Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Tecnologia de grupo e
manufatura celular
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• Alto volume e baixa variedade: layout por
produto
• Baixo volume e alta variedade: layout por
processo
• Em casos intermediários, o layout celular pode
trazer vários benefícios
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• As principais vantagens são:
– redução do tempo de atravessamento (aquele
necessário para processar um produto da
primeira à última operação; tempo de porta a
porta da fábrica): como no layout em grupo as
máquinas estão próximas umas das outras,
os materiais são movimentados por
distâncias menores e existe a possibilidade
de sobreposição de operações.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• As principais vantagens são:
– melhoria da qualidade: como as pessoas estão mais próximas
umas das outras e normalmente devem realizar o controle de
qualidade de suas próprias operações e células, os itens são
produzidos com maior qualidade e os problemas de qualidade
são resolvidos em equipe
– redução dos custos com manuseio e preparação: em função da
proximidade dos equipamentos o manuseio é reduzido e como
as máquinas e equipamentos processam itens semelhantes o
tempo de preparação também pode ser reduzido com
sequenciamento adequado
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• As principais vantagens são:
– simplificação do controle: com os produtos
organizados em famílias e o layout divido em
células, a emissão de ordens e posterior
acompanhamento da produção ficam
simplificados (somente para cada célula).
– Com isso, são reduzidos também alguns
custos indiretos como checagem,
preenchimento de formulários, etc.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• As principais vantagens são:
– melhoria nas relações de trabalho: o trabalho em
cada célula é realizado pela equipe da célula, assim
as pessoas ficam mais envolvidas e comprometidas
– redução de espaço: o layout em grupo normalmente
requer menor espaço físico relativamente ao layout
funcional e por produto
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• As principais desvantagens são:
– pode requerer a duplicação de algumas
máquinas/equipamentos
– é inviável implantar células se a variedade de
produtos for muito alta
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• Arranjo físico celular: é aquele em que os recursos transformados,
entrando na operação, são pré-selecionados para movimentar-se
para uma parte específica da operação – célula – na qual todos os
recursos transformadores necessários a atender suas necessidades
de processamento se encontram.
• Para uma célula ser economicamente viável durante determinado
período de tempo, ela deve ter flexibilidade de mix, de capacidade e
possuir um tamanho tal que possa ser gerenciada por poucos ou
um único indivíduo.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
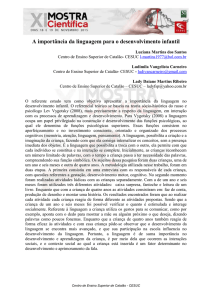
• A figura a seguir mostra os fluxos de materiais típicos dos layouts
por produto, processo e celular
T
T
Fr
Fr
E
Fu
T
Fr
Fr
Fu
E
E
Fr
E
Fr
E
E
Fu
T
T
Fr
Fr
T
T
Fr
Fr
T
T
Fr
E
Fu
Fu
E
Fu
Fu
T
Fu
T
E
Fr
Fu
T
E
Fr
E
E
E
Fr
Fr
Fu
Fu
Fr
E
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• Os principais conceitos relacionados a TG são:
– formação de famílias de itens semelhantes em
termos de projeto (forma, tamanho, tolerâncias de
processo, materiais) e/ou processo
– formação de grupos de máquinas/equipamentos,
cada um dos quais fabricando uma família de
produtos
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• O formato de uma célula pode ser em
linha, em U ou anel.
• A principal vantagem da célula em U
(mais comum) é a facilidade de os
operadores de máquinas poderem ter
acesso a máquina diferentes.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• O fluxo dos materiais dentro de uma célula pode
ser diversificado:
– se houver contrafluxo, diz-se que a célula tem padrão
job-shop
– se não houver contrafluxo, podendo ou não haver
transbordamento (overflow) diz-se que a célula tem
padrão flow-shop
– blacksheep – uma peça que precisa de mais de uma
célula para ser completada. Ao se projetar células
deve-se minimizar a ocorrência de blacksheeps.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Introdução
• Quando um item é alocado a uma célula, mas
necessita de processamento em outra(s) – os
blacksheeps – pode-se fazer:
– permitir esse fluxo
– comprar a(s) máquina(s) e colocar na célula a qual o
item foi alocado
– se houver mais itens com o mesmo problema, formar
uma célula especial para esses itens (célula
remanescente)
– Compartilhar equipamentos entre células
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Duas análises iniciais auxiliam na formação das famílias
de produtos e células
– sob o aspecto do processo: pode-se verificar quais
máquinas/equipamentos agrupam-se naturalmente. Por
exemplo, se todas as peças que necessitam de furação também
necessitarem de rosqueamento, então as maquinas de furação
e rosqueamento naturalmente deverão ficar juntas nas células
formadas
– sob o aspecto do produto: pode-se verificar o sistema de
codificação dos produtos, pois os códigos indicam
características dos produtos como forma, tamanho, material
usado e outros fatores que por vezes definem algumas de suas
necessidades de processamento.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• As operações necessárias para a fabricação das peças
em máquinas e equipamentos podem ser representadas
na forma de uma matriz, chamada matriz componentesmáquinas ou matriz de incidência, em que as linhas
referem-se às máquinas e as colunas às peças.
• Nessa matriz, as interseções entre as linhas e colunas
devem ser marcadas com o valor 1 se, e somente se, a
peça j requerer operação na máquina i; caso contrário, o
valor é 0 ou fica vazia a interseção, indicando que a
peça j não é processada pela máquina i.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Essa matriz é utilizada por vários algoritmos de
formação de famílias de máquinas/peças
propostas
• O objetivo é rearranjar as linhas e as colunas
da matriz de tal maneira que a matriz resultante
fique com todos os elementos iguais a 1
agrupados em blocos na diagonal
• Cada bloco indica um grupo de peças (família) e
o correspondente grupo de máquinas (célula).
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Algoritmo Rank Order Clustering
– Desenvolvido por King (1980), possui os seguintes passos:
• 1) Para cada linha da matriz calcule o peso decimal equivalente;
• 2) Rearranje as linhas da matriz na ordem decrescente dos valores dos
pesos decimais equivalentes, de cima para baixo;
• 3) Para cada coluna da matriz obtida no passo 2, calcule o peso decimal
equivalente;
• 4) Rearranje as colunas da matriz na ordem decrescente dos valores dos
pesos decimais equivalentes, da esquerda para a direita;
• 5) Repita os passos de 1 a 4 até que não haja mais mudanças de posições
dos elementos em cada linha ou coluna.
– Os pesos decimais equivalentes para cada linha i e coluna j são
calculados da seguinte forma:
n
Linha i aik 2nk
k 1
m
Coluna j a jk 2mk
Onde,
n número de peças
m número de máquinas
k 1
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Algoritmo Direct Clustering Analysis
– Desenvolvido por Chan e Milner (1982), possui os seguintes passos:
• 1) Determine o número total de elementos 1 em cada linha e em cada
coluna na matriz;
• 2) Rearranje as linhas na ordem decrescente e as colunas na ordem
crescente do número total de elementos 1;
• 3) Começando com a primeira coluna da matriz (esquerda), transfira as
linhas com 1’s nessa coluna para o topo da matriz. Repita o procedimento
com as demais colunas. Se a matriz atual for igual a matriz imediatamente
precedente, pare. Caso contrário vá para o passo 4.
• 4) Começando pela primeira linha da matriz (topo), transfira as colunas com
1’s nessa linha para a posição mais à esquerda da matriz. Repita o
procedimento para as demais linhas. Se a matriz atual for igual a matriz
imediatamente precedente, pare. Caso contrário vá para o passo 3.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Medidas de desempenho
– Pode-se usar vários critérios para se avaliar o desempenho da
formação de famílias/células. O mais comum é:
• porcentagem de elementos excepcionais: divisão do número de elementos
excepcionais pelo número total de elementos com valor 1 na matriz final.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Métodos para obter TG/manufatura celular
• Exemplo: Use os algoritmos ROC e DCA para promover a formação
das células e famílias e calcule a porcentagem de elementos
excepcionais da seguinte situação:
–
–
–
–
–
O produto 1 é processado nas máquinas 1, 3 e 4
O produto 2 é processado nas máquinas 1 e 3
O produto 3 é processado nas máquinas 2 e 5
O produto 4 é processado nas máquinas 1 e 4
O produto 5 é processado nas máquinas 2 e 6
Planejamento e Controle da Produção 3 – professor Muris Lage Junior
Universidade Federal de Goiás – Campus Catalão
Curso de Engenharia de Produção
Referências bibliográficas
•
Chan, H.M.; Milner; D. A. Direct clustering algorithm for group formation in
cellular manufacture. Journal of Manufacturing Systems, v. 1, n. 1, p. 65–
75, 1982.
•
King, J. R. Machine-component grouping in production flow analysis: an
approach using a rank order clustering algorithm. International Journal of
Production Research, v. 8, n. 2, p. 213-232, 1980.
Planejamento e Controle da Produção 3 – professor Muris Lage Junior