Automação Aplicada na Partida de Motor de
Anéis para Moinho de Bolas
Francisco Carlos Parquet Bizarria
[email protected]
IAE
José Walter Parquet Bizarria
[email protected]
UNITAU
Gil Augusto de Carvalho
[email protected]
UNITAU
Resumo:Uma indústria nacional de médio porte, que atua no ramo da fabricação de cimento, possui um
processo de moagem de escória de alto forno de siderurgia, em circuito aberto, montado com a
tecnologia da década de sessenta. O referido processo não está automatizado estabelecendo uma situação
que exige a realização de ajustes manuais para o seu funcionamento, além de estar desprovido de sistema
para a supervisão remota da operação. A continuidade dessa situação tem potencial suficiente para
comprometer a segurança, a produção e aumentar o nível de estresse físico e psicológico para os
operadores. Nesse contexto, este trabalho apresenta uma proposta de arquitetura para automatizar a atual
partida manual do motor de anéis que atende o moinho de bolas pertencente à mencionada planta, como
uma parte da modernização para operação remota dessa instalação. Essa arquitetura é baseada em
solução técnica moderna, inovadora e de investimentos moderados para realizar a supervisão, o comando
e a operação remota do acionamento do moinho. A validação dos principais módulos da arquitetura
proposta foi obtida por meio de testes em protótipo que adota os principais componentes desse sistema.
Os resultados satisfatórios obtidos nesses testes indicam que a proposta apresentada neste trabalho é
viável e adequada para a finalidade que se destina.
Palavras Chave: Produção de Cimento - Moagem de escória - Partida de motor - Automação -
1. INTRODUÇÃO
O processo de fabricação de cimento, também denominado de Cimento Portland, foi
patenteado em 1824 por Joseph Aspdin. Esse processo utiliza basicamente como matéria
prima o calcário complementado com argila, minério de ferro e gesso. Em 1882 surgiu na
Alemanha o primeiro Cimento Portland com escória em caráter comercial. A partir de então,
passou-se a re-utilizar a escória de alto-forno siderúrgico, até então considerada resíduo, como
matéria prima para a fabricação de cimentos compostos. A escória utilizada na composição do
cimento é um subproduto da fabricação do ferro gusa, obtido por resfriamento rápido e
constituído basicamente por sílico-aluminatos de cálcio e magnésio com propriedades
hidráulicas latentes (BATTAGIN, 2001; BATTAGIN, 2009).
Em uma indústria nacional de médio porte, que atua no ramo da fabricação de
cimento, há um processo de moagem de escória de alto forno de siderurgia, em circuito
aberto, montado com a tecnologia da década de sessenta. Esse processo industrial não está
automatizado e possui como principal componente da linha de fabricação um moinho de bolas
acionado por um motor de anéis com potência expressiva em seu eixo rotor. Atualmente a
partida desse motor é desempenhada por meio de reostato cuja comutação das resistências é
realizada manualmente por ação do operador em volante mecânico no local de sua instalação.
A continuidade dessa situação tem potencial suficiente para comprometer a segurança
operacional e causar estresse físico e psicológico aos operadores da linha de produção.
Com objetivo principal de aumentar a segurança de operação do processo, minimizar o
estresse físico do operador e tornar mais suave a partida do motor principal do moinho
(FITZGERALD, 1975), a linha sofrerá atualização tecnológica (retrofit) com a instalação e
automação de um reostato de partida líquido, disponível na mencionada indústria, em
substituição ao manual.
Nesse contexto, este trabalho apresenta uma proposta de arquitetura para automatizar o
reostato de partida líquido que acionará o motor do moinho de bolas do aludido processo,
como uma parte expressiva das atividades de modernização dessa instalação para a futura
operação remota. Essa arquitetura é baseada em solução técnica moderna, inovadora e de
investimentos moderados para realizar a supervisão, o comando e a operação remota de
acionamento do moinho. A validação dos principais módulos da arquitetura proposta neste
trabalho foi obtida por meio de testes em protótipo que adota os principais componentes desse
sistema.
2. OBJETIVOS DO TRABALHO
Propor uma arquitetura para automatizar o reostato de partida líquido que acionará o
motor do moinho de bolas de uma moagem de escória, como parte significativa da
modernização do processo de produção que visa permitir a supervisão, o comando e a
operação remota dos equipamentos envolvidos no sistema.
Apresentar os primeiros resultados obtidos nos testes de avaliação dessa proposta, os
quais foram realizados em protótipo que adota os principais blocos previstos na referida
arquitetura.
3. ARQUITETURA PROPOSTA
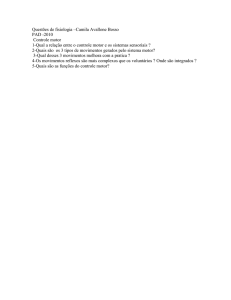
Os principais componentes previstos na arquitetura proposta neste trabalho para a
automação do reostato de partida líquido que acionará o motor do moinho de bolas do
processo de moagem de escória são mostrados na Figura 1. Nessa figura podem ser
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
observados três blocos distintos que são intitulados de SUPERVISÃO, CONTROLE e
PROCESSO, os quais são descritos nos subitens seguintes.
Figura 1: Componentes da arquitetura proposta
3.1. SUPERVISÃO
No bloco que supervisiona a operação do reostato de partida líquido está previsto um
computador hospedeiro (CH), o qual tem por finalidade alojar na camada do aplicativo a
interface homem-máquina (IHM) (De Moraes, 2001) e participar da transmissão e recepção
de informações que estão relacionadas com os estados das variáveis contidas no programa de
gerenciamento instalado no bloco de CONTROLE.
Os recursos contidos nos componentes gráficos que estão previstos nas janelas dessa
interface permitem: i) o controle de acesso dos usuários, ii) a parametrização de valores
operacionais, iii) a sinalização de comutação da operação, iv) o acionamento do motor e v) a
supervisão de estado de variáveis digitais e analógicas do sistema. Os componentes
pertinentes dessa interface fazem a comunicação com as variáveis de controle por meio da
Linha de Comunicação Dados (LCD) que é dedicada, isolada galvanicamente e projetada para
esse tipo de função.
3.2. CONTROLE
A função do bloco intitulado CONTROLE pode ser desempenhada por um
Controlador Lógico Programável (CLP) provido com Unidade Central de
Processamento (UCP) e capaz de operar com entradas e saídas, digitais e/ou analógicas, que
2
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
atendam ampla faixa de amplitudes e freqüências de sinais elétricos (MIYAGI, 1996). Nesse
controlador é instalado o programa que efetua o gerenciamento das principais atividades
previstas para utilização dos recursos da arquitetura do sistema proposto (ROSÁRIO, 2005).
Esse programa executa as tarefas de controle em conformidade com a seqüência de passos
estabelecida no algoritmo de operação do reostato de partida líquido que acionará o motor do
moinho de bolas do processo de moagem de escória.
A unidade de SAÍDA do controle é responsável por efetuar os acionamentos dos
atuadores
relacionados
com:
i) a
bobina
de
acionamento (Liga DJ1)
e
desligamento (Desl. DJ1) do disjuntor (DJ1) que atende o estator do motor do moinho, ii) a
bobina de acionamento (bKC) do contator (KC) que efetua o curto-circuito dos anéis para a
retirada dos eletrodos do circuito de partida do rotor do motor e iii) a bobina de acionamento
(bKM) do contator (KM) da motobomba de recalque de eletrólito do reostato. Os sinais
elétricos individuais desses acionamentos são transferidos para os atuadores por meio das
linhas de saída (LS).
De modo complementar, a unidade de ENTRADA recebe os sinais de comando e
supervisão provenientes: i) dos contatos (Bloqueio e Pulso Liga) da chave para operação
local (CL1) do motor do moinho, ii) dos contatos de intertravamentos com outros
equipamentos da moagem (IOE) e outras proteções específicas do moinho (PEM), iii) dos
sistemas sensores analógicos relacionados com a corrente aparente (A) e potência ativa (kW)
do motor do moinho, iv) do contato auxiliar (caDJ1) de estado do disjuntor do motor do
moinho (DJ1), v) do termostato de controle de temperatura do eletrólito (T1), vi) do sistema
sensor de nível alto (NA) e de nível baixo (NB) do eletrólito, vi) dos contatos (Manual, Liga e
Desliga) da chave de operação local (CL2) da motobomba de recalque de eletrólito (MB) e
vii) do contato auxiliar (caDJ2) de estado do disjuntor (DJ2) e do contato auxiliar (caKM) do
contator (KM) que atendem a motobomba de recalque. Esses sinais elétricos de supervisão
são enviados para a entrada do controle por meio das linhas de entrada (LE).
3.3. PROCESSO
No processo estão previstos os seguintes grupos de elementos que são supervisionados
e/ou comandados e/ou controlados: i) quadro da chave local do estator (CL1), circuitos do
estator e rotor do motor de anéis que atende o moinho e ii) quadro da chave local do
reostato (CL2), níveis do eletrólito no tanque (NA e NB), termostato do eletrólito (T1) e
circuito de acionamento da motobomba (MB) que efetua o recalque do eletrólito entre a parte
inferior e superior do tanque do reostato.
A configuração definida para o circuito elétrico do reostato permite que a sua operação
seja realizada de dois modos distintos, ou seja, Modo Assistido (local) e Modo Remoto. No
Modo Assistido a operação depende de ação direta do operador no local da instalação do
reostato, sendo esse modo destinado especificamente para a situação de manutenção ou perda
do sistema de acionamento remoto. Em ambos os casos as proteções contra as
sobrecorrentes (DJ1 e DJ2) estarão ativas, a fim de minimizar as conseqüências causas por
possíveis manifestações de faltas elétricas nos circuitos envolvidos com a partida do motor. O
Modo Remoto deve ser prioritariamente utilizado por privilegiar a segurança física dos
operadores do sistema e efetuar automaticamente a seqüência de ações necessárias para
realizar a partida do motor que atende o moinho.
4. PROTÓTIPO
Com a meta de atender os objetivos previstos neste trabalho foi desenvolvido um
protótipo para realizar os testes com o bloco de SUPERVISÃO, o bloco de CONTROLE e os
sinais elétricos de entrada e saída, digitais e analógicos, que estão relacionados com o bloco
3
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
4
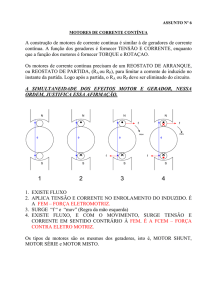
de PROCESSO. Uma vista da primeira versão do protótipo que está relacionado com a
arquitetura proposta para automatizar o reostato de partida líquido para acionar o motor do
moinho de bolas é apresentada na Figura 2. Nesse protótipo foram realizados os testes para
validar as funcionalidades dos blocos previstos na mencionada arquitetura, sendo dada
especial atenção na elaboração, operação e avaliação dos componentes gráficos contidos na
interface homem-máquina (IHM).
UPC /
Entrada /
Saída
IHM
SUPERVISÃO
CONTROLE
E/S
PROCESSO
CH
E/S
LDC
Figura 2: Vista da primeira versão do protótipo.
No protótipo apresentado na Figura 2 o bloco de SUPERVISÃO é composto por:
i) computador hospedeiro (CH) do tipo portátil (notebook) que adota a arquitetura Intel® de
32 bits ou compatível e sistema operacional Windows Vista® e ii) interface homemmáquina (IHM) que foi elaborada com os recursos disponíveis no ambiente integrado de
desenvolvimento do sistema de Supervisão, Controle e Aquisição de Dados (Supervisory
Control And Data Acquisition - SCADA) (SILVEIRA, 2002). O meio físico definido para
efetuar a comunicação de dados (LDC) entre o bloco de SUPERVISÃO e CONTROLE utiliza
o padrão EIA (Electronic Industries Allianc) 232.
No bloco de CONTROLE é utilizado um microcontrolador Cubloc CB-290
(COMFILE TECHNOLOGY, 2011), com capacidade de desempenhar o ciclo de operação e
as funções de processamento que são típicos de Controlador Lógico Programável (CLP), além
de gerar e receber os sinais, digitais e/ou analógicos, similares àqueles previstos nos sensores
e atuadores da arquitetura proposta para automatizar o reostato de partida líquido.
As interfaces físicas para a entrada e saída (E/S) de sinais elétricos, digitais e/ou
analógicos, que representam aqueles gerados e fornecidos pelo bloco de PROCESSO estão
disponíveis nos terminais da placa de desenvolvimento utilizada nos testes práticos. Nesses
terminais são conectados as chaves digitais, os acionadores analógicos e sinalizações visuais
utilizadas para aplicar sinais digitais e analógicos necessários para a realização dos testes de
validação do sistema.
4.1 PROGRAMA DE GERENCIAMENTO
O programa de gerenciamento da arquitetura que foi elaborado para atender os testes
relacionados com a primeira versão do protótipo considera no seu algoritmo as possíveis
seqüências de atividades que o operador deve executar para acionar o reostato de partida
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
5
líquido em dois principais modos de operação, ou seja, Modo Assistido (local) e Modo
Remoto.
INÍCIO
Acionar moto-bomba do
Reostato
Registrar usuário e senha
Login aceito
?
Conf. Motobomba
ligada ?
Não
Não
Sim
Sim
Verificar condições para
partida do Reostato
Reostato
pronto para
partir ?
Gerar alarme e
providenciar correção do
problema
Aguardar movimentação
do eletrólito do nível
mínimo p/ nível máximo
Nível
Mínimo
atuado ?
Não
Não
Tempo
Esgotado
Nível MIn?
Sim
Sim
Sim
Sim
Ch Reostato
Automático
ou manual ?
Não
Man
Acionar Botão Liga local
no Reostato
Nível
Máximo
atuado ?
Tempo
Esgotado
Partida?
Não
Não
Sim
Aut
Acionar Contator de
Curto-circuito dos anéis do
motor
Verificar Proteções e
intertravamentos do motor
principal
Motor
pronto para
partir ?
Não
Gerar alarme e
providenciar correção do
problema
Contator de
Curto
Ligado?
Não
Interromper processo de
partida
Não
Sim
Sim
Moto-bomba
desligada ?
Desligar Moto-bomba
Acionar Comando Liga
Motor principal, Remoto
ou local.
Sim
Não
Conf. Motor
principal
ligado ?
Sim
Não
Nível
Máximo
atuado ?
Não
Tempo
Esgotado
Nível Max ?
Sim
Sim
Partida Concluída de
forma normal
FIM
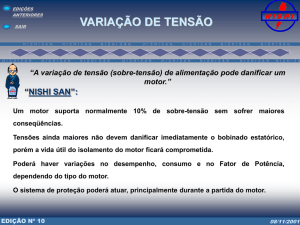
Figura 3: Partida do motor com reostato líquido.
No Modo Assistido as ações de acionamento do reostato que atende o motor são
executadas pelo operador na área física de instalação da planta de produção, sendo que esse
modo de operação é utilizado para a manutenção do sistema ou na hipótese de manifestação
de anomalia no sistema de acionamento remoto. O Modo Remoto é o mais seguro, por possuir
automatismo para realizar as ações de acionamento do reostato de partida do motor do
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
6
moinho e permitir que o operador efetue a supervisão e o comando desse acionamento a partir
de local afastado da planta de produção.
INÍCIO
Man
Ch Reostato
Automático
ou manual ?
Aut
Acionar Comando Desliga
Motor principal, Remoto ou
local.
Conf. Motor
principal
desligado ?
Não
Acionar Botão desliga
mecânico do Disjuntor ou do
Alimentador da SE 5 kV
Sim
Acionar Botão Desliga do
Reostato
Desligar Contator de Curtocircuito dos anéis
Não
Contator
Curto
Desligado ?
Não
Tempo
esgotado C.
Curto.Desl.?
Sim
Sim
Não
Nível
Mínimo
atuado ?
Não
Tempo
Esgotado s/
Nível MIn?
Sim
Sim
Processo de Parada normal
concluído
Gerar alarme e providenciar
correção do problema
FIM
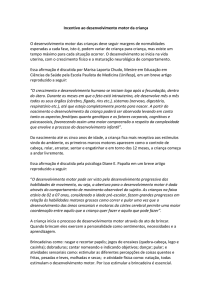
Figura 4: Parada do motor com reostato líquido.
Para elaborar o programa de gerenciamento foi realizada análise detalhada do
funcionamento de cada um dos componentes contidos no sistema de partida do motor de anéis
do moinho de bolas utilizado na planta. Essa análise permitiu co-relacionar as ações
necessárias para atender às etapas do funcionamento do reostato e cumprir as funções
previstas para o conjunto. A co-relação dessas ações também permitiu a elaboração dos
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
fluxogramas analíticos que representam uma das possibilidades de operação do reostato.
Nesse sentido, são apresentados respectivamente, nas Figuras 3 e 4, os fluxogramas de partida
e de parada do motor.
4.2 INTERFACE GRÁFICA
A principal função da Interface Homem-Máquina (IHM) está concentrada em servir de
meio para o operador parametrizar, comandar e supervisionar as operações relacionadas com
a arquitetura proposta para automatizar a operação do reostato de partida líquido que atende o
motor do moinho. Essa interface foi elaborada com a utilização de um sistema de Supervisão,
Controle e Aquisição de Dados (Supervisory Control And Data Acquisition - SCADA), com
código aberto (Open-Source), que está disponível no mercado brasileiro, denominado
ScadaBR (SCADABR, 2011). A janela principal de operação dessa interface é mostrada na
Figura 5, sendo que o operador para ter acesso aos serviços contidos nessa janela tem que se
identificar por meio do nome de usuário e senha.
Na Figura 5 pode ser observada a existência de duas colunas (Coluna - 1 e 2) com os
componentes gráficos necessários para realizar o acionamento e efetuar as supervisões
operacionais do sistema.
Coluna - 1
Coluna - 2
Figura 5: Janela principal de operação da interface.
Na Coluna - 1 estão previstos os componentes gráficos relacionados com o
acionamento e sinalizações visuais do estator do motor. Esses componentes têm por
finalidades: i) ligar (LIGA) ou desligar (DESLIGA) o motor do moinho, ii) sinalizar a
condição ligado ou desligado do disjuntor, iii) sinalizar atuação por sobrecorrente ou por
outros dispositivos de proteção relacionados com fluxostatos, pressostatos e temperatura nos
mancais
do
moinho
(Proteções),
iv) sinalizar
a
existência
dos
intertravamentos (Intertravamentos) elétricos de outros equipamentos, necessários para a
operação segura do sistema, e v) sinalizar se a operação do motor está bloqueada (Bloqueado)
ou está sendo realizada no local (ligado local) ou remotamente (Ligado remoto).
7
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
Na Coluna - 2 estão previstos os componentes gráficos relacionados com as
sinalizações visuais do circuito rotórico do motor. Esses componentes têm por finalidades
sinalizar: i) a atuação do contator de curto-circuito dos anéis após a partida do motor para
retirar do circuito os eletrodos do reostato, ii) o excesso de temperatura do
eletrólito (Termostato), iii) o nível máximo (Nível Max) e o mínimo (Nível Min) de eletrólito,
iv) as condições de liberação (Liberação para motor), início da partida (Pronto para partir),
partida em andamento (Partindo) e falhas (Defeito) relacionadas com a partida do motor, v) a
condição de contator acionado (Contator) e motor ligado (Motobomba) para o circuito de
recalque do eletrólito, vi) a condição de disjuntor da motobomba ligado ou desligado por ação
manual ou por atuação de sobrecorrente (Disjuntor), e vii) a condição de operação assistida do
reostato (Operação manual).
4.3 TESTES PRÁTICOS
Na realização dos testes práticos, necessários para validar a arquitetura proposta neste
trabalho, foram implementados os blocos e as ligações em conformidade com o diagrama
apresentado na Figura 1, além de ser elaborado um programa para o bloco de controle capaz
de atender as ações contidas no fluxograma analítico mostrado na Figura 3 e 4.
A execução dos testes foi dividida em duas etapas, sendo que na primeira foram
avaliados diretamente os recursos relacionados com o Modo Assistido de operação. Na
segunda etapa foram efetuadas preliminarmente as parametrizações de tempos que são
condições exigidas pelo Modo Remoto de operação para, em seguida, efetuar o acionamento
remoto do reostato de partida líquido que atende o motor do moinho.
5. RESULTADOS E CONCLUSÕES
Os resultados satisfatórios observados nos ensaios práticos, realizados com o protótipo
representativo da arquitetura proposta, mostram que o sistema é factível e pode ser levado a
efeito para a aplicação a qual se destina.
A quantidade disponível de registradores, contatores, temporizadores e variáveis
internas, bem como a disponibilidade de memória para alojar o programa de gerenciamento
da arquitetura proposta foram completamente atendidas pelo microcontrolador do protótipo
utilizado nos testes práticos. Essa situação é uma referência positiva para estudar a
possibilidade de utilização de um único microcontrolador para atender outros equipamentos
da planta de produção em questão.
Os recursos contidos no ambiente integrado de desenvolvimento do microcontrolador
foram suficientes para elaborar o programa de gerenciamento da arquitetura proposta, em
conformidade com os passos previstos nos fluxogramas analíticos.
Os componentes gráficos previstos no sistema de Supervisão, Controle e Aquisição de
Dados (SCADA) foram suficientes para atender a aplicação em questão, além de possuir
código aberto, que é uma característica que minimiza o custo de implantação e manutenção.
O sistema operacional utilizado nesta primeira fase dos testes foi o Windows® Vista,
entretanto a utilização de outro sistema, como o Linux, poderá minimizar ainda mais os custos
de implantação do sistema proposto.
6. REFERÊNCIAS
BATTAGIN, A. F. Cimento Portland de Alto Forno CPIII. ABCP – Agosto 2009
BATTAGIN, A. F. O uso das escórias siderúrgicas na construção civil. Um panorama atual. AFB - Setembro
2001
8
VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011
FITZGERALD A. E.; KINGSLEY JR. C.; KUSKO A. Máquinas Elétricas – Tradução de Josafá Neves.
McGraw-Hill – 1975
DE MORAES, C. C. de; CASTRUCCI, P. L. Engenharia de Automação Industrial. Rio de Janeiro: LTC, 2001
MIYAGI, P. E. Controle Programável – Fundamentos do Controle de Sistemas a Eventos Discretos. São Paulo:
Editora Edgard Blücher Ltda., 1996
ROSÁRIO, J. M. Princípios de Mecatrônica. Editora Person Prentice Hall, São Paulo, Brasil, 2005.
SILVEIRA, P. R. Automação e Controle Discreto. 4a Edição - Érica, São Paulo, Brasil, 2002.
COMFILE TECHNOLOGY INC. PLC with Embeded Controller CUBLOC. User Manual Version 3.2., 2010.
SCADABR 0.7. Sistema Open-Source para Supervisão e Controle. Manual do Software. Fundação Centros de
Referência em Tecnologias Inovadoras. Outubro de 2010.
Powered by TCPDF (www.tcpdf.org)
9