtos
podem competir de acordo com diferentes critérios competitivos e
características de mercado, uma análise detalhada e focada na linha de produto
é necessária para se identificar, analisar e tratar as questões específicas no
254
âmbito da linha de produto. Neste sentido, os dois focos de análise direcionam
os esforços para compreender a Empresa como um todo, a partir de uma interrelação permanente entre as partes – as unidades focalizadas/unidades de
negócio – e o todo – a Empresa. O caminho para esta compreensão é seguido
através destas duas análises com focos distintos (empresa e linhas de
produtos), porém complementares e inter-relacionados, no sentido em que é
necessário considerar as duas perspectivas para que se possam analisar todos
os aspectos envolvidos em termos da formulação e implantação da estratégia
de produção.
6.2 Limitações
Em termos de limitações da presente pesquisa parece conveniente ressaltar os
seguintes pontos:
a. As limitações inerentes a utilização do método de Estudo de Caso não leva em
consideração a possibilidade da participação de um Grupo de profissionais da
Empresa para a aplicação processual dos conceitos teóricos propostos neste
trabalho. A utilização de um método alternativo – Pesquisa-Ação – permitiria
avançar no sentido de uma participação efetiva dos grupos internos da Empresa
para a validação da abordagem teórica proposta. As conclusões do caso em si
poderiam ser mais ricas e consensadas, caso fosse possível e exeqüível a realização
de estudos em estratégia de produção utilizando o método da Pesquisa-Ação.
b. Também existem limitações relacionadas com a impossibilidade de divulgação
completa de algumas das informações obtidas. Caso isso fosse exeqüível, seria
possível enriquecer e ilustrar melhor os resultados obtidos, colocando na redação
do texto um maior e mais rico cabedal de dados e informações.
255
c. A elaboração, desenvolvimento e condução do trabalho estiveram sob única
responsabilidade do pesquisador. Desta forma, as considerações e análises
desenvolvidas ao longo do trabalho são derivadas do ponto de vista e das
contribuições do pesquisador. Assim, caso o presente trabalho fosse desenvolvido
por outro pesquisador ou mesmo por um grupo de trabalho, as análises, conclusões
e considerações específicas do caso poderiam se dar de maneira diferente, a partir
da percepção e do conhecimento prévio de cada profissional envolvido no
processo.
6.3 Recomendações para Trabalhos Futuros
Como sugestões e recomendações para trabalhos futuros podem-se relacionar:
a. Formalização de um método geral, partindo do conceito geral desenvolvido nesta
dissertação, objetivando desenvolver a estratégia de produção em empresas que
possuam várias unidades de negócios, formalizadas ou não;
b. Aplicação dos conceitos gerais propostos nesta dissertação utilizando o método da
pesquisa-ação, visando desenvolver e enriquecer os resultados obtidos nos
trabalhos efetivados. Neste caso, parece possível sugerir que os resultados obtidos
em termos da formulação e implantação da estratégia de produção possam ter
resultados mais válidos em função do inter-relacionamento entre as idéias e
conceitos propostos pelo pesquisador e pelo conhecimento teórico e prático
oriundos do grupo de trabalho inter-funcional que seria formado no âmbito
específico de cada empresa;
c. Estudos visando o desenvolvimento de um método geral com o objetivo de
formular a estratégia de produção em corporações, envolvendo várias empresas e
suas respectivas unidades de negócios/fábricas focalizadas;
256
d. Trabalhos objetivando analisar a estratégia de produção do ponto de vista das
chamadas “Novas Abordagens para Produção” (NAOs – New Approaches to
Operations36) e os seus desenvolvimentos teórico e prático no âmbito das
organizações.
36
Termo utilizado por Hayes et al. (2005) para designar técnicas e princípios amplamente utilizados nas décadas
de 80 e 90, para se atingir a manufatura de classe mundial, entre os quais: TQM (Gestão da Qualidade Total), JIT
(Produção Just-In-Time), QFD (Desdobramento da Função Qualidade), CIM (Manufatura Integrada por
Computador).
257
REFERÊNCIAS BIBLIOGRÁFICAS
ALVAREZ, Roberto dos Reis. Setor Automotivo no Rio de Janeiro: uma Análise da
Inserção dos ‘Fabricantes Locais’ de Autopeças na Cadeia Automotiva. Tese (Doutorado
em Ciências em Engenharia de Produção). Universidade Federal do Rio de Janeiro, Rio de
Janeiro, 2004.
ANTUNES, José Antonio Valle; KLIPPEL, Marcelo. Uma Abordagem para o Gerenciamento
das Restrições dos Sistemas Produtivos: A Gestão Sistêmica, Unificada/Integrada e Voltada
aos Resultados do Posto de Trabalho. Encontro Nacional de Engenharia de Produção XXI ENEGEP: Salvador, 2001, Anais.
ANTUNES, José Antonio Valle; ALVAREZ, Roberto dos Reis. Fábricas Focalizadas: Um
Estudo de Caso. Encontro Nacional dos Programas de Pós-Graduação em Administração
– XIX ENANPAD: João Pessoa, 1995, Anais.
ANTUNES, José Antonio Valle. Em direção a uma teoria geral do processo na
administração da produção: Uma discussão sobre a possibilidade de unificação da teoria
das restrições e da teoria que sustenta a construção dos sistemas de produção com
estoque zero. Tese (Doutorado em Administração). Universidade Federal do Rio Grande do
Sul, Porto Alegre, 1998.
ANTUNES, José Antonio Valle; ALVAREZ, Roberto dos Reis. Takt-Time: Conceitos e
Contextualização Dentro do Sistema Toyota de Produção. Gestão & Produção, São
Carlos, v. 8, n. 1, p. 1-18, 2001.
ANTUNES, José Antonio Valle; ALVAREZ, Roberto dos Reis, PELEGRIN, Ivan De;
KLIPPEL, Marcelo. No Sentido da Construção de uma Abordagem de Melhoria na Utilização
dos Ativos Produtivos nas Empresas Brasileiras – Uma Reflexão Crítica. Simpósio de
Excelência em Gestão e Tecnologia – SEGET: Resende, 2004, Anais.
CHASE, Richard B.; JACOBS, F. R.; AQUILANO, Nicholas J. Operations Management
for Competitive Advantage. Editora McGraw Hill, 10 edição, Nova York, 2004.
CORRÊA, Luiz Henrique.; GIANESI, Irineu G. N.; CAON, Mauro. Planejamento,
Programação e Controle da Produção. Editora Atlas, São Paulo, 1997.
CORRÊA, Luiz Henrique; CORRÊA, Carlos A. Administração de Produção e Operações.
São Paulo: Atlas, 2004.
CVM – Comissão Monetária de Valores. Dados
http://www.cvm.gov.br. Acesso em: dez. 2004 e jan. 2005.
do
setor.
Disponível
em:
DAVIS, Mark M.; AQUILANO, Nicholas J.; CHASE, Richard B. Fundamentos da
Administração da Produção. 3 ed. Editora Bookman, Porto Alegre, 2001.
258
FATOR CORRETORA. Dados do setor. Disponível em: http://www.fatorcorretora.com.br.
Acesso em: dez. 2004.
FDG – Fundação de Desenvolvimento Gerencial. Disponível em: http://www.fdg.org.br.
Acesso em: dez. 2004.
FENABRAVE – Federação Nacional da Distribuição de Veículos Automotores. Dados do
setor. Disponível em: http://www.fenabrave.org.br. Acesso em: dez. 2004 e jan. 2005.
FLEURY, P. F.; PROENÇA, Adriano. Competitividade industrial e a gerência estratégica
de operações. Revista de Administração, São Paulo, v. 28, n. 2, p. 3-21, 1993.
GOLDRATT, Elyahu M. A Síndrome do Palheiro - Garimpando Informações num Oceano de
Dados. Editora Educator, São Paulo, 1996.
HAMEL, G. & PRAHALAD, C. K. Competing for the Future. Harvard Business School,
1994.
HARMON, Roy L. Reinventando a Fábrica II - Conceitos Modernos de Produtividade na
Prática. Editora Campus, Rio de Janeiro, 1993.
HARMON, Roy L.; PETERSON, Leroy D. Reinventando a Fábrica - Conceitos Modernos
de Produtividade Aplicados a Indústria. Editora Campus, Rio de Janeiro, 1991.
HARTLEY, J. F. Case studies in organizational research. In: CASSEL, C., SYMON, G.
(eds.). Qualitative methods in organizational research - a practical guide. Londres: Sage,
1994.
HAYES, Robert; PISANO, Gary; UPTON, David; WHEELWRIGHT, Steven. Pursuing The
Competitive Edge. Danvers: John Wiley & Sons, 2005.
HAYES, Robert; PISANO, Gary. Manufacturing Strategy: At the Intersection of Two
Paradigm Shifts. Production and Operations Management 5, no. 1: 25-41.
PAIVA, Ely L.; CARVALHO JUNIOR, José M.; FENSTERSEIFER, Jaime E. Estratégia de
Produção e de Operações: Conceitos, Melhores Práticas e Visão de Futuro. Porto Alegre:
Bookman, 2004.
PINE, B. Joseph II. Mass Customization. Harvard Business School: Massachusetts, 1993.
PORTER, Michael E. Estratégia competitiva: Técnicas para análise de indústrias e da
concorrência. Rio de Janeiro: Campus, 1980.
PORTER, Michael E. Vantagem Competitiva: Criando e sustentando um desempenho
superior. 27a . ed. Rio de Janeiro: Campus, 1986.
PROATIVA BRASIL – Soluções em Educação
http://www.proativabrasil.com. Acesso em: dez. 2004.
Organizacional.
RANDON
Implementos,
Institucional
Site
Oficial.
http://www.randon.com.br. Acesso em: durante 2004 e 2005.
Diponível
Disponível
em:
em:
ROESCH, Sylvia Maria A. Projetos de Estágios e de Pesquisa em Administração – Guia para
Estágios, Trabalhos de Conclusão, Dissertações e Estudos de Caso. 2 ed. Editora Atlas, São
Paulo, 1999.
SCHUMPETER, Joseph A. Teoria do Desenvolvimento Econômico: Uma investigação
Sobre Lucros, Capital, Crédito, Juro e o Ciclo Econômico. Coleção Os Economistas. São
Paulo: Abril Cultural, 1982.
259
SIMEFRE – Sindicato Interestadual da Indústria de Materiais e Equipamentos Ferroviários e
Rodoviários. Dados do setor. Disponível em: http://www.simefre.org.br. Acesso em: dez.
2004 e jan. 2005.
SKINNER, Wickham. Manufacturing: Missing Link in Corporate Strategy. Harvard
Bussiness Review, May-June, 1969, p. 5-14.
SKINNER, Wickham. The Focused Factory. Harvard Bussiness Review, May-June, 1974,
v. 52, n. 3, p. 113-121.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da Produção.
São Paulo: Atlas, 1997.
STARR, Martin K. Modular Production – A New Concept. Harvard Business Review 43
(Novembro-Dezembro), p. 131-142, 1965.
YIN, Robert K. Estudo de caso: planejamento e métodos. 2 ed. Porto Alegre: Bookman,
2001.
WHEELWRIGHT, Steven; CLARK, K. Revolutionizing Product Development. Nova
York: The Free Press, 1992.
260
ANEXOS
261
ANEXO A - Roteiro Geral para Entrevistas
ATIVIDADE
DA RVO
Aspectos
Mercadológicos
SETOR
ASPECTOS/TÓPICOS TRATADOS POR ÁREA
Marketing
Grupo RANDON: histórico, empresas, faturamento, lucro
líquido.
RANDON Implementos: histórico, DRE – Demonstrativo
do Resultado, faturamento agregado, lucro líquido
agregado, concorrentes gerais, clientes gerais,
participação no mercado geral.
Linhas de Produtos: histórico, faturamento, lucro líquido,
concorrentes, clientes, participação no mercado.
Grupo RANDON: volume de vendas em unidades e
valores monetários, participação por concorrente,
participação por cliente.
Linhas de Produtos: volume de vendas em unidades e
valores monetários, participação por concorrente,
participação por cliente, previsão de vendas.
Grupo RANDON: volume de vendas em unidades e
valores monetários para exportação, participação por
concorrente na exportação, participação por cliente
externo, participação por país importador.
Linhas de Produtos: volume de vendas em unidades e
valores monetários, participação por concorrente,
participação por cliente, previsão de vendas.
Volume percentual de trabalho do produto em análise em
relação aos demais produtos do setor.
Lead-time dos projetos.
Percentual de vendas concretizadas em relação às
cotações efetuadas.
Priorização de atividades.
Multifuncionalidade dos engenheiros.
Grau de padronização de produtos.
Vendas MI
Vendas ME
Desenvolvimento
de Produtos
Engenharia de Produto
ASPECTOS/TÓPICOS TRATADOS PARA TODAS AS
ÁREAS
Estrutura da Área.
Organograma.
Mapeamento do Processo da Área.
Principais Atividades.
Principais Dificuldades.
Principais Potencialidades de Melhorias.
Aspectos Genéricos para a RANDON Implementos e
Específicos para as Linhas de Produtos.
Dedicação de recursos (máquinas, equipamentos e
pessoas).
Compartilhamento de recursos (máquinas, equipamentos
e pessoas).
Indicadores de Desempenho da Área.
Metas Coletivas e Específicas da Área.
Relação com outras áreas.
262
Engenharia de Processo
Suprimentos
Programação de Compras
Atividade de Compras
Fornecedores
Logística Interna
Produção
Fábrica (Caldeiraria, Linhas
de Produção/Montagem e
Montagem Final, Pintura)
Percentual de produtos especiais e configurados (padrão).
Eficiência de Mão-de-obra.
Horas trabalhadas.
Adequação do processo.
Tempos e movimentos das operações.
Serviços internos x serviços externos.
Grau de padronização de processos.
Quantidade média programada.
Itens programados com maior volume.
Nível de estoque no almoxarifado (unidades e valores
monetários).
Curva ABC de itens no estoque.
Giro de estoques dos principais itens.
Programação para fornecedores externos: compra de
matéria-prima, prazo de entrega dos fornecedores, prazo
de entrega dos prestadores de serviços.
Kanban de componentes com fornecedores: alimentação
do almoxarifado de peças.
Kanban de componentes com linha: alimentação das
linhas de produção.
Principal(is) itens adquiridos.
Percentual de aquisição do(s) principal(is) itens.
Curva ABC de fornecedores.
Política de seleção de fornecedores.
Política de qualificação de fornecedores.
Quantidade de fornecedores ativos.
Principais problemas e dificuldades com fornecedores.
Movimentação.
Estocagem.
Pontos de Controle.
Fábrica de peças (Caldeiraria): lógica de produção
associada
(lotes,
fluxo
unitário),
pontos
de
estoque/movimentação/reporte, qualidade do produto e
processo, atividades de inspeção.
Linhas de pré-montagem: lógica de produção associada
(lotes,
fluxo
unitário),
pontos
de
estoque/movimentação/reporte, qualidade do produto e
263
PPCP
Ferramentaria
Recursos Humanos
processo, atividades de inspeção.
Linhas de montagem: lógica de produção associada
(lotes,
fluxo
unitário),
pontos
de
estoque/movimentação/reporte, qualidade do produto e
processo, atividades de inspeção.
Pintura: funcionamento, lógica de produção associada
(lotes, fluxo unitário), PPCPM, qualidade e inspeção.
Expedição: inspeção final, entrega para o cliente,
manutenção do estoque na expedição.
Manutenção: manutenção elétrica e mecânica,
manutenção preditiva, preventiva e corretiva.
Multifuncionalidade.
Gargalos e CCRs.
Sistema Computacional: MRP, MRPII, PFP.
Existências de Parâmetros do Sistema: tamanho de lotes
(mínimo, múltiplo, fixo), economia de setups, agregação
de lotes, horizonte de programação, ordens de produção e
de compras.
PPCPM interno: peças, componentes, produtos, matériaprima, itens comprados.
Dados utilizados do sistema: estrutura de produto, roteiro
de produção, recursos e equipamentos, estoques.
Kanban de produção: alimentação entre setores e linha de
produtos.
Nível de estoque de componentes.
Programação Fina de Produção – PFP: potencialidade.
Lead-time de produção: total e por setor/linha de
produção.
Ferramentas, dispositivos, máquinas especiais.
Percentual de atendimento para empresas do Grupo e
para as Linhas de Produtos da RANDON Implementos.
Suporte, treinamento, capacitação.
Principais processos de capacitação e treinamento.
Quantidade de funcionários.
Acidentes de trabalho.
Horas e investimentos com treinamentos.
Rotatividade de funcionários.
264
Qualidade
Engenharia de Manufatura
Distribuição
Logística
Serviços
Agregados
Pós-venda, Assistência Técnica
e Garantia da Qualidade
Alocação de funcionários por setor.
Programa de Participação nos Resultados: Indicadores e
Metas.
Produtos aprovados global e por linha/setor de produção.
Metas.
Defeitos – não conformidades.
Critérios de qualidade.
Pontos de inspeção.
Órgãos envolvidos.
Itens de segurança.
Leiaute: macro leiaute da fábrica, subdivisão em setores,
áreas, linhas.
Melhorias e Produtividade: grupo de melhorias,
procedimentos de melhorias.
Rede de distribuição (quantidade e localização).
Especificidades do Mercado Interno e Mercado Externo.
Comportamento e exigências do mercado de reposição de
peças e cliente pós-venda.
Relação percentual entre Reposição e Serviços.
Principais serviços.
Principais peças de reposição.
Procedimentos para assistência técnica.
Problemas e defeitos observados por clientes.
Relação com PPCPM para peças de reposição.
Relação com prestação de serviços de garantia de
qualidade.
Relação com distribuidores.
265
ANEXO B - Telas do Software de Coleta e Acompanhamento de Dados de Produção
Conforme mencionado, os coletores de dados estão sendo testado em 4 máquinas do
setor de Caldeiraria da Randon Implementos: uma guilhotina; uma máquina de dobra; e duas
prensas. A figura abaixo apresenta uma tela com um relatório de eficiência de produção:
Neste relatório é fornecido um acompanhamento completo da eficiência de produção
de acordo com a metodologia do IROG, apresentando também a produção em unidades e
tempo, por máquina.
A Figura a seguir ilustra um relatório de paradas, onde são registradas todas as paradas
de máquina ocorridas ao longo de cada dia de trabalho:
266
Desta forma, pode-se ter a clara certeza de quais são os principais motivos que acabam
por diminuir a eficiência do equipamento e reduzir a quantidade de peças fabricadas.
267
ANEXO C - Fábricas Focalizadas e Unidades Estratégicas de Negócios
O Anexo C tem por objetivo apresentar brevemente, as principais questões associados
com dois conceitos relevantes em termos de estratégia de produção: fábricas focalizadas e
unidades estratégicas de negócios.
Um conceito bastante importante para se levar em consideração consiste no que
Skinner (1974) chama de Fábricas Focalizadas1. Skinner (1974) sugere a criação do conceito
de Fábricas Focalizadas para as empresas com grandes instalações de manufatura, em que
linhas de produtos diferentes são alocadas a locais diferentes dentro da fábrica, cada uma
delas podendo desenvolver suas próprias estratégias da produção. Este ponto é importante
para o desenvolvimento do presente trabalho, pois dependendo das características de cada
linha de produto pode-se analisar se cada linha de produto deve apresentar uma estratégia de
produção diferenciada.
Harmon e Peterson (1991) definem uma fábrica focalizada como uma fábrica pequena
com as seguintes características: i) excelente comunicação; ii) gerentes e executivos
industriais controlam a fábrica no próprio pavimento em que se localiza; iii) quadro
administrativo enxuto e localizado na própria fábrica; iv) executivos, gerentes e supervisores
desempenham diferentes funções; v) serviços de apoio industrial são normalmente executados
por operadores de máquinas e montadores; vi) pessoal de apoio administrativo é mínimo e
intimamente familiarizado com a operação da fábrica, produção e posição de estoques; vii)
todos na organização se sentem diretamente envolvidos em todos os aspectos do
1
Do inglês focused factory, ocorre quando as instalações existentes são divididas tanto organizacional como
fisicamente em fábricas (mini-fábricas) dentro da fábrica original. Cada mini-fábrica deve possuir suas próprias
instalações, mão-de-obra, sistema de controle da produção, estrutura organizacional e assim por diante. O termo
também é conhecido por: mini-fábricas semi-autônomas, sub-fábricas, fábricas-dentro-de-fábrica, plant-withina-plant.
268
aprovisionamento e produção; viii) pequenas fábricas contam com disponibilidade limitada de
recursos financeiros e financiamentos.
Skinner (1974) salienta também que uma fábrica que foca em um menor mix de
produtos para um nicho de mercado particular deve exceder o desempenho de uma fábrica
convencional, que por sua vez atenta para uma “vasta missão”. Da mesma forma, uma vez
que os equipamentos e recursos, sistemas de apoio e procedimentos estão focados para um
conjunto menor de produtos e clientes, os custos e as despesas gerais tendem a ser menores do
que nas fábricas convencionais.
Harmon (1993) afirma que:
“[...] fabricantes de ponta têm reorganizado as suas fábricas em múltiplas
fábricas menores – denominadas sub-fábricas – dentro das instalações
existentes. O principal objetivo desta reorganização é restabelecer o estilo de
gerência empresarial em cada pequena sub-fábrica, através de mudanças
físicas na disposição da fábrica e nos equipamentos, e da descentralização
das funções burocráticas e de apoio” (HARMON., 1993, p. 77).
De acordo com os trabalhos e pesquisas de Skinner (1974), as fábricas focalizadas
apresentam rendimentos produtivos maiores, custos produtivos menores e maior rapidez no
alcance da vantagem competitiva em comparação com as fábricas tradicionais, muito mais
complexas.
Conforme Antunes e Alvarez (1995) “a focalização, com a formação de mini-fábricas,
apresenta vantagens importantes, do ponto de vista gerencial e da melhoria do fluxo
produtivo” (ANTUNES e ALVAREZ, 1995, p. 211). Algumas vantagens em termos do
aprimoramento do processo gerencial oriundos da focalização podem se resumir em: i)
gerenciar uma fábrica pequena é muito mais simples do que gerenciar uma fábrica grande; ii)
a comunicação interna é muito melhor em uma fábrica pequena do que em uma grande; iii)
em uma fábrica menor, os níveis hierárquicos podem ser diminuídos e desta forma o controle
sobre o chão-de-fábrica pode ser melhorado; iv) a motivação de uma equipe pequena de
pessoas é muito mais fácil do que uma grande equipe; v) a implementação de técnicas e
269
programas de engenharia industrial como Troca Rápida de Ferramentas e Operação-Padrão é
facilitada; vi) a gestão relacionada ao setor de PCP é simplificada.
Por se tratar de uma visão mais direcionada para o ponto de vista físico da empresa, há
a necessidade de se desenvolver outro conceito, a partir das Fábricas Focalizadas, que englobe
além da parte física (processo produtivo) outras questões, basicamente as questões
envolvendo as atividades da RVO, aspectos administrativos e de mercado. Este conceito
encaminha para a noção de unidades estratégicas de negócios, ou simplesmente SBUs.
Conforme citado anteriormente, Hayes et al. (2005) afirmam que as unidades
estratégicas de negócios (SBU) estão associadas ao segundo nível estratégico, ou seja, a
estratégia de negócios. Cada SBU pode ter sua própria estratégia de negócios, especificando:
i) o escopo do negócio e a relação do mesmo com a corporação como um todo; ii) como se
propõe a posição da SBU dentro de um segmento industrial específico buscando alcançar e
manter uma vantagem competitiva.
Uma SBU pode alcançar uma vantagem competitiva defensável de várias maneiras,
incluindo algumas genéricas tais como: alto volume/baixo custo, inovação de produto e
características únicas ou serviços customizados em nichos de mercado selecionados. Para ser
eficaz esta vantagem, deve se conhecer as necessidades importantes dos clientes, levar em
consideração os pontos fortes e os pontos fracos dos concorrentes e ser sustentável em termos
das capabilidades da SBU.