12 e 13 de agosto de 2011
ISSN 1984-9354
APLICAÇÃO DO LEAN
MANUFACTURING EM PLANTAS DE
RECAPAGEM DE PNEU
Cláudio Pimenta de Moraes
(LATEC/UFF)
Resumo
O artigo foi escrito baseado na situação atual de muitas plantas de
recapagem de pneus de ônibus e caminhões, franqueadas de uma
multinacional fabricante de pneus, em seu setor de recapagem,
localizadas em todo o território nacional, onde foram diagnosticados
problemas de organização levando a desperdícios com conseqüente
queda na produtividade.
O estudo foi baseado em visitas as plantas, momento em que os
problemas foram constatados, analisados e documentados. A análise
sobre a aplicação da filosofia de produção enxuta foi feita através de
uma comparação do processo praticado pelas plantas com o que
preconiza a PE, e assim, sugestões e adaptações foram propostas
sempre que necessário, já que a atividade de recapagem é uma
prestação de serviço.
Palavras-chaves: recapagem, produtividade, produção enxuta
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
1. INTRODUÇÃO
1.1 A atividade Recapagem de Pneus
Atualmente, o setor de recapagem de pneus vem ganhando bastante importância como
uma solução econômica e ecológica nos transportes de carga em todo o mundo. Num país
como o Brasil, onde a maioria do escoamento da produção ainda é feita pelas estradas de
rodagem, o bom uso dos pneus torna-se um ponto importante na gestão das frotas e a
recapagem passa a ser um forte aliado na produtividade das mesmas. As empresas que
realizam a recapagem – as recapadoras – são, na realidade, pequenas indústrias, e como
qualquer uma, possuem muitos problemas de rendimento que contribuem para a redução da
produtividade.
Como fazer uma rede de licenciados de recapagem, que lidam com tantos fatores que
influenciam negativamente no sucesso do negócio, atingir um bom nível de produtividade
sem maiores investimentos e de forma perene? É possível aplicar o Lean Manufacturing em
plantas de recapagem? Valeria a pena? Que benefícios teriam?
Este trabalho estudará a aplicação da filosofia de Produção Enxuta adaptado a realidade de
uma rede de empresas licenciadas de uma grande multinacional, visando o aumento de
produtividade.
1.2 Formulação da situação do problema
O cotidiano de uma licenciada de recapagem é cercado de situações que exigem atenção e
acompanhamento para que o negócio não se enfraqueça. A mais comum delas é a perda da
produtividade, que por sua vez tem múltiplas causas, como o mau uso dos recursos existentes,
manutenção deficiente das máquinas, gastos excessivos com retrabalhos, condição dos pneus
a serem recapados, estratégias comerciais, entre outros.
O que se vê, na maioria delas, é uma administração comercial para um negócio que tem
muita afinidade com atividade industrial, gerando muitas falhas no fluxo de produção desde
seu início, na coleta dos pneus para recapar, até no seu final, na entrega aos clientes.
Considerando também que os pneus são praticamente submetidos ao seu máximo, seja por
trafegarem em estradas de baixa qualidade, como a maioria as estradas brasileiras, seja por
2
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
empregos bem específicos como minerações, canaviais, por exemplo, isso faz com que se
exija da planta de recapagem bastante rendimento de seus recursos e um eficiente fluxo de
produção, eliminando-se qualquer desperdício no processo para compensar tais perdas e
proporcionar a lucratividade do negócio.
1.3 Objetivo
Este trabalho tem como objetivo estudar a viabilidade de implantação da estratégia de
produção enxuta, Lean Manufacturing, proporcionando padronização do processo de
produção de todos os licenciados, melhoria da sua performance com ênfase na organização,
tratamento eficaz de problemas, redução de fugas, de perdas de matéria prima, de retrabalhos
e outras formas de desperdício.
1.4 Estratégia da pesquisa
Este estudo foi feito através de coleta dos registros de várias observações minhas durante
as visitas de consultoria em produtividade em várias plantas de recapagem. As visitas foram
solicitadas pelos gestores das plantas quando algum problema de lucratividade afetou o
negócio. Uma entrevista foi feita com o gerente e o líder de cada planta visitada. Um
acompanhamento do fluxo da produção foi realizado durante uma semana com objetivo de
verificar as causas raízes dos problemas reclamados.
Os operadores foram sempre
questionados sobre dificuldades que eles tinham em seu dia a dia. Tudo foi documentado. De
posse deste histórico, os problemas foram reunidos. Várias pesquisas foram feitas em
literatura sobre o tema, sites na web foram pesquisados, publicações especializadas –
inclusive sobre o método adotado pela licenciadora na fabricação de pneus - foram
consultadas com o objetivo de buscar alguma experiência na adequação
do Lean
Manufacturing para a realidade deste tipo de negócio. Ao final, foi feito um comparativo para
identificar os ganhos com a implantação da estratégia.
As empresas envolvidas neste trabalho foram licenciadas de serviços de recapagem de uma
grande indústria multinacional de pneus, na sua divisão de serviços de recapagem, e são
localizadas em diversos estados do país. A licenciadora vende o know-how, máquinas e as
matérias primas. A licenciada deve ser fiel aos modos operatórios preconizados, incluindo-se
aí todos os requisitos de qualidade. Compromete-se a somente utilizar os produtos que a
licenciadora vende. Muitas plantas, são originadas em um outro licenciador e por isso
3
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
possuem máquinas diferentes das que são fornecidas pela licenciadora objeto desta pesquisa.
Estas plantas passam por um processo de homologação onde máquinas-chaves do processo
são substituías, permitindo assim a igualdade de performance entre todas as plantas.
2. REVISÃO DA LITERATURA
2.1 A Filosofia de Produção Enxuta
Werkema (2006) diz que o Lean Manufacturing é uma iniciativa que busca eliminar
desperdícios, isto é, excluir o que não tem valor para o cliente e imprimir velocidade à
empresa.
A origem da filosofia de produção enxuta vem do término da Segunda Guerra Mundial,
quando a indústria japonesa passava por uma crise de produtividade baixa e falta de recursos.
A Toyota, fabricante japonesa de automóveis, através do seu executivo Taiichi Ohno,
desenvolveu um sistema – Toyota Production System – para aumentar a eficiência da fábrica
e eliminar todos os desperdícios, com o objetivo de reduzir custos e aumentar a qualidade e a
velocidade de entrega do produto aos clientes. representando, assim, uma forma de produzir
mais com menos.
Womack; Jones (1990) utiliza o termo “produção enxuta” (em inglês Lean Production ou
Lean Manufacturing) em seu livro “A máquina que mudou o mundo”, pelo fato do Toyota
Production System representar uma forma de produzir cada vez mais, com cada vez menos.
Para Schlünzen (2003), a tradução do inglês do termo Lean quer dizer enxuta, que quer
dizer acabar com o desperdício de trabalho, tempo, energia, dinheiro e materiais, gerando
assim um compromisso em produzir com perfeita qualidade, com redução de custos e com o
envolvimento de todas as pessoas em todos os níveis de decisão.
Shingo (1998) identificou e traçou os sete tipos de desperdícios para o Sistema Toyota de
Produção, tendo apontado os seguintes: (1) Superprodução: produzir excessivamente ou cedo
demais, resultando em um fluxo de peças e informações, ou excesso de inventário; (2)
Espera: longos períodos de ociosidade de pessoas, peças e informações; (3) Transporte
Excessivo: movimento excessivo de pessoas, informação ou peças resultando em dispêndio
desnecessário de capital, tempo e energia; (4) Processos Inadequados: uso errado de
ferramentas, sistemas e procedimentos; (5) Inventário Desnecessário: armazenamento
excessivo e falta de informação ou produtos, resultando em custo elevado; (6) Movimentação
Desnecessária: desorganização do ambiente de trabalho e (7) Produtos Defeituosos:
problemas de qualidade e entrega. Todos estes fatores desagregam valor no produto e foi
4
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
esta visão que a Administração Japonesa buscou solucionar para poder ganhar uma nova fatia
no competitivo mercado automobilístico.
Womack; Jones (1998) dizem que a sobrevivência das organizações depende de sua
habilidade e flexibilidade de inovar e efetuar melhorias contínuas, que as direcionem para
uma maior competitividade através da qualidade e produtividade.
De acordo com Vollmann et al. (2005) a Produção Enxuta tem seu foco na excelência da
fábrica, objetivando melhorias e reduções significativas nos níveis de estoque e nos tempos de
fabricação e retorno das necessidades dos consumidores, com o mínimo de mão-de-obra e
recursos. Estão ainda ligados a outros processos e sistemas (PCP) importantes nas mudanças
para que haja uma prática sem falhas.
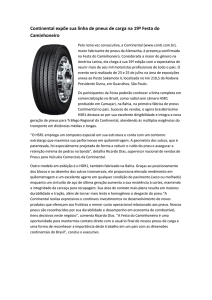
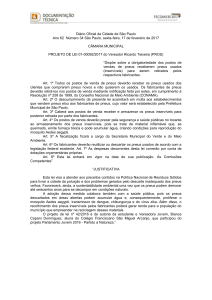
Como benefícios na redução de desperdícios, Werkema (2006) lista os seguintes pontos:
Figura 1 – Benefícios da redução de desperdícios obtidos através do lean manufacturing (Werkema, 2006)
Principais ferramentas para o Lean Manufacturing
Mapeamento do fluxo de valor
Métricas Lean
Kaizen
Kanban
Padronização
5S’s
Redução de Setup
TPM (Total Productive Maintenance)
Gestão Visual
Poka-Yoke (Mistake Proofing)
Segundo Werkema (2006), a adoção do Lean Manufacturing representa um processo
de mudança de cultura da organização e, portanto, não é algo fácil de ser alcançado.
5
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
3. O PROCESSO DE RECAPAGEM
3.1 Apresentação
Segundo a revista PNEWS (2009), a recapagem é um processo de substituição da banda
de rodagem antiga por uma nova. Esta banda antiga é raspada, e o pneu tem seus danos
revelados, tratados e uma nova banda é colocada para logo após ser vulcanizado a uma
temperatura de aproximadamente 100° C, no caso do processo frio adotado pela licenciadora
mencionada neste trabalho. É um processo de reconstrução do pneu onde é necessário apenas
1/3 das matérias primas de um pneu novo e oferece um custo de quilômetro rodado até 3
vezes menor.
3.2 Motivação para a pesquisa.
O setor de recapagem de pneus vem se desenvolvendo cada vez mais em função das
questões econômicas e ambientais. Trata-se de uma forma de prolongar a vida dos pneus,
especialmente os de ônibus e caminhões, leves e pesados, baseada em novas tecnologias de
fabricação de pneus que já são projetados para várias vidas, e também na evolução das
técnicas e das máquinas do processo de recapagem. A economia para o frotista é grande, já
que um pneu recapado vai lhe custar entre 7 e 25% do preço de um pneu novo. Na
composição do preço de um frete, um pneu recapado vai responder no máximo por 2%,
enquanto um pneu novo seria algo em torno de 4,5%. Num país onde a maioria das cargas é
transportada por estradas, isto é bastante vantajoso.
As questões ambientais também favorecem o uso dos pneus recapados. Segundo os
fabricantes, para se fabricar um pneu novo é necessário o consumo de cerca de 90 litros de
petróleo. Para se recapar um pneu, consome-se em torno de 27 litros do mineral. Cada pneu
recapado significa menos pneus sendo lançados no meio ambiente. Os dados são da
Associação Brasileira de Recauchutadores, Reformadores e Remoldadores (2006).
O mercado de recapagens é muito competitivo e para se fazer o diferencial é necessário ter
qualidade, atendimento, confiabilidade e eficiência. A eficiência operacional passa a ser o
divisor que colocará o recapador dentro da lucratividade e fazer com que o negócio seja
viável.
Dentro da realidade deste mercado, muitas variáveis concorrem para que uma oficina de
recapagem tenha que se flexibilizar bastante para ter uma boa eficiência e uma boa
produtividade.
6
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Abaixo são descritos alguns fatores que influenciam o resultado das plantas. São fatos
baseados em minhas observações quando executando trabalhos de consultoria em
produtividade nas plantas. Preservaremos os nomes das empresas licenciadas e licenciadoras
neste trabalho.
3.2.1 Baixo conhecimento de processo industrial
Uma planta de recapagem é, na realidade, uma mini-indústria e seus donos e gerentes
não a vêem como tal. Geralmente, são empreendimentos ligados a grandes grupos comerciais
na área de transporte e tudo o que sabem é vender.
É muito comum a confusão existente entre produção e produtividade devido a falta de
cultura industrial. Os líderes das plantas de recapagem não entendem que produtividade é
diferente de produção. Querem a qualquer custo produzir mais e mais, não se importando se a
operação está rentável ou não e quase sempre não está. Assim dimensionam mal os seus
recursos, na maioria das vezes para mais, porque sem a noção de produtividade, percebem que
é muito mais confortável administrar a produção com sobras do que ajustar o fluxo da
produção de modo enxuto.
Pela definição de produtividade, o que torna uma fábrica
produtiva é produzir mais com menos recursos, ou seja, a razão do total que se produz pelos
recursos que são necessários para essa produção, sejam eles humanos, financeiros, ou
maquinário. A boa produtividade vai direcionar a planta para resultados mais lucrativos. Para
uma planta de recapagem, uma das formas de se medir a produtividade é a quantidade de
pneus recapados por homem hora.
3.2.2 Fator cultural
É um outro fator que influencia bastante a produtividade de uma planta de recapagem.
A maioria das plantas de recapagem fica situada em regiões marginais às cidades, e muitas
delas localizadas em cidades do interior, onde exista grande trânsito de caminhões. Dada a
diversidade cultural de nosso país, dependendo da região, a qualidade da mão de obra sofre
diretamente a consequência. Alguns operadores possuem dificuldade de entender e reproduzir
um trabalho com qualidade e com produtividade, seguindo um modo operatório. Fazem o que
é mais fácil. É necessário muito treinamento e consciência e não raras são as situações que os
mesmos são trocados. Outra situação é quando uma planta é convertida de uma marca de
franquia para outra, onde há conflitos entre os critérios de qualidade. Os vícios existentes pela
baixa cobrança na antiga forma de trabalho são transferidos para a nova franquia, e sua
eliminação nem sempre é fácil. A qualidade exige mais critérios no processo e o pensamento
é que isto demanda mais tempo.
7
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
3.2.3 Importância do negócio aos proprietários
A importância que o grupo comercial ao qual pertence a recapadora dá ao negócio
também reflete no resultado final. Muitas vezes não há um acompanhamento de perto sobre o
que os gestores da planta estão fazendo ou mesmo o que acontece nas contabilizações do
negócio. É comum encontrar gastos com atividades fora do perímetro de atuação da planta
contabilizados na mesma, por exemplo, contribuindo-se para uma piora na margem. Pela
distância existente entre o patrão e o gestor da planta, problemas são tratados de maneira
ineficaz. Problemas de produção geralmente não chegam aos patrões pelo fato deles quererem
ver somente o resultado financeiro. São objetivos diferentes. Sem uma política forte, por
parte do comando do Grupo, que suporte o negócio, onde o gerente da planta é cobrado e
responsabilizado, implementar ações para alavancar a produtividade e a qualidade, pode
tornar-se difícil.
3.2.4 Qualidade das estradas
Outro fator que exerce uma influência grande na produtividade de uma planta de
recapagem. Segundo a Confederação Nacional dos Transportes (2009), a má qualidade das
rodovias brasileiras ainda eleva os custos operacionais dos transportes entre 19,3% e 46,6%
do que seria o ideal. Nestas condições, o estado dos pneus responde pelo aumento do gargalo
em uma das etapas do processo de recapagem: a Escareação. Neste posto, é feita a exploração
dos danos. É neste posto que são tratados os furos e cortes, e se um pneu costuma rodar em
estradas ruins, mais danos ele terá e mais tempo será necessário para o tratamento desses
danos. Há casos em que um operador leva até uma hora para tratar um único pneu.
Mas nem só a má condição das estradas produz pneus com muitos danos. A condição
de utilização deles também contribui para um tratamento demorado. Pneus utilizados em
minerações, usinas de produção de álcool (canaviais) são sempre difíceis de recapar e muitos
deles são até rejeitados para o processo. Assim, consomem tempo, logística e não contribuem
para nada, piorando a produtividade da planta.
3.2.5 Fator Mercado
Dependendo da região do país onde a planta esteja instalada, existe mais facilidade de
se encontrar pneus de fabricantes estrangeiros, principalmente os novos fabricantes orientais.
A China é hoje um fabricante de pneus em ascensão e cada vez mais, sua presença é notada,
principalmente em cidades próximas a fronteiras. Nos países vizinhos ao Brasil, eles são
vendidos a preços muito acessíveis e entram muitas vezes montados nos caminhões nacionais.
8
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Também, cada vez mais importadores estão trazendo estes produtos para o mercado nacional,
que com o seu preço baixo, acaba conquistando os consumidores menores.
Estes pneus possuem ainda uma estrutura incompatível com as nossas estradas. O
resultado é que muitos pneus são rejeitados para o processo de recapagem. Pneus rejeitados
afetam a produtividade da recapadora.
3.2.6 Fator logístico e coleta
A coleta dos pneus a recapar junto aos clientes é o início de tudo. Um bom fluxo de
coleta sustentado por um bom circuito e uma boa estrutura logística pode fazer a diferença
entre as plantas de recapagem. A maioria das plantas não sobrevive apenas dos clientes
localizados nas cidades onde estão instaladas. É necessário aumentar o alcance da coleta e
para isso, boas rotas, um bom número de caminhões são fundamentais. Às vezes é importante
incrementar pontos de coleta em outras cidades que farão remessas diárias para a planta.
Muitas plantas têm uma deficiência nesta logística. Com circuitos de coleta mal
planejados, coletadores sem metas ou com metas baixas, número de veículos insuficientes,
não conseguem garantir uma regularidade de pneus em seu processo. Há plantas que vivem do
cliente de porta, que é um motivo para a quebra de FIFO e provável atraso de entrega de
pneus de outros clientes “não-porta”.
O mesmo ocorre nas entregas. O circuito de entrega quase sempre é o de coleta, pois
ao entregar os pneus de um cliente, coletam-se outros. Porém quando a entrega não resulta em
nova coleta, haverá uma perda de tempo que poderia ser usado em outros clientes ou em
novas prospecções.
Outra situação interessante é no que diz respeito a fidelização do cliente a um
coletador. Um vendedor que mantenha vínculos grandes com uma clientela e mude de
empresa pode gerar uma significativa alteração na produção de uma planta. Ele sai e leva
parte de uma carteira de clientes. O cliente não é da empresa e sim do vendedor.
3.2.7 Problemas com manutenção
Vemos com freqüência paradas de produção por
falta de uma boa manutenção
preventiva. O descaso com a prevenção costuma gerar panes nos momentos mais impróprios.
Determinadas máquinas, por sua importância, devem ter estoques de reposição para
determinadas peças como motores elétricos e talhas, dentre outras, evitando atrasos de
produção por adoção de uma contingência de lenta operação ou mesmo a parada total da
produção. A improvisação e às vezes a convivência com a improvisação contribuem para
perdas e consequentemente afetam a produtividade da planta.
9
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
3.2.8 Fluxo de produção mal organizado
Talvez o mais importante dos motivos. Começando pelos chegada dos pneus na planta.
A falta de uma ordem poderá causar atrasos no posto inicial do processo e na sua entrega aos
clientes. Pneus misturados entre vários clientes causam problemas de identificação e fazem
com que fiquem perdidos pelo processo possibilitando que uma ordem de serviço demore a
ficar pronta.
A falta de meta de produção por operador, onde este fica “livre” sujeito a desperdício
de tempo com atividades improdutivas, torna o objetivo diário da planta mais difícil de ser
alcançado. O número de cozimentos diários na autoclave fica oscilando, quando na realidade
este deveria ser o objetivo maior, fixado por dia.
Gargalos do processo, que acontecem normalmente no posto Escareação, costumam
atrasar a produção principalmente quando o estado dos pneus está muito ruim. Neste
momento, os postos tendem a ficar desabastecidos.
3.2.9 Máquinas Obsoletas
Dependendo da idade da planta, algumas máquinas podem possuir tecnologias mais
antigas, muitas vezes resultando uma menor produção. Os tempos unitários para uma
máquina, pode ser diferente de planta para planta desde que os modelos das máquinas sejam
diferentes, por exemplo, velocidade de motor, grau de automação, etc.
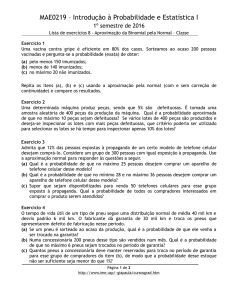
3.3
Fluxograma do processo de recapagem
O processo de recapagem implementado pela licenciadora em suas licenciadas possui
o seguinte fluxo mostrado na figura 2. Representa o processo que seus licenciados devem
seguir. Não são permitidas quaisquer alterações neste fluxo e nem no modo operatório dos
postos.
Recapagem de pneus
Coleta
Início
Recepção/Expedição
Produção
Pneus
coletados
Pneus a
recapar
Recepção de
pneus e OS
Limpeza dos
flancos do pneu
Recolhimento de
pneus no cliente
Dissolução
1
Reparação
sim
Devolver Pneu ao
cliente
Emissão de
Preparação de
bandas de
rodagem
Bandas
preparad
as
10
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Figura 2 – Processo de Recapagem
3.4 Descrição das etapas
As etapas a seguir são descrições baseado no processo utilizado pela licenciadora.
Limpeza de flancos.
Posto contendo uma máquina que limpa os flancos do pneu (lateral).
É um processo
automático. O operador apenas precisa encaixar o pneu e disparar o processo. Ao final do
ciclo, o operador retira o pneu da máquina e o encaminha para um estoque intermediário ou
diretamente ao posto Exame Inicial. Este posto geralmente é operado pelo mesmo operador
do posto Exame Inicial.
Exame Inicial
Neste posto será feito um exame minucioso podendo o pneu ser recusado para o processo de
recapagem. O operador examina o interior do pneu, os talões (região do aro), os flancos, e o
topo, retirando pregos e outros objetos estranhos presos ao pneu. Cada dano que o pneu
apresenta é avaliado e medido. Se nenhuma consignia de aceitação não for ferida, o pneu é
encaminhado para o posto de Raspagem. Caso contrário, o dano será classificado e o pneu
será separado como rejeitado e retornado ao cliente. Os dados do exame é registrado no
sistema informático, quando a planta possui.
Raspagem
O pneu aprovado para ser recapado é levado para um estoque intermediário. O operador
retira um pneu deste estoque e abastece a máquina raspadora. Esta máquina, que tem um
nível grande de automatismo, retira toda a banda de rodagem antiga preparando a carcaça
para ser escareada. Dados registrados em sistema de informação.
Escareação
Posto que faz um trabalho semelhante ao de um dentista. Os pontos que podem ser um
possível problema, tais como cortes, raspadas e rachaduras são abertos, inspecionados e
tratados. Todos as perfurações são tratada. Áreas de aplicação de manchão são preparadas.
11
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Este posto é um gargalo natural do processo porque se os pneus coletados estiverem com
muitos cortes, o tempo neste posto será grande. Este posto pode rejeitar pneus. Neste caso, o
dano será classificado e o pneu será separado como rejeitado e retornado ao cliente. Todas as
informações do trabalho feito são registradas no sistema informático.
Dissolução
Neste posto é aplicada a cola que vai aderir o pneu a goma de ligação. Normalmente este
trabalho é feito pelo operador da Reparação e Gomagem.
Reparação e Gomagem
Todos os buracos abertos no pneu na escareação para exploração dos danos são cobertos
com borracha crua através de uma mini-extrusora. Os manchões são aplicados para reforçar
os danos mais sérios.
Roletagem
Neste posto é aplicada a a goma de ligação e a nova banda de rodagem através de uma
máquina computadorizada Esta máquina trabalha com bastante precisão através de receitas
para cada dimensão de pneu. O operador tem um mínimo de interferência.
Preparação de Banda
Neste posto o operador prepara as bandas de rodagem a serem aplicadas nos pneus. O
operador pode preparar antecipadamente para todos os pneus que já passaram pelo posto
escareação. Ele corta a banda no perímetro determinado pelo posto Raspagem e também passa
a cola (dissolução) para permitir uma melhor aderência na goma de ligação a ser aplicada no
posto Roletagem.
Envelopagem / Cozimento / Desenvelopagem
Neste posto, o pneu é colocado em um envelope (parte externa) e num innerlope (parte
interna) para que seja produzido o vácuo que pressionará a banda de rodagem aplicada contra
a carcaça. O pneu envelopado é, então, levado para dentro de um autoclave onde acontecerá
a vulcanização de toda a borracha crua (manchões, goma de ligação, goma de reparação), com
uma determinada temperatura e pressão. Após o período de vulcanização no autoclave, o
pneu ainda quente é desenvelopado, isto é, retirado o envelope e o innerlope, e levado para a
área de inspeção final.
Exame Final
Nesta etapa, a qualidade do serviço feito é avaliada. O operador verifica se os manchões
aplicados estão bem fixos, se existem bolhas decorrentes de reparos mal feitos e se o aspecto
12
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
geral do pneu está bom. Se alguma anormalidade for encontrada, o pneu é encaminhado para
reparo ou mesmo reprocessar. Há casos em que o reparo pode ser feito neste mesmo posto.
Quando tudo estiver conforme, o pneu é posto na área de entrega para o cliente.
3.5 Análise sobre o emprego do Lean e a realidade das recapadoras
Uma coisa, a saber, sobre o Lean é que nem todas as suas ferramentas são aplicáveis
universalmente. Womack; Jones (1998) dizem que os princípios e práticas da produção enxuta
não devem ficar restritos ao sistema de manufatura, sendo essencial que sejam disseminados
por todas as áreas da empresa, tais como vendas, compras e contabilidade. De fato, o conceito
de lean enterprise pressupõe que o pensamento enxuto seja disseminado em toda a
organização, além de abranger a cadeia de suprimentos.
Shingo (1996) descreve que na Toyota procura-se pelo desperdício que geralmente não
é notado porque se tornou aceito como uma parte natural do trabalho diário.
As técnicas e ferramentas a escolher e os métodos a aplicar devem refletir a realidade
dos negócios da empresa. Assim será na recapagem. Vamos aqui analisar que partes desta
filosofia são próprias e prontas para serem implementadas neste tipo de negócio.
3.5.1 Os desperdícios
Superprodução - sob o ponto de vista do processo de recapagem a superprodução tem uma
outra conotação: tem- se a urgência de fazer o máximo em função das exigências de prazo dos
clientes. Quanto a isto não há perdas, pois todos os pneus deverão ser produzidos e entregues
no prazo. A superprodução aparece quando momentaneamente se produz mais do que é
necessário nos postos para completar uma autoclave, por exemplo. Este equipamento, que faz
a vulcanização, tem capacidade definida e produzir mais do que comporta, significa a falta de
aproveitamento dos recursos nos locais certos para garantir a mais rápida produção. Uma
recomendação é parar temporariamente a produção nos postos que não interessa no momento
e deslocar os operadores para os postos que comportam mais de um operador e que sejam
responsáveis por acelerar a partida da vulcanização. Estes postos podem ser a gomagem, que
sofre as conseqüências de pneus com grande número de reparos e a envelopagem que, por ser
o último posto antes da vulcanização, teria bastante agilidade se tivermos mais de um
operador. Os postos que poderiam estar cedendo recursos para outros pontos do processo seria
o Exame Inicial, Raspagem e Exame Final.
Espera - enquanto os autores dizem deverem eliminar-se os tempos de espera em processos
fabris, no processo de recapagem estes surgem em decorrência de gargalos gerados pelo
13
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
estado do pneu e, na maioria dos postos, pela formação de um estoque pulmão mínimo para
não haver interrupções por falta de pneus nos postos seguintes. Há também a interferência do
processo, como o respeito ao tempo de secagem da cola forçando esperas que podem ser
ocultas quando existe o pulmão. Trabalhar em quantidades muito justas poria a meta em
risco, pois o processo de recapagem é muito manual ainda.
Transportes - outra ação a tomar é a redução de distâncias e eliminar transportes dentro das
plantas. Das matérias primas do processo, a mais utilizada é a banda de rodagem e seu
estoque necessita estar organizado perto do posto de preparação de bandas, sendo as mais
utilizadas localizadas mais perto da mesa de preparação. Assim, tem-se uma economia de
tempo em andar pela planta para obter os rolos de bandas de rodagem a serem processados.
Outra situação é o posicionamento dos postos de ponta do processo – exame inicial e
verificação final – em algumas plantas, que fazem com que exista trânsito de pneus entre
estes e a área de recepção / expedição pelo interior do processo. Deve-se rever o lay out atual
da planta urgentemente.
Processo - deve-se eliminar a falta do foco no modo operatório do posto, ocasionado por
tarefas que não contribuem para o cumprimento das metas horárias do mesmo. Os líderes de
produção das plantas muitas vezes atribuem tarefas meramente administrativas aos operadores
de alguns postos. Isto pode custar o abastecimento correto dos postos seguintes. Através de
um planejamento de produção embasado por tempos unitários medidos para cada posto,
levando-se em conta as atividades suficientes com o ritmo ideal e com a qualidade esperada,
garante ao posto um rendimento compatível com a capacidade de produção da planta. O líder
de produção deve conhecer muito bem os modos operatórios e os tempos unitários para cada
posto e ficar atento aos vícios e atalhos que os operadores adicionam ao seu modo de
trabalhar, eliminando-os.
Estoque - segundo Slack, Chambers, Johnston (2009), todo estoque deve tornar-se um alvo
para eliminação. Entretanto, somente podem-se reduzir estoques pela eliminação de suas
causas. Trazendo para o lado da recapagem, que é uma prestação de serviço, como já vimos, o
que temos na realidade são filas de pneus para serem processados. Estes estão por toda a
planta suspensos por ganchos em monovias. Não existem estoques oriundos de outras partes
do processo, a não ser as bandas de rodagem preparadas para o posto roletagem. Estas são
feitas por um processo paralelo em que são levados em conta somente os pneus aprovados
para recapar. A quantidade de bandas preparadas deve estar sincronizada às necessidades do
posto de roletagem e garantir que o mesmo nunca estará desabastecido. Uma superprodução
14
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
lá, gerará o estoque indesejado, podendo ocasionar retrabalho pois a cola aplicada tem prazo
para a correta aderência. O posto deve ter o mínimo de área de estocagem de bandas
preparadas. Entre os postos, o estoque a ser considerado é o de pneus a recapar. Como o
espaço não é grande, admite-se o estoque intermediário, também chamado pulmão, apenas
para garantir a eficiência das máquinas e operadores em função das metas diárias de
cozimento. Este estoque garante pequenas paradas sem que afete os postos posteriores.
Movimentação - movimentação em excesso dentro de uma planta de recapagem pode indicar
alguma falha de processo: indica que algo não está disponível no momento e no lugar
esperado; algum processo está sendo executado com mais trabalho do que deveria; ociosidade
poderá estar ocorrendo. Ghinatto(2000) propõe fazer um estudo de tempos e métodos.
Segundo Slack, Chambers, Johnston (2009), um funcionário pode parecer ocupado, mas
algumas vezes nenhum valor está sendo agregado ao seu trabalho. Ele afirma ainda que “a
simplificação do trabalho é uma rica fonte de redução do desperdício de movimentação”. Hall
(1988) aconselha estudar os movimentos para economia e consistência, pois a economia
melhora a produtividade, e a consistência melhora a qualidade. Um estudo assim, tornará os
postos mais ergonômicos.
Desperdício por produção defeituosa - No processo produtivo da recapagem, o posto de
verificação final detecta as fugas, fazendo com que o pneu retorne para retrabalho ou para
reprocesso. No caso de retrabalho haverá uma pequena perda de material, porém uma grande
perda de tempo de processo, horas de operação e custo de energia. Já no reprocesso a perda
material e de horas de produção serão bem maiores, já que o pneu deverá fazer uma nova
recapagem. Como uma medida para mitigar o problema, tem-se o acompanhamento das fugas
em nível de operador: quem está causando o quê e aonde? Executar programas de reciclagem
ajudará bastante. Mas nem sempre a culpa está no homem. Podemos ter um problema de
máquina. Daí a necessidade de estar sempre em dia com a manutenção preventiva.
3.5.2 As ferramentas lean e a recapagem
Mapeamento do fluxo de valor – esta análise já é feita previamente pela licenciadora, pois o
processo é comum para todas as licenciadas e no momento da montagem da planta, este
estudo é considerado. Os tempos são determinados como padrão, assim como o número de
operadores são sugeridos em função da capacidade da planta, o fluxo otimizado é implantado.
No entanto, estes dados podem modificar pelos problemas descritos acima.
15
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Os 5S’s – Com a implantação dos 5S’s as plantas têm como principais benefícios a
melhoria do ambiente de trabalho, otimização do tempo das pessoas
aumento da
produtividade, redução dos desperdícios e custos, redução dos riscos de acidentes, aumento
da participação, qualidade de vida e satisfação das pessoas, contribuição para preservação do
meio ambiente, melhoria da imagem da organização perante os clientes, melhoria
do
aproveitamento de recursos (pessoas, espaço, tempo, materiais, equipamentos,etc.).
Segundo Trindade (2005), em um trabalho de implantação do Programa 5S’s em plantas de
recapagem, apesar de ser um programa de fácil conceito, sua implementação não é simples.
Gestão visual - Uma das ferramentas mais importantes de apoio ao trabalho da liderança lean
é a Gestão Visual. A Gestão Visual permite a todos saberem como andam as coisas, sem
precisar perguntar a ninguém ou ligar um único computador. A Gestão Visual deve permitir
que todos possam ver e entender a mesma coisa, tornando a situação transparente, ajudando a
focalizar nos processos e não nas pessoas, além de priorizar o que realmente é necessário.
Redução de Setups – Pouco se aplica numa planta de recapagem. As mudanças realizadas nas
máquinas são muito rápidas, não chegando a representar impactos na produtividade.
Resumem-se a troca de receitas, troca de pratos na raspadeira, troca do mandril na roletadeira
, quando da mudança de dimensões muito diferentes (pneus pequenos para pneus maiores)
TPM – (Total Productive Maintenance) – Sistema de manutenção visando atingir o menor
número possível de acidentes, defeitos e avarias. É fundamental para a produtividade da
planta. Deve ser muito estimulada a cultura da manutenção preventiva e o envolvimento de
todos na planta é muito importante.
A própria licenciadora participa deste sistema, no
desenvolvimento de novas máquinas utilizando toda a experiência obtida no dia a dia, com o
objetivo de redução de tempo na manutenção, maiores acessos para limpeza, maior
confiabilidade, melhor ergonomia, etc.
Kanban – não utilizado na recapagem por não ter vantagem na sua utilização. Somente um
posto poderia utilizar, que seria a preparação de banda, mas o mesmo trabalha praticamente
integrado ao posto de roletagem.
Padronização – Todos os postos possuem modos operatórios onde constam detalhadamente as
atividades do posto, os limites, as tolerâncias, elaborados pela licenciadora e é padrão para
toda a rede de licenciados. O Trabalho Padronizado é definido como a combinação mais
eficiente dos elementos homem, material e máquina os quais são baseados no takt time, na
sequência das operações e na quantidade de material em processo.
16
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
Kaizen - Para o Kaizen, é sempre possível fazer melhor, nenhum dia deve passar sem que
alguma melhoria tenha sido implantada, seja ela na estrutura da empresa ou no indivíduo. Sua
metodologia traz resultados concretos, tanto qualitativamente, quanto quantitativamente, em
um curto espaço de tempo e a um baixo custo (que, consequentemente, aumenta a
lucratividade), apoiados na sinergia gerada por uma equipe reunida para alcançar metas
estabelecidas pela direção da empresa.
Poka-Yoke - é um dispositivo a prova de erros destinado a evitar a ocorrência de defeitos em
processos de fabricação e(ou) na utilização de produtos. As máquinas que equipam a rede de
licenciadas são construídas com estes dispositivos garantindo segurança de operação.
4. CONCLUSÃO
Para a implementação da filosofia Lean Manufacturing em uma planta de recapagem, a
primeira ação a ser tomada é justamente com a direção da empresa. É uma proposta de
mudança de mentalidade, valores e disciplina visando a satisfação do cliente. A eliminação de
qualquer forma de desperdício, ou atividades que não agregam valor para o negócio e para o
cliente é o foco da filosofia. Toda a alta hierarquia, líderes de produção até os operadores e
coletadores devem estar sintonizados a este tipo de problema e maximizar os resultados. É a
sensibilização definitiva do fazer mais com menos.
Não existe limitação para aplicação da filosofia Lean Manufacturing em termos de ramo de
atividade da empresa. Tanto uma indústria como uma empresa prestadora de serviço se
adaptam bem a esta filosofia.
As plantas de recapagem de pneus sendo um pouco indústria e um pouco serviço, se
adaptariam perfeitamente e as vantagens seriam grandes.
5. BIBLIOGRAFIA
1. ALMEIDA, A.D.;JUNIOR, A.M.S.; SILVA. T.M. Diagnóstico do processo de automação
da produção em uma empresa de recapagem de pneus. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 30, 2010, São Carlos, Anais ..., São Carlos:ABEPRO,
2010, P.2-5.
2. ARRUDA, I.M.; LUNA, V.M.S. Lean Service: a abordagem do Lean System aplicada no
setor de serviços. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO,26,
2006, Fortaleza, Anais..., Fortaleza: ABEPRO, 2006, P. 1-9.
3. GHINATO, P. Elementos Fundamentais do Sistema Toyota de Produção. Produção &
Competitividade: aplicações e inovações. Recife: Editora Universitária da UFPE, 2000.
p.31-59.
17
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO
12 e 13 de agosto de 2011
4. HALL, Robert W. Excelência na Manufatura. Tradução: Cecília Fagnani Lucca e Feres
Sabbag Neto.São Paulo:IMAM, 1988
5. REVISTA PNEWS. Recapagem de pneus - uma solução socioambiental. Disponível em
http://www.pnews.com.br/Revistas/63/revista_63i.html. Acesso em 22 de abril de 2011 07:54
h.
6. SHINGO, Shigeo. O sistema Toyota de Produção:Do ponto de vista da Engenharia de
Produção. 2. ed. Porto Alegre: Bookman, 1996.
7. SLACK, N.; CHAMBERS, S. & JOHNSTON, R. Administração da produção. 2. ed. São
Paulo: Atlas, 2009.
8. SCHLUNZEN, K.J. Aprendizagem, Cultura e Tecnologia: Desenvolvendo potencialidades
corporativas. São Paulo: Unesp, 2003.
9. WERKEMA, M.C.C. Lean Seis Sigma – Introdução às Ferramentas do Lean
Manufacturing. 1. ed. Belo Horizonte: Werkema, 2006.
10. WOMACK, J.; JONES, D.; ROOS, D. A Máquina que Mudou o Mundo. Editora
Campus: Rio de Janeiro, 1992.
10. WOMACK, J; JONES, D. Lean thinking: banish waste and create wealth in your
corporation. Simon and Schuster: New York, 1998.
11. TRINDADE,P; Dificuldades na implantação de um programa de qualidade: estudo de
caso de uma recauchutadora. In: ENCONTRO DE ENGENHARIA DE PRODUÇÃO, 9,
2005, Rio de Janeiro, Anais..., Rio de Janeiro: UFRJ, 2005, P. 6-8.
12. VOLLMANN, T.E. Sistemas de Planejamento & Controle da Produção: Para o
Gerenciamento da Cadeia de Suprimentos. São Paulo: Bookman, 2005.
18